
新聞巻取紙
【課題】 新聞用紙を紙管に巻き取る前後で該紙管自身が変形を生じず、新聞用紙、特に中性新聞用紙をオフセット印刷する際に、シワを発生させないことができる新聞巻取紙を提供することを目的とする。
【解決手段】 本発明の新聞巻取紙は、紙管に新聞用紙を巻き取った新聞巻取紙であって、前記紙管が厚さ0.3mm以上1.0mm以下の紙管原紙からなり、該紙管原紙およびライナーの巻き回数が20回以上のものであり、かつ、その水分が7%以上9%以下のものであり、前記新聞用紙が前記紙管に巻き取られていることを特徴とする。
【解決手段】 本発明の新聞巻取紙は、紙管に新聞用紙を巻き取った新聞巻取紙であって、前記紙管が厚さ0.3mm以上1.0mm以下の紙管原紙からなり、該紙管原紙およびライナーの巻き回数が20回以上のものであり、かつ、その水分が7%以上9%以下のものであり、前記新聞用紙が前記紙管に巻き取られていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は新聞用紙を巻き取った新聞巻取紙に関し、特に中性抄紙された新聞用紙を巻き取った新聞巻取紙に関するものである。
【背景技術】
【0002】
一般に、新聞印刷用の新聞用紙は、ロール状に巻き取った巻取と呼ばれる状態で使用されている。新聞印刷はとんどの場合にオフセット印刷方式により行われており、近年、各種技術の進歩によりオフセット輪転機の高速化、多色印刷の増加、タワー型輪転機の増加による輪転機の多様化等が進み、印刷媒体である新聞用紙に対しても、これまで以上に優れたカラー印刷適性や印刷作業性が求められている。
【0003】
印刷作業性としては例えば、ペースター時の見当ズレや印刷時のシワが挙げられる。ペースター時の見当ズレを改善するために、多色刷りオフセット輪転印刷機用紙において、巻取の上巻紙と下巻紙における抄紙方向(MD方向)の寸法変化率の差の絶対値を所定値以下とし、ワインダーで巻き取る際の張力を規定する技術が知られている(特許文献1参照)。
【0004】
また、印刷時のシワは印刷作業性の悪化や印刷品質の低下を引き起こす。例えば、前記シワが発生すると用紙に折れ目が生じて印刷作業性が悪化する、印刷された際にインキが付着すべき部分に付着しない箇所が生じて印刷品質が低下する等の問題が起こる。
上記シワを発生させる要因は、主に紙管(巻芯)の変形であると考えられる。紙管が変形すると印刷時の巻取の回転挙動に影響を与え、ばたつき等が生じてシワが発生する。
【0005】
上記紙管の変形は、新聞用紙をワインダーで巻き取る際と巻き取りが終わった後に起こりやすい。ワインダーで巻き取る際の用紙のテンションやライダーロールの押し付け圧等が高すぎると起こりやすく、また、巻き取りが終わった後には巻取自体の重量があり、新聞巻取紙は1本当たり約600kg(30連巻きのA巻取りの場合)にもなるため、巻き取りが終わった後に、その重量負荷により紙管が変形することがある。さらに、印刷機においても、給紙部に巻取を取り付ける際のチャッキング圧、巻取の回転速度の増加や減少に伴う紙管への負荷により、紙管が変形することがある。
【0006】
上記した紙管の変形により、紙管は直径方向の形状が真円状態から歪んだ状態に変形し、長さ方向も真っ直ぐな状態から湾曲した状態に変形して、このように変形した紙管を装備した新聞巻取紙は、オフセット印刷時に巻取の回転軸が中心軸からずれたり、中心軸から傾いた状態で回転したりする。回転軸の変化が生じると、繰出した新聞用紙の左右方向、長手方向でテンション変動を生じるために用紙がばたつき、そのばたつきによりシワが発生することになる。
【0007】
紙管の変形を防ぐためには、紙管の強度を高くすることが有効と考えられる。フィルムなどの薄いシート状材料を巻き取るためのシート状材料巻き取り用巻芯は、炭素繊維を補強繊維として巻芯本体重量に対し一定量存在させて該巻き取り用巻芯の強度を高くすることで、シート状材料のシワの発生を少なくする技術が知られている(特許文献2参照)。
【0008】
一方、紙管の強度を高くする以外に、新聞用紙のこわさを向上させ、シワが入りにくくすることが考えられる。しかし現在、新聞用紙の抄造が酸性抄紙から中性抄紙へ転換しつつあり、中性抄紙においては炭酸カルシウム等の高填料化により用紙のこわさが低下する傾向にある。従って、酸性抄紙した新聞用紙と比べ、中性抄紙した新聞用紙はよりシワが入りやすい問題があった。
