
数値制御ルータ加工機の弾球遊技機遊技盤自動搬出入機
【目的】弾球遊技機の遊技盤をNCルータへの供給及び排除を自動的、かつ効率的に行う。
【構成】未加工の遊技盤は下段メインライン6上から横送りリフター17で下段加工ライン7に転送され、さらに下段加工ライン7から横送りリフター18によりワーク乗換部19に移送される。ワーク乗換部19はNCルータ8のワークテーブルの高さに未加工の遊技盤の高さを合わせて移送する。加工完了後、遊技盤は逆の手順で下段加工ライン5に移送される。
【構成】未加工の遊技盤は下段メインライン6上から横送りリフター17で下段加工ライン7に転送され、さらに下段加工ライン7から横送りリフター18によりワーク乗換部19に移送される。ワーク乗換部19はNCルータ8のワークテーブルの高さに未加工の遊技盤の高さを合わせて移送する。加工完了後、遊技盤は逆の手順で下段加工ライン5に移送される。
【発明の詳細な説明】
【0001】
【産業上の利用分野】本発明は、数値制御(以下、NCという。)ルータ加工機の弾球遊技機遊技盤自動搬出入機に関する。更に詳しくは、パチンコ等の弾球遊技機の木合板で作られた遊技盤を加工するための数値制御ルータ加工機の弾球遊技機遊技盤自動搬出入機に関する。
【0002】
【従来の技術】数値制御ルータ加工機は、主に木材に溝、穴、平面加工等をルータ(エンドミル)により行うものである。弾球遊技機の遊技盤は多数の釘を打つこともあり、木材の化粧合板で作られている。遊技盤には、表示器、ランプ、装飾品等を設けるために孔、溝等を切削により加工する必要がある。
【0003】従来この遊技盤の加工は、積層した遊技盤を台車等でNCルータまで搬送し、作業者がこの遊技盤をNCルータのテーブル上の固定治具に手動により着脱している。NCルータによる加工が終了すると再度、台車等で次の工程に搬送している。このため、弾球遊技機遊技盤の着脱に人手が必要である、遊技盤は多数の機種があり、機種ごとに加工が異なる。このため機種を取り違えて他の機種を治具に装着し、加工ミスすることもあった。
【0004】また、ルータ加工機の工具は一般に極めて高速で回転されているので、騒音レベルが高く、作業環境が悪い。
【0005】
【発明が解決しようとする課題】この発明は、以上のような技術背景で発明されたものであり、次の目的を達成する。
【0006】この発明の目的は、弾球遊技機の遊技盤をNCルータへの供給及び排除を自動的、かつ効率的に行うためのNCルータ加工機の弾球遊技機遊技盤自動搬出入機を提供することにある。
【0007】この発明の更に他の目的は、NCルータによる弾球遊技機の遊技盤への加工の種類を間違うことなく確実に行うためのNCルータ加工機の弾球遊技機遊技盤自動搬出入機を提供することにある。
【0008】
【課題を解決するための手段】この発明は上記課題を達成するために、次のような手段を採る。
【0009】すなわちこの発明は、数値制御ルータ加工機の弾球遊技機遊技盤自動搬出入機において、前記数値制御ルータ加工機に弾球遊技機遊技盤を移送するための2段の上段加工ライン及び下段加工ラインとからなる加工ラインと、前記加工ラインから前記数値制御ルータ加工機へ未加工の前記弾球遊技機遊技盤を搬入し、かつ加工済の前記弾球遊技機遊技盤を搬出するためのルータ加工前ユニットとからなる数値制御ルータ加工機の弾球遊技機遊技盤自動搬出入機である。
【0010】前記ルータ加工前ユニットは、前記加工ラインから前記弾球遊技機遊技盤の移送方向を方向転換するための横送りリフターと、前記上段加工ライン及び下段加工ラインと前記数値制御ルータ加工機のテーブルへ前記弾球遊技機遊技盤を搭載するときに高さを一致させ、かつ前記弾球遊技機遊技盤を移送及び上下動させるためのワーク乗換部とからなる。
【0011】
【作用】数値制御ルータ加工機へ弾球遊技機遊技盤を自動搬出入するためのものである。上段加工ライン及び下段加工ラインの2段からなる加工ラインの一方で未加工の弾球遊技機遊技盤を移送する。この加工ライン上の未加工の弾球遊技機遊技盤を横送りリフターで移送方向を転換させる。この未加工の弾球遊技機遊技盤をワーク乗換部が受け取る。
【0012】ワーク乗換部は、NCルータのテーブルの高さに未加工の弾球遊技機遊技盤を昇降させて高さ位置を一致させて、未加工の弾球遊技機遊技盤をテーブルに移送する。加工終了した弾球遊技機遊技盤は、前記した動作と逆の移送で加工ラインの上段加工ライン又は下段加工ラインの他方で次工程に移送する。
【0013】
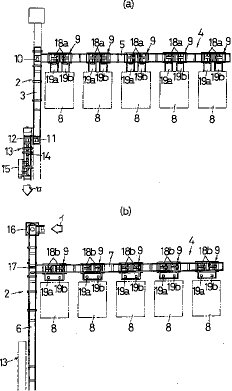
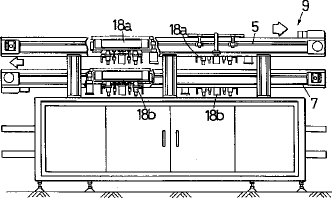
【実施例】この発明の実施例を図面を参照しながら、弾球遊技機の遊技盤の加工を例にして以下に説明する。図1R>1(a),(b)は2段の移送ラインから成るルータ搬送ライン1のレイアウト図であり、図1(a)はルータ移送ライン1の上段の平面図であり、図1(b)はルータ移送ライン1の下段の平面図である。第1メインライン2は2段の移送ラインから成るものであり、加工ライン4に接続されている。第1メインライン2の上段メインライン3の端部と、加工ライン4の上段加工ライン5の一端とは接続されている。上段メインライン3と上段加工ライン5は、NCルータ8による加工済の遊技盤Aを搬送するための移送コンベヤである(図1(a))。
【0014】同様に、第1メインライン2の下段メインライン6と、加工ライン4の下段加工ライン7の一端とは接続されており、これらの移送ラインは未加工の遊技盤Aを移送するための移送ラインである(図1(b)参照)。加工ライン4に沿ってNCルータ8が配置されている。NCルータ8は、ベニア合板で出来た遊技盤Aにルータにより切抜き加工、溝加工、穴あけ加工等をNCプログラムにより行うためのものである。本実施例のNCルータ8は回転する2つの工具主軸を有し、X,Y,Zの3軸で制御されるものであり、この軸の中で選択的に同時に2軸を制御できるタイプの数値制御装置で制御される。
【0015】NCルータ8と上段加工ライン5との間にはルータ加工前ユニット9が配置されている。ルータ加工前ユニット9は、後述するように加工ライン4とNCルータ8との間で遊技盤Aを移送、交換するためのものである。上段メインライン3の一端に横送りリフター10が配置されている。横送りリフター10は、上段加工ライン5から上段メインライン3に遊技盤Aを移送するときに移送方向を回転させることなく横方向に転換するためのものである。この構造は公知であり、ここでは詳記しない。
