
放電加工のための電極ワイヤ
【課題】破砕γ相真鍮表面層を備えると同時に、切断ステップ中に高い機械か効率を保持し、仕上げステップ中により良好な放電加工特性をもたらし、具体的には0.4より下の波形パラメータWtによって特徴付けられるより滑らかな機械加工表面を可能にする、新規な放電加工ワイヤ構造を設計する
【解決手段】本発明に従った電極ワイヤは、ブロック(2a)に破砕される構造を有するγ相真鍮コーティング(2)で被覆される真鍮コア(1)を含み、コアはブロック間に露出される。ブロック(2a)は、狭い分配を備える厚さ(E2)を有し、50%よりも大きい被覆率に従ったコア(1)の被覆率をもたらす。これはコーティングの規則的な形成をもたらし、それは機械加工部分の仕上げ状態を向上する。
【解決手段】本発明に従った電極ワイヤは、ブロック(2a)に破砕される構造を有するγ相真鍮コーティング(2)で被覆される真鍮コア(1)を含み、コアはブロック間に露出される。ブロック(2a)は、狭い分配を備える厚さ(E2)を有し、50%よりも大きい被覆率に従ったコア(1)の被覆率をもたらす。これはコーティングの規則的な形成をもたらし、それは機械加工部分の仕上げ状態を向上する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は放電加工のために使用される電極ワイヤに関する。
【背景技術】
【0002】
周知の放電加工プロセスは、機械加工されるべき部分と導電性電極ワイヤとの間の機械加工地域に火花を発生することによって導電性部分から材料を除去する。電極ワイヤは、ワイヤの長さ方向に部分の近傍で連続的に移動し、ワイヤの並進によって或いは部分の並進によって部分に対する横方向に漸進的に移動される。
【0003】
機械加工地域のいずれかの側の上の電気接点によって電極ワイヤに接続される発電機が、電極ワイヤと機械加工されるべき伝導性部分との間に適切な電位差を構築する。電極ワイヤと部分との間の機械加工地域は、適切な誘電性流体内に浸漬される。電位差は、電極ワイヤと機械加工されるべき部分との間に、部分及び電極ワイヤを漸進的に浸食(erode)する火花を出現させる。電極ワイヤの長さ方向の移動は、電極ワイヤが機械加工地域で破損することを防止するために、常に十分なワイヤ直径を保持する。横方向におけるワイヤ及び部分の相対的移動は、適用可能な場合には、部分を切断し或いはその表面を処理する。
【0004】
火花によって電極ワイヤから並びに部分から分離される粒子は、誘電性流体中に分散され、粒子はそこに排出される。
【0005】
現在、放電加工のために多数の種類の電極ワイヤがあり、それらの各々は、特定の種類の放電加工のためにそれを選択することを正当化し得る特定の特性を有する。
【0006】
電極ワイヤの構造は、一般的に、点火地域におけるワイヤ破損を防止する十分な機械強度を有さなければならない。ワイヤの極めて正確な位置決め、よって、正確な機械加工を保証するために、高い機械強度は、機械加工地域において電極ワイヤに長さ方向の張力を適用するのに良好である。
【0007】
機械加工精度の達成、具体的には、小さな半径でのアングルカットの生成は、機械加工地域で緊張されるよう、並びに、振動の振幅を制限するよう、小さな直径のワイヤの使用並びに破断での高い機械負荷を必要とする。
【0008】
最も現代的な放電加工機は、概ね0.25mm直径並びに400〜1000N/mm2の降伏強さを備えるコーティングなし真鍮ワイヤを使用するよう設計されている。
【0009】
もし可能であれば、ワイヤの構造は、電極ワイヤの挙動が浸食を促進するよう、即ち、ワイヤが素速い浸食を生成するよう選択される。ワイヤの浸食の最大速度は、もし点火エネルギが浸食を加速するよう増大されるならばワイヤが破損する限界速度である。
【0010】
放電加工の他の重要なパラメータは、部分の機械加工地域において得られ得る表面状態の品質である。電極ワイヤと部分との間に生成される火花は、機械加工されるべき部分に微小窪み、即ち、材料の局所的除去を生む。明らかに、得られる表面状態は、点火のパラメータに依存し、次いで、それは具体的には電極ワイヤの構造に依存する。
【0011】
機械加工の速度、機械加工の精度、及び、表面状態の3つのパラメータを同時に最適化する電極ワイヤ構造を見い出すのは困難である。
【0012】
例えば、均質な構造を備える35〜37%の亜鉛を含有する真鍮ワイヤが提案されている。それは経済的に許容し得る妥協を構成するが、比較的低速度の浸食の犠牲の下で得られる。
【0013】
被覆ワイヤ、即ち、金属又は合金の概ね均質な表面層で被覆された金属コアで構成されるワイヤも提案されている。放電加工中、水のような誘電体を通じて、電気ワイヤの表面と部分の表面との間に形成される電気アークは、ワイヤの中心に達しない。摩耗されるのはワイヤのコーティングである。
【0014】
被覆ワイヤの利益は、ワイヤのコアが、その電気特性及び機械特性の関数として選択され、コーティングが、その放電特性及びその接触抵抗の関数として選択され得ることである。
【0015】
従って、文献FR2418699は、コアを亜鉛、カドミウム、スズ、鉛、ビスマス、又は、アンチモンの合金で被覆することを提案する。
【0016】
低い昇華比熱を備える金属の高比率を含有するコーティングは、より高速の切断を生み、コーティングは、点火中にコアの保護の向上をもたらすことが、既に見い出されている。
【0017】
よって、純亜鉛が低い昇華比熱を伴う金属として使用されるが、純亜鉛の層は極めて素速く摩耗し、高い部分を切断するのに十分な時間に亘ってワイヤのコアを保護しない。
【0018】
これと同じ考えの下で、大量の亜鉛を含有する合金、例えば、47%の亜鉛を備えるβ相合金のコーティングが使用され、或いは、重量で50%を越える亜鉛含有量を備える銅及び亜鉛のγ相合金のコーティングさえも使用されている。その場合、問題は、銅及び亜鉛のγ相合金が比較的硬く脆いので、加工中にワイヤをサイジングする線引操作中にコーティングが砕け得ることである。
【0019】
