
断熱材、およびこの断熱材の製造方法
【課題】断熱材の断熱性能を向上させると共に強度を向上させることにより、この断熱材の厚さをより薄くできるようにし、かつ、断熱材に対し外部から高熱が与えられる場合において、断熱材における単位時間当りの温度変化(熱衝撃)が大きい場合でも、この断熱材にクラック等の欠損が生じないようにする。
【解決手段】断熱材は無機素材2、中空微粒子3、補強材、および熱変形抑制材4を含有する。無機素材2をベントナイトとする。中空微粒子3を有機性とする。熱変形抑制材4をタルクと雲母とのうち、少なくともいずれか一方とする。補強材を無機繊維とする。無機繊維を積層構造とする。無機素材2/熱変形抑制材4の質量比を0.1−9とする。
【解決手段】断熱材は無機素材2、中空微粒子3、補強材、および熱変形抑制材4を含有する。無機素材2をベントナイトとする。中空微粒子3を有機性とする。熱変形抑制材4をタルクと雲母とのうち、少なくともいずれか一方とする。補強材を無機繊維とする。無機繊維を積層構造とする。無機素材2/熱変形抑制材4の質量比を0.1−9とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、誘導加熱を用いた電気加熱炉(以下誘導加熱炉と呼ぶ)の炉壁や、高熱雰囲気下で使用する機器の断熱対策などに使用する断熱材、およびこの断熱材の製造方法に関するものである。
【背景技術】
【0002】
従来の誘導加熱炉における上記炉壁の目的は、炉内の被加熱物から加熱コイルへの輻射伝熱を抑制し、この加熱コイルが高熱により損傷する、ということを防止するものである。このため、上記炉壁には断熱材が用いられるが、上記加熱コイルの性質上、この加熱コイル近傍の炉壁を構成する断熱材に導電性材料を使用することはできない。このため、非導電性であるセラミックファイバー等を原料とした無機繊維断熱材、耐火断熱材(キャスタブル耐火物)、および耐火ボード等で上記断熱材を構成するのが一般的であった。
【0003】
上記炉壁を支持する構造として、従来、次のようなものが提案されている。第1に、縦型誘導加熱炉の場合では、無機繊維断熱材を耐火支柱にて支持する構造がある(特許文献1:実公昭53−39686)。第2に、耐火断熱材そのもので炉壁を支持する構造がある(特許文献2:特公昭53−9433)。また、第3に、横型誘導加熱炉の場合には、補強用グラスファイバー等により強度を上げた積層構造の耐火ボードやセラミックスで炉壁を支持する構造がある。
【0004】
また、高熱雰囲気下で使用される機器として、連続鋳造設備タンディッシュで使用される湯面レベル計や溶融金属の流速測定機器等がある。これら各機器の断熱対策としてセラミックス、カオール等の断熱材が使用されている。
【0005】
その他、断熱材には、冷凍室、冷凍コンテナ等の壁面に使用されるものがある(特許文献3:特開2006−26977)。また、断熱材には、無機素材を発砲させて製造される無機質、多孔質体等の無機断熱材(断熱レンガ)がある(特許文献4:特開平6−263556)。
【0006】
一方、発明者らは、誘導加熱を利用した板幅方向の均温性に優れた金属帯板の加熱装置の開発(特許文献5:特開2003−187951)と、電磁場技術を利用した溶融金属の流速測定方法および流速測定装置の開発(特許文献6:特開2006−78352)と等を行なってきた。
【0007】
上記各開発のうち、前者の開発は、加熱コイルのコンパクト化および高効率化を狙いとしているために、上、下加熱コイル間が数十mmの狭い間隔とされている。そして、これら上、下加熱コイルの間を700℃以上に加熱された鋼板が通過するため、加熱コイル保護用の薄膜断熱材が必要とされていた。
【0008】
また、後者の開発は、渦電流方式を利用して連続鋳造設備の鋳型下における鋳片内の溶融金属の流速を非接触で測定しようとするものである。この場合、鋳片表面温度が非常に高温(700−800℃)であるにもかかわらず、鋳片表面と、溶融金属の流速を検出するセンサーとの間隔は数十mm程度と狭くされている。このため、センサー保護用の薄膜断熱材が必要であった。なお、上記した鋳片表面とセンサーとの間隔を大きくすることは、次の理由により困難である。即ち、上記間隔を大きくすると磁場が生じ難くなるため、上記溶融金属の流速を測定できないからである。また、上記間隔を大きくすると、これに伴いセンサーのサイズを大きくする必要が生じるため、上記設備のコストが高価になってしまうからである。
【0009】
【特許文献1】実公昭53−39686号公報
【特許文献2】特公昭53−9433号公報
【特許文献3】特開2006−26977号公報
【特許文献4】特開平6−263556号公報
【特許文献5】特開2003−187951号公報
【特許文献6】特開2006−78352号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
そこで、従来技術の断熱材である前述の無機繊維断熱材、耐火ボード、セラミックス板、キャスタブル耐火物等で実験を行ってみたが、以下の課題が発生した。
【0011】
即ち、上記繊維断熱材は強度が小さい。このため、この断熱材を炉壁として取り付ける場合は、従来の誘導加熱炉のように耐火支柱が必要となる。よって、これら支柱が邪魔になって、上記断熱材を狭い間隔で取り付けることは困難であった。上記耐火ボードは補強用グラスファイバーを使用しており、このため、所望強度は確保される。しかし、バインダーとして樹脂を使用しているため、耐熱が350℃程度しかない。よって、この耐火ボードを高熱雰囲気下で使用すると、表面が容易に炭化するなどして、所望の断熱効果は得られない。
【0012】
上記セラミックス板は単位時間当りの温度変化量(熱衝撃)に弱く、実験後直ちにクラックが入り破損してしまった。上記キャスタブル耐火物や断熱レンガは耐熱性には優れている。しかし、熱伝導率が大きいため、厚みが薄い場合には、断熱性能が悪く前記した加熱コイルやセンサーの保護は困難であった。また、冷凍室等に使用される断熱ボードは素材が有機性であって耐熱性が350℃程度しかないため、前記耐火ボードと同様に、使用できない。
【課題を解決するための手段】
【0013】
本発明は、上記のような事情に注目してなされたもので、本発明の目的は、断熱材の断熱性能を向上させると共に強度を向上させることにより、この断熱材の厚さをより薄くできるようにし、かつ、断熱材に対し外部から高熱が与えられる場合において、断熱材における単位時間当りの温度変化量が大きい場合でも、この断熱材にクラック等の欠損が生じないようにすることである。
【0014】
請求項1の発明は、無機素材2、中空微粒子3、補強材、および熱変形抑制材4を含有するものである。
【0015】
請求項2の発明は、請求項1の発明に加えて、上記無機素材2をベントナイトとしたものである。
【0016】
請求項3の発明は、請求項1の発明に加えて、上記中空微粒子3を有機性としたものである。
【0017】
請求項4の発明は、請求項1の発明に加えて、上記熱変形抑制材4をタルクと雲母とのうち、少なくともいずれか一方としたものである。
【0018】
請求項5の発明は、請求項1の発明に加えて、上記補強材を無機繊維としたものである。
【0019】
請求項6の発明は、請求項5の発明に加えて、上記無機繊維を積層構造としたものである。
【0020】
請求項7の発明は、請求項1の発明に加えて、上記無機素材2/熱変形抑制材4の質量比を0.1−9としたものである。
【0021】
請求項8の発明は、請求項6の発明に加えて、上記無機繊維を2層以上の構造とし、最外層の2つの無機繊維よりも外側に位置する中空微粒子3の平均粒子径を40−5μmとしたものである。
【0022】
請求項9の発明の断熱材9,17,20は、請求項1の発明の上記断熱材1を所定形状とし、この断熱材1の加熱により成形されたものである。
【0023】
請求項10の発明は、無機素材2、中空微粒子3、補強材、および熱変形抑制材4を含有し、上記補強材を積層構造の無機繊維とした断熱材の製造方法であって、
上記各無機繊維をそれぞれ含有する上記断熱材1の各層を順次成形する毎に乾燥処理を行うものである。
【0024】
なお、この項において、上記各用語に付記した符号は、本発明の技術的範囲を後述の「実施例」の項や図面の内容に限定解釈するものではない。
【発明の効果】
【0025】
本発明による作用効果は、次の如くである。
【0026】
断熱材は無機素材、中空微粒子、補強材、および熱変形抑制材を含有しており、この断熱材を加熱すれば、硬化した断熱材が成形される。
【0027】
そして、上記断熱材の内部には、上記中空微粒子の内部空間により無数の空洞が形成され、この断熱材の熱伝導率が低下する。このため、この断熱材は、高熱雰囲気における断熱性能が向上する。
【0028】
一方、上記したように断熱材の内部に無数の空洞が形成されると、その強度は低下しがちとなる。しかし、上記したように断熱材は補強材を含有するため、この補強材により上記断熱材の強度を向上させることができる。
【0029】
また、上記熱変形抑制材によれば、第1に、上記断熱材を加熱することに基づくこの断熱材の膨張、収縮が抑制されて、より精度のよい所望形状の硬化した断熱材を得ることができる。また、第2に、この硬化した断熱材に対し外部から高熱が与えられる場合に、この断熱材における単位時間当りの温度変化量が大きい場合でも、上記熱変形抑制材により断熱材を加熱することに基づくこの断熱材の膨張、収縮が抑制される。このため、この断熱材にクラック等の欠損が生じることはより確実に防止され、もって、寿命の向上が達成される。
【0030】
