
放電ランプ
【課題】部品間の寸法精度の違いに影響されることなく、微調整作業することなく、引き抜き強度が安定した電極支持構造の放電ランプを提供する。
【解決手段】電極支持棒を、陽極30の端面30Mに設けられた陽極凹部32に圧入させ、電極支持棒を陽極30に嵌合させる。電極支持棒と陽極凹部32の間には、金属箔80A、80Bを配置させる。このとき、金属箔80A、80Bが、その両縁部において互いにオーバラップし、重なり部分が周方向に沿って略均等な間隔に位置し、また、重なり幅が略等しくなるように、金属箔80A、80Bを介装させる。
【解決手段】電極支持棒を、陽極30の端面30Mに設けられた陽極凹部32に圧入させ、電極支持棒を陽極30に嵌合させる。電極支持棒と陽極凹部32の間には、金属箔80A、80Bを配置させる。このとき、金属箔80A、80Bが、その両縁部において互いにオーバラップし、重なり部分が周方向に沿って略均等な間隔に位置し、また、重なり幅が略等しくなるように、金属箔80A、80Bを介装させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、露光装置やプロジェクタなどに使用される放電ランプに関し、特に、放電ランプの電極支持構造に関する。
【背景技術】
【0002】
ショートアーク型等の放電ランプでは、電極を封じた発光管の両端にガラス製の封止管が一体的に形成されており、発光管内には電極対(陰極、陽極)が対向配置される。各電極は、封止管内まで延びる電極支持棒によって支持されており、通常、電極端部中央に形成された凹部に電極支持棒を圧入させることによって、電極支持棒が電極に対して固定される。
【0003】
ショートアーク型放電ランプなどでは、電極サイズが大きいため重量が大きく、また、鉛直方向に沿って放電ランプが配置される。このようなランプ構造においては、電極支持棒および電極凹部の寸法精度の問題があり、クリアランスなく電極凹部に電極支持棒を完全に一体として嵌合させることは困難である。そのため、電極支持棒と電極凹部の間に円筒状金属箔を介装させ、嵌合強度を高める。
【0004】
金属箔の構成として、例えば、切り欠きのある1枚の筒状金属箔を電極凹部内壁に沿って配置させ、電極支持棒周囲全体と圧接して隙間を埋める(特許文献1参照)。あるいは、複数の円弧状金属箔を用意し、電極凹部内壁に沿って等間隔に離間配置させる(特許文献2参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−111235号公報
【特許文献2】特開2010−15792号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
電極凹部および電極支持棒の寸法誤差、表面粗さなどは、製品ごとに異なる。そのため、金属箔を介在させても、電極支持棒の嵌合強度、引き抜き強度にバラツキが生じる。バラツキがないようにするためには、電極支持棒を圧入する前に、金属箔の使用枚数、配置構成などを何度も変更しながら最も適切な構成を決定する微調整作業を行わなければならず、ランプ製造の作業効率を大きく低下させる。
【0007】
したがって、微調整作業を伴うことなく、製品間で嵌合強度にバラツキがないように、電極に対して電極支持棒を圧入させることが必要とされる。
【課題を解決するための手段】
【0008】
本発明の放電ランプは、例えばショートアーク型放電ランプとして構成可能であり、発光管内に配置され、端部に筒状凹部を有する電極と、凹部に嵌挿され、電極を支持する柱状電極支持棒とを備える。このような電極支持構成は、陽極、陰極のいずれか一方の電極もしくは両電極において適用可能である。
【0009】
本発明の放電ランプは、電極凹部と電極支持棒との間で凹部周方向に沿って介在する複数の部材(以下では、介装部材という)を備える。介装部材は、凹部内壁に沿って電極支持棒と電極との間で接触し、圧接された状態で配置され、電極支持棒は介装部材を通じて電極凹部に嵌合される。
【0010】
介装部材としては、塑性/弾性変形可能な延性のある薄板状部材を適用することが可能であり、例えば金属箔などが用いられる。介装部材は、電極支持棒圧入前に電極凹部内壁に沿って配置すればよい。例えば、介装部材は、工具等を使って板状部材をある程度湾曲させたものに変形させればよい。
【0011】
本発明では、複数の介装部材が互いにオーバラップするように重なる。これによって、複数の介装部材は、電極凹部内壁全体に渡って接触介在することになる、さらに、オーバラップ配置に加え、複数の介装部材間の重なり部分は、周方向に沿って略均等に離れて配置されており、また、各重なり部分の重なり幅が略等しくなるように、介装部材が挿入されている。
【0012】
例えば、凹部内周を均等に分け、各円弧状エリアに合わせて同じような幅をもつ介装部材を用意すればよい。このとき、各介装部材の長さが分割された周方向長さよりも大きいように介装部材を構成することにより、重なり部分は周方向に沿って均等な間隔配置となり、重なり幅も同じとなる。
【0013】
複数の介装部材を凹部内壁全体に渡って配置させるとともに、凹部軸、すなわち電極支持棒中心軸に対してバランスよく配置し、かつ、等しい重なり幅でオーバラップさせることにより、電極支持棒を圧入するときに介装部材のずれ、変位がなく、介装部材の偏り、局所的変形などが発生しない。その結果、製品の寸法精度の違いに関係なく、同じような荷重で電極支持棒を圧入可能とあり、引き抜き強度にバラツキが生じない。
【0014】
電極支持棒圧入時に電極支持棒が介装部材と当たるとき、介装部材の受ける力によって重なり部分がずれやすい。電極支持棒を圧入させる初期段階では重なり部分がないようにするのが望ましい。したがって、複数の介装部材各々を、テーパー状に形成し、テーパー先端部が電極凹部開口側、すなわち電極支持棒側を向くように配置するのがよい。
【0015】
介装部材の数は任意であるが、電極支持棒を圧入させるときの介装部材の位置ずれ、変形等を考慮し、断面半円状の2つの介装部材、もしくは断面三半円状の3つの介装部材によって構成するのが望ましい。また、介装部材の形状についても様々なデザインが可能であるが、凹部内壁に沿って湾曲する矩形状の介装部材であるのがよい。
