
断熱材
【課題】コストを低減ことができる断熱材を提供する。
【解決手段】一対の支持材110間に嵌合されて保持される断熱材10であって、支持材110に対向する端面12は、嵌合方向の手前側が奥側よりも外側に位置するように傾斜しており、端面12の近傍には、該端面12に沿う複数のスリット18,19が嵌合方向の手前側の面14から形成され、複数のスリット18,19は端面12から離間するものほど深さが深く形成されている。
【解決手段】一対の支持材110間に嵌合されて保持される断熱材10であって、支持材110に対向する端面12は、嵌合方向の手前側が奥側よりも外側に位置するように傾斜しており、端面12の近傍には、該端面12に沿う複数のスリット18,19が嵌合方向の手前側の面14から形成され、複数のスリット18,19は端面12から離間するものほど深さが深く形成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、建物の床下、天井、壁、屋根等に施工される断熱材に関する。
【背景技術】
【0002】
一般に、住宅等の建物の床下、天井、壁、屋根等には、断熱材が施工されている。例えば、床下の場合、大引や根太等の間に断熱材が配置され、該断熱材の上に下地合板等が設置される。
【0003】
断熱材としては、例えば、ポリプロピレンと古紙とでんぷんとを含む発泡材料を押出発泡させた断熱材(特許文献1、2参照。)、発泡スチロール等の発泡合成樹脂を用いた断熱材(特許文献3参照。)、ポリスチレン樹脂やポリウレタン樹脂などの発泡樹脂系断熱材(特許文献4参照。)などが知られている。
【0004】
特許文献1に記載の断熱材は、発泡材料を複数の小穴から押出すと共に発泡させた複数の発泡体を、板状に一体成形して製造される。このように、複数の発泡体を板状に一体成形して断熱材を製造する方法は、他にも提案されている(特許文献5〜7参照。)。
【0005】
一方、特許文献2〜4に記載の断熱材は、発泡材料を板状に押出し成形して製造される。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第4069255号公報
【特許文献2】特開2003−41041号公報
【特許文献3】特開2006−291461号公報
【特許文献4】特開2008−196270号公報
【特許文献5】特許第3393341号公報
【特許文献6】特表2004−500998号公報
【特許文献7】特開2007−204590号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記のような断熱材を施工する場合、間隔をあけて設置された支持材間(例えば、床下の場合、大引や根太等の間)に断熱材を嵌合させることで、断熱材を支持材に保持させることが行われている。これにより、断熱材の取り付けを容易化し、施工効率を向上させるようになっている。しかしながら、支持材間の間隔は精度が確保されていないことがあり、このような場合に、断熱材の嵌合による保持が困難となり、脱落してしまうため、異なる間隔用の製品を容易する必要があり、コストを増大させてしまう。また、設計上間隔が異なる支持材間に共通の断熱材を施工しようとしても、困難な場合が多く、それぞれの間隔に応じた製品を作る必要があり、コストが増大してしまう。
【0008】
本発明は、かかる問題点に鑑みてなされたものであり、コストを低減ことができる断熱材を提供すること目的とする。
【課題を解決するための手段】
【0009】
上記目的を達成するために、請求項1に係る発明は、一対の支持材間に嵌合されて保持される断熱材であって、前記支持材に対向する端面は、嵌合方向の手前側が奥側よりも外側に位置するように傾斜しており、前記端面の近傍には、該端面に沿う複数のスリットが前記嵌合方向の手前側の面から形成され、前記複数のスリットは前記端面から離間するものほど深さが深く形成されていることを特徴とする。
【0010】
また、請求項2に係る発明は、前記複数のスリットのうち最も前記端面に近接するスリットが、前記嵌合方向の厚さの1/2未満の深さに形成されていることを特徴とする。
【0011】
また、請求項3に係る発明は、前記複数のスリットのうち最も前記端面に近接するスリットを除く残りのスリットが、前記嵌合方向の厚さの1/2以上の深さに形成されていることを特徴とする。
【0012】
また、請求項4に係る発明は、前記複数のスリットが、すべて前記嵌合方向の厚さの1/2以上の深さに形成されていることを特徴とする。
【0013】
また、請求項5に係る発明は、前記複数のスリットが、すべて前記嵌合方向の厚さの3/4以下の深さに形成されていることを特徴とする。
【発明の効果】
【0014】
請求項1に係る発明によれば、支持材に対向する端面の近傍に、この端面に沿って複数のスリットが嵌合方向の手前側の面から形成されているため、傾斜する端面において支持材間に嵌合させられると、支持材間が狭ければ狭いほどスリットの間隔を狭めるように端部が変形して、誤差あるいは設計上の寸法差を吸収しつつ支持材間に嵌合保持される。したがって、多様な間隔に応じた数の製品を作る必要がなくなり、コストを低減することができる。
加えて、複数のスリットは端面から離間するものほど深さが深く形成されているため、支持材側の端部の弾力性を高めることができ、比較的広範囲の支持材間の間隔相違に対して、変形による施工性の向上と支持材への保持のための弾発力確保とが可能となる。
【0015】
請求項2に係る発明によれば、最も端面に近接するスリットが、嵌合方向の厚さの1/2未満の深さに形成されているため、支持材への保持のための十分な弾発力確保が可能となる。
【0016】
請求項3に係る発明によれば、複数のスリットのうち最も端面に近接するスリットを除く残りのスリットが、嵌合方向の厚さの1/2以上の深さに形成されているため、残りのスリットよりも外側が比較的大きく変位でき、全体としての柔軟性が増し、取り付けが容易となって施工性が向上する。
【0017】
請求項4に係る発明によれば、複数のスリットがすべて嵌合方向の厚さの1/2以上の深さに形成されているため、各スリットよりも外側が比較的大きく変位でき、全体としての柔軟性が増し、取り付けが容易となって施工性が向上する。
【0018】
請求項5に係る発明によれば、複数のスリットがすべて嵌合方向の厚さの3/4以下の深さに形成されているため、柔軟性が増し過ぎて支持材から脱落してしまうことを抑制できる。
【図面の簡単な説明】
【0019】
【図1】本発明の第1実施形態に係る断熱材の施工例としての床構造を示す斜視図である。
【図2】本発明の第1実施形態に係る断熱材の斜視図である。
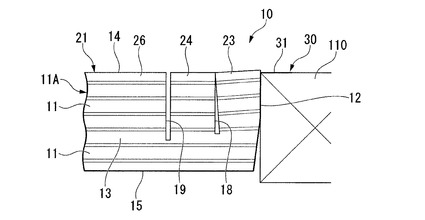
【図3】本発明の第1実施形態に係る断熱材の側面図である。
【図4】本発明の第1実施形態に係る断熱材の部分拡大側面図である。
【図5】本発明の第1実施形態に係る断熱材の間隔の狭い支持材間への嵌合前の部分拡大側面図である。
【図6】本発明の第1実施形態に係る断熱材の間隔の狭い支持材間への嵌合後の部分拡大側面図である。
【図7】本発明の第1実施形態に係る断熱材の間隔の狭い支持材間への嵌合後、合板設置状態の部分拡大側面図である。
【図8】本発明の第1実施形態に係る断熱材の間隔の広い支持材間への嵌合前の部分拡大側面図である。
【図9】本発明の第1実施形態に係る断熱材の間隔の広い支持材間への嵌合後の部分拡大側面図である。
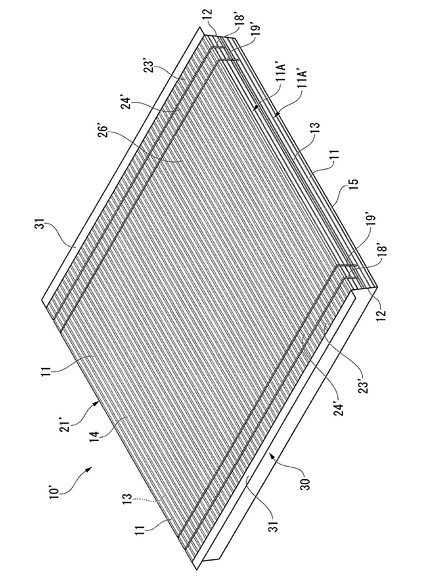
【図10】本発明の第2実施形態に係る断熱材の斜視図である。
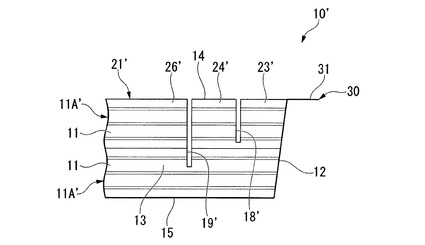