即ち、上記のように、本発明に係る断熱材は、断熱性能の向上に加え、強度向上と寿命の向上とが達成される。このため、特に高熱雰囲気において大きい外力や大きい熱衝撃を与えられる各種炉の炉壁など、熱的、かつ、負荷的に厳しい条件下の断熱構造に適用できる。
【0031】
しかも、上記したように断熱材は強度向上が達成されるため、その分、この断熱材を薄く、かつ、軽量にさせることができる。この結果、これら断熱材の取り付け作業が容易にできると共に、断熱材の全体としての所要重量を軽くでき、これは、作業性、およびコスト面で実用上極めて有益である。
【発明を実施するための最良の形態】
【0032】
本発明の最良の形態に係る断熱材は、無機素材、中空微粒子、補強材、および熱変形抑制材を含有する。この場合、粘土状の断熱材を所望形状に成形して、80−200℃で段階的に加熱し乾燥させれば、乾燥により硬化された断熱材が成形される。この乾燥された断熱材を800℃以上の高熱により再加熱処理すれば、更に硬化した断熱材が成形される。
【0033】
上記の場合、中空微粒子が有機性であれば、上記高熱による断熱材の加熱により、上記中空微粒子は熱分解して消失する。このため、上記高熱により硬化した断熱材は全て無機質であって、高熱雰囲気に耐えることができる。また、上記中空微粒子が無機性であるならば、もともと断熱材は全て無機質であって、上記断熱材は高熱雰囲気に耐えることができる。
【0034】
そして、上記断熱材の内部には、上記中空微粒子の内部空間により無数の空洞が形成され、この断熱材の熱伝導率が低下する。このため、この断熱材は高熱雰囲気における断熱性能が向上する。
【0035】
一方、上記したように断熱材の内部に無数の空洞が形成されると、その強度は低下しがちとなる。しかし、上記したように断熱材は補強材を含有するため、この補強材により上記断熱材の強度を向上させることができる。
【0036】
また、上記熱変形抑制材によれば、第1に、上記断熱材を加熱することに基づくこの断熱材の膨張、収縮が抑制されて、より精度のよい所望形状の硬化した断熱材を得ることができる。また、第2に、この硬化した断熱材に対し外部から高熱が与えられる場合に、この断熱材における単位時間当りの温度変化量が大きい場合でも、上記熱変形抑制材により断熱材を加熱することに基づくこの断熱材の膨張、収縮が抑制される。このため、この断熱材にクラック等の欠損が生じることはより確実に防止され、もって、寿命の向上が達成される。
【0037】
また、この形態における断熱材を具体的事例に適用すれば、次のような作用効果を得るようにすることができる。即ち、前述した発明者らの開発品である誘導加熱の加熱効率低下防止によるコンパクト設計や、また、溶融金属の流速測定装置サイズのコンパクト設計等が可能となりコスト削減が可能となる。そして、従来の誘導加熱炉の炉壁に適用した場合においても同様に、炉壁を薄くできコンパクト設計が可能となることから初期施工費用を削減できる(従来のガス炉でも同様の効果を得ることができる)。また、上記誘導加熱炉における各加熱コイル同士の間隔を狭くできるため、加熱効率向上が狙え、電力使用量を低減でき省エネに寄与することができる。
【0038】
上記断熱材をより具体的に説明すると、上記無機素材は無機バインダー材である。この無機素材として、粘土の一種であるベントナイト、セラミックス粉末、アルコキシアルミ、ジルコニア・シリカ等が用いられる。この場合、上記ベントナイトを用いることがより好ましい。このベントナイトの主成分は、二酸化ケイ素(SiO2)、アルミナ(Al2O3)、酸化マグネシウム(MgO)等を含んでいる。
【0039】
上記ベントナイトに水を混合して混練すれば、これは粘土状となって、自由な形状に成形可能である。そして、このように、ベントナイトを粘土状にする段階では酸化マグネシウム(MgO)は水に溶けアルカリ性を示す。このため、二酸化ケイ素(SiO2)は溶けてケイ酸塩(シラノール基:ケイ素に水酸基が結合したもの)になる。但し、酸性の場合にはケイ酸塩は発生しない。上記ケイ酸塩につき100〜150℃での加熱処理を施せば、脱水、縮合が発生し粘土状のものが生じる。そして、この粘土状のものを硬化させれば、断熱材を形成することが可能となる。ベントナイトは入手が容易であって、かつ、安価であり、事前処理も必要とせずに容易に断熱材を成形することができる。
【0040】
上記中空微粒子は球状をなし、この中空微粒子は一般的には、バルーン材もしくはマイクロバルーンと言われている。上記中空微粒子の材質は有機性のアクリル樹脂、エポキシ樹脂、シリコン樹脂などである。なお、上記中空微粒子3の材質は無機性であってもよい。
【0041】
ここで、上記中空微粒子を有機性とした場合には、前記したように、乾燥された断熱材を高熱により加熱処理して硬化した断熱材を得ようとする際、上記中空微粒子は熱分解して消失する。
【0042】
このため、硬化した断熱材の内部における上記空洞の容量は、上記中空微粒子が消失した分、より大きくなって、上記断熱材の熱伝導率が更に低下する。よって、この断熱材の断熱性能が、より向上する。
【0043】
上記中空微粒子につき、より具体的に説明すると、この中空微粒子がアクリル樹脂である場合には、ほぼ160℃で分解し始め、その後の昇温で熱分解して消失する。上記中空微粒子がエポキシ樹脂やシリコン樹脂である場合には、ほぼ800℃で熱分解し始め、その後の昇温で熱分解して消失する。このように、中空微粒子がエポキシ樹脂などである場合には、中空微粒子が上記アクリル樹脂であることに比べて熱分解に時間を要する。一方、上記断熱材に含有されている中空微粒子が無機材である場合には、上記のように加熱されても消失することはない。
【0044】
上記有機性の中空微粒子には、例えば、マツモトマイクロスフェア(登録商標)として市販されているものがある。この中空微粒子の各粒子は、有機性のもので樹脂製の球形状殻と、この殻の内部に封入された炭化水素とを備えている。
【0045】
上記殻は、高分子で熱可塑性を有しており、具体的には、アクリル系コポリマー、エポキシ樹脂、シリコン樹脂、メタクリレート、また、これらの合成材等のものが用いられてる。上記バルーン材の粒子の粒子径は互いに不均一であり、その平均粒子径は3−110μmである。また、このバルーン材の耐圧性は300kg/cm2以上であり、十分の機械強度を備えている。また、無機性の中空微粒子には、各粒子の殻は、シリカ、アルミナ等を用いて無機性としてもよいし、天然のシラスバルーンを用いてもよい。
【0046】
一方、上記中空微粒子の形態には、未膨張のものと、この未膨張のものを加熱して膨張させたことによる既膨張のものとがある。好ましくは既膨張のものを使用するが、未膨張のものを使用してもよい。その理由につき説明する。即ち、未膨張バルーン材の各粒子は、平均粒子径が3−45μm、殻厚さは2−15μmであり、真比重は0.02−0.05である。一方、既膨張のバルーン材3の各粒子5は、上記未膨張のバルーン材3を100℃−200℃で加熱することにより、体積を50−100倍にしたものであり、平均粒子外径は10−110μm、真比重は0.02−0.03である。このことから既膨張のものを使用することで未膨張のものを使用するときより膨張工程を1工程省略できるメリットがある。
【0047】
しかし、未膨張のものでも以下のメリットがあるので補足しておく。即ち、上記未膨張のバルーン材を加熱して既膨張のバルーン材にする場合、この工程は水中で行われる。このため、この工程の終了時、上記既膨張のバルーン材は85−95質量%の水を含有して、湿潤バルーン材とされる。この湿潤バルーン材は自由に飛散し難いため、その後の取り扱いが容易にできる。この湿潤バルーン材を乾燥させれば、0−5重量%の水を含有する既膨張の乾燥バルーン材が得られる。
【0048】
また、上記既膨張のバルーン材は、その殻の表面に炭酸カルシウムなどの無機金属塩や酸化チタンなどの無機金属酸化物の粉体を付着させたものであってもよい。
【0049】
上記補強材は、断熱材の各部強度(圧縮強度、引張強度、曲強度)の向上を目的に含有されるもので、無機繊維が使用される。この無機繊維とは、無機短繊維や無機不織布繊維を含む概念である。この補強材の使用形態として、第1に、断熱材を板状に成形する場合には、この断熱材には、無機短繊維と無機不織布繊維の双方を含有させる。また、第2に、板状以外の断熱材に使用する場合には、無機短繊維のみ含有させればよい。
【0050】
板形状の断熱材に使用する無機不織布繊維は、積層時の補強層に使用し、主に引張強度向上、曲強度向上の目的に含有させるものである。無機短繊維としては、ガラス、アルミナ等の繊維を長さ2〜8mm程度に切断したものを使用すればよく、板厚のサイズに応じて無機短繊維の長さを選定すればよい。無機不織布繊維としては、グラスファイバー、セラミックファイバー、アルミナファイバーなど耐熱性のものを使用すればよい。
【0051】
上記熱変形抑制材は、断熱材を加熱することに基づくこの断熱材の膨張、収縮を抑制するものである。この熱変形抑制材としてタルクが使用されるが、雲母を使用してもよい。このようにタルクや雲母を用いる理由につき説明する。即ち、タルクや雲母は、二次元に広がっているケイ酸イオン構造を有しており、薄片形状で、高温加熱されても、その面に沿った方向で膨張、収縮しない機能を有するものである。
【0052】
タルクは、微粉末状で親水性があって水に添加しやすく、安価で事前処理なしに市販品そのものを使用できる。断熱材は、機能的にはタルクと雲母とのうち、少なくともいずれか一方を含有していればよい。そして、このような熱変形抑制材は、断熱材を加熱することに基づくこの断熱材の膨張、収縮抑制はもちろんのこと、耐熱衝撃性という優れた効果を発揮し、部分的な偏熱が発生してもセラミックスのようにクラックなどの損傷を防止できる。