文献EP1009574は、γ相銅及び亜鉛合金コーティングの破砕が好ましくないことを実証し、良好な速度の放電加工を有する電極ワイヤを製造する。文献は、この目的のために、亜鉛コーティングの製造後、並びに、1〜4時間に亘る加熱によるコーティング亜鉛の拡散及びコア銅の拡散後、その直径を0.4未満の最終直径Dfと初期直径Diとの間の比率に減少するようワイヤを引く(draw)ことによって、ワイヤはサイジングされる。線引き(drawing)中、コーティングはブロックに砕かれ、ブロックは、ワイヤを引くことによって引き起こされるワイヤの伸張の故に、ワイヤの表面上で再分配されることを教示している。文献は、再分配は単一のワイヤ表面層においてコーティングの破砕の結果として得られるブロックを再分配し、よって、50%を超える、場合によっては、58%付近のコアの被覆率を保証するので、再分配が有利であることを教示している。
【0020】
それにも拘わらず、そのようなワイヤは、仕上げ手続きで使用されるときには、平凡な特性を有する。具体的には、比較的顕著な波形が、放電加工機内でのワイヤの移動に対して垂直な方向において、機械部分の表面に見い出される。
【0021】
もし優れた表面状態が放電加工によって機械加工される部分の上に得られるべきであるならば、ブランキング(blanking)ステップが一般的に実施され、ブランキングステップ中、放電加工ワイヤは高い点火エネルギを受け、部分を高速で切断し、然る後、5〜10の仕上げステップが遂行され、それらの間に、点火エネルギはより低い。
【0022】
最終仕上げ操作は、極めて低い点火エネルギで実施される。明らかに、点火エネルギが低ければ低いほど、浸食窪みはより小さく、機械加工部分の上に得られる表面状態がより精細であればあるほど、その粗さはより低い。粗さは、例えば、ISO規格4287:1997によって定められるパラメータRaによって一般的に特徴付けられる。
【0023】
波形の場合には、この欠陥は、同様に、例えば、ISO規格4287:1997によって定められる波形パラメータWtによって特徴付けられる。
【0024】
図1及び2は、文献1009574に従ったワイヤを用いて観察される波形を示している。
【0025】
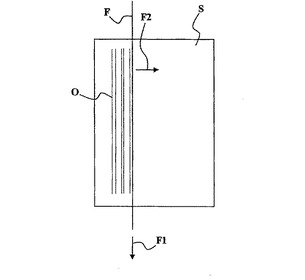
図1は、正面から見られた、機械加工されるべき部分の表面Sを表しており、放電加工機に対する移動方向F1に表面Sに沿って軸方向に移動し、且つ、部分の表面Sを掃くようワイヤの前進方向F2に表面Sに沿って横方向に移動される放電加工ワイヤFを備える。
【0026】
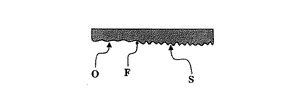
図1において、波形OはワイヤFと平行な条線の形態で肉眼で確認できる。図2では、部分の表面Sの上をワイヤFが通った後、地域Oが波立てられることが分かる。
【0027】
部分の機械加工表面の外観が完全に見えるために、波形Oは、肉眼での視認度の閾値より下であることが望ましい。
【発明の開示】
【発明が解決しようとする課題】
【0028】
従って、破砕γ相真鍮表面層を備えると同時に、切断ステップ中に高い機械か効率を保持し、仕上げステップ中により良好な放電加工特性をもたらし、具体的には0.4より下の波形パラメータWtによって特徴付けられるより滑らかな機械加工表面を可能にする、新規な放電加工ワイヤ構造を設計する必要がある。
【課題を解決するための手段】
【0029】
本発明は、文献EP1009574に従ったワイヤ内のγ相真鍮合金コーティングブロックと仕上げステップの終わりに部分の機械加工表面上の波形の存在との間に原因及び効果の関連があるという観察に起因している。これは以下の検討によって説明され得る。
【0030】
ブロックの再分配が起こる文献EP1009574に従ったプロセスの間、γ相合金ブロックは、線引き(wire drawing)ステップの間、文字通り、即ち、ワイヤの長さ方向及びその特性の方向に断裂するのみならず、ワイヤの厚さの方向における2つ又はそれよりも多くに断裂し、ワイヤのコアの表面上に再分配される。それはγ相真鍮合金ブロックによって被覆されるワイヤの再分配及び対応する面積増大を可能にする複数の層への断裂である。
【0031】
しかしながら、この断裂は比較的広いサイズの分配を伴う無作為なサイズのブロック、即ち、そのサイズが極めて可変であり且つ大きなブロックと小さなブロックとの間の全てのサイズを含み得るブロックを生み出す。
【0032】
実際には、特定のブロックは、深さ方向に断裂されずに、それらの初期的な厚さを維持し得るのに対し、他のブロックは、線引き前のγ相真鍮層中に場合によっては存在するあらゆる弱い地域の関数として無作為に変化する不均等な深さに断裂され得る。
【0033】
本発明によれば、それはγ相真鍮表面層の断裂され且つ再分配された状態であり、それは仕上げ放電加工後の部分の表面S上の深刻な残留波形の原因である。
【0034】
上記及び他の目的を達成するために、本発明は、重量で20%〜45%の間の亜鉛含有量を備える銅及び亜鉛の第一合金のコアを含み、コア上に製造されるコーティングを含み、コーティングは、亜鉛含有量が重量で50%よりも大きい銅及び亜鉛の第二合金を含み、ブロックに破砕される構造を有し、コアは、ブロックの間に露出される、放電加工のための電極ワイヤを提案し、本発明によれば、コーティングにおいて、
− 第二合金ブロックは、狭い分配を備える厚さを有し、存在するブロックの大部分の小さいブロック及び大きいブロックの厚さの比率は、0.6よりも大きく、
− 第二合金ブロックは、50%よりも大きい被覆率に従ってコアの被覆をもたらす。
【0035】
もし線引き前のブランクワイヤのコーティングが約7μm以下の厚さを有するならば、ブロック厚さの狭い分配を得るのはより容易である。従って、第二合金ブロックの近似厚さが7μm未満である放電加工ワイヤを製造するのが有利である。
【0036】
実際には、0.250mmのワイヤ直径のために、ブロックの近似厚さの大部分は、4μm〜5μmであり得る。
【0037】
銅及び亜鉛のα相合金、或いは、銅及び亜鉛のα相合金並びに銅及び亜鉛のβ’相合金の混合物で主として構成される第一コア合金を選択することによって良好な結果が得られる。
【0038】
同様に、第二合金の大部分は、銅及び亜鉛のγ相合金で構成され得る。
【0039】
本発明の他の目的、特徴、及び、利点は、付属の図面を参照するならば、具体的な実施態様の以下の記載から現れるであろう。
【発明を実施するための最良の形態】
【0040】
図3乃至5に示されるワイヤの構造を先ず検討する。
【0041】
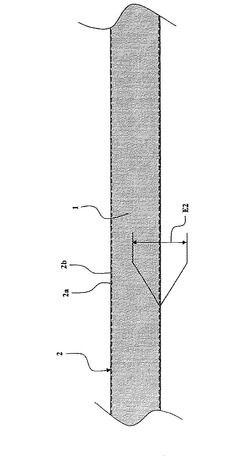
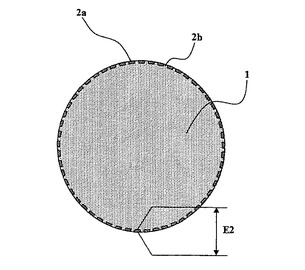
