
断面観察試料の作製方法及び断面観察試料の作製装置
【課題】イオンビームを用いた断面観察試料の作製方法であって、きれいに鏡面研磨されたエッチング面(加工面)を、広い面積で形成できる方法、及びこの方法を行うための断面観察試料の作製装置を提供する。
【解決手段】被加工物の上部を遮蔽板で覆い、非遮蔽部をイオンビーム照射によりエッチングして鏡面研磨部を形成する断面観察試料の作製方法であって、前記被加工物を、イオンビーム照射方向に対して垂直な方向に、研磨速度以上の速度で移動させながら前記エッチングを行うことを特徴とする断面観察試料の作製方法、及び、試料台、試料台上に被加工物を固定する試料固定手段、遮蔽板固定手段、及び、イオンビーム照射手段、並びに、前記試料台をイオンビーム照射方向に対して垂直な方向に移動させるための試料移動手段を有することを特徴とする断面観察試料の作製装置。
【解決手段】被加工物の上部を遮蔽板で覆い、非遮蔽部をイオンビーム照射によりエッチングして鏡面研磨部を形成する断面観察試料の作製方法であって、前記被加工物を、イオンビーム照射方向に対して垂直な方向に、研磨速度以上の速度で移動させながら前記エッチングを行うことを特徴とする断面観察試料の作製方法、及び、試料台、試料台上に被加工物を固定する試料固定手段、遮蔽板固定手段、及び、イオンビーム照射手段、並びに、前記試料台をイオンビーム照射方向に対して垂直な方向に移動させるための試料移動手段を有することを特徴とする断面観察試料の作製装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、イオンビームを用いて試料の観察部位の鏡面研磨を行い、被加工物の切断面の鏡面研磨を行い、走査型電子顕微鏡による断面観察に供せられる試料を作製する断面観察試料の作製方法、及び断面観察試料の装置に関する。
【背景技術】
【0002】
走査型電子顕微鏡(以下、「SEM」と記す)により試料の断面の観察・分析を行う際には、鏡面研磨された断面を有する断面観察試料の作製が必要である。鏡面研磨は、機械研磨によっても行うことができる。しかし、イオンビームを試料の切断面に照射してエッチングにより鏡面研磨する方法によれば、機械研磨と比較して歪の少ない断面が得られる、柔らかい材料と硬い材料が混ざった複合材料の断面が得られる、(機械研磨に使用される)研磨材より硬い材料の断面が得られる等の利点がある。
【0003】
そこで、イオンビームでエッチングを行う装置が広く実用化されており(特許文献1、2)、分析装置メーカーから数種の加工装置(クロスセクションポリッシャ装置、CP装置)が市販されている。このCP装置では、試料の上に、イオンビームによっても削られにくい硬い材料例えばステンレス等からなり直線状のエッジを有する板状のマスク(遮蔽板)を置き、その遮蔽板から突き出した試料の一部にイオンビームを照射してエッチングが行われる
【0004】
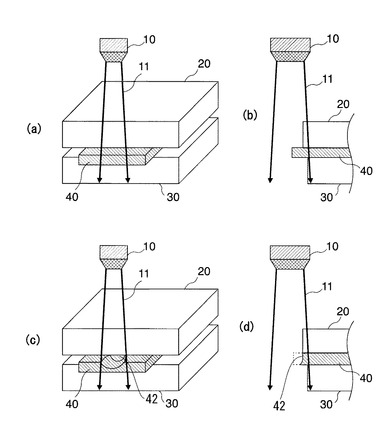
図4は、CP装置を用いて、被加工物(断面観察試料作製用の試料)の1断面を鏡面研磨する様子を示す。図中、10はイオンビームを照射するためのイオン銃であり、11はイオンビームを表す。20は遮蔽板であり、30は被加工物を載せる試料台であり40は被加工物である。
【0005】
図4(a)及び(b)は、照射開始時の状態を示し、(a)は、上前方方向から見た斜視図であり、(b)は、イオンビーム11の中心を含み鏡面研磨される被加工物40の断面と直交する断面図である。被加工物40は、試料台30上に固定され、被加工物40の上には、遮蔽板20が被せられている。ただし、被加工物40の一端は遮蔽されておらず遮蔽板20より突き出ている。このように試料等をセットした後、真空を引いた状態でガスを注入し、イオンビーム11をこの突き出た部分に照射して試料をエッチングする。なお、(b)に示されるように遮蔽板20上の一部にもイオンビーム11が照射されているが、遮蔽板20は、イオンビームによりエッチングされにくい材料からなるのでほとんどエッチングされない。
【0006】
図4(c)及び(d)は、イオンビーム11の照射が所定時間行われて被加工物40がエッチングにより鏡面研磨された状態を示す。(c)は斜視図であり、(d)は、イオンビーム11の中心を含み鏡面研磨される被加工物40の断面と直交する断面図である。図1(c)及び(d)より明らかなように、被加工物40のイオンビーム11が照射された箇所がエッチングされ(図1(d)では破線で囲まれた部分)、遮蔽版の側面(エッジ)に沿った部分が鏡面研磨される。この鏡面研磨された断面42が、SEMによる観察・分析に供せられる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2009−74933号公報
【特許文献2】特開2009−174940号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
イオンビームによる断面観察試料の作製には上記のような利点があるが、反面、機械研磨と比較すると加工面積に制限がある。すなわち、上記のようなCP装置による場合、イオンビームが照射される部分のみ試料が加工(エッチング)されるため、イオンビーム径より大きな幅を加工することはできない。通常、イオンビーム幅は、1mm程度であるので、鏡面研磨される面の幅(加工幅)には約1mm以下との制限がある。
【0009】
そこで、イオンビーム照射方向に対して垂直な方向のエッチング幅を広くするために、エッチング後に試料をこの方向(さらにエッチングしたい方向)に平行にずらし、既にエッチングされている箇所に隣接した箇所を追加してエッチングする方法が考えられる。しかし、この方法によれば、追加のエッチングを行う時に生じる削りカスが、最初のエッチングにより形成された加工面に付着しやすく、全体としてきれいに鏡面研磨されたエッチング面を形成することはできない。
