
断熱材被覆高温壁の肉厚測定方法及び装置

【課題】断熱材の解体を必要とせず高温のままで簡便に断熱材被覆高温壁の肉厚を測定することができる測定方法及び装置を提供する。
【解決手段】棒状の遅延材の一端に超音波探触子を固着し他端側を挿入端とした音響センサを測定用に用い、高温壁P外周の断熱材Wに測定孔Bを該断熱材に設け、挿入端の前方に接触媒質4を位置させた状態で音響センサ1の遅延材2を測定孔Bに挿入し、接触媒質4の介在下に挿入端が高温壁表面に到達した直後に、遅延材を経て帰ってくる多重エコーを超音波探触子3を通じて検知すると共に、検知後ただちに挿入端を高温壁表面から離脱させ、検知した多重エコーの時間間隔から壁部肉厚を検知することを特徴とする断熱材被覆高温壁の肉厚測定方法、及びその方法を実施する装置。
【解決手段】棒状の遅延材の一端に超音波探触子を固着し他端側を挿入端とした音響センサを測定用に用い、高温壁P外周の断熱材Wに測定孔Bを該断熱材に設け、挿入端の前方に接触媒質4を位置させた状態で音響センサ1の遅延材2を測定孔Bに挿入し、接触媒質4の介在下に挿入端が高温壁表面に到達した直後に、遅延材を経て帰ってくる多重エコーを超音波探触子3を通じて検知すると共に、検知後ただちに挿入端を高温壁表面から離脱させ、検知した多重エコーの時間間隔から壁部肉厚を検知することを特徴とする断熱材被覆高温壁の肉厚測定方法、及びその方法を実施する装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、断熱材で被覆され高温状態にある壁部の肉厚測定方法及び測定装置に関する。
【背景技術】
【0002】
例えば、発電プラントにおける配管の劣化等の内部状態は、配管の肉厚を測定することにより検査することができる。しかしながら、高圧蒸気配管の場合は、検査のために配管を冷やそうとすると、数日間を要することもある。したがって、プラントの運転を停止させることなく検査を行なうのが望ましい。また、高温配管が保温のために断熱材で覆われている場合は、その解体を行なうことなく検査を行なえるのが望ましい。このような高温配管の検査に関し、超音波を使用した方法や装置が種々知られている。
【0003】
例えば、特許文献1に記載の検査装置は、配管とその外周を包囲する断熱材と
の間隙に常備された移動手段に超音波探触子を担持させ、探触子を移動させながら超音波検査を行なうものである。この装置は、断熱材との間に間隙を形成した特定の配管にしか適用できない。また装置が大掛かりなものとなる。
【0004】
特許文献2に記載の肉厚測定装置は、化学プラントや石油精製プラントの配管の検査を目的としたものであり、杆状の遅延材の一端に超音波探触子が固定され、他端が配管の耐熱性の接着剤で配管に接着され、さらに遅延材は配管に掛け回された帯部材に結合された支持部材等で固定される。この装置は、同一箇所の定期的検査をするために配管に固定された状態で使用される。遅延材を配管に接着する接着剤の耐熱性には限界があるので、適用範囲は、温度がさほど高くない化学プラントや石油精製プラントの配管に限られる。また、配管に常設するための固定構造が複雑になっている。
【0005】
また、特許文献3には、高温測定用の超音波バッファーロッドを黒色石英で構成することが記載されているが、電気炉内に収容された被測定材料を対象とし、その電気炉内にバッファーロッドの先端を挿入して行なう測定形態を示しており、配管の肉厚測定への適用については言及していない。
【0006】
特許文献4に記載された配管検査装置は、超音波発信素子と受信素子とを配管表面に離間して配置し、配置箇所の間を配管壁に沿って伝播する超音波の波形等から配管の減肉を検出するものである。この装置は、1組の超音波発信素子と受信素子とを配管表面に配置し、しかもその正確な距離を保つ必要があるので、装置が大掛かりとなる。また、断熱材で覆われた配管に適用するには、大きな面積に亘って断熱材を除去する必要があり、作業に時間と手間を必要とする。
【0007】
このような問題は、断熱材で覆われた配管のみならず、発電所等のプラントにおける大型熱交換機の筺体や点検用マンホール、バルブ装置の囲繞壁、配管の閉止フランジ板、煙道等、断熱材で被覆された高温壁についての検査のための肉厚測定の場合にも同様に生じ得る。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平11−160295公報
【特許文献2】特開平6−347249公報
【特許文献3】特開昭55−112537公報
【特許文献4】特開昭63−302358公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記従来技術の問題点を解消し、断熱材の解体を必要とせず高温のままで簡便に断熱材被覆高温壁の肉厚を測定することができる測定方法及び測定装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は、上記目的を達成するため、音響センサを用いた断熱材被覆高温壁の肉厚測定方法であって、前記音響センサは、棒状の遅延材の一端に超音波探触子を固着し、他端側を挿入端としたものとし、高温壁外面に被着された断熱材を貫通し高温壁表面に達する測定孔を該断熱材に設け、該測定孔は前記遅延材を出し入れ自在とする内径とし、前記挿入端の前方に接触媒質を位置させた状態で、該挿入端を前にして前記音響センサの遅延材を前記測定孔に挿入し、前記接触媒質の介在下に前記挿入端が高温壁表面に到達した直後に、前記超音波探触子から発せられた超音波パルスが高温壁部内で反射し多重エコーとなって前記遅延材を経て帰ってくるのを、前記超音波探触子を通じて検知すると共に、検知後ただちに前記挿入端を高温壁表面から離脱させ、検知した多重エコーの時間間隔から前記音響センサ挿入箇所の壁部肉厚を検知することを特徴とする断熱材被覆高温壁の肉厚測定方法を提供するものである。
【0011】
本発明はまた、上記目的を達成するため、断熱材被覆高温壁の肉厚測定装置であって、棒状の遅延材の一端に超音波探触子が固着され他端が挿入端とされた音響センサと、高温壁外面に被着された断熱材に対し高温壁表面に達する測定孔を穿設するためのドリル装置と、前記測定孔に前記挿入端を挿入された音響センサから発せられた超音波パルスが高温壁部内で反射し多重エコーとして帰ってきくるのを前記超音波探触子を通じて検知する検知装置と、検知した多重エコーの時間間隔から前記音響センサ挿入箇所の壁部肉厚を検知する演算装置とを備えたことを特徴とする断熱材被覆高温壁の肉厚測定装置を提供するものである。
【発明の効果】
【0012】
本発明に係る肉厚測定方法においては、棒状の遅延材の一端に超音波探触子を固着し他端側を挿入端とした音響センサを用い、高温壁外面に被着された断熱材を貫通し高温壁表面に達する測定孔を該断熱材に設けて測定を行なうので、棒状の遅延材を通す孔を断熱材に形成するだけで、測定が可能である。また、音響センサの遅延材を挿入端側から測定孔に挿入する際、挿入端の前方に接触媒質を位置させた状態で、接触媒質の介在下に挿入端が高温壁表面に到達した直後に、超音波探触子から発せられた超音波パルスが高温壁部内で反射し多重エコーとなって前記遅延材を経て帰ってくるのを、前記超音波探触子を通じて検知すると共に、検知後ただちに挿入端を高温壁表面から離脱させる。その結果、遅延材が高温壁表面に到達した状態で留まっている時間は、例えば約1秒という短時間で済む。したがって、高温壁の温度が非常に高くても、接触媒質の存在下に遅延材が熱損失を受けることなく測定が可能である。これにより、高温壁表面温度より耐熱温度が低い遅延材を使用することもできる。高温壁表面温度が著しく高い場合は、接触媒質の蒸発潜熱による吸熱の下に遅延材への伝熱が緩和されるので、この点からも、高い高温壁表面温度への適用、及び、広範な遅延材の材質選択が可能となる。音響センサのこの迅速な進退動作を可能とするために、測定孔は遅延材を出し入れ自在とする内径とされる。そして、こうして検知した多重エコーの時間間隔から、音響センサ挿入箇所の壁部肉厚を検知することができる。