【図11】本発明の第2実施形態に係る断熱材の部分拡大側面図である。
【発明を実施するための形態】
【0020】
以下、本発明の第1実施形態に係る断熱材について、図1〜図9を参照して説明する。
【0021】
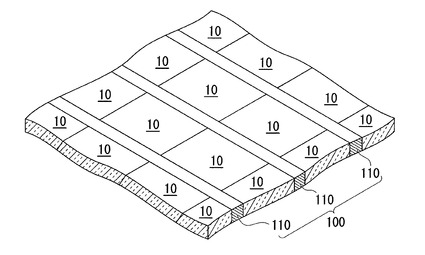
図1は、第1実施形態に係る断熱材10の施工例としての床構造を示す斜視図であり、断熱材10は、互いに平行に延びる大引あるいは根太等の断面矩形状の支持材110,110間に配置される。
【0022】
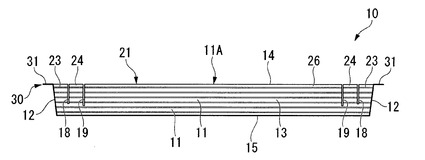
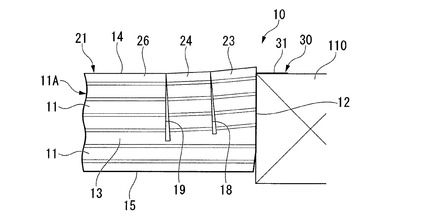
図2および図3に示すように、断熱材10は、発泡材料を押出発泡した複数の棒状の発泡体11が、一定の配向方向(図2のX方向)に揃えられ、この配向方向に直交する配向直交方向に一体化されてなるもので、一の配向直交方向に板厚方向を有する板状に形成されている。
【0023】
ここで、発泡体11を成形するために使用される発泡材料としては、ポリオレフィン樹脂と、セルロールと、でんぷんとを含む材料を用いるのが好ましい。
ポリオレフィン樹脂としては、ポリエチレン樹脂、ポリプロピレン樹脂などが挙げられる。
セルロースとしては、新聞紙や雑誌等の古紙を原料として用いることができる。古紙は粉砕機により所望の大きさに粉砕されて用いられる。
でんぷんとしては、とうもろこし澱粉(コーンスターチ)、小麦澱粉、米澱粉などを用いることができる。
【0024】
また、上記した発泡材料の100質量%中の各成分の割合は、ポリオレフィン樹脂が30〜50質量%であることが好ましく、セルロースが10〜40質量%であることが好ましく、でんぷんが20〜40質量%であることが好ましい。
また、発泡材料には、必要に応じて酸化防止剤、防かび剤、顔料など、断熱材に用いられる各種添加剤を含有させてもよい。
第1実施形態の断熱材10は、セルロース(古紙)やでんぷんを含むので、環境に十分配慮している。
【0025】
断熱材10は、例えば以下のようにして形成される。
まず、上述した材料を複数の細孔を有するダイより押し出しながら発泡させることで、細孔の数に応じた複数の棒状の発泡体11が同じ一方向に配向しながら成形される。そして、このようにして一定の配向方向に並べられた状態の複数の発泡体11を金型で加熱圧縮することで隣り合う発泡体11同士を密着させて、複数の発泡体11が発泡体11の配向方向に直交する配向直交方向に一体化されてなる板状の一層の集合体11Aを得る。この集合体11Aは、一の配向直交方向である板厚方向の一側の面と他側の面とが平行をなしている。なお、発泡の際は、発泡剤として水を用いるのが好ましい。
【0026】
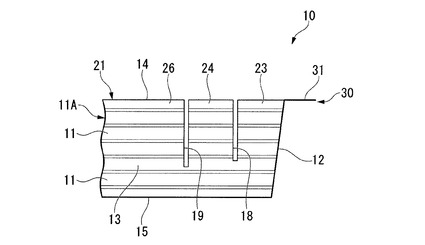
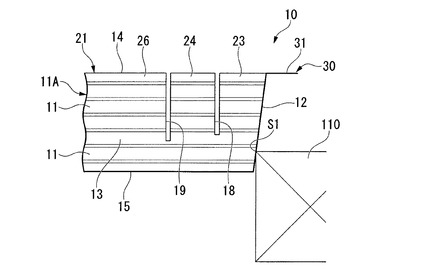
そして、上記した一層の集合体11Aの発泡体11の配向方向の両側を、板厚方向の一側の面との境界線および他側の面との境界線がそれぞれ発泡体11の配向方向に直交し、且つ板厚方向の一側が他側よりも配向方向の外側に位置するように斜めに切断して、配向方向の両側の端部に位置する両側の端面12,12を形成する。また、発泡体11の配向方向に直交する方向の両側を配列方向に沿い且つ板厚方向に沿って切断して、配向直交方向の両側の端部に位置する両側の側面13,13を形成する。その結果、互いに平行をなす板厚方向の一側の面14と、面14よりも狭い面積の他側の面15とが形成される。
【0027】
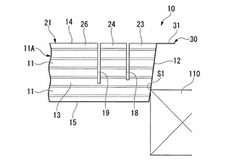
加えて、両側の端面12,12のそれぞれの近傍に、端面12に沿い、より具体的には発泡体11の配向方向に直交する複数具体的には2カ所ずつのスリット18,19を面14から切削により形成する。このようにして、一層の断熱材本体21を得る。この断熱材本体21は、すべての発泡体11が一定の配向方向に沿っており、板厚方向に沿って見ると全体として矩形状をなしている。
【0028】
ここで、断熱材本体21は、一方の端面12およびその近傍に設けられた2カ所のスリット18,19と、他方の端面12およびその近傍に設けられた2カ所のスリット18,19とが鏡面対称の形状をなしている。なお、スリットの数、位置、幅および深さは、端面12の傾斜に応じて設定されることになり、これらには相関関係がある。
【0029】
第1実施形態においては、図4に示すように、同じ端面12に近接する2カ所のスリット18,19のうち端面12側つまり外側のスリット18は一定深さに形成され、端面12とは反対側つまり内側のスリット19は外側のスリット18よりも深い一定深さに形成されている。言い換えれば、複数のスリット18,19は、これらが近接する端面12から離間するものほど深さが深く形成されている。なお、スリット18,19は、すべて断熱材本体21の板厚の1/2以上、3/4以下の深さに形成されており、断熱材本体21に後述する補強シート30を貼り付けてなる断熱材10の板厚の1/2以上、3/4以下の深さに形成されていて、すべてのスリット18,19は同じ一定の幅に形成されている。
【0030】
また、同じ端面12に近接する2カ所のスリット18,19において、端面12と外側のスリット18との最大距離と、内外のスリット18,19同士の距離とは同等になっている。
【0031】
また、端面12とこれに近接する外側のスリット18との間はこのスリット18を狭める方向に変位可能な外側可動片部23となり、外側のスリット18とこれに近接する内側のスリット19との間はこの内側のスリット19を狭める方向に変位可能な内側可動片部24となっている。そして、一方の端面12に近接する2カ所のスリット18,19および他方の端面12に近接する2カ所のスリット18,19よりも面15側と、スリット19,19間とが、変位困難な本体部26となっている。
【0032】
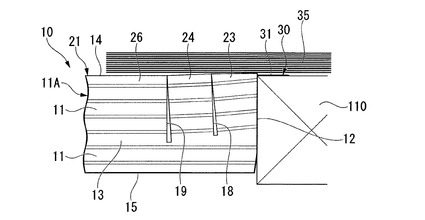
上記の断熱材本体21に、一枚の補強シート30が貼り付けられて断熱材10となる。
この補強シート30は、側面13,13間の距離と同じ幅であって端面12,12間の距離よりも長さの長い矩形状をなしている。そして、補強シート30は、断熱材本体21の面15の全面を覆うとともに断熱材本体21における発泡体11の配向方向両外側に延出しており、面15と両側の端面12,12とに貼り付けられている。補強シート30は、両端側が断熱材本体21の面14と同一平面でさらに外側に延出可能であり、面14からの延出部31,31が、断熱材10を枠部材110間に配置するときに、枠部材110の上面にタッカーなどで釘打ちされて固定される。
【0033】
補強シート30としては、不織布が好ましい。具体的には、ポリエチレンテレフタレート製、ポリエチレン製などの不織布が好適である。
また、補強シート30は、引張強度が10N以上であることが好ましい。上述したように、断熱材10を枠部材110間に配置するときに、補強シート30はその延出部31が枠部材110に釘打ちされて固定される。そのため、補強シート30は引っ張られやすいが、引張強度が10N以上であれば、引っ張られても破れにくい。
なお、補強シート30の引張強度は、JIS L 1906により測定される。
【0034】
さらに、補強シート30は、透湿性を有することが好ましい。セルロースを含む断熱材や、該断熱材の上に設置される下地合板は吸湿性を有するので、室内の湿気等を含むと断熱材や下地合板が乾燥しにくいことがあった。また、特に2×4工法により建築する場合、建築途中で下地合板が雨に曝されると、雨水が下地合板と断熱材との間に溜まってしまうことがあった。