【0010】
本発明は、イオンビームを用いた断面観察試料の作製方法であって、きれいに鏡面研磨されたエッチング面(加工面)を、広い面積で形成できる方法、及びこの方法を行うための断面観察試料の作製装置を提供することを課題とする。
【課題を解決するための手段】
【0011】
本発明者は、検討の結果、被加工物の被加工面(イオンビーム照射によりエッチングされる面)を、所定以上の速度で移動させながらエッチングを行うことにより、きれいに鏡面研磨されたエッチング面(加工面)を広い面積で有する断面観察試料を作製できることを見出し、以下に示す構成からなる本発明を完成した。
【0012】
請求項1に記載の発明は、被加工物の上部を遮蔽板で覆い、非遮蔽部をイオンビーム照射によりエッチングして鏡面研磨部を形成する断面観察試料の作製方法であって、前記被加工物を、イオンビーム照射方向に対して垂直な方向に、研磨速度以上の速度で移動させながら前記エッチングを行うことを特徴とする断面観察試料の作製方法である。
【0013】
この作製方法によれば、被加工物の被照射面が、イオンビーム照射方向に対して垂直な方向(すなわち、遮蔽板のエッジ方向)に移動しながら照射されるので、ビーム径より広い幅の範囲がイオンビームにより照射され、その広い幅の範囲に鏡面研磨部を形成することができる。すなわち、鏡面研磨部を広い面積で形成することができる。
【0014】
研磨速度とは、イオンビームの中心において、被加工物の研磨された面(鏡面研磨部)がイオンビーム照射方向に成長する速度を意味する。例えば、厚さammの被加工物にイオンビームを照射し、鏡面研磨部が、照射開始後t秒で被加工物の下面に達した場合の研磨速度は、a/t(mm/秒)である。この作製方法では、被加工物の、イオンビーム照射方向(すなわち、鏡面研磨部の成長方向)に対して垂直な方向への移動が、研磨速度の1倍以上の速度で行われるので、被加工面の全面が均一に研磨されムラのない均一な広い加工面が得られるとともに、研磨により生じる削りカスにより既に研磨された面が汚染されることを防止できる。ここで、被加工物の移動速度が、研磨速度の1倍未満の場合は、研磨により生じる削りカスによって既に研磨された面が汚染されきれいな鏡面研磨面が得られないことがある。好ましくは、被加工物の、イオンビーム照射方向に対して垂直な方向への移動は、研磨速度の2倍以上の速度で行われ、削りカスによる汚染を防止するためには、移動速度は大きい程好ましい。
【0015】
請求項2に記載の発明は、被加工物のイオンビーム照射方向に対して垂直な方向への移動が、被加工物の前記垂直な方向への反復運動であることを特徴とする請求項1に記載の断面観察試料の作製方法である。
【0016】
請求項1に記載の断面観察試料の作製方法では、削りカスによる汚染を防止するためには被加工物の移動速度は大きい程好ましいが、移動速度が大きい場合、各照射箇所における1回のイオンビーム照射により形成される研磨面積は小さい。従って、同条件のイオンビーム照射を繰り返し多数回行う必要がある。
【0017】
同条件のイオンビーム照射を繰り返し多数回行う方法としては、被加工物を一方方向に移動させ、照射終了後は被加工物を元の位置に戻して、同じ移動、照射を繰返す方法、円板状の試料台を回転させ、試料台の縁部に沿って固定された被加工物(及び遮蔽板)が繰り返しイオンビームの中を通過するようにする方法等も考えられる。しかし、移動のための手段、装置を簡易なものとするためには、被加工面にイオンビームを照射する状態を保ちながら、被加工物をイオンビーム照射方向に対して垂直な方向に反復運動させる方法が好ましい。
【0018】
請求項3に記載の発明は、イオンビームと被加工物の上面との角度が変化するように試料台を揺動させながら反復運動させることを特徴とする請求項2に記載の断面観察試料の作製方法である。試料台を、被加工物とともに、イオンビームの照射方向に対して垂直な方向への反復運動をさせながら被加工物のエッチングを行うといわゆる研磨筋が生じ、きれいな鏡面が得られないことがある。イオンビームと被加工物上面との角度が変化するように試料を揺動させながら、反復運動をさせると研磨筋を緩和できるので好ましい。
【0019】
請求項4に記載の発明は、試料台、前記試料台上に被加工物を固定する試料固定手段、前記被加工物上に遮蔽板を設置するための遮蔽板設置手段、及び、前記試料台上に固定された被加工物にイオンビームを照射するイオンビーム照射手段、並びに、前記試料台をイオンビーム照射方向に対して垂直な方向に移動させるための試料移動手段を有することを特徴とする断面観察試料の作製装置である。
【0020】
この作製装置は、請求項1に記載の断面観察試料の作製方法を行うための装置である。従って、前記試料台を、イオンビーム照射方向に対して垂直な方向に(すなわち、遮蔽板のエッジ方向)に移動させるための試料移動手段は、試料台を研磨速度以上の速度で移動させることができる手段である。前記のように、この移動としては反復運動(請求項2の態様)が好ましいから、この試料移動手段としては、試料台を、イオンビーム照射方向に対して垂直な方向に反復運動させる手段、すなわち、エッチングする被加工物の縁に沿って試料台を水平方向に繰り返し動かす機構を持つことが好ましい。
【0021】
又、この反復運動は、イオンビームと被加工物上面との角度が変化するように試料台を揺動させながら行う(請求項3の態様)ことが好ましいので、本発明の断面観察試料の作製装置は、イオンビームと被加工物上面との角度が変化するように試料台を揺動させる機構を有することが好ましい。
【0022】