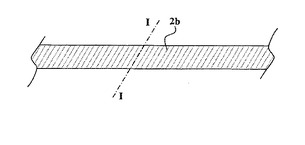
この実施態様において、本発明に従った電極ワイヤは、約0.25mmの直径を有する概ね円筒形のワイヤである。図3の縦断面図では、コア1及びコーティング2が見られる。
【0042】
均質なコア1は、重量で20%〜45%の亜鉛含有量を備える銅及び亜鉛の合金で構成され、有利に、α相合金(約37%未満の亜鉛含有量)或いはβ’相合金及びα相合金(38%〜45%の間の混合物の亜鉛含有量)の混合物を構成する。
【0043】
コーティング2は異質の構造であり、重量で50%より大きい亜鉛含有量を備える銅及び亜鉛の第二合金のブロックで構成される。ブロック2aは、間隙2bによって互いに分離され、コア1は間隙において識別され得る。
【0044】
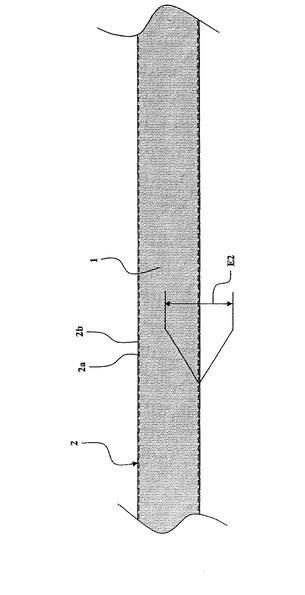
第二合金ブロック2aは、狭い分配を有する厚さE2を有し、実質的に全てのブロック2aが互いに極めて類似する厚さを有することを意味する。もし大部分のブロック2aの最小ブロックと最大ブロックとの間の厚さの比率が0.6よりも大きいならば、良好な放電加工仕上げ結果が得られる。実際には、ブロックの80%より多くが互いに対する比率において0.8よりも大きい厚さE2を有する放電加工ワイヤが有利に製造され得る。
【0045】
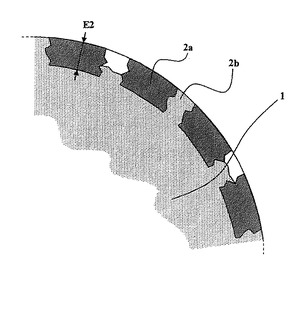
同一の特徴、即ち、ブロック2a及び間隙2bの比較的一定の厚さE2が、図4及び5において再び見られる。
【0046】
その上、第二合金ブロック2aは、50%よりも大きいコア1の被覆率をもたらす。これはコア1の表面の50%よりも多くがブロック2aによって被覆されることを意味する。
【0047】
実際には、殆どのブロック2aは、0.250mm直径のワイヤのために4μmと5μmとの間の近似の厚さE2を有する。
【0048】
ブロック2aを構成する合金は、主としてγ相合金から構成されるのに対し、コア1を構成する第一合金は、主としてα相合金或いはα合金及びβ’相合金の混合物から構成される。
【0049】
記載されたばかりのワイヤ構造は、例えば、図6及び7を参照して次に記載される方法によって得られ得る。
【0050】
第一ステップa)の間、コア1が、重量で20%〜45%の間の亜鉛含有物を備える銅及び亜鉛合金で提供される。コアの初期直径は、ワイヤの最終直径よりも大きいよう選択され、それは製造コストを低減するのに有利である。例えば、63%の銅と37%の亜鉛の合金において、0.5mmの直径を有し得る。
【0051】
第二ステップb)において、コア1は、例えば、3μmの厚さを有する、亜鉛の層で被覆される。
【0052】
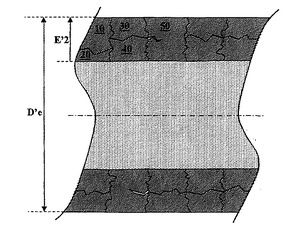
第三ステップc)の間、このようにして被覆されるコアが、ブランク(blank)直径Deを有する素材と、コア1を被覆するγ層銅及び亜鉛合金の表面層を形成するよう加熱される。ブランクの直径Deは、最終直径Dfに近いように選択される。得られるγ相表面層の厚さは、初期亜鉛層厚さの約2倍である。
【0053】
後続ステップd)の間、ブランクは室温まで冷却される。図6に示されるようなブランクが得られる。
【0054】
最終ステップe)の間、図7に示されるように、ブランクは室温でワイヤの所要の最終直径Dfに引かれる。
【0055】
コアの良好な被覆を保証する類似サイズのブロックを備える特定のコーティング構造を得るために、Df/De比率は比較的高く、好ましくは、0.4〜0.8の間である。換言すれば、線引きは、直径の比較的小さな現象を生み出す。
【0056】
その上、コアを加熱するステップc)の間、それは5〜7時間の間の近似期間に亘って177℃〜180℃の間の近似温度にまで加熱される。
【0057】
結果的に、コア1は同時に生成され、良好な機械的特性を有する。
【0058】
1つの可能性によれば、亜鉛蒸着ステップb)は、電着によって遂行され得る。
【0059】
本発明によれば、ブランクはより大きなコアワイヤ、例えば、1mmの直径を有するものからも製造され、それは亜鉛の6μm層で被覆され、拡散前に0.5mmのブランク直径Deに引かれ得る。約3μmの亜鉛層を備える同一のブランク構造が再び見い出される。
【0060】
再び図6及び7を検討する。
【0061】
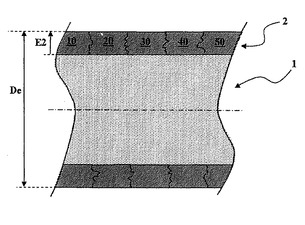
図6は、線引きステップ前の本発明に従ったワイヤブランクの縦断面図を示している。コーティングは、初期厚さE2を有し、線引き中に断裂によって引き続き分離されるコーティング地域10,20,30,40,50が示されている。ワイヤの初期直径はDeである。
【0062】
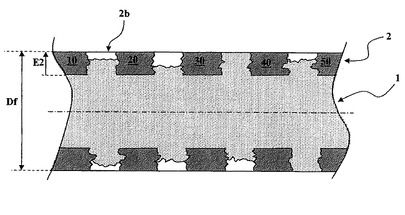
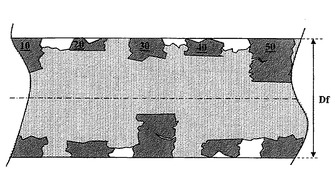
図7は、線引きプロセスによって線引きされた電極を示しており、直径DfはDeよりも小さいことを想定している。ブロック10,20,30,40,50は再び見られ、それらは間隙2bの故に互いから離れるよう移動されているが、ワイヤの表面上に留まり、一定の厚さE2を保持している。
【0063】
実際には、線引き前(図6)にワイヤブランク内に存在するブロック10−50の層は、線引きによって単一層に破砕され、コーティングの初期厚さE2と等しい比較的一定の厚さの別個のブロック10−50の層を備える構造を線引きの終わり(図7)に製造する。ブロック10−50の比較的一定な厚さは、ブロックがそれらの厚さの方向に断裂されず、従って、再分配されない。
【0064】
再分配なしにそのような破砕を製造するプロセスを製造するためのプロセスは、普通、その外表面が間隙2bの好適な向きの存在によって認識可能なワイヤを生成する。これは図8に示されている。γ相真鍮合金の断裂2bは、好適な向きを構成する方向I−Iと平行な斜めの列に整列されるように見える。
【0065】