【0016】
例えば、複数の介装部材が、第1、第2介装部材によって構成される場合、バランスを考慮して互い違いに重なるようにするのがよい。すなわち、第1介装部材が、一方の縁部内側表面において、第2介装部材の縁部外側表面と重なり、他方の縁部外側表面において、第2介装部材の縁部内側表面と重なるようにすることが可能である。
【0017】
一方、複数の介装部材が、第1、第2、および第3介装部材によって構成される場合、円周方向幅が小さい金属箔の圧入時におけるずれを抑えることを考慮し、第1介装部材が、両縁部の内側表面で第2、第3介装部材の縁部外側表面で重なり、第2介装部材が、両縁部の外側表面で第1、第2介装部材の縁部内側表面と重なり、第3介装部材が、一方の縁部外側表面で第1介装部材の縁部内側表面と重なり、他方の縁部内側表面で第1介装部材の縁部外側表面と重なるようにすることができる。
【0018】
電極支持棒を圧入させるとき、金属箔のずれがなく、電極支持棒をガタツキなく嵌挿できるか否かを確認するため、仮挿入、仮圧入、本圧入の3段階に分けて電極支持棒を圧入させるのが望ましい。そのため、電極支持棒に対し、支持棒先端面を含む先端テーパー形状部と、先端部に向けて先細い後段テーパー形状部とを設けた挿入部を設けることが可能であり、先端テーパー形状部のテーパー角が、後段テーパー形状部のテーパー角よりも大きくなるように構成される。
【0019】
このような構成によって、先端テーパー形状部まで電極支持棒を凹部に挿入させたとき、金属箔の配置、重なり具合が問題ないか確認することができる。特に、先端テーパー形状部のテーパー角度を相対的に大きくすることによって、電極支持棒に対する加圧力を小さくしながら電極支持棒の先端部を最初に挿入させることが容易となり、次の後段テーパー形状部の圧入もスムーズに運ぶ。
【0020】
電極支持棒を圧入させるとき、凹部内に残ったガスが圧縮し、反力となり、電極支持棒を凹部底面に接触するまで挿入させるのが難しく、圧入荷重が高くなる。そのため、電極支持棒の凹部に挿入される挿入部において、軸方向に沿って螺旋状溝を形成するのがよい。
【0021】
本発明の放電ランプの製造方法は、電極の端部に設けられた筒状凹部に対し、凹部内壁に沿って複数の板状介装部材を配置させる工程と、柱状電極支持棒を凹部に圧入し、電極支持棒と電極とを嵌合させる工程とを含む放電ランプの製造方法であって、電極支持棒圧入後において、複数の介装部材が両縁部において互いにオーバラップし、複数の介装部材間の重なり部分が周方向に沿って略均等に離れて配置されていて、各重なり部分の重なり幅が略等しくなるように、複数の介装部材を配置して電極支持棒を圧入させる。
【発明の効果】
【0022】
本発明によれば、部品間の寸法精度の違いに影響されることなく、微調整作業することなく、引き抜き強度が安定した電極支持構造の放電ランプを提供することができる。
【図面の簡単な説明】
【0023】
【図1】本実施形態であるショートアーク型放電ランプの概略的平面図である。
【図2】電極支持棒および陽極の概略的断面図である。
【図3】電極支持棒を電極に嵌合させる前の電極、電極支持棒および金属箔を示した概略的図である。
【図4】陽極凹部に挿入、介装される金属箔を示した模式的図である。
【図5】陽極凹部に金属箔が挿入された状態を電極支持棒側から見た陽極上面図である。
【図6】第2の実施形態における電極支持棒の平面図である。
【図7】第2の実施形態における金属箔の配置を示した図である。
【発明を実施するための形態】
【0024】
以下では、図面を参照して本発明の実施形態について説明する。
【0025】
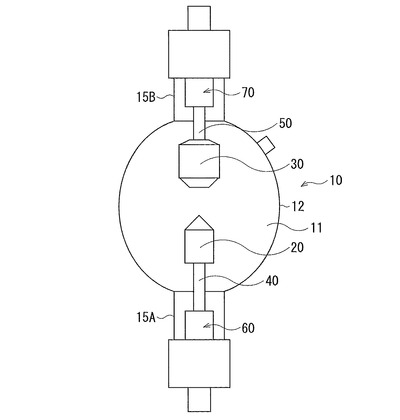
図1は、本実施形態であるショートアーク型放電ランプの概略的平面図である。
【0026】
ショートアーク型放電ランプ10は、石英ガラスから成る球状発光管12内に陰極20と陰極30とを対向配置させたランプであり、発光管12の両側には、石英ガラスの封止管15A、15Bが対向するように一体的に連設されている。
【0027】
封止管15A、15Bの内部には、陰極20、陽極30を支持するとともに、発光管12内の放電空間11を封止するパーツ(以下、マウント部品という)60、70が封入されている。放電空間11には、水銀および希ガスが封入されている。
【0028】
マウント部品60、70として、陰極20、陽極30に連結し、陰極20、陽極30をそれぞれ支持する電極支持棒40、50が設けられ、電極軸(ランプ軸)方向に沿って配設されている。電極支持棒40、50は、マウント部品60、70にある円筒状肉厚ガラス管にそれぞれ挿通され、電極側のガラス管によって保持される。
【0029】
電極支持棒40、50は、マウント部品60、70に含まれる帯状金属箔などの導電部材を介して、外部の電源部と電気的に接続されており、電源供給されることによって陰極20、陽極30との間でアーク放電が生じ、発光管11外部へ光が放射される。
【0030】
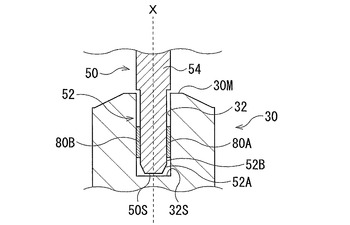
図2は、電極支持棒および陽極の概略的断面図である。なお、陰極側においても同様の構成となっている。
【0031】
円柱状陽極30は、一方の軸方向端部において陰極20と向かい合う先端面30Sを有し、その反対側端面30Mには、電極支持棒50の嵌合する円筒状電極凹部32が形成されている。凹部32は、陽極30の軸Xに対して同軸的に形成されており、その開口部から底面32Sまでの長さは、電極支持棒50の挿入部分の長さに従って定められている。
【0032】
電極支持棒50は、電極凹部32に嵌合する挿入部52を有し、挿入部52の先端面、すなわち電極支持棒50の先端面50Sは、凹部32の底面32Sもしくはその近傍に位置する。挿入部52は、2つのテーパー形状部52A、52Bから構成されている。
【0033】