試料台の移動は、エッチングする被加工物の縁が常にイオンビームにより充分照射されるように行うことが求められる。特に、均一に研磨された鏡面を得るためには、被加工物の縁に照射されるイオンビームの強度が、試料台の移動により変動せず一定となるように、試料台の移動方向を調整する必要がある。しかし、エッチング加工を繰返して行うとこの移動方向が望ましい方向からずれる場合がある。そこで、そのずれを解消し移動方向を望ましい方向に直すことができるようにするため、移動方向調整手段を有することが好ましい。
【発明の効果】
【0023】
本発明の断面観察試料の作製方法によれば、きれいに鏡面研磨されたエッチング面(加工面)を、広い面積で形成できる。
【図面の簡単な説明】
【0024】
【図1】本発明の断面観察試料の作製装置の一例を概念的に示す斜視図である。
【図2】本発明の実施の形態の一例の工程を概念的に示す図である。
【図3】本発明の実施の形態の一例の工程を概念的に示す図である。
【図4】CP装置を用いて被加工物の1断面を鏡面研磨する様子を示す模式図である。
【発明を実施するための形態】
【0025】
以下、本発明の実施の形態について説明する。なお、本発明は、以下の実施の形態に限定されるものではない。本発明の趣旨を損ねない範囲内において種々の変更を加えることが可能である。
【0026】
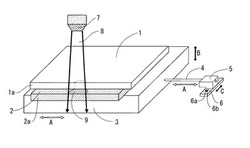
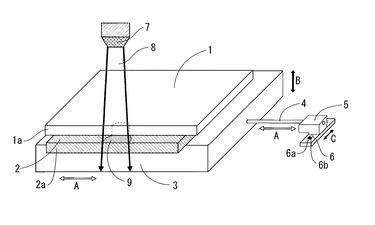
図1は、本発明の断面観察試料の作製装置の一例について、その主要部の構成を概念的に示す斜視図である。又、図1は、イオンビーム照射開始時の状態を示している。図1中、7はイオンビーム照射手段であり、8はイオンビームであり、1は遮蔽板であり、1aはそのエッジ面である。
【0027】
3は試料台であり、2は被加工物であり、2aは被加工面(被加工物の鏡面研磨がされる断面)である。被加工物2は、遮蔽板1と試料台3間に設置されており、試料固定手段(図示されていない)により試料台3上に固定されている。
【0028】
図1に示されているように、被加工物2は、その一部が遮蔽板1のエッジ面1aから突き出るように設けられており、その突き出た部分にイオンビーム8が照射される。図中の9は、イオンビーム8が照射される部分であり、この部分がエッチングされる。被加工物の遮蔽板から突き出た部分の突き出しの長さは、被加工物の種類により異なるが、通常、0.01〜0.1mm程度である。イオンビーム照射は、エッジ面もイオンビーム照射される範囲内を通るように行われる。
【0029】
本発明の断面観察試料の作製装置は、試料台をそのエッジ方向に移動させるための試料台移動手段を有する。図1で示される断面観察試料の作製装置では、ロッド4及びロッド反復駆動手段5が試料台移動手段を構成している。
【0030】
ロッド4は、一方の端が試料台3の一側面に固定されている。ロッド4の他方は、ロッド反復駆動手段5内に挿入されている。ロッド反復駆動手段5は、ロッド4を図中の矢印A方向の反復運動をするように駆動する手段である。ロッド4が図中の矢印A方向の反復運動をすれば、その一端に一側面が固定されている試料台3も図中の矢印A方向の反復運動をする(すなわち、請求項2に記載の装置となる)。
【0031】
ロッド反復駆動手段5内にある、ロッド4を反復運動させる手段は、ロッド4に等速の反復運動を付与できるものであれば、特に限定されない。又、その詳細は図示されていない。例えば、ロッド4に棒磁石又は磁性体の棒を固定してなり、当該棒磁石又は磁性体の棒が、コイル内に挿入されている手段が考えられる。コイルに流す電流を増大させることによりロッド4は図の右方向に引っ張られ、電流を減少させればバネ体等により左方向に引っ張られるようにすれば電流を変化させることにより、ロッド4及びその一端に固定されている試料台3を反復運動させることができる。又、偏心して回転する円板を用いてロッド4に反復運動を付与する方法も考えられる。
【0032】
イオンビーム照射の強さは、イオンビームの中心からの距離に対応している。加工速度を上げるためには、イオンビームの中心近傍にある照射量が大きい範囲内でエッチングがされることが好ましい。イオンビームに対して垂直方向の位置の相違により、被加工面2aのイオンビーム8の中心からの距離が異なっている場合は、この位置の相違により研磨される速度が相違し、きれいな鏡面が得られない場合がある。そこで移動の全範囲で、被加工面2aがイオンビームの中心から一定の距離を通ることが好ましく、より好ましくは被加工面2aが常にイオンビームの中心を通る場合である。しかし、エッチング加工を行っている過程で試料台の移動方向にずれを生じ、被加工面2aとイオンビームの中心からの距離が一定とならない場合が生じるので、試料台の移動方向を調整する手段が設けられることが好ましい。
【0033】
図1中の6は、試料台移動手段に設けられた移動方向調整手段であり、ボルト6a及び溝6bにより構成される。何らかの理由で試料台の移動方向(反復運動)の方向が前記の望ましい方向とずれた場合は、ボルトaを緩めて溝bに沿ってロッド反復駆動手段5を移動させることにより、反復運動の方向を前記の望ましい方向へと修正することができる。なお、移動方向調整手段としては、上記の機能を有するものであれば特に限定されず、上記で説明した移動方向調整手段6とは異なる構成のものも用いられる。
【0034】
前記のように被加工物2は、試料台3上に固定されている。遮蔽板は、被加工物のエッチングされない部分を覆うように、遮蔽板設置手段により被加工物上に設置されるが、図1の例では、遮蔽板1も、図示されていない遮蔽板設置手段により試料台3上に固定されている。従って、図1の例では、試料台3、被加工物2及び遮蔽板1が一体として反復運動する。
【0035】