【0013】
また、上記のように接触媒質が確実に維持されるので、小径配管等のように被測定面の曲率が高い場合にも接触媒質を介した音波の伝播が得られ、壁部肉厚の検知が保証される。
【0014】
本発明に係る肉厚測定装置は、上記方法を実施するための構成として、上記の通り、遅延材の一端に超音波探触子が固着された音響センサ、断熱材に測定孔を穿設するためのドリル装置、超音波パルスの多重エコーを検知する検知装置、及び、検知した多重エコーの時間間隔から壁部肉厚を検知する演算装置を備えているので、上記方法と同様の作用効果を奏する。
【図面の簡単な説明】
【0015】
【図1】本発明に係る断熱材被覆高温壁の肉厚測定方法の一実施形態及びそれに用いる装置を概略的に示す斜視図である。
【図2】図1に示した装置の使用状態を示す斜視図である。
【図3】図1に示した装置による多重エコーの検知状態を示すグラフと説明図である。
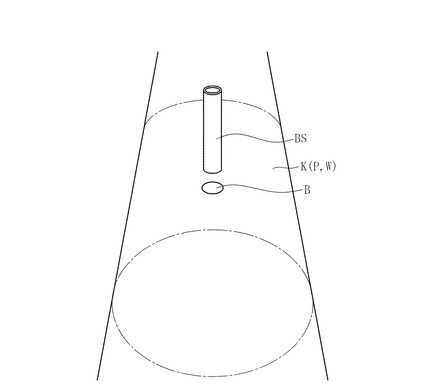
【図4】図1に示した装置を用いて断熱材被覆高温壁の肉厚測定方法を実施する状況における初期段階を示す斜視図である。
【図5】図4の状況に続く段階の斜視図である。
【図6】図5の状況に続く段階の斜視図である。
【図7】図6の状態を部材の分離状態で示す斜視図である。
【図8】図6の状況に続く段階の斜視図である。
【図9】図8の状況に続く段階の斜視図である。
【図10】図9の状況に続く段階の斜視図である。
【図11】図10の状況に続く段階の斜視図である。
【図12】図11の状況に続く段階の斜視図である。
【図13】図12の状況に続く段階の斜視図である。
【図14】本発明に係る断熱材被覆高温壁の肉厚測定方法の他の実施形態を概略的に示す断面図であり、(a) は準備段階、(b) は測定段階を示す。
【発明を実施するための形態】
【0016】
以下、本発明の実施形態について添付図面を参照しつつ説明する。図1は、本発明に係る断熱材被覆高温壁の肉厚測定方法に用いる装置の一実施形態を概略的に示す斜視図、図2はその使用状況を示す斜視図であり、図4〜図13はその装置を用いた測定方法の実施手順を段階を追って示している。
【0017】
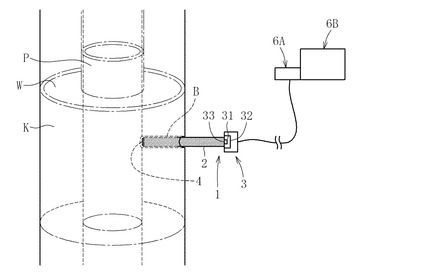
この実施形態では、測定対象である断熱材被覆高温壁が、断熱材Wで外周を被覆され高圧蒸気を通す配管Pとされている。配管Pは鋼鉄製の円筒であり、断熱材Wの外面は化粧板Kで覆われている。断熱材Wは、珪酸カルシウムを主原料として成形されており、化粧板Kは亜鉛引き鋼板の薄板である。
【0018】
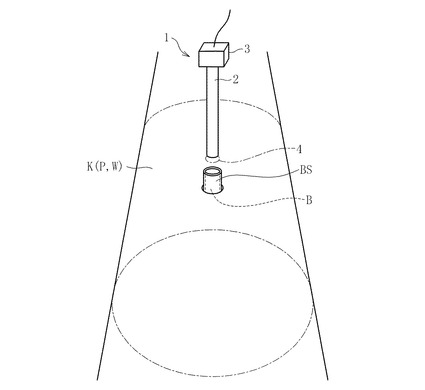
図1に示す装置は、棒状の遅延材2の一端に超音波探触子3が固着された音響センサ1と、音響センサ1から発せられた超音波パルスが多重エコーとして帰ってくるのを超音波探触子3を通じて検知する検知装置6Aと、検知した多重エコーの時間間隔から前記音響センサ挿入箇所の配管肉厚を検知する演算装置6Bとを備えている。断熱材Wに測定孔Bを形成するために、測定装置はさらに、断熱材Wを穿孔するためのドリル装置5(図6,図7)、化粧板Kを穿孔するためのホールソー7A(図4,図5)、ドリル装置5による穿孔時の未穿孔部分を切除するための切削管7B(図8)、測定孔Bが形成された配管表面部分を清浄化するための回転ブラシ7C(図9)、及びドリル装置等の使用を補助する治具8(図4,図5,図6,図7,図9)を備えている。
【0019】
音響センサ1に備えられる超音波探触子3は、物体の寸法を超音波測定する際に通常使用されるものであり、超音波パルスを出射する発信部31と、受信した反射波の強度信号を発する受信部32と、探触面33とを備えている。
【0020】
遅延材2は、超音波探触子3から発せられる超音波を伝播すると共に、低い音速により伝播時間を遅延させ、超音波信号の間隔を広げる作用をなす。遅延材2の径は、大きい方がエネルギ伝達率が高いが、測定孔の径を大きくしなければならなくなる。これらを考慮して、この実施形態の遅延材2は、直径16mmの円柱状の丸棒とされている。遅延材2の長さは、長いほど伝播後に到達する超音波信号(多重エコー)の時間差が大きくなり、測定精度を上げるのに有利であるが、その一方、音波の減衰が激しくなるという不利を伴う。但し、遅延材2は、一端に超音波探触子3を装着するため、断熱材の厚さよりも長くするのが望ましい。この実施形態では、超音波の伝播性能及び断熱材の厚さ(150mm)を考慮して、遅延材2の長さを160mmとしている。
【0021】
遅延材2の材質は、素材中の音速や伝播性能(減衰率)等を考慮して決められる。この実施形態では、伝搬性能が金属より劣るが、素材中の音速は適度に低く、伝播する超音波信号の遅延効果が優れたポリスチレン製とされている。
【0022】
ドリル装置5は、断熱材Wに測定孔Bを穿孔する際等に用いられ、図6に示すように、把持可能な駆動部53に電動モータ54を内蔵し、先端部に刃を装着し得るようになっている。断熱材Wの穿孔時にドリル装置5に装着される刃部材51は、円柱状をなし、その先端に切削刃52が設けられており、切削刃52は、円筒の一部を軸方向に細長く切り欠いて形状した切り刃を有している。この実施形態では、測定孔Bの径を25mmとしている。この孔径は、断熱材Wの強度、遅延材2の外径等を考慮して決められる。
【0023】
刃部材51はさらに、切削刃52の径方向中心部から該切削刃よりも先端側へ突出した当接片55を備えている。当接片55は、丸棒の先端部を先細にしたものであり、先端が球面状に丸くされている。この球状面は、例えば、直径1mm程度の鋼球をアルミ製等の棒材の先端に固着することにより形成することができる。したがって、切削刃52により断熱材Wを穿孔する際に、当接片55は先細の先端部で断熱材W内に容易に進入させることができ、配管表面に接触して進入を停止させる。当接片55は先端が丸くされているので、この接触の際、配管表面に傷を付けるのが防止される。なお、測定孔Bは、プラント等の設備に配管を設置する前又は設置時に、予め断熱材Wに設けておくことも可能である。
【0024】
ホールソー7Aは、図4,図5に示すように、円柱状の刃部材71の先端に切削刃72を設けたものであり、ドリル装置5の駆動部53に装着して用いることができる。切削刃72は、刃部材71先端の周縁に円環状をなすノコギリ刃状に設けられている。
【0025】
切削管7Bは、図8に示すように、ドリル装置5による測定孔穿設時に当接片55の突出長に対応して残る未穿孔部分を切除するためのものである。この切削管7Bは、ドリル装置5の刃部材51とほぼ同じ径の円柱状をなし、先端に円環状の切り刃73を備えている。切削管7Bは、配管Pの表面に傷を付けないよう、アルミニウム製とされている。切削管7Bは、他の材料で製造することもできるが、傷防止のために、配管Pより硬度の低い材料で製造するのが望ましい。
【0026】
回転ブラシ7Cは、図9に示すように、測定孔Bに挿入し得る径を有した円柱状の胴部75の先端部に、ナイロン製のブラシエレメント76を束ねて固定したものであり、ドリル装置5の駆動部53に装着して用いることができるようになっている。
【0027】
治具8は、ドリル装置5、ホールソー7A及び回転ブラシ7Cを適切に使用するのを補助するものである。この治具8は、図6に最もよく表されているように、配管Pを囲む部材の最外面(化粧板Kの表面)に当てがわれる当接ブロック81と、該当接部から延びるガイド部80と、当接部固定用のベルト87とを備えている。
【0028】
この実施形態においては、当接ブロック81は全体がほぼ直方体状の箱形であり、矩形の上壁の各片から垂下する側壁を有し、相互に離間して向き合う1対の側壁は、同じ形状でV字状に切り欠かれて当接部81aを形成している。なお、当接部81aを形成するための切欠きの形状は、曲線或いは2以上の直線または曲線の組み合わせでもよい。
【0029】