透湿性を有する補強シート30を断熱体本体21の面15に貼り付けることで、断熱材10や下地合板が吸湿したときにその水分を逃がすことができ、断熱材や下地合板が乾きやすくなる。また、建築途中で下地合板が雨に曝されても、雨水が溜まりにくい。
【0035】
ここで、断熱材10は、これが配置される支持材110,110間の隙間の間隔に対して、発泡体11の配向方向における長さの最小値は短く、この方向の長さの最大値は長く形成されている。
【0036】
そして、以上の断熱材10を支持材110,110間に配置する場合、作業者は、断熱材10を、支持材110,110に端面12,12を対向させる姿勢とし、幅の狭い面15を先方として、補強シート30の両側の延出部31,31の挟まりを防止しつつ、支持材110,110間に、上から下への方向を嵌合方向として嵌合させる。よって、言い換えれば、断熱材10において、支持材110,110に対向する端面12,12は、この嵌合方向の手前側が奥側よりも外側に位置するように傾斜している。
【0037】
すると、支持材110−支持材110が3.5寸土台−3寸大引であり、中心間距離が910mmで最も近接する部分の距離が812.5mmである場合等、支持材110,110の間の距離が狭い場合に、図5に示すように、例えば断熱材10の面14から板厚の略3/4の接点位置S1に支持材110が当接する。この状態で断熱材10が支持材110,110間に押し込まれたとすると、図6に示すように、嵌合方向の手前側の面14から形成されたスリット18,19を狭めるように、外側可動片部23が内側可動片部24側に変位して内側可動片部24に当接しつつ内側可動片部24が本体部26側に変位して本体部26に当接して、外側可動片部23および内側可動片部24が圧縮されながら支持材110,110間に嵌合させられる。このとき、断熱材10はその弾発力で支持材110,110間に保持される。
【0038】
なお、この場合、図6に示すように、外側可動片部23が支持材110の上面よりも上側に出っ張ることがあるが、この部分は、図7に示すように支持材110上に設置される合板35で押圧されてつぶれることになって良好に支持材110,110間に納まることになる。
【0039】
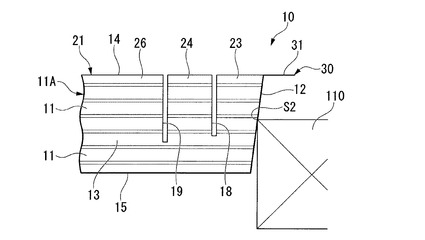
また、支持材110−支持材110が3寸大引−3寸大引であり、中心間距離が上記と同じ910mmで最も近接する部分の距離が820mmである場合等、支持材110,110の間隔が広い場合に、図8に示すように、例えば断熱材10の面14から板厚の略1/2の接点位置S2に支持材110が当接する。この状態で断熱材10が支持材110,110間に押し込まれたとすると、図9に示すように、嵌合方向の手前側の面14から形成されたスリット18を狭めるように、外側可動片部23が内側可動片部24側に変位し内側可動片部24に当接して、支持材110,110間に嵌合させられる。このときも、断熱材10はその弾発力で支持材110,110間に保持される。
【0040】
なお、支持材110,110間の間隔が以上の中間である場合、外側可動片部23が内側可動片部24側に変位し内側可動片部24に当接するとともに、内側可動片部24も本体部26側に変位してスリット19を狭めることになる。
【0041】
以上を言い換えれば、図5から図6に示すように両方のスリット18,19が効く場合の押し込み前の接点位置S1の高さに近づけるように、内側のスリット19の深さが深く設定され、図8から図9に示すように外側のスリット18のみが効く場合の押し込み前の接点位置S2の高さに近づけるように、外側のスリット18の深さが浅く設定されている。これにより、スリット18,19による柔軟性を活かすようになっている。
【0042】
以上に述べた第1実施形態によれば、支持材110に対向する端面12の近傍に、この端面12に沿って複数のスリット18,19が嵌合方向の手前側の面14から形成されているため、傾斜する端面12,12において支持材110,110間に嵌合させられると、支持材110,110間が狭ければ狭いほどスリット18,19の間隔を狭めるように端部が変形して、誤差あるいは設計上の寸法差を吸収しつつ支持材110,110間に嵌合保持される。したがって、多様な間隔に応じた数の製品を作る必要がなくなり、コストを低減することができる。
【0043】
加えて、端面12に近接して設けられた複数のスリット18,19は、この端面12から離間するものほど深さが深く形成されているため、支持材110側の端部である外側可動片部23および内側可動片部24の弾力性を高めることができ、比較的広範囲の支持材間の間隔相違に対して、変形による施工性の向上と支持材への保持のための弾発力確保とが可能となる。これに対して、複数のスリットが端面から離間するものほど深さが浅くなるように形成されていたり、同じ深さに形成されていたりすると、弾力が弱くなり、特に支持材110,110間の幅が広くなった場合の弾発力確保が不十分になり支持材110,110から脱落してしまう。
【0044】
また、複数のスリット18,19がいずれも一の配向直交方向の厚さの1/2以上の深さに形成されているため、スリット18よりも外側の外側可動片部23およびスリット18,19間の内側可動片部24が比較的大きく変位でき、全体としての柔軟性が増して収縮し易くなり、取り付けが容易となって施工性が向上する。これに対して、複数のスリット18,19の少なくともいずれか一方の深さが厚さの1/2以上の深さに形成されていないと、全体としての柔軟性が低下し、施工性が悪くなってしまう。
【0045】
また、複数のスリット18,19がいずれも一の配向直交方向の厚さの3/4以下の深さに形成されているため、柔軟性が増し過ぎて支持材110,110から脱落してしまうことを抑制できる。これに対して、複数のスリット18,19の少なくともいずれか一方の深さが厚さの3/4以下の深さに形成されていないと、全体としての柔軟性が増し過ぎて支持材110,110から脱落してしまう。
【0046】
また、発泡体11の配向方向の端部に位置する端面12が傾斜しているため、取り付け時に、この配向方向に圧縮されることになり、圧縮方向と発泡体11の配向方向とが一致するため、全体に生じる凹状の撓みを抑制できる。
【0047】
また、すべての発泡体11が同じ配向方向に沿っており、複数の発泡体11を押し出し成形により成形したら、そのままの姿勢で金型により一体化できるため、製造が容易となり、コストをさらに低減することができる。
【0048】
また、すべての発泡体11が同じ配向方向に沿っており、この配向方向の両側に嵌合用の傾斜した端面12,12が形成されているため、支持材110,110間に保持された状態での剛性が高く、全体に生じる凹状の撓みを確実に抑制できる。
【0049】
また、すべての発泡体11が同じ配向方向に沿っており、この配向方向の両側に嵌合用の傾斜した端面12,12が形成されていることから、支持材110,110への嵌合時に発泡体11同士が分離する方向に摩擦力が加わることになるが、補強シート30が端面12,12を覆うことになるため、支持材110,110が直接発泡体11に摩擦力を及ぼすことがなく、発泡体11同士が分離してしまうことを防止できる。
【0050】
なお、以上の第1実施形態においては、複数の発泡体11を金型で一度に一体化した一層の断熱材本体21を例にとり説明したが、このような一層のものを複数層積層し接着して断熱体本体を得ても良い。その場合、各層の発泡体11の配向方向を揃えても良く、隣り合う層同士で配向方向が直交するように異ならせても良い。
【0051】
次に、本発明の第2実施形態に係る断熱材について、主に図10,図11を参照して第1実施形態との相違部分を中心に説明する。第1実施形態と同様の部分には同一の符号を付しその説明は略す。
