
断熱材及びその製造方法
【課題】断熱材として不燃性の特性を維持しつつ、断熱材中への異物の混入を防止する表皮材を簡便且つ強固に接着可能とする。
【解決手段】本発明にかかる断熱材10は、無機繊維16が熱接着繊維18で熱接着されて構成された不織布基材12と、不織布基材12に積層された表皮材14からなる断熱材10であって、表皮材14が、空隙率が不織布基材12より小さく不織布基材12と対向する面に毛羽状物14aを備えた不燃性又は難燃性の繊維からなるシート状物であり、
前記不織布基材12と前記表皮材14とは前記熱接着繊維18による熱接着で接着されていることを特徴とする、断熱材。
【解決手段】本発明にかかる断熱材10は、無機繊維16が熱接着繊維18で熱接着されて構成された不織布基材12と、不織布基材12に積層された表皮材14からなる断熱材10であって、表皮材14が、空隙率が不織布基材12より小さく不織布基材12と対向する面に毛羽状物14aを備えた不燃性又は難燃性の繊維からなるシート状物であり、
前記不織布基材12と前記表皮材14とは前記熱接着繊維18による熱接着で接着されていることを特徴とする、断熱材。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は断熱材及びその製造方法に関し、特に、不燃性で断熱材内部に異物が混入することが少ない断熱材及びその製造方法に関するものである。
【背景技術】
【0002】
従来、車両の壁面や天井に使用する断熱材には、天然繊維や有機合成繊維を原料とした断熱材が一般的に使用されてきた。しかし、これらの断熱材は原料が天然繊維や有機合成繊維であるため可燃性となり、さらに燃焼時には有害ガスを発生する危険性があった。そこで今日では安全性と成形性を考慮して、ガラス繊維を原料とした断熱材が広く使用されている。さらに近年では、省エネルギー化に向けた車両の軽量化を図るために、ガラス素材よりも軽く不燃性の炭素繊維を原料とする空隙率の高い断熱材が使用され始めている。
【0003】
しかしながら、炭素繊維素材からなる断熱材は空隙率が高いために、組立作業などの間に断熱材に入り込んだ金属の切り屑、配線の切れ端、ネジ、ナット等のファスナー類等の異物が断熱材中に残り易くなっている。入り込んだ異物が導電性の物の場合には、意図しない箇所が短絡してしまうため、電気的トラブルを生じる要因となっている。
【0004】
上記の問題を解決する手段として、断熱材に表皮材を設けて異物を入り込みにくくする方法があげられる。表皮材を断熱材に設ける方法には、様々な方法が考えられるが特許文献1では、無機繊維の織布またはフェルトからなる表皮材(表面シート)を断熱材(不織布基材)表面に不燃性樹脂で貼り合わせる方法が提案されている。しかしながら、この方法では表皮材を貼り合わせるのに不燃性樹脂を使用しているために、十分な接着強度で接着することができず、表皮材が容易に剥がれてしまう問題があった。また断熱材に不燃性樹脂を塗布する工程が増えるため製造上効率が悪化する問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−186857号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
発明が解決しようとする課題は、断熱材として不燃性の特性を維持しつつ、断熱材中への異物の混入を防止する表皮材を簡便且つ強固に接着できない点である。
【課題を解決するための手段】
【0007】
請求項1に記載の発明は、無機繊維が熱接着繊維で熱接着されて構成された不織布基材と、不織布基材に積層された表皮材からなる断熱材であって、表皮材は、空隙率が不織布基材より小さく不織布基材と対向する面に毛羽状物を備えた不燃性又は難燃性の繊維からなるシート状物であり、不織布基材と表皮材とは熱接着繊維による熱接着で接着されていることを特徴とする、断熱材である。
請求項2に記載の発明は、表皮材の不織布基材と対向していない側の表面が、不織布基材の表面より平滑である、請求項1に記載の断熱材である。