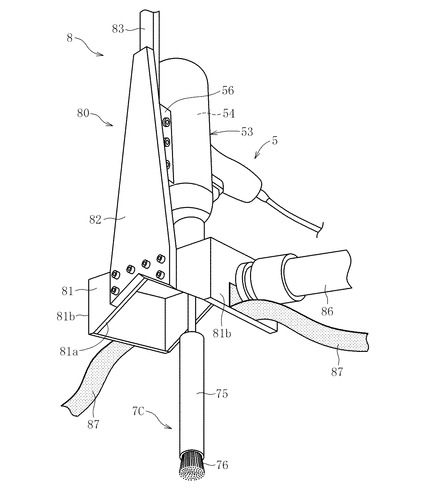
ガイド部80は、当接ブロック81が当接部81aで化粧板Kに当接したときに、化粧板表面の法線に沿って、すなわち断熱材Wの中心軸線に垂直な線に沿って、延びるように当接ブロック81に固定されている。このガイド部80は、当接ブロック81に固定されて前記法線方向に延びる支持部82と、該支持部に固定されたガイドレール83と、該ガイドレールに案内されて摺動し得る被ガイド部84と、該被ガイド部に固定された平板状の固定部85とを備えている。ドリル装置5の駆動部53の外周面には、平板状の取付片56が径方向に突出するように設けられている(図9)。ドリル装置5は、取付片56を固定部85に重ねてネジ止めすることにより、被ガイド部84に固定されている。この構造により、駆動部53はガイドレール83に案内されて化粧板Kの表面の法線に沿って移動可能となっている。その結果、ドリル装置5の刃部材51により断熱材Wに形成される測定孔Bは、化粧板Kの表面に垂直に形成され、配管表面に垂直に到達する。これにより、測定孔Bの方向が確実に一定になり、正確な測定が保証される。
【0030】
同様にして、刃部材51に替えて駆動部53に取り付けられるホールソー7Aは化粧板Kに、回転ブラシ7Cは配管P表面に、各々垂直に当接して切削乃至清浄処理を行なう。これによってさらに、測定孔Bの形成形態の一定性が確実になり正確な測定が保証される。
【0031】
当接ブロック81は、側壁に設けられたポートを介して吸引管86の一端が接続可能となっている。吸引管86の他端は図外の吸引ポンプ等の吸引源に接続される。
【0032】
当接ブロック81を配管Pに固定するためのベルト87は、当接部81aに直交する1対の端面81bから両側へ延びている。ベルト87は、配管Pを巻回し得る長さを有し、その端部には、巻回状態で配管Pに対してベルトを緊く締めるためのバックル(図示略)が設けられている。バックルは、緊締用に通常用いられる種々の形態のものとすることができる。また、ベルト87をゴム等の弾性変形可能な材質のものとし、両端部に面ファスナー等の固定部材を設け、配管Pに対して緊く巻き付けた状態で該固定部材により固定するようにすることもできる。
【0033】
検知装置6Aは、音響センサ1の出力を検知信号として演算装置6Bに送る。演算装置6Bは、その検知信号に表れるピーク値から多重エコーを検出し、その時間間隔から配管Pの肉厚を演算する。演算装置6Bは、例えば、オシロスコープを備えたものとすることができ、測定者はそこに表れる波形から多重エコーを確認することができる。また、予測されるピーク値より僅かに低い閾値を設定しておき、これを超える強度の信号が受信されたときに多重エコーとして検知し、複数の多重エコーを検知して、その時間間隔を測定する構成とすることができる。特に、本発明においては、超音波の発信から最初の反射波受信までの時間測定という一般的な測定ではなく、多重エコー間の時間間隔を測定するので、この構成は有効である。
【0034】
こうして測定に必要な多重エコーが検出されたら、超音波の発信を停止し、ビープ音等で測定者に知らせ、測定者が測定孔Bから音響センサ1を引き抜くのを促す。なお、超音波の受信及び処理には、他の種々の手段を用いることもできる。
【0035】
演算装置を格納した制御部には、測定を円滑に進めるための種々の機能を持たせた処理装置を備えることができる。例えば、測定済みデータ、正常範囲値等をメモリに格納し、測定値が異常であれば、その場で警告信号を出力したり、測定履歴から作成したグラフ等で異常傾向を示すようにすることができる。また、点検経路に沿った測定点順序を記憶させておき、測定点毎に測定完了を装置内で確認し、測定点を飛ばした場合に警報を発することにより、測定点の脱落を防止することができる。
【0036】
こうして構成された測定装置は、全体がコンパクトであり、ポータブル型とすることができる。また、電源供給をバッテリーで行なうことにより、外部電源への接続を不要とすることもできる。
【0037】
次に、実施形態に係る装置を用いて高温配管の肉厚測定を行なう手順について説明する。
【0038】
まず、駆動部53を当接ブロック81に向けるようにしてドリル装置5を治具8に固定する。ドリル装置5は、前述のように、取付片56を固定部85に重ねてネジ止めすることにより、被ガイド部84に固定することができる。ドリル装置5の駆動部53にホールソー7Aを取付ける。
【0039】
そして、配管Pにおける測定すべき箇所を定め、図4に示すように、その径方向外方に相当する位置に治具8のガイド部80をあてがい、ベルト87を配管Pに巻回して緊締状態で端部を固定する。そして、電動モータ54による回転下にホールソー7Aで化粧板Kを穿孔する。
【0040】
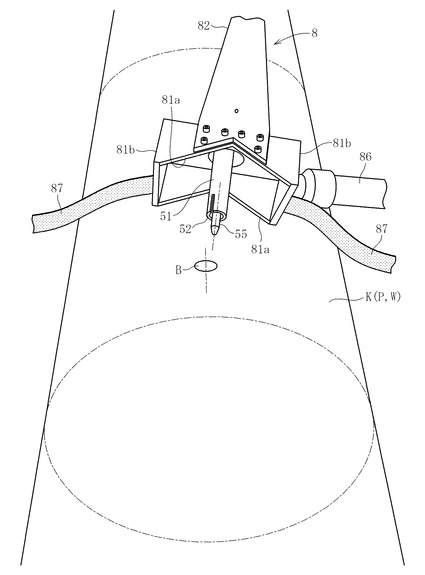
次に、ドリル装置5の駆動部53からホールソー7Aを取り外し、刃部材51を取り付ける。図7は、説明のために配管Pから治具8を分離した状態で、刃部材51の取付状態を示している。そして、ベルト87により当接ブロック81を固定した状態のまま、図6に示すように、先に開けた孔の位置で、電動モータ54による回転下に刃部材51で断熱材Wを穿孔する。この穿孔方向は、治具8の案内により、化粧板Kの表面に垂直に行なわれる。このとき、穿孔箇所から当接ブロック81内に送り出される切り屑を吸引管86を通じて吸引する。穿孔は、刃部材51を断熱材Wの径方向に前進させながら行なうが、当接片55が配管Pに表面に当接したところで停止させ、刃部材51を孔から引き抜く。
【0041】
次に、図8に示すように、切削管7Bを孔に強く押し込む。刃部材51は、当接片55が配管P表面に当接したところで前進が停止されるので、刃部材51の切削刃52より先端側に未穿孔部分が残る。この未穿孔部分は、切削管7Bを手で廻しながら孔に押し込むことにより、先端の切り刃73により、切除される。
【0042】
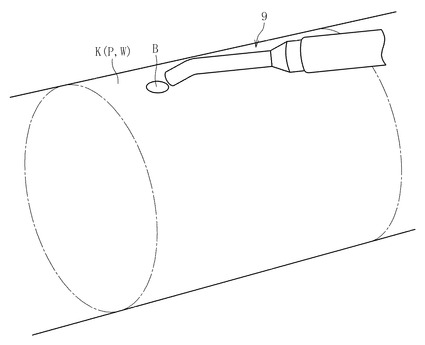
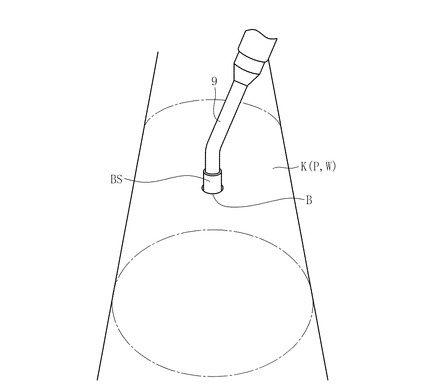
次に、図9に示すように、ドリル装置5の駆動部53に回転ブラシ7Cを取付け、治具8による案内の下に、電動モータ54で回転ブラシ7Cを回転させながら穿孔箇所に挿入し、穿孔縁から切り屑を分離した後、回転ブラシ7Cを引き抜く。そして、ベルト87を解いて治具8を配管Pから取り外す。この状態で、図10に示すように、バキュームクリーナ9の先端部を孔Bの開口部にあてがい、孔内の切り屑を吸引する。これにより、配管P表面が清浄化される。
【0043】
次に、図11に示すように、孔内に保護管BSを挿入する。これは、切削によって設けた孔壁面から切削屑が落下して配管P表面を汚すのを防止するためである。保護管BSは、音響センサ1の遅延材2を緩く通す内径を有し、図12に示すように配管P表面から化粧板K外に突出する長さを有する。保護管BSの挿入後に再びバキュームクリーナ9による吸引で孔内を清浄化する。
【0044】
次に、図13に示すように、音響センサ1の遅延材2を孔B(保護管BSの内側)に通す。このとき、遅延材2の先端には接触媒質4を付着しておく。また、超音波探触子3、検知装置6A、演算装置6Bを作動状態としておく。こうして、超音波探触子3の発信部31から超音波パルスを発しながら遅延材2を孔B内に挿入して行く。
【0045】
そして、接触媒質4が配管P表面に接触した状態、すなわち、接触媒質4の介在下に挿入端が配管P表面に到達した状態となると、超音波は接触媒質4を通して配管Pに効率よく伝えられる。そして、図3(b) に概略的に示すように、配管表面での反射波Fに続いて、配管壁内で1回〜複数回と次々に反射して多重エコーが発生する。この多重エコーは、遅延材2を通じて多重エコーE1,E2,E3……として超音波探触子3側へ帰ってくる。なお、図にRで示す部分は、遅延材2による遅れエコーである。これらの反射波を超音波探触子3の受信部32で受信する。受信部32は、反射波の強度信号を出力し、検知装置6Aはこれを受信する。図3(a) は、検知装置6Aが受信した信号をグラフに記録したものである。この例で使用した超音波パルスは、周波数が5MHzの超音波の1波長からなり、パルス幅が0.2μsec、パルス間隔が1msecである。尤も、必要に応じて他の幅及びパルス間隔の超音波パルスを用いることもできる。
