
斜め巻きばね及び斜め巻きばね用線材
【課題】ばね特性及び導電性に優れる斜め巻きばね、及びばね特性及び導電性に優れる斜め巻きばねが得られる斜め巻きばね用線材を提供する。
【解決手段】斜め巻きばね2は、芯線11と、この芯線11の外周に設けられた外側層12とを具える複合線材1から構成される斜め巻きばね用線材を螺旋状に巻回して構成されている。芯線11は、オーステナイト系ステンレス鋼から構成され、外側層12は、銅や銅合金などから構成される。この芯線11と外側層12とのビッカース硬度Hvの差が350以上であり、硬度差が十分に大きい。そのため、芯線11は相対的に高硬度・高強度であり、この線材1からなる斜め巻きばね2は、高強度で非線形性に優れる。外側層12は相対的に柔らかいことから、斜め巻きばね2をコネクタ接続の接点部材に用いた場合、変形などしてコネクタ部材との接触面積を十分に確保でき、接触抵抗の低下により、斜め巻きばね2は、導電性に優れる。
【解決手段】斜め巻きばね2は、芯線11と、この芯線11の外周に設けられた外側層12とを具える複合線材1から構成される斜め巻きばね用線材を螺旋状に巻回して構成されている。芯線11は、オーステナイト系ステンレス鋼から構成され、外側層12は、銅や銅合金などから構成される。この芯線11と外側層12とのビッカース硬度Hvの差が350以上であり、硬度差が十分に大きい。そのため、芯線11は相対的に高硬度・高強度であり、この線材1からなる斜め巻きばね2は、高強度で非線形性に優れる。外側層12は相対的に柔らかいことから、斜め巻きばね2をコネクタ接続の接点部材に用いた場合、変形などしてコネクタ部材との接触面積を十分に確保でき、接触抵抗の低下により、斜め巻きばね2は、導電性に優れる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、コネクタ接続の接点部材などに利用される斜め巻きばね、及びこの斜め巻きばねの素材に利用される斜め巻きばね用線材に関するものである。特に、ばね特性及び導電性の双方に優れる斜め巻きばね、及びこのばねの素材に適した斜め巻きばね用線材に関するものである。
【背景技術】
【0002】
種々の電気機器と電線とを電気的に接続する構造として、従来、電気機器に設けられたコネクタ部に、電線の端部に設けられた端子を差し込むコネクタ接続が利用されている。また、コネクタ部と端子との接触状態を十分に維持するための多接点部材として、斜め巻きばね(傾斜コイルばね)が利用されている(例えば、特許文献1参照)。斜め巻きばねとは、ピッチ角が周期的に変化する傾斜コイルばねであり、この構造のばねは、その周面に荷重をかけ、各コイルがコイルの軸に対して傾斜した状態に倒れながら圧縮されることにより、例えば、接点として機能する。コネクタ部と端子との間にこの斜め巻きばねを介在させ、ばね荷重(ばねの付勢力)をコネクタ部と端子との双方に作用させることで、コネクタ部と端子との両者の接触状態を十分に維持することができる。
【0003】
接点部材には、導電率が高いことが望まれる。従って、上記斜め巻きばねの素材には、従来、特許文献1に記載されるように銅が利用されている。
【0004】
しかし、銅は強度が低いことから、銅製の斜め巻きばねでは、端子の抜き差し動作の繰り返しによりへたり易い(塑性変形し易い)。そのため、銅製の斜め巻きばねでは、当該ばねをその軸方向に垂直な方向に圧縮したときのばねの高さの変位(増加)に対して、必要なばね荷重が得られない上に、斜め巻きばねの特性であるばね荷重の非線形領域が得られない。非線形領域とは、ばね荷重が変位量によらず一定して十分な大きさを示す変位領域をいう。従って、特にばね特性(荷重、非線形性)にも優れることが望まれる場合、上記斜め巻きばねの素材には、高強度で導電率が高いベリリウム銅が利用されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008-176965号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、ベリリウム(Be)は、人体に有害であり、使用を低減することが望まれる。従って、ベリリウム銅を素材に用いなくても、ベリリウム銅と同等程度、或いは同等以上の導電性を有し、かつばね特性に優れる斜め巻きばね、及びその素材の開発が望まれる。
【0007】
そこで、本発明の目的の一つは、ばね特性及び導電性に優れる斜め巻きばねが得られる斜め巻きばね用線材を提供することにある。また、本発明の他の目的は、ばね特性及び導電性に優れる斜め巻きばねを提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは、接点部材に用いられる斜め巻きばねに求められる二つの特性、即ち、導電性に優れること、かつ、へたり難いこと(代表的にはばね荷重が大きいこと、非線形領域が大きいこと)、という二つの特性を満たす構成を種々検討した。その結果、斜め巻きばねの構成材料を単一の材質とすると、ばね特性の向上が難しいことから、複数の異なる材質で構成することを検討した。具体的には、導電率が高い材質と、高強度な材質とを利用し、芯線と、芯線の外周を覆う外側層とを具える複合線材を検討した。そして、コネクタ接続の接点部材に利用される斜め巻きばねでは、(1)外側層は、導電性に優れる材質から構成されること、(2)芯線と外側層との硬度差が十分に大きいこと、が好ましい、との知見を得た。
【0009】
上記知見に基づき、本発明は、芯線及び外側層の構成材料を、特定の硬度差を満たすものとすると共に、外側層を導電性に優れる材質とすることを規定する。
【0010】
本発明の斜め巻きばね用線材は、斜め巻きばねの素材に利用される線材であり、芯線とこの芯線の外周に設けられた外側層とを具える複合線材から構成される。上記芯線は、オーステナイト系ステンレス鋼から構成され、上記外側層は、銅、銅合金、アルミニウム、及びアルミニウム合金から選択される1種の金属から構成される。そして、上記芯線と上記外側層とのビッカース硬度Hvの差が350以上である。
【0011】
上記本発明斜め巻きばね用線材を用いることで、本発明斜め巻きばねを製造することができる。本発明の斜め巻きばねは、芯線とこの芯線の外周に設けられた外側層とを具える複合線材から構成される。上記芯線は、オーステナイト系ステンレス鋼から構成され、上記外側層は、銅、銅合金、アルミニウム、及びアルミニウム合金から選択される1種の金属から構成される。そして、上記芯線と上記外側層とのビッカース硬度Hvの差が350以上である。
【0012】
本発明斜め巻きばねをコネクタ接続の接点部材に利用した場合、導電性に優れる材質からなる外側層がコネクタ部と端子との双方に直接接触するため、十分な導通を確保できる。即ち、銅などと比較して導電率が低いステンレス鋼により外側層が構成された場合と比較して、本発明斜め巻きばねは、上記接点部材としての使用時に接触抵抗を低減できる。また、本発明斜め巻きばねは、芯線と外側層との硬度差が十分に大きく、外側層が相対的に低硬度となることで変形し易い。従って、本発明斜め巻きばねは、接点部材に利用した場合、外側層が十分に変形可能であり、変形によりコネクタ部と端子との双方に十分接触できる。この点からも接触抵抗を低減できることから、本発明斜め巻きばねは、接触抵抗の低減により、導電性に優れる。
【0013】
かつ、本発明斜め巻きばねは、芯線が相対的に十分に高硬度であることで、ばね全体の高強度化を図ることができる。従って、本発明斜め巻きばねは、十分なばね荷重が得られると共に、非線形領域が大きく、非線形性に優れる。そのため、本発明斜め巻きばねは、接点部材に利用した場合、端子の抜き差しを繰り返してもへたり難く、接点部材の信頼性を高められる。また、非線形性に優れることで本発明斜め巻きばねは、製造誤差によりばねの寸法にばらつきがあり、接点部材に利用した場合にばねの軸方向に垂直な方向に圧縮されたばねの高さにばらつきがあっても、非線形領域が大きいことで上記ばねの高さによらず、コネクタ部及び端子の双方に、所定のばね荷重を与えられる。つまり、本発明斜め巻きばねは、製造誤差の吸収も可能であり、端子の抜き差しの繰り返しによるばねの高さの変位が生じない場合でも、接点部材の信頼性を高められる。
【0014】
本発明斜め巻きばね用線材は、導電性に優れ、かつ非線形性にも優れる斜め巻きばねを提供することができる。
【0015】
上述のように特定の積層順序の複合線材とすると共に、内外の材質を特定の材質とし、接触抵抗の低減による良好な導電性の確保、かつ高強度材の具備による良好なばね特性の確保を両立するには、複合線材の内外の硬度差を指標にすることができる、と言える。そこで、本発明では、ビッカース硬度Hvの差を規定する。
【0016】
本発明の一形態として、上記オーステナイト系ステンレス鋼は、質量%で、C:0.05%以上0.1%以下、及びN:0.1%以上0.3%以下の少なくとも一方を満たす形態が挙げられる。
【0017】
上記ステンレス鋼は、炭素(C)や窒素(N)を多く含むことで強度に優れる。また、芯線が高強度なステンレス鋼から構成されるため、例えば、当該芯線を細くできる、即ち、外側層の割合を相対的に多くできる。これらのことから、上記ステンレス鋼からなる芯線を具える上記形態は、ばね特性及び導電性の双方に優れる斜め巻きばねが得られる。或いは、芯線の細経化により、斜め巻きばねの小型化(細径化)を図ることができる。
【0018】
本発明の一形態として、上記複合線材の横断面に対する外側層の面積割合が30%以上90%以下である形態が挙げられる。
【0019】
上記形態は、外側層の割合が十分に高く、導電性に優れ、かつ高強度な芯線も十分に存在するため、ばね特性及び導電性の双方に優れる斜め巻きばねが得られる。
【0020】
本発明の一形態として、上記芯線と上記外側層とのビッカース硬度Hvの差が400以上である形態が挙げられる。
【0021】
上記形態は、芯線がより高硬度であり、かつ外側層が相対的に低硬度な材料、例えば、軟銅などの高導電率の材料で構成されるため、ばね特性により優れると共に、導電性にもより優れる斜め巻きばねが得られる。
【0022】
本発明の一形態として、上記オーステナイト系ステンレス鋼が、質量%で、C:0.05%以上0.1%以下及びN:0.1%以上0.3%以下の少なくとも一方を満たし、かつSi:0.3%以上2.0%以下、Mn:0.5%以上4.0%以下、Cr:16%以上20%以下、Ni:6.0%以上14.0%以下を含有し、残部がFe及び不可避的不純物からなる形態が挙げられる。
【0023】
上記ステンレス鋼は、炭素(C)や窒素(N)が高濃度であることで、上述のように高強度である。また、上述のように芯線の高強度化により、芯線の細経化が可能であるため、外側層の増大を図ることができる。これらのことより、上記形態は、ばね特性及び導電性の双方に優れる斜め巻きばねが得られる。或いは、芯線の細経化により、斜め巻きばねの小型化(細径化)を図ることができる。
【0024】
上記オーステナイト系ステンレス鋼として、更に、質量%で、Mo:0.1%以上4.0%以下、Nb:0.1%以上2.0%以下、及びTi:0.1%以上2.0%以下から選択される1種又は2種の元素を含有する形態が挙げられる。
【0025】
上記ステンレス鋼は、Mo,Nb,Tiが添加されることで更に高強度である。また、上述のように芯線の高強度化により芯線の細経化が可能であるため、外側層の増大を図ることができる。これらのことより、上記形態は、ばね特性及び導電性の双方により優れる斜め巻きばねが得られる。或いは、芯線の細経化により、斜め巻きばねの小型化(細径化)を図ることができる。
【発明の効果】
【0026】