【0053】
上記無機素材/中空微粒子の質量比は15−2.7であることが好ましい。。
【0054】
ここで、上記質量比が15を越えると、無機素材の質量%が大きくなって、断熱材の強度は向上する。しかし、中空微粒子の質量%が過少となることにより、上記空洞の量が過少となって熱伝導率が大きくなり、断熱性能の向上が阻害されがちとなる。一方、上記質量比が2.7未満になると、無機素材の質量%が少なくなると共に、中空微粒子の質量%が過大となることにより、上記空洞の量が過多となって、強度の向上が阻害されがちとなる。
【0055】
そこで、上記したように、質量比を15−2.7とすれば、上記断熱材の断熱性能と強度とがバランスよく向上する。なお、上記質量比は、10−3.0であることがより好ましく、6−3.5であることが更に好ましい。
【0056】
また、上記無機素材/補強材の質量比は、断熱材の厚さが5mm以下である場合には、補強材による強度向上が必要とされるため、12未満−5であることが好ましく、また、10−7であることがより好ましい。一方、上記断熱材の厚さが5mmを越える場合には、断熱材自体の強度が向上して、補強材による強度向上の必要性が低下するため、200−12であることが好ましく、100−20であることがより好ましい。
【0057】
ここで、上記質量比が上記各上限値を越えると、無機素材の質量%が大きくなって、断熱材の断熱性能は向上する。しかし、補強材の質量%が過少となることにより、断熱材の強度が低下しがちとなる。一方、上記質量比が上記各下限値未満であると、補強材の質量%が大きくなって、断熱材の強度は向上する。しかし、上記補強材は一般に熱伝導率が大きいために、断熱材の断熱性能が低下しがちとなる。
【0058】
そこで、上記したように、質量比を上記した各数値の範囲とすれば、上記断熱材の断熱性能と強度とが、よりバランスよく向上する。
【0059】
上記無機素材/熱変形抑制材の質量比は0.1−9であることが好ましい。
【0060】
ここで、上記熱変形抑制材のタルクや雲母はバインダーとしての働きを有していない。このため、上記質量比が0.1未満であると、上記熱変形抑制材の質量%は大きくなる一方、無機素材の質量%が過少となって、断熱材の強度の向上が阻害される。一方、上記質量比が9を越えると、上記無機素材の質量%は大きくなるが、熱変形抑制材の質量%が過少となり、断熱材を加熱することに基づくこの断熱材の膨張、収縮の抑制がし難くなる。
【0061】
そこで、上記したように、質量比を0.1−9とすれば、上記断熱材は、強度を向上させることができると共に、クラックなどの欠損の生じることがより確実に防止される。なお、上記質量比は、0.1−2.0であることがより好ましく、0.1−1.0であることが更に好ましい。
【0062】
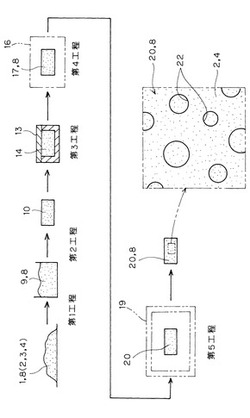
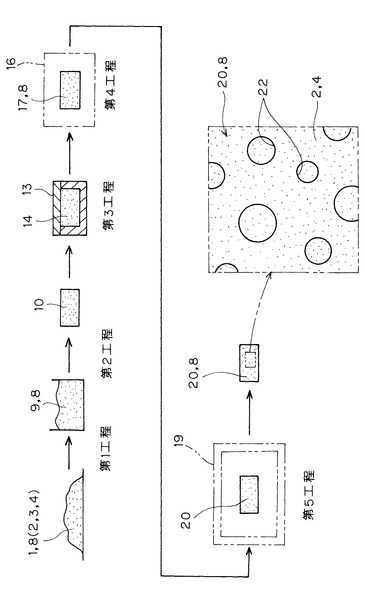
上記未膨張の中空微粒子3を含有する単板形状の断熱材1,9,17,20の製造方法につき、図1、図2を用いて説明する。
【0063】
まず、第1工程(混練・膨張工程)として、上記無機素材2、未膨張製品の中空微粒子3、補強材、および熱変形抑制材4に対し、水が添加されて、バッチ式や連続押出式のミキサー等により混練される。上記中空微粒子3は有機性である球形状殻6と、この殻6の内部に封入された炭化水素7とを備えている。そして、上記混練により、粘土状の断熱材1が成形される。この断熱材1は最終製品8となり得るものである。次に、上記断熱材1が密閉圧力容器(図示なし)に収容され、100〜200℃で加熱される。すると、断熱材1における上記各中空微粒子3がそれぞれ膨張し、その冷却後には自由な形状に成形可能な粘土状の2次断熱材9が成形される。
【0064】
次に、第2工程(成形工程)として、上記2次断熱材9により、ブロックのような1次中間成形品10が成形機により成形される。また、この1次中間成形品10はタイル、レンガ、壁ユニットのように成形してもよい。
【0065】
次に、第3工程(整製工程)として、上記1次中間成形品10が密閉型13内に封入させられた状態で、この密閉型13内の空気を抜きながらジャッキにより上記中間成形品10に面圧力が与えられる。すると、膜厚が均一な中間成形品14が成形される。
【0066】
次に、第4工程(乾燥工程)として、上記密閉型13から上記2次中間成形品14が取り出される。そして、この中間成形品14は、1次乾燥として、乾燥炉16にて80℃程度にまで30分程度加熱される。また、この2次中間成形品14は、2次乾燥として、乾燥炉16により100℃以上で1時間以上をかけて乾燥される。このように段階的に加熱して乾燥することにより硬化させられ、完全に脱水、縮合された状態の3次断熱材17が成形される。この断熱材17は、強度と剛性とを十分に有している。
【0067】
ここで、上記したように、2次中間成形品14を80℃まで一旦加熱する理由は、次の如くである。即ち、一般に、上記中間成形品14には、断熱材17を成形する上で必要な結合水以外に余分の水分が含まれている。このため、仮に、上記中間成形品14を一気に100℃以上まで加熱すると、上記した余分の水分が突沸し断熱材にクラックが生じるおそれがある。そこで、それを防止する目的で、上記したように段階的に加熱して乾燥を行う。なお、上記2次中間成形品14を80℃で乾燥させたとしても、上記クラックが生じる場合には、このクラックの発生を防止するために次のようにしてもよい。即ち、上記乾燥を自然乾燥にしてもよい。また、上記2次中間成形品14に、予め、セルロースを混入させて、水分蒸発を抑制させながら乾燥させてもよい。
【0068】
次に、第5工程(焼成工程)として、上記3次断熱材17は加熱炉19により800℃以上に加熱されて、断熱材20が成形される。この加熱の際、上記中空微粒子3は熱分解により消失する。このため、上記断熱材20の内部には無数の空洞22が形成される。また、上記加熱の際、上記無機短繊維や無機不織布繊維の材質が溶融して、上記断熱材17の組織内に溶け込むことにより、バインダーとして働き、成形される断熱材20の強度が高められる。
【0069】
なお、上記断熱材1の他、上記各工程段階で成形される2次断熱材9、3次断熱材17、4次断熱材20を最終製品8としてもよい。
【0070】
上記2次断熱材9を最終製品8とする場合、この2次断熱材9は、例えば、加熱炉の炉壁の金属製外壁板21に沿って取り付けられる。この場合、前記第2工程のように、この2次断熱材9により中間成形品10を成形して、第3工程に進んでもよい。一方、第2,3工程を経ることなく、第4工程に進んでもよい。そして、この第4工程で、上記炉壁の2次断熱材9もしくは中間成形品10が乾燥されて、3次断熱材17が成形される。
【0071】
次に、既膨張製品の中空微粒子3を含有する単板形状の断熱材の製造方法につき説明する。
【0072】
上記方法では、上記未膨張製品の中空微粒子3を使用した製造工程と第2,3,4,5工程は同様であるが、既膨張製品の中空微粒子3を使用しているので、上記第1工程の膨張工程を省略することが可能である。
【0073】
但し、上記2次断熱材9を最終製品8とする場合、この2次断熱材9は、例えば、図2に示すように加熱炉の炉壁の金属製外壁板21に沿って延設される。この場合、この2次断熱材9により上記第2工程のように、中間成形品10を成形して、第3工程に進んでもよい。一方、第2,3工程を経ることなく、第4工程に進んでもよい。
【0074】
そして、上記第4工程で、上記炉壁の2次断熱材9もしくは中間成形品10が乾燥されて、3次断熱材17が成形される。次に、上記第5工程のように、炉の熱により上記3次断熱材17が加熱されて、これが4次断熱材20とされ、これにより、耐熱性の炉壁が形成される。
【0075】
次に、既膨張製品の中空微粒子3を使用した積層板形状の断熱材の製造方法につき説明する。
【0076】
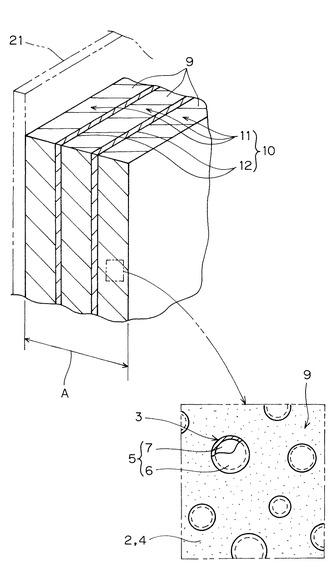
図2において、前記中間成形品10は、上記2次断熱材9により成形された複数(3層)の断熱材層11と、これら断熱材層11の間に介設される複数(2層)の強化層12とを備え、これら11,12は互いに一体的に固着されている。上記強化層12は、無機繊維のうち、特に、無機不織布繊維が用いられるが、無機短繊維を用いてもよい。
【0077】
上記した3層構造の断熱材層11を形成する場合、上記した既膨張製品の中空微粒子3を使用した製造工程と第1,2,5工程は同様で、第3、4工程で積層、乾燥を行う。第3工程として、蓋を外した密閉型13に離形紙を敷設し、この離形紙の上面に1層目の断熱材層11を形成し、その上面に1層目の強化層12を載せ、その上面に2層目の断熱材層11を形成し2層成形品を成形を行う。
【0078】
そして、上記2層成形品の上面に他の離形紙を敷設し、上から密閉型13に蓋を行い、空気を抜きながらジャッキにより面圧力をかけ、この2層成形品の膜厚を均一にする。次に、第4工程として、上記密閉型13から2層成形品を取り出して、上記各離形紙を剥離し、これを乾燥炉により80℃にて30分程度乾燥させ、3次断熱材17を成形する。
【0079】