先端面50Sを含む先端テーパー形状部52Aは、テーパー角度が比較的大きな円錐形状であり、電極支持棒の軸に対する傾斜角を15〜25度の範囲(例えば20度)に定められている。一方、先端テーパー形状部52Aと一体的な後段テーパー形状部52Bは、上述の電極側ガラス管に保持される支持棒本体部54よりも径が細い。後段テーパー形状部52Bは、テーパー角度の非常に小さな円錐形状であり、例えば、電極支持棒の軸に対する傾斜角は0.1〜1度(例えば0.4度)の範囲に定められる。
【0034】
電極支持棒50の挿入部52のサイズは、電極凹部32のサイズに従っており、電極支持棒50を電極凹部32に圧入させたとき、電極支持棒50は陽極30に対して同軸的に配置される。先端テーパー形状部52Aの軸方向長さは、後段テーパー形状部52Bに比べて短い。
【0035】
電極支持棒50の挿入部52と電極凹部32との間には、寸法誤差から生まれる電極支持棒50と凹部32とのクリアランス(隙間)によるガタツキを防ぐため、隙間に2つの金属箔(介装部材)80A、80Bが隙間を埋めるように配置されている。
【0036】
金属箔80A、80Bは、断面が略半円状の円弧状湾曲薄板であり、電極支持棒50の挿入部52および凹部32の内壁32Rに対し圧接している。また、金属箔80A、80Bは、後述するように、その両縁部においてオーバラップし、凹部32の内壁32Rの周方向全体に沿って介在する。
【0037】
以下では、図3〜図5を用いて、電極支持棒と陽極との連結工程および金属箔の形状、配置構成について説明する。
【0038】
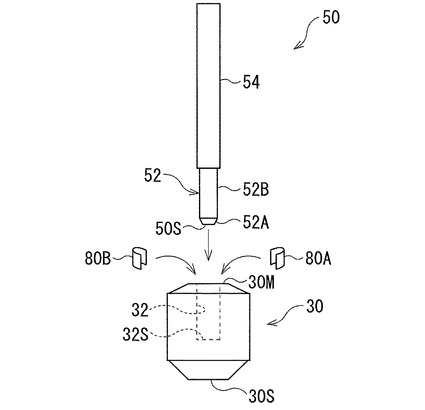
図3は、電極支持棒を電極に嵌合させる前の電極、電極支持棒および金属箔を示した概略的図である。
【0039】
電極支持棒50では、機械加工によって2段階テーパー形状の挿入部52が形成される。そして、金属箔80A、80Bを電極凹部32の内壁に沿って配置させ、その後、電極支持棒50を陽極30に圧入させる。
【0040】
圧入工程においては、まず、先端テーパー形状部52Aが凹部32に仮挿入して、金属箔80A、80Bの挿入長さや電極支持棒周方向位置を確認する。問題がなければ、後段テーパー形状部52Bの一部が挿入される位置まで工具を使って仮圧入し、電極支持棒50のガタツキの有無、真直度合い、金属箔80A、80Bの重なり具合を確認する。問題がなければ、プレス機などを使って電極支持棒50を本圧入させ、電極支持棒50を凹部32に荷重限度の範囲で挿入する。
【0041】
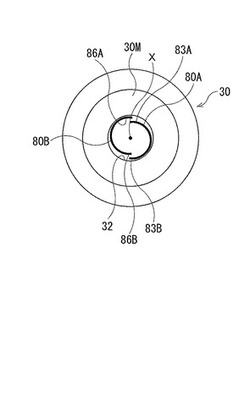
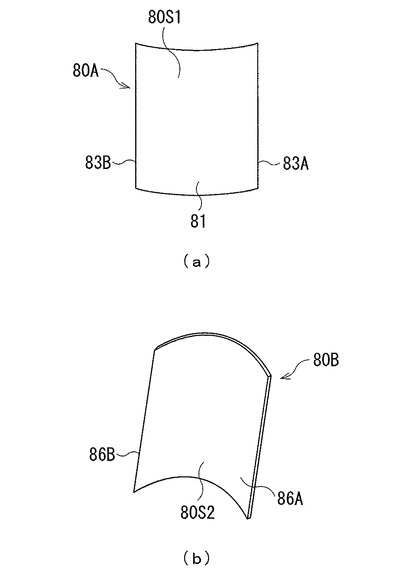
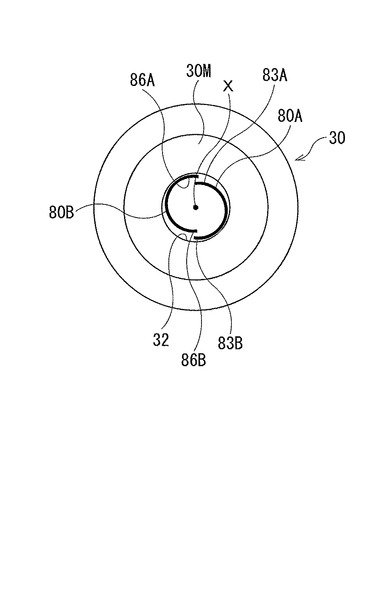
図4は、陽極凹部に挿入、介装される金属箔を示した模式的図である。図5は、陽極凹部に金属箔が挿入された状態を電極支持棒側から見た陽極上面図である。ただし、説明のため、電極支持棒は図示していない。
【0042】
金属箔80Aは、矩形状金属箔を工具によって湾曲させた湾曲状薄板として成形し、電極支持棒50を圧入することによって、電極凹部32の内壁に沿った断面半円状の円弧状薄板が配置される。金属箔80Bも同様な寸法、形状を有する。
【0043】
金属箔80A、80Bは、その両縁部83A、83B、および86A、86Bにおいて、他方の金属箔80Bと互いに重なるような周方向長さをもつ。その重なり方は、図5に示すように、縁部83Aの外側表面と縁部86Aの内側表面とが接触するように重なっている。一方、反対側では、縁部83Bの内側表面と縁部86Bの外側表面が接触するように重なっている。
【0044】
先端テーパー形状部52Aを挿入するとき、金属箔80A、80Bの重なり幅が両方の縁部において略等しくなるように金属箔80A、80Bを電極凹部32に配置し、その後、仮圧入して問題がなければ、電極支持棒50を陽極凹部32に本圧入させる。その結果、金属箔80A、80Bの重なり部分は、凹部32の周方向に沿って略均等な間隔配置となり、また、重なり幅が略等しくなって接触固定される。
【0045】
電極支持棒50が本圧入されると、金属箔80A、80Bは、その基底部において互いにオーバラップしながら、電極支持棒50の挿入部52の周囲全体に渡って介在するように配置されることになり、電金属箔80A、80Bを通じて電極支持棒50が陽極30に強固に嵌合される。
【0046】
このような電極支持棒と電極との接合を経て、放電ランプが製造される。なお、接合以外の工程については、従来周知の工程に従って放電ランプが製造される。すなわち、ガラス管を加熱処理しながら発光管と封止管を形成し、封止管内部にマウント部品を挿入して電極を発光管内に配置した後、封止管を加熱によって縮径する。
【0047】
このように本実施形態によれば、電極支持棒50が陽極30の端面30Mに設けられた凹部32に圧入され、これによって電極支持棒50が陽極30に嵌合される。また、電極支持棒50と凹部32の間には、金属箔80A、80Bが介装される。そして、金属箔80A、80Bは、その両縁部において互いにオーバラップし、その重なり部分は周方向に沿って略均等な間隔に位置するととともに、重なり幅が略等しい。
【0048】
このように2枚の金属箔を凹部内壁周方向に沿って全体的に配置させることにより、1枚の金属箔に比べて湾曲加工が容易となり、また、重ねて配置することによって、電極支持棒を圧入するときに2つの金属箔が圧接し、互いにずれる恐れがない。
【0049】
また、金属箔の重なり幅が等しい周方向に均等な配置によって、電極支持棒圧入時にバランスよく力を受けることが可能となり、金属箔のずれなく圧入させることが可能となり、製品の寸法誤差、クリアランスの違いに関係なく、微調整作業することなく、電極支持棒を同じような荷重で圧入させることが可能となり、引き抜き強度にバラツキを生じさせない。
【0050】
特に、2つの金属箔の重なり部分を互い違いに内側、外側表面で接触させることにより、仮圧入により金属箔が安定配置された状態で電極支持棒を本圧入させることができ、圧入後金属箔に加わる力もバランスがとれる。また、仮挿入により先端テーパー部で金属箔を仮固定しているため、電極支持棒を圧入するとき、金属箔のずれが生じない。