本発明斜め巻きばねは、ばね特性及び導電性の双方に優れる。本発明斜め巻きばね用線材は、ばね特性及び導電性の双方に優れる斜め巻きばねが得られる。
【図面の簡単な説明】
【0027】
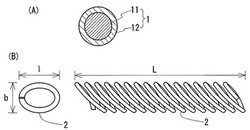
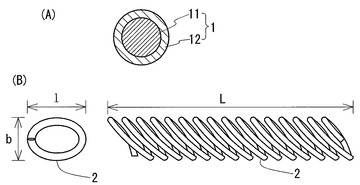
【図1】図1(A)は、実施形態に係る斜め巻きばね用線材の横断面図、図1(B)は、実施形態に係る斜め巻きばねの正面図及び側面図である。
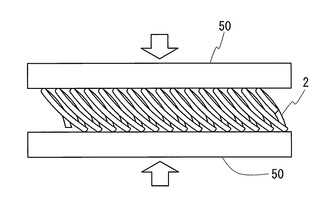
【図2】図2は、斜め巻きばねの非線形性の測定方法を説明する説明図である。
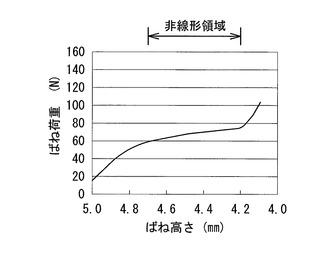
【図3】図3は、ばね高さの変位とばね荷重との関係を示すグラフである。
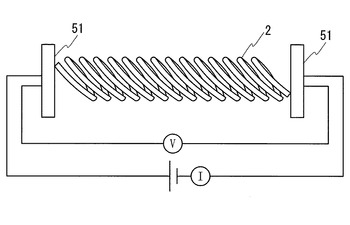
【図4】図4は、斜め巻きばねの電気抵抗率の測定方法を説明する説明図である。
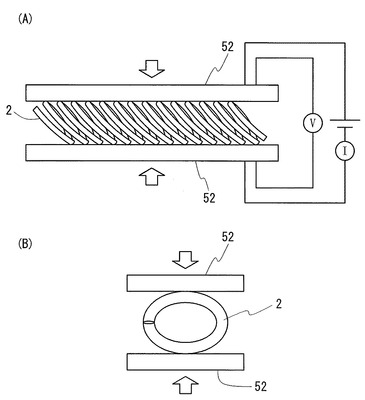
【図5】図5は、斜め巻きばねを接点部材に用いた場合を想定した電気抵抗率の測定方法を説明する説明図であり、図5(A)は側面図、図5(B)は正面図を示す。
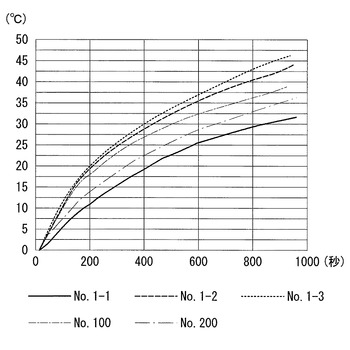
【図6】図6は、試験例1において作製した斜め巻きばねに通電したときの通電時間と温度上昇との関係を示すグラフである。
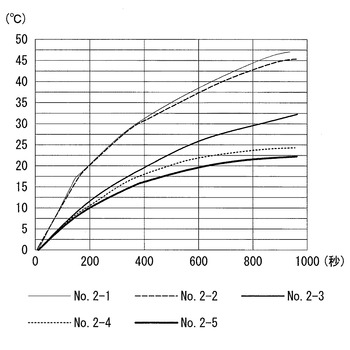
【図7】図7は、試験例2において作製した斜め巻きばねに通電したときの通電時間と温度上昇との関係を示すグラフである。
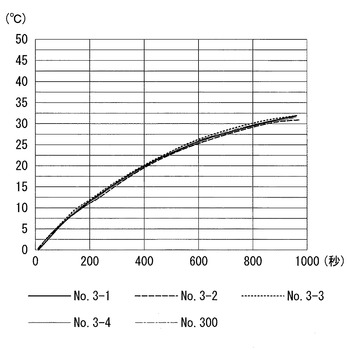
【図8】図8は、試験例3において作製した斜め巻きばねに通電したときの通電時間と温度上昇との関係を示すグラフである。
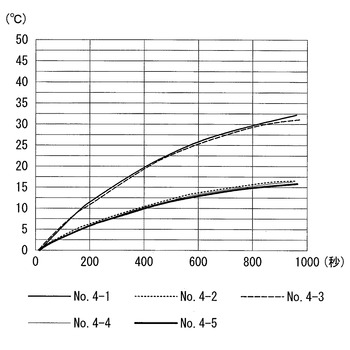
【図9】図9は、試験例4において作製した斜め巻きばねに通電したときの通電時間と温度上昇との関係を示すグラフである。
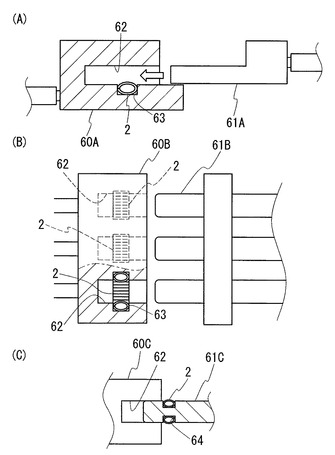
【図10】図10は、斜め巻きばねを接点部材に用いた使用例を示す概略説明図である。
【発明を実施するための形態】
【0028】
以下、本発明をより詳細に説明する。
なお、以下の説明において「組成」の含有量は全て「質量%」である。
【0029】
[複合線材]
(芯線)
芯線は、主として複合線材のばね特性を確保することに寄与する。この芯線の構成材料は、炭素(C)を含有する鉄基合金、即ち鋼であって、クロム(Cr)及びニッケル(Ni)を更に含有し、オーステナイト組織(γ組織)を有するステンレス鋼とする。代表的には、C,Cr,Ni、マンガン(Mn)、珪素(Si)を含有し、残部がFe及び不可避的不純物からなるステンレス鋼であり、例えば、18Cr-8Niステンレス鋼が挙げられる。特に、本発明では、このγ系ステンレス鋼は、後述する外側層とのビッカース硬度Hvの差が350以上を満たす組成からなるものとする。このような組成として、例えば、汎用の鋼種:SUS304を利用することができる。
【0030】
特に、Cや窒素(N)の含有量が高いγ系ステンレス鋼は、ビッカース硬度(絶対値)が大きくなり易く、上記硬度差を十分に大きくとることができる。具体的には、C:0.05%以上及びN:0.1%以上の少なくとも一方を満たすことが好ましく、双方を満たすことがより好ましい。
【0031】
Cは、強力なオーステナイト形成元素であり、ひずみの導入による強化や転位の固着による強化を図ることができる。また、熱処理により、硬度や強度を更に向上できる。Cが多いほど、高硬度化・高強度化を図ることができるが、多過ぎると、Crの炭化物が生成され易くなり、Crの欠乏により靭性の低下や耐食性の低下を招く。従って、Cの含有量は、0.1%以下が好ましく、0.06%以上0.08%以下がより好ましい。
【0032】
Nも、強力なオーステナイト形成元素であり、転位の固着効果を有する。Nも多いほど、高硬度化・高強度化を図ることができる。しかし、Nが多過ぎると、溶解・鋳造時にブローホールの発生要因となるため、0.3%以下が好ましい。Nのより好ましい含有量は、0.15%以上0.25%以下である。
【0033】
より具体的な組成として、例えば、C:0.05%〜0.1%及びN:0.1%〜0.3%の少なくとも一方を満たし、Si:0.3%〜2.0%、Mn:0.5%〜4.0%、Cr:16%〜20%、Ni:6.0%〜14.0%を含有し、残部がFe及び不可避的不純物が挙げられる。更に、Mo:0.1%〜4.0%、Nb:0.1%〜2.0%、及びTi:0.1%〜2.0%から選択される1種又は2種の元素を含有する形態が挙げられる。
【0034】
Crは、γ系ステンレス鋼の主要構成元素であり、耐熱性、耐酸化性などに寄与する。γ相の安定性を考慮すると、16%以上が好ましく、靭性の劣化を考慮すると、20%以下が好ましい。Crのより好ましい含有量は、17.0%以上19.0%以下である。
【0035】
Niは、γ相の安定化に効果がある元素であり、γ相の安定性を考慮すると、6.0%以上が好ましく、Nを比較的多く含む場合にNiを多く含むとブローホールが発生し易くなることから、14.0%以下が好ましい。Niのより好ましい含有量は、8.0%以上11.0%以下である。
【0036】
Siは、溶解精錬時の脱酸剤として作用する。脱酸剤としての効果を得るためには、Siの含有量は0.3%以上が好ましい。Siが多いほど強度、耐食性の向上が望めるが、靭性の劣化が懸念される。靭性の劣化を考慮すると、2.0%以下が好ましい。Siのより好ましい含有量は、0.4%以上1.2%以下である。
【0037】
Mnは、Siと同様に溶解精錬時の脱酸剤に利用される。また、Mnは、γ相の安定化にも寄与することから、0.5%以上が好ましく、高温での耐酸化性を考慮すると、4.0%以下が好ましい。Mnのより好ましい含有量は、1.0%以上3.0%以下である。
【0038】
Mo,Nb,Tiはいずれも、上記特定の範囲で含有することで、γ相中に固溶して機械的特性を向上させることができる。各元素のより好ましい含有量は、Mo:0.5%以上3.0%以下、Nb:0.8%以上1.5%以下、Ti:0.4%以上1.0%以下である。
【0039】
(外側層)
外側層の構成材料は、銅、銅合金、アルミニウム、及びアルミニウム合金から選択される1種とし、芯線を構成する上述のγ系ステンレス鋼よりも、ビッカース硬度Hvが350以上小さいものとする。これらの金属は、上述のγ系ステンレス鋼よりも導電率が高いことから、外側層は主として複合線材の導電性を確保することに寄与する。また、これらの金属は、上述のγ系ステンレス鋼よりも相対的に柔らかいため、複合線材の製造時、芯線の原料素線の変形に十分に追従することができる。更に、これらの金属は、相対的に柔らかいことで容易に変形できる。そのため、本発明斜め巻きばね用線材から製造された斜め巻きばねを接点部材に利用した場合、外側層を構成するこれらの金属は、端子の挿入時の押圧力により十分に変形して、コネクタ部及び端子の双方との接触面積を十分に確保できる。従って、このような外側層により、コネクタ部及び端子との接触抵抗を効果的に低減して、導電性に優れる斜め巻きばねが得られる。
【0040】
銅は、Cu含有量が99.9%以上のいわゆる純銅、代表的には軟銅(導電率:100%IACS)が挙げられる。銅合金は、例えば、リン青銅(例えば、Sn:5.5%〜7.0%、P:0.03%〜0.35%を含有するもの。具体的にはJIS規格のC5191など)、黄銅(例えば、Zn:38%〜41%を含有するもの。具体的には、JIS規格のC2801など)が挙げられる。銅や銅合金は、導電率が高い上に、ステンレス鋼との熱膨張係数の差及び腐食電位の差が小さく、ステンレス鋼との複合線材の構成材料に好適である。なお、外側層の構成材料をベリリウム銅とした場合でも本発明では芯線を具えることから、斜め巻きばねや斜め巻きばね用線材の全体がベリリウム銅から構成される場合と比較して、ベリリウム銅の使用量を低減できる。従って、上記銅合金としてベリリウム銅を用いることができるが、使用しない方が好ましい。
【0041】
アルミニウムは、Al含有量が99.0%以上のいわゆる純アルミニウム(JIS規格の1000系。例えば、A1050、A1070、A1085、A1100など)、アルミニウム合金は、例えば、Al-Cu系合金(JIS規格の2000系。例えば、A2017など)、Al-Mg系合金(JIS規格の5000系。例えば、A5052、A5083など)、Al-Zn-Mg系合金(JIS規格の7000系。例えば、A7075など)などが挙げられる。アルミニウムやアルミニウム合金は、軽量であり、複合線材の軽量化を図ることができる。
【0042】
(芯線と外側層との比率)
上記複合線材の横断面における外側層の面積割合が高いほど、導電性に優れ、芯線の面積割合が高いほど、高強度である。本発明斜め巻きばね用線材から製造された斜め巻きばねを接点部材に利用する場合、十分な導電性を得るためには、上記外側層の面積割合は、30%以上が好ましい。芯線と外側層とのビッカース硬度Hvの差が大きいほど、芯線は相対的に高硬度・高強度であることから、芯線を細くしても、十分な強度を維持できるため、外側層の面積割合を増大できる。しかし、外側層の面積割合が大き過ぎると、複合線材の製造時において伸線性の低下や斜め巻きばねのばね特性の低下を招くことから、外側層の面積割合は90%以下が好ましい。外側層の面積割合のより好ましい範囲は、30%以上60%以下である。
【0043】
(線径)
上記複合線材は、所望の斜め巻きばねが得られるように、種々の線径を選択することができる。コネクタ接続の接点部材に利用される斜め巻きばねの素材とする場合、線径は、0.2mm〜1.2mmが挙げられる。
【0044】
(機械的特性)
そして、本発明では、芯線は、外側層よりもビッカース硬度Hvが高く、その差が350以上であることを最大の特徴とする。この硬度差が高いほど、芯線のビッカース硬度の絶対値も相対的に大きくなって強度が高くなり、非線形領域が大きく、かつ導電性に優れる斜め巻きばねが得られる。従って、上記硬度差は、高いほど好ましく、380以上、更に400以上が好ましく、特に上限は設けない。芯線のビッカース硬度Hvの絶対値は、600以上、更に650以上が好ましい。
【0045】
(電気的特性)
本発明斜め巻きばね用線材は、導電率が高く、外側層の面積割合にもよるが、20%IACS以上を満たす形態とすることができる。外側層の面積割合が高いほど、導電率も高くなり、50%IACS以上を満たす形態とすることができる。
【0046】
[斜め巻きばね]
本発明斜め巻きばねを構成する複合線材は、芯線と外側層とのビッカース硬度Hvの差が350以上を満たす。従って、本発明斜め巻きばねは、同様の仕様としたベリリウム銅製の斜め巻きばねと比較して、高強度化が可能であるため、ばね荷重をより大きくしたり、非線形領域をより大きくしたり、低抵抗にしたりすることができる。また、後述する試験例に示すように、ばね加工後、熱処理を施すことで、硬度差が更に大きいばねとすることができる。
【0047】