請求項3に記載の発明は、無機繊維と熱接着繊維とを混合してウェブを形成する工程と、少なくとも表面の一部に毛羽状物を備えたシート状物とウェブとを毛羽状物がウェブと相対するように重ね合わせる工程と、ウェブのシート状物と重ねあわされている側の反対側からシート状物と重ね合わされている側に向けて貫通するように熱風を吹き付けて熱接着繊維を溶解させ、ウェブ中の繊維同士を熱接着するとともに、ウェブとシート状物とを熱接着する工程とからなることを特徴とする、断熱材の製造方法である。
請求項4に記載の発明は、少なくとも表面の一部に毛羽状物を備えたシート状物とウェブとを毛羽状物がウェブと相対するように重ね合わせる工程は、シート状物がウェブの下側に配置された、請求項3に記載の断熱材の製造方法である。
【発明の効果】
【0008】
本発明にかかる断熱材及びその製造方法では、不織布基材の表面に表皮材を簡便且つ強固に接着することができる。
【図面の簡単な説明】
【0009】
【図1】図1は本発明にかかる断熱材の一実施形態を示す斜視図解図である。
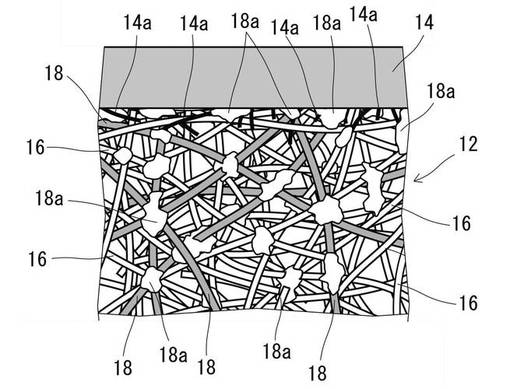
【図2】図1に示す断熱材の断面の一部を拡大した図解図である。
【発明を実施するための形態】
【0010】
本発明にかかる断熱材10は、大略して、不織布基材12と表皮材14とから構成されている。不織布基材12は、無機繊維16と熱接着性繊維18とからなる。無機繊維16は、特に限定されるものではないが、具体的には炭素繊維、スラグ繊維、ガラス繊維、金属繊維、岩石繊維などを用いることができる。その中でも不燃性を備えつつ軽量である点から炭素繊維を用いることが好ましい。炭素繊維としては、例えば、ポリアクリロニトリル(PAN)系、ピッチ(等方性ピッチ、異方性ピッチ)系、フェノール樹脂系、レーヨン系、セルロース系、ポリビニルアルコール(PVA)系などの炭素繊維を用いることができる。無機繊維は、単独または2種以上を組み合わせて使用されてもよい。無機繊維16の繊維径については、特に限定されることはなく断熱材10が適用される製品に求められる物性等を考慮して、適当な径の繊維が使用されればよい。捲縮についても特に限定されるものではないが、捲縮があるとカーディング装置からの落綿が減少し、作製される不織布基材12の圧縮回復性が向上するので、捲縮を有するものを使用するのが望ましい。
【0011】
熱接着繊維18は、その構成要素の一部または全部である熱接着成分18a(低融点成分)を溶融させて、図2に示すように、他の繊維を熱接着するためのものである。熱接着繊維18としては、特に限定されるものではないが、例えば、ポリオレフィン系、ポリエステル系、ポリアミド系、ポリウレタン系などの熱接着繊維を用いることができる。これらの熱接着繊維は、単独または2種以上を組み合わせて使用されてもよい。熱接着繊維18は、構成形態に特に限定されるものはないが、芯鞘型、サイドバイサイド型等のコンジュゲート繊維を用いることができる。また、エラストマー材料や結晶性材料など繊維の材料に特に限定されるものはないが、加工性の向上と、不織布基材12に圧縮回復性を具備させる点においてポリエステル系の熱接着繊維を用いることが望ましい。
【0012】
表皮材14は、断熱材10の不燃性を損なわない材質で構成されたものであれば特に限定されるものではないが、例えば、炭素繊維、耐炎化繊維、難燃性有機繊維、天然繊維、有機合成繊維などを用いたシート状物を用いることができる。表皮材14には、前述の繊維を単独または2種以上を組み合わせて使用され得るが、加工が容易で扱い易い点で耐炎化繊維を用いたシート状物を用いるのが望ましい。表皮材14は、不織布基材12への異物の混入を防止するものであるので、不織布基材12より空隙率が小さくものが使用されるのが好ましい。
【0013】
図2に示すように、表皮材14の不織布基材12と対向する面には、毛羽状物14aが形成されている。この毛羽状物14aは、表皮材14を不織布基材12と積層させたときに不織布基材12中に進入することで不織布基材12と多くの点で接触し、広い面積でもって不織布基材12と熱接着させるためのものである。なお、毛羽状物14aは、表皮材14の平滑な面からわずかに突出した繊維状物であればよく、その長さ等について特に限定されるものではないが、接着強度を均一にするためには長さや単位面積当たりの本数が略均一にされていることが望ましい。毛羽状物14aの形成方法については、表皮材14を製造する際に熱ロール加工等の毛羽立ちを抑制する後処理工程を省くことで形成してもよいし、後加工として針布起毛、エメリー起毛、水中起毛、フィブリル化起毛などの起毛方法を適用して形成されてもよい。