【0016】上段メインライン3の他端には横送りリフター11が配置されている。この横送りリフター11は更に隣の第2メインライン13に配置された横送りリフター12に接続されている。両横送りリフター11,12で加工済の遊技盤Aは第2メインライン13に移送される。第2メインライン13は単層の移送ラインである。第2メインライン13には加工完了した遊技盤Aの表裏を反転するためのワーク反転ユニット14が配置されている。
【0017】表裏反転された遊技盤Aは、ワーク段積ユニット15に積層されている。この積層は、次工程のための一種のバッファである。下段メインライン6の一端には90度ターントラバーサ16が接続されている。一方、ルータ加工前ユニット9には2台の上段横送りリフター18a及び2台の下段横送りリフター18bが遊技盤Aの移送方向直列に配置されている。
【0018】未加工の遊技盤Aが他の移送ラインから、90度ターントラバーサ16に移送されると(矢印イ方向から)、90度ターントラバーサ16は遊技盤Aを垂直軸を中心に90度回転させ、遊技盤Aの方向を変え下段メインライン6上に移送する。下段加工ライン6を移送された遊技盤Aは横送りリフター17で下段加工ライン7に転送される。
【0019】下段加工ライン7の遊技盤Aはルータ加工前ユニット9内の2台の下段横送りリフター18b,18b及び2台のワーク乗換部19a及び19bによりNCルータ8に移送される。NCルータ8は遊技盤Aを取り込んで必要な加工を行う。この加工が終了すると、ルータ加工前ユニット9の上段加工ライン5に移送させる。更に、遊技盤Aは横送りリフター10により上段メインライン3上で移送され、次に横送りリフター11,12に移送され第2メインライン13に転送される。遊技盤Aは、第2メインライン13のワーク反転ユニット14で反転され、更にワーク段積ユニット5で積層されて貯蔵される。
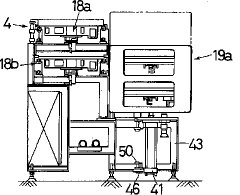
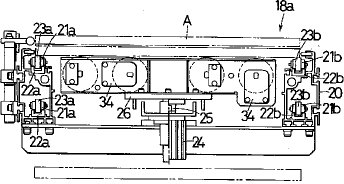
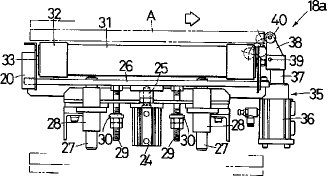
【0020】ルータ加工前ユニット9図2,3,4,5はルータ加工前ユニット9を示す。図2R>2はルータ加工前ユニット9の平面図であり、図3は図2R>2の正面図であり、図4は図2の右側面図であり、図5は図2の背面図である。ルータ加工前ユニット9は、NCルータ8の前面に配置されており、これを接続して加工ライン4を構成する。ルータ加工前ユニット9は、加工ライン4からNCルータ8に遊技盤Aを移送するためのワーク乗換部19と一体に構成されている。加工ライン4の上段加工ライン5に沿って2台の横送りリフター18aが直列に配置されている。同様に、下段加工ライン7に沿って2台の下段横送りリフター18bが直列に配置されている。以下、上段横送りリフター18a及び下段横送りリフター18bについて説明する。
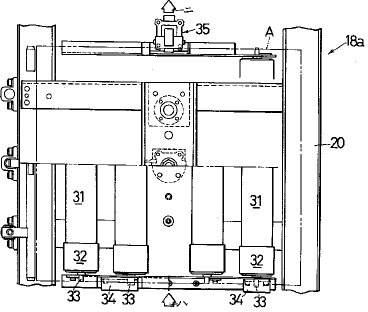
【0021】上段及び下段横送りリフター18a,18b上段又は下段横送りリフター18a,18bは下段加工ライン7からルータ加工前ユニット9へ横移送するための手段である。図6,7,8は上段横送りリフター18aを示し、図6は上段横送りリフター18aの平面図であり、図7は図6の正面図であり、図8は図6の右側面図である。図6の矢印ハの方向から矢印ニの方向に向けて遊技盤Aは移送されている。加工ラインフレーム20の両側には2本の移送チェーン21a,21bが配置されている。
【0022】ローラチェーン21a,21bは、スプロケットを介して回転駆動されているので、転動面22a,22b上を常時移動している。ローラーチェーン21a,21bには複数の転動輪23a,23bが回転自在に設けてあり、この転動輪23a,23bの上には遊技盤Aが搭載されて移送される。遊技盤Aを強制的に止めると、遊技盤Aは止められるがローラチェーン21a,21bは移動する、いわゆるフリーフロー型である。
【0023】加工ラインフレーム20の中央部には、シリンダ24が固定されている。シリンダ24のピストンロッド25は上下板26の下面に固定されている。上下板26には2本の案内ロッド27,27の上端がボルトにより連結されている。案内ロッド27,27は、加工ラインフレーム20に固定された軸受28,28により上下摺動自在に支持されている。結局、上下板26はシリンダ24を駆動することにより上下動される。
【0024】上下板26の下面には、ストッパボルト29の上端がねじ込まれ固定されている。ストッパボルト29にはストッパナット30が上下調節自在にねじ込んで固定されている。ストッパナット30の位置により、上下板26の上下できるストローク量が規制される。上下板26上には、4本のローラ31の軸33が回転自在に支持されている。ローラ31の両端外周にはゴムライニング材のカバー32でコーチィングされている。カバー32は、遊技盤Aの下面に接触して移送するためのものである。
【0025】2本のローラ31の軸33には電動モータ34に連結され回転駆動される。遊技盤Aの下段加工ライン7での移動を止めるためにストッパ35が配置されている。ストッパ35は、遊技盤Aの移動を止めて上段横送りリフター18aにより後記する第1ワーク乗換部19a又は第2ワーク乗換部19bに送る。加工ラインフレーム20にシリンダ36が固定されている。シリンダ36のピストン37にはローラ保持部材38がピン39を中心に揺動自在に、かつバネ(図示せず。)で前方に付勢して設けられている。
【0026】ローラ保持部材38には、ストッパローラ40が回転自在に設けられている。ローラ40は、移動中の遊技盤Aを衝突させるためのものである。転動輪23a,23b上を移動中の遊技盤Aはストッパローラ40に衝突すると、ローラ保持部材38は点線位置から起こされて直立する。次にシリンダ24を駆動しローラ31を上昇させる。シリンダ24の駆動と同時にシリンダ36を駆動させてストッパローラ40も同時に上昇させる。更に、電動モータ34を駆動してローラ31を回転させて遊技盤Aを横送りする。
【0027】下段加工ライン7上の下段横送りリフター18bも同様の構造であり、説明は省略する。
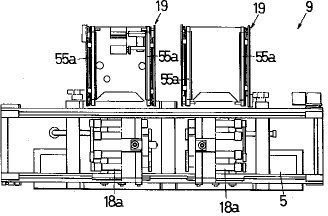
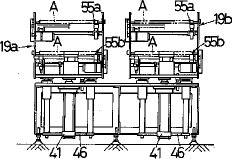
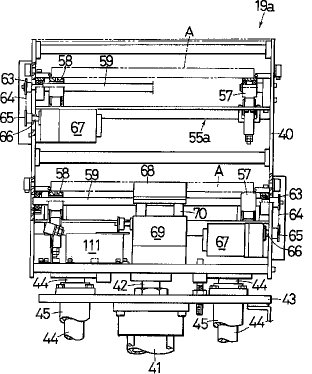