文献EP1009574の方法のような従来技術の方法を示す図9及び10を検討する。この場合には、線引きは、同一の最終直径Dfに到達するよう、直径Deよりも大きい直径D’eから開始して実施される。線引き前(図9)、コーティングは、厚さE2よりも大きい厚さE’2を有し、地域10−50が見られ得る。線引き中、より大きな厚さE’2及びより小さな比率Df/D’eの故に、コーティングは、横方向に破砕され、同時に、ブロック10−50を互いに分離するよう、少なくとも2つの層に深く破砕される。次に、図10に示されるように、コーティングは不規則な厚さで再分配される。概略図10は、ブロック10−50の厚さにおける比較的広い分配を例証しており、深く断裂されていない極めて大きなブロック50、より小さなブロック20又は40、並びに、中間サイズのブロック10又は30を備えていることが留意されよう。ブロック20又は40のような小さなブロックは、粉末を構成しがちである。本発明はこれを回避する。
【0066】
実際には、再分配γ相真鍮層は、次の3つの種類のブロックで構成される。
【0067】
− それらの当初の位置でコアに付着されたままであり、亀裂していないブロック(例えば、ブロック50)、
− 亀裂の進行中のブロック、
− 互いに分離され、次に、線引き中、コアの表面に移動され、再び積み重ねられ、コアの被覆のより高い比率をもたらすブロックの断片。
【0068】
線引き操作中、再分配に起因するブロックの不規則なサイズ、並びに、ブロックの亀裂、及び、コアの表面へのそれらの再固着は、導電問題を引き起こしがちである。
【0069】
放電加工機の発電機から、その外表面を通じて、ワイヤに電流を供給するために、導電は必要である。
【0070】
構造のこれらの不規則性並びに再分配されたワイヤ表面層の厚さは、点火を不安定にし、表面S(図1及び2)上に、ワイヤFの前進方向F2に頂及び谷を引き起こすことがあり得る。これは、おそらく、再分配表面層ワイヤを使用する場合に、仕上げ機械加工部分上で測定される波形パラメータWtが0.5μmよりも高いままである理由である。
【0071】
本発明によって生み出される効果は、具体的には、それぞれのサンプルワイヤの助けを得て機械加工された2つの部分に対して波形パラメータWtの測定を実施することによって実証された。
【0072】
− サンプル1: α相真鍮コアを備える、0.25mmと等しい直径の、文献EP1009574に従った電極ワイヤ、その表面層は、2.3μm〜5.1μmの間の測定厚さを有する、亀裂され再分配されたγ相真鍮ブロックを含む。
【0073】
− サンプル2: α相真鍮コアを備える、0.25mmと等しい直径の、本発明に従った電極ワイヤ、断裂され再配分されないγ相真鍮ブロックから構成される表面層を備え、ブロックの80%よりも多くは、4μm〜4.3μmの間の厚さを有する。
【0074】
両方のサンプルワイヤを使用して、Z160DCV12工具鋼中のそれぞれ50mm高さ部分が機械加工され、AGIE Agiecut Evolution II SFF(使用印)機械(2001年)を使用して、6つの仕上げステップが遂行された。
【0075】
次に、両方のサンプルワイヤによって得られる仕上げ表面の波形パラメータWtが、MAHR PZK(使用印)前進ユニット、90°角度、2μm半径MAHR MFW250(使用印)フィーラを備えるMAHR Perthometer S2(使用印)(2006年製造)を使用して測定された。
【0076】
測定パラメータは、以下の通りである。
【0077】
− 測定長さ: 0.8mm
− 切断長さ(フィルタ): 0.8mm
− 長さの数: 5つの測定長さ、加えて、前に1つ、後に1つ、即ち、総移動距離5.6mm
【0078】
測定の結果は、以下の通りである。
【0079】
− サンプル1を用いて: Wt=0.9μm
− サンプル2を用いて: Wt=0.39μm
【0080】
このように、本発明に従った放電加工を用いて遂行された仕上げステップに続いて部分に対する波形パラメータWtの極めて著しい向上が得られた。
【0081】
本発明は、明示的に記載される実施態様に限定されず、請求項の範囲内で変形及び一般化も含む。
【図面の簡単な説明】
【0082】
【図1】放電加工によって機械加工された表面の上の波形の存在を示す概略図である。
【図2】放電加工によって機械加工された表面の上の波形の存在を示す概略図である。
【図3】本発明に従った電極ワイヤの1つの実施態様を概略的に示す縦断面図である。
【図4】図3の電極ワイヤを拡大して概略的に示す断面図である。
【図5】図4の断面図を示す拡大図である。
【図6】本発明に従った電極ワイヤの加工プロセスを示す概略図である。
【図7】本発明に従った電極ワイヤの加工プロセスを示す概略図である。
【図8】本発明の1つの実施態様に従ったある長さの電極ワイヤの外表面を示す概略図である。
【図9】文献EP1009754に従った従来技術のワイヤ加工プロセスを相違によって示す概略図である。
【図10】文献EP1009754に従った従来技術のワイヤ加工プロセスを相違によって示す概略図である。
【符号の説明】
【0083】
1 コア(core)
2 コーティング(coating)
2a ブロック(block)
2b 間隙(interstice)
10 コーティング地域(coating area)
20 コーティング地域(coating area)
30 コーティング地域(coating area)
40 コーティング地域(coating area)
50 コーティング地域(coating area)
De 初期直径(initial diameter)
Df 最終直径(final diameter)
E2 厚さ(thickness)
F ワイヤ(wire)
F1 方向(direction)
F2 方向(direction)
O 波形(ripple)
S 表面(surface)
Wt 波形パラメータ(ripple parameter)
【技術分野】
【0001】
本発明は放電加工のために使用される電極ワイヤに関する。
【背景技術】
【0002】
周知の放電加工プロセスは、機械加工されるべき部分と導電性電極ワイヤとの間の機械加工地域に火花を発生することによって導電性部分から材料を除去する。電極ワイヤは、ワイヤの長さ方向に部分の近傍で連続的に移動し、ワイヤの並進によって或いは部分の並進によって部分に対する横方向に漸進的に移動される。
【0003】