本発明斜め巻きばねの軸方向の長さ、長径、短径、巻き数などは、適宜選択することができる。なお、本発明斜め巻きばねは、素材に用いた線材(代表的には、本発明斜め巻きばね用線材)における硬度差を実質的に維持する、或いは、同硬度差がより大きい。また、本発明斜め巻きばねを構成する複合線材の組成、外側層の面積割合、線径、導電率は、素材に用いた線材(代表的には、本発明線材)における組成、外側層の面積割合、線径、導電率を実質的に維持する。
【0048】
[製造方法]
本発明斜め巻きばね用線材は、いわゆるクラッド線の製造方法、即ち、芯線となる原料素線の準備・外側層となる原料部材の準備→原料素線と原料部材との一体化物の作製→一体化物の伸線加工、という工程を経て製造することができる。原料素線の製造には、公知のγ系ステンレス鋼線の製造方法を利用でき、代表的には、溶製→熱間鍛造→熱間圧延→伸線加工という工程を経て原料素線を製造することができる。外側層の原料部材には、パイプ材、帯状材、板状材を利用することができる。上記一体化物は、例えば、原料素線をパイプ材に挿入したり、原料素線の外周に帯状材を巻き付けたり、板状材で包んだりすることで製造することができる。パイプ材、帯状材、板状材の製造には、公知の銅パイプや銅板、アルミニウムパイプやアルミニウム板の製造方法を利用できる。パイプ材は、代表的には、溶解→鋳造→熱間押出→冷間圧延→抽伸(引き抜き、延伸)、板状材は、溶解→鋳造→熱間圧延→冷間圧延という工程を経て製造することができる。原料素線の線径、パイプ材や板状材・帯状材の厚さ(外径)、伸線加工度などは、複合線材の最終線径や強度、外側層の面積割合が所望の値となるように適宜選択することができる。
【0049】
上記原料素線と原料部材とは、十分な硬度差を有する。従って、上記複合化のための伸線加工時、原料素線と原料部材との境界部分に、伸線加工により加えられる応力のずれが生じ難く、原料素線に追従するように原料部材が十分に変形する。そのため、得られた複合線材において芯線と外側層との境界部分が機械的弱点に実質的にならず、この複合線材により製造された本発明斜め巻きばねは、非線形性に優れる。
【0050】
上記複合化のための伸線加工後、熱処理を施してもよい。熱処理を施すことで、特にC,Nなどを多く含むγ系ステンレス鋼の硬度をより高められ、芯線と外側層との硬度差をより大きくすることができる。芯線の材質にもよるが、例えば、上記硬度差を400以上、更に450以上、特に500以上とすることができ、ばね特性に更に優れる斜め巻きばねが得られる。一方、外側層は、この熱処理によりいわば時効処理が施された状態となるため、導電率をより高められる。この熱処理の温度は、例えば、400℃以上500℃以下が挙げられる。
【0051】
上記本発明斜め巻きばね用線材を螺旋状に巻回することで、本発明斜め巻きばねを製造することができる。巻回方法は、公知の方法を利用できる。ばね加工後に歪み取りを目的とした熱処理を施すと、よりへたり難くすることができる。この熱処理の温度は、例えば、200℃以上300℃以下が挙げられる。また、この熱処理の温度を上述のように高めると、上述のようにビッカース硬度Hvの差をより大きくすることができ、歪み除去による高強度化に加えて、ばね特性及び導電性の更なる向上も図ることができる。
【0052】
以下、試験例を挙げて、本発明斜め巻きばね用線材及び本発明斜め巻きばねの特性を説明する。表1は、以下の試験例に用いる素材の材質を示す(各元素の含有量:質量%)。鋼種1は、SUS304相当材であり、鋼種3は、SUS316相当材、Al(1)は、A1050相当材、Al(2)は、A2017相当材である。
【0053】
【表1】

【0054】
[試験例1]
表1に示す鋼種1の原料素線、及び原料部材として軟銅からなるパイプ材、アルミニウムからなるパイプ材、アルミニウム合金からなるパイプ材を用意し、各パイプ材にそれぞれ原料素線を挿入した一体化物に伸線加工を施し、線径:φ0.6mmのクラッド線材(複合線材)を作製した(試料No.1-1,1-2,1-3)。原料素線、パイプ材は公知の製造条件により作製した。複合化のための伸線加工は、銅線などの製造に利用される製造設備を利用することができる。この試験では、上記製造設備を利用して、複合線材の内部が均一的に加工されるようにダイス角度や加工度などを調整して複合線材を作製した。得られた試料No.1-1,1-2,1-3の複合線材1は、図1(A)に示すように、γ系ステンレス鋼からなる芯線11と、芯線11の全周を覆い、軟銅やアルミニウム、アルミニウム合金からなる外側層12とを具える。外側層12の厚さは、芯線11の全周に亘り、均一的である。
【0055】
比較材として、軟銅からなる原料素線と鋼種1からなるパイプ材とを用意して、線径:φ0.6mmのクラッド線材を作製した(試料No.100)。原料素線、パイプ材は公知の製造条件により作製した。複合化は、上記試料No.1-1と同様の製造設備を用いて行った。別の比較材として、ベリリウム銅(Be:0.15質量%〜2.00質量%)からなり、線径:φ0.6mmの線材を用意した(試料No.200)。
【0056】
用意した線材を螺旋状に巻回して斜め巻きばね2(図1(B))を作製した。ばねの仕様は、長径l(mm):5.4mm×短径b(mm):5.0mmの楕円端面、ばね長さL:45mm、総巻数:50である(図1(B)の巻数、ばねの軸方向に対するコイルの傾斜角は例示である)。
【0057】
作製した斜め巻きばねを構成する線材の横断面をとり、当該横断面における外側層の面積割合を調べた。その結果を表2に示す。また、この横断面を用いて、芯線及び外側層のビッカース硬度Hvを測定した。その結果を表2に示す。ビッカース硬度Hvは、上記横断面において、芯線は、その中心位置、外側層はその厚さ方向の中心位置にそれぞれ圧子を押し当てて測定する。なお、上記用意した線材も、その横断面をとり、上記と同様にして芯線及び外側層のビッカース硬度Hvをそれぞれ測定することができる。
【0058】
作製した斜め巻きばねの非線形性を調べた。その結果を表2に示す。ここでは、斜め巻きばねが接点部材に利用され、コネクタ部と端子とに押圧された状態を想定して、図2に示すように斜め巻きばね2をその軸方向に垂直な方向に圧縮できるように一対の挟持部材50で挟む。この状態で変位量(ばねの押し付け量=ばね高さ(斜め巻きばねの軸方向に垂直な方向の大きさ)の変位量)を増加させたときの荷重を調べる。変位量を増加しても荷重がほとんど上昇しない、或いは上昇が小さい場合、斜め巻きばねは、変位量によらず一定のばね荷重が得られる領域が大きいと言える。そこで、ここでは、荷重の変化が20N以内となる変位量の最大値を非線形領域の長さとする。この非線形領域が長いほど、非線形性に優れると言える。
【0059】
作製した斜め巻きばねの導電率を調べた。導電率は、斜め巻きばねの両端に端子部材を接触させて求めた。その結果を表2に示す。
【0060】
作製した斜め巻きばねの電気抵抗率を調べた。ここでは、二通りの方法で調べた。一つは、図4に示すように、斜め巻きばね2の両端を一対の端子部材51(ここではAgめっきされた真鍮板)で挟み、4端子法により測定した(ばねの抵抗値=全体抵抗−(一方の端子部材の抵抗+他方の端子部材の抵抗))。その結果を表2に示す(表2の「両端」)。
【0061】
他の一つは、斜め巻きばねが接点部材に利用され、コネクタ部と端子とに挟まれた状態を想定して、図5に示すように斜め巻きばね2をその軸方向に垂直な方向に挟むように一対の端子部材52(ここではAgめっきされた真鍮板)を配置して、4端子法により測定した。その結果を表2に示す(表2の「使用時」)。
【0062】
作製した斜め巻きばねに通電して温度の上昇度合いを調べた。通電条件は、電流値:100Aとし、通電開始からの温度変化を図6に示す。また、(通電開始から所定時間(800sec)経過の温度)−通電前の温度を上昇温度とし、上昇温度を表2に示す。
【0063】
【表2】
【0064】
表2に示すように、芯線がγ系ステンレス鋼からなり、外側層が銅やアルミニウム、アルミニウム合金で構成された複合線材からなる試料No.1-1,1-2,1-3の斜め巻きばねは、ビッカース硬度Hvの差が350以上を満たす。そして、この試料No.1-1,1-2,1-3の斜め巻きばねは、ベリリウム銅からなる斜め巻きばねや外側層がγ系ステンレス鋼からなる斜め巻きばねよりも非線形領域が大きく、ばね特性に優れることが分かる。なお、ばね加工前の複合線材も、斜め巻きばねと同様にビッカース硬度Hvの差が350以上を満たしており、斜め巻きばねは、素材に用いた複合線材の硬度差を実質的に維持している。
【0065】
特に、外側層に軟銅を用いた試料No.1-1の斜め巻きばねは、接点部材での使用時を想定した状態において電気抵抗値が0.12m・Ω以下であり、非常に低抵抗であることが分かる。従って、この斜め巻きばねは、導電性に優れると言える。このような結果となった理由は、外側層が導電性に非常に優れる銅で構成されていることで、接触抵抗を低減できたため、かつ、外側層が相対的に低硬度な材料で構成されることで、外側層が変形して接触面積を増大し、接触抵抗が低減できたため、と考えられる。また、試料No.1-1の斜め巻きばねは、導電率自体も高いこと、低抵抗であることで温度上昇も小さいことが分かる。斜め巻きばねを接点部材に利用した場合、斜め巻きばねの抵抗が大きいと、発熱量が多くなり、発熱に伴う温度上昇によって斜め巻きばねに応力緩和(へたり)が生じ得る。応力緩和の大きさによっては、所定のばね荷重が得られなくなる。試料No.1-1のように電気抵抗が小さい斜め巻きばねは、温度上昇に伴う応力緩和が生じ難く、所定のばね荷重を良好に得ることができると言える。つまり、導電率が高く、かつ接点部材として使用した状態における抵抗が低い試料No.1-1のような斜め巻きばねは、接点部材に好適に利用できると言える。
【0066】
外側層にアルミニウムやアルミニウム合金を用いた試料No.1-2,1-3の斜め巻きばねも、試料No.1-1と同様に接点部材での使用時を想定した状態において低抵抗になっていることが分かる。従って、これらの斜め巻きばねも、外側層の変形により接触抵抗が低減でき、導電性に優れると言える。また、試料No.1-2,1-3の斜め巻きばねは、アルミニウムやアルミニウム合金を利用することで、軽量化を図ることができる。
【0067】
以上から、接点部材に利用される斜め巻きばねの外側層は、γ系ステンレス鋼よりも導電率が高く、かつ、相対的に低硬度である材料から構成されることが好ましいと言える。
【0068】
[試験例2]
表1に示す鋼種1の原料素線、及び原料部材として軟銅からなるパイプ材を用意し、試験例1の試料No.1-1と同様に、芯線:γ系ステンレス鋼、外側層:軟銅、線径:φ0.6mmのクラッド線材(複合線材)を作製した。この試験では、種々の大きさの原料素線、及びパイプ材を用意して、外側層の面積割合が異なる複合線材を作製した。
【0069】
得られた複合線材を試験例1と同様にして、同様の仕様の斜め巻きばね(長径l:5.4mm×短径b:5.0mm、ばね長さL:45mm、総巻数:50)を作製し、試験例1と同様にして、外側層の面積割合、ばねの非線形性、ばねの導電率、ばねの電気抵抗(両端、使用時)を調べた。その結果を表3に示す。また、作製した斜め巻きばねに通電して温度の上昇度合いを調べた。通電条件は、電流値:100Aとし、通電開始からの温度変化を図7に示す。更に、試験例1と同様に、所定時間経過後の上昇温度も表3に示す。
【0070】
【表3】
【0071】