前記のように反復運動は、イオンビームと被加工物上面との角度が変化するように試料台を揺動させながら行う(請求項3の態様)ことが好ましい。従って、断面観察試料の作製装置としては、イオンビームと被加工物上面との角度が変化するように試料台を揺動させる機構を有することが好ましい。図1の例の断面観察試料の作製装置は、図中の矢印B方向に試料台を揺動させる機構を有している(図示されていない)。
【0036】
なお、本発明の断面観察試料の作製装置は、上記の点を除けば、公知のCP装置、例えば市販されている日本電子社製のJEOL SM−09010等と同様な手段を有する。例えば、イオンビーム照射手段7等は、公知のCP装置に使用されているものと同様なものとすることができ、又、真空引き手段等の付属手段も同様である。加速電圧、ビーム電流、イオンの種類等も従来のCP装置を用いた場合と同様な条件で行うことができる。例えば、SEM観察用のダイヤモンドの試料を作製する際のエッチングの条件は、加速電圧が6kV、ビーム電流が130μA程度であり、イオンとしてはアルゴンを用いることができる。エッチングは真空中で行う。又、イオンビームの直径は、通常、1mm弱程度である。
【0037】
図2は、本発明の断面観察試料の作製方法の一例の一工程を概念的に示す図である。図1で表わされる装置により試料台3を、図中の矢印Aで示すように反復運動しながら被加工物2にイオンビーム8を照射すると、被加工物2の照射部、すなわちエッジ面1aより突き出た部分がエッチングされる。イオンビーム8の照射の幅は1mm程度より小さいが、幅Wで反復運動されているので、イオンビームの照射方向に対して垂直の方向は、Wの幅でエッチングされる。
【0038】
ただし、エッチングされる速度は反復運動の速度より小さく、特に削りカスによる汚染を防ぐために反復運動の速度を大きくした場合は、反復の一回ではエッチング面のイオンビームの照射方向の成長は小さい。しかし、反復を繰返す毎にイオンビームの照射方向にエッチング面は成長して行く。又、エッチングにより削りかすが発生し、隣接するエッチング面を汚染するが、反復における次回の照射により、前回の照射の際の汚染は除去されるので、エッチング面の汚染が緩和され全体としてきれいなエッチング面が得られる。
【0039】
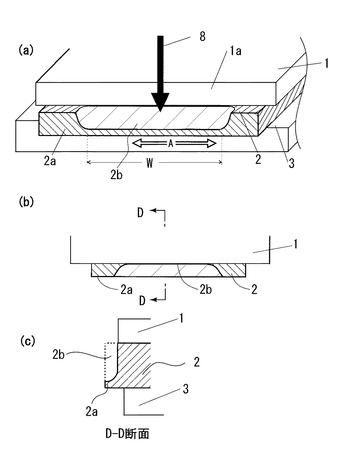
図2は、イオンビーム8を照射しながら反復運動を繰返し、イオンビームの照射方向にエッチング面2bが成長した状態を示す。イオンビームの照射方向に対して垂直の方向についてはWの幅でエッチングされている。図2(a)は斜視図であり、図2(b)は平面図であり、図2(c)は、図2(b)に示したD−D断面における断面図である。この段階では、エッチング面2bは、被加工物2の下の表面まで到達しておらず、エッチング面2bの下には被加工面2aが残っている。
【0040】
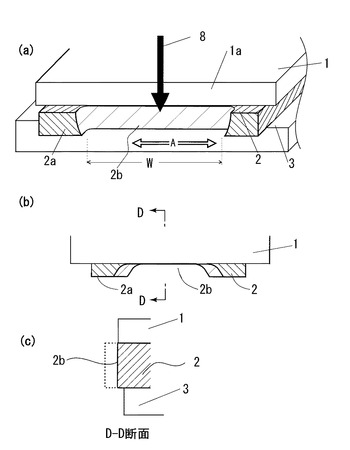
反復運動を繰返しながらイオンビーム8の照射をさらに続けると、エッチング面2bはイオンビームの照射方向にさらに成長し、ついに被加工物2の下の表面まで到達する。図3は、エッチング面2bが被加工物2の下の表面まで到達した状態を示す。図3に示されているように、被加工物2の厚み方向全体にわたって、(イオンビーム8の照射幅より大きい)幅Wのエッチング面、すなわち広い面積の鏡面加工された加工面が得られている。又、前記のように削りかすによる汚染もイオンビーム照射の反復により緩和されきれいな加工面が得られる。
【0041】
以上述べたように、本発明の断面観察試料の作製装置は、イオンビーム照射方向に対して垂直な方向のエッチング幅を広くして、広い加工面積を得るために用いられる。すなわち、市販のCP装置では、イオンビーム照射方向に対して垂直な方向のエッチング幅は1mm弱程度が最大である。機械研磨によればエッチング幅をこれ以上広げることは可能であるが、前記のような種々の問題が生じる。本発明の断面観察試料の作製装置を使用すれば、前記のような問題を生じることなしに、イオンビーム照射方向に対して垂直な方向のエッチング幅をイオンビーム径よりもはるかに広くすることができる。従って、1mmよりはるかに大きな幅のエッチング面となり、広い加工面積を得ることができる。
【0042】
又、被加工物の厚みが数mmの場合、従来のCP装置では正方形に近い形のエッチング面を得ることができなかった。すなわち、イオンビーム照射方向のエッチング幅は加工時間を長くすることで広げることができるが、エッチング幅は1mm弱程度が最大であるため、イオンビーム照射方向のエッチング幅を数mmとすると長細いエッチング面になる。しかし、本発明の断面観察試料の作製装置を使用すれば、イオンビーム照射方向と垂直な方向のエッチング幅も被加工物の厚みと同程度に広げることができるので正方形に近い形のエッチング面を得ることができる。その結果、縦、横どちら方向にも広い範囲を観察・分析できるようになる。
【産業上の利用可能性】
【0043】
本発明は、SEMの観察試料をイオンビームで研磨する装置を製造する電子、電気機器産業、かかる試料を必要とする超硬度機器材料産業、例えば切削工具製造業に利用可能である。
【符号の説明】
【0044】
1、20 遮蔽板
1a エッジ面
2、40 断面観察試料
2a 被加工面
2b、42 試料の鏡面研磨部
3、30 試料台
4 ロッド
5 ロッド反復駆動手段
6 移動方向調整手段
6a ボルト
6b 溝
7、10 イオンビーム照射手段
8、11 イオンビーム
【技術分野】
【0001】
本発明は、イオンビームを用いて試料の観察部位の鏡面研磨を行い、被加工物の切断面の鏡面研磨を行い、走査型電子顕微鏡による断面観察に供せられる試料を作製する断面観察試料の作製方法、及び断面観察試料の装置に関する。
【背景技術】
【0002】