機械加工地域のいずれかの側の上の電気接点によって電極ワイヤに接続される発電機が、電極ワイヤと機械加工されるべき伝導性部分との間に適切な電位差を構築する。電極ワイヤと部分との間の機械加工地域は、適切な誘電性流体内に浸漬される。電位差は、電極ワイヤと機械加工されるべき部分との間に、部分及び電極ワイヤを漸進的に浸食(erode)する火花を出現させる。電極ワイヤの長さ方向の移動は、電極ワイヤが機械加工地域で破損することを防止するために、常に十分なワイヤ直径を保持する。横方向におけるワイヤ及び部分の相対的移動は、適用可能な場合には、部分を切断し或いはその表面を処理する。
【0004】
火花によって電極ワイヤから並びに部分から分離される粒子は、誘電性流体中に分散され、粒子はそこに排出される。
【0005】
現在、放電加工のために多数の種類の電極ワイヤがあり、それらの各々は、特定の種類の放電加工のためにそれを選択することを正当化し得る特定の特性を有する。
【0006】
電極ワイヤの構造は、一般的に、点火地域におけるワイヤ破損を防止する十分な機械強度を有さなければならない。ワイヤの極めて正確な位置決め、よって、正確な機械加工を保証するために、高い機械強度は、機械加工地域において電極ワイヤに長さ方向の張力を適用するのに良好である。
【0007】
機械加工精度の達成、具体的には、小さな半径でのアングルカットの生成は、機械加工地域で緊張されるよう、並びに、振動の振幅を制限するよう、小さな直径のワイヤの使用並びに破断での高い機械負荷を必要とする。
【0008】
最も現代的な放電加工機は、概ね0.25mm直径並びに400〜1000N/mm2の降伏強さを備えるコーティングなし真鍮ワイヤを使用するよう設計されている。
【0009】
もし可能であれば、ワイヤの構造は、電極ワイヤの挙動が浸食を促進するよう、即ち、ワイヤが素速い浸食を生成するよう選択される。ワイヤの浸食の最大速度は、もし点火エネルギが浸食を加速するよう増大されるならばワイヤが破損する限界速度である。
【0010】
放電加工の他の重要なパラメータは、部分の機械加工地域において得られ得る表面状態の品質である。電極ワイヤと部分との間に生成される火花は、機械加工されるべき部分に微小窪み、即ち、材料の局所的除去を生む。明らかに、得られる表面状態は、点火のパラメータに依存し、次いで、それは具体的には電極ワイヤの構造に依存する。
【0011】
機械加工の速度、機械加工の精度、及び、表面状態の3つのパラメータを同時に最適化する電極ワイヤ構造を見い出すのは困難である。
【0012】
例えば、均質な構造を備える35〜37%の亜鉛を含有する真鍮ワイヤが提案されている。それは経済的に許容し得る妥協を構成するが、比較的低速度の浸食の犠牲の下で得られる。
【0013】
被覆ワイヤ、即ち、金属又は合金の概ね均質な表面層で被覆された金属コアで構成されるワイヤも提案されている。放電加工中、水のような誘電体を通じて、電気ワイヤの表面と部分の表面との間に形成される電気アークは、ワイヤの中心に達しない。摩耗されるのはワイヤのコーティングである。
【0014】
被覆ワイヤの利益は、ワイヤのコアが、その電気特性及び機械特性の関数として選択され、コーティングが、その放電特性及びその接触抵抗の関数として選択され得ることである。
【0015】
従って、文献FR2418699は、コアを亜鉛、カドミウム、スズ、鉛、ビスマス、又は、アンチモンの合金で被覆することを提案する。
【0016】
低い昇華比熱を備える金属の高比率を含有するコーティングは、より高速の切断を生み、コーティングは、点火中にコアの保護の向上をもたらすことが、既に見い出されている。
【0017】
よって、純亜鉛が低い昇華比熱を伴う金属として使用されるが、純亜鉛の層は極めて素速く摩耗し、高い部分を切断するのに十分な時間に亘ってワイヤのコアを保護しない。
【0018】
これと同じ考えの下で、大量の亜鉛を含有する合金、例えば、47%の亜鉛を備えるβ相合金のコーティングが使用され、或いは、重量で50%を越える亜鉛含有量を備える銅及び亜鉛のγ相合金のコーティングさえも使用されている。その場合、問題は、銅及び亜鉛のγ相合金が比較的硬く脆いので、加工中にワイヤをサイジングする線引操作中にコーティングが砕け得ることである。
【0019】
文献EP1009574は、γ相銅及び亜鉛合金コーティングの破砕が好ましくないことを実証し、良好な速度の放電加工を有する電極ワイヤを製造する。文献は、この目的のために、亜鉛コーティングの製造後、並びに、1〜4時間に亘る加熱によるコーティング亜鉛の拡散及びコア銅の拡散後、その直径を0.4未満の最終直径Dfと初期直径Diとの間の比率に減少するようワイヤを引く(draw)ことによって、ワイヤはサイジングされる。線引き(drawing)中、コーティングはブロックに砕かれ、ブロックは、ワイヤを引くことによって引き起こされるワイヤの伸張の故に、ワイヤの表面上で再分配されることを教示している。文献は、再分配は単一のワイヤ表面層においてコーティングの破砕の結果として得られるブロックを再分配し、よって、50%を超える、場合によっては、58%付近のコアの被覆率を保証するので、再分配が有利であることを教示している。
【0020】
それにも拘わらず、そのようなワイヤは、仕上げ手続きで使用されるときには、平凡な特性を有する。具体的には、比較的顕著な波形が、放電加工機内でのワイヤの移動に対して垂直な方向において、機械部分の表面に見い出される。
【0021】
もし優れた表面状態が放電加工によって機械加工される部分の上に得られるべきであるならば、ブランキング(blanking)ステップが一般的に実施され、ブランキングステップ中、放電加工ワイヤは高い点火エネルギを受け、部分を高速で切断し、然る後、5〜10の仕上げステップが遂行され、それらの間に、点火エネルギはより低い。
【0022】
最終仕上げ操作は、極めて低い点火エネルギで実施される。明らかに、点火エネルギが低ければ低いほど、浸食窪みはより小さく、機械加工部分の上に得られる表面状態がより精細であればあるほど、その粗さはより低い。粗さは、例えば、ISO規格4287:1997によって定められるパラメータRaによって一般的に特徴付けられる。
【0023】
波形の場合には、この欠陥は、同様に、例えば、ISO規格4287:1997によって定められる波形パラメータWtによって特徴付けられる。
【0024】
図1及び2は、文献1009574に従ったワイヤを用いて観察される波形を示している。
【0025】
図1は、正面から見られた、機械加工されるべき部分の表面Sを表しており、放電加工機に対する移動方向F1に表面Sに沿って軸方向に移動し、且つ、部分の表面Sを掃くようワイヤの前進方向F2に表面Sに沿って横方向に移動される放電加工ワイヤFを備える。