表3に示すように斜め巻きばねの複合線材の構成材料が同じ場合、外側層の面積割合が高くなるほど、導電率が高く、かつ低抵抗であること、面積割合が低いほど、非線形領域が大きいことが分かる。また、芯線がγ系ステンレス鋼であると、芯線の面積割合が小さくても(外側層の面積割合が大きくても)、外側層がγ系ステンレス鋼である場合(試験例1の試料No.100)よりも、ばね特性に優れることが分かる。従って、芯線がγステンレス鋼である場合、外側層の割合を大きくできることから、導電性を高められると言える。また、芯線よりも相対的に低抵抗な外側層の割合を大きくすることで、温度上昇も小さいことが分かる。逆に、外側層の面積割合が低いと、ばね特性に更に優れると共に、軽量なばねとすることができると言える。このように特定の積層順序の複合線材であって、かつ内外の硬度差が特定の範囲を満たす材質から構成された斜め巻きばねは、ばね特性と導電性との双方に優れる、と言える。また、特定の積層順序の複合線材であって、かつ内外の硬度差が特定の範囲を満たす材質から構成された複合線材は、ばね特性と導電性との双方に優れる斜め巻きばねが得られる、と言える。更に、この試験から、非線形領域の長さ、使用時の導電性をベリリウム銅からなるばね(試験例1の試料No.200)と同等以上とする場合、外側層の面積割合は、30%〜90%が好ましいと言える。
【0072】
なお、この試験において、斜め巻きばねを構成する線材の組成や硬度差、外側層の面積割合などは、ばね加工前の複合線材の値を実質的に維持していることを確認している。
【0073】
[試験例3]
表1に示す各鋼種の原料素線、及び原料部材として軟銅からなるパイプ材を用意し、試験例1の試料No.1-1と同様に、芯線:γ系ステンレス鋼、外側層:軟銅、線径:φ0.6mmのクラッド線材(複合線材)を作製した。この試験では、芯線の組成が異なる複合線材を作製した。
【0074】
得られた複合線材を試験例1と同様にして、同様の仕様の斜め巻きばね(長径l:5.4mm×短径b:5.0mm、ばね長さL:45mm、総巻数:50)を作製し、試験例1と同様にして、芯線及び外側層のビッカース硬度Hv、外側層の面積割合、ばねの非線形性、ばねの導電率、ばねの電気抵抗(両端、使用時)を調べた。その結果を表4に示す。また、作製した斜め巻きばねに通電して温度の上昇度合いを調べた。通電条件は、電流値:100Aとし、通電開始からの温度変化を図8に示す。更に、試験例1と同様に、所定時間経過後の上昇温度も表4に示す。
【0075】
【表4】
【0076】
表4に示すように、試料No.3-1(試料No.1-1と同様の組成)と比較して、窒素が多い試料No.3-2、NbやTiを含む試料No.3-3,3-4は、ビッカース硬度Hvの差が大きいことが分かる。このため、試料No.3-2〜3-4は、試料No.3-1と同程度の導電性を維持しながら、非線形領域がより大きく、ばね特性により優れている。また、試料No.3-1〜3-4は、温度上昇も小さいことも分かる。
【0077】
表4に示すようにSUS316といったNi当量の高いγ系ステンレス鋼を芯線に用いると、硬度差を十分にとれないことがある。この場合、例えば、伸線加工時の加工度(減面率)を大きくして芯線の強度を高めることで、硬度差を大きくすることが考えられる。しかし、Ni当量の高いγ系ステンレス鋼は積層欠陥エネルギーが高いため、上述のように加工度を大きくしても加工硬化が不十分となることも多い。このようにステンレス鋼の組成は強度に大きな影響を及ぼすことから、ビッカース硬度Hvの差を大きくする手法の一つとして、γ系ステンレス鋼の組成を調整することが利用できる、と言える。
【0078】
[試験例4]
表1に示す鋼種1又は鋼種2の原料素線、及び原料部材として軟銅からなるパイプ材を用意し、試験例1の試料No.1-1と同様に、芯線:γ系ステンレス鋼、外側層:軟銅、線径:φ0.6mmのクラッド線材(複合線材)を作製した。
【0079】
得られた複合線材を試験例1と同様にして、同様の仕様の斜め巻きばね(長径l:5.4mm×短径b:5.0mm、ばね長さL:45mm、総巻数:50)を作製した。試料No.4-2,4-4,4-5のばねには、ばね加工後、熱処理を施した(試料No.4-2:350℃、試料No.4-4:400℃、No.4-5:450℃、保持時間:いずれも30分)。得られたばねに対して、試験例1と同様にして、ばねの非線形性、ばねの導電率、ばねの電気抵抗(両端、使用時)を調べた。ばね加工後に熱処理を施したNo.4-2,4-4,4-5のばねは、熱処理後に上記各特性を調べた。その結果を表5に示す。また、得られたばねを構成する線材の横断面をとり、試験例1と同様にして、外側層の面積割合、芯線及び外側層のビッカース硬度Hvを調べた。その結果を表5に示す。更に、作製した斜め巻きばねに通電して温度の上昇度合いを調べた。通電条件は、電流値:100Aとし、通電開始からの温度変化を図9に示す。加えて、試験例1と同様に、所定時間経過後の上昇温度も表5に示す。
【0080】
【表5】
【0081】
表5に示すように斜め巻きばねを構成する複合線材の構成材料が同じ組成でも、熱処理を施すことで、ビッカース硬度Hvの差をより高められることが分かる。特に、コットレル雰囲気を形成し易いC及びNを多く含有することで、熱処理によって、ビッカース硬度差をより大きくできることが分かる。そして、熱処理を施した試料No.4-2,4-4,4-5は、熱処理を施していない試料No.4-1,4-3よりも使用時の抵抗が低く、かつ非線形領域がより大きく、ばね特性により優れている。また、熱処理を施した試料No.4-2,4-4,4-5は、熱処理を施していない試料No.4-1,4-3よりも低抵抗であることで、温度上昇も小さいことが分かる。このように熱処理を施すことでも、ビッカース硬度Hvの差を容易に大きくでき、より低抵抗で導電性に優れると共に、ばね特性により優れる斜め巻きばねが得られることが分かる。この理由は、熱処理により、芯線を構成するγ系ステンレス鋼が高硬度化・高強度化し、外側層を構成する銅は、伸線加工時に芯線から固溶拡散したFe成分を析出分離することで導電率が高まると共に、軟化されて変形し易くなり、端子部材との接触面積を十分に確保することができたため、と考えられる。
【0082】
[使用例]
上述した試験例1〜試験例4で作製した、芯線がγ系ステンレス鋼、外側層が銅といった導電性に優れる材料からなり、かつビッカース硬度Hvの差が350以上を満たす複合線材からなる斜め巻きばねは、コネクタ接続の接点部材に好適に利用できる。
【0083】
例えば、図10(A)に示すように、雌型コネクタ部60Aの挿入穴62に雄型端子61Aを嵌め込むことでコネクタ接続を行う場合に、雌型コネクタ部60Aの挿入穴62に直線状の取付溝63を設け、この取付溝63の長手方向に斜め巻きばね2を配置した構造が挙げられる。この構造は、例えば、蓄電池や発電機器といった、通電電流値が300A以下の電気機器に利用される。雄型端子61Aを雌型コネクタ部60Aに嵌め込むと、斜め巻きばね2の付勢力により、雌型コネクタ部60Aと雄型端子61Aとは押圧された状態を保持される上に、付勢力により嵌合状態が固定される。特に、本発明斜め巻きばねを利用することで、非線形領域が大きいことから、ばねの変位によらず一定のばね荷重を雌型コネクタ部60A及び雄型端子61Aに付与することができる。
【0084】
或いは、例えば、図10(B)に示すように、雌型コネクタ部60Bの挿入穴62に、その周方向に沿って環状の取付溝63を設け、斜め巻きばね2を円環状に配置した構造が挙げられる。この構造は、雄型端子61Bの全周が斜め巻きばね2に接触可能であり、コネクタ部及び端子の双方がばね荷重を十分に受けられる。なお、図10(B)に示す雌型コネクタ部60Bは、複数(ここでは3つ。2つ又は4つ以上も有り得る)の挿入穴62を具え、複数の雄型端子61Bが嵌合する構造である。この構造は、例えば、ハイブリッド自動車や電気自動車などの車載機器といった、通電電流値が100アンペア〜200アンペア程度の機器に利用される。
【0085】
或いは、例えば、図10(C)に示すように、雌型コネクタ部60Cの挿入穴62には取付溝がなく、雄型端子61Cの周方向に円環状の取付溝64が設けられて、斜め巻きばね2を円環状に配置した構造が挙げられる。このように接点部材となる斜め巻きばねは、コネクタ接続に利用される雌型部材・雄型部材のいずれにも配置可能である。
【0086】
なお、本発明は、上述した実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲で適宜変更することが可能である。例えば、雄型コネクタ部と雌型端子とによるコネクタ接続の接点部材にも本発明斜め巻きばねを利用できる。
【産業上の利用可能性】
【0087】
本発明斜め巻きばねは、蓄電池、発電機器、車載部品などの種々の電気機器と、電線とのコネクタ接続における接点部材に好適に利用することができる。本発明斜め巻きばね用鋼線は、上記本発明斜め巻きばねの素材に好適に利用することができる。
【符号の説明】
【0088】
1 複合線材(斜め巻きばね用線材) 11 芯線 12 外側層
50 挟持部材 51,52 端子部材
60A,60B,60C 雌型コネクタ部 61A,61B,61C 雄型端子 62 挿入穴 63,64 取付溝
【技術分野】
【0001】
本発明は、コネクタ接続の接点部材などに利用される斜め巻きばね、及びこの斜め巻きばねの素材に利用される斜め巻きばね用線材に関するものである。特に、ばね特性及び導電性の双方に優れる斜め巻きばね、及びこのばねの素材に適した斜め巻きばね用線材に関するものである。
【背景技術】
【0002】
種々の電気機器と電線とを電気的に接続する構造として、従来、電気機器に設けられたコネクタ部に、電線の端部に設けられた端子を差し込むコネクタ接続が利用されている。また、コネクタ部と端子との接触状態を十分に維持するための多接点部材として、斜め巻きばね(傾斜コイルばね)が利用されている(例えば、特許文献1参照)。斜め巻きばねとは、ピッチ角が周期的に変化する傾斜コイルばねであり、この構造のばねは、その周面に荷重をかけ、各コイルがコイルの軸に対して傾斜した状態に倒れながら圧縮されることにより、例えば、接点として機能する。コネクタ部と端子との間にこの斜め巻きばねを介在させ、ばね荷重(ばねの付勢力)をコネクタ部と端子との双方に作用させることで、コネクタ部と端子との両者の接触状態を十分に維持することができる。
【0003】
接点部材には、導電率が高いことが望まれる。従って、上記斜め巻きばねの素材には、従来、特許文献1に記載されるように銅が利用されている。
【0004】
しかし、銅は強度が低いことから、銅製の斜め巻きばねでは、端子の抜き差し動作の繰り返しによりへたり易い(塑性変形し易い)。そのため、銅製の斜め巻きばねでは、当該ばねをその軸方向に垂直な方向に圧縮したときのばねの高さの変位(増加)に対して、必要なばね荷重が得られない上に、斜め巻きばねの特性であるばね荷重の非線形領域が得られない。非線形領域とは、ばね荷重が変位量によらず一定して十分な大きさを示す変位領域をいう。従って、特にばね特性(荷重、非線形性)にも優れることが望まれる場合、上記斜め巻きばねの素材には、高強度で導電率が高いベリリウム銅が利用されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008-176965号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、ベリリウム(Be)は、人体に有害であり、使用を低減することが望まれる。従って、ベリリウム銅を素材に用いなくても、ベリリウム銅と同等程度、或いは同等以上の導電性を有し、かつばね特性に優れる斜め巻きばね、及びその素材の開発が望まれる。
【0007】