【0028】第1,2ワーク乗換部19a,19b2台の第1,2ワーク乗換部19a,19bは、上段横送りリフター18a及び下段横送りリフター18bに対応して配置されている。図9,10は第1ワーク乗換部19aを示し、図9は第1ワーク乗換部19aは正面図であり、図10は図9の右側面図である。第1ワーク乗換部19aの上部フレーム40は概略箱状の板金材で作られたものである。上部フレーム40の最下面には昇降シリンダ41のピストンロッド42が連結固定されている。昇降シリンダ41は下部フレーム43に固定されている。
【0029】上部フレーム40の最下面には2本の案内ロッド44の上端が固定されている。案内ロッド44は、下部フレーム43に設けたリニア軸受45に摺動自在に設けられている。案内ロッド44の最下端は連結部材46により相互に連結されている(図5参照)。下部フレーム43にはショックアブソーバ47が配置されている(図4参照)。昇降シリンダ41の上下駆動により、ショッアブソーバ47の衝突部材48に上部フレーム40に固定したストッパ49が衝突して衝撃を防ぐ。
【0030】案内ロッド44の連結部材46には移動ドッグ50が配置されている(図4参照)。移動ドッグ50は、長さを調節できるものである。移動ドッグ50が移動する上端の下部フレーム43にはストッパ51がねじで固定されている。このストッパ51に移動ドッグ50が衝突して上昇位置を規定する。
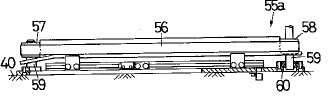
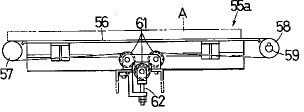
【0031】図11,12はワーク乗換部19内の上段ベルトコンベヤ55aを示し、図11は上段ベルトコンベヤ55aの平面図であり、図12は図11の正面図である。ベルト56はローラ57,58間に掛け渡されている。ローラ57は上部フレーム40に固定されている駆動軸59に球により回転自在に支持されている。ローラ58は軸59にキーにより連結されている。
【0032】駆動軸59は軸受60により上部フレーム40に回転自在に支持されている。ベルト56は、ローラ57、ローラ57及び3個のアイドラー61が回転自在に掛け渡されている。アイドラー61の内の1個は調節ボルト62により、アイドラー61の軸の上下位置を調節でき、この上下位置の調節によりベルト56の張力を調節できる。駆動軸59の一端にはスプロケット63が固定されている。スプロケット63にはチェーン64を介してスプロケット65に連動している。スプロケット65は、サーボモータ67の出力軸66に固定されている。結局、駆動軸59を介して2個のベルト56を同時に駆動することになる。
【0033】上部フレーム40の下部でNCルーター8側には遊技盤Aを止めるためのストッパ68配置されている。ストッパ68はシリンダ69のピストンロッド70の先端に連結されている。未加工の遊技盤AをNCルーター8に移送するときはストッパ68は下降している。第2ワーク乗換部19bは第1ワーク乗換部19aと実質的に同一であり、説明を省略する。
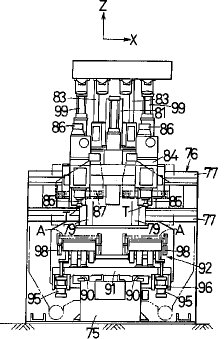
【0034】NCルーター8図13,14はNCルーター8を示し、図13はNCルーター8正面図であり、図14は図13の側面図である。NCルータ8のベッド75上のコラム76が一体に設けてある。コラム76の前面には2本のX軸案内面77,77が形成されている。X軸案内面77,77には送り台78が移動自在にサーボモータ及び送りねじ(図示せず)によりX軸線方向に駆動され制御される。
【0035】送り台78の前面にはZ軸案内面79が形成されていて、このZ軸案内面79上を送り台80がZ軸方向にZサーボモータ81及び送りねじ(図示せず)により移動自在に設けられている。送り台80の上には更にダブテイルにより主軸台保持台82が固定されている。この主軸台保持台82の前面には、Z軸方向に案内面83が形成されている。案内面83には主軸頭84が設けられている。主軸頭84には2本の工具主軸85が垂直方向に平行に配置されている。早送りシリンダ99は、主軸頭84を案内面83上で急速に上下駆動するためのものである。工具主軸85の下端にはルータTが工具チャックを介して取付けられている。
【0036】工具主軸85,85は電動モータ86,86によりそれぞれ駆動される。工具主軸85,85の外周はブラシ87でカバーされている。ブラシ87は、遊技盤AをルータTで加工中に出る切粉の飛散を防止するためのものである。結局、工具主軸85,85は、Z,X軸方向に移動でき、かつ制御される。
【0037】一方、ベッド75上にはY軸線方向にY軸案内面90が形成されている。Y軸案内面90上には、テーブル91が移動自在に設けられY軸サーボモータ及び送りねじ(図示せず)により移動制御される。テーブル91の上には2台の治具92が搭載されている。治具92は遊技盤Aを加工中に固定するためのものである。また、治具92は遊技盤Aを手動で着脱するときに着脱を容易にするために傾斜させることができる。
【0038】遊技盤保持板93の一端は、軸94に揺動自在に設けられている。遊技盤保持板93には、真空力により遊技盤Aを固定するための公知である真空チャックを内蔵している。遊技盤保持板93の他端の下面には、シリンダ95のピストンロッド固定されている。シリンダ95はテーブル91に軸96を中心に揺動自在に支持されている。遊技盤保持板93上には、ベルト移送装置97が搭載されている。
【0039】ベルト移送装置97は、遊技盤保持板93に移送されてきた遊技盤Aを遊技盤保持板93内で移送するためのものである。更に、遊技盤保持板93には、加工中の遊技盤Aの両側を遊技盤保持板93に上部から押圧してクランプするためのクランプ手段98が設けられている。前記真空チャックとクランプ手段98とは併用して使用される。
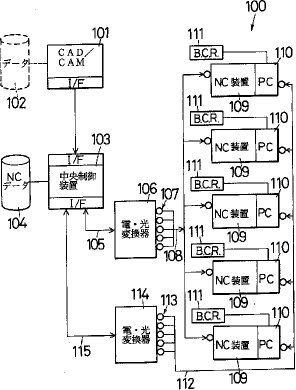
【0040】NCルータ制御システム100図15は、NCルータ制御システム100の概要を示す機能ブロック図である。CAD/CAMシステム101は、遊技盤Aを設計及び製造するためのソフト及びハードからなるシステムである。これらのソフト及びデータは、予めメモリ102に記憶されている。CAD/CAMシステム101からのCAMデータは中央制御装置103に光ケーブルにより送信される。
【0041】中央制御装置103は、NCルータ8を制御するNC装置109を統括するサーバマシンである。NCデータファイル104は、各NC装置109で使用する加工プログラムであるNC情報を記憶保持するためのものである。NC情報は通信回線105、電気・光変換器106、光モデム107、光ケーブル108を介してNC装置109に送信される。NC装置109は、送信されNC情報により遊技盤Aに必要な切削加工を行う。