【0051】
次に、図6、図7を用いて、第2の実施形態である放電ランプについて説明する。第2の実施形態では、3枚の金属箔が使用されるとともに、電極支持棒の挿入部に溝が形成される。それ以外の構成については、第1の実施形態と実質的に同じである。
【0052】
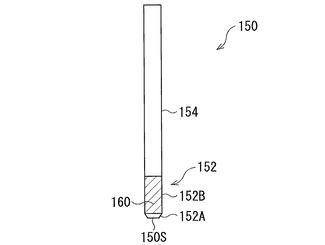
図6は、第2の実施形態における電極支持棒の平面図である。
【0053】
電極支持棒150の挿入部152は、先端面150Sを含む先端テーパー形状部152Aと後段テーパー形状部152Bから構成される。ここでは、挿入部152と支持部本体部154との間で径の相違が少ない。
【0054】
挿入部152の後段テーパー形状部152Bには、軸方向に沿って螺旋状溝160が形成されている。螺旋状溝160により、電極支持棒150を圧入中に陽極凹部に溜まるガスを抜くことができる。
【0055】
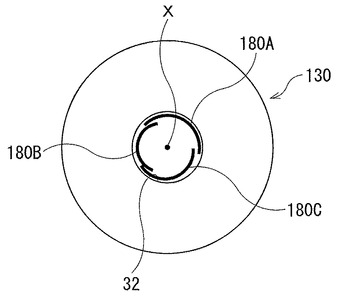
図7は、第2の実施形態における金属箔の配置を示した図である。
【0056】
金属箔180A、180B、180Cは、それぞれ周方向長さが略円周の1/3となる断面三半円状の湾曲薄板として構成されている。金属箔180A、180B、180Cは、それぞれ両縁部が互いにオーバラップしながら、陽極130の凹部132の内面全体に渡って介装される。
【0057】
ここでは、金属箔180Aは、両縁部とも内側表面で金属箔180B、180Cと接触する。一方、金属箔180Bは、両縁部とも外側表面で金属箔180A、180Cと接触する。金属箔180Cは、縁部内側表面で金属箔180Bと接し、他方の縁部外側表面で金属箔180Aと接する。
【0058】
3枚の金属箔180A、180B、180Cの場合、周方向長さが短くなって重なり部分が多くなり、圧入時の金属箔のずれが生じやすくなるが、1枚を両縁部において内側表面で接触させ、1枚を両縁部において外側表面で接触させることにより、金属箔の位置ずれを防ぐ。
【0059】
金属箔180A、180B、180Cの周方向に沿った重なり幅はほぼ等しい。また、金属箔180A、180B、180Cは、周方向に均等な配置となる。図6に示した電極支持棒150が電極凹部132に圧入されることにより、電極支持棒150が陽極130に嵌合固定される。3枚の金属箔の場合には、各金属箔の周方向長さが短くなって重なり部分が多くなるため、電極支持棒のガタツキを防ぎ、真直度合いが更に良くなる。
【0060】
金属箔の形状、枚数については、第1、第2実施形態に示した構成に限定されず、テーパー形状の金属箔を用いることも可能である。また、金属以外の部材であって、延性のある断面円弧状の湾曲薄板状部材でもよい。電極支持棒と電極の接合方法は、上記方法以外の方法を適用してもよい。
【0061】
第1、第2実施形態のように電極を電極支持棒に連結させて実際に製造した場合、電極支持棒と陽極の引き抜き強度等について製品間にバラツキがなくなる。例えば、幾つかの電極支持棒と陽極を用意し、それぞれ実際の寸法を測定した後、連結した後の引き抜き強度、圧入後余剰寸法を測定した場合、それぞれ寸法誤差のある電極支持棒のサイズ、陽極凹部のサイズに関係なく、圧入後余剰寸法(本圧入後の陽極凹部の底面と電極支持棒先端面との距離)は無くなり、完全に圧入される。引き抜き強度はいずれも同じような値となり、製品間でバラツキがなくなる。また、本圧入時の圧力、圧入後の余剰寸法もいずれも同じ値になり、電極支持棒の圧入時、金属箔の枚数、配置、圧入荷重などにおいて微調整する必要がない。そして、従来以上の引き抜き強度が得られる。
【符号の説明】
【0062】
10 放電ランプ
20 陰極
30 陽極
32 凹部
40、50 電極支持棒
52 挿入部
52A 先端テーパー形状部
52B 後段テーパー形状部
80A、80B 金属箔
83A、83B 縁部
【技術分野】
【0001】
本発明は、露光装置やプロジェクタなどに使用される放電ランプに関し、特に、放電ランプの電極支持構造に関する。
【背景技術】
【0002】
ショートアーク型等の放電ランプでは、電極を封じた発光管の両端にガラス製の封止管が一体的に形成されており、発光管内には電極対(陰極、陽極)が対向配置される。各電極は、封止管内まで延びる電極支持棒によって支持されており、通常、電極端部中央に形成された凹部に電極支持棒を圧入させることによって、電極支持棒が電極に対して固定される。
【0003】
ショートアーク型放電ランプなどでは、電極サイズが大きいため重量が大きく、また、鉛直方向に沿って放電ランプが配置される。このようなランプ構造においては、電極支持棒および電極凹部の寸法精度の問題があり、クリアランスなく電極凹部に電極支持棒を完全に一体として嵌合させることは困難である。そのため、電極支持棒と電極凹部の間に円筒状金属箔を介装させ、嵌合強度を高める。
【0004】
金属箔の構成として、例えば、切り欠きのある1枚の筒状金属箔を電極凹部内壁に沿って配置させ、電極支持棒周囲全体と圧接して隙間を埋める(特許文献1参照)。あるいは、複数の円弧状金属箔を用意し、電極凹部内壁に沿って等間隔に離間配置させる(特許文献2参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−111235号公報
【特許文献2】特開2010−15792号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
電極凹部および電極支持棒の寸法誤差、表面粗さなどは、製品ごとに異なる。そのため、金属箔を介在させても、電極支持棒の嵌合強度、引き抜き強度にバラツキが生じる。バラツキがないようにするためには、電極支持棒を圧入する前に、金属箔の使用枚数、配置構成などを何度も変更しながら最も適切な構成を決定する微調整作業を行わなければならず、ランプ製造の作業効率を大きく低下させる。
【0007】
したがって、微調整作業を伴うことなく、製品間で嵌合強度にバラツキがないように、電極に対して電極支持棒を圧入させることが必要とされる。
【課題を解決するための手段】
【0008】