【0046】
反射波中の少なくとも2つの多重エコーが検知されたら、検知後ただちに前記挿入端を配管表面から離脱させる。遅延材2を孔内に挿入して、接触媒質4の介在下に挿入端が配管P表面に到達した状態となった後、少なくとも2つの多重エコーが検知されるまでの時間は、例えば1秒程度と、きわめて短い。したがって、高温の配管表面に接触媒質4が接しても、接触媒質4の変質や消失が生じる前に測定を終えることができる。接触媒質は、音波の伝播作用と熱遮断作用を奏するので、遅延材は熱損失を受けることなく反射波の伝播を受けることが可能である。また、配管表面温度が著しく高い場合は、接触媒質の蒸発潜熱による吸熱の下に遅延材への伝熱が緩和される。
【0047】
このような接触媒質の熱遮断作用及び吸熱作用により、例えば200℃乃至300℃の配管についても、肉厚測定が可能となる。音響センサ1を測定孔Bから引き抜いた後は、断熱材を測定孔Bに挿入して栓をしておく。また、測定孔Bが不要になった場合は、アルミテープを貼着して表面を仕上げ状態にしておくのが望ましい。
【0048】
また、図3(a) にd1,d2,d3で示すように、多重エコーが受信部32に到達する時間付近に、一次、二次、三次等のエコーに見合った受信波強度の閾値を設定しておくことにより、エコーの到達を瞬時に確実に捉えることができる。
【0049】
次に、演算装置6Bは、検知した多重エコーの時間間隔から前記音響センサ挿入箇所の配管肉厚を演算する。例えば、図3(a) の一次エコーE1と二次エコーE2との時間間隔t1,二次エコーE2と三次エコーE3との時間間隔t2を測定し、いずれかまたは両者の平均t3から、配管肉厚を演算する。或いは、より多くのエコー間の時間間隔をも演算に取り入れることができる。
【0050】
例えば、上記平均値t3に基づいて配管Pの肉厚Tを求める場合は、
T=vs×t3/2
として求めることができる。ここで、vsは、配管Pを形成する鋼材中の音速である。具体的には、エコー間の時間間隔t1とt2との平均値は図3のグラフに見られるように3.5μsecであり、鋼材中の音速は5900m/secであるので、配管Pの肉厚Tは、
T(mm)=3.5(μsec)×5900/1000(mm)÷2=10.3(mm)
と求められる。
【0051】
この方法及び装置によれば、音速が知られている鋼材以外の金属材料等の他の材料についても肉厚測定が可能である。また、装置内に音速測定機能を持たせることもできる。
【0052】
さらに、測定部分の配管温度を測定するために、温度センサを用いる。温度センサとしては、赤外線式温度計、熱電対式温度計を用いることができるが、赤外線式温度計等の応答速度の速い温度計を用いるのが望ましい。温度計は、音響センサ1のプローブ内に並設してもよいし、配管P表面に達する温度測定用の小孔を設け、その小孔に挿入してもよい。配管壁内の音速は温度に影響されるので、温度センサの出力を演算装置6Bに入力し、音速を温度補正することによって、より高精度の肉厚測定が可能となる。
【0053】
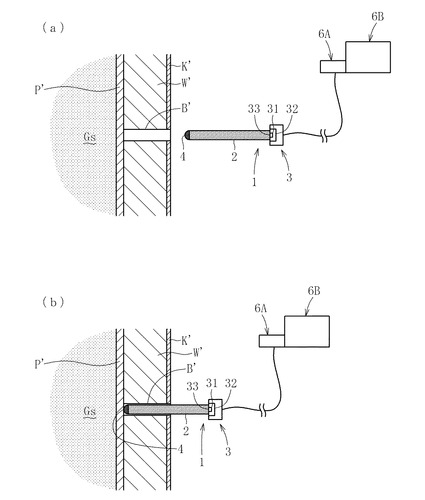
図14は、本発明に係る測定方法及び装置を、発電所等に用いられる大型熱交換機の筺体等のように、断熱材で被覆された平板状高温壁に適用した実施形態を示している。この実施形態における測定対象は、高温のガスまたは蒸気Gsを通す筐体の壁P’とされている。壁P’は、断熱材W’で外面を被覆され、断熱材W’の外面は保護板K’で覆われている。この実施形態においても、先の実施形態と同様にして、図14(a) に示すように、断熱材W’及び保護板K’に測定孔B’を形成する。そして、図14(b) に示すように、その測定孔B’に遅延材2付きの超音波探触子3を挿入し、発信部31から発せられた超音波パルスの多重エコーの時間間隔に基づいて高温壁の肉厚を測定する。この実施形態における各部材については、図14に図1及び図2と同じ番号を付し、説明を省略する。また、この実施形態においても、測定孔B’の穿孔、清浄化等を安定的且つ正確に行なうために、先の実施形態において説明したような施工用の治具を用いるのが望ましい。
【0054】
以上、本発明の一実施形態について説明したが、本発明はこれに限定されるものではなく、その趣旨を逸脱しない限りにおいて種々の変更が可能である。例えば、治具8は、実施形態に示したものの他、ドリル装置5による加工を案内し得る種々の形態とすることができる。また、所定の測定孔を正確に設けることができるのであれば、治具を省略することもできる。
【0055】
化粧板Kが軟質である場合等においては、ホールソー7Aを用いることなく、直接に刃部材51のような断熱材W穿孔用の工具を用いることもできる。また、配管表面を傷つけることなくドリル装置5による穿孔を配管表面まで到達させることができるのであれば、刃部材51の当接片55のようなスペーサ機能を果たす部材を用いなくてもよく、その場合は、切削管7Bのような未穿孔部分切除用の工具を省略することもできる。
【0056】
ドリル装置5等により穿孔した孔の壁面から切り屑が配管表面に達して汚すという問題が生じなければ、保護管BSのような挿入管を用いなくてもよい。
【符号の説明】
【0057】
1: 音響センサ
2: 遅延材
3: 超音波探触子
4: 接触媒質
5: ドリル装置
6A: 検知装置
6B: 演算装置
7A: ホールソー
7B: 切削管
7C: 回転ブラシ
8: 治具
9: バキュームクリーナ
55: 当接片
81: 当接ブロック
83: ガイドレール
84: 被ガイド部
85: 固定部
B,B’:測定孔
BS: 保護管
E1,E2,E3:多重エコー
K,K’:化粧板
P: 配管
P’: 高温壁
W,W’:断熱材
【技術分野】
【0001】
本発明は、断熱材で被覆され高温状態にある壁部の肉厚測定方法及び測定装置に関する。
【背景技術】
【0002】
例えば、発電プラントにおける配管の劣化等の内部状態は、配管の肉厚を測定することにより検査することができる。しかしながら、高圧蒸気配管の場合は、検査のために配管を冷やそうとすると、数日間を要することもある。したがって、プラントの運転を停止させることなく検査を行なうのが望ましい。また、高温配管が保温のために断熱材で覆われている場合は、その解体を行なうことなく検査を行なえるのが望ましい。このような高温配管の検査に関し、超音波を使用した方法や装置が種々知られている。
【0003】
例えば、特許文献1に記載の検査装置は、配管とその外周を包囲する断熱材と
の間隙に常備された移動手段に超音波探触子を担持させ、探触子を移動させながら超音波検査を行なうものである。この装置は、断熱材との間に間隙を形成した特定の配管にしか適用できない。また装置が大掛かりなものとなる。
【0004】
特許文献2に記載の肉厚測定装置は、化学プラントや石油精製プラントの配管の検査を目的としたものであり、杆状の遅延材の一端に超音波探触子が固定され、他端が配管の耐熱性の接着剤で配管に接着され、さらに遅延材は配管に掛け回された帯部材に結合された支持部材等で固定される。この装置は、同一箇所の定期的検査をするために配管に固定された状態で使用される。遅延材を配管に接着する接着剤の耐熱性には限界があるので、適用範囲は、温度がさほど高くない化学プラントや石油精製プラントの配管に限られる。また、配管に常設するための固定構造が複雑になっている。
【0005】
また、特許文献3には、高温測定用の超音波バッファーロッドを黒色石英で構成することが記載されているが、電気炉内に収容された被測定材料を対象とし、その電気炉内にバッファーロッドの先端を挿入して行なう測定形態を示しており、配管の肉厚測定への適用については言及していない。