【0042】各プログラマブル・コントローラ(PC)110は、NC装置109の指令により各NCルータ8のサーボ駆動機構を制御するためのシーケンサである。各シーケンサ110には、バーコードリーダ(BCR)111が接続されている。BCRは、ワーク乗換部19aに配置されている(図10参照)。BCR11は遊技盤Aに印刷されたバーコードを読むためのものであり、PC110はこのバーコードデータにより遊技盤Aの機種を判別する。
【0043】機種を判別すると、PC110はこの機種に対応したNCデータを光ファイバ112、光・電気変換器114、通信回線115を介して中央制御装置103にNCデータを要求する。中央制御装置103は、遊技盤Aの機種に対応したNC情報をNCデータファイル104から読みだして、NC装置109に送る。
【0044】遊技盤Aのバーコードは次のようなルールで作られている。日付1(6桁)、日付2(6桁)、数量(4桁)、機種(5桁)、製造番号(5桁)及びタイプ(2桁)のコードが印刷されている。日付1は製造開始日の年月日であり、日付2は製造に必要な期間、数量は生産数量、機種は遊技盤の種類、客先、製造番号は、製造順を示す番号、タイプは製造のために遊技盤Aを識別するための符号である。
【0045】作動以下、前記実施例の数値制御ルータ加工機のワーク自動搬出入機の作動の概要を遊技盤の移動に従って説明する。
【0046】未加工の遊技盤Aが他の移送ラインから、90度ターントラバーサ16に移送されると(矢印イ方向から)、90度ターントラバーサ16は遊技盤Aを垂直軸を中心に90度回転させ、遊技盤Aの方向を変え下段メインライン6上に移送する。下段加工ライン6を移送された遊技盤Aは横送りリフター17で下段加工ライン7に転送される。
【0047】下段加工ライン7の遊技盤Aはローラチェーン21a,21bにより移送され、ルータ加工前ユニット9内に入ると、この内部に設けた下段横送りリフター18b(上段横送りリフター18aと同一であり、図示していないので以下この符号で説明する。)のストッパ35により停止される。次にシリンダ24が作動し、ローラ31を上昇させる。ローラ31の上昇により、遊技盤Aはこのローラ31は電動モータ34により回転駆動されているので回転で90度方向を変えて第1又はワーク乗換部19a,19bの下段ベルトコンベヤ55bに移送される。このとき、昇降シリンダ41は上部フレーム40を下降位置に位置させている。この下段ベルトコンベヤ55bは、サーボモータ67により駆動されているので遊技盤Aは移動し、ストッパ68により停止される。この間NCR111により遊技盤Aのバーコードを読み取り、そのデータにより機種を特定し、NCデータファイル104からNC情報をNC装置109に取り込む。
【0048】一方、NCルータ8のテーブル91上の治具92は第1及び第2ワーク乗換部19a,19bの近くに移動されている。ストッパ35のシリンダ69を作動させて、ストッパ35を下降させ遊技盤Aを下段ベルトコンベヤ55bにより遊技盤保持板93上のベルト移送装置97に移送する。この移動は2台の遊技盤Aを同時又は時間差を持って搬入、搬出する。NCルータ8で加工が完了した遊技盤Aは、テーブル91から上段ベルトコンベヤ55aに移送される。昇降シリンダ41を駆動して、上段ベルトコンベヤ55aの高さと上段加工ライン5の高さを一致させ、加工完了した遊技盤Aを上段加工ライン5に送り出す。
【0049】更に、遊技盤Aは横送りリフター10により上段メインライン3に移送され、横送りリフター11,12に移送され第2メインライン13に転送される。遊技盤は、第2メインライン13のワーク反転ユニット14で反転され、更にワーク段積ユニット5で積層されて貯蔵される。
【0050】[その他の実施例]前記実施例のものは、下段加工ライン7を未加工弾球遊技機遊技盤の移送、上段加工ライン5を加工完了した弾球遊技機遊技盤の移送に使用している。しかしながら、この逆で上段加工ライン5で未加工弾球遊技機遊技盤の移送、下段加工ライン7を加工完了した弾球遊技機遊技盤の移送に使用しても良い。前記実施例では2主軸を有するNCルータを用いたが、1主軸のものでも適用できる。
【0051】
【発明の効果】以上、本発明の数値制御ルータ加工機の弾球遊技機遊技盤自動搬出入機は、弾球遊技機遊技盤の搬出入を分離したので円滑に弾球遊技機遊技盤を移送できる。また、上下2段の加工ラインとしたのでスペース効率が良い。
【図面の簡単な説明】
【図1】図1は2段の移送ラインから成る遊技盤移送ラインのレイアウト図であり、図1(a)は上段メインライ及び上段加工ラインの平面図であり、図1(b)は下段メインライ及び下段加工ラインの平面図である。
【図2】図2はルータ加工前ユニットの平面図である。
【図3】図3は、図2の正面図である。
【図4】図4は、図2の右側面図である。
【図5】図5は、図2の背面図である。
【図6】図6は、横送りリフターの平面図である。
【図7】図7は、図6の正面図である。
【図8】図8は、図6の右側面図である。
【図9】図9は、ワーク乗換部を示す正面図。
【図10】図10は、図9の右側面図である。
【図11】図11は、ワーク乗換部内のベルトコンベヤの平面図である。
【図12】図12は、図11の正面図である。
【図13】図13は、NCルータの正面図である。
【図14】図14は、図13の右側面図である。
【図15】図15は、NCルータの制御システムの概略を示す機能ブロック図である。
【符号の説明】
1…遊技盤移送ライン
2…第1メインライン
3…上段メインライン
4…加工ライン
5…上段加工ライン
6…下段メインライン
7…下段加工ライン
8…NCルータ
9…ルータ加工前ユニット
10…横送りリフター
11,12…横送りリフター
13…第2メインライン
14…ワーク反転ユニット
15…ワーク段積ユニット
16…90度ターントラバーサ
17…横送りリフター
18a…上段横送りリフター
18b…下段横送りリフター
19a…第1ワーク乗換部
19b…第2ワーク乗換部
20…加工ラインフレーム
【0001】
【産業上の利用分野】本発明は、数値制御(以下、NCという。)ルータ加工機の弾球遊技機遊技盤自動搬出入機に関する。更に詳しくは、パチンコ等の弾球遊技機の木合板で作られた遊技盤を加工するための数値制御ルータ加工機の弾球遊技機遊技盤自動搬出入機に関する。
【0002】