そこで、本発明の目的の一つは、ばね特性及び導電性に優れる斜め巻きばねが得られる斜め巻きばね用線材を提供することにある。また、本発明の他の目的は、ばね特性及び導電性に優れる斜め巻きばねを提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは、接点部材に用いられる斜め巻きばねに求められる二つの特性、即ち、導電性に優れること、かつ、へたり難いこと(代表的にはばね荷重が大きいこと、非線形領域が大きいこと)、という二つの特性を満たす構成を種々検討した。その結果、斜め巻きばねの構成材料を単一の材質とすると、ばね特性の向上が難しいことから、複数の異なる材質で構成することを検討した。具体的には、導電率が高い材質と、高強度な材質とを利用し、芯線と、芯線の外周を覆う外側層とを具える複合線材を検討した。そして、コネクタ接続の接点部材に利用される斜め巻きばねでは、(1)外側層は、導電性に優れる材質から構成されること、(2)芯線と外側層との硬度差が十分に大きいこと、が好ましい、との知見を得た。
【0009】
上記知見に基づき、本発明は、芯線及び外側層の構成材料を、特定の硬度差を満たすものとすると共に、外側層を導電性に優れる材質とすることを規定する。
【0010】
本発明の斜め巻きばね用線材は、斜め巻きばねの素材に利用される線材であり、芯線とこの芯線の外周に設けられた外側層とを具える複合線材から構成される。上記芯線は、オーステナイト系ステンレス鋼から構成され、上記外側層は、銅、銅合金、アルミニウム、及びアルミニウム合金から選択される1種の金属から構成される。そして、上記芯線と上記外側層とのビッカース硬度Hvの差が350以上である。
【0011】
上記本発明斜め巻きばね用線材を用いることで、本発明斜め巻きばねを製造することができる。本発明の斜め巻きばねは、芯線とこの芯線の外周に設けられた外側層とを具える複合線材から構成される。上記芯線は、オーステナイト系ステンレス鋼から構成され、上記外側層は、銅、銅合金、アルミニウム、及びアルミニウム合金から選択される1種の金属から構成される。そして、上記芯線と上記外側層とのビッカース硬度Hvの差が350以上である。
【0012】
本発明斜め巻きばねをコネクタ接続の接点部材に利用した場合、導電性に優れる材質からなる外側層がコネクタ部と端子との双方に直接接触するため、十分な導通を確保できる。即ち、銅などと比較して導電率が低いステンレス鋼により外側層が構成された場合と比較して、本発明斜め巻きばねは、上記接点部材としての使用時に接触抵抗を低減できる。また、本発明斜め巻きばねは、芯線と外側層との硬度差が十分に大きく、外側層が相対的に低硬度となることで変形し易い。従って、本発明斜め巻きばねは、接点部材に利用した場合、外側層が十分に変形可能であり、変形によりコネクタ部と端子との双方に十分接触できる。この点からも接触抵抗を低減できることから、本発明斜め巻きばねは、接触抵抗の低減により、導電性に優れる。
【0013】
かつ、本発明斜め巻きばねは、芯線が相対的に十分に高硬度であることで、ばね全体の高強度化を図ることができる。従って、本発明斜め巻きばねは、十分なばね荷重が得られると共に、非線形領域が大きく、非線形性に優れる。そのため、本発明斜め巻きばねは、接点部材に利用した場合、端子の抜き差しを繰り返してもへたり難く、接点部材の信頼性を高められる。また、非線形性に優れることで本発明斜め巻きばねは、製造誤差によりばねの寸法にばらつきがあり、接点部材に利用した場合にばねの軸方向に垂直な方向に圧縮されたばねの高さにばらつきがあっても、非線形領域が大きいことで上記ばねの高さによらず、コネクタ部及び端子の双方に、所定のばね荷重を与えられる。つまり、本発明斜め巻きばねは、製造誤差の吸収も可能であり、端子の抜き差しの繰り返しによるばねの高さの変位が生じない場合でも、接点部材の信頼性を高められる。
【0014】
本発明斜め巻きばね用線材は、導電性に優れ、かつ非線形性にも優れる斜め巻きばねを提供することができる。
【0015】
上述のように特定の積層順序の複合線材とすると共に、内外の材質を特定の材質とし、接触抵抗の低減による良好な導電性の確保、かつ高強度材の具備による良好なばね特性の確保を両立するには、複合線材の内外の硬度差を指標にすることができる、と言える。そこで、本発明では、ビッカース硬度Hvの差を規定する。
【0016】
本発明の一形態として、上記オーステナイト系ステンレス鋼は、質量%で、C:0.05%以上0.1%以下、及びN:0.1%以上0.3%以下の少なくとも一方を満たす形態が挙げられる。
【0017】
上記ステンレス鋼は、炭素(C)や窒素(N)を多く含むことで強度に優れる。また、芯線が高強度なステンレス鋼から構成されるため、例えば、当該芯線を細くできる、即ち、外側層の割合を相対的に多くできる。これらのことから、上記ステンレス鋼からなる芯線を具える上記形態は、ばね特性及び導電性の双方に優れる斜め巻きばねが得られる。或いは、芯線の細経化により、斜め巻きばねの小型化(細径化)を図ることができる。
【0018】
本発明の一形態として、上記複合線材の横断面に対する外側層の面積割合が30%以上90%以下である形態が挙げられる。
【0019】
上記形態は、外側層の割合が十分に高く、導電性に優れ、かつ高強度な芯線も十分に存在するため、ばね特性及び導電性の双方に優れる斜め巻きばねが得られる。
【0020】
本発明の一形態として、上記芯線と上記外側層とのビッカース硬度Hvの差が400以上である形態が挙げられる。
【0021】
上記形態は、芯線がより高硬度であり、かつ外側層が相対的に低硬度な材料、例えば、軟銅などの高導電率の材料で構成されるため、ばね特性により優れると共に、導電性にもより優れる斜め巻きばねが得られる。
【0022】
本発明の一形態として、上記オーステナイト系ステンレス鋼が、質量%で、C:0.05%以上0.1%以下及びN:0.1%以上0.3%以下の少なくとも一方を満たし、かつSi:0.3%以上2.0%以下、Mn:0.5%以上4.0%以下、Cr:16%以上20%以下、Ni:6.0%以上14.0%以下を含有し、残部がFe及び不可避的不純物からなる形態が挙げられる。
【0023】
上記ステンレス鋼は、炭素(C)や窒素(N)が高濃度であることで、上述のように高強度である。また、上述のように芯線の高強度化により、芯線の細経化が可能であるため、外側層の増大を図ることができる。これらのことより、上記形態は、ばね特性及び導電性の双方に優れる斜め巻きばねが得られる。或いは、芯線の細経化により、斜め巻きばねの小型化(細径化)を図ることができる。
【0024】
上記オーステナイト系ステンレス鋼として、更に、質量%で、Mo:0.1%以上4.0%以下、Nb:0.1%以上2.0%以下、及びTi:0.1%以上2.0%以下から選択される1種又は2種の元素を含有する形態が挙げられる。
【0025】
上記ステンレス鋼は、Mo,Nb,Tiが添加されることで更に高強度である。また、上述のように芯線の高強度化により芯線の細経化が可能であるため、外側層の増大を図ることができる。これらのことより、上記形態は、ばね特性及び導電性の双方により優れる斜め巻きばねが得られる。或いは、芯線の細経化により、斜め巻きばねの小型化(細径化)を図ることができる。
【発明の効果】
【0026】
本発明斜め巻きばねは、ばね特性及び導電性の双方に優れる。本発明斜め巻きばね用線材は、ばね特性及び導電性の双方に優れる斜め巻きばねが得られる。
【図面の簡単な説明】
【0027】
【図1】図1(A)は、実施形態に係る斜め巻きばね用線材の横断面図、図1(B)は、実施形態に係る斜め巻きばねの正面図及び側面図である。
【図2】図2は、斜め巻きばねの非線形性の測定方法を説明する説明図である。
【図3】図3は、ばね高さの変位とばね荷重との関係を示すグラフである。
【図4】図4は、斜め巻きばねの電気抵抗率の測定方法を説明する説明図である。
【図5】図5は、斜め巻きばねを接点部材に用いた場合を想定した電気抵抗率の測定方法を説明する説明図であり、図5(A)は側面図、図5(B)は正面図を示す。
【図6】図6は、試験例1において作製した斜め巻きばねに通電したときの通電時間と温度上昇との関係を示すグラフである。
【図7】図7は、試験例2において作製した斜め巻きばねに通電したときの通電時間と温度上昇との関係を示すグラフである。
【図8】図8は、試験例3において作製した斜め巻きばねに通電したときの通電時間と温度上昇との関係を示すグラフである。
【図9】図9は、試験例4において作製した斜め巻きばねに通電したときの通電時間と温度上昇との関係を示すグラフである。
【図10】図10は、斜め巻きばねを接点部材に用いた使用例を示す概略説明図である。
【発明を実施するための形態】
【0028】
以下、本発明をより詳細に説明する。
なお、以下の説明において「組成」の含有量は全て「質量%」である。
【0029】
[複合線材]
(芯線)
芯線は、主として複合線材のばね特性を確保することに寄与する。この芯線の構成材料は、炭素(C)を含有する鉄基合金、即ち鋼であって、クロム(Cr)及びニッケル(Ni)を更に含有し、オーステナイト組織(γ組織)を有するステンレス鋼とする。代表的には、C,Cr,Ni、マンガン(Mn)、珪素(Si)を含有し、残部がFe及び不可避的不純物からなるステンレス鋼であり、例えば、18Cr-8Niステンレス鋼が挙げられる。特に、本発明では、このγ系ステンレス鋼は、後述する外側層とのビッカース硬度Hvの差が350以上を満たす組成からなるものとする。このような組成として、例えば、汎用の鋼種:SUS304を利用することができる。
【0030】
特に、Cや窒素(N)の含有量が高いγ系ステンレス鋼は、ビッカース硬度(絶対値)が大きくなり易く、上記硬度差を十分に大きくとることができる。具体的には、C:0.05%以上及びN:0.1%以上の少なくとも一方を満たすことが好ましく、双方を満たすことがより好ましい。
【0031】
Cは、強力なオーステナイト形成元素であり、ひずみの導入による強化や転位の固着による強化を図ることができる。また、熱処理により、硬度や強度を更に向上できる。Cが多いほど、高硬度化・高強度化を図ることができるが、多過ぎると、Crの炭化物が生成され易くなり、Crの欠乏により靭性の低下や耐食性の低下を招く。従って、Cの含有量は、0.1%以下が好ましく、0.06%以上0.08%以下がより好ましい。
【0032】
Nも、強力なオーステナイト形成元素であり、転位の固着効果を有する。Nも多いほど、高硬度化・高強度化を図ることができる。しかし、Nが多過ぎると、溶解・鋳造時にブローホールの発生要因となるため、0.3%以下が好ましい。Nのより好ましい含有量は、0.15%以上0.25%以下である。
【0033】
より具体的な組成として、例えば、C:0.05%〜0.1%及びN:0.1%〜0.3%の少なくとも一方を満たし、Si:0.3%〜2.0%、Mn:0.5%〜4.0%、Cr:16%〜20%、Ni:6.0%〜14.0%を含有し、残部がFe及び不可避的不純物が挙げられる。更に、Mo:0.1%〜4.0%、Nb:0.1%〜2.0%、及びTi:0.1%〜2.0%から選択される1種又は2種の元素を含有する形態が挙げられる。
【0034】
Crは、γ系ステンレス鋼の主要構成元素であり、耐熱性、耐酸化性などに寄与する。γ相の安定性を考慮すると、16%以上が好ましく、靭性の劣化を考慮すると、20%以下が好ましい。Crのより好ましい含有量は、17.0%以上19.0%以下である。
【0035】
Niは、γ相の安定化に効果がある元素であり、γ相の安定性を考慮すると、6.0%以上が好ましく、Nを比較的多く含む場合にNiを多く含むとブローホールが発生し易くなることから、14.0%以下が好ましい。Niのより好ましい含有量は、8.0%以上11.0%以下である。