本発明の放電ランプは、例えばショートアーク型放電ランプとして構成可能であり、発光管内に配置され、端部に筒状凹部を有する電極と、凹部に嵌挿され、電極を支持する柱状電極支持棒とを備える。このような電極支持構成は、陽極、陰極のいずれか一方の電極もしくは両電極において適用可能である。
【0009】
本発明の放電ランプは、電極凹部と電極支持棒との間で凹部周方向に沿って介在する複数の部材(以下では、介装部材という)を備える。介装部材は、凹部内壁に沿って電極支持棒と電極との間で接触し、圧接された状態で配置され、電極支持棒は介装部材を通じて電極凹部に嵌合される。
【0010】
介装部材としては、塑性/弾性変形可能な延性のある薄板状部材を適用することが可能であり、例えば金属箔などが用いられる。介装部材は、電極支持棒圧入前に電極凹部内壁に沿って配置すればよい。例えば、介装部材は、工具等を使って板状部材をある程度湾曲させたものに変形させればよい。
【0011】
本発明では、複数の介装部材が互いにオーバラップするように重なる。これによって、複数の介装部材は、電極凹部内壁全体に渡って接触介在することになる、さらに、オーバラップ配置に加え、複数の介装部材間の重なり部分は、周方向に沿って略均等に離れて配置されており、また、各重なり部分の重なり幅が略等しくなるように、介装部材が挿入されている。
【0012】
例えば、凹部内周を均等に分け、各円弧状エリアに合わせて同じような幅をもつ介装部材を用意すればよい。このとき、各介装部材の長さが分割された周方向長さよりも大きいように介装部材を構成することにより、重なり部分は周方向に沿って均等な間隔配置となり、重なり幅も同じとなる。
【0013】
複数の介装部材を凹部内壁全体に渡って配置させるとともに、凹部軸、すなわち電極支持棒中心軸に対してバランスよく配置し、かつ、等しい重なり幅でオーバラップさせることにより、電極支持棒を圧入するときに介装部材のずれ、変位がなく、介装部材の偏り、局所的変形などが発生しない。その結果、製品の寸法精度の違いに関係なく、同じような荷重で電極支持棒を圧入可能とあり、引き抜き強度にバラツキが生じない。
【0014】
電極支持棒圧入時に電極支持棒が介装部材と当たるとき、介装部材の受ける力によって重なり部分がずれやすい。電極支持棒を圧入させる初期段階では重なり部分がないようにするのが望ましい。したがって、複数の介装部材各々を、テーパー状に形成し、テーパー先端部が電極凹部開口側、すなわち電極支持棒側を向くように配置するのがよい。
【0015】
介装部材の数は任意であるが、電極支持棒を圧入させるときの介装部材の位置ずれ、変形等を考慮し、断面半円状の2つの介装部材、もしくは断面三半円状の3つの介装部材によって構成するのが望ましい。また、介装部材の形状についても様々なデザインが可能であるが、凹部内壁に沿って湾曲する矩形状の介装部材であるのがよい。
【0016】
例えば、複数の介装部材が、第1、第2介装部材によって構成される場合、バランスを考慮して互い違いに重なるようにするのがよい。すなわち、第1介装部材が、一方の縁部内側表面において、第2介装部材の縁部外側表面と重なり、他方の縁部外側表面において、第2介装部材の縁部内側表面と重なるようにすることが可能である。
【0017】
一方、複数の介装部材が、第1、第2、および第3介装部材によって構成される場合、円周方向幅が小さい金属箔の圧入時におけるずれを抑えることを考慮し、第1介装部材が、両縁部の内側表面で第2、第3介装部材の縁部外側表面で重なり、第2介装部材が、両縁部の外側表面で第1、第2介装部材の縁部内側表面と重なり、第3介装部材が、一方の縁部外側表面で第1介装部材の縁部内側表面と重なり、他方の縁部内側表面で第1介装部材の縁部外側表面と重なるようにすることができる。
【0018】
電極支持棒を圧入させるとき、金属箔のずれがなく、電極支持棒をガタツキなく嵌挿できるか否かを確認するため、仮挿入、仮圧入、本圧入の3段階に分けて電極支持棒を圧入させるのが望ましい。そのため、電極支持棒に対し、支持棒先端面を含む先端テーパー形状部と、先端部に向けて先細い後段テーパー形状部とを設けた挿入部を設けることが可能であり、先端テーパー形状部のテーパー角が、後段テーパー形状部のテーパー角よりも大きくなるように構成される。
【0019】
このような構成によって、先端テーパー形状部まで電極支持棒を凹部に挿入させたとき、金属箔の配置、重なり具合が問題ないか確認することができる。特に、先端テーパー形状部のテーパー角度を相対的に大きくすることによって、電極支持棒に対する加圧力を小さくしながら電極支持棒の先端部を最初に挿入させることが容易となり、次の後段テーパー形状部の圧入もスムーズに運ぶ。
【0020】
電極支持棒を圧入させるとき、凹部内に残ったガスが圧縮し、反力となり、電極支持棒を凹部底面に接触するまで挿入させるのが難しく、圧入荷重が高くなる。そのため、電極支持棒の凹部に挿入される挿入部において、軸方向に沿って螺旋状溝を形成するのがよい。
【0021】
本発明の放電ランプの製造方法は、電極の端部に設けられた筒状凹部に対し、凹部内壁に沿って複数の板状介装部材を配置させる工程と、柱状電極支持棒を凹部に圧入し、電極支持棒と電極とを嵌合させる工程とを含む放電ランプの製造方法であって、電極支持棒圧入後において、複数の介装部材が両縁部において互いにオーバラップし、複数の介装部材間の重なり部分が周方向に沿って略均等に離れて配置されていて、各重なり部分の重なり幅が略等しくなるように、複数の介装部材を配置して電極支持棒を圧入させる。
【発明の効果】
【0022】
本発明によれば、部品間の寸法精度の違いに影響されることなく、微調整作業することなく、引き抜き強度が安定した電極支持構造の放電ランプを提供することができる。
【図面の簡単な説明】
【0023】
【図1】本実施形態であるショートアーク型放電ランプの概略的平面図である。
【図2】電極支持棒および陽極の概略的断面図である。
【図3】電極支持棒を電極に嵌合させる前の電極、電極支持棒および金属箔を示した概略的図である。
【図4】陽極凹部に挿入、介装される金属箔を示した模式的図である。