【従来の技術】数値制御ルータ加工機は、主に木材に溝、穴、平面加工等をルータ(エンドミル)により行うものである。弾球遊技機の遊技盤は多数の釘を打つこともあり、木材の化粧合板で作られている。遊技盤には、表示器、ランプ、装飾品等を設けるために孔、溝等を切削により加工する必要がある。
【0003】従来この遊技盤の加工は、積層した遊技盤を台車等でNCルータまで搬送し、作業者がこの遊技盤をNCルータのテーブル上の固定治具に手動により着脱している。NCルータによる加工が終了すると再度、台車等で次の工程に搬送している。このため、弾球遊技機遊技盤の着脱に人手が必要である、遊技盤は多数の機種があり、機種ごとに加工が異なる。このため機種を取り違えて他の機種を治具に装着し、加工ミスすることもあった。
【0004】また、ルータ加工機の工具は一般に極めて高速で回転されているので、騒音レベルが高く、作業環境が悪い。
【0005】
【発明が解決しようとする課題】この発明は、以上のような技術背景で発明されたものであり、次の目的を達成する。
【0006】この発明の目的は、弾球遊技機の遊技盤をNCルータへの供給及び排除を自動的、かつ効率的に行うためのNCルータ加工機の弾球遊技機遊技盤自動搬出入機を提供することにある。
【0007】この発明の更に他の目的は、NCルータによる弾球遊技機の遊技盤への加工の種類を間違うことなく確実に行うためのNCルータ加工機の弾球遊技機遊技盤自動搬出入機を提供することにある。
【0008】
【課題を解決するための手段】この発明は上記課題を達成するために、次のような手段を採る。
【0009】すなわちこの発明は、数値制御ルータ加工機の弾球遊技機遊技盤自動搬出入機において、前記数値制御ルータ加工機に弾球遊技機遊技盤を移送するための2段の上段加工ライン及び下段加工ラインとからなる加工ラインと、前記加工ラインから前記数値制御ルータ加工機へ未加工の前記弾球遊技機遊技盤を搬入し、かつ加工済の前記弾球遊技機遊技盤を搬出するためのルータ加工前ユニットとからなる数値制御ルータ加工機の弾球遊技機遊技盤自動搬出入機である。
【0010】前記ルータ加工前ユニットは、前記加工ラインから前記弾球遊技機遊技盤の移送方向を方向転換するための横送りリフターと、前記上段加工ライン及び下段加工ラインと前記数値制御ルータ加工機のテーブルへ前記弾球遊技機遊技盤を搭載するときに高さを一致させ、かつ前記弾球遊技機遊技盤を移送及び上下動させるためのワーク乗換部とからなる。
【0011】
【作用】数値制御ルータ加工機へ弾球遊技機遊技盤を自動搬出入するためのものである。上段加工ライン及び下段加工ラインの2段からなる加工ラインの一方で未加工の弾球遊技機遊技盤を移送する。この加工ライン上の未加工の弾球遊技機遊技盤を横送りリフターで移送方向を転換させる。この未加工の弾球遊技機遊技盤をワーク乗換部が受け取る。
【0012】ワーク乗換部は、NCルータのテーブルの高さに未加工の弾球遊技機遊技盤を昇降させて高さ位置を一致させて、未加工の弾球遊技機遊技盤をテーブルに移送する。加工終了した弾球遊技機遊技盤は、前記した動作と逆の移送で加工ラインの上段加工ライン又は下段加工ラインの他方で次工程に移送する。
【0013】
【実施例】この発明の実施例を図面を参照しながら、弾球遊技機の遊技盤の加工を例にして以下に説明する。図1R>1(a),(b)は2段の移送ラインから成るルータ搬送ライン1のレイアウト図であり、図1(a)はルータ移送ライン1の上段の平面図であり、図1(b)はルータ移送ライン1の下段の平面図である。第1メインライン2は2段の移送ラインから成るものであり、加工ライン4に接続されている。第1メインライン2の上段メインライン3の端部と、加工ライン4の上段加工ライン5の一端とは接続されている。上段メインライン3と上段加工ライン5は、NCルータ8による加工済の遊技盤Aを搬送するための移送コンベヤである(図1(a))。
【0014】同様に、第1メインライン2の下段メインライン6と、加工ライン4の下段加工ライン7の一端とは接続されており、これらの移送ラインは未加工の遊技盤Aを移送するための移送ラインである(図1(b)参照)。加工ライン4に沿ってNCルータ8が配置されている。NCルータ8は、ベニア合板で出来た遊技盤Aにルータにより切抜き加工、溝加工、穴あけ加工等をNCプログラムにより行うためのものである。本実施例のNCルータ8は回転する2つの工具主軸を有し、X,Y,Zの3軸で制御されるものであり、この軸の中で選択的に同時に2軸を制御できるタイプの数値制御装置で制御される。
【0015】NCルータ8と上段加工ライン5との間にはルータ加工前ユニット9が配置されている。ルータ加工前ユニット9は、後述するように加工ライン4とNCルータ8との間で遊技盤Aを移送、交換するためのものである。上段メインライン3の一端に横送りリフター10が配置されている。横送りリフター10は、上段加工ライン5から上段メインライン3に遊技盤Aを移送するときに移送方向を回転させることなく横方向に転換するためのものである。この構造は公知であり、ここでは詳記しない。
【0016】上段メインライン3の他端には横送りリフター11が配置されている。この横送りリフター11は更に隣の第2メインライン13に配置された横送りリフター12に接続されている。両横送りリフター11,12で加工済の遊技盤Aは第2メインライン13に移送される。第2メインライン13は単層の移送ラインである。第2メインライン13には加工完了した遊技盤Aの表裏を反転するためのワーク反転ユニット14が配置されている。
【0017】表裏反転された遊技盤Aは、ワーク段積ユニット15に積層されている。この積層は、次工程のための一種のバッファである。下段メインライン6の一端には90度ターントラバーサ16が接続されている。一方、ルータ加工前ユニット9には2台の上段横送りリフター18a及び2台の下段横送りリフター18bが遊技盤Aの移送方向直列に配置されている。
【0018】未加工の遊技盤Aが他の移送ラインから、90度ターントラバーサ16に移送されると(矢印イ方向から)、90度ターントラバーサ16は遊技盤Aを垂直軸を中心に90度回転させ、遊技盤Aの方向を変え下段メインライン6上に移送する。下段加工ライン6を移送された遊技盤Aは横送りリフター17で下段加工ライン7に転送される。