走査型電子顕微鏡(以下、「SEM」と記す)により試料の断面の観察・分析を行う際には、鏡面研磨された断面を有する断面観察試料の作製が必要である。鏡面研磨は、機械研磨によっても行うことができる。しかし、イオンビームを試料の切断面に照射してエッチングにより鏡面研磨する方法によれば、機械研磨と比較して歪の少ない断面が得られる、柔らかい材料と硬い材料が混ざった複合材料の断面が得られる、(機械研磨に使用される)研磨材より硬い材料の断面が得られる等の利点がある。
【0003】
そこで、イオンビームでエッチングを行う装置が広く実用化されており(特許文献1、2)、分析装置メーカーから数種の加工装置(クロスセクションポリッシャ装置、CP装置)が市販されている。このCP装置では、試料の上に、イオンビームによっても削られにくい硬い材料例えばステンレス等からなり直線状のエッジを有する板状のマスク(遮蔽板)を置き、その遮蔽板から突き出した試料の一部にイオンビームを照射してエッチングが行われる
【0004】
図4は、CP装置を用いて、被加工物(断面観察試料作製用の試料)の1断面を鏡面研磨する様子を示す。図中、10はイオンビームを照射するためのイオン銃であり、11はイオンビームを表す。20は遮蔽板であり、30は被加工物を載せる試料台であり40は被加工物である。
【0005】
図4(a)及び(b)は、照射開始時の状態を示し、(a)は、上前方方向から見た斜視図であり、(b)は、イオンビーム11の中心を含み鏡面研磨される被加工物40の断面と直交する断面図である。被加工物40は、試料台30上に固定され、被加工物40の上には、遮蔽板20が被せられている。ただし、被加工物40の一端は遮蔽されておらず遮蔽板20より突き出ている。このように試料等をセットした後、真空を引いた状態でガスを注入し、イオンビーム11をこの突き出た部分に照射して試料をエッチングする。なお、(b)に示されるように遮蔽板20上の一部にもイオンビーム11が照射されているが、遮蔽板20は、イオンビームによりエッチングされにくい材料からなるのでほとんどエッチングされない。
【0006】
図4(c)及び(d)は、イオンビーム11の照射が所定時間行われて被加工物40がエッチングにより鏡面研磨された状態を示す。(c)は斜視図であり、(d)は、イオンビーム11の中心を含み鏡面研磨される被加工物40の断面と直交する断面図である。図1(c)及び(d)より明らかなように、被加工物40のイオンビーム11が照射された箇所がエッチングされ(図1(d)では破線で囲まれた部分)、遮蔽版の側面(エッジ)に沿った部分が鏡面研磨される。この鏡面研磨された断面42が、SEMによる観察・分析に供せられる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2009−74933号公報
【特許文献2】特開2009−174940号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
イオンビームによる断面観察試料の作製には上記のような利点があるが、反面、機械研磨と比較すると加工面積に制限がある。すなわち、上記のようなCP装置による場合、イオンビームが照射される部分のみ試料が加工(エッチング)されるため、イオンビーム径より大きな幅を加工することはできない。通常、イオンビーム幅は、1mm程度であるので、鏡面研磨される面の幅(加工幅)には約1mm以下との制限がある。
【0009】
そこで、イオンビーム照射方向に対して垂直な方向のエッチング幅を広くするために、エッチング後に試料をこの方向(さらにエッチングしたい方向)に平行にずらし、既にエッチングされている箇所に隣接した箇所を追加してエッチングする方法が考えられる。しかし、この方法によれば、追加のエッチングを行う時に生じる削りカスが、最初のエッチングにより形成された加工面に付着しやすく、全体としてきれいに鏡面研磨されたエッチング面を形成することはできない。
【0010】
本発明は、イオンビームを用いた断面観察試料の作製方法であって、きれいに鏡面研磨されたエッチング面(加工面)を、広い面積で形成できる方法、及びこの方法を行うための断面観察試料の作製装置を提供することを課題とする。
【課題を解決するための手段】
【0011】
本発明者は、検討の結果、被加工物の被加工面(イオンビーム照射によりエッチングされる面)を、所定以上の速度で移動させながらエッチングを行うことにより、きれいに鏡面研磨されたエッチング面(加工面)を広い面積で有する断面観察試料を作製できることを見出し、以下に示す構成からなる本発明を完成した。
【0012】
請求項1に記載の発明は、被加工物の上部を遮蔽板で覆い、非遮蔽部をイオンビーム照射によりエッチングして鏡面研磨部を形成する断面観察試料の作製方法であって、前記被加工物を、イオンビーム照射方向に対して垂直な方向に、研磨速度以上の速度で移動させながら前記エッチングを行うことを特徴とする断面観察試料の作製方法である。
【0013】
この作製方法によれば、被加工物の被照射面が、イオンビーム照射方向に対して垂直な方向(すなわち、遮蔽板のエッジ方向)に移動しながら照射されるので、ビーム径より広い幅の範囲がイオンビームにより照射され、その広い幅の範囲に鏡面研磨部を形成することができる。すなわち、鏡面研磨部を広い面積で形成することができる。
【0014】
研磨速度とは、イオンビームの中心において、被加工物の研磨された面(鏡面研磨部)がイオンビーム照射方向に成長する速度を意味する。例えば、厚さammの被加工物にイオンビームを照射し、鏡面研磨部が、照射開始後t秒で被加工物の下面に達した場合の研磨速度は、a/t(mm/秒)である。この作製方法では、被加工物の、イオンビーム照射方向(すなわち、鏡面研磨部の成長方向)に対して垂直な方向への移動が、研磨速度の1倍以上の速度で行われるので、被加工面の全面が均一に研磨されムラのない均一な広い加工面が得られるとともに、研磨により生じる削りカスにより既に研磨された面が汚染されることを防止できる。ここで、被加工物の移動速度が、研磨速度の1倍未満の場合は、研磨により生じる削りカスによって既に研磨された面が汚染されきれいな鏡面研磨面が得られないことがある。好ましくは、被加工物の、イオンビーム照射方向に対して垂直な方向への移動は、研磨速度の2倍以上の速度で行われ、削りカスによる汚染を防止するためには、移動速度は大きい程好ましい。