【0036】
Siは、溶解精錬時の脱酸剤として作用する。脱酸剤としての効果を得るためには、Siの含有量は0.3%以上が好ましい。Siが多いほど強度、耐食性の向上が望めるが、靭性の劣化が懸念される。靭性の劣化を考慮すると、2.0%以下が好ましい。Siのより好ましい含有量は、0.4%以上1.2%以下である。
【0037】
Mnは、Siと同様に溶解精錬時の脱酸剤に利用される。また、Mnは、γ相の安定化にも寄与することから、0.5%以上が好ましく、高温での耐酸化性を考慮すると、4.0%以下が好ましい。Mnのより好ましい含有量は、1.0%以上3.0%以下である。
【0038】
Mo,Nb,Tiはいずれも、上記特定の範囲で含有することで、γ相中に固溶して機械的特性を向上させることができる。各元素のより好ましい含有量は、Mo:0.5%以上3.0%以下、Nb:0.8%以上1.5%以下、Ti:0.4%以上1.0%以下である。
【0039】
(外側層)
外側層の構成材料は、銅、銅合金、アルミニウム、及びアルミニウム合金から選択される1種とし、芯線を構成する上述のγ系ステンレス鋼よりも、ビッカース硬度Hvが350以上小さいものとする。これらの金属は、上述のγ系ステンレス鋼よりも導電率が高いことから、外側層は主として複合線材の導電性を確保することに寄与する。また、これらの金属は、上述のγ系ステンレス鋼よりも相対的に柔らかいため、複合線材の製造時、芯線の原料素線の変形に十分に追従することができる。更に、これらの金属は、相対的に柔らかいことで容易に変形できる。そのため、本発明斜め巻きばね用線材から製造された斜め巻きばねを接点部材に利用した場合、外側層を構成するこれらの金属は、端子の挿入時の押圧力により十分に変形して、コネクタ部及び端子の双方との接触面積を十分に確保できる。従って、このような外側層により、コネクタ部及び端子との接触抵抗を効果的に低減して、導電性に優れる斜め巻きばねが得られる。
【0040】
銅は、Cu含有量が99.9%以上のいわゆる純銅、代表的には軟銅(導電率:100%IACS)が挙げられる。銅合金は、例えば、リン青銅(例えば、Sn:5.5%〜7.0%、P:0.03%〜0.35%を含有するもの。具体的にはJIS規格のC5191など)、黄銅(例えば、Zn:38%〜41%を含有するもの。具体的には、JIS規格のC2801など)が挙げられる。銅や銅合金は、導電率が高い上に、ステンレス鋼との熱膨張係数の差及び腐食電位の差が小さく、ステンレス鋼との複合線材の構成材料に好適である。なお、外側層の構成材料をベリリウム銅とした場合でも本発明では芯線を具えることから、斜め巻きばねや斜め巻きばね用線材の全体がベリリウム銅から構成される場合と比較して、ベリリウム銅の使用量を低減できる。従って、上記銅合金としてベリリウム銅を用いることができるが、使用しない方が好ましい。
【0041】
アルミニウムは、Al含有量が99.0%以上のいわゆる純アルミニウム(JIS規格の1000系。例えば、A1050、A1070、A1085、A1100など)、アルミニウム合金は、例えば、Al-Cu系合金(JIS規格の2000系。例えば、A2017など)、Al-Mg系合金(JIS規格の5000系。例えば、A5052、A5083など)、Al-Zn-Mg系合金(JIS規格の7000系。例えば、A7075など)などが挙げられる。アルミニウムやアルミニウム合金は、軽量であり、複合線材の軽量化を図ることができる。
【0042】
(芯線と外側層との比率)
上記複合線材の横断面における外側層の面積割合が高いほど、導電性に優れ、芯線の面積割合が高いほど、高強度である。本発明斜め巻きばね用線材から製造された斜め巻きばねを接点部材に利用する場合、十分な導電性を得るためには、上記外側層の面積割合は、30%以上が好ましい。芯線と外側層とのビッカース硬度Hvの差が大きいほど、芯線は相対的に高硬度・高強度であることから、芯線を細くしても、十分な強度を維持できるため、外側層の面積割合を増大できる。しかし、外側層の面積割合が大き過ぎると、複合線材の製造時において伸線性の低下や斜め巻きばねのばね特性の低下を招くことから、外側層の面積割合は90%以下が好ましい。外側層の面積割合のより好ましい範囲は、30%以上60%以下である。
【0043】
(線径)
上記複合線材は、所望の斜め巻きばねが得られるように、種々の線径を選択することができる。コネクタ接続の接点部材に利用される斜め巻きばねの素材とする場合、線径は、0.2mm〜1.2mmが挙げられる。
【0044】
(機械的特性)
そして、本発明では、芯線は、外側層よりもビッカース硬度Hvが高く、その差が350以上であることを最大の特徴とする。この硬度差が高いほど、芯線のビッカース硬度の絶対値も相対的に大きくなって強度が高くなり、非線形領域が大きく、かつ導電性に優れる斜め巻きばねが得られる。従って、上記硬度差は、高いほど好ましく、380以上、更に400以上が好ましく、特に上限は設けない。芯線のビッカース硬度Hvの絶対値は、600以上、更に650以上が好ましい。
【0045】
(電気的特性)
本発明斜め巻きばね用線材は、導電率が高く、外側層の面積割合にもよるが、20%IACS以上を満たす形態とすることができる。外側層の面積割合が高いほど、導電率も高くなり、50%IACS以上を満たす形態とすることができる。
【0046】
[斜め巻きばね]
本発明斜め巻きばねを構成する複合線材は、芯線と外側層とのビッカース硬度Hvの差が350以上を満たす。従って、本発明斜め巻きばねは、同様の仕様としたベリリウム銅製の斜め巻きばねと比較して、高強度化が可能であるため、ばね荷重をより大きくしたり、非線形領域をより大きくしたり、低抵抗にしたりすることができる。また、後述する試験例に示すように、ばね加工後、熱処理を施すことで、硬度差が更に大きいばねとすることができる。
【0047】
本発明斜め巻きばねの軸方向の長さ、長径、短径、巻き数などは、適宜選択することができる。なお、本発明斜め巻きばねは、素材に用いた線材(代表的には、本発明斜め巻きばね用線材)における硬度差を実質的に維持する、或いは、同硬度差がより大きい。また、本発明斜め巻きばねを構成する複合線材の組成、外側層の面積割合、線径、導電率は、素材に用いた線材(代表的には、本発明線材)における組成、外側層の面積割合、線径、導電率を実質的に維持する。
【0048】
[製造方法]
本発明斜め巻きばね用線材は、いわゆるクラッド線の製造方法、即ち、芯線となる原料素線の準備・外側層となる原料部材の準備→原料素線と原料部材との一体化物の作製→一体化物の伸線加工、という工程を経て製造することができる。原料素線の製造には、公知のγ系ステンレス鋼線の製造方法を利用でき、代表的には、溶製→熱間鍛造→熱間圧延→伸線加工という工程を経て原料素線を製造することができる。外側層の原料部材には、パイプ材、帯状材、板状材を利用することができる。上記一体化物は、例えば、原料素線をパイプ材に挿入したり、原料素線の外周に帯状材を巻き付けたり、板状材で包んだりすることで製造することができる。パイプ材、帯状材、板状材の製造には、公知の銅パイプや銅板、アルミニウムパイプやアルミニウム板の製造方法を利用できる。パイプ材は、代表的には、溶解→鋳造→熱間押出→冷間圧延→抽伸(引き抜き、延伸)、板状材は、溶解→鋳造→熱間圧延→冷間圧延という工程を経て製造することができる。原料素線の線径、パイプ材や板状材・帯状材の厚さ(外径)、伸線加工度などは、複合線材の最終線径や強度、外側層の面積割合が所望の値となるように適宜選択することができる。
【0049】
上記原料素線と原料部材とは、十分な硬度差を有する。従って、上記複合化のための伸線加工時、原料素線と原料部材との境界部分に、伸線加工により加えられる応力のずれが生じ難く、原料素線に追従するように原料部材が十分に変形する。そのため、得られた複合線材において芯線と外側層との境界部分が機械的弱点に実質的にならず、この複合線材により製造された本発明斜め巻きばねは、非線形性に優れる。
【0050】
上記複合化のための伸線加工後、熱処理を施してもよい。熱処理を施すことで、特にC,Nなどを多く含むγ系ステンレス鋼の硬度をより高められ、芯線と外側層との硬度差をより大きくすることができる。芯線の材質にもよるが、例えば、上記硬度差を400以上、更に450以上、特に500以上とすることができ、ばね特性に更に優れる斜め巻きばねが得られる。一方、外側層は、この熱処理によりいわば時効処理が施された状態となるため、導電率をより高められる。この熱処理の温度は、例えば、400℃以上500℃以下が挙げられる。
【0051】
上記本発明斜め巻きばね用線材を螺旋状に巻回することで、本発明斜め巻きばねを製造することができる。巻回方法は、公知の方法を利用できる。ばね加工後に歪み取りを目的とした熱処理を施すと、よりへたり難くすることができる。この熱処理の温度は、例えば、200℃以上300℃以下が挙げられる。また、この熱処理の温度を上述のように高めると、上述のようにビッカース硬度Hvの差をより大きくすることができ、歪み除去による高強度化に加えて、ばね特性及び導電性の更なる向上も図ることができる。
【0052】
以下、試験例を挙げて、本発明斜め巻きばね用線材及び本発明斜め巻きばねの特性を説明する。表1は、以下の試験例に用いる素材の材質を示す(各元素の含有量:質量%)。鋼種1は、SUS304相当材であり、鋼種3は、SUS316相当材、Al(1)は、A1050相当材、Al(2)は、A2017相当材である。
【0053】
【表1】
【0054】
[試験例1]
表1に示す鋼種1の原料素線、及び原料部材として軟銅からなるパイプ材、アルミニウムからなるパイプ材、アルミニウム合金からなるパイプ材を用意し、各パイプ材にそれぞれ原料素線を挿入した一体化物に伸線加工を施し、線径:φ0.6mmのクラッド線材(複合線材)を作製した(試料No.1-1,1-2,1-3)。原料素線、パイプ材は公知の製造条件により作製した。複合化のための伸線加工は、銅線などの製造に利用される製造設備を利用することができる。この試験では、上記製造設備を利用して、複合線材の内部が均一的に加工されるようにダイス角度や加工度などを調整して複合線材を作製した。得られた試料No.1-1,1-2,1-3の複合線材1は、図1(A)に示すように、γ系ステンレス鋼からなる芯線11と、芯線11の全周を覆い、軟銅やアルミニウム、アルミニウム合金からなる外側層12とを具える。外側層12の厚さは、芯線11の全周に亘り、均一的である。
【0055】
比較材として、軟銅からなる原料素線と鋼種1からなるパイプ材とを用意して、線径:φ0.6mmのクラッド線材を作製した(試料No.100)。原料素線、パイプ材は公知の製造条件により作製した。複合化は、上記試料No.1-1と同様の製造設備を用いて行った。別の比較材として、ベリリウム銅(Be:0.15質量%〜2.00質量%)からなり、線径:φ0.6mmの線材を用意した(試料No.200)。
【0056】
用意した線材を螺旋状に巻回して斜め巻きばね2(図1(B))を作製した。ばねの仕様は、長径l(mm):5.4mm×短径b(mm):5.0mmの楕円端面、ばね長さL:45mm、総巻数:50である(図1(B)の巻数、ばねの軸方向に対するコイルの傾斜角は例示である)。
【0057】
作製した斜め巻きばねを構成する線材の横断面をとり、当該横断面における外側層の面積割合を調べた。その結果を表2に示す。また、この横断面を用いて、芯線及び外側層のビッカース硬度Hvを測定した。その結果を表2に示す。ビッカース硬度Hvは、上記横断面において、芯線は、その中心位置、外側層はその厚さ方向の中心位置にそれぞれ圧子を押し当てて測定する。なお、上記用意した線材も、その横断面をとり、上記と同様にして芯線及び外側層のビッカース硬度Hvをそれぞれ測定することができる。