この状態では、断熱材層11が2層、強化層12が1層の状態である。そこで、もう1層の断熱材層11と強化層12とを形成するために、再度、第3工程を行う。つまり、上記密閉型13に再度離形紙を敷設し、上記2層成形品を裏返しにして入れる。次に、その上面に、2層目の強化層12を載せ、その上に残りの断熱材層11を形成する。次に、その上面に離形紙を載せ、上から蓋を行い空気を抜きながらジャッキにより面圧力をかける。すると、3層成形品が成形される。次に、上記密閉型13から上記3層成形品を取り出して、再度、第4工程として上記乾燥炉16により80℃にて30分程度乾燥させる。このようにして図2に示すような3層の断熱材層11と2層の補強層12とによる3層成形品が形成されることになる。
【0080】
ここでの説明は3層成形品についての説明であったが、これらの層数に限定するものではなく、要求強度に応じて層数を増減させることができる。そして、4層以上の断熱材層11の成形に関しても同様に、1層増加する毎に第3工程、第4工程を繰り返して行えばよい。
【0081】
上記した無機繊維による強化層12が2層以上の構造の断熱材の場合、最外層の2つの強化層12,12よりも外側(表層と裏層とのうち、少なくともいずれか一方)に位置する断熱材層11の中空微粒子の平均粒子径は40−5μmとされている。このようにすれば、上記2つの強化層12,12の間における断熱材層11の中空微粒子の平均粒子径をより大きくすることにより、断熱性能を向上させた場合でも、上記断熱材の外面の粗度を細かくでき、仕上げ面を美麗にすることができる。なお、上記中空微粒子3の平均粒子径は、30−10μmとすることが、より好ましい。
【0082】
以下に、実施例1−3として、各実験例を示すが、その具体的内容は下記[表1]に示す。
【0083】
【表1】

【実施例1】
【0084】
この実施例は、図2に示すような3層構造で厚さ寸法A=5mmの断熱材を各工程を経て成形する、というものである。この実施例1は、上記[表1]中、実験NO1−NO4に相当する。これら実験は、球状中空微粒子についてのみ、その含有量を変化させて行われ、その各効果が確認された。
【0085】
(断熱材の材料)
無機素材:ベントナイト15g
球状中空微粒子:マイクロバルーン3〜6g
(松本油脂製薬株式会社製、商標 マツモトマイクロスフェアー、
F−80ED、粒子径90〜110μm)
熱変形抑制材:タルク15g
無機短繊維:ガラス短繊維1.25g(長さ3mm)
無機不織布繊維:グラスファイバー1.42g
(150×150mm×2枚)
水:純水70g
を準備した。
【0086】
(製造方法)
全て同様の手順であるため代表例として、まず最初に実施例1に関しての手順について説明する。
【0087】
第1工程として、上記ガラス短繊維と水とをビーカーに入れてマグネットスターラーに載置し、このスターラーによる攪拌を10分程度行う。
【0088】
次に、上記攪拌を行いながら、上記ビーカーにベンドナイトとタルクとの混合物の一部を徐々に投入した。次に、上記攪拌を解除して、上記ビーカーから3l(リットル)容器に移しマイクロバルーンを加え、撹拌棒により撹拌した。更に、上記3l(リットル)容器にベンドナイトとタルクとの混合物の残り分を徐々に投入し、かつ、撹拌棒により撹拌し、粘土状の調合物を成形した。
【0089】
次に、第2工程として、3枚の断熱材の成形品を準備した。
【0090】
次に、第3工程として、密閉型に離形紙を設置し、この離形紙の上面に1枚目の成形品を載せて1層目の断熱材層を形成し、その上面に強化層として1層目のグラスファイバーを載せ、その上面に2枚目の成形品を載せ2層目の断熱材層を形成し2層成形品を成形した。
【0091】
そして、上記1次中間成形品の上面に他の離形紙を敷設し、上から密閉型に蓋を行い、空気を抜きながらジャッキにより面圧力をかけ、2層成形品の膜厚を均一にした。
【0092】
次に、第4工程として、上記密閉型から2層成形品を取り出して、上記各離形紙を剥離し、これを乾燥炉により80℃にて30分乾燥させ、3次断熱材を成形した。この状態では、断熱材層が2層、強化層が1層の状態である。そこで、もう1層の断熱材層、強化層を形成するために、再度、第3工程を行う。つまり、上記密閉型に再度離形紙を敷設し、上記2層成形品を裏返しにして入れる。次に、その上面に、2層目のグラスファイバーを載せ、その上に3枚目の成形品を載せる。次に、その上面に離形紙を載せ、上から蓋を行い空気を抜きながらジャッキにより面圧力をかける。すると、3層成形品が成形される。次に、上記密閉型から上記3層成形品を取り出した。
【0093】
再度、第4工程として、上記乾燥炉により80℃にて30分乾燥させ3次断熱材を成形した。次に、5次工程として、加熱炉で1100℃まで加熱し目的の実験NO1の断熱材を成形した。
【0094】
(結果)
マイクロバルーンの量を増やしていくと熱伝導率(W/m・K)が低くなっていくことが理解できる。また、張力試験結果は、評価値(1)÷(2)〔無機素材(g)÷球状中空微粒子(g)〕が2.5では強度が出ないことが判明したので、実用上は2.7以上が好ましく、3.0以上がより好ましい。
【0095】
今回の断熱材に関しては、耐熱温度が1100℃程度あり、従来技術で耐熱温度が同等の1100℃程度ある断熱レンガ、耐火キャスタブルの熱伝導率(W/m・K)、および、800℃から300℃程度断熱するのに必要な断熱材の厚さ(mm)を比較すると各段に低いことが理解できる。
【0096】
(今回の断熱材) 断熱レンガ キャスタブル耐火物
熱伝導率(W/m・K) 0.065以下 ≒0.12 ≒0.25
厚さ(mm) 5mm以下 ≒10mm ≒19mm
【実施例2】
【0097】
この実施例も、実施例1と同様に図2に示すような3層構造で厚さ寸法A=5mmの断熱材を各工程を経て成形する、というものである。この実施例2は、前記[表1]中、実験NO5−NO7に相当する。これら実験は、無機素材と熱変形抑制材についてのみ、その含有量を変化させて行われ、その各効果が確認された。
【0098】
(断熱材の材料)
無機素材:ベントナイト3〜27g
球状中空微粒子:マイクロバルーン3g
(松本油脂製薬株式会社製、商標 マツモトマイクロスフェアー
F−80ED、粒子径90〜110μm)
熱変形抑制材:タルク3〜27g
無機短繊維:ガラス短繊維1.25g(長さ3mm)
無機不織布繊維:グラスファイバー1.42g
(150×150mm×2枚)
水:純水70g
を準備した。
【0099】
(製造方法)
実施例1と同様であるので省略する。
【0100】
(結果)
熱変形抑制材の含有量が多いほド収縮率が少ないことが理解できる。実用上は評価値(1)÷(3)〔無機素材(g)÷熱変形抑制材(g)〕が0.1−9であることが好ましく、0.1−2.0であることがより好ましく、0.1−1.0であることが更に好ましい。
【実施例3】
【0101】
この実施例も、実施例1と同様に図2に示すような3層構造で厚さ寸法A=5mmの断熱材を各工程を経て成形する、というものである。この実施例3は、前記[表1]中、実験NO8−NO11に相当する。これら実験は、無機繊維についてのみ、その含有量を変化させて行われ、その各効果が確認された。
【0102】
(断熱材の材料)
無機素材:ベントナイト15g
球状中空微粒子:マイクロバルーン3g
(松本油脂製薬株式会社製、商標 マツモトマイクロスフェアー
F−80ED、粒子径90〜110μm)
熱変形抑制材:タルク15g
無機短繊維:ガラス短繊維1.25g(長さ3mm)の有無
無機不織布繊維:グラスファイバー1.42gの有無
(150×150mm×2枚)
水:純水70g
を準備した。
【0103】
(製造方法)
実施例1と同様であるので省略する。
【0104】
(結果)
補強材の効果として、無機繊維である無機短繊維と無機不織布繊維との採用により引張試験であるが強度向上が認められた。また、曲げ試験は行っていないが、実験NO8と実験NO11とを手感覚で確認した。この結果、実験NO8では表面クラックが少しでも発生していれば、簡単に割れてしまう。しかし、実験NO11は表面クラックが少し発生していても板形状を保っていることから、引張試験での効果以上の効果が発生していると思われる。
【図面の簡単な説明】
【0105】
【図1】断熱材を乾燥、加熱して他の断熱材を成形する際のフローを示す図である。
【図2】中間成形品の部分斜視断面図である。
【符号の説明】
【0106】
1 断熱材
2 無機素材
3 中空微粒子
4 熱変形抑制材
5 補強材
8 最終製品
9 2次断熱材
10 1次中間成形品
13 密閉型
14 2次中間成形品
16 乾燥炉
17 3次断熱材
19 加熱炉
20 4次断熱材
22 空洞
【技術分野】
【0001】
本発明は、誘導加熱を用いた電気加熱炉(以下誘導加熱炉と呼ぶ)の炉壁や、高熱雰囲気下で使用する機器の断熱対策などに使用する断熱材、およびこの断熱材の製造方法に関するものである。
【背景技術】
【0002】
従来の誘導加熱炉における上記炉壁の目的は、炉内の被加熱物から加熱コイルへの輻射伝熱を抑制し、この加熱コイルが高熱により損傷する、ということを防止するものである。このため、上記炉壁には断熱材が用いられるが、上記加熱コイルの性質上、この加熱コイル近傍の炉壁を構成する断熱材に導電性材料を使用することはできない。このため、非導電性であるセラミックファイバー等を原料とした無機繊維断熱材、耐火断熱材(キャスタブル耐火物)、および耐火ボード等で上記断熱材を構成するのが一般的であった。
【0003】
上記炉壁を支持する構造として、従来、次のようなものが提案されている。第1に、縦型誘導加熱炉の場合では、無機繊維断熱材を耐火支柱にて支持する構造がある(特許文献1:実公昭53−39686)。第2に、耐火断熱材そのもので炉壁を支持する構造がある(特許文献2:特公昭53−9433)。また、第3に、横型誘導加熱炉の場合には、補強用グラスファイバー等により強度を上げた積層構造の耐火ボードやセラミックスで炉壁を支持する構造がある。