【0006】
特許文献4に記載された配管検査装置は、超音波発信素子と受信素子とを配管表面に離間して配置し、配置箇所の間を配管壁に沿って伝播する超音波の波形等から配管の減肉を検出するものである。この装置は、1組の超音波発信素子と受信素子とを配管表面に配置し、しかもその正確な距離を保つ必要があるので、装置が大掛かりとなる。また、断熱材で覆われた配管に適用するには、大きな面積に亘って断熱材を除去する必要があり、作業に時間と手間を必要とする。
【0007】
このような問題は、断熱材で覆われた配管のみならず、発電所等のプラントにおける大型熱交換機の筺体や点検用マンホール、バルブ装置の囲繞壁、配管の閉止フランジ板、煙道等、断熱材で被覆された高温壁についての検査のための肉厚測定の場合にも同様に生じ得る。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平11−160295公報
【特許文献2】特開平6−347249公報
【特許文献3】特開昭55−112537公報
【特許文献4】特開昭63−302358公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記従来技術の問題点を解消し、断熱材の解体を必要とせず高温のままで簡便に断熱材被覆高温壁の肉厚を測定することができる測定方法及び測定装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は、上記目的を達成するため、音響センサを用いた断熱材被覆高温壁の肉厚測定方法であって、前記音響センサは、棒状の遅延材の一端に超音波探触子を固着し、他端側を挿入端としたものとし、高温壁外面に被着された断熱材を貫通し高温壁表面に達する測定孔を該断熱材に設け、該測定孔は前記遅延材を出し入れ自在とする内径とし、前記挿入端の前方に接触媒質を位置させた状態で、該挿入端を前にして前記音響センサの遅延材を前記測定孔に挿入し、前記接触媒質の介在下に前記挿入端が高温壁表面に到達した直後に、前記超音波探触子から発せられた超音波パルスが高温壁部内で反射し多重エコーとなって前記遅延材を経て帰ってくるのを、前記超音波探触子を通じて検知すると共に、検知後ただちに前記挿入端を高温壁表面から離脱させ、検知した多重エコーの時間間隔から前記音響センサ挿入箇所の壁部肉厚を検知することを特徴とする断熱材被覆高温壁の肉厚測定方法を提供するものである。
【0011】
本発明はまた、上記目的を達成するため、断熱材被覆高温壁の肉厚測定装置であって、棒状の遅延材の一端に超音波探触子が固着され他端が挿入端とされた音響センサと、高温壁外面に被着された断熱材に対し高温壁表面に達する測定孔を穿設するためのドリル装置と、前記測定孔に前記挿入端を挿入された音響センサから発せられた超音波パルスが高温壁部内で反射し多重エコーとして帰ってきくるのを前記超音波探触子を通じて検知する検知装置と、検知した多重エコーの時間間隔から前記音響センサ挿入箇所の壁部肉厚を検知する演算装置とを備えたことを特徴とする断熱材被覆高温壁の肉厚測定装置を提供するものである。
【発明の効果】
【0012】
本発明に係る肉厚測定方法においては、棒状の遅延材の一端に超音波探触子を固着し他端側を挿入端とした音響センサを用い、高温壁外面に被着された断熱材を貫通し高温壁表面に達する測定孔を該断熱材に設けて測定を行なうので、棒状の遅延材を通す孔を断熱材に形成するだけで、測定が可能である。また、音響センサの遅延材を挿入端側から測定孔に挿入する際、挿入端の前方に接触媒質を位置させた状態で、接触媒質の介在下に挿入端が高温壁表面に到達した直後に、超音波探触子から発せられた超音波パルスが高温壁部内で反射し多重エコーとなって前記遅延材を経て帰ってくるのを、前記超音波探触子を通じて検知すると共に、検知後ただちに挿入端を高温壁表面から離脱させる。その結果、遅延材が高温壁表面に到達した状態で留まっている時間は、例えば約1秒という短時間で済む。したがって、高温壁の温度が非常に高くても、接触媒質の存在下に遅延材が熱損失を受けることなく測定が可能である。これにより、高温壁表面温度より耐熱温度が低い遅延材を使用することもできる。高温壁表面温度が著しく高い場合は、接触媒質の蒸発潜熱による吸熱の下に遅延材への伝熱が緩和されるので、この点からも、高い高温壁表面温度への適用、及び、広範な遅延材の材質選択が可能となる。音響センサのこの迅速な進退動作を可能とするために、測定孔は遅延材を出し入れ自在とする内径とされる。そして、こうして検知した多重エコーの時間間隔から、音響センサ挿入箇所の壁部肉厚を検知することができる。
【0013】
また、上記のように接触媒質が確実に維持されるので、小径配管等のように被測定面の曲率が高い場合にも接触媒質を介した音波の伝播が得られ、壁部肉厚の検知が保証される。
【0014】
本発明に係る肉厚測定装置は、上記方法を実施するための構成として、上記の通り、遅延材の一端に超音波探触子が固着された音響センサ、断熱材に測定孔を穿設するためのドリル装置、超音波パルスの多重エコーを検知する検知装置、及び、検知した多重エコーの時間間隔から壁部肉厚を検知する演算装置を備えているので、上記方法と同様の作用効果を奏する。
【図面の簡単な説明】
【0015】
【図1】本発明に係る断熱材被覆高温壁の肉厚測定方法の一実施形態及びそれに用いる装置を概略的に示す斜視図である。
【図2】図1に示した装置の使用状態を示す斜視図である。
【図3】図1に示した装置による多重エコーの検知状態を示すグラフと説明図である。
【図4】図1に示した装置を用いて断熱材被覆高温壁の肉厚測定方法を実施する状況における初期段階を示す斜視図である。
【図5】図4の状況に続く段階の斜視図である。
【図6】図5の状況に続く段階の斜視図である。
【図7】図6の状態を部材の分離状態で示す斜視図である。
【図8】図6の状況に続く段階の斜視図である。
【図9】図8の状況に続く段階の斜視図である。
【図10】図9の状況に続く段階の斜視図である。
【図11】図10の状況に続く段階の斜視図である。
【図12】図11の状況に続く段階の斜視図である。
【図13】図12の状況に続く段階の斜視図である。
【図14】本発明に係る断熱材被覆高温壁の肉厚測定方法の他の実施形態を概略的に示す断面図であり、(a) は準備段階、(b) は測定段階を示す。
【発明を実施するための形態】
【0016】
以下、本発明の実施形態について添付図面を参照しつつ説明する。図1は、本発明に係る断熱材被覆高温壁の肉厚測定方法に用いる装置の一実施形態を概略的に示す斜視図、図2はその使用状況を示す斜視図であり、図4〜図13はその装置を用いた測定方法の実施手順を段階を追って示している。
【0017】
この実施形態では、測定対象である断熱材被覆高温壁が、断熱材Wで外周を被覆され高圧蒸気を通す配管Pとされている。配管Pは鋼鉄製の円筒であり、断熱材Wの外面は化粧板Kで覆われている。断熱材Wは、珪酸カルシウムを主原料として成形されており、化粧板Kは亜鉛引き鋼板の薄板である。
【0018】
図1に示す装置は、棒状の遅延材2の一端に超音波探触子3が固着された音響センサ1と、音響センサ1から発せられた超音波パルスが多重エコーとして帰ってくるのを超音波探触子3を通じて検知する検知装置6Aと、検知した多重エコーの時間間隔から前記音響センサ挿入箇所の配管肉厚を検知する演算装置6Bとを備えている。断熱材Wに測定孔Bを形成するために、測定装置はさらに、断熱材Wを穿孔するためのドリル装置5(図6,図7)、化粧板Kを穿孔するためのホールソー7A(図4,図5)、ドリル装置5による穿孔時の未穿孔部分を切除するための切削管7B(図8)、測定孔Bが形成された配管表面部分を清浄化するための回転ブラシ7C(図9)、及びドリル装置等の使用を補助する治具8(図4,図5,図6,図7,図9)を備えている。
【0019】
音響センサ1に備えられる超音波探触子3は、物体の寸法を超音波測定する際に通常使用されるものであり、超音波パルスを出射する発信部31と、受信した反射波の強度信号を発する受信部32と、探触面33とを備えている。