【0058】
作製した斜め巻きばねの非線形性を調べた。その結果を表2に示す。ここでは、斜め巻きばねが接点部材に利用され、コネクタ部と端子とに押圧された状態を想定して、図2に示すように斜め巻きばね2をその軸方向に垂直な方向に圧縮できるように一対の挟持部材50で挟む。この状態で変位量(ばねの押し付け量=ばね高さ(斜め巻きばねの軸方向に垂直な方向の大きさ)の変位量)を増加させたときの荷重を調べる。変位量を増加しても荷重がほとんど上昇しない、或いは上昇が小さい場合、斜め巻きばねは、変位量によらず一定のばね荷重が得られる領域が大きいと言える。そこで、ここでは、荷重の変化が20N以内となる変位量の最大値を非線形領域の長さとする。この非線形領域が長いほど、非線形性に優れると言える。
【0059】
作製した斜め巻きばねの導電率を調べた。導電率は、斜め巻きばねの両端に端子部材を接触させて求めた。その結果を表2に示す。
【0060】
作製した斜め巻きばねの電気抵抗率を調べた。ここでは、二通りの方法で調べた。一つは、図4に示すように、斜め巻きばね2の両端を一対の端子部材51(ここではAgめっきされた真鍮板)で挟み、4端子法により測定した(ばねの抵抗値=全体抵抗−(一方の端子部材の抵抗+他方の端子部材の抵抗))。その結果を表2に示す(表2の「両端」)。
【0061】
他の一つは、斜め巻きばねが接点部材に利用され、コネクタ部と端子とに挟まれた状態を想定して、図5に示すように斜め巻きばね2をその軸方向に垂直な方向に挟むように一対の端子部材52(ここではAgめっきされた真鍮板)を配置して、4端子法により測定した。その結果を表2に示す(表2の「使用時」)。
【0062】
作製した斜め巻きばねに通電して温度の上昇度合いを調べた。通電条件は、電流値:100Aとし、通電開始からの温度変化を図6に示す。また、(通電開始から所定時間(800sec)経過の温度)−通電前の温度を上昇温度とし、上昇温度を表2に示す。
【0063】
【表2】
【0064】
表2に示すように、芯線がγ系ステンレス鋼からなり、外側層が銅やアルミニウム、アルミニウム合金で構成された複合線材からなる試料No.1-1,1-2,1-3の斜め巻きばねは、ビッカース硬度Hvの差が350以上を満たす。そして、この試料No.1-1,1-2,1-3の斜め巻きばねは、ベリリウム銅からなる斜め巻きばねや外側層がγ系ステンレス鋼からなる斜め巻きばねよりも非線形領域が大きく、ばね特性に優れることが分かる。なお、ばね加工前の複合線材も、斜め巻きばねと同様にビッカース硬度Hvの差が350以上を満たしており、斜め巻きばねは、素材に用いた複合線材の硬度差を実質的に維持している。
【0065】
特に、外側層に軟銅を用いた試料No.1-1の斜め巻きばねは、接点部材での使用時を想定した状態において電気抵抗値が0.12m・Ω以下であり、非常に低抵抗であることが分かる。従って、この斜め巻きばねは、導電性に優れると言える。このような結果となった理由は、外側層が導電性に非常に優れる銅で構成されていることで、接触抵抗を低減できたため、かつ、外側層が相対的に低硬度な材料で構成されることで、外側層が変形して接触面積を増大し、接触抵抗が低減できたため、と考えられる。また、試料No.1-1の斜め巻きばねは、導電率自体も高いこと、低抵抗であることで温度上昇も小さいことが分かる。斜め巻きばねを接点部材に利用した場合、斜め巻きばねの抵抗が大きいと、発熱量が多くなり、発熱に伴う温度上昇によって斜め巻きばねに応力緩和(へたり)が生じ得る。応力緩和の大きさによっては、所定のばね荷重が得られなくなる。試料No.1-1のように電気抵抗が小さい斜め巻きばねは、温度上昇に伴う応力緩和が生じ難く、所定のばね荷重を良好に得ることができると言える。つまり、導電率が高く、かつ接点部材として使用した状態における抵抗が低い試料No.1-1のような斜め巻きばねは、接点部材に好適に利用できると言える。
【0066】
外側層にアルミニウムやアルミニウム合金を用いた試料No.1-2,1-3の斜め巻きばねも、試料No.1-1と同様に接点部材での使用時を想定した状態において低抵抗になっていることが分かる。従って、これらの斜め巻きばねも、外側層の変形により接触抵抗が低減でき、導電性に優れると言える。また、試料No.1-2,1-3の斜め巻きばねは、アルミニウムやアルミニウム合金を利用することで、軽量化を図ることができる。
【0067】
以上から、接点部材に利用される斜め巻きばねの外側層は、γ系ステンレス鋼よりも導電率が高く、かつ、相対的に低硬度である材料から構成されることが好ましいと言える。
【0068】
[試験例2]
表1に示す鋼種1の原料素線、及び原料部材として軟銅からなるパイプ材を用意し、試験例1の試料No.1-1と同様に、芯線:γ系ステンレス鋼、外側層:軟銅、線径:φ0.6mmのクラッド線材(複合線材)を作製した。この試験では、種々の大きさの原料素線、及びパイプ材を用意して、外側層の面積割合が異なる複合線材を作製した。
【0069】
得られた複合線材を試験例1と同様にして、同様の仕様の斜め巻きばね(長径l:5.4mm×短径b:5.0mm、ばね長さL:45mm、総巻数:50)を作製し、試験例1と同様にして、外側層の面積割合、ばねの非線形性、ばねの導電率、ばねの電気抵抗(両端、使用時)を調べた。その結果を表3に示す。また、作製した斜め巻きばねに通電して温度の上昇度合いを調べた。通電条件は、電流値:100Aとし、通電開始からの温度変化を図7に示す。更に、試験例1と同様に、所定時間経過後の上昇温度も表3に示す。
【0070】
【表3】
【0071】
表3に示すように斜め巻きばねの複合線材の構成材料が同じ場合、外側層の面積割合が高くなるほど、導電率が高く、かつ低抵抗であること、面積割合が低いほど、非線形領域が大きいことが分かる。また、芯線がγ系ステンレス鋼であると、芯線の面積割合が小さくても(外側層の面積割合が大きくても)、外側層がγ系ステンレス鋼である場合(試験例1の試料No.100)よりも、ばね特性に優れることが分かる。従って、芯線がγステンレス鋼である場合、外側層の割合を大きくできることから、導電性を高められると言える。また、芯線よりも相対的に低抵抗な外側層の割合を大きくすることで、温度上昇も小さいことが分かる。逆に、外側層の面積割合が低いと、ばね特性に更に優れると共に、軽量なばねとすることができると言える。このように特定の積層順序の複合線材であって、かつ内外の硬度差が特定の範囲を満たす材質から構成された斜め巻きばねは、ばね特性と導電性との双方に優れる、と言える。また、特定の積層順序の複合線材であって、かつ内外の硬度差が特定の範囲を満たす材質から構成された複合線材は、ばね特性と導電性との双方に優れる斜め巻きばねが得られる、と言える。更に、この試験から、非線形領域の長さ、使用時の導電性をベリリウム銅からなるばね(試験例1の試料No.200)と同等以上とする場合、外側層の面積割合は、30%〜90%が好ましいと言える。
【0072】
なお、この試験において、斜め巻きばねを構成する線材の組成や硬度差、外側層の面積割合などは、ばね加工前の複合線材の値を実質的に維持していることを確認している。
【0073】
[試験例3]
表1に示す各鋼種の原料素線、及び原料部材として軟銅からなるパイプ材を用意し、試験例1の試料No.1-1と同様に、芯線:γ系ステンレス鋼、外側層:軟銅、線径:φ0.6mmのクラッド線材(複合線材)を作製した。この試験では、芯線の組成が異なる複合線材を作製した。
【0074】
得られた複合線材を試験例1と同様にして、同様の仕様の斜め巻きばね(長径l:5.4mm×短径b:5.0mm、ばね長さL:45mm、総巻数:50)を作製し、試験例1と同様にして、芯線及び外側層のビッカース硬度Hv、外側層の面積割合、ばねの非線形性、ばねの導電率、ばねの電気抵抗(両端、使用時)を調べた。その結果を表4に示す。また、作製した斜め巻きばねに通電して温度の上昇度合いを調べた。通電条件は、電流値:100Aとし、通電開始からの温度変化を図8に示す。更に、試験例1と同様に、所定時間経過後の上昇温度も表4に示す。
【0075】
【表4】
【0076】
表4に示すように、試料No.3-1(試料No.1-1と同様の組成)と比較して、窒素が多い試料No.3-2、NbやTiを含む試料No.3-3,3-4は、ビッカース硬度Hvの差が大きいことが分かる。このため、試料No.3-2〜3-4は、試料No.3-1と同程度の導電性を維持しながら、非線形領域がより大きく、ばね特性により優れている。また、試料No.3-1〜3-4は、温度上昇も小さいことも分かる。
【0077】
表4に示すようにSUS316といったNi当量の高いγ系ステンレス鋼を芯線に用いると、硬度差を十分にとれないことがある。この場合、例えば、伸線加工時の加工度(減面率)を大きくして芯線の強度を高めることで、硬度差を大きくすることが考えられる。しかし、Ni当量の高いγ系ステンレス鋼は積層欠陥エネルギーが高いため、上述のように加工度を大きくしても加工硬化が不十分となることも多い。このようにステンレス鋼の組成は強度に大きな影響を及ぼすことから、ビッカース硬度Hvの差を大きくする手法の一つとして、γ系ステンレス鋼の組成を調整することが利用できる、と言える。
【0078】
[試験例4]
表1に示す鋼種1又は鋼種2の原料素線、及び原料部材として軟銅からなるパイプ材を用意し、試験例1の試料No.1-1と同様に、芯線:γ系ステンレス鋼、外側層:軟銅、線径:φ0.6mmのクラッド線材(複合線材)を作製した。
【0079】
得られた複合線材を試験例1と同様にして、同様の仕様の斜め巻きばね(長径l:5.4mm×短径b:5.0mm、ばね長さL:45mm、総巻数:50)を作製した。試料No.4-2,4-4,4-5のばねには、ばね加工後、熱処理を施した(試料No.4-2:350℃、試料No.4-4:400℃、No.4-5:450℃、保持時間:いずれも30分)。得られたばねに対して、試験例1と同様にして、ばねの非線形性、ばねの導電率、ばねの電気抵抗(両端、使用時)を調べた。ばね加工後に熱処理を施したNo.4-2,4-4,4-5のばねは、熱処理後に上記各特性を調べた。その結果を表5に示す。また、得られたばねを構成する線材の横断面をとり、試験例1と同様にして、外側層の面積割合、芯線及び外側層のビッカース硬度Hvを調べた。その結果を表5に示す。更に、作製した斜め巻きばねに通電して温度の上昇度合いを調べた。通電条件は、電流値:100Aとし、通電開始からの温度変化を図9に示す。加えて、試験例1と同様に、所定時間経過後の上昇温度も表5に示す。
【0080】
【表5】
【0081】
表5に示すように斜め巻きばねを構成する複合線材の構成材料が同じ組成でも、熱処理を施すことで、ビッカース硬度Hvの差をより高められることが分かる。特に、コットレル雰囲気を形成し易いC及びNを多く含有することで、熱処理によって、ビッカース硬度差をより大きくできることが分かる。そして、熱処理を施した試料No.4-2,4-4,4-5は、熱処理を施していない試料No.4-1,4-3よりも使用時の抵抗が低く、かつ非線形領域がより大きく、ばね特性により優れている。また、熱処理を施した試料No.4-2,4-4,4-5は、熱処理を施していない試料No.4-1,4-3よりも低抵抗であることで、温度上昇も小さいことが分かる。このように熱処理を施すことでも、ビッカース硬度Hvの差を容易に大きくでき、より低抵抗で導電性に優れると共に、ばね特性により優れる斜め巻きばねが得られることが分かる。この理由は、熱処理により、芯線を構成するγ系ステンレス鋼が高硬度化・高強度化し、外側層を構成する銅は、伸線加工時に芯線から固溶拡散したFe成分を析出分離することで導電率が高まると共に、軟化されて変形し易くなり、端子部材との接触面積を十分に確保することができたため、と考えられる。