【0026】
図1において、波形OはワイヤFと平行な条線の形態で肉眼で確認できる。図2では、部分の表面Sの上をワイヤFが通った後、地域Oが波立てられることが分かる。
【0027】
部分の機械加工表面の外観が完全に見えるために、波形Oは、肉眼での視認度の閾値より下であることが望ましい。
【発明の開示】
【発明が解決しようとする課題】
【0028】
従って、破砕γ相真鍮表面層を備えると同時に、切断ステップ中に高い機械か効率を保持し、仕上げステップ中により良好な放電加工特性をもたらし、具体的には0.4より下の波形パラメータWtによって特徴付けられるより滑らかな機械加工表面を可能にする、新規な放電加工ワイヤ構造を設計する必要がある。
【課題を解決するための手段】
【0029】
本発明は、文献EP1009574に従ったワイヤ内のγ相真鍮合金コーティングブロックと仕上げステップの終わりに部分の機械加工表面上の波形の存在との間に原因及び効果の関連があるという観察に起因している。これは以下の検討によって説明され得る。
【0030】
ブロックの再分配が起こる文献EP1009574に従ったプロセスの間、γ相合金ブロックは、線引き(wire drawing)ステップの間、文字通り、即ち、ワイヤの長さ方向及びその特性の方向に断裂するのみならず、ワイヤの厚さの方向における2つ又はそれよりも多くに断裂し、ワイヤのコアの表面上に再分配される。それはγ相真鍮合金ブロックによって被覆されるワイヤの再分配及び対応する面積増大を可能にする複数の層への断裂である。
【0031】
しかしながら、この断裂は比較的広いサイズの分配を伴う無作為なサイズのブロック、即ち、そのサイズが極めて可変であり且つ大きなブロックと小さなブロックとの間の全てのサイズを含み得るブロックを生み出す。
【0032】
実際には、特定のブロックは、深さ方向に断裂されずに、それらの初期的な厚さを維持し得るのに対し、他のブロックは、線引き前のγ相真鍮層中に場合によっては存在するあらゆる弱い地域の関数として無作為に変化する不均等な深さに断裂され得る。
【0033】
本発明によれば、それはγ相真鍮表面層の断裂され且つ再分配された状態であり、それは仕上げ放電加工後の部分の表面S上の深刻な残留波形の原因である。
【0034】
上記及び他の目的を達成するために、本発明は、重量で20%〜45%の間の亜鉛含有量を備える銅及び亜鉛の第一合金のコアを含み、コア上に製造されるコーティングを含み、コーティングは、亜鉛含有量が重量で50%よりも大きい銅及び亜鉛の第二合金を含み、ブロックに破砕される構造を有し、コアは、ブロックの間に露出される、放電加工のための電極ワイヤを提案し、本発明によれば、コーティングにおいて、
− 第二合金ブロックは、狭い分配を備える厚さを有し、存在するブロックの大部分の小さいブロック及び大きいブロックの厚さの比率は、0.6よりも大きく、
− 第二合金ブロックは、50%よりも大きい被覆率に従ってコアの被覆をもたらす。
【0035】
もし線引き前のブランクワイヤのコーティングが約7μm以下の厚さを有するならば、ブロック厚さの狭い分配を得るのはより容易である。従って、第二合金ブロックの近似厚さが7μm未満である放電加工ワイヤを製造するのが有利である。
【0036】
実際には、0.250mmのワイヤ直径のために、ブロックの近似厚さの大部分は、4μm〜5μmであり得る。
【0037】
銅及び亜鉛のα相合金、或いは、銅及び亜鉛のα相合金並びに銅及び亜鉛のβ’相合金の混合物で主として構成される第一コア合金を選択することによって良好な結果が得られる。
【0038】
同様に、第二合金の大部分は、銅及び亜鉛のγ相合金で構成され得る。
【0039】
本発明の他の目的、特徴、及び、利点は、付属の図面を参照するならば、具体的な実施態様の以下の記載から現れるであろう。
【発明を実施するための最良の形態】
【0040】
図3乃至5に示されるワイヤの構造を先ず検討する。
【0041】
この実施態様において、本発明に従った電極ワイヤは、約0.25mmの直径を有する概ね円筒形のワイヤである。図3の縦断面図では、コア1及びコーティング2が見られる。
【0042】
均質なコア1は、重量で20%〜45%の亜鉛含有量を備える銅及び亜鉛の合金で構成され、有利に、α相合金(約37%未満の亜鉛含有量)或いはβ’相合金及びα相合金(38%〜45%の間の混合物の亜鉛含有量)の混合物を構成する。
【0043】
コーティング2は異質の構造であり、重量で50%より大きい亜鉛含有量を備える銅及び亜鉛の第二合金のブロックで構成される。ブロック2aは、間隙2bによって互いに分離され、コア1は間隙において識別され得る。
【0044】
第二合金ブロック2aは、狭い分配を有する厚さE2を有し、実質的に全てのブロック2aが互いに極めて類似する厚さを有することを意味する。もし大部分のブロック2aの最小ブロックと最大ブロックとの間の厚さの比率が0.6よりも大きいならば、良好な放電加工仕上げ結果が得られる。実際には、ブロックの80%より多くが互いに対する比率において0.8よりも大きい厚さE2を有する放電加工ワイヤが有利に製造され得る。
【0045】
同一の特徴、即ち、ブロック2a及び間隙2bの比較的一定の厚さE2が、図4及び5において再び見られる。
【0046】
その上、第二合金ブロック2aは、50%よりも大きいコア1の被覆率をもたらす。これはコア1の表面の50%よりも多くがブロック2aによって被覆されることを意味する。
【0047】
実際には、殆どのブロック2aは、0.250mm直径のワイヤのために4μmと5μmとの間の近似の厚さE2を有する。
【0048】
ブロック2aを構成する合金は、主としてγ相合金から構成されるのに対し、コア1を構成する第一合金は、主としてα相合金或いはα合金及びβ’相合金の混合物から構成される。
【0049】
記載されたばかりのワイヤ構造は、例えば、図6及び7を参照して次に記載される方法によって得られ得る。
【0050】
第一ステップa)の間、コア1が、重量で20%〜45%の間の亜鉛含有物を備える銅及び亜鉛合金で提供される。コアの初期直径は、ワイヤの最終直径よりも大きいよう選択され、それは製造コストを低減するのに有利である。例えば、63%の銅と37%の亜鉛の合金において、0.5mmの直径を有し得る。
【0051】
第二ステップb)において、コア1は、例えば、3μmの厚さを有する、亜鉛の層で被覆される。