【図5】陽極凹部に金属箔が挿入された状態を電極支持棒側から見た陽極上面図である。
【図6】第2の実施形態における電極支持棒の平面図である。
【図7】第2の実施形態における金属箔の配置を示した図である。
【発明を実施するための形態】
【0024】
以下では、図面を参照して本発明の実施形態について説明する。
【0025】
図1は、本実施形態であるショートアーク型放電ランプの概略的平面図である。
【0026】
ショートアーク型放電ランプ10は、石英ガラスから成る球状発光管12内に陰極20と陰極30とを対向配置させたランプであり、発光管12の両側には、石英ガラスの封止管15A、15Bが対向するように一体的に連設されている。
【0027】
封止管15A、15Bの内部には、陰極20、陽極30を支持するとともに、発光管12内の放電空間11を封止するパーツ(以下、マウント部品という)60、70が封入されている。放電空間11には、水銀および希ガスが封入されている。
【0028】
マウント部品60、70として、陰極20、陽極30に連結し、陰極20、陽極30をそれぞれ支持する電極支持棒40、50が設けられ、電極軸(ランプ軸)方向に沿って配設されている。電極支持棒40、50は、マウント部品60、70にある円筒状肉厚ガラス管にそれぞれ挿通され、電極側のガラス管によって保持される。
【0029】
電極支持棒40、50は、マウント部品60、70に含まれる帯状金属箔などの導電部材を介して、外部の電源部と電気的に接続されており、電源供給されることによって陰極20、陽極30との間でアーク放電が生じ、発光管11外部へ光が放射される。
【0030】
図2は、電極支持棒および陽極の概略的断面図である。なお、陰極側においても同様の構成となっている。
【0031】
円柱状陽極30は、一方の軸方向端部において陰極20と向かい合う先端面30Sを有し、その反対側端面30Mには、電極支持棒50の嵌合する円筒状電極凹部32が形成されている。凹部32は、陽極30の軸Xに対して同軸的に形成されており、その開口部から底面32Sまでの長さは、電極支持棒50の挿入部分の長さに従って定められている。
【0032】
電極支持棒50は、電極凹部32に嵌合する挿入部52を有し、挿入部52の先端面、すなわち電極支持棒50の先端面50Sは、凹部32の底面32Sもしくはその近傍に位置する。挿入部52は、2つのテーパー形状部52A、52Bから構成されている。
【0033】
先端面50Sを含む先端テーパー形状部52Aは、テーパー角度が比較的大きな円錐形状であり、電極支持棒の軸に対する傾斜角を15〜25度の範囲(例えば20度)に定められている。一方、先端テーパー形状部52Aと一体的な後段テーパー形状部52Bは、上述の電極側ガラス管に保持される支持棒本体部54よりも径が細い。後段テーパー形状部52Bは、テーパー角度の非常に小さな円錐形状であり、例えば、電極支持棒の軸に対する傾斜角は0.1〜1度(例えば0.4度)の範囲に定められる。
【0034】
電極支持棒50の挿入部52のサイズは、電極凹部32のサイズに従っており、電極支持棒50を電極凹部32に圧入させたとき、電極支持棒50は陽極30に対して同軸的に配置される。先端テーパー形状部52Aの軸方向長さは、後段テーパー形状部52Bに比べて短い。
【0035】
電極支持棒50の挿入部52と電極凹部32との間には、寸法誤差から生まれる電極支持棒50と凹部32とのクリアランス(隙間)によるガタツキを防ぐため、隙間に2つの金属箔(介装部材)80A、80Bが隙間を埋めるように配置されている。
【0036】
金属箔80A、80Bは、断面が略半円状の円弧状湾曲薄板であり、電極支持棒50の挿入部52および凹部32の内壁32Rに対し圧接している。また、金属箔80A、80Bは、後述するように、その両縁部においてオーバラップし、凹部32の内壁32Rの周方向全体に沿って介在する。
【0037】
以下では、図3〜図5を用いて、電極支持棒と陽極との連結工程および金属箔の形状、配置構成について説明する。
【0038】
図3は、電極支持棒を電極に嵌合させる前の電極、電極支持棒および金属箔を示した概略的図である。
【0039】
電極支持棒50では、機械加工によって2段階テーパー形状の挿入部52が形成される。そして、金属箔80A、80Bを電極凹部32の内壁に沿って配置させ、その後、電極支持棒50を陽極30に圧入させる。
【0040】
圧入工程においては、まず、先端テーパー形状部52Aが凹部32に仮挿入して、金属箔80A、80Bの挿入長さや電極支持棒周方向位置を確認する。問題がなければ、後段テーパー形状部52Bの一部が挿入される位置まで工具を使って仮圧入し、電極支持棒50のガタツキの有無、真直度合い、金属箔80A、80Bの重なり具合を確認する。問題がなければ、プレス機などを使って電極支持棒50を本圧入させ、電極支持棒50を凹部32に荷重限度の範囲で挿入する。
【0041】
図4は、陽極凹部に挿入、介装される金属箔を示した模式的図である。図5は、陽極凹部に金属箔が挿入された状態を電極支持棒側から見た陽極上面図である。ただし、説明のため、電極支持棒は図示していない。
【0042】
金属箔80Aは、矩形状金属箔を工具によって湾曲させた湾曲状薄板として成形し、電極支持棒50を圧入することによって、電極凹部32の内壁に沿った断面半円状の円弧状薄板が配置される。金属箔80Bも同様な寸法、形状を有する。
【0043】
金属箔80A、80Bは、その両縁部83A、83B、および86A、86Bにおいて、他方の金属箔80Bと互いに重なるような周方向長さをもつ。その重なり方は、図5に示すように、縁部83Aの外側表面と縁部86Aの内側表面とが接触するように重なっている。一方、反対側では、縁部83Bの内側表面と縁部86Bの外側表面が接触するように重なっている。
【0044】
先端テーパー形状部52Aを挿入するとき、金属箔80A、80Bの重なり幅が両方の縁部において略等しくなるように金属箔80A、80Bを電極凹部32に配置し、その後、仮圧入して問題がなければ、電極支持棒50を陽極凹部32に本圧入させる。その結果、金属箔80A、80Bの重なり部分は、凹部32の周方向に沿って略均等な間隔配置となり、また、重なり幅が略等しくなって接触固定される。