【0004】
また、高熱雰囲気下で使用される機器として、連続鋳造設備タンディッシュで使用される湯面レベル計や溶融金属の流速測定機器等がある。これら各機器の断熱対策としてセラミックス、カオール等の断熱材が使用されている。
【0005】
その他、断熱材には、冷凍室、冷凍コンテナ等の壁面に使用されるものがある(特許文献3:特開2006−26977)。また、断熱材には、無機素材を発砲させて製造される無機質、多孔質体等の無機断熱材(断熱レンガ)がある(特許文献4:特開平6−263556)。
【0006】
一方、発明者らは、誘導加熱を利用した板幅方向の均温性に優れた金属帯板の加熱装置の開発(特許文献5:特開2003−187951)と、電磁場技術を利用した溶融金属の流速測定方法および流速測定装置の開発(特許文献6:特開2006−78352)と等を行なってきた。
【0007】
上記各開発のうち、前者の開発は、加熱コイルのコンパクト化および高効率化を狙いとしているために、上、下加熱コイル間が数十mmの狭い間隔とされている。そして、これら上、下加熱コイルの間を700℃以上に加熱された鋼板が通過するため、加熱コイル保護用の薄膜断熱材が必要とされていた。
【0008】
また、後者の開発は、渦電流方式を利用して連続鋳造設備の鋳型下における鋳片内の溶融金属の流速を非接触で測定しようとするものである。この場合、鋳片表面温度が非常に高温(700−800℃)であるにもかかわらず、鋳片表面と、溶融金属の流速を検出するセンサーとの間隔は数十mm程度と狭くされている。このため、センサー保護用の薄膜断熱材が必要であった。なお、上記した鋳片表面とセンサーとの間隔を大きくすることは、次の理由により困難である。即ち、上記間隔を大きくすると磁場が生じ難くなるため、上記溶融金属の流速を測定できないからである。また、上記間隔を大きくすると、これに伴いセンサーのサイズを大きくする必要が生じるため、上記設備のコストが高価になってしまうからである。
【0009】
【特許文献1】実公昭53−39686号公報
【特許文献2】特公昭53−9433号公報
【特許文献3】特開2006−26977号公報
【特許文献4】特開平6−263556号公報
【特許文献5】特開2003−187951号公報
【特許文献6】特開2006−78352号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
そこで、従来技術の断熱材である前述の無機繊維断熱材、耐火ボード、セラミックス板、キャスタブル耐火物等で実験を行ってみたが、以下の課題が発生した。
【0011】
即ち、上記繊維断熱材は強度が小さい。このため、この断熱材を炉壁として取り付ける場合は、従来の誘導加熱炉のように耐火支柱が必要となる。よって、これら支柱が邪魔になって、上記断熱材を狭い間隔で取り付けることは困難であった。上記耐火ボードは補強用グラスファイバーを使用しており、このため、所望強度は確保される。しかし、バインダーとして樹脂を使用しているため、耐熱が350℃程度しかない。よって、この耐火ボードを高熱雰囲気下で使用すると、表面が容易に炭化するなどして、所望の断熱効果は得られない。
【0012】
上記セラミックス板は単位時間当りの温度変化量(熱衝撃)に弱く、実験後直ちにクラックが入り破損してしまった。上記キャスタブル耐火物や断熱レンガは耐熱性には優れている。しかし、熱伝導率が大きいため、厚みが薄い場合には、断熱性能が悪く前記した加熱コイルやセンサーの保護は困難であった。また、冷凍室等に使用される断熱ボードは素材が有機性であって耐熱性が350℃程度しかないため、前記耐火ボードと同様に、使用できない。
【課題を解決するための手段】
【0013】
本発明は、上記のような事情に注目してなされたもので、本発明の目的は、断熱材の断熱性能を向上させると共に強度を向上させることにより、この断熱材の厚さをより薄くできるようにし、かつ、断熱材に対し外部から高熱が与えられる場合において、断熱材における単位時間当りの温度変化量が大きい場合でも、この断熱材にクラック等の欠損が生じないようにすることである。
【0014】
請求項1の発明は、無機素材2、中空微粒子3、補強材、および熱変形抑制材4を含有するものである。
【0015】
請求項2の発明は、請求項1の発明に加えて、上記無機素材2をベントナイトとしたものである。
【0016】
請求項3の発明は、請求項1の発明に加えて、上記中空微粒子3を有機性としたものである。
【0017】
請求項4の発明は、請求項1の発明に加えて、上記熱変形抑制材4をタルクと雲母とのうち、少なくともいずれか一方としたものである。
【0018】
請求項5の発明は、請求項1の発明に加えて、上記補強材を無機繊維としたものである。
【0019】
請求項6の発明は、請求項5の発明に加えて、上記無機繊維を積層構造としたものである。
【0020】
請求項7の発明は、請求項1の発明に加えて、上記無機素材2/熱変形抑制材4の質量比を0.1−9としたものである。
【0021】
請求項8の発明は、請求項6の発明に加えて、上記無機繊維を2層以上の構造とし、最外層の2つの無機繊維よりも外側に位置する中空微粒子3の平均粒子径を40−5μmとしたものである。
【0022】
請求項9の発明の断熱材9,17,20は、請求項1の発明の上記断熱材1を所定形状とし、この断熱材1の加熱により成形されたものである。
【0023】
請求項10の発明は、無機素材2、中空微粒子3、補強材、および熱変形抑制材4を含有し、上記補強材を積層構造の無機繊維とした断熱材の製造方法であって、
上記各無機繊維をそれぞれ含有する上記断熱材1の各層を順次成形する毎に乾燥処理を行うものである。
【0024】
なお、この項において、上記各用語に付記した符号は、本発明の技術的範囲を後述の「実施例」の項や図面の内容に限定解釈するものではない。
【発明の効果】
【0025】
本発明による作用効果は、次の如くである。
【0026】
断熱材は無機素材、中空微粒子、補強材、および熱変形抑制材を含有しており、この断熱材を加熱すれば、硬化した断熱材が成形される。
【0027】
そして、上記断熱材の内部には、上記中空微粒子の内部空間により無数の空洞が形成され、この断熱材の熱伝導率が低下する。このため、この断熱材は、高熱雰囲気における断熱性能が向上する。
【0028】
一方、上記したように断熱材の内部に無数の空洞が形成されると、その強度は低下しがちとなる。しかし、上記したように断熱材は補強材を含有するため、この補強材により上記断熱材の強度を向上させることができる。
【0029】
また、上記熱変形抑制材によれば、第1に、上記断熱材を加熱することに基づくこの断熱材の膨張、収縮が抑制されて、より精度のよい所望形状の硬化した断熱材を得ることができる。また、第2に、この硬化した断熱材に対し外部から高熱が与えられる場合に、この断熱材における単位時間当りの温度変化量が大きい場合でも、上記熱変形抑制材により断熱材を加熱することに基づくこの断熱材の膨張、収縮が抑制される。このため、この断熱材にクラック等の欠損が生じることはより確実に防止され、もって、寿命の向上が達成される。
【0030】
即ち、上記のように、本発明に係る断熱材は、断熱性能の向上に加え、強度向上と寿命の向上とが達成される。このため、特に高熱雰囲気において大きい外力や大きい熱衝撃を与えられる各種炉の炉壁など、熱的、かつ、負荷的に厳しい条件下の断熱構造に適用できる。
【0031】
しかも、上記したように断熱材は強度向上が達成されるため、その分、この断熱材を薄く、かつ、軽量にさせることができる。この結果、これら断熱材の取り付け作業が容易にできると共に、断熱材の全体としての所要重量を軽くでき、これは、作業性、およびコスト面で実用上極めて有益である。
【発明を実施するための最良の形態】
【0032】
本発明の最良の形態に係る断熱材は、無機素材、中空微粒子、補強材、および熱変形抑制材を含有する。この場合、粘土状の断熱材を所望形状に成形して、80−200℃で段階的に加熱し乾燥させれば、乾燥により硬化された断熱材が成形される。この乾燥された断熱材を800℃以上の高熱により再加熱処理すれば、更に硬化した断熱材が成形される。
【0033】
上記の場合、中空微粒子が有機性であれば、上記高熱による断熱材の加熱により、上記中空微粒子は熱分解して消失する。このため、上記高熱により硬化した断熱材は全て無機質であって、高熱雰囲気に耐えることができる。また、上記中空微粒子が無機性であるならば、もともと断熱材は全て無機質であって、上記断熱材は高熱雰囲気に耐えることができる。
【0034】
そして、上記断熱材の内部には、上記中空微粒子の内部空間により無数の空洞が形成され、この断熱材の熱伝導率が低下する。このため、この断熱材は高熱雰囲気における断熱性能が向上する。
【0035】
一方、上記したように断熱材の内部に無数の空洞が形成されると、その強度は低下しがちとなる。しかし、上記したように断熱材は補強材を含有するため、この補強材により上記断熱材の強度を向上させることができる。
【0036】
また、上記熱変形抑制材によれば、第1に、上記断熱材を加熱することに基づくこの断熱材の膨張、収縮が抑制されて、より精度のよい所望形状の硬化した断熱材を得ることができる。また、第2に、この硬化した断熱材に対し外部から高熱が与えられる場合に、この断熱材における単位時間当りの温度変化量が大きい場合でも、上記熱変形抑制材により断熱材を加熱することに基づくこの断熱材の膨張、収縮が抑制される。このため、この断熱材にクラック等の欠損が生じることはより確実に防止され、もって、寿命の向上が達成される。