【0052】
第2実施形態では、図10に示すように、第1実施形態の集合体11Aよりも厚さの薄い、板状の集合体11A’を二層、互いの発泡体11の配向方向を合わせて接着した後、第1実施形態と同様の端面12,12、側面13,13、面14,15を形成し、端面12,12のそれぞれの近傍に、発泡体11の配向方向に直交する複数具体的には2カ所ずつのスリット18’,19’を面14から切削により形成して一層の断熱材本体21’を形成する。断熱材本体21’に第1実施形態と同様に補強シート30が貼り付けられて第2実施形態の断熱材10’となる。
【0053】
第2実施形態においては、図11に示すように、断熱材本体21’の同じ端面12に近接する2カ所のスリット18’,19’のうち端面12側つまり外側のスリット18’は一定深さに形成され、端面12とは反対側つまり内側のスリット19’は、外側のスリット18’よりも深い一定深さに形成されている。
【0054】
そして、第2実施形態においては、同じ端面12に近接する複数のスリット18’,19’のうち最も端面12に近接するスリット18’が、断熱材本体21’の板厚の1/2未満の深さであって、断熱材本体21’に補強シート30が貼り付けてなる断熱材10’の板厚の1/2未満の深さに形成されている。また、同じ端面12に近接する複数のスリット18’,19’のうち最も端面12に近接するスリット18’を除く残りのスリット19’が、断熱材本体21’の板厚の1/2以上の深さであって、断熱材10’の板厚の1/2以上の深さに形成されている。スリット18’,19’は、すべて断熱材本体21’の板厚の3/4以下の深さであって断熱材10’の板厚の3/4以下の深さに形成されており、すべてのスリット18’,19’は同じ一定の幅に形成されている。
【0055】
また、同じ端面12に近接する2カ所のスリット18’,19’において、端面12と外側のスリット18’との最大距離が、内外のスリット18’,19’同士の距離よりも長くなっている。
【0056】
第2実施形態においても、端面12とこれに近接する外側のスリット18’との間はこのスリット18’を狭める方向に変位可能な外側可動片部23’となり、外側のスリット18’とこれに近接する内側のスリット19’との間はこの内側のスリット19’を狭める方向に変位可能な内側可動片部24’となっている。そして、一方の端面12に近接する2カ所のスリット18’,19’よりも面15側と、スリット19’のこれに近接する端面12とは反対側とが、変位困難な本体部26’となっている。
【0057】
そして、以上の断熱材10’を第1実施形態と同様に、図1に示す支持材110,110間に配置する。すると、断熱材10’は、支持材110,110の間の距離が狭い場合に、嵌合方向の手前側の面14から形成されたスリット18’,19’を狭めるように、外側可動片部23’が内側可動片部24’側に変位して内側可動片部24’に当接しつつ内側可動片部24’が本体部26’側に変位して本体部26’に当接して、外側可動片部23’および内側可動片部24’が圧縮されながら支持材110,110間に嵌合させられる。このとき、断熱材10’はその弾発力で支持材110,110間に保持される。
【0058】
また、支持材110,110の間隔が広い場合に、嵌合方向の手前側の面14から形成されたスリット18’を狭めるように、外側可動片部23’が内側可動片部24’側に変位し内側可動片部24’に当接して、支持材110,110間に嵌合させられる。このときも、断熱材10はその弾発力で支持材110,110間に保持されることになるが、スリット18’の深さが第1実施形態よりも浅いため、より高い弾発力で支持材110,110間に保持される。
【0059】
なお、支持材110,110間の間隔が以上の中間である場合、外側可動片部23’が内側可動片部24’側に変位し内側可動片部24’に当接するとともに、内側可動片部24’も本体部26’側に変位してスリット19’を狭めることになる。
【0060】
以上に述べた第2実施形態によれば、同じ端面12に近接する複数のスリット18’,19’のうち最も端面12に近接するスリット18’が、一の配向直交方向の厚さの1/2未満の深さに形成されているため、スリット18’よりも外側の外側可動片部23’による弾発力が高くなり、支持材110,110への保持のための十分な弾発力確保が可能となる。
【0061】
また、同じ端面12に近接する複数のスリット18’,19’のうち最も端面12に近接するスリット18’を除く残りのスリット19’が、一の配向直交方向の厚さの1/2以上の深さに形成されているため、残りのスリット19’よりも外側の内側可動片部24’が比較的大きく変位でき、全体としての柔軟性を確保でき、取り付けが容易となって施工性が向上する。
【0062】
つまり、外側のスリット18’の深さを板厚の1/2未満の深さとすることで、弾発力の低下を抑制して支持材110,110への保持力を確保しつつ、内側のスリット19’の深さを板厚の1/2以上の深さとすることで、全体としての柔軟性を確保して施工性の低下を抑制する。
【0063】
この場合も、複数のスリット18’,19’がいずれも一の配向直交方向の厚さの3/4以下の深さに形成されているため、柔軟性が増し過ぎて支持材110,110から脱落してしまうことを抑制できる。
【0064】
また、板状の集合体11A’を複数層、互いの発泡体11の配向方向を合わせて接着しているため、集合体11A’を成形する成形機の大型を抑制しつつ厚さを確保できる。
【0065】
なお、以上の第2実施形態においては、板状の集合体11A’を複数層、各層の発泡体11の配向方向を揃えて積層し接着した断熱体本体21’を例にとり説明したが、各層の発泡体11の配向方向を、隣り合う層同士で配向方向が直交するように異ならせても良く、第1実施形態と同様に、複数の発泡体11を金型で一度に一体化した一層の断熱材本体としても良い。
【0066】
また、以上の第1,第2実施形態においては、1カ所の端面12の近傍に2カ所のスリット18,19あるいはスリット18’,19’を形成する場合を例にとり説明したが、1カ所の端面12の近傍に3カ所以上のスリットを形成しても良く、その場合も、端面12から離れたものほど深さが深くなるように形成することになる。
【0067】
また、以上の第1,第2実施形態においては、複数の発泡体11の配向方向の両側に支持材110,110に対向する端面12,12を設けたが、発泡体11の配向方向両側以外に、支持材110,110に対向する端面12,12を設けても良い。
【0068】
また、以上の第1,第2実施形態においては、複数の発泡体11を一体化して断熱材本体21,21’を形成したが、これ以外の形態の断熱材本体としても良い。
【0069】
また、以上の第1,第2実施形態においては、床用の断熱材を例にとり説明したが、屋根の垂木間、あるいは壁の柱間等にも適用可能である。
【符号の説明】
【0070】
10,10’ 断熱材
11 発泡体
12 端面
14 面(嵌合方向手前側の面)
18,19,18’,19’ スリット
110 支持材
【技術分野】
【0001】
本発明は、建物の床下、天井、壁、屋根等に施工される断熱材に関する。
【背景技術】
【0002】
一般に、住宅等の建物の床下、天井、壁、屋根等には、断熱材が施工されている。例えば、床下の場合、大引や根太等の間に断熱材が配置され、該断熱材の上に下地合板等が設置される。
【0003】
断熱材としては、例えば、ポリプロピレンと古紙とでんぷんとを含む発泡材料を押出発泡させた断熱材(特許文献1、2参照。)、発泡スチロール等の発泡合成樹脂を用いた断熱材(特許文献3参照。)、ポリスチレン樹脂やポリウレタン樹脂などの発泡樹脂系断熱材(特許文献4参照。)などが知られている。