【0052】
第三ステップc)の間、このようにして被覆されるコアが、ブランク(blank)直径Deを有する素材と、コア1を被覆するγ層銅及び亜鉛合金の表面層を形成するよう加熱される。ブランクの直径Deは、最終直径Dfに近いように選択される。得られるγ相表面層の厚さは、初期亜鉛層厚さの約2倍である。
【0053】
後続ステップd)の間、ブランクは室温まで冷却される。図6に示されるようなブランクが得られる。
【0054】
最終ステップe)の間、図7に示されるように、ブランクは室温でワイヤの所要の最終直径Dfに引かれる。
【0055】
コアの良好な被覆を保証する類似サイズのブロックを備える特定のコーティング構造を得るために、Df/De比率は比較的高く、好ましくは、0.4〜0.8の間である。換言すれば、線引きは、直径の比較的小さな現象を生み出す。
【0056】
その上、コアを加熱するステップc)の間、それは5〜7時間の間の近似期間に亘って177℃〜180℃の間の近似温度にまで加熱される。
【0057】
結果的に、コア1は同時に生成され、良好な機械的特性を有する。
【0058】
1つの可能性によれば、亜鉛蒸着ステップb)は、電着によって遂行され得る。
【0059】
本発明によれば、ブランクはより大きなコアワイヤ、例えば、1mmの直径を有するものからも製造され、それは亜鉛の6μm層で被覆され、拡散前に0.5mmのブランク直径Deに引かれ得る。約3μmの亜鉛層を備える同一のブランク構造が再び見い出される。
【0060】
再び図6及び7を検討する。
【0061】
図6は、線引きステップ前の本発明に従ったワイヤブランクの縦断面図を示している。コーティングは、初期厚さE2を有し、線引き中に断裂によって引き続き分離されるコーティング地域10,20,30,40,50が示されている。ワイヤの初期直径はDeである。
【0062】
図7は、線引きプロセスによって線引きされた電極を示しており、直径DfはDeよりも小さいことを想定している。ブロック10,20,30,40,50は再び見られ、それらは間隙2bの故に互いから離れるよう移動されているが、ワイヤの表面上に留まり、一定の厚さE2を保持している。
【0063】
実際には、線引き前(図6)にワイヤブランク内に存在するブロック10−50の層は、線引きによって単一層に破砕され、コーティングの初期厚さE2と等しい比較的一定の厚さの別個のブロック10−50の層を備える構造を線引きの終わり(図7)に製造する。ブロック10−50の比較的一定な厚さは、ブロックがそれらの厚さの方向に断裂されず、従って、再分配されない。
【0064】
再分配なしにそのような破砕を製造するプロセスを製造するためのプロセスは、普通、その外表面が間隙2bの好適な向きの存在によって認識可能なワイヤを生成する。これは図8に示されている。γ相真鍮合金の断裂2bは、好適な向きを構成する方向I−Iと平行な斜めの列に整列されるように見える。
【0065】
文献EP1009574の方法のような従来技術の方法を示す図9及び10を検討する。この場合には、線引きは、同一の最終直径Dfに到達するよう、直径Deよりも大きい直径D’eから開始して実施される。線引き前(図9)、コーティングは、厚さE2よりも大きい厚さE’2を有し、地域10−50が見られ得る。線引き中、より大きな厚さE’2及びより小さな比率Df/D’eの故に、コーティングは、横方向に破砕され、同時に、ブロック10−50を互いに分離するよう、少なくとも2つの層に深く破砕される。次に、図10に示されるように、コーティングは不規則な厚さで再分配される。概略図10は、ブロック10−50の厚さにおける比較的広い分配を例証しており、深く断裂されていない極めて大きなブロック50、より小さなブロック20又は40、並びに、中間サイズのブロック10又は30を備えていることが留意されよう。ブロック20又は40のような小さなブロックは、粉末を構成しがちである。本発明はこれを回避する。
【0066】
実際には、再分配γ相真鍮層は、次の3つの種類のブロックで構成される。
【0067】
− それらの当初の位置でコアに付着されたままであり、亀裂していないブロック(例えば、ブロック50)、
− 亀裂の進行中のブロック、
− 互いに分離され、次に、線引き中、コアの表面に移動され、再び積み重ねられ、コアの被覆のより高い比率をもたらすブロックの断片。
【0068】
線引き操作中、再分配に起因するブロックの不規則なサイズ、並びに、ブロックの亀裂、及び、コアの表面へのそれらの再固着は、導電問題を引き起こしがちである。
【0069】
放電加工機の発電機から、その外表面を通じて、ワイヤに電流を供給するために、導電は必要である。
【0070】
構造のこれらの不規則性並びに再分配されたワイヤ表面層の厚さは、点火を不安定にし、表面S(図1及び2)上に、ワイヤFの前進方向F2に頂及び谷を引き起こすことがあり得る。これは、おそらく、再分配表面層ワイヤを使用する場合に、仕上げ機械加工部分上で測定される波形パラメータWtが0.5μmよりも高いままである理由である。
【0071】
本発明によって生み出される効果は、具体的には、それぞれのサンプルワイヤの助けを得て機械加工された2つの部分に対して波形パラメータWtの測定を実施することによって実証された。
【0072】
− サンプル1: α相真鍮コアを備える、0.25mmと等しい直径の、文献EP1009574に従った電極ワイヤ、その表面層は、2.3μm〜5.1μmの間の測定厚さを有する、亀裂され再分配されたγ相真鍮ブロックを含む。
【0073】
− サンプル2: α相真鍮コアを備える、0.25mmと等しい直径の、本発明に従った電極ワイヤ、断裂され再配分されないγ相真鍮ブロックから構成される表面層を備え、ブロックの80%よりも多くは、4μm〜4.3μmの間の厚さを有する。
【0074】
両方のサンプルワイヤを使用して、Z160DCV12工具鋼中のそれぞれ50mm高さ部分が機械加工され、AGIE Agiecut Evolution II SFF(使用印)機械(2001年)を使用して、6つの仕上げステップが遂行された。
【0075】
次に、両方のサンプルワイヤによって得られる仕上げ表面の波形パラメータWtが、MAHR PZK(使用印)前進ユニット、90°角度、2μm半径MAHR MFW250(使用印)フィーラを備えるMAHR Perthometer S2(使用印)(2006年製造)を使用して測定された。