【0014】
表皮材14を不織布基材12に貼り合わせるには、無機繊維16と熱接着繊維18を均一に混合したウェブを所定の目付に積層した後、表皮材14の上に配置し、熱処理装置にて熱接着繊維18の熱接着成分18aが溶ける温度以上の熱風で加熱処理することにより、熱接着成分18aで不織布基材12中の無機繊維16を熱接着すると同時に、不織布基材12と表皮材14を熱接着させることにより行われる。このとき、表皮材14は不織布基材12の下側に配置し、不織布基材12の表皮材14と重ねあわされている側の反対側から表皮材14と重ね合わされている側に向けて貫通するように熱風を吹き付けて、熱接着繊維18の熱接着成分18aを溶解させることで溶解した熱接着成分18aが重力及び風圧により下方に移動するので、効率的に毛羽状物14aと熱接着成分18aが接触し強固に熱接着することができる。
【0015】
このとき、不織布基材12における無機繊維16と熱接着繊維18の混合比率は、無機繊維16の比率が大きいと不織布基材12自体における積層間の接着強度や、不織布基材12と表皮材14との間の接着強度が弱くなり、また、熱接着繊維18の比率が大きいと不織布基材12における不燃性特性や圧縮回復性が損なわれるので、炭素繊維/熱接着繊維=95/5から50/50の範囲とし、好ましくは90/10〜60/40、さらに好ましくは80/20〜70/30の範囲にあることが好ましい。この範囲で無機繊維16と熱接着繊維18とを混合させたとき、不織布基材12自体および不織布基材12と表皮材14間の接着強度が強く、断熱材10として不燃性特性と圧縮回復性に優れたバランスの良い断熱材10を得ることができる。
【0016】
なお、無機繊維16と熱接着繊維18とを混合するときに、無機繊維16と熱接着繊維18の混合状態を均一にすることにより熱接着繊維18の分散を均一にし、繊維の接着点の偏りをなくすことにより、部分的な接着不良をなくし、不織布基材12の接着強度と、不織布基材12と表皮材14との間の接着強度を均一で安定したものとすることができる。繊維の混合状態を均一化するには、繊維をカーディング装置に投入する前に、前処理機で予備開繊するのが効果的である。
【実施例1】
【0017】
次に、実施例を挙げて本発明を詳細に明示するが、本発明はこれら実施例、製造例になどに限定されるのもではない。
【0018】
無機繊維16として、渦流法により紡糸された石炭系等方性ピッチ系炭素繊維である大阪ガスケミカル株式会社製のドナカーボ(登録商標)を使用した。また、熱接着繊維18として、ポリエステル系熱接着繊維であるユニチカファイバー株式会社製の408Bを使用した。本実施例においては、無機繊維16と熱接着繊維18との混合比率は、80/20とした。これらを混合したものを前処理機に投入し、前処理工程を経てカード機に投入し、無機繊維16と熱接着繊維18とが均一に混合しているウェブを作製した。このウェブを複数枚積層させて、不織布基材12となる目付350g/m2のウェブを作製した。
【0019】
表皮材12には、毛羽抑制の後処理が施されていない耐炎化繊維の酸化アクリル繊維からなるスパンレース不織布を使用した。このスパンレース不織布の上に前述のウェブを配置し、貫通式熱処理機で200〜220°Cの熱風をウェブ上面からスパンレース不織布の下面に向けて貫通させ熱接着繊維18の熱接着成分18aを溶融させて、炭素繊維−熱接着繊維−表皮材を相互に熱接着させて実施例1の断熱材10を作製した。
【0020】
(比較例1)
比較例1では、実施例1の毛羽を備えた表皮材の代わりに、毛羽抑制の後処理を行って表皮材表面に毛羽状物がない耐炎化繊維製スパンレースを使用した。その他の構成・仕様・工程は実施例1と全く同様にして、比較例1の断熱材を作製した。
【0021】
(比較例2)