【0045】
電極支持棒50が本圧入されると、金属箔80A、80Bは、その基底部において互いにオーバラップしながら、電極支持棒50の挿入部52の周囲全体に渡って介在するように配置されることになり、電金属箔80A、80Bを通じて電極支持棒50が陽極30に強固に嵌合される。
【0046】
このような電極支持棒と電極との接合を経て、放電ランプが製造される。なお、接合以外の工程については、従来周知の工程に従って放電ランプが製造される。すなわち、ガラス管を加熱処理しながら発光管と封止管を形成し、封止管内部にマウント部品を挿入して電極を発光管内に配置した後、封止管を加熱によって縮径する。
【0047】
このように本実施形態によれば、電極支持棒50が陽極30の端面30Mに設けられた凹部32に圧入され、これによって電極支持棒50が陽極30に嵌合される。また、電極支持棒50と凹部32の間には、金属箔80A、80Bが介装される。そして、金属箔80A、80Bは、その両縁部において互いにオーバラップし、その重なり部分は周方向に沿って略均等な間隔に位置するととともに、重なり幅が略等しい。
【0048】
このように2枚の金属箔を凹部内壁周方向に沿って全体的に配置させることにより、1枚の金属箔に比べて湾曲加工が容易となり、また、重ねて配置することによって、電極支持棒を圧入するときに2つの金属箔が圧接し、互いにずれる恐れがない。
【0049】
また、金属箔の重なり幅が等しい周方向に均等な配置によって、電極支持棒圧入時にバランスよく力を受けることが可能となり、金属箔のずれなく圧入させることが可能となり、製品の寸法誤差、クリアランスの違いに関係なく、微調整作業することなく、電極支持棒を同じような荷重で圧入させることが可能となり、引き抜き強度にバラツキを生じさせない。
【0050】
特に、2つの金属箔の重なり部分を互い違いに内側、外側表面で接触させることにより、仮圧入により金属箔が安定配置された状態で電極支持棒を本圧入させることができ、圧入後金属箔に加わる力もバランスがとれる。また、仮挿入により先端テーパー部で金属箔を仮固定しているため、電極支持棒を圧入するとき、金属箔のずれが生じない。
【0051】
次に、図6、図7を用いて、第2の実施形態である放電ランプについて説明する。第2の実施形態では、3枚の金属箔が使用されるとともに、電極支持棒の挿入部に溝が形成される。それ以外の構成については、第1の実施形態と実質的に同じである。
【0052】
図6は、第2の実施形態における電極支持棒の平面図である。
【0053】
電極支持棒150の挿入部152は、先端面150Sを含む先端テーパー形状部152Aと後段テーパー形状部152Bから構成される。ここでは、挿入部152と支持部本体部154との間で径の相違が少ない。
【0054】
挿入部152の後段テーパー形状部152Bには、軸方向に沿って螺旋状溝160が形成されている。螺旋状溝160により、電極支持棒150を圧入中に陽極凹部に溜まるガスを抜くことができる。
【0055】
図7は、第2の実施形態における金属箔の配置を示した図である。
【0056】
金属箔180A、180B、180Cは、それぞれ周方向長さが略円周の1/3となる断面三半円状の湾曲薄板として構成されている。金属箔180A、180B、180Cは、それぞれ両縁部が互いにオーバラップしながら、陽極130の凹部132の内面全体に渡って介装される。
【0057】
ここでは、金属箔180Aは、両縁部とも内側表面で金属箔180B、180Cと接触する。一方、金属箔180Bは、両縁部とも外側表面で金属箔180A、180Cと接触する。金属箔180Cは、縁部内側表面で金属箔180Bと接し、他方の縁部外側表面で金属箔180Aと接する。
【0058】
3枚の金属箔180A、180B、180Cの場合、周方向長さが短くなって重なり部分が多くなり、圧入時の金属箔のずれが生じやすくなるが、1枚を両縁部において内側表面で接触させ、1枚を両縁部において外側表面で接触させることにより、金属箔の位置ずれを防ぐ。
【0059】
金属箔180A、180B、180Cの周方向に沿った重なり幅はほぼ等しい。また、金属箔180A、180B、180Cは、周方向に均等な配置となる。図6に示した電極支持棒150が電極凹部132に圧入されることにより、電極支持棒150が陽極130に嵌合固定される。3枚の金属箔の場合には、各金属箔の周方向長さが短くなって重なり部分が多くなるため、電極支持棒のガタツキを防ぎ、真直度合いが更に良くなる。
【0060】
金属箔の形状、枚数については、第1、第2実施形態に示した構成に限定されず、テーパー形状の金属箔を用いることも可能である。また、金属以外の部材であって、延性のある断面円弧状の湾曲薄板状部材でもよい。電極支持棒と電極の接合方法は、上記方法以外の方法を適用してもよい。
【0061】
第1、第2実施形態のように電極を電極支持棒に連結させて実際に製造した場合、電極支持棒と陽極の引き抜き強度等について製品間にバラツキがなくなる。例えば、幾つかの電極支持棒と陽極を用意し、それぞれ実際の寸法を測定した後、連結した後の引き抜き強度、圧入後余剰寸法を測定した場合、それぞれ寸法誤差のある電極支持棒のサイズ、陽極凹部のサイズに関係なく、圧入後余剰寸法(本圧入後の陽極凹部の底面と電極支持棒先端面との距離)は無くなり、完全に圧入される。引き抜き強度はいずれも同じような値となり、製品間でバラツキがなくなる。また、本圧入時の圧力、圧入後の余剰寸法もいずれも同じ値になり、電極支持棒の圧入時、金属箔の枚数、配置、圧入荷重などにおいて微調整する必要がない。そして、従来以上の引き抜き強度が得られる。
【符号の説明】
【0062】
10 放電ランプ
20 陰極
30 陽極
32 凹部
40、50 電極支持棒
52 挿入部
52A 先端テーパー形状部
52B 後段テーパー形状部
80A、80B 金属箔
83A、83B 縁部
【特許請求の範囲】
【請求項1】
発光管内に配置され、端部に筒状凹部を有する電極と、
前記凹部に嵌挿され、前記電極を支持する柱状電極支持棒と、
前記凹部と前記電極支持棒との間で前記凹部周方向に沿って介在する複数の介装部材とを備え、