【0037】
また、この形態における断熱材を具体的事例に適用すれば、次のような作用効果を得るようにすることができる。即ち、前述した発明者らの開発品である誘導加熱の加熱効率低下防止によるコンパクト設計や、また、溶融金属の流速測定装置サイズのコンパクト設計等が可能となりコスト削減が可能となる。そして、従来の誘導加熱炉の炉壁に適用した場合においても同様に、炉壁を薄くできコンパクト設計が可能となることから初期施工費用を削減できる(従来のガス炉でも同様の効果を得ることができる)。また、上記誘導加熱炉における各加熱コイル同士の間隔を狭くできるため、加熱効率向上が狙え、電力使用量を低減でき省エネに寄与することができる。
【0038】
上記断熱材をより具体的に説明すると、上記無機素材は無機バインダー材である。この無機素材として、粘土の一種であるベントナイト、セラミックス粉末、アルコキシアルミ、ジルコニア・シリカ等が用いられる。この場合、上記ベントナイトを用いることがより好ましい。このベントナイトの主成分は、二酸化ケイ素(SiO2)、アルミナ(Al2O3)、酸化マグネシウム(MgO)等を含んでいる。
【0039】
上記ベントナイトに水を混合して混練すれば、これは粘土状となって、自由な形状に成形可能である。そして、このように、ベントナイトを粘土状にする段階では酸化マグネシウム(MgO)は水に溶けアルカリ性を示す。このため、二酸化ケイ素(SiO2)は溶けてケイ酸塩(シラノール基:ケイ素に水酸基が結合したもの)になる。但し、酸性の場合にはケイ酸塩は発生しない。上記ケイ酸塩につき100〜150℃での加熱処理を施せば、脱水、縮合が発生し粘土状のものが生じる。そして、この粘土状のものを硬化させれば、断熱材を形成することが可能となる。ベントナイトは入手が容易であって、かつ、安価であり、事前処理も必要とせずに容易に断熱材を成形することができる。
【0040】
上記中空微粒子は球状をなし、この中空微粒子は一般的には、バルーン材もしくはマイクロバルーンと言われている。上記中空微粒子の材質は有機性のアクリル樹脂、エポキシ樹脂、シリコン樹脂などである。なお、上記中空微粒子3の材質は無機性であってもよい。
【0041】
ここで、上記中空微粒子を有機性とした場合には、前記したように、乾燥された断熱材を高熱により加熱処理して硬化した断熱材を得ようとする際、上記中空微粒子は熱分解して消失する。
【0042】
このため、硬化した断熱材の内部における上記空洞の容量は、上記中空微粒子が消失した分、より大きくなって、上記断熱材の熱伝導率が更に低下する。よって、この断熱材の断熱性能が、より向上する。
【0043】
上記中空微粒子につき、より具体的に説明すると、この中空微粒子がアクリル樹脂である場合には、ほぼ160℃で分解し始め、その後の昇温で熱分解して消失する。上記中空微粒子がエポキシ樹脂やシリコン樹脂である場合には、ほぼ800℃で熱分解し始め、その後の昇温で熱分解して消失する。このように、中空微粒子がエポキシ樹脂などである場合には、中空微粒子が上記アクリル樹脂であることに比べて熱分解に時間を要する。一方、上記断熱材に含有されている中空微粒子が無機材である場合には、上記のように加熱されても消失することはない。
【0044】
上記有機性の中空微粒子には、例えば、マツモトマイクロスフェア(登録商標)として市販されているものがある。この中空微粒子の各粒子は、有機性のもので樹脂製の球形状殻と、この殻の内部に封入された炭化水素とを備えている。
【0045】
上記殻は、高分子で熱可塑性を有しており、具体的には、アクリル系コポリマー、エポキシ樹脂、シリコン樹脂、メタクリレート、また、これらの合成材等のものが用いられてる。上記バルーン材の粒子の粒子径は互いに不均一であり、その平均粒子径は3−110μmである。また、このバルーン材の耐圧性は300kg/cm2以上であり、十分の機械強度を備えている。また、無機性の中空微粒子には、各粒子の殻は、シリカ、アルミナ等を用いて無機性としてもよいし、天然のシラスバルーンを用いてもよい。
【0046】
一方、上記中空微粒子の形態には、未膨張のものと、この未膨張のものを加熱して膨張させたことによる既膨張のものとがある。好ましくは既膨張のものを使用するが、未膨張のものを使用してもよい。その理由につき説明する。即ち、未膨張バルーン材の各粒子は、平均粒子径が3−45μm、殻厚さは2−15μmであり、真比重は0.02−0.05である。一方、既膨張のバルーン材3の各粒子5は、上記未膨張のバルーン材3を100℃−200℃で加熱することにより、体積を50−100倍にしたものであり、平均粒子外径は10−110μm、真比重は0.02−0.03である。このことから既膨張のものを使用することで未膨張のものを使用するときより膨張工程を1工程省略できるメリットがある。
【0047】
しかし、未膨張のものでも以下のメリットがあるので補足しておく。即ち、上記未膨張のバルーン材を加熱して既膨張のバルーン材にする場合、この工程は水中で行われる。このため、この工程の終了時、上記既膨張のバルーン材は85−95質量%の水を含有して、湿潤バルーン材とされる。この湿潤バルーン材は自由に飛散し難いため、その後の取り扱いが容易にできる。この湿潤バルーン材を乾燥させれば、0−5重量%の水を含有する既膨張の乾燥バルーン材が得られる。
【0048】
また、上記既膨張のバルーン材は、その殻の表面に炭酸カルシウムなどの無機金属塩や酸化チタンなどの無機金属酸化物の粉体を付着させたものであってもよい。
【0049】
上記補強材は、断熱材の各部強度(圧縮強度、引張強度、曲強度)の向上を目的に含有されるもので、無機繊維が使用される。この無機繊維とは、無機短繊維や無機不織布繊維を含む概念である。この補強材の使用形態として、第1に、断熱材を板状に成形する場合には、この断熱材には、無機短繊維と無機不織布繊維の双方を含有させる。また、第2に、板状以外の断熱材に使用する場合には、無機短繊維のみ含有させればよい。
【0050】
板形状の断熱材に使用する無機不織布繊維は、積層時の補強層に使用し、主に引張強度向上、曲強度向上の目的に含有させるものである。無機短繊維としては、ガラス、アルミナ等の繊維を長さ2〜8mm程度に切断したものを使用すればよく、板厚のサイズに応じて無機短繊維の長さを選定すればよい。無機不織布繊維としては、グラスファイバー、セラミックファイバー、アルミナファイバーなど耐熱性のものを使用すればよい。
【0051】
上記熱変形抑制材は、断熱材を加熱することに基づくこの断熱材の膨張、収縮を抑制するものである。この熱変形抑制材としてタルクが使用されるが、雲母を使用してもよい。このようにタルクや雲母を用いる理由につき説明する。即ち、タルクや雲母は、二次元に広がっているケイ酸イオン構造を有しており、薄片形状で、高温加熱されても、その面に沿った方向で膨張、収縮しない機能を有するものである。
【0052】
タルクは、微粉末状で親水性があって水に添加しやすく、安価で事前処理なしに市販品そのものを使用できる。断熱材は、機能的にはタルクと雲母とのうち、少なくともいずれか一方を含有していればよい。そして、このような熱変形抑制材は、断熱材を加熱することに基づくこの断熱材の膨張、収縮抑制はもちろんのこと、耐熱衝撃性という優れた効果を発揮し、部分的な偏熱が発生してもセラミックスのようにクラックなどの損傷を防止できる。
【0053】
上記無機素材/中空微粒子の質量比は15−2.7であることが好ましい。。
【0054】
ここで、上記質量比が15を越えると、無機素材の質量%が大きくなって、断熱材の強度は向上する。しかし、中空微粒子の質量%が過少となることにより、上記空洞の量が過少となって熱伝導率が大きくなり、断熱性能の向上が阻害されがちとなる。一方、上記質量比が2.7未満になると、無機素材の質量%が少なくなると共に、中空微粒子の質量%が過大となることにより、上記空洞の量が過多となって、強度の向上が阻害されがちとなる。
【0055】
そこで、上記したように、質量比を15−2.7とすれば、上記断熱材の断熱性能と強度とがバランスよく向上する。なお、上記質量比は、10−3.0であることがより好ましく、6−3.5であることが更に好ましい。
【0056】
また、上記無機素材/補強材の質量比は、断熱材の厚さが5mm以下である場合には、補強材による強度向上が必要とされるため、12未満−5であることが好ましく、また、10−7であることがより好ましい。一方、上記断熱材の厚さが5mmを越える場合には、断熱材自体の強度が向上して、補強材による強度向上の必要性が低下するため、200−12であることが好ましく、100−20であることがより好ましい。
【0057】
ここで、上記質量比が上記各上限値を越えると、無機素材の質量%が大きくなって、断熱材の断熱性能は向上する。しかし、補強材の質量%が過少となることにより、断熱材の強度が低下しがちとなる。一方、上記質量比が上記各下限値未満であると、補強材の質量%が大きくなって、断熱材の強度は向上する。しかし、上記補強材は一般に熱伝導率が大きいために、断熱材の断熱性能が低下しがちとなる。
【0058】
そこで、上記したように、質量比を上記した各数値の範囲とすれば、上記断熱材の断熱性能と強度とが、よりバランスよく向上する。
【0059】
上記無機素材/熱変形抑制材の質量比は0.1−9であることが好ましい。
【0060】