比較例2では、表皮材及びウェブを比較例1と全く同一としたが、表皮材の一表面全体に接着剤として水溶性フェノール樹脂(群栄化学工業株式会社製、pL−6846)をスプレー法により塗布行った。先に得たウェブを比較例1で用いたスパンレース不織布の上に配置し、貫通式熱処理機で200−220℃の熱風をウェブ上部からスパンレース不織布の下面に向けて貫通させて炭素繊維−熱接着繊維−表皮材を相互に接着させ、比較例2を作製した。
【0022】
(比較例3)
比較例3では、表皮材及びウェブを比較例1と全く同一としたが、表皮材の一表面全体に接着剤として固形フェノール樹脂(DIC株式会社製、TD−2040C)を粉砕加工して得られた粉体を接着剤としてシンター加工した。先に得たウェブを比較例1で用いたスパンレース不織布の上に配置し、貫通式熱処理機で200−220℃の熱風をウェブ上部からスパンレース不織布の下面に向けて貫通させて炭素繊維−熱接着繊維−表皮材を相互に接着させ、比較例3を作製した。
【0023】
(比較例4)
比較例4では、表皮材及びウェブを比較例1と全く同一としたが、表皮材の一表面全体に接着剤として固形ポリエチレン樹脂粉体(宇部丸善ポリエチレン株式会社製、UM8420)をシンタ−加工した。先に得たウェブを比較例1で用いたスパンレース不織布の上に配置し、貫通式熱処理機で200−220℃の熱風をウェブ上部からスパンレース不織布の下面に向けて貫通させて炭素繊維−熱接着繊維−表皮材を相互に接着させ、比較例4を作製した。
【0024】
得られた実施例1の効果を確認するために剥離強度の測定を行った。試験条件は、実施例1及び比較例1〜比較例4をそれぞれタテ60mm、ヨコ60mmに切り取りサンプルを用意し、これらサンプルの表皮材を貼っていない面を固定した後、タテ方向に表皮材を20mm程度はがし、はがした表皮材の端部を引っ張り試験機(島津製作所製、島津オートグラフAGS−∫)を使用して引っ張り速度50mm/minで引っ張り剥離強度を測定するというものである。
【0025】
なお、接着強度評価(g/5cm)の評価基準は以下のとおりである。
50未満 :×
50以上80未満:△
80以上 :○
【0026】
また上述の測定を併せて、国土交通省省令による鉄道車両材料の燃焼性規格試験法に準拠し、断熱材の燃焼性を評価した。
【0027】
なお、燃焼試験判定(アルコール燃焼中の発煙量)の判定基準は以下のとおりである。
普通 :難燃性
少ない:極難燃性
僅少 :不燃性
【0028】
上述の試験結果を表1に示す。
【0029】
【表1】

【0030】
表1が示すように、実施例1は、接着剤を追加した比較例と比べても接着強度が劣ることなく、また断熱材としての不燃性も維持している。
【産業上の利用可能性】
【0031】
本発明の断熱材は、不燃性を有し、且つ圧縮回復性が優れているため、鉄道車両(新幹線車両、一般車両、地下鉄車両、など)、自動車、航空機、建築物などにおいて、壁や床を構成する材料として有効である。
【符号の説明】
【0032】
10 断熱材
12 不織布基材
14 表皮材
14a 毛羽状物
16 無機繊維
18 熱接着性繊維
18a 熱接着成分
【技術分野】
【0001】
本発明は断熱材及びその製造方法に関し、特に、不燃性で断熱材内部に異物が混入することが少ない断熱材及びその製造方法に関するものである。
【背景技術】
【0002】
従来、車両の壁面や天井に使用する断熱材には、天然繊維や有機合成繊維を原料とした断熱材が一般的に使用されてきた。しかし、これらの断熱材は原料が天然繊維や有機合成繊維であるため可燃性となり、さらに燃焼時には有害ガスを発生する危険性があった。そこで今日では安全性と成形性を考慮して、ガラス繊維を原料とした断熱材が広く使用されている。さらに近年では、省エネルギー化に向けた車両の軽量化を図るために、ガラス素材よりも軽く不燃性の炭素繊維を原料とする空隙率の高い断熱材が使用され始めている。
【0003】
しかしながら、炭素繊維素材からなる断熱材は空隙率が高いために、組立作業などの間に断熱材に入り込んだ金属の切り屑、配線の切れ端、ネジ、ナット等のファスナー類等の異物が断熱材中に残り易くなっている。入り込んだ異物が導電性の物の場合には、意図しない箇所が短絡してしまうため、電気的トラブルを生じる要因となっている。
【0004】