【0019】下段加工ライン7の遊技盤Aはルータ加工前ユニット9内の2台の下段横送りリフター18b,18b及び2台のワーク乗換部19a及び19bによりNCルータ8に移送される。NCルータ8は遊技盤Aを取り込んで必要な加工を行う。この加工が終了すると、ルータ加工前ユニット9の上段加工ライン5に移送させる。更に、遊技盤Aは横送りリフター10により上段メインライン3上で移送され、次に横送りリフター11,12に移送され第2メインライン13に転送される。遊技盤Aは、第2メインライン13のワーク反転ユニット14で反転され、更にワーク段積ユニット5で積層されて貯蔵される。
【0020】ルータ加工前ユニット9図2,3,4,5はルータ加工前ユニット9を示す。図2R>2はルータ加工前ユニット9の平面図であり、図3は図2R>2の正面図であり、図4は図2の右側面図であり、図5は図2の背面図である。ルータ加工前ユニット9は、NCルータ8の前面に配置されており、これを接続して加工ライン4を構成する。ルータ加工前ユニット9は、加工ライン4からNCルータ8に遊技盤Aを移送するためのワーク乗換部19と一体に構成されている。加工ライン4の上段加工ライン5に沿って2台の横送りリフター18aが直列に配置されている。同様に、下段加工ライン7に沿って2台の下段横送りリフター18bが直列に配置されている。以下、上段横送りリフター18a及び下段横送りリフター18bについて説明する。
【0021】上段及び下段横送りリフター18a,18b上段又は下段横送りリフター18a,18bは下段加工ライン7からルータ加工前ユニット9へ横移送するための手段である。図6,7,8は上段横送りリフター18aを示し、図6は上段横送りリフター18aの平面図であり、図7は図6の正面図であり、図8は図6の右側面図である。図6の矢印ハの方向から矢印ニの方向に向けて遊技盤Aは移送されている。加工ラインフレーム20の両側には2本の移送チェーン21a,21bが配置されている。
【0022】ローラチェーン21a,21bは、スプロケットを介して回転駆動されているので、転動面22a,22b上を常時移動している。ローラーチェーン21a,21bには複数の転動輪23a,23bが回転自在に設けてあり、この転動輪23a,23bの上には遊技盤Aが搭載されて移送される。遊技盤Aを強制的に止めると、遊技盤Aは止められるがローラチェーン21a,21bは移動する、いわゆるフリーフロー型である。
【0023】加工ラインフレーム20の中央部には、シリンダ24が固定されている。シリンダ24のピストンロッド25は上下板26の下面に固定されている。上下板26には2本の案内ロッド27,27の上端がボルトにより連結されている。案内ロッド27,27は、加工ラインフレーム20に固定された軸受28,28により上下摺動自在に支持されている。結局、上下板26はシリンダ24を駆動することにより上下動される。
【0024】上下板26の下面には、ストッパボルト29の上端がねじ込まれ固定されている。ストッパボルト29にはストッパナット30が上下調節自在にねじ込んで固定されている。ストッパナット30の位置により、上下板26の上下できるストローク量が規制される。上下板26上には、4本のローラ31の軸33が回転自在に支持されている。ローラ31の両端外周にはゴムライニング材のカバー32でコーチィングされている。カバー32は、遊技盤Aの下面に接触して移送するためのものである。
【0025】2本のローラ31の軸33には電動モータ34に連結され回転駆動される。遊技盤Aの下段加工ライン7での移動を止めるためにストッパ35が配置されている。ストッパ35は、遊技盤Aの移動を止めて上段横送りリフター18aにより後記する第1ワーク乗換部19a又は第2ワーク乗換部19bに送る。加工ラインフレーム20にシリンダ36が固定されている。シリンダ36のピストン37にはローラ保持部材38がピン39を中心に揺動自在に、かつバネ(図示せず。)で前方に付勢して設けられている。
【0026】ローラ保持部材38には、ストッパローラ40が回転自在に設けられている。ローラ40は、移動中の遊技盤Aを衝突させるためのものである。転動輪23a,23b上を移動中の遊技盤Aはストッパローラ40に衝突すると、ローラ保持部材38は点線位置から起こされて直立する。次にシリンダ24を駆動しローラ31を上昇させる。シリンダ24の駆動と同時にシリンダ36を駆動させてストッパローラ40も同時に上昇させる。更に、電動モータ34を駆動してローラ31を回転させて遊技盤Aを横送りする。
【0027】下段加工ライン7上の下段横送りリフター18bも同様の構造であり、説明は省略する。
【0028】第1,2ワーク乗換部19a,19b2台の第1,2ワーク乗換部19a,19bは、上段横送りリフター18a及び下段横送りリフター18bに対応して配置されている。図9,10は第1ワーク乗換部19aを示し、図9は第1ワーク乗換部19aは正面図であり、図10は図9の右側面図である。第1ワーク乗換部19aの上部フレーム40は概略箱状の板金材で作られたものである。上部フレーム40の最下面には昇降シリンダ41のピストンロッド42が連結固定されている。昇降シリンダ41は下部フレーム43に固定されている。
【0029】上部フレーム40の最下面には2本の案内ロッド44の上端が固定されている。案内ロッド44は、下部フレーム43に設けたリニア軸受45に摺動自在に設けられている。案内ロッド44の最下端は連結部材46により相互に連結されている(図5参照)。下部フレーム43にはショックアブソーバ47が配置されている(図4参照)。昇降シリンダ41の上下駆動により、ショッアブソーバ47の衝突部材48に上部フレーム40に固定したストッパ49が衝突して衝撃を防ぐ。
【0030】案内ロッド44の連結部材46には移動ドッグ50が配置されている(図4参照)。移動ドッグ50は、長さを調節できるものである。移動ドッグ50が移動する上端の下部フレーム43にはストッパ51がねじで固定されている。このストッパ51に移動ドッグ50が衝突して上昇位置を規定する。
【0031】図11,12はワーク乗換部19内の上段ベルトコンベヤ55aを示し、図11は上段ベルトコンベヤ55aの平面図であり、図12は図11の正面図である。ベルト56はローラ57,58間に掛け渡されている。ローラ57は上部フレーム40に固定されている駆動軸59に球により回転自在に支持されている。ローラ58は軸59にキーにより連結されている。
【0032】駆動軸59は軸受60により上部フレーム40に回転自在に支持されている。ベルト56は、ローラ57、ローラ57及び3個のアイドラー61が回転自在に掛け渡されている。アイドラー61の内の1個は調節ボルト62により、アイドラー61の軸の上下位置を調節でき、この上下位置の調節によりベルト56の張力を調節できる。駆動軸59の一端にはスプロケット63が固定されている。スプロケット63にはチェーン64を介してスプロケット65に連動している。スプロケット65は、サーボモータ67の出力軸66に固定されている。結局、駆動軸59を介して2個のベルト56を同時に駆動することになる。