【0015】
請求項2に記載の発明は、被加工物のイオンビーム照射方向に対して垂直な方向への移動が、被加工物の前記垂直な方向への反復運動であることを特徴とする請求項1に記載の断面観察試料の作製方法である。
【0016】
請求項1に記載の断面観察試料の作製方法では、削りカスによる汚染を防止するためには被加工物の移動速度は大きい程好ましいが、移動速度が大きい場合、各照射箇所における1回のイオンビーム照射により形成される研磨面積は小さい。従って、同条件のイオンビーム照射を繰り返し多数回行う必要がある。
【0017】
同条件のイオンビーム照射を繰り返し多数回行う方法としては、被加工物を一方方向に移動させ、照射終了後は被加工物を元の位置に戻して、同じ移動、照射を繰返す方法、円板状の試料台を回転させ、試料台の縁部に沿って固定された被加工物(及び遮蔽板)が繰り返しイオンビームの中を通過するようにする方法等も考えられる。しかし、移動のための手段、装置を簡易なものとするためには、被加工面にイオンビームを照射する状態を保ちながら、被加工物をイオンビーム照射方向に対して垂直な方向に反復運動させる方法が好ましい。
【0018】
請求項3に記載の発明は、イオンビームと被加工物の上面との角度が変化するように試料台を揺動させながら反復運動させることを特徴とする請求項2に記載の断面観察試料の作製方法である。試料台を、被加工物とともに、イオンビームの照射方向に対して垂直な方向への反復運動をさせながら被加工物のエッチングを行うといわゆる研磨筋が生じ、きれいな鏡面が得られないことがある。イオンビームと被加工物上面との角度が変化するように試料を揺動させながら、反復運動をさせると研磨筋を緩和できるので好ましい。
【0019】
請求項4に記載の発明は、試料台、前記試料台上に被加工物を固定する試料固定手段、前記被加工物上に遮蔽板を設置するための遮蔽板設置手段、及び、前記試料台上に固定された被加工物にイオンビームを照射するイオンビーム照射手段、並びに、前記試料台をイオンビーム照射方向に対して垂直な方向に移動させるための試料移動手段を有することを特徴とする断面観察試料の作製装置である。
【0020】
この作製装置は、請求項1に記載の断面観察試料の作製方法を行うための装置である。従って、前記試料台を、イオンビーム照射方向に対して垂直な方向に(すなわち、遮蔽板のエッジ方向)に移動させるための試料移動手段は、試料台を研磨速度以上の速度で移動させることができる手段である。前記のように、この移動としては反復運動(請求項2の態様)が好ましいから、この試料移動手段としては、試料台を、イオンビーム照射方向に対して垂直な方向に反復運動させる手段、すなわち、エッチングする被加工物の縁に沿って試料台を水平方向に繰り返し動かす機構を持つことが好ましい。
【0021】
又、この反復運動は、イオンビームと被加工物上面との角度が変化するように試料台を揺動させながら行う(請求項3の態様)ことが好ましいので、本発明の断面観察試料の作製装置は、イオンビームと被加工物上面との角度が変化するように試料台を揺動させる機構を有することが好ましい。
【0022】
試料台の移動は、エッチングする被加工物の縁が常にイオンビームにより充分照射されるように行うことが求められる。特に、均一に研磨された鏡面を得るためには、被加工物の縁に照射されるイオンビームの強度が、試料台の移動により変動せず一定となるように、試料台の移動方向を調整する必要がある。しかし、エッチング加工を繰返して行うとこの移動方向が望ましい方向からずれる場合がある。そこで、そのずれを解消し移動方向を望ましい方向に直すことができるようにするため、移動方向調整手段を有することが好ましい。
【発明の効果】
【0023】
本発明の断面観察試料の作製方法によれば、きれいに鏡面研磨されたエッチング面(加工面)を、広い面積で形成できる。
【図面の簡単な説明】
【0024】
【図1】本発明の断面観察試料の作製装置の一例を概念的に示す斜視図である。
【図2】本発明の実施の形態の一例の工程を概念的に示す図である。
【図3】本発明の実施の形態の一例の工程を概念的に示す図である。
【図4】CP装置を用いて被加工物の1断面を鏡面研磨する様子を示す模式図である。
【発明を実施するための形態】
【0025】
以下、本発明の実施の形態について説明する。なお、本発明は、以下の実施の形態に限定されるものではない。本発明の趣旨を損ねない範囲内において種々の変更を加えることが可能である。
【0026】
図1は、本発明の断面観察試料の作製装置の一例について、その主要部の構成を概念的に示す斜視図である。又、図1は、イオンビーム照射開始時の状態を示している。図1中、7はイオンビーム照射手段であり、8はイオンビームであり、1は遮蔽板であり、1aはそのエッジ面である。
【0027】
3は試料台であり、2は被加工物であり、2aは被加工面(被加工物の鏡面研磨がされる断面)である。被加工物2は、遮蔽板1と試料台3間に設置されており、試料固定手段(図示されていない)により試料台3上に固定されている。
【0028】
図1に示されているように、被加工物2は、その一部が遮蔽板1のエッジ面1aから突き出るように設けられており、その突き出た部分にイオンビーム8が照射される。図中の9は、イオンビーム8が照射される部分であり、この部分がエッチングされる。被加工物の遮蔽板から突き出た部分の突き出しの長さは、被加工物の種類により異なるが、通常、0.01〜0.1mm程度である。イオンビーム照射は、エッジ面もイオンビーム照射される範囲内を通るように行われる。