上記の問題を解決する手段として、断熱材に表皮材を設けて異物を入り込みにくくする方法があげられる。表皮材を断熱材に設ける方法には、様々な方法が考えられるが特許文献1では、無機繊維の織布またはフェルトからなる表皮材(表面シート)を断熱材(不織布基材)表面に不燃性樹脂で貼り合わせる方法が提案されている。しかしながら、この方法では表皮材を貼り合わせるのに不燃性樹脂を使用しているために、十分な接着強度で接着することができず、表皮材が容易に剥がれてしまう問題があった。また断熱材に不燃性樹脂を塗布する工程が増えるため製造上効率が悪化する問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−186857号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
発明が解決しようとする課題は、断熱材として不燃性の特性を維持しつつ、断熱材中への異物の混入を防止する表皮材を簡便且つ強固に接着できない点である。
【課題を解決するための手段】
【0007】
請求項1に記載の発明は、無機繊維が熱接着繊維で熱接着されて構成された不織布基材と、不織布基材に積層された表皮材からなる断熱材であって、表皮材は、空隙率が不織布基材より小さく不織布基材と対向する面に毛羽状物を備えた不燃性又は難燃性の繊維からなるシート状物であり、不織布基材と表皮材とは熱接着繊維による熱接着で接着されていることを特徴とする、断熱材である。
請求項2に記載の発明は、表皮材の不織布基材と対向していない側の表面が、不織布基材の表面より平滑である、請求項1に記載の断熱材である。
請求項3に記載の発明は、無機繊維と熱接着繊維とを混合してウェブを形成する工程と、少なくとも表面の一部に毛羽状物を備えたシート状物とウェブとを毛羽状物がウェブと相対するように重ね合わせる工程と、ウェブのシート状物と重ねあわされている側の反対側からシート状物と重ね合わされている側に向けて貫通するように熱風を吹き付けて熱接着繊維を溶解させ、ウェブ中の繊維同士を熱接着するとともに、ウェブとシート状物とを熱接着する工程とからなることを特徴とする、断熱材の製造方法である。
請求項4に記載の発明は、少なくとも表面の一部に毛羽状物を備えたシート状物とウェブとを毛羽状物がウェブと相対するように重ね合わせる工程は、シート状物がウェブの下側に配置された、請求項3に記載の断熱材の製造方法である。
【発明の効果】
【0008】
本発明にかかる断熱材及びその製造方法では、不織布基材の表面に表皮材を簡便且つ強固に接着することができる。
【図面の簡単な説明】
【0009】
【図1】図1は本発明にかかる断熱材の一実施形態を示す斜視図解図である。
【図2】図1に示す断熱材の断面の一部を拡大した図解図である。
【発明を実施するための形態】
【0010】
本発明にかかる断熱材10は、大略して、不織布基材12と表皮材14とから構成されている。不織布基材12は、無機繊維16と熱接着性繊維18とからなる。無機繊維16は、特に限定されるものではないが、具体的には炭素繊維、スラグ繊維、ガラス繊維、金属繊維、岩石繊維などを用いることができる。その中でも不燃性を備えつつ軽量である点から炭素繊維を用いることが好ましい。炭素繊維としては、例えば、ポリアクリロニトリル(PAN)系、ピッチ(等方性ピッチ、異方性ピッチ)系、フェノール樹脂系、レーヨン系、セルロース系、ポリビニルアルコール(PVA)系などの炭素繊維を用いることができる。無機繊維は、単独または2種以上を組み合わせて使用されてもよい。無機繊維16の繊維径については、特に限定されることはなく断熱材10が適用される製品に求められる物性等を考慮して、適当な径の繊維が使用されればよい。捲縮についても特に限定されるものではないが、捲縮があるとカーディング装置からの落綿が減少し、作製される不織布基材12の圧縮回復性が向上するので、捲縮を有するものを使用するのが望ましい。
【0011】