前記複数の介装部材が、両縁部において互いにオーバラップしており、
前記複数の介装部材間の重なり部分が、周方向に沿って略均等な間隔配置であり、各重なり部分の重なり幅が略等しいことを特徴とする放電ランプ。
【請求項2】
前記複数の介装部材が、2つもしくは3つの介装部材によって構成されることを特徴とする請求項1に記載の放電ランプ。
【請求項3】
前記複数の介装部材が、第1、第2介装部材によって構成され、
前記第1介装部材が、一方の縁部内側表面において、前記第2介装部材の縁部外側表面と重なり、他方の縁部外側表面において、前記第2介装部材の縁部内側表面と重なることを特徴とする請求項1乃至2のいずれかに記載の放電ランプ。
【請求項4】
前記複数の介装部材が、第1、第2、および第3介装部材によって構成され、
前記第1介装部材が、両縁部の内側表面で前記第2、第3介装部材の縁部外側表面で重なり、
前記第2介装部材が、両縁部の外側表面で前記第1、第2介装部材の縁部内側表面と重なり、
前記第3介装部材が、一方の縁部外側表面で前記第1介装部材の縁部内側表面と重なり、他方の縁部内側表面で前記第1介装部材の縁部外側表面と重なることを特徴とする請求項1乃至2のいずれかに記載の放電ランプ。
【請求項5】
前記複数の介装部材が、金属箔によって構成されることを特徴とする請求項1乃至4のいずれかに記載の放電ランプ。
【請求項6】
前記電極支持棒が、支持棒先端面を含む先端テーパー形状部と、前記先端テーパー形状部に向けて先細くなる後段テーパー形状部とを設けた挿入部を有し、
前記先端テーパー形状部のテーパー角が、前記後段テーパー形状部のテーパー角よりも大きいことを特徴とする請求項1乃至5のいずれかに記載の放電ランプ。
【請求項7】
前記電極支持棒が、前記凹部に挿入される挿入部において、軸方向に沿って形成される螺旋状溝を有することを特徴とする請求項1乃至6のいずれかに記載の放電ランプ。
【請求項8】
電極の端部に設けられた筒状凹部に対し、前記凹部内壁に沿って複数の板状介装部材を配置させる工程と、
柱状電極支持棒を前記凹部に圧入し、前記電極支持棒と前記電極とを嵌合させる工程とを含む放電ランプの製造方法であって、
電極支持棒圧入後において、複数の介装部材が両縁部において互いにオーバラップし、前記複数の介装部材間の重なり部分が周方向に沿って略均等な間隔配置となり、また、各重なり部分の重なり幅が略等しくなるように、前記複数の介装部材を配置して前記電極支持棒を圧入させることを特徴とする放電ランプの製造方法。
【請求項1】
発光管内に配置され、端部に筒状凹部を有する電極と、
前記凹部に嵌挿され、前記電極を支持する柱状電極支持棒と、
前記凹部と前記電極支持棒との間で前記凹部周方向に沿って介在する複数の介装部材とを備え、
前記複数の介装部材が、両縁部において互いにオーバラップしており、
前記複数の介装部材間の重なり部分が、周方向に沿って略均等な間隔配置であり、各重なり部分の重なり幅が略等しいことを特徴とする放電ランプ。
【請求項2】
前記複数の介装部材が、2つもしくは3つの介装部材によって構成されることを特徴とする請求項1に記載の放電ランプ。
【請求項3】
前記複数の介装部材が、第1、第2介装部材によって構成され、
前記第1介装部材が、一方の縁部内側表面において、前記第2介装部材の縁部外側表面と重なり、他方の縁部外側表面において、前記第2介装部材の縁部内側表面と重なることを特徴とする請求項1乃至2のいずれかに記載の放電ランプ。
【請求項4】
前記複数の介装部材が、第1、第2、および第3介装部材によって構成され、
前記第1介装部材が、両縁部の内側表面で前記第2、第3介装部材の縁部外側表面で重なり、
前記第2介装部材が、両縁部の外側表面で前記第1、第2介装部材の縁部内側表面と重なり、
前記第3介装部材が、一方の縁部外側表面で前記第1介装部材の縁部内側表面と重なり、他方の縁部内側表面で前記第1介装部材の縁部外側表面と重なることを特徴とする請求項1乃至2のいずれかに記載の放電ランプ。
【請求項5】
前記複数の介装部材が、金属箔によって構成されることを特徴とする請求項1乃至4のいずれかに記載の放電ランプ。
【請求項6】
前記電極支持棒が、支持棒先端面を含む先端テーパー形状部と、前記先端テーパー形状部に向けて先細くなる後段テーパー形状部とを設けた挿入部を有し、
前記先端テーパー形状部のテーパー角が、前記後段テーパー形状部のテーパー角よりも大きいことを特徴とする請求項1乃至5のいずれかに記載の放電ランプ。
【請求項7】
前記電極支持棒が、前記凹部に挿入される挿入部において、軸方向に沿って形成される螺旋状溝を有することを特徴とする請求項1乃至6のいずれかに記載の放電ランプ。
【請求項8】
電極の端部に設けられた筒状凹部に対し、前記凹部内壁に沿って複数の板状介装部材を配置させる工程と、
柱状電極支持棒を前記凹部に圧入し、前記電極支持棒と前記電極とを嵌合させる工程とを含む放電ランプの製造方法であって、
電極支持棒圧入後において、複数の介装部材が両縁部において互いにオーバラップし、前記複数の介装部材間の重なり部分が周方向に沿って略均等な間隔配置となり、また、各重なり部分の重なり幅が略等しくなるように、前記複数の介装部材を配置して前記電極支持棒を圧入させることを特徴とする放電ランプの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−243674(P2012−243674A)
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願番号】特願2011−114876(P2011−114876)
【出願日】平成23年5月23日(2011.5.23)
【出願人】(000128496)株式会社オーク製作所 (175)
【Fターム(参考)】
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願日】平成23年5月23日(2011.5.23)
【出願人】(000128496)株式会社オーク製作所 (175)
【Fターム(参考)】
[ Back to top ]