【0020】
遅延材2は、超音波探触子3から発せられる超音波を伝播すると共に、低い音速により伝播時間を遅延させ、超音波信号の間隔を広げる作用をなす。遅延材2の径は、大きい方がエネルギ伝達率が高いが、測定孔の径を大きくしなければならなくなる。これらを考慮して、この実施形態の遅延材2は、直径16mmの円柱状の丸棒とされている。遅延材2の長さは、長いほど伝播後に到達する超音波信号(多重エコー)の時間差が大きくなり、測定精度を上げるのに有利であるが、その一方、音波の減衰が激しくなるという不利を伴う。但し、遅延材2は、一端に超音波探触子3を装着するため、断熱材の厚さよりも長くするのが望ましい。この実施形態では、超音波の伝播性能及び断熱材の厚さ(150mm)を考慮して、遅延材2の長さを160mmとしている。
【0021】
遅延材2の材質は、素材中の音速や伝播性能(減衰率)等を考慮して決められる。この実施形態では、伝搬性能が金属より劣るが、素材中の音速は適度に低く、伝播する超音波信号の遅延効果が優れたポリスチレン製とされている。
【0022】
ドリル装置5は、断熱材Wに測定孔Bを穿孔する際等に用いられ、図6に示すように、把持可能な駆動部53に電動モータ54を内蔵し、先端部に刃を装着し得るようになっている。断熱材Wの穿孔時にドリル装置5に装着される刃部材51は、円柱状をなし、その先端に切削刃52が設けられており、切削刃52は、円筒の一部を軸方向に細長く切り欠いて形状した切り刃を有している。この実施形態では、測定孔Bの径を25mmとしている。この孔径は、断熱材Wの強度、遅延材2の外径等を考慮して決められる。
【0023】
刃部材51はさらに、切削刃52の径方向中心部から該切削刃よりも先端側へ突出した当接片55を備えている。当接片55は、丸棒の先端部を先細にしたものであり、先端が球面状に丸くされている。この球状面は、例えば、直径1mm程度の鋼球をアルミ製等の棒材の先端に固着することにより形成することができる。したがって、切削刃52により断熱材Wを穿孔する際に、当接片55は先細の先端部で断熱材W内に容易に進入させることができ、配管表面に接触して進入を停止させる。当接片55は先端が丸くされているので、この接触の際、配管表面に傷を付けるのが防止される。なお、測定孔Bは、プラント等の設備に配管を設置する前又は設置時に、予め断熱材Wに設けておくことも可能である。
【0024】
ホールソー7Aは、図4,図5に示すように、円柱状の刃部材71の先端に切削刃72を設けたものであり、ドリル装置5の駆動部53に装着して用いることができる。切削刃72は、刃部材71先端の周縁に円環状をなすノコギリ刃状に設けられている。
【0025】
切削管7Bは、図8に示すように、ドリル装置5による測定孔穿設時に当接片55の突出長に対応して残る未穿孔部分を切除するためのものである。この切削管7Bは、ドリル装置5の刃部材51とほぼ同じ径の円柱状をなし、先端に円環状の切り刃73を備えている。切削管7Bは、配管Pの表面に傷を付けないよう、アルミニウム製とされている。切削管7Bは、他の材料で製造することもできるが、傷防止のために、配管Pより硬度の低い材料で製造するのが望ましい。
【0026】
回転ブラシ7Cは、図9に示すように、測定孔Bに挿入し得る径を有した円柱状の胴部75の先端部に、ナイロン製のブラシエレメント76を束ねて固定したものであり、ドリル装置5の駆動部53に装着して用いることができるようになっている。
【0027】
治具8は、ドリル装置5、ホールソー7A及び回転ブラシ7Cを適切に使用するのを補助するものである。この治具8は、図6に最もよく表されているように、配管Pを囲む部材の最外面(化粧板Kの表面)に当てがわれる当接ブロック81と、該当接部から延びるガイド部80と、当接部固定用のベルト87とを備えている。
【0028】
この実施形態においては、当接ブロック81は全体がほぼ直方体状の箱形であり、矩形の上壁の各片から垂下する側壁を有し、相互に離間して向き合う1対の側壁は、同じ形状でV字状に切り欠かれて当接部81aを形成している。なお、当接部81aを形成するための切欠きの形状は、曲線或いは2以上の直線または曲線の組み合わせでもよい。
【0029】
ガイド部80は、当接ブロック81が当接部81aで化粧板Kに当接したときに、化粧板表面の法線に沿って、すなわち断熱材Wの中心軸線に垂直な線に沿って、延びるように当接ブロック81に固定されている。このガイド部80は、当接ブロック81に固定されて前記法線方向に延びる支持部82と、該支持部に固定されたガイドレール83と、該ガイドレールに案内されて摺動し得る被ガイド部84と、該被ガイド部に固定された平板状の固定部85とを備えている。ドリル装置5の駆動部53の外周面には、平板状の取付片56が径方向に突出するように設けられている(図9)。ドリル装置5は、取付片56を固定部85に重ねてネジ止めすることにより、被ガイド部84に固定されている。この構造により、駆動部53はガイドレール83に案内されて化粧板Kの表面の法線に沿って移動可能となっている。その結果、ドリル装置5の刃部材51により断熱材Wに形成される測定孔Bは、化粧板Kの表面に垂直に形成され、配管表面に垂直に到達する。これにより、測定孔Bの方向が確実に一定になり、正確な測定が保証される。
【0030】
同様にして、刃部材51に替えて駆動部53に取り付けられるホールソー7Aは化粧板Kに、回転ブラシ7Cは配管P表面に、各々垂直に当接して切削乃至清浄処理を行なう。これによってさらに、測定孔Bの形成形態の一定性が確実になり正確な測定が保証される。
【0031】
当接ブロック81は、側壁に設けられたポートを介して吸引管86の一端が接続可能となっている。吸引管86の他端は図外の吸引ポンプ等の吸引源に接続される。
【0032】
当接ブロック81を配管Pに固定するためのベルト87は、当接部81aに直交する1対の端面81bから両側へ延びている。ベルト87は、配管Pを巻回し得る長さを有し、その端部には、巻回状態で配管Pに対してベルトを緊く締めるためのバックル(図示略)が設けられている。バックルは、緊締用に通常用いられる種々の形態のものとすることができる。また、ベルト87をゴム等の弾性変形可能な材質のものとし、両端部に面ファスナー等の固定部材を設け、配管Pに対して緊く巻き付けた状態で該固定部材により固定するようにすることもできる。
【0033】
検知装置6Aは、音響センサ1の出力を検知信号として演算装置6Bに送る。演算装置6Bは、その検知信号に表れるピーク値から多重エコーを検出し、その時間間隔から配管Pの肉厚を演算する。演算装置6Bは、例えば、オシロスコープを備えたものとすることができ、測定者はそこに表れる波形から多重エコーを確認することができる。また、予測されるピーク値より僅かに低い閾値を設定しておき、これを超える強度の信号が受信されたときに多重エコーとして検知し、複数の多重エコーを検知して、その時間間隔を測定する構成とすることができる。特に、本発明においては、超音波の発信から最初の反射波受信までの時間測定という一般的な測定ではなく、多重エコー間の時間間隔を測定するので、この構成は有効である。
【0034】
こうして測定に必要な多重エコーが検出されたら、超音波の発信を停止し、ビープ音等で測定者に知らせ、測定者が測定孔Bから音響センサ1を引き抜くのを促す。なお、超音波の受信及び処理には、他の種々の手段を用いることもできる。
【0035】
演算装置を格納した制御部には、測定を円滑に進めるための種々の機能を持たせた処理装置を備えることができる。例えば、測定済みデータ、正常範囲値等をメモリに格納し、測定値が異常であれば、その場で警告信号を出力したり、測定履歴から作成したグラフ等で異常傾向を示すようにすることができる。また、点検経路に沿った測定点順序を記憶させておき、測定点毎に測定完了を装置内で確認し、測定点を飛ばした場合に警報を発することにより、測定点の脱落を防止することができる。