【0033】上部フレーム40の下部でNCルーター8側には遊技盤Aを止めるためのストッパ68配置されている。ストッパ68はシリンダ69のピストンロッド70の先端に連結されている。未加工の遊技盤AをNCルーター8に移送するときはストッパ68は下降している。第2ワーク乗換部19bは第1ワーク乗換部19aと実質的に同一であり、説明を省略する。
【0034】NCルーター8図13,14はNCルーター8を示し、図13はNCルーター8正面図であり、図14は図13の側面図である。NCルータ8のベッド75上のコラム76が一体に設けてある。コラム76の前面には2本のX軸案内面77,77が形成されている。X軸案内面77,77には送り台78が移動自在にサーボモータ及び送りねじ(図示せず)によりX軸線方向に駆動され制御される。
【0035】送り台78の前面にはZ軸案内面79が形成されていて、このZ軸案内面79上を送り台80がZ軸方向にZサーボモータ81及び送りねじ(図示せず)により移動自在に設けられている。送り台80の上には更にダブテイルにより主軸台保持台82が固定されている。この主軸台保持台82の前面には、Z軸方向に案内面83が形成されている。案内面83には主軸頭84が設けられている。主軸頭84には2本の工具主軸85が垂直方向に平行に配置されている。早送りシリンダ99は、主軸頭84を案内面83上で急速に上下駆動するためのものである。工具主軸85の下端にはルータTが工具チャックを介して取付けられている。
【0036】工具主軸85,85は電動モータ86,86によりそれぞれ駆動される。工具主軸85,85の外周はブラシ87でカバーされている。ブラシ87は、遊技盤AをルータTで加工中に出る切粉の飛散を防止するためのものである。結局、工具主軸85,85は、Z,X軸方向に移動でき、かつ制御される。
【0037】一方、ベッド75上にはY軸線方向にY軸案内面90が形成されている。Y軸案内面90上には、テーブル91が移動自在に設けられY軸サーボモータ及び送りねじ(図示せず)により移動制御される。テーブル91の上には2台の治具92が搭載されている。治具92は遊技盤Aを加工中に固定するためのものである。また、治具92は遊技盤Aを手動で着脱するときに着脱を容易にするために傾斜させることができる。
【0038】遊技盤保持板93の一端は、軸94に揺動自在に設けられている。遊技盤保持板93には、真空力により遊技盤Aを固定するための公知である真空チャックを内蔵している。遊技盤保持板93の他端の下面には、シリンダ95のピストンロッド固定されている。シリンダ95はテーブル91に軸96を中心に揺動自在に支持されている。遊技盤保持板93上には、ベルト移送装置97が搭載されている。
【0039】ベルト移送装置97は、遊技盤保持板93に移送されてきた遊技盤Aを遊技盤保持板93内で移送するためのものである。更に、遊技盤保持板93には、加工中の遊技盤Aの両側を遊技盤保持板93に上部から押圧してクランプするためのクランプ手段98が設けられている。前記真空チャックとクランプ手段98とは併用して使用される。
【0040】NCルータ制御システム100図15は、NCルータ制御システム100の概要を示す機能ブロック図である。CAD/CAMシステム101は、遊技盤Aを設計及び製造するためのソフト及びハードからなるシステムである。これらのソフト及びデータは、予めメモリ102に記憶されている。CAD/CAMシステム101からのCAMデータは中央制御装置103に光ケーブルにより送信される。
【0041】中央制御装置103は、NCルータ8を制御するNC装置109を統括するサーバマシンである。NCデータファイル104は、各NC装置109で使用する加工プログラムであるNC情報を記憶保持するためのものである。NC情報は通信回線105、電気・光変換器106、光モデム107、光ケーブル108を介してNC装置109に送信される。NC装置109は、送信されNC情報により遊技盤Aに必要な切削加工を行う。
【0042】各プログラマブル・コントローラ(PC)110は、NC装置109の指令により各NCルータ8のサーボ駆動機構を制御するためのシーケンサである。各シーケンサ110には、バーコードリーダ(BCR)111が接続されている。BCRは、ワーク乗換部19aに配置されている(図10参照)。BCR11は遊技盤Aに印刷されたバーコードを読むためのものであり、PC110はこのバーコードデータにより遊技盤Aの機種を判別する。
【0043】機種を判別すると、PC110はこの機種に対応したNCデータを光ファイバ112、光・電気変換器114、通信回線115を介して中央制御装置103にNCデータを要求する。中央制御装置103は、遊技盤Aの機種に対応したNC情報をNCデータファイル104から読みだして、NC装置109に送る。
【0044】遊技盤Aのバーコードは次のようなルールで作られている。日付1(6桁)、日付2(6桁)、数量(4桁)、機種(5桁)、製造番号(5桁)及びタイプ(2桁)のコードが印刷されている。日付1は製造開始日の年月日であり、日付2は製造に必要な期間、数量は生産数量、機種は遊技盤の種類、客先、製造番号は、製造順を示す番号、タイプは製造のために遊技盤Aを識別するための符号である。
【0045】作動以下、前記実施例の数値制御ルータ加工機のワーク自動搬出入機の作動の概要を遊技盤の移動に従って説明する。
【0046】未加工の遊技盤Aが他の移送ラインから、90度ターントラバーサ16に移送されると(矢印イ方向から)、90度ターントラバーサ16は遊技盤Aを垂直軸を中心に90度回転させ、遊技盤Aの方向を変え下段メインライン6上に移送する。下段加工ライン6を移送された遊技盤Aは横送りリフター17で下段加工ライン7に転送される。
【0047】下段加工ライン7の遊技盤Aはローラチェーン21a,21bにより移送され、ルータ加工前ユニット9内に入ると、この内部に設けた下段横送りリフター18b(上段横送りリフター18aと同一であり、図示していないので以下この符号で説明する。)のストッパ35により停止される。次にシリンダ24が作動し、ローラ31を上昇させる。ローラ31の上昇により、遊技盤Aはこのローラ31は電動モータ34により回転駆動されているので回転で90度方向を変えて第1又はワーク乗換部19a,19bの下段ベルトコンベヤ55bに移送される。このとき、昇降シリンダ41は上部フレーム40を下降位置に位置させている。この下段ベルトコンベヤ55bは、サーボモータ67により駆動されているので遊技盤Aは移動し、ストッパ68により停止される。この間NCR111により遊技盤Aのバーコードを読み取り、そのデータにより機種を特定し、NCデータファイル104からNC情報をNC装置109に取り込む。