ここで、上記熱変形抑制材のタルクや雲母はバインダーとしての働きを有していない。このため、上記質量比が0.1未満であると、上記熱変形抑制材の質量%は大きくなる一方、無機素材の質量%が過少となって、断熱材の強度の向上が阻害される。一方、上記質量比が9を越えると、上記無機素材の質量%は大きくなるが、熱変形抑制材の質量%が過少となり、断熱材を加熱することに基づくこの断熱材の膨張、収縮の抑制がし難くなる。
【0061】
そこで、上記したように、質量比を0.1−9とすれば、上記断熱材は、強度を向上させることができると共に、クラックなどの欠損の生じることがより確実に防止される。なお、上記質量比は、0.1−2.0であることがより好ましく、0.1−1.0であることが更に好ましい。
【0062】
上記未膨張の中空微粒子3を含有する単板形状の断熱材1,9,17,20の製造方法につき、図1、図2を用いて説明する。
【0063】
まず、第1工程(混練・膨張工程)として、上記無機素材2、未膨張製品の中空微粒子3、補強材、および熱変形抑制材4に対し、水が添加されて、バッチ式や連続押出式のミキサー等により混練される。上記中空微粒子3は有機性である球形状殻6と、この殻6の内部に封入された炭化水素7とを備えている。そして、上記混練により、粘土状の断熱材1が成形される。この断熱材1は最終製品8となり得るものである。次に、上記断熱材1が密閉圧力容器(図示なし)に収容され、100〜200℃で加熱される。すると、断熱材1における上記各中空微粒子3がそれぞれ膨張し、その冷却後には自由な形状に成形可能な粘土状の2次断熱材9が成形される。
【0064】
次に、第2工程(成形工程)として、上記2次断熱材9により、ブロックのような1次中間成形品10が成形機により成形される。また、この1次中間成形品10はタイル、レンガ、壁ユニットのように成形してもよい。
【0065】
次に、第3工程(整製工程)として、上記1次中間成形品10が密閉型13内に封入させられた状態で、この密閉型13内の空気を抜きながらジャッキにより上記中間成形品10に面圧力が与えられる。すると、膜厚が均一な中間成形品14が成形される。
【0066】
次に、第4工程(乾燥工程)として、上記密閉型13から上記2次中間成形品14が取り出される。そして、この中間成形品14は、1次乾燥として、乾燥炉16にて80℃程度にまで30分程度加熱される。また、この2次中間成形品14は、2次乾燥として、乾燥炉16により100℃以上で1時間以上をかけて乾燥される。このように段階的に加熱して乾燥することにより硬化させられ、完全に脱水、縮合された状態の3次断熱材17が成形される。この断熱材17は、強度と剛性とを十分に有している。
【0067】
ここで、上記したように、2次中間成形品14を80℃まで一旦加熱する理由は、次の如くである。即ち、一般に、上記中間成形品14には、断熱材17を成形する上で必要な結合水以外に余分の水分が含まれている。このため、仮に、上記中間成形品14を一気に100℃以上まで加熱すると、上記した余分の水分が突沸し断熱材にクラックが生じるおそれがある。そこで、それを防止する目的で、上記したように段階的に加熱して乾燥を行う。なお、上記2次中間成形品14を80℃で乾燥させたとしても、上記クラックが生じる場合には、このクラックの発生を防止するために次のようにしてもよい。即ち、上記乾燥を自然乾燥にしてもよい。また、上記2次中間成形品14に、予め、セルロースを混入させて、水分蒸発を抑制させながら乾燥させてもよい。
【0068】
次に、第5工程(焼成工程)として、上記3次断熱材17は加熱炉19により800℃以上に加熱されて、断熱材20が成形される。この加熱の際、上記中空微粒子3は熱分解により消失する。このため、上記断熱材20の内部には無数の空洞22が形成される。また、上記加熱の際、上記無機短繊維や無機不織布繊維の材質が溶融して、上記断熱材17の組織内に溶け込むことにより、バインダーとして働き、成形される断熱材20の強度が高められる。
【0069】
なお、上記断熱材1の他、上記各工程段階で成形される2次断熱材9、3次断熱材17、4次断熱材20を最終製品8としてもよい。
【0070】
上記2次断熱材9を最終製品8とする場合、この2次断熱材9は、例えば、加熱炉の炉壁の金属製外壁板21に沿って取り付けられる。この場合、前記第2工程のように、この2次断熱材9により中間成形品10を成形して、第3工程に進んでもよい。一方、第2,3工程を経ることなく、第4工程に進んでもよい。そして、この第4工程で、上記炉壁の2次断熱材9もしくは中間成形品10が乾燥されて、3次断熱材17が成形される。
【0071】
次に、既膨張製品の中空微粒子3を含有する単板形状の断熱材の製造方法につき説明する。
【0072】
上記方法では、上記未膨張製品の中空微粒子3を使用した製造工程と第2,3,4,5工程は同様であるが、既膨張製品の中空微粒子3を使用しているので、上記第1工程の膨張工程を省略することが可能である。
【0073】
但し、上記2次断熱材9を最終製品8とする場合、この2次断熱材9は、例えば、図2に示すように加熱炉の炉壁の金属製外壁板21に沿って延設される。この場合、この2次断熱材9により上記第2工程のように、中間成形品10を成形して、第3工程に進んでもよい。一方、第2,3工程を経ることなく、第4工程に進んでもよい。
【0074】
そして、上記第4工程で、上記炉壁の2次断熱材9もしくは中間成形品10が乾燥されて、3次断熱材17が成形される。次に、上記第5工程のように、炉の熱により上記3次断熱材17が加熱されて、これが4次断熱材20とされ、これにより、耐熱性の炉壁が形成される。
【0075】
次に、既膨張製品の中空微粒子3を使用した積層板形状の断熱材の製造方法につき説明する。
【0076】
図2において、前記中間成形品10は、上記2次断熱材9により成形された複数(3層)の断熱材層11と、これら断熱材層11の間に介設される複数(2層)の強化層12とを備え、これら11,12は互いに一体的に固着されている。上記強化層12は、無機繊維のうち、特に、無機不織布繊維が用いられるが、無機短繊維を用いてもよい。
【0077】
上記した3層構造の断熱材層11を形成する場合、上記した既膨張製品の中空微粒子3を使用した製造工程と第1,2,5工程は同様で、第3、4工程で積層、乾燥を行う。第3工程として、蓋を外した密閉型13に離形紙を敷設し、この離形紙の上面に1層目の断熱材層11を形成し、その上面に1層目の強化層12を載せ、その上面に2層目の断熱材層11を形成し2層成形品を成形を行う。
【0078】
そして、上記2層成形品の上面に他の離形紙を敷設し、上から密閉型13に蓋を行い、空気を抜きながらジャッキにより面圧力をかけ、この2層成形品の膜厚を均一にする。次に、第4工程として、上記密閉型13から2層成形品を取り出して、上記各離形紙を剥離し、これを乾燥炉により80℃にて30分程度乾燥させ、3次断熱材17を成形する。
【0079】
この状態では、断熱材層11が2層、強化層12が1層の状態である。そこで、もう1層の断熱材層11と強化層12とを形成するために、再度、第3工程を行う。つまり、上記密閉型13に再度離形紙を敷設し、上記2層成形品を裏返しにして入れる。次に、その上面に、2層目の強化層12を載せ、その上に残りの断熱材層11を形成する。次に、その上面に離形紙を載せ、上から蓋を行い空気を抜きながらジャッキにより面圧力をかける。すると、3層成形品が成形される。次に、上記密閉型13から上記3層成形品を取り出して、再度、第4工程として上記乾燥炉16により80℃にて30分程度乾燥させる。このようにして図2に示すような3層の断熱材層11と2層の補強層12とによる3層成形品が形成されることになる。
【0080】
ここでの説明は3層成形品についての説明であったが、これらの層数に限定するものではなく、要求強度に応じて層数を増減させることができる。そして、4層以上の断熱材層11の成形に関しても同様に、1層増加する毎に第3工程、第4工程を繰り返して行えばよい。
【0081】
上記した無機繊維による強化層12が2層以上の構造の断熱材の場合、最外層の2つの強化層12,12よりも外側(表層と裏層とのうち、少なくともいずれか一方)に位置する断熱材層11の中空微粒子の平均粒子径は40−5μmとされている。このようにすれば、上記2つの強化層12,12の間における断熱材層11の中空微粒子の平均粒子径をより大きくすることにより、断熱性能を向上させた場合でも、上記断熱材の外面の粗度を細かくでき、仕上げ面を美麗にすることができる。なお、上記中空微粒子3の平均粒子径は、30−10μmとすることが、より好ましい。
【0082】
以下に、実施例1−3として、各実験例を示すが、その具体的内容は下記[表1]に示す。
【0083】
【表1】
【実施例1】
【0084】
この実施例は、図2に示すような3層構造で厚さ寸法A=5mmの断熱材を各工程を経て成形する、というものである。この実施例1は、上記[表1]中、実験NO1−NO4に相当する。これら実験は、球状中空微粒子についてのみ、その含有量を変化させて行われ、その各効果が確認された。
【0085】
(断熱材の材料)
無機素材:ベントナイト15g
球状中空微粒子:マイクロバルーン3〜6g
(松本油脂製薬株式会社製、商標 マツモトマイクロスフェアー、
F−80ED、粒子径90〜110μm)
熱変形抑制材:タルク15g
無機短繊維:ガラス短繊維1.25g(長さ3mm)
無機不織布繊維:グラスファイバー1.42g
(150×150mm×2枚)
水:純水70g
を準備した。
【0086】
(製造方法)
全て同様の手順であるため代表例として、まず最初に実施例1に関しての手順について説明する。
【0087】