【0036】
こうして構成された測定装置は、全体がコンパクトであり、ポータブル型とすることができる。また、電源供給をバッテリーで行なうことにより、外部電源への接続を不要とすることもできる。
【0037】
次に、実施形態に係る装置を用いて高温配管の肉厚測定を行なう手順について説明する。
【0038】
まず、駆動部53を当接ブロック81に向けるようにしてドリル装置5を治具8に固定する。ドリル装置5は、前述のように、取付片56を固定部85に重ねてネジ止めすることにより、被ガイド部84に固定することができる。ドリル装置5の駆動部53にホールソー7Aを取付ける。
【0039】
そして、配管Pにおける測定すべき箇所を定め、図4に示すように、その径方向外方に相当する位置に治具8のガイド部80をあてがい、ベルト87を配管Pに巻回して緊締状態で端部を固定する。そして、電動モータ54による回転下にホールソー7Aで化粧板Kを穿孔する。
【0040】
次に、ドリル装置5の駆動部53からホールソー7Aを取り外し、刃部材51を取り付ける。図7は、説明のために配管Pから治具8を分離した状態で、刃部材51の取付状態を示している。そして、ベルト87により当接ブロック81を固定した状態のまま、図6に示すように、先に開けた孔の位置で、電動モータ54による回転下に刃部材51で断熱材Wを穿孔する。この穿孔方向は、治具8の案内により、化粧板Kの表面に垂直に行なわれる。このとき、穿孔箇所から当接ブロック81内に送り出される切り屑を吸引管86を通じて吸引する。穿孔は、刃部材51を断熱材Wの径方向に前進させながら行なうが、当接片55が配管Pに表面に当接したところで停止させ、刃部材51を孔から引き抜く。
【0041】
次に、図8に示すように、切削管7Bを孔に強く押し込む。刃部材51は、当接片55が配管P表面に当接したところで前進が停止されるので、刃部材51の切削刃52より先端側に未穿孔部分が残る。この未穿孔部分は、切削管7Bを手で廻しながら孔に押し込むことにより、先端の切り刃73により、切除される。
【0042】
次に、図9に示すように、ドリル装置5の駆動部53に回転ブラシ7Cを取付け、治具8による案内の下に、電動モータ54で回転ブラシ7Cを回転させながら穿孔箇所に挿入し、穿孔縁から切り屑を分離した後、回転ブラシ7Cを引き抜く。そして、ベルト87を解いて治具8を配管Pから取り外す。この状態で、図10に示すように、バキュームクリーナ9の先端部を孔Bの開口部にあてがい、孔内の切り屑を吸引する。これにより、配管P表面が清浄化される。
【0043】
次に、図11に示すように、孔内に保護管BSを挿入する。これは、切削によって設けた孔壁面から切削屑が落下して配管P表面を汚すのを防止するためである。保護管BSは、音響センサ1の遅延材2を緩く通す内径を有し、図12に示すように配管P表面から化粧板K外に突出する長さを有する。保護管BSの挿入後に再びバキュームクリーナ9による吸引で孔内を清浄化する。
【0044】
次に、図13に示すように、音響センサ1の遅延材2を孔B(保護管BSの内側)に通す。このとき、遅延材2の先端には接触媒質4を付着しておく。また、超音波探触子3、検知装置6A、演算装置6Bを作動状態としておく。こうして、超音波探触子3の発信部31から超音波パルスを発しながら遅延材2を孔B内に挿入して行く。
【0045】
そして、接触媒質4が配管P表面に接触した状態、すなわち、接触媒質4の介在下に挿入端が配管P表面に到達した状態となると、超音波は接触媒質4を通して配管Pに効率よく伝えられる。そして、図3(b) に概略的に示すように、配管表面での反射波Fに続いて、配管壁内で1回〜複数回と次々に反射して多重エコーが発生する。この多重エコーは、遅延材2を通じて多重エコーE1,E2,E3……として超音波探触子3側へ帰ってくる。なお、図にRで示す部分は、遅延材2による遅れエコーである。これらの反射波を超音波探触子3の受信部32で受信する。受信部32は、反射波の強度信号を出力し、検知装置6Aはこれを受信する。図3(a) は、検知装置6Aが受信した信号をグラフに記録したものである。この例で使用した超音波パルスは、周波数が5MHzの超音波の1波長からなり、パルス幅が0.2μsec、パルス間隔が1msecである。尤も、必要に応じて他の幅及びパルス間隔の超音波パルスを用いることもできる。
【0046】
反射波中の少なくとも2つの多重エコーが検知されたら、検知後ただちに前記挿入端を配管表面から離脱させる。遅延材2を孔内に挿入して、接触媒質4の介在下に挿入端が配管P表面に到達した状態となった後、少なくとも2つの多重エコーが検知されるまでの時間は、例えば1秒程度と、きわめて短い。したがって、高温の配管表面に接触媒質4が接しても、接触媒質4の変質や消失が生じる前に測定を終えることができる。接触媒質は、音波の伝播作用と熱遮断作用を奏するので、遅延材は熱損失を受けることなく反射波の伝播を受けることが可能である。また、配管表面温度が著しく高い場合は、接触媒質の蒸発潜熱による吸熱の下に遅延材への伝熱が緩和される。
【0047】
このような接触媒質の熱遮断作用及び吸熱作用により、例えば200℃乃至300℃の配管についても、肉厚測定が可能となる。音響センサ1を測定孔Bから引き抜いた後は、断熱材を測定孔Bに挿入して栓をしておく。また、測定孔Bが不要になった場合は、アルミテープを貼着して表面を仕上げ状態にしておくのが望ましい。
【0048】
また、図3(a) にd1,d2,d3で示すように、多重エコーが受信部32に到達する時間付近に、一次、二次、三次等のエコーに見合った受信波強度の閾値を設定しておくことにより、エコーの到達を瞬時に確実に捉えることができる。
【0049】
次に、演算装置6Bは、検知した多重エコーの時間間隔から前記音響センサ挿入箇所の配管肉厚を演算する。例えば、図3(a) の一次エコーE1と二次エコーE2との時間間隔t1,二次エコーE2と三次エコーE3との時間間隔t2を測定し、いずれかまたは両者の平均t3から、配管肉厚を演算する。或いは、より多くのエコー間の時間間隔をも演算に取り入れることができる。
【0050】
例えば、上記平均値t3に基づいて配管Pの肉厚Tを求める場合は、
T=vs×t3/2
として求めることができる。ここで、vsは、配管Pを形成する鋼材中の音速である。具体的には、エコー間の時間間隔t1とt2との平均値は図3のグラフに見られるように3.5μsecであり、鋼材中の音速は5900m/secであるので、配管Pの肉厚Tは、
T(mm)=3.5(μsec)×5900/1000(mm)÷2=10.3(mm)
と求められる。
【0051】
この方法及び装置によれば、音速が知られている鋼材以外の金属材料等の他の材料についても肉厚測定が可能である。また、装置内に音速測定機能を持たせることもできる。
【0052】
さらに、測定部分の配管温度を測定するために、温度センサを用いる。温度センサとしては、赤外線式温度計、熱電対式温度計を用いることができるが、赤外線式温度計等の応答速度の速い温度計を用いるのが望ましい。温度計は、音響センサ1のプローブ内に並設してもよいし、配管P表面に達する温度測定用の小孔を設け、その小孔に挿入してもよい。配管壁内の音速は温度に影響されるので、温度センサの出力を演算装置6Bに入力し、音速を温度補正することによって、より高精度の肉厚測定が可能となる。
【0053】
図14は、本発明に係る測定方法及び装置を、発電所等に用いられる大型熱交換機の筺体等のように、断熱材で被覆された平板状高温壁に適用した実施形態を示している。この実施形態における測定対象は、高温のガスまたは蒸気Gsを通す筐体の壁P’とされている。壁P’は、断熱材W’で外面を被覆され、断熱材W’の外面は保護板K’で覆われている。この実施形態においても、先の実施形態と同様にして、図14(a) に示すように、断熱材W’及び保護板K’に測定孔B’を形成する。そして、図14(b) に示すように、その測定孔B’に遅延材2付きの超音波探触子3を挿入し、発信部31から発せられた超音波パルスの多重エコーの時間間隔に基づいて高温壁の肉厚を測定する。この実施形態における各部材については、図14に図1及び図2と同じ番号を付し、説明を省略する。また、この実施形態においても、測定孔B’の穿孔、清浄化等を安定的且つ正確に行なうために、先の実施形態において説明したような施工用の治具を用いるのが望ましい。