【0082】
[使用例]
上述した試験例1〜試験例4で作製した、芯線がγ系ステンレス鋼、外側層が銅といった導電性に優れる材料からなり、かつビッカース硬度Hvの差が350以上を満たす複合線材からなる斜め巻きばねは、コネクタ接続の接点部材に好適に利用できる。
【0083】
例えば、図10(A)に示すように、雌型コネクタ部60Aの挿入穴62に雄型端子61Aを嵌め込むことでコネクタ接続を行う場合に、雌型コネクタ部60Aの挿入穴62に直線状の取付溝63を設け、この取付溝63の長手方向に斜め巻きばね2を配置した構造が挙げられる。この構造は、例えば、蓄電池や発電機器といった、通電電流値が300A以下の電気機器に利用される。雄型端子61Aを雌型コネクタ部60Aに嵌め込むと、斜め巻きばね2の付勢力により、雌型コネクタ部60Aと雄型端子61Aとは押圧された状態を保持される上に、付勢力により嵌合状態が固定される。特に、本発明斜め巻きばねを利用することで、非線形領域が大きいことから、ばねの変位によらず一定のばね荷重を雌型コネクタ部60A及び雄型端子61Aに付与することができる。
【0084】
或いは、例えば、図10(B)に示すように、雌型コネクタ部60Bの挿入穴62に、その周方向に沿って環状の取付溝63を設け、斜め巻きばね2を円環状に配置した構造が挙げられる。この構造は、雄型端子61Bの全周が斜め巻きばね2に接触可能であり、コネクタ部及び端子の双方がばね荷重を十分に受けられる。なお、図10(B)に示す雌型コネクタ部60Bは、複数(ここでは3つ。2つ又は4つ以上も有り得る)の挿入穴62を具え、複数の雄型端子61Bが嵌合する構造である。この構造は、例えば、ハイブリッド自動車や電気自動車などの車載機器といった、通電電流値が100アンペア〜200アンペア程度の機器に利用される。
【0085】
或いは、例えば、図10(C)に示すように、雌型コネクタ部60Cの挿入穴62には取付溝がなく、雄型端子61Cの周方向に円環状の取付溝64が設けられて、斜め巻きばね2を円環状に配置した構造が挙げられる。このように接点部材となる斜め巻きばねは、コネクタ接続に利用される雌型部材・雄型部材のいずれにも配置可能である。
【0086】
なお、本発明は、上述した実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲で適宜変更することが可能である。例えば、雄型コネクタ部と雌型端子とによるコネクタ接続の接点部材にも本発明斜め巻きばねを利用できる。
【産業上の利用可能性】
【0087】
本発明斜め巻きばねは、蓄電池、発電機器、車載部品などの種々の電気機器と、電線とのコネクタ接続における接点部材に好適に利用することができる。本発明斜め巻きばね用鋼線は、上記本発明斜め巻きばねの素材に好適に利用することができる。
【符号の説明】
【0088】
1 複合線材(斜め巻きばね用線材) 11 芯線 12 外側層
50 挟持部材 51,52 端子部材
60A,60B,60C 雌型コネクタ部 61A,61B,61C 雄型端子 62 挿入穴 63,64 取付溝
【特許請求の範囲】
【請求項1】
斜め巻きばねの素材に利用される斜め巻きばね用線材であって、
オーステナイト系ステンレス鋼から構成される芯線と、この芯線の外周に設けられた外側層とを具える複合線材から構成され、
前記外側層は、銅、銅合金、アルミニウム、及びアルミニウム合金から選択される1種の金属から構成され、
前記芯線と前記外側層とのビッカース硬度Hvの差が350以上であることを特徴とする斜め巻きばね用線材。
【請求項2】
オーステナイト系ステンレス鋼から構成される芯線と、この芯線の外周に設けられた外側層とを具える複合線材を螺旋状に巻回して構成され、
前記外側層は、銅、銅合金、アルミニウム、及びアルミニウム合金から選択される1種の金属から構成され、
前記芯線と前記外側層とのビッカース硬度Hvの差が350以上であることを特徴とする斜め巻きばね。
【請求項3】
前記オーステナイト系ステンレス鋼は、
質量%で、C:0.05%以上0.1%以下、及びN:0.1%以上0.3%以下の少なくとも一方を満たすことを特徴とする請求項1に記載の斜め巻きばね用線材。
【請求項4】
前記複合線材の横断面に対する外側層の面積割合が30%以上90%以下であることを特徴とする請求項1又は3に記載の斜め巻きばね用線材。
【請求項5】
前記芯線と前記外側層とのビッカース硬度Hvの差が400以上であることを特徴とする請求項1,3及び4のいずれか1項に記載の斜め巻きばね用線材。
【請求項6】
前記オーステナイト系ステンレス鋼は、
質量%で、C:0.05%以上0.1%以下及びN:0.1%以上0.3%以下の少なくとも一方を満たし、かつSi:0.3%以上2.0%以下、Mn:0.5%以上4.0%以下、Cr:16%以上20%以下、Ni:6.0%以上14.0%以下を含有し、残部がFe及び不可避的不純物からなることを特徴とする請求項1,3,4及び5のいずれか1項に記載の斜め巻きばね用線材。
【請求項7】
更に、質量%で、Mo:0.1%以上4.0%以下、Nb:0.1%以上2.0%以下、及びTi:0.1%以上2.0%以下から選択される1種又は2種の元素を含有することを特徴とする請求項6に記載の斜め巻きばね用線材。
【請求項8】
前記オーステナイト系ステンレス鋼は、
質量%で、C:0.05%以上0.1%以下、及びN:0.1%以上0.3%以下の少なくとも一方を満たすことを特徴とする請求項2に記載の斜め巻きばね。
【請求項9】
前記複合線材の横断面に対する外側層の面積割合が30%以上90%以下であることを特徴とする請求項2又は8に記載の斜め巻きばね。
【請求項10】
前記芯線と前記外側層とのビッカース硬度Hvの差が400以上であることを特徴とする請求項2,8及び9のいずれか1項に記載の斜め巻きばね。
【請求項11】
前記オーステナイト系ステンレス鋼は、
質量%で、C:0.05%以上0.1%以下及びN:0.1%以上0.3%以下の少なくとも一方を満たし、かつSi:0.3%以上2.0%以下、Mn:0.5%以上4.0%以下、Cr:16%以上20%以下、Ni:6.0%以上14.0%以下を含有し、残部がFe及び不可避的不純物からなることを特徴とする請求項2,8,9及び10のいずれか1項に記載の斜め巻きばね。
【請求項12】
更に、質量%で、Mo:0.1%以上4.0%以下、Nb:0.1%以上2.0%以下、及びTi:0.1%以上2.0%以下から選択される1種又は2種の元素を含有することを特徴とする請求項11に記載の斜め巻きばね。
【請求項1】
斜め巻きばねの素材に利用される斜め巻きばね用線材であって、
オーステナイト系ステンレス鋼から構成される芯線と、この芯線の外周に設けられた外側層とを具える複合線材から構成され、
前記外側層は、銅、銅合金、アルミニウム、及びアルミニウム合金から選択される1種の金属から構成され、
前記芯線と前記外側層とのビッカース硬度Hvの差が350以上であることを特徴とする斜め巻きばね用線材。
【請求項2】
オーステナイト系ステンレス鋼から構成される芯線と、この芯線の外周に設けられた外側層とを具える複合線材を螺旋状に巻回して構成され、
前記外側層は、銅、銅合金、アルミニウム、及びアルミニウム合金から選択される1種の金属から構成され、
前記芯線と前記外側層とのビッカース硬度Hvの差が350以上であることを特徴とする斜め巻きばね。
【請求項3】
前記オーステナイト系ステンレス鋼は、
質量%で、C:0.05%以上0.1%以下、及びN:0.1%以上0.3%以下の少なくとも一方を満たすことを特徴とする請求項1に記載の斜め巻きばね用線材。
【請求項4】
前記複合線材の横断面に対する外側層の面積割合が30%以上90%以下であることを特徴とする請求項1又は3に記載の斜め巻きばね用線材。
【請求項5】
前記芯線と前記外側層とのビッカース硬度Hvの差が400以上であることを特徴とする請求項1,3及び4のいずれか1項に記載の斜め巻きばね用線材。
【請求項6】
前記オーステナイト系ステンレス鋼は、
質量%で、C:0.05%以上0.1%以下及びN:0.1%以上0.3%以下の少なくとも一方を満たし、かつSi:0.3%以上2.0%以下、Mn:0.5%以上4.0%以下、Cr:16%以上20%以下、Ni:6.0%以上14.0%以下を含有し、残部がFe及び不可避的不純物からなることを特徴とする請求項1,3,4及び5のいずれか1項に記載の斜め巻きばね用線材。
【請求項7】
更に、質量%で、Mo:0.1%以上4.0%以下、Nb:0.1%以上2.0%以下、及びTi:0.1%以上2.0%以下から選択される1種又は2種の元素を含有することを特徴とする請求項6に記載の斜め巻きばね用線材。
【請求項8】
前記オーステナイト系ステンレス鋼は、
質量%で、C:0.05%以上0.1%以下、及びN:0.1%以上0.3%以下の少なくとも一方を満たすことを特徴とする請求項2に記載の斜め巻きばね。
【請求項9】
前記複合線材の横断面に対する外側層の面積割合が30%以上90%以下であることを特徴とする請求項2又は8に記載の斜め巻きばね。
【請求項10】
前記芯線と前記外側層とのビッカース硬度Hvの差が400以上であることを特徴とする請求項2,8及び9のいずれか1項に記載の斜め巻きばね。
【請求項11】
前記オーステナイト系ステンレス鋼は、
質量%で、C:0.05%以上0.1%以下及びN:0.1%以上0.3%以下の少なくとも一方を満たし、かつSi:0.3%以上2.0%以下、Mn:0.5%以上4.0%以下、Cr:16%以上20%以下、Ni:6.0%以上14.0%以下を含有し、残部がFe及び不可避的不純物からなることを特徴とする請求項2,8,9及び10のいずれか1項に記載の斜め巻きばね。
【請求項12】
更に、質量%で、Mo:0.1%以上4.0%以下、Nb:0.1%以上2.0%以下、及びTi:0.1%以上2.0%以下から選択される1種又は2種の元素を含有することを特徴とする請求項11に記載の斜め巻きばね。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2012−248495(P2012−248495A)
【公開日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願番号】特願2011−121238(P2011−121238)
【出願日】平成23年5月31日(2011.5.31)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【出願人】(000004640)日本発條株式会社 (1,048)
【出願人】(302061613)住友電工スチールワイヤー株式会社 (163)
【Fターム(参考)】
【公開日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願日】平成23年5月31日(2011.5.31)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【出願人】(000004640)日本発條株式会社 (1,048)
【出願人】(302061613)住友電工スチールワイヤー株式会社 (163)
【Fターム(参考)】
[ Back to top ]