熱接着繊維18は、その構成要素の一部または全部である熱接着成分18a(低融点成分)を溶融させて、図2に示すように、他の繊維を熱接着するためのものである。熱接着繊維18としては、特に限定されるものではないが、例えば、ポリオレフィン系、ポリエステル系、ポリアミド系、ポリウレタン系などの熱接着繊維を用いることができる。これらの熱接着繊維は、単独または2種以上を組み合わせて使用されてもよい。熱接着繊維18は、構成形態に特に限定されるものはないが、芯鞘型、サイドバイサイド型等のコンジュゲート繊維を用いることができる。また、エラストマー材料や結晶性材料など繊維の材料に特に限定されるものはないが、加工性の向上と、不織布基材12に圧縮回復性を具備させる点においてポリエステル系の熱接着繊維を用いることが望ましい。
【0012】
表皮材14は、断熱材10の不燃性を損なわない材質で構成されたものであれば特に限定されるものではないが、例えば、炭素繊維、耐炎化繊維、難燃性有機繊維、天然繊維、有機合成繊維などを用いたシート状物を用いることができる。表皮材14には、前述の繊維を単独または2種以上を組み合わせて使用され得るが、加工が容易で扱い易い点で耐炎化繊維を用いたシート状物を用いるのが望ましい。表皮材14は、不織布基材12への異物の混入を防止するものであるので、不織布基材12より空隙率が小さくものが使用されるのが好ましい。
【0013】
図2に示すように、表皮材14の不織布基材12と対向する面には、毛羽状物14aが形成されている。この毛羽状物14aは、表皮材14を不織布基材12と積層させたときに不織布基材12中に進入することで不織布基材12と多くの点で接触し、広い面積でもって不織布基材12と熱接着させるためのものである。なお、毛羽状物14aは、表皮材14の平滑な面からわずかに突出した繊維状物であればよく、その長さ等について特に限定されるものではないが、接着強度を均一にするためには長さや単位面積当たりの本数が略均一にされていることが望ましい。毛羽状物14aの形成方法については、表皮材14を製造する際に熱ロール加工等の毛羽立ちを抑制する後処理工程を省くことで形成してもよいし、後加工として針布起毛、エメリー起毛、水中起毛、フィブリル化起毛などの起毛方法を適用して形成されてもよい。
【0014】
表皮材14を不織布基材12に貼り合わせるには、無機繊維16と熱接着繊維18を均一に混合したウェブを所定の目付に積層した後、表皮材14の上に配置し、熱処理装置にて熱接着繊維18の熱接着成分18aが溶ける温度以上の熱風で加熱処理することにより、熱接着成分18aで不織布基材12中の無機繊維16を熱接着すると同時に、不織布基材12と表皮材14を熱接着させることにより行われる。このとき、表皮材14は不織布基材12の下側に配置し、不織布基材12の表皮材14と重ねあわされている側の反対側から表皮材14と重ね合わされている側に向けて貫通するように熱風を吹き付けて、熱接着繊維18の熱接着成分18aを溶解させることで溶解した熱接着成分18aが重力及び風圧により下方に移動するので、効率的に毛羽状物14aと熱接着成分18aが接触し強固に熱接着することができる。
【0015】
このとき、不織布基材12における無機繊維16と熱接着繊維18の混合比率は、無機繊維16の比率が大きいと不織布基材12自体における積層間の接着強度や、不織布基材12と表皮材14との間の接着強度が弱くなり、また、熱接着繊維18の比率が大きいと不織布基材12における不燃性特性や圧縮回復性が損なわれるので、炭素繊維/熱接着繊維=95/5から50/50の範囲とし、好ましくは90/10〜60/40、さらに好ましくは80/20〜70/30の範囲にあることが好ましい。この範囲で無機繊維16と熱接着繊維18とを混合させたとき、不織布基材12自体および不織布基材12と表皮材14間の接着強度が強く、断熱材10として不燃性特性と圧縮回復性に優れたバランスの良い断熱材10を得ることができる。
【0016】
なお、無機繊維16と熱接着繊維18とを混合するときに、無機繊維16と熱接着繊維18の混合状態を均一にすることにより熱接着繊維18の分散を均一にし、繊維の接着点の偏りをなくすことにより、部分的な接着不良をなくし、不織布基材12の接着強度と、不織布基材12と表皮材14との間の接着強度を均一で安定したものとすることができる。繊維の混合状態を均一化するには、繊維をカーディング装置に投入する前に、前処理機で予備開繊するのが効果的である。
【実施例1】
【0017】