【0029】
本発明の断面観察試料の作製装置は、試料台をそのエッジ方向に移動させるための試料台移動手段を有する。図1で示される断面観察試料の作製装置では、ロッド4及びロッド反復駆動手段5が試料台移動手段を構成している。
【0030】
ロッド4は、一方の端が試料台3の一側面に固定されている。ロッド4の他方は、ロッド反復駆動手段5内に挿入されている。ロッド反復駆動手段5は、ロッド4を図中の矢印A方向の反復運動をするように駆動する手段である。ロッド4が図中の矢印A方向の反復運動をすれば、その一端に一側面が固定されている試料台3も図中の矢印A方向の反復運動をする(すなわち、請求項2に記載の装置となる)。
【0031】
ロッド反復駆動手段5内にある、ロッド4を反復運動させる手段は、ロッド4に等速の反復運動を付与できるものであれば、特に限定されない。又、その詳細は図示されていない。例えば、ロッド4に棒磁石又は磁性体の棒を固定してなり、当該棒磁石又は磁性体の棒が、コイル内に挿入されている手段が考えられる。コイルに流す電流を増大させることによりロッド4は図の右方向に引っ張られ、電流を減少させればバネ体等により左方向に引っ張られるようにすれば電流を変化させることにより、ロッド4及びその一端に固定されている試料台3を反復運動させることができる。又、偏心して回転する円板を用いてロッド4に反復運動を付与する方法も考えられる。
【0032】
イオンビーム照射の強さは、イオンビームの中心からの距離に対応している。加工速度を上げるためには、イオンビームの中心近傍にある照射量が大きい範囲内でエッチングがされることが好ましい。イオンビームに対して垂直方向の位置の相違により、被加工面2aのイオンビーム8の中心からの距離が異なっている場合は、この位置の相違により研磨される速度が相違し、きれいな鏡面が得られない場合がある。そこで移動の全範囲で、被加工面2aがイオンビームの中心から一定の距離を通ることが好ましく、より好ましくは被加工面2aが常にイオンビームの中心を通る場合である。しかし、エッチング加工を行っている過程で試料台の移動方向にずれを生じ、被加工面2aとイオンビームの中心からの距離が一定とならない場合が生じるので、試料台の移動方向を調整する手段が設けられることが好ましい。
【0033】
図1中の6は、試料台移動手段に設けられた移動方向調整手段であり、ボルト6a及び溝6bにより構成される。何らかの理由で試料台の移動方向(反復運動)の方向が前記の望ましい方向とずれた場合は、ボルトaを緩めて溝bに沿ってロッド反復駆動手段5を移動させることにより、反復運動の方向を前記の望ましい方向へと修正することができる。なお、移動方向調整手段としては、上記の機能を有するものであれば特に限定されず、上記で説明した移動方向調整手段6とは異なる構成のものも用いられる。
【0034】
前記のように被加工物2は、試料台3上に固定されている。遮蔽板は、被加工物のエッチングされない部分を覆うように、遮蔽板設置手段により被加工物上に設置されるが、図1の例では、遮蔽板1も、図示されていない遮蔽板設置手段により試料台3上に固定されている。従って、図1の例では、試料台3、被加工物2及び遮蔽板1が一体として反復運動する。
【0035】
前記のように反復運動は、イオンビームと被加工物上面との角度が変化するように試料台を揺動させながら行う(請求項3の態様)ことが好ましい。従って、断面観察試料の作製装置としては、イオンビームと被加工物上面との角度が変化するように試料台を揺動させる機構を有することが好ましい。図1の例の断面観察試料の作製装置は、図中の矢印B方向に試料台を揺動させる機構を有している(図示されていない)。
【0036】
なお、本発明の断面観察試料の作製装置は、上記の点を除けば、公知のCP装置、例えば市販されている日本電子社製のJEOL SM−09010等と同様な手段を有する。例えば、イオンビーム照射手段7等は、公知のCP装置に使用されているものと同様なものとすることができ、又、真空引き手段等の付属手段も同様である。加速電圧、ビーム電流、イオンの種類等も従来のCP装置を用いた場合と同様な条件で行うことができる。例えば、SEM観察用のダイヤモンドの試料を作製する際のエッチングの条件は、加速電圧が6kV、ビーム電流が130μA程度であり、イオンとしてはアルゴンを用いることができる。エッチングは真空中で行う。又、イオンビームの直径は、通常、1mm弱程度である。
【0037】
図2は、本発明の断面観察試料の作製方法の一例の一工程を概念的に示す図である。図1で表わされる装置により試料台3を、図中の矢印Aで示すように反復運動しながら被加工物2にイオンビーム8を照射すると、被加工物2の照射部、すなわちエッジ面1aより突き出た部分がエッチングされる。イオンビーム8の照射の幅は1mm程度より小さいが、幅Wで反復運動されているので、イオンビームの照射方向に対して垂直の方向は、Wの幅でエッチングされる。
【0038】
ただし、エッチングされる速度は反復運動の速度より小さく、特に削りカスによる汚染を防ぐために反復運動の速度を大きくした場合は、反復の一回ではエッチング面のイオンビームの照射方向の成長は小さい。しかし、反復を繰返す毎にイオンビームの照射方向にエッチング面は成長して行く。又、エッチングにより削りかすが発生し、隣接するエッチング面を汚染するが、反復における次回の照射により、前回の照射の際の汚染は除去されるので、エッチング面の汚染が緩和され全体としてきれいなエッチング面が得られる。
【0039】
図2は、イオンビーム8を照射しながら反復運動を繰返し、イオンビームの照射方向にエッチング面2bが成長した状態を示す。イオンビームの照射方向に対して垂直の方向についてはWの幅でエッチングされている。図2(a)は斜視図であり、図2(b)は平面図であり、図2(c)は、図2(b)に示したD−D断面における断面図である。この段階では、エッチング面2bは、被加工物2の下の表面まで到達しておらず、エッチング面2bの下には被加工面2aが残っている。