【0004】
特許文献1に記載の断熱材は、発泡材料を複数の小穴から押出すと共に発泡させた複数の発泡体を、板状に一体成形して製造される。このように、複数の発泡体を板状に一体成形して断熱材を製造する方法は、他にも提案されている(特許文献5〜7参照。)。
【0005】
一方、特許文献2〜4に記載の断熱材は、発泡材料を板状に押出し成形して製造される。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第4069255号公報
【特許文献2】特開2003−41041号公報
【特許文献3】特開2006−291461号公報
【特許文献4】特開2008−196270号公報
【特許文献5】特許第3393341号公報
【特許文献6】特表2004−500998号公報
【特許文献7】特開2007−204590号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記のような断熱材を施工する場合、間隔をあけて設置された支持材間(例えば、床下の場合、大引や根太等の間)に断熱材を嵌合させることで、断熱材を支持材に保持させることが行われている。これにより、断熱材の取り付けを容易化し、施工効率を向上させるようになっている。しかしながら、支持材間の間隔は精度が確保されていないことがあり、このような場合に、断熱材の嵌合による保持が困難となり、脱落してしまうため、異なる間隔用の製品を容易する必要があり、コストを増大させてしまう。また、設計上間隔が異なる支持材間に共通の断熱材を施工しようとしても、困難な場合が多く、それぞれの間隔に応じた製品を作る必要があり、コストが増大してしまう。
【0008】
本発明は、かかる問題点に鑑みてなされたものであり、コストを低減ことができる断熱材を提供すること目的とする。
【課題を解決するための手段】
【0009】
上記目的を達成するために、請求項1に係る発明は、一対の支持材間に嵌合されて保持される断熱材であって、前記支持材に対向する端面は、嵌合方向の手前側が奥側よりも外側に位置するように傾斜しており、前記端面の近傍には、該端面に沿う複数のスリットが前記嵌合方向の手前側の面から形成され、前記複数のスリットは前記端面から離間するものほど深さが深く形成されていることを特徴とする。
【0010】
また、請求項2に係る発明は、前記複数のスリットのうち最も前記端面に近接するスリットが、前記嵌合方向の厚さの1/2未満の深さに形成されていることを特徴とする。
【0011】
また、請求項3に係る発明は、前記複数のスリットのうち最も前記端面に近接するスリットを除く残りのスリットが、前記嵌合方向の厚さの1/2以上の深さに形成されていることを特徴とする。
【0012】
また、請求項4に係る発明は、前記複数のスリットが、すべて前記嵌合方向の厚さの1/2以上の深さに形成されていることを特徴とする。
【0013】
また、請求項5に係る発明は、前記複数のスリットが、すべて前記嵌合方向の厚さの3/4以下の深さに形成されていることを特徴とする。
【発明の効果】
【0014】
請求項1に係る発明によれば、支持材に対向する端面の近傍に、この端面に沿って複数のスリットが嵌合方向の手前側の面から形成されているため、傾斜する端面において支持材間に嵌合させられると、支持材間が狭ければ狭いほどスリットの間隔を狭めるように端部が変形して、誤差あるいは設計上の寸法差を吸収しつつ支持材間に嵌合保持される。したがって、多様な間隔に応じた数の製品を作る必要がなくなり、コストを低減することができる。
加えて、複数のスリットは端面から離間するものほど深さが深く形成されているため、支持材側の端部の弾力性を高めることができ、比較的広範囲の支持材間の間隔相違に対して、変形による施工性の向上と支持材への保持のための弾発力確保とが可能となる。
【0015】
請求項2に係る発明によれば、最も端面に近接するスリットが、嵌合方向の厚さの1/2未満の深さに形成されているため、支持材への保持のための十分な弾発力確保が可能となる。
【0016】
請求項3に係る発明によれば、複数のスリットのうち最も端面に近接するスリットを除く残りのスリットが、嵌合方向の厚さの1/2以上の深さに形成されているため、残りのスリットよりも外側が比較的大きく変位でき、全体としての柔軟性が増し、取り付けが容易となって施工性が向上する。
【0017】
請求項4に係る発明によれば、複数のスリットがすべて嵌合方向の厚さの1/2以上の深さに形成されているため、各スリットよりも外側が比較的大きく変位でき、全体としての柔軟性が増し、取り付けが容易となって施工性が向上する。
【0018】
請求項5に係る発明によれば、複数のスリットがすべて嵌合方向の厚さの3/4以下の深さに形成されているため、柔軟性が増し過ぎて支持材から脱落してしまうことを抑制できる。
【図面の簡単な説明】
【0019】
【図1】本発明の第1実施形態に係る断熱材の施工例としての床構造を示す斜視図である。
【図2】本発明の第1実施形態に係る断熱材の斜視図である。
【図3】本発明の第1実施形態に係る断熱材の側面図である。
【図4】本発明の第1実施形態に係る断熱材の部分拡大側面図である。
【図5】本発明の第1実施形態に係る断熱材の間隔の狭い支持材間への嵌合前の部分拡大側面図である。
【図6】本発明の第1実施形態に係る断熱材の間隔の狭い支持材間への嵌合後の部分拡大側面図である。
【図7】本発明の第1実施形態に係る断熱材の間隔の狭い支持材間への嵌合後、合板設置状態の部分拡大側面図である。
【図8】本発明の第1実施形態に係る断熱材の間隔の広い支持材間への嵌合前の部分拡大側面図である。
【図9】本発明の第1実施形態に係る断熱材の間隔の広い支持材間への嵌合後の部分拡大側面図である。
【図10】本発明の第2実施形態に係る断熱材の斜視図である。
【図11】本発明の第2実施形態に係る断熱材の部分拡大側面図である。
【発明を実施するための形態】
【0020】
以下、本発明の第1実施形態に係る断熱材について、図1〜図9を参照して説明する。
【0021】
図1は、第1実施形態に係る断熱材10の施工例としての床構造を示す斜視図であり、断熱材10は、互いに平行に延びる大引あるいは根太等の断面矩形状の支持材110,110間に配置される。
【0022】
図2および図3に示すように、断熱材10は、発泡材料を押出発泡した複数の棒状の発泡体11が、一定の配向方向(図2のX方向)に揃えられ、この配向方向に直交する配向直交方向に一体化されてなるもので、一の配向直交方向に板厚方向を有する板状に形成されている。
【0023】
ここで、発泡体11を成形するために使用される発泡材料としては、ポリオレフィン樹脂と、セルロールと、でんぷんとを含む材料を用いるのが好ましい。
ポリオレフィン樹脂としては、ポリエチレン樹脂、ポリプロピレン樹脂などが挙げられる。
セルロースとしては、新聞紙や雑誌等の古紙を原料として用いることができる。古紙は粉砕機により所望の大きさに粉砕されて用いられる。
でんぷんとしては、とうもろこし澱粉(コーンスターチ)、小麦澱粉、米澱粉などを用いることができる。
【0024】
また、上記した発泡材料の100質量%中の各成分の割合は、ポリオレフィン樹脂が30〜50質量%であることが好ましく、セルロースが10〜40質量%であることが好ましく、でんぷんが20〜40質量%であることが好ましい。
また、発泡材料には、必要に応じて酸化防止剤、防かび剤、顔料など、断熱材に用いられる各種添加剤を含有させてもよい。
第1実施形態の断熱材10は、セルロース(古紙)やでんぷんを含むので、環境に十分配慮している。
【0025】