次に、実施例を挙げて本発明を詳細に明示するが、本発明はこれら実施例、製造例になどに限定されるのもではない。
【0018】
無機繊維16として、渦流法により紡糸された石炭系等方性ピッチ系炭素繊維である大阪ガスケミカル株式会社製のドナカーボ(登録商標)を使用した。また、熱接着繊維18として、ポリエステル系熱接着繊維であるユニチカファイバー株式会社製の408Bを使用した。本実施例においては、無機繊維16と熱接着繊維18との混合比率は、80/20とした。これらを混合したものを前処理機に投入し、前処理工程を経てカード機に投入し、無機繊維16と熱接着繊維18とが均一に混合しているウェブを作製した。このウェブを複数枚積層させて、不織布基材12となる目付350g/m2のウェブを作製した。
【0019】
表皮材12には、毛羽抑制の後処理が施されていない耐炎化繊維の酸化アクリル繊維からなるスパンレース不織布を使用した。このスパンレース不織布の上に前述のウェブを配置し、貫通式熱処理機で200〜220°Cの熱風をウェブ上面からスパンレース不織布の下面に向けて貫通させ熱接着繊維18の熱接着成分18aを溶融させて、炭素繊維−熱接着繊維−表皮材を相互に熱接着させて実施例1の断熱材10を作製した。
【0020】
(比較例1)
比較例1では、実施例1の毛羽を備えた表皮材の代わりに、毛羽抑制の後処理を行って表皮材表面に毛羽状物がない耐炎化繊維製スパンレースを使用した。その他の構成・仕様・工程は実施例1と全く同様にして、比較例1の断熱材を作製した。
【0021】
(比較例2)
比較例2では、表皮材及びウェブを比較例1と全く同一としたが、表皮材の一表面全体に接着剤として水溶性フェノール樹脂(群栄化学工業株式会社製、pL−6846)をスプレー法により塗布行った。先に得たウェブを比較例1で用いたスパンレース不織布の上に配置し、貫通式熱処理機で200−220℃の熱風をウェブ上部からスパンレース不織布の下面に向けて貫通させて炭素繊維−熱接着繊維−表皮材を相互に接着させ、比較例2を作製した。
【0022】
(比較例3)
比較例3では、表皮材及びウェブを比較例1と全く同一としたが、表皮材の一表面全体に接着剤として固形フェノール樹脂(DIC株式会社製、TD−2040C)を粉砕加工して得られた粉体を接着剤としてシンター加工した。先に得たウェブを比較例1で用いたスパンレース不織布の上に配置し、貫通式熱処理機で200−220℃の熱風をウェブ上部からスパンレース不織布の下面に向けて貫通させて炭素繊維−熱接着繊維−表皮材を相互に接着させ、比較例3を作製した。
【0023】
(比較例4)
比較例4では、表皮材及びウェブを比較例1と全く同一としたが、表皮材の一表面全体に接着剤として固形ポリエチレン樹脂粉体(宇部丸善ポリエチレン株式会社製、UM8420)をシンタ−加工した。先に得たウェブを比較例1で用いたスパンレース不織布の上に配置し、貫通式熱処理機で200−220℃の熱風をウェブ上部からスパンレース不織布の下面に向けて貫通させて炭素繊維−熱接着繊維−表皮材を相互に接着させ、比較例4を作製した。
【0024】
得られた実施例1の効果を確認するために剥離強度の測定を行った。試験条件は、実施例1及び比較例1〜比較例4をそれぞれタテ60mm、ヨコ60mmに切り取りサンプルを用意し、これらサンプルの表皮材を貼っていない面を固定した後、タテ方向に表皮材を20mm程度はがし、はがした表皮材の端部を引っ張り試験機(島津製作所製、島津オートグラフAGS−∫)を使用して引っ張り速度50mm/minで引っ張り剥離強度を測定するというものである。
【0025】
なお、接着強度評価(g/5cm)の評価基準は以下のとおりである。
50未満 :×
50以上80未満:△
80以上 :○
【0026】
また上述の測定を併せて、国土交通省省令による鉄道車両材料の燃焼性規格試験法に準拠し、断熱材の燃焼性を評価した。
【0027】
なお、燃焼試験判定(アルコール燃焼中の発煙量)の判定基準は以下のとおりである。
普通 :難燃性
少ない:極難燃性
僅少 :不燃性
【0028】
上述の試験結果を表1に示す。
【0029】
【表1】
【0030】
表1が示すように、実施例1は、接着剤を追加した比較例と比べても接着強度が劣ることなく、また断熱材としての不燃性も維持している。