【0040】
反復運動を繰返しながらイオンビーム8の照射をさらに続けると、エッチング面2bはイオンビームの照射方向にさらに成長し、ついに被加工物2の下の表面まで到達する。図3は、エッチング面2bが被加工物2の下の表面まで到達した状態を示す。図3に示されているように、被加工物2の厚み方向全体にわたって、(イオンビーム8の照射幅より大きい)幅Wのエッチング面、すなわち広い面積の鏡面加工された加工面が得られている。又、前記のように削りかすによる汚染もイオンビーム照射の反復により緩和されきれいな加工面が得られる。
【0041】
以上述べたように、本発明の断面観察試料の作製装置は、イオンビーム照射方向に対して垂直な方向のエッチング幅を広くして、広い加工面積を得るために用いられる。すなわち、市販のCP装置では、イオンビーム照射方向に対して垂直な方向のエッチング幅は1mm弱程度が最大である。機械研磨によればエッチング幅をこれ以上広げることは可能であるが、前記のような種々の問題が生じる。本発明の断面観察試料の作製装置を使用すれば、前記のような問題を生じることなしに、イオンビーム照射方向に対して垂直な方向のエッチング幅をイオンビーム径よりもはるかに広くすることができる。従って、1mmよりはるかに大きな幅のエッチング面となり、広い加工面積を得ることができる。
【0042】
又、被加工物の厚みが数mmの場合、従来のCP装置では正方形に近い形のエッチング面を得ることができなかった。すなわち、イオンビーム照射方向のエッチング幅は加工時間を長くすることで広げることができるが、エッチング幅は1mm弱程度が最大であるため、イオンビーム照射方向のエッチング幅を数mmとすると長細いエッチング面になる。しかし、本発明の断面観察試料の作製装置を使用すれば、イオンビーム照射方向と垂直な方向のエッチング幅も被加工物の厚みと同程度に広げることができるので正方形に近い形のエッチング面を得ることができる。その結果、縦、横どちら方向にも広い範囲を観察・分析できるようになる。
【産業上の利用可能性】
【0043】
本発明は、SEMの観察試料をイオンビームで研磨する装置を製造する電子、電気機器産業、かかる試料を必要とする超硬度機器材料産業、例えば切削工具製造業に利用可能である。
【符号の説明】
【0044】
1、20 遮蔽板
1a エッジ面
2、40 断面観察試料
2a 被加工面
2b、42 試料の鏡面研磨部
3、30 試料台
4 ロッド
5 ロッド反復駆動手段
6 移動方向調整手段
6a ボルト
6b 溝
7、10 イオンビーム照射手段
8、11 イオンビーム
【特許請求の範囲】
【請求項1】
被加工物の上部を遮蔽板で覆い、非遮蔽部をイオンビーム照射によりエッチングして鏡面研磨部を形成する断面観察試料の作製方法であって、前記被加工物を、イオンビーム照射方向に対して垂直な方向に、研磨速度以上の速度で移動させながら前記エッチングを行うことを特徴とする断面観察試料の作製方法。
【請求項2】
被加工物のイオンビーム照射方向に対して垂直な方向への移動が、被加工物の前記垂直な方向への反復運動であることを特徴とする請求項1に記載の断面観察試料の作製方法。
【請求項3】
イオンビームと被加工物の上面との角度が変化するように試料台を揺動させながら反復運動させることを特徴とする請求項2に記載の断面観察試料の作製方法。
【請求項4】
試料台、前記試料台上に被加工物を固定する試料固定手段、前記被加工物上に遮蔽板を設置するための遮蔽板設置手段、及び、前記試料台上に固定された被加工物にイオンビームを照射するイオンビーム照射手段、並びに、前記試料台をイオンビーム照射方向に対して垂直な方向に移動させるための試料移動手段を有することを特徴とする断面観察試料の作製装置。
【請求項1】
被加工物の上部を遮蔽板で覆い、非遮蔽部をイオンビーム照射によりエッチングして鏡面研磨部を形成する断面観察試料の作製方法であって、前記被加工物を、イオンビーム照射方向に対して垂直な方向に、研磨速度以上の速度で移動させながら前記エッチングを行うことを特徴とする断面観察試料の作製方法。
【請求項2】
被加工物のイオンビーム照射方向に対して垂直な方向への移動が、被加工物の前記垂直な方向への反復運動であることを特徴とする請求項1に記載の断面観察試料の作製方法。
【請求項3】
イオンビームと被加工物の上面との角度が変化するように試料台を揺動させながら反復運動させることを特徴とする請求項2に記載の断面観察試料の作製方法。
【請求項4】
試料台、前記試料台上に被加工物を固定する試料固定手段、前記被加工物上に遮蔽板を設置するための遮蔽板設置手段、及び、前記試料台上に固定された被加工物にイオンビームを照射するイオンビーム照射手段、並びに、前記試料台をイオンビーム照射方向に対して垂直な方向に移動させるための試料移動手段を有することを特徴とする断面観察試料の作製装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−233815(P2012−233815A)
【公開日】平成24年11月29日(2012.11.29)
【国際特許分類】
【出願番号】特願2011−103438(P2011−103438)
【出願日】平成23年5月6日(2011.5.6)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
【公開日】平成24年11月29日(2012.11.29)
【国際特許分類】
【出願日】平成23年5月6日(2011.5.6)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
[ Back to top ]