断熱材10は、例えば以下のようにして形成される。
まず、上述した材料を複数の細孔を有するダイより押し出しながら発泡させることで、細孔の数に応じた複数の棒状の発泡体11が同じ一方向に配向しながら成形される。そして、このようにして一定の配向方向に並べられた状態の複数の発泡体11を金型で加熱圧縮することで隣り合う発泡体11同士を密着させて、複数の発泡体11が発泡体11の配向方向に直交する配向直交方向に一体化されてなる板状の一層の集合体11Aを得る。この集合体11Aは、一の配向直交方向である板厚方向の一側の面と他側の面とが平行をなしている。なお、発泡の際は、発泡剤として水を用いるのが好ましい。
【0026】
そして、上記した一層の集合体11Aの発泡体11の配向方向の両側を、板厚方向の一側の面との境界線および他側の面との境界線がそれぞれ発泡体11の配向方向に直交し、且つ板厚方向の一側が他側よりも配向方向の外側に位置するように斜めに切断して、配向方向の両側の端部に位置する両側の端面12,12を形成する。また、発泡体11の配向方向に直交する方向の両側を配列方向に沿い且つ板厚方向に沿って切断して、配向直交方向の両側の端部に位置する両側の側面13,13を形成する。その結果、互いに平行をなす板厚方向の一側の面14と、面14よりも狭い面積の他側の面15とが形成される。
【0027】
加えて、両側の端面12,12のそれぞれの近傍に、端面12に沿い、より具体的には発泡体11の配向方向に直交する複数具体的には2カ所ずつのスリット18,19を面14から切削により形成する。このようにして、一層の断熱材本体21を得る。この断熱材本体21は、すべての発泡体11が一定の配向方向に沿っており、板厚方向に沿って見ると全体として矩形状をなしている。
【0028】
ここで、断熱材本体21は、一方の端面12およびその近傍に設けられた2カ所のスリット18,19と、他方の端面12およびその近傍に設けられた2カ所のスリット18,19とが鏡面対称の形状をなしている。なお、スリットの数、位置、幅および深さは、端面12の傾斜に応じて設定されることになり、これらには相関関係がある。
【0029】
第1実施形態においては、図4に示すように、同じ端面12に近接する2カ所のスリット18,19のうち端面12側つまり外側のスリット18は一定深さに形成され、端面12とは反対側つまり内側のスリット19は外側のスリット18よりも深い一定深さに形成されている。言い換えれば、複数のスリット18,19は、これらが近接する端面12から離間するものほど深さが深く形成されている。なお、スリット18,19は、すべて断熱材本体21の板厚の1/2以上、3/4以下の深さに形成されており、断熱材本体21に後述する補強シート30を貼り付けてなる断熱材10の板厚の1/2以上、3/4以下の深さに形成されていて、すべてのスリット18,19は同じ一定の幅に形成されている。
【0030】
また、同じ端面12に近接する2カ所のスリット18,19において、端面12と外側のスリット18との最大距離と、内外のスリット18,19同士の距離とは同等になっている。
【0031】
また、端面12とこれに近接する外側のスリット18との間はこのスリット18を狭める方向に変位可能な外側可動片部23となり、外側のスリット18とこれに近接する内側のスリット19との間はこの内側のスリット19を狭める方向に変位可能な内側可動片部24となっている。そして、一方の端面12に近接する2カ所のスリット18,19および他方の端面12に近接する2カ所のスリット18,19よりも面15側と、スリット19,19間とが、変位困難な本体部26となっている。
【0032】
上記の断熱材本体21に、一枚の補強シート30が貼り付けられて断熱材10となる。
この補強シート30は、側面13,13間の距離と同じ幅であって端面12,12間の距離よりも長さの長い矩形状をなしている。そして、補強シート30は、断熱材本体21の面15の全面を覆うとともに断熱材本体21における発泡体11の配向方向両外側に延出しており、面15と両側の端面12,12とに貼り付けられている。補強シート30は、両端側が断熱材本体21の面14と同一平面でさらに外側に延出可能であり、面14からの延出部31,31が、断熱材10を枠部材110間に配置するときに、枠部材110の上面にタッカーなどで釘打ちされて固定される。
【0033】
補強シート30としては、不織布が好ましい。具体的には、ポリエチレンテレフタレート製、ポリエチレン製などの不織布が好適である。
また、補強シート30は、引張強度が10N以上であることが好ましい。上述したように、断熱材10を枠部材110間に配置するときに、補強シート30はその延出部31が枠部材110に釘打ちされて固定される。そのため、補強シート30は引っ張られやすいが、引張強度が10N以上であれば、引っ張られても破れにくい。
なお、補強シート30の引張強度は、JIS L 1906により測定される。
【0034】
さらに、補強シート30は、透湿性を有することが好ましい。セルロースを含む断熱材や、該断熱材の上に設置される下地合板は吸湿性を有するので、室内の湿気等を含むと断熱材や下地合板が乾燥しにくいことがあった。また、特に2×4工法により建築する場合、建築途中で下地合板が雨に曝されると、雨水が下地合板と断熱材との間に溜まってしまうことがあった。
透湿性を有する補強シート30を断熱体本体21の面15に貼り付けることで、断熱材10や下地合板が吸湿したときにその水分を逃がすことができ、断熱材や下地合板が乾きやすくなる。また、建築途中で下地合板が雨に曝されても、雨水が溜まりにくい。
【0035】
ここで、断熱材10は、これが配置される支持材110,110間の隙間の間隔に対して、発泡体11の配向方向における長さの最小値は短く、この方向の長さの最大値は長く形成されている。
【0036】
そして、以上の断熱材10を支持材110,110間に配置する場合、作業者は、断熱材10を、支持材110,110に端面12,12を対向させる姿勢とし、幅の狭い面15を先方として、補強シート30の両側の延出部31,31の挟まりを防止しつつ、支持材110,110間に、上から下への方向を嵌合方向として嵌合させる。よって、言い換えれば、断熱材10において、支持材110,110に対向する端面12,12は、この嵌合方向の手前側が奥側よりも外側に位置するように傾斜している。
【0037】
すると、支持材110−支持材110が3.5寸土台−3寸大引であり、中心間距離が910mmで最も近接する部分の距離が812.5mmである場合等、支持材110,110の間の距離が狭い場合に、図5に示すように、例えば断熱材10の面14から板厚の略3/4の接点位置S1に支持材110が当接する。この状態で断熱材10が支持材110,110間に押し込まれたとすると、図6に示すように、嵌合方向の手前側の面14から形成されたスリット18,19を狭めるように、外側可動片部23が内側可動片部24側に変位して内側可動片部24に当接しつつ内側可動片部24が本体部26側に変位して本体部26に当接して、外側可動片部23および内側可動片部24が圧縮されながら支持材110,110間に嵌合させられる。このとき、断熱材10はその弾発力で支持材110,110間に保持される。
【0038】
なお、この場合、図6に示すように、外側可動片部23が支持材110の上面よりも上側に出っ張ることがあるが、この部分は、図7に示すように支持材110上に設置される合板35で押圧されてつぶれることになって良好に支持材110,110間に納まることになる。
【0039】