【0054】
以上、本発明の一実施形態について説明したが、本発明はこれに限定されるものではなく、その趣旨を逸脱しない限りにおいて種々の変更が可能である。例えば、治具8は、実施形態に示したものの他、ドリル装置5による加工を案内し得る種々の形態とすることができる。また、所定の測定孔を正確に設けることができるのであれば、治具を省略することもできる。
【0055】
化粧板Kが軟質である場合等においては、ホールソー7Aを用いることなく、直接に刃部材51のような断熱材W穿孔用の工具を用いることもできる。また、配管表面を傷つけることなくドリル装置5による穿孔を配管表面まで到達させることができるのであれば、刃部材51の当接片55のようなスペーサ機能を果たす部材を用いなくてもよく、その場合は、切削管7Bのような未穿孔部分切除用の工具を省略することもできる。
【0056】
ドリル装置5等により穿孔した孔の壁面から切り屑が配管表面に達して汚すという問題が生じなければ、保護管BSのような挿入管を用いなくてもよい。
【符号の説明】
【0057】
1: 音響センサ
2: 遅延材
3: 超音波探触子
4: 接触媒質
5: ドリル装置
6A: 検知装置
6B: 演算装置
7A: ホールソー
7B: 切削管
7C: 回転ブラシ
8: 治具
9: バキュームクリーナ
55: 当接片
81: 当接ブロック
83: ガイドレール
84: 被ガイド部
85: 固定部
B,B’:測定孔
BS: 保護管
E1,E2,E3:多重エコー
K,K’:化粧板
P: 配管
P’: 高温壁
W,W’:断熱材
【特許請求の範囲】
【請求項1】
音響センサを用いた断熱材被覆高温壁の肉厚測定方法であって、
前記音響センサは、棒状の遅延材の一端に超音波探触子を固着し、他端側を挿入端としたものとし、
高温壁外面に被着された断熱材を貫通し高温壁表面に達する測定孔を該断熱材に設け、該測定孔は前記遅延材を出し入れ自在とする内径とし、
前記挿入端の前方に接触媒質を位置させた状態で、該挿入端を前にして前記音響センサの遅延材を前記測定孔に挿入し、
前記接触媒質の介在下に前記挿入端が高温壁表面に到達した直後に、前記超音波探触子から発せられた超音波パルスが高温壁部内で反射し多重エコーとなって前記遅延材を経て帰ってくるのを、前記超音波探触子を通じて検知すると共に、検知後ただちに前記挿入端を高温壁表面から離脱させ、
検知した多重エコーの時間間隔から前記音響センサ挿入箇所の壁部肉厚を検知することを特徴とする断熱材被覆高温壁の肉厚測定方法。
【請求項2】
前記遅延材として、ポリスチレン製の棒材を用いることを特徴とする請求項1に記載の肉厚測定方法。
【請求項3】
前記ドリル装置として、切削刃の径方向中心部から該切削刃よりも先端側へ突出した当接片を備えたものを用い、
一端に切り刃を備えた切削管を前記ドリル装置による穿孔部分に挿入し、前記ドリル装置による前記測定孔の穿設時に前記当接片の突出長に対応して残る未穿孔部分を切除することを特徴とする請求項2に記載の肉厚測定方法。
【請求項4】
前記測定孔は、前記断熱材に設けた貫通孔に対し、両端開放の保護管を挿入して形成することを特徴とする請求項1から3のいずれかに記載の肉厚測定方法。
【請求項5】
断熱材被覆高温壁の肉厚測定装置であって、
棒状の遅延材の一端に超音波探触子が固着され他端が挿入端とされた音響センサと、
高温壁外面に被着された断熱材に対し高温壁表面に達する測定孔を穿設するためのドリル装置と、
前記測定孔に前記挿入端を挿入された音響センサから発せられた超音波パルスが高温壁部内で反射し多重エコーとして帰ってくるのを前記超音波探触子を通じて検知する検知装置と、
検知した多重エコーの時間間隔から前記音響センサ挿入箇所の壁部肉厚を検知する演算装置と
を備えたことを特徴とする断熱材被覆高温壁の肉厚測定装置。
【請求項6】
前記ドリル装置が、切削刃の径方向中心部から該切削刃よりも先端側へ突出した当接片を備え、
肉厚測定装置がさらに、ドリル装置による測定孔穿設時に前記当接片の突出長に対応して残る未穿孔部分を切除するために、一端に切り刃を備え前記ドリル装置による穿孔部分に挿入され得る切削管を備えていることを特徴とする請求項5に記載の肉厚測定装置。
【請求項1】
音響センサを用いた断熱材被覆高温壁の肉厚測定方法であって、
前記音響センサは、棒状の遅延材の一端に超音波探触子を固着し、他端側を挿入端としたものとし、
高温壁外面に被着された断熱材を貫通し高温壁表面に達する測定孔を該断熱材に設け、該測定孔は前記遅延材を出し入れ自在とする内径とし、
前記挿入端の前方に接触媒質を位置させた状態で、該挿入端を前にして前記音響センサの遅延材を前記測定孔に挿入し、
前記接触媒質の介在下に前記挿入端が高温壁表面に到達した直後に、前記超音波探触子から発せられた超音波パルスが高温壁部内で反射し多重エコーとなって前記遅延材を経て帰ってくるのを、前記超音波探触子を通じて検知すると共に、検知後ただちに前記挿入端を高温壁表面から離脱させ、
検知した多重エコーの時間間隔から前記音響センサ挿入箇所の壁部肉厚を検知することを特徴とする断熱材被覆高温壁の肉厚測定方法。
【請求項2】
前記遅延材として、ポリスチレン製の棒材を用いることを特徴とする請求項1に記載の肉厚測定方法。
【請求項3】
前記ドリル装置として、切削刃の径方向中心部から該切削刃よりも先端側へ突出した当接片を備えたものを用い、
一端に切り刃を備えた切削管を前記ドリル装置による穿孔部分に挿入し、前記ドリル装置による前記測定孔の穿設時に前記当接片の突出長に対応して残る未穿孔部分を切除することを特徴とする請求項2に記載の肉厚測定方法。
【請求項4】
前記測定孔は、前記断熱材に設けた貫通孔に対し、両端開放の保護管を挿入して形成することを特徴とする請求項1から3のいずれかに記載の肉厚測定方法。
【請求項5】
断熱材被覆高温壁の肉厚測定装置であって、
棒状の遅延材の一端に超音波探触子が固着され他端が挿入端とされた音響センサと、
高温壁外面に被着された断熱材に対し高温壁表面に達する測定孔を穿設するためのドリル装置と、
前記測定孔に前記挿入端を挿入された音響センサから発せられた超音波パルスが高温壁部内で反射し多重エコーとして帰ってくるのを前記超音波探触子を通じて検知する検知装置と、
検知した多重エコーの時間間隔から前記音響センサ挿入箇所の壁部肉厚を検知する演算装置と
を備えたことを特徴とする断熱材被覆高温壁の肉厚測定装置。
【請求項6】
前記ドリル装置が、切削刃の径方向中心部から該切削刃よりも先端側へ突出した当接片を備え、
肉厚測定装置がさらに、ドリル装置による測定孔穿設時に前記当接片の突出長に対応して残る未穿孔部分を切除するために、一端に切り刃を備え前記ドリル装置による穿孔部分に挿入され得る切削管を備えていることを特徴とする請求項5に記載の肉厚測定装置。
【図1】



【図2】
【図3】

【図4】

【図5】

【図6】

【図7】
【図8】

【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2011−127989(P2011−127989A)
【公開日】平成23年6月30日(2011.6.30)
【国際特許分類】
【出願番号】特願2009−286253(P2009−286253)
【出願日】平成21年12月17日(2009.12.17)
【出願人】(000156938)関西電力株式会社 (1,442)
【Fターム(参考)】
【公開日】平成23年6月30日(2011.6.30)
【国際特許分類】
【出願日】平成21年12月17日(2009.12.17)
【出願人】(000156938)関西電力株式会社 (1,442)
【Fターム(参考)】
[ Back to top ]