【0076】
測定パラメータは、以下の通りである。
【0077】
− 測定長さ: 0.8mm
− 切断長さ(フィルタ): 0.8mm
− 長さの数: 5つの測定長さ、加えて、前に1つ、後に1つ、即ち、総移動距離5.6mm
【0078】
測定の結果は、以下の通りである。
【0079】
− サンプル1を用いて: Wt=0.9μm
− サンプル2を用いて: Wt=0.39μm
【0080】
このように、本発明に従った放電加工を用いて遂行された仕上げステップに続いて部分に対する波形パラメータWtの極めて著しい向上が得られた。
【0081】
本発明は、明示的に記載される実施態様に限定されず、請求項の範囲内で変形及び一般化も含む。
【図面の簡単な説明】
【0082】
【図1】放電加工によって機械加工された表面の上の波形の存在を示す概略図である。
【図2】放電加工によって機械加工された表面の上の波形の存在を示す概略図である。
【図3】本発明に従った電極ワイヤの1つの実施態様を概略的に示す縦断面図である。
【図4】図3の電極ワイヤを拡大して概略的に示す断面図である。
【図5】図4の断面図を示す拡大図である。
【図6】本発明に従った電極ワイヤの加工プロセスを示す概略図である。
【図7】本発明に従った電極ワイヤの加工プロセスを示す概略図である。
【図8】本発明の1つの実施態様に従ったある長さの電極ワイヤの外表面を示す概略図である。
【図9】文献EP1009754に従った従来技術のワイヤ加工プロセスを相違によって示す概略図である。
【図10】文献EP1009754に従った従来技術のワイヤ加工プロセスを相違によって示す概略図である。
【符号の説明】
【0083】
1 コア(core)
2 コーティング(coating)
2a ブロック(block)
2b 間隙(interstice)
10 コーティング地域(coating area)
20 コーティング地域(coating area)
30 コーティング地域(coating area)
40 コーティング地域(coating area)
50 コーティング地域(coating area)
De 初期直径(initial diameter)
Df 最終直径(final diameter)
E2 厚さ(thickness)
F ワイヤ(wire)
F1 方向(direction)
F2 方向(direction)
O 波形(ripple)
S 表面(surface)
Wt 波形パラメータ(ripple parameter)
【特許請求の範囲】
【請求項1】
重量で20%〜45%の間の亜鉛含有量を備える銅及び亜鉛の第一合金のコアを含み、該コア上に製造されるコーティングを含み、該コーティングは、亜鉛含有量が重量で50%よりも大きい銅及び亜鉛の第二合金を含み、ブロックに破砕される構造を有し、前記コアは、前記ブロックの間に露出される、放電加工のための電極ワイヤであって、前記被覆において、
前記第二合金ブロックは、狭い分配を備える厚さを有し、存在するブロックの大部分の小さいブロック及び大きいブロックの厚さの比率は、0.6よりも大きく、
前記第二合金ブロックは、50%よりも大きい被覆率に従って前記コアの被覆をもたらすことを特徴とする、
電極ワイヤ。
【請求項2】
前記第二合金ブロックの厚さは、約7μm未満であることを特徴とする、請求項1に記載の電極ワイヤ。
【請求項3】
約0.250mmのワイヤ直径のために、前記ブロックの近似厚さは、殆どの部分に関して4μm〜5μmの間であることを特徴とする、請求項1に記載の電極ワイヤ。
【請求項4】
前記コアの前記第一合金は、銅及び亜鉛のα相合金若しくは銅及び亜鉛のα相合金並びに銅と亜鉛のβ’相合金の混合物で主として構成されることを特徴とする、請求項1に記載の電極ワイヤ。
【請求項5】
前記第二合金は、銅及び亜鉛のγ相合金で主として構成されることを特徴とする、請求項1に記載の電極ワイヤ。
【請求項6】
前記γ相真鍮合金の間隙は、前記ワイヤの前記表面に、好適な向きを有することを特徴とする、請求項1に記載の電極ワイヤ。
【請求項1】
重量で20%〜45%の間の亜鉛含有量を備える銅及び亜鉛の第一合金のコアを含み、該コア上に製造されるコーティングを含み、該コーティングは、亜鉛含有量が重量で50%よりも大きい銅及び亜鉛の第二合金を含み、ブロックに破砕される構造を有し、前記コアは、前記ブロックの間に露出される、放電加工のための電極ワイヤであって、前記被覆において、
前記第二合金ブロックは、狭い分配を備える厚さを有し、存在するブロックの大部分の小さいブロック及び大きいブロックの厚さの比率は、0.6よりも大きく、
前記第二合金ブロックは、50%よりも大きい被覆率に従って前記コアの被覆をもたらすことを特徴とする、
電極ワイヤ。
【請求項2】
前記第二合金ブロックの厚さは、約7μm未満であることを特徴とする、請求項1に記載の電極ワイヤ。
【請求項3】
約0.250mmのワイヤ直径のために、前記ブロックの近似厚さは、殆どの部分に関して4μm〜5μmの間であることを特徴とする、請求項1に記載の電極ワイヤ。
【請求項4】
前記コアの前記第一合金は、銅及び亜鉛のα相合金若しくは銅及び亜鉛のα相合金並びに銅と亜鉛のβ’相合金の混合物で主として構成されることを特徴とする、請求項1に記載の電極ワイヤ。
【請求項5】
前記第二合金は、銅及び亜鉛のγ相合金で主として構成されることを特徴とする、請求項1に記載の電極ワイヤ。
【請求項6】
前記γ相真鍮合金の間隙は、前記ワイヤの前記表面に、好適な向きを有することを特徴とする、請求項1に記載の電極ワイヤ。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2008−183704(P2008−183704A)
【公開日】平成20年8月14日(2008.8.14)
【国際特許分類】
【出願番号】特願2008−16046(P2008−16046)
【出願日】平成20年1月28日(2008.1.28)
【出願人】(599061589)
【氏名又は名称原語表記】THERMOCOMPACT
【Fターム(参考)】
【公開日】平成20年8月14日(2008.8.14)
【国際特許分類】
【出願日】平成20年1月28日(2008.1.28)
【出願人】(599061589)
【氏名又は名称原語表記】THERMOCOMPACT
【Fターム(参考)】
[ Back to top ]