また、支持材110−支持材110が3寸大引−3寸大引であり、中心間距離が上記と同じ910mmで最も近接する部分の距離が820mmである場合等、支持材110,110の間隔が広い場合に、図8に示すように、例えば断熱材10の面14から板厚の略1/2の接点位置S2に支持材110が当接する。この状態で断熱材10が支持材110,110間に押し込まれたとすると、図9に示すように、嵌合方向の手前側の面14から形成されたスリット18を狭めるように、外側可動片部23が内側可動片部24側に変位し内側可動片部24に当接して、支持材110,110間に嵌合させられる。このときも、断熱材10はその弾発力で支持材110,110間に保持される。
【0040】
なお、支持材110,110間の間隔が以上の中間である場合、外側可動片部23が内側可動片部24側に変位し内側可動片部24に当接するとともに、内側可動片部24も本体部26側に変位してスリット19を狭めることになる。
【0041】
以上を言い換えれば、図5から図6に示すように両方のスリット18,19が効く場合の押し込み前の接点位置S1の高さに近づけるように、内側のスリット19の深さが深く設定され、図8から図9に示すように外側のスリット18のみが効く場合の押し込み前の接点位置S2の高さに近づけるように、外側のスリット18の深さが浅く設定されている。これにより、スリット18,19による柔軟性を活かすようになっている。
【0042】
以上に述べた第1実施形態によれば、支持材110に対向する端面12の近傍に、この端面12に沿って複数のスリット18,19が嵌合方向の手前側の面14から形成されているため、傾斜する端面12,12において支持材110,110間に嵌合させられると、支持材110,110間が狭ければ狭いほどスリット18,19の間隔を狭めるように端部が変形して、誤差あるいは設計上の寸法差を吸収しつつ支持材110,110間に嵌合保持される。したがって、多様な間隔に応じた数の製品を作る必要がなくなり、コストを低減することができる。
【0043】
加えて、端面12に近接して設けられた複数のスリット18,19は、この端面12から離間するものほど深さが深く形成されているため、支持材110側の端部である外側可動片部23および内側可動片部24の弾力性を高めることができ、比較的広範囲の支持材間の間隔相違に対して、変形による施工性の向上と支持材への保持のための弾発力確保とが可能となる。これに対して、複数のスリットが端面から離間するものほど深さが浅くなるように形成されていたり、同じ深さに形成されていたりすると、弾力が弱くなり、特に支持材110,110間の幅が広くなった場合の弾発力確保が不十分になり支持材110,110から脱落してしまう。
【0044】
また、複数のスリット18,19がいずれも一の配向直交方向の厚さの1/2以上の深さに形成されているため、スリット18よりも外側の外側可動片部23およびスリット18,19間の内側可動片部24が比較的大きく変位でき、全体としての柔軟性が増して収縮し易くなり、取り付けが容易となって施工性が向上する。これに対して、複数のスリット18,19の少なくともいずれか一方の深さが厚さの1/2以上の深さに形成されていないと、全体としての柔軟性が低下し、施工性が悪くなってしまう。
【0045】
また、複数のスリット18,19がいずれも一の配向直交方向の厚さの3/4以下の深さに形成されているため、柔軟性が増し過ぎて支持材110,110から脱落してしまうことを抑制できる。これに対して、複数のスリット18,19の少なくともいずれか一方の深さが厚さの3/4以下の深さに形成されていないと、全体としての柔軟性が増し過ぎて支持材110,110から脱落してしまう。
【0046】
また、発泡体11の配向方向の端部に位置する端面12が傾斜しているため、取り付け時に、この配向方向に圧縮されることになり、圧縮方向と発泡体11の配向方向とが一致するため、全体に生じる凹状の撓みを抑制できる。
【0047】
また、すべての発泡体11が同じ配向方向に沿っており、複数の発泡体11を押し出し成形により成形したら、そのままの姿勢で金型により一体化できるため、製造が容易となり、コストをさらに低減することができる。
【0048】
また、すべての発泡体11が同じ配向方向に沿っており、この配向方向の両側に嵌合用の傾斜した端面12,12が形成されているため、支持材110,110間に保持された状態での剛性が高く、全体に生じる凹状の撓みを確実に抑制できる。
【0049】
また、すべての発泡体11が同じ配向方向に沿っており、この配向方向の両側に嵌合用の傾斜した端面12,12が形成されていることから、支持材110,110への嵌合時に発泡体11同士が分離する方向に摩擦力が加わることになるが、補強シート30が端面12,12を覆うことになるため、支持材110,110が直接発泡体11に摩擦力を及ぼすことがなく、発泡体11同士が分離してしまうことを防止できる。
【0050】
なお、以上の第1実施形態においては、複数の発泡体11を金型で一度に一体化した一層の断熱材本体21を例にとり説明したが、このような一層のものを複数層積層し接着して断熱体本体を得ても良い。その場合、各層の発泡体11の配向方向を揃えても良く、隣り合う層同士で配向方向が直交するように異ならせても良い。
【0051】
次に、本発明の第2実施形態に係る断熱材について、主に図10,図11を参照して第1実施形態との相違部分を中心に説明する。第1実施形態と同様の部分には同一の符号を付しその説明は略す。
【0052】
第2実施形態では、図10に示すように、第1実施形態の集合体11Aよりも厚さの薄い、板状の集合体11A’を二層、互いの発泡体11の配向方向を合わせて接着した後、第1実施形態と同様の端面12,12、側面13,13、面14,15を形成し、端面12,12のそれぞれの近傍に、発泡体11の配向方向に直交する複数具体的には2カ所ずつのスリット18’,19’を面14から切削により形成して一層の断熱材本体21’を形成する。断熱材本体21’に第1実施形態と同様に補強シート30が貼り付けられて第2実施形態の断熱材10’となる。
【0053】
第2実施形態においては、図11に示すように、断熱材本体21’の同じ端面12に近接する2カ所のスリット18’,19’のうち端面12側つまり外側のスリット18’は一定深さに形成され、端面12とは反対側つまり内側のスリット19’は、外側のスリット18’よりも深い一定深さに形成されている。
【0054】
そして、第2実施形態においては、同じ端面12に近接する複数のスリット18’,19’のうち最も端面12に近接するスリット18’が、断熱材本体21’の板厚の1/2未満の深さであって、断熱材本体21’に補強シート30が貼り付けてなる断熱材10’の板厚の1/2未満の深さに形成されている。また、同じ端面12に近接する複数のスリット18’,19’のうち最も端面12に近接するスリット18’を除く残りのスリット19’が、断熱材本体21’の板厚の1/2以上の深さであって、断熱材10’の板厚の1/2以上の深さに形成されている。スリット18’,19’は、すべて断熱材本体21’の板厚の3/4以下の深さであって断熱材10’の板厚の3/4以下の深さに形成されており、すべてのスリット18’,19’は同じ一定の幅に形成されている。
【0055】
また、同じ端面12に近接する2カ所のスリット18’,19’において、端面12と外側のスリット18’との最大距離が、内外のスリット18’,19’同士の距離よりも長くなっている。
【0056】
第2実施形態においても、端面12とこれに近接する外側のスリット18’との間はこのスリット18’を狭める方向に変位可能な外側可動片部23’となり、外側のスリット18’とこれに近接する内側のスリット19’との間はこの内側のスリット19’を狭める方向に変位可能な内側可動片部24’となっている。そして、一方の端面12に近接する2カ所のスリット18’,19’よりも面15側と、スリット19’のこれに近接する端面12とは反対側とが、変位困難な本体部26’となっている。