第1工程として、上記ガラス短繊維と水とをビーカーに入れてマグネットスターラーに載置し、このスターラーによる攪拌を10分程度行う。
【0088】
次に、上記攪拌を行いながら、上記ビーカーにベンドナイトとタルクとの混合物の一部を徐々に投入した。次に、上記攪拌を解除して、上記ビーカーから3l(リットル)容器に移しマイクロバルーンを加え、撹拌棒により撹拌した。更に、上記3l(リットル)容器にベンドナイトとタルクとの混合物の残り分を徐々に投入し、かつ、撹拌棒により撹拌し、粘土状の調合物を成形した。
【0089】
次に、第2工程として、3枚の断熱材の成形品を準備した。
【0090】
次に、第3工程として、密閉型に離形紙を設置し、この離形紙の上面に1枚目の成形品を載せて1層目の断熱材層を形成し、その上面に強化層として1層目のグラスファイバーを載せ、その上面に2枚目の成形品を載せ2層目の断熱材層を形成し2層成形品を成形した。
【0091】
そして、上記1次中間成形品の上面に他の離形紙を敷設し、上から密閉型に蓋を行い、空気を抜きながらジャッキにより面圧力をかけ、2層成形品の膜厚を均一にした。
【0092】
次に、第4工程として、上記密閉型から2層成形品を取り出して、上記各離形紙を剥離し、これを乾燥炉により80℃にて30分乾燥させ、3次断熱材を成形した。この状態では、断熱材層が2層、強化層が1層の状態である。そこで、もう1層の断熱材層、強化層を形成するために、再度、第3工程を行う。つまり、上記密閉型に再度離形紙を敷設し、上記2層成形品を裏返しにして入れる。次に、その上面に、2層目のグラスファイバーを載せ、その上に3枚目の成形品を載せる。次に、その上面に離形紙を載せ、上から蓋を行い空気を抜きながらジャッキにより面圧力をかける。すると、3層成形品が成形される。次に、上記密閉型から上記3層成形品を取り出した。
【0093】
再度、第4工程として、上記乾燥炉により80℃にて30分乾燥させ3次断熱材を成形した。次に、5次工程として、加熱炉で1100℃まで加熱し目的の実験NO1の断熱材を成形した。
【0094】
(結果)
マイクロバルーンの量を増やしていくと熱伝導率(W/m・K)が低くなっていくことが理解できる。また、張力試験結果は、評価値(1)÷(2)〔無機素材(g)÷球状中空微粒子(g)〕が2.5では強度が出ないことが判明したので、実用上は2.7以上が好ましく、3.0以上がより好ましい。
【0095】
今回の断熱材に関しては、耐熱温度が1100℃程度あり、従来技術で耐熱温度が同等の1100℃程度ある断熱レンガ、耐火キャスタブルの熱伝導率(W/m・K)、および、800℃から300℃程度断熱するのに必要な断熱材の厚さ(mm)を比較すると各段に低いことが理解できる。
【0096】
(今回の断熱材) 断熱レンガ キャスタブル耐火物
熱伝導率(W/m・K) 0.065以下 ≒0.12 ≒0.25
厚さ(mm) 5mm以下 ≒10mm ≒19mm
【実施例2】
【0097】
この実施例も、実施例1と同様に図2に示すような3層構造で厚さ寸法A=5mmの断熱材を各工程を経て成形する、というものである。この実施例2は、前記[表1]中、実験NO5−NO7に相当する。これら実験は、無機素材と熱変形抑制材についてのみ、その含有量を変化させて行われ、その各効果が確認された。
【0098】
(断熱材の材料)
無機素材:ベントナイト3〜27g
球状中空微粒子:マイクロバルーン3g
(松本油脂製薬株式会社製、商標 マツモトマイクロスフェアー
F−80ED、粒子径90〜110μm)
熱変形抑制材:タルク3〜27g
無機短繊維:ガラス短繊維1.25g(長さ3mm)
無機不織布繊維:グラスファイバー1.42g
(150×150mm×2枚)
水:純水70g
を準備した。
【0099】
(製造方法)
実施例1と同様であるので省略する。
【0100】
(結果)
熱変形抑制材の含有量が多いほド収縮率が少ないことが理解できる。実用上は評価値(1)÷(3)〔無機素材(g)÷熱変形抑制材(g)〕が0.1−9であることが好ましく、0.1−2.0であることがより好ましく、0.1−1.0であることが更に好ましい。
【実施例3】
【0101】
この実施例も、実施例1と同様に図2に示すような3層構造で厚さ寸法A=5mmの断熱材を各工程を経て成形する、というものである。この実施例3は、前記[表1]中、実験NO8−NO11に相当する。これら実験は、無機繊維についてのみ、その含有量を変化させて行われ、その各効果が確認された。
【0102】
(断熱材の材料)
無機素材:ベントナイト15g
球状中空微粒子:マイクロバルーン3g
(松本油脂製薬株式会社製、商標 マツモトマイクロスフェアー
F−80ED、粒子径90〜110μm)
熱変形抑制材:タルク15g
無機短繊維:ガラス短繊維1.25g(長さ3mm)の有無
無機不織布繊維:グラスファイバー1.42gの有無
(150×150mm×2枚)
水:純水70g
を準備した。
【0103】
(製造方法)
実施例1と同様であるので省略する。
【0104】
(結果)
補強材の効果として、無機繊維である無機短繊維と無機不織布繊維との採用により引張試験であるが強度向上が認められた。また、曲げ試験は行っていないが、実験NO8と実験NO11とを手感覚で確認した。この結果、実験NO8では表面クラックが少しでも発生していれば、簡単に割れてしまう。しかし、実験NO11は表面クラックが少し発生していても板形状を保っていることから、引張試験での効果以上の効果が発生していると思われる。
【図面の簡単な説明】
【0105】
【図1】断熱材を乾燥、加熱して他の断熱材を成形する際のフローを示す図である。
【図2】中間成形品の部分斜視断面図である。
【符号の説明】
【0106】
1 断熱材
2 無機素材
3 中空微粒子
4 熱変形抑制材
5 補強材
8 最終製品
9 2次断熱材
10 1次中間成形品
13 密閉型
14 2次中間成形品
16 乾燥炉
17 3次断熱材
19 加熱炉
20 4次断熱材
22 空洞
【特許請求の範囲】
【請求項1】
無機素材、中空微粒子、補強材、および熱変形抑制材を含有することを特徴とする断熱材。
【請求項2】
上記無機素材をベントナイトとしたことを特徴とする請求項1に記載の断熱材。
【請求項3】
上記中空微粒子を有機性としたことを特徴とする請求項1に記載の断熱材。
【請求項4】
上記熱変形抑制材をタルクと雲母とのうち、少なくともいずれか一方としたことを特徴とする請求項1に記載の断熱材。
【請求項5】
上記補強材を無機繊維としたことを特徴とする請求項1に記載の断熱材。
【請求項6】
上記無機繊維を積層構造としたことを特徴とする請求項5に記載の断熱材。
【請求項7】
上記無機素材/熱変形抑制材の質量比を0.1−9としたことを特徴とする請求項1に記載の断熱材。
【請求項8】
上記無機繊維を2層以上の構造とし、最外層の2つの無機繊維よりも外側に位置する中空微粒子の平均粒子径を40−5μmとしたことを特徴とした請求項6記載の断熱材。
【請求項9】
請求項1に記載の上記断熱材を所定形状とし、この断熱材の加熱により成形されたことを特徴とする断熱材。
【請求項10】
無機素材、中空微粒子、補強材、および熱変形抑制材を含有し、上記補強材を積層構造の無機繊維とした断熱材の製造方法であって、
上記各無機繊維をそれぞれ含有する上記断熱材の各層を順次成形する毎に乾燥処理を行うことを特徴とする断熱材の製造方法。
【請求項1】
無機素材、中空微粒子、補強材、および熱変形抑制材を含有することを特徴とする断熱材。
【請求項2】
上記無機素材をベントナイトとしたことを特徴とする請求項1に記載の断熱材。
【請求項3】
上記中空微粒子を有機性としたことを特徴とする請求項1に記載の断熱材。
【請求項4】
上記熱変形抑制材をタルクと雲母とのうち、少なくともいずれか一方としたことを特徴とする請求項1に記載の断熱材。
【請求項5】
上記補強材を無機繊維としたことを特徴とする請求項1に記載の断熱材。
【請求項6】
上記無機繊維を積層構造としたことを特徴とする請求項5に記載の断熱材。
【請求項7】
上記無機素材/熱変形抑制材の質量比を0.1−9としたことを特徴とする請求項1に記載の断熱材。
【請求項8】
上記無機繊維を2層以上の構造とし、最外層の2つの無機繊維よりも外側に位置する中空微粒子の平均粒子径を40−5μmとしたことを特徴とした請求項6記載の断熱材。
【請求項9】
請求項1に記載の上記断熱材を所定形状とし、この断熱材の加熱により成形されたことを特徴とする断熱材。
【請求項10】
無機素材、中空微粒子、補強材、および熱変形抑制材を含有し、上記補強材を積層構造の無機繊維とした断熱材の製造方法であって、
上記各無機繊維をそれぞれ含有する上記断熱材の各層を順次成形する毎に乾燥処理を行うことを特徴とする断熱材の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2008−105901(P2008−105901A)
【公開日】平成20年5月8日(2008.5.8)
【国際特許分類】
【出願番号】特願2006−290493(P2006−290493)
【出願日】平成18年10月25日(2006.10.25)
【出願人】(593109584)伸栄産業株式会社 (8)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
【公開日】平成20年5月8日(2008.5.8)
【国際特許分類】
【出願日】平成18年10月25日(2006.10.25)
【出願人】(593109584)伸栄産業株式会社 (8)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]