【産業上の利用可能性】
【0031】
本発明の断熱材は、不燃性を有し、且つ圧縮回復性が優れているため、鉄道車両(新幹線車両、一般車両、地下鉄車両、など)、自動車、航空機、建築物などにおいて、壁や床を構成する材料として有効である。
【符号の説明】
【0032】
10 断熱材
12 不織布基材
14 表皮材
14a 毛羽状物
16 無機繊維
18 熱接着性繊維
18a 熱接着成分
【特許請求の範囲】
【請求項1】
無機繊維が熱接着繊維で熱接着されて構成された不織布基材と、前記不織布基材に積層された表皮材からなる断熱材であって、
前記表皮材は、空隙率が前記不織布基材より小さく前記不織布基材と対向する面に毛羽状物を備えた不燃性又は難燃性の繊維からなるシート状物であり、
前記不織布基材と前記表皮材とは前記熱接着繊維による熱接着で接着されていることを特徴とする、断熱材。
【請求項2】
前記表皮材の前記不織布基材と対向していない側の表面が、前記不織布基材の表面より平滑である、請求項1に記載の断熱材。
【請求項3】
無機繊維と熱接着繊維とを混合してウェブを形成する工程と、
少なくとも表面の一部に毛羽状物を備えたシート状物と前記ウェブとを前記毛羽状物が前記ウェブと相対するように重ね合わせる工程と、
前記ウェブの前記シート状物と重ねあわされている側の反対側から前記シート状物と重ね合わされている側に向けて貫通するように熱風を吹き付けて前記熱接着繊維を溶解させ、前記ウェブ中の繊維同士を熱接着するとともに、前記ウェブと前記シート状物とを熱接着する工程とからなることを特徴とする、断熱材の製造方法。
【請求項4】
前記少なくとも表面の一部に毛羽状物を備えたシート状物と前記ウェブとを前記毛羽状物が前記ウェブと相対するように重ね合わせる工程は、前記シート状物が前記ウェブの下側に配置された、請求項3に記載の断熱材の製造方法。
【請求項1】
無機繊維が熱接着繊維で熱接着されて構成された不織布基材と、前記不織布基材に積層された表皮材からなる断熱材であって、
前記表皮材は、空隙率が前記不織布基材より小さく前記不織布基材と対向する面に毛羽状物を備えた不燃性又は難燃性の繊維からなるシート状物であり、
前記不織布基材と前記表皮材とは前記熱接着繊維による熱接着で接着されていることを特徴とする、断熱材。
【請求項2】
前記表皮材の前記不織布基材と対向していない側の表面が、前記不織布基材の表面より平滑である、請求項1に記載の断熱材。
【請求項3】
無機繊維と熱接着繊維とを混合してウェブを形成する工程と、
少なくとも表面の一部に毛羽状物を備えたシート状物と前記ウェブとを前記毛羽状物が前記ウェブと相対するように重ね合わせる工程と、
前記ウェブの前記シート状物と重ねあわされている側の反対側から前記シート状物と重ね合わされている側に向けて貫通するように熱風を吹き付けて前記熱接着繊維を溶解させ、前記ウェブ中の繊維同士を熱接着するとともに、前記ウェブと前記シート状物とを熱接着する工程とからなることを特徴とする、断熱材の製造方法。
【請求項4】
前記少なくとも表面の一部に毛羽状物を備えたシート状物と前記ウェブとを前記毛羽状物が前記ウェブと相対するように重ね合わせる工程は、前記シート状物が前記ウェブの下側に配置された、請求項3に記載の断熱材の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2011−110783(P2011−110783A)
【公開日】平成23年6月9日(2011.6.9)
【国際特許分類】
【出願番号】特願2009−268546(P2009−268546)
【出願日】平成21年11月26日(2009.11.26)
【出願人】(591147694)大阪ガスケミカル株式会社 (85)
【出願人】(000163774)金井重要工業株式会社 (12)
【Fターム(参考)】
【公開日】平成23年6月9日(2011.6.9)
【国際特許分類】
【出願日】平成21年11月26日(2009.11.26)
【出願人】(591147694)大阪ガスケミカル株式会社 (85)
【出願人】(000163774)金井重要工業株式会社 (12)
【Fターム(参考)】
[ Back to top ]