【0057】
そして、以上の断熱材10’を第1実施形態と同様に、図1に示す支持材110,110間に配置する。すると、断熱材10’は、支持材110,110の間の距離が狭い場合に、嵌合方向の手前側の面14から形成されたスリット18’,19’を狭めるように、外側可動片部23’が内側可動片部24’側に変位して内側可動片部24’に当接しつつ内側可動片部24’が本体部26’側に変位して本体部26’に当接して、外側可動片部23’および内側可動片部24’が圧縮されながら支持材110,110間に嵌合させられる。このとき、断熱材10’はその弾発力で支持材110,110間に保持される。
【0058】
また、支持材110,110の間隔が広い場合に、嵌合方向の手前側の面14から形成されたスリット18’を狭めるように、外側可動片部23’が内側可動片部24’側に変位し内側可動片部24’に当接して、支持材110,110間に嵌合させられる。このときも、断熱材10はその弾発力で支持材110,110間に保持されることになるが、スリット18’の深さが第1実施形態よりも浅いため、より高い弾発力で支持材110,110間に保持される。
【0059】
なお、支持材110,110間の間隔が以上の中間である場合、外側可動片部23’が内側可動片部24’側に変位し内側可動片部24’に当接するとともに、内側可動片部24’も本体部26’側に変位してスリット19’を狭めることになる。
【0060】
以上に述べた第2実施形態によれば、同じ端面12に近接する複数のスリット18’,19’のうち最も端面12に近接するスリット18’が、一の配向直交方向の厚さの1/2未満の深さに形成されているため、スリット18’よりも外側の外側可動片部23’による弾発力が高くなり、支持材110,110への保持のための十分な弾発力確保が可能となる。
【0061】
また、同じ端面12に近接する複数のスリット18’,19’のうち最も端面12に近接するスリット18’を除く残りのスリット19’が、一の配向直交方向の厚さの1/2以上の深さに形成されているため、残りのスリット19’よりも外側の内側可動片部24’が比較的大きく変位でき、全体としての柔軟性を確保でき、取り付けが容易となって施工性が向上する。
【0062】
つまり、外側のスリット18’の深さを板厚の1/2未満の深さとすることで、弾発力の低下を抑制して支持材110,110への保持力を確保しつつ、内側のスリット19’の深さを板厚の1/2以上の深さとすることで、全体としての柔軟性を確保して施工性の低下を抑制する。
【0063】
この場合も、複数のスリット18’,19’がいずれも一の配向直交方向の厚さの3/4以下の深さに形成されているため、柔軟性が増し過ぎて支持材110,110から脱落してしまうことを抑制できる。
【0064】
また、板状の集合体11A’を複数層、互いの発泡体11の配向方向を合わせて接着しているため、集合体11A’を成形する成形機の大型を抑制しつつ厚さを確保できる。
【0065】
なお、以上の第2実施形態においては、板状の集合体11A’を複数層、各層の発泡体11の配向方向を揃えて積層し接着した断熱体本体21’を例にとり説明したが、各層の発泡体11の配向方向を、隣り合う層同士で配向方向が直交するように異ならせても良く、第1実施形態と同様に、複数の発泡体11を金型で一度に一体化した一層の断熱材本体としても良い。
【0066】
また、以上の第1,第2実施形態においては、1カ所の端面12の近傍に2カ所のスリット18,19あるいはスリット18’,19’を形成する場合を例にとり説明したが、1カ所の端面12の近傍に3カ所以上のスリットを形成しても良く、その場合も、端面12から離れたものほど深さが深くなるように形成することになる。
【0067】
また、以上の第1,第2実施形態においては、複数の発泡体11の配向方向の両側に支持材110,110に対向する端面12,12を設けたが、発泡体11の配向方向両側以外に、支持材110,110に対向する端面12,12を設けても良い。
【0068】
また、以上の第1,第2実施形態においては、複数の発泡体11を一体化して断熱材本体21,21’を形成したが、これ以外の形態の断熱材本体としても良い。
【0069】
また、以上の第1,第2実施形態においては、床用の断熱材を例にとり説明したが、屋根の垂木間、あるいは壁の柱間等にも適用可能である。
【符号の説明】
【0070】
10,10’ 断熱材
11 発泡体
12 端面
14 面(嵌合方向手前側の面)
18,19,18’,19’ スリット
110 支持材
【特許請求の範囲】
【請求項1】
一対の支持材間に嵌合されて保持される断熱材であって、
前記支持材に対向する端面は、嵌合方向の手前側が奥側よりも外側に位置するように傾斜しており、
前記端面の近傍には、該端面に沿う複数のスリットが前記嵌合方向の手前側の面から形成され、
前記複数のスリットは前記端面から離間するものほど深さが深く形成されていることを特徴とする断熱材。
【請求項2】
前記複数のスリットのうち最も前記端面に近接するスリットは、前記嵌合方向の厚さの1/2未満の深さに形成されていることを特徴とする請求項1に記載の断熱材。
【請求項3】
前記複数のスリットのうち最も前記端面に近接するスリットを除く残りのスリットは、前記嵌合方向の厚さの1/2以上の深さに形成されていることを特徴とする請求項2に記載の断熱材。
【請求項4】
前記複数のスリットは、すべて前記嵌合方向の厚さの1/2以上の深さに形成されていることを特徴とする請求項1に記載の断熱材。
【請求項5】
前記複数のスリットは、すべて前記嵌合方向の厚さの3/4以下の深さに形成されていることを特徴とする請求項1乃至4のいずれか一項に記載の断熱材。
【請求項1】
一対の支持材間に嵌合されて保持される断熱材であって、
前記支持材に対向する端面は、嵌合方向の手前側が奥側よりも外側に位置するように傾斜しており、
前記端面の近傍には、該端面に沿う複数のスリットが前記嵌合方向の手前側の面から形成され、
前記複数のスリットは前記端面から離間するものほど深さが深く形成されていることを特徴とする断熱材。
【請求項2】
前記複数のスリットのうち最も前記端面に近接するスリットは、前記嵌合方向の厚さの1/2未満の深さに形成されていることを特徴とする請求項1に記載の断熱材。
【請求項3】
前記複数のスリットのうち最も前記端面に近接するスリットを除く残りのスリットは、前記嵌合方向の厚さの1/2以上の深さに形成されていることを特徴とする請求項2に記載の断熱材。
【請求項4】
前記複数のスリットは、すべて前記嵌合方向の厚さの1/2以上の深さに形成されていることを特徴とする請求項1に記載の断熱材。
【請求項5】
前記複数のスリットは、すべて前記嵌合方向の厚さの3/4以下の深さに形成されていることを特徴とする請求項1乃至4のいずれか一項に記載の断熱材。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2012−255329(P2012−255329A)
【公開日】平成24年12月27日(2012.12.27)
【国際特許分類】
【出願番号】特願2011−187530(P2011−187530)
【出願日】平成23年8月30日(2011.8.30)
【出願人】(000010065)フクビ化学工業株式会社 (150)
【Fターム(参考)】
【公開日】平成24年12月27日(2012.12.27)
【国際特許分類】
【出願日】平成23年8月30日(2011.8.30)
【出願人】(000010065)フクビ化学工業株式会社 (150)
【Fターム(参考)】
[ Back to top ]