【0048】一方、NCルータ8のテーブル91上の治具92は第1及び第2ワーク乗換部19a,19bの近くに移動されている。ストッパ35のシリンダ69を作動させて、ストッパ35を下降させ遊技盤Aを下段ベルトコンベヤ55bにより遊技盤保持板93上のベルト移送装置97に移送する。この移動は2台の遊技盤Aを同時又は時間差を持って搬入、搬出する。NCルータ8で加工が完了した遊技盤Aは、テーブル91から上段ベルトコンベヤ55aに移送される。昇降シリンダ41を駆動して、上段ベルトコンベヤ55aの高さと上段加工ライン5の高さを一致させ、加工完了した遊技盤Aを上段加工ライン5に送り出す。
【0049】更に、遊技盤Aは横送りリフター10により上段メインライン3に移送され、横送りリフター11,12に移送され第2メインライン13に転送される。遊技盤は、第2メインライン13のワーク反転ユニット14で反転され、更にワーク段積ユニット5で積層されて貯蔵される。
【0050】[その他の実施例]前記実施例のものは、下段加工ライン7を未加工弾球遊技機遊技盤の移送、上段加工ライン5を加工完了した弾球遊技機遊技盤の移送に使用している。しかしながら、この逆で上段加工ライン5で未加工弾球遊技機遊技盤の移送、下段加工ライン7を加工完了した弾球遊技機遊技盤の移送に使用しても良い。前記実施例では2主軸を有するNCルータを用いたが、1主軸のものでも適用できる。
【0051】
【発明の効果】以上、本発明の数値制御ルータ加工機の弾球遊技機遊技盤自動搬出入機は、弾球遊技機遊技盤の搬出入を分離したので円滑に弾球遊技機遊技盤を移送できる。また、上下2段の加工ラインとしたのでスペース効率が良い。
【図面の簡単な説明】
【図1】図1は2段の移送ラインから成る遊技盤移送ラインのレイアウト図であり、図1(a)は上段メインライ及び上段加工ラインの平面図であり、図1(b)は下段メインライ及び下段加工ラインの平面図である。
【図2】図2はルータ加工前ユニットの平面図である。
【図3】図3は、図2の正面図である。
【図4】図4は、図2の右側面図である。
【図5】図5は、図2の背面図である。
【図6】図6は、横送りリフターの平面図である。
【図7】図7は、図6の正面図である。
【図8】図8は、図6の右側面図である。
【図9】図9は、ワーク乗換部を示す正面図。
【図10】図10は、図9の右側面図である。
【図11】図11は、ワーク乗換部内のベルトコンベヤの平面図である。
【図12】図12は、図11の正面図である。
【図13】図13は、NCルータの正面図である。
【図14】図14は、図13の右側面図である。
【図15】図15は、NCルータの制御システムの概略を示す機能ブロック図である。
【符号の説明】
1…遊技盤移送ライン
2…第1メインライン
3…上段メインライン
4…加工ライン
5…上段加工ライン
6…下段メインライン
7…下段加工ライン
8…NCルータ
9…ルータ加工前ユニット
10…横送りリフター
11,12…横送りリフター
13…第2メインライン
14…ワーク反転ユニット
15…ワーク段積ユニット
16…90度ターントラバーサ
17…横送りリフター
18a…上段横送りリフター
18b…下段横送りリフター
19a…第1ワーク乗換部
19b…第2ワーク乗換部
20…加工ラインフレーム
【特許請求の範囲】
【請求項1】数値制御ルータ加工機の弾球遊技機遊技盤自動搬出入機において、前記数値制御ルータ加工機に弾球遊技機遊技盤を移送するための2段の上段加工ライン及び下段加工ラインとからなる加工ラインと、前記加工ラインから前記数値制御ルータ加工機へ未加工の前記弾球遊技機遊技盤を搬入し、かつ加工済の前記弾球遊技機遊技盤を搬出するためのルータ加工前ユニットとからなる数値制御ルータ加工機の弾球遊技機遊技盤自動搬出入機。
【請求項2】請求項1において、前記ルータ加工前ユニットは、前記加工ラインから前記弾球遊技機遊技盤の移送方向を方向転換するための横送りリフターと、前記上段加工ライン及び下段加工ラインと前記数値制御ルータ加工機のテーブルへ前記弾球遊技機遊技盤を搭載するときに高さを一致させ、かつ前記弾球遊技機遊技盤を移送及び上下動させるためのワーク乗換部とからなることを特徴とする数値制御ルータ加工機の弾球遊技機遊技盤自動搬出入機。
【請求項1】数値制御ルータ加工機の弾球遊技機遊技盤自動搬出入機において、前記数値制御ルータ加工機に弾球遊技機遊技盤を移送するための2段の上段加工ライン及び下段加工ラインとからなる加工ラインと、前記加工ラインから前記数値制御ルータ加工機へ未加工の前記弾球遊技機遊技盤を搬入し、かつ加工済の前記弾球遊技機遊技盤を搬出するためのルータ加工前ユニットとからなる数値制御ルータ加工機の弾球遊技機遊技盤自動搬出入機。
【請求項2】請求項1において、前記ルータ加工前ユニットは、前記加工ラインから前記弾球遊技機遊技盤の移送方向を方向転換するための横送りリフターと、前記上段加工ライン及び下段加工ラインと前記数値制御ルータ加工機のテーブルへ前記弾球遊技機遊技盤を搭載するときに高さを一致させ、かつ前記弾球遊技機遊技盤を移送及び上下動させるためのワーク乗換部とからなることを特徴とする数値制御ルータ加工機の弾球遊技機遊技盤自動搬出入機。
【図11】


【図12】
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】

【図10】
【図13】
【図14】

【図15】
【図12】
【図1】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図13】
【図14】
【図15】
【公開番号】特開平7−136890
【公開日】平成7年(1995)5月30日
【国際特許分類】
【出願番号】特願平5−309783
【出願日】平成5年(1993)11月16日
【出願人】(000144153)株式会社三共 (5,148)
【公開日】平成7年(1995)5月30日
【国際特許分類】
【出願日】平成5年(1993)11月16日
【出願人】(000144153)株式会社三共 (5,148)
[ Back to top ]