【0009】
【特許文献1】特開2004−107859号公報
【特許文献2】特開2001−163524号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
上記特許文献1の多色刷りオフセット輪転印刷機用紙は、ペースター時の見当ズレを改善するためのものであり、上記特許文献2のシート状材料巻き取り用巻芯は、強化プラスチック製の高価なものであり新聞用紙の巻き取りには向かないものである。また、紙管の変形が新聞用紙のシワを発生させる主な要因であることは良く知られてはいるが、その新聞用紙を巻き取る紙管自身がその変形を発生させずに、新聞用紙を巻き取ることができる紙管は知られていない。
そこで、本発明は、新聞用紙を紙管に巻き取る前後で該紙管自身が変形を生じず、新聞用紙、特に中性新聞用紙をオフセット印刷する際に、シワを発生させないことができる新聞巻取紙を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明者らは、上記目的を達成するために鋭意検討した結果、特定の厚さの紙管原紙を特定の巻き回数にし、その得た紙管の水分を7%以上9%以下に調整することで、紙管の変形を発生させずに、新聞用紙、特に中性新聞用紙の巻取紙が得られることを見出し、本発明を完成するに至った。
上記課題を解決するために、請求項1に係る発明の新聞巻取紙は、紙管に新聞用紙を巻き取った新聞巻取紙であって、前記紙管が厚さ0.3mm以上1.0mm以下の紙管原紙からなり、該紙管原紙およびライナーの巻き回数が20回以上のものであり、かつ、その水分が7%以上9%以下のものであり、前記新聞用紙が前記紙管に巻き取られていることを特徴とする。
同様に、請求項2に係る発明の新聞巻取紙は、前記紙管の口金トルク強度が65kg・m以上、耐圧強度が125kg/5cm以上、座屈強度が4000kg以上であることを特徴とする。
請求項3に係る発明の新聞巻取紙は、前記新聞用紙が中性新聞用紙であることを特徴とする。
【発明の効果】
【0012】
本発明の新聞巻取紙用の紙管は、紙管原紙の厚さ、巻き回数および紙管の水分を調整することで強度が優れたものになり、オフセット印刷時に新聞用紙、特に中性新聞用紙にシワを発生させない格別の効果を奏する。
前記調整は簡単かつ容易に行うことができ、経済的な負担が少ない。
そして、オフセット印刷時にシワが発生せず、良好な印刷作業性や優れた印刷品質を与える新聞巻取紙を得ることができる。
【発明を実施するための最良の形態】
【0013】
1.紙管
本発明で用いられる紙管は、厚さ0.3mm以上1.0mm以下の紙管原紙およびライナーを20層以上巻き付け、かつ、水分が7%以上9%以下に調整されたものである。
【0014】
(材料)
紙管を構成する紙管原紙は、ダンボール古紙を主体とした再生紙からなり、厚さ0.3mm以上1.0mm以下のものが用いられる。0.3mm未満であると、巻き回数が増え、接着剤の塗布量が増加する。接着剤には水が含まれるため、接着剤の塗布量の増加は水の付着量の増加を意味する。乾燥温度を高く、乾燥時間を長くすることで水分を7%以上9%以下にすることは可能であるが、乾燥前後の水分変化が大きくなるため、水分変化に伴う紙管の変形や寸法の変化が生じる。このように変形や寸法変化が生じた紙管を使用すると、オフセット印刷時のシワの発生要因となる。また、巻き回数が増え、紙管の製造に時間がかかる。好ましくは0.5mm以上である。また、1.0mmを超えると、逆に巻き回数が減少し、接着剤の塗布量が少なくなるため、目的とする強度を得ることができない。好ましくは0.8mm以下である。坪量は300〜700g/m2程度である。
【0015】
紙管原紙同士を接着する接着剤は、動物にかわ、酢酸ビニルエマルジョン、水ガラス、変性酢酸ビニルエマルジョンなどが単独、又は適宜2種類以上を組み合わせて用いられる。接着剤の使用量は、紙管が製造する際に使用される通常量である。
また、ライナーは段ボール原紙の一種であって、段ボールの外側を形成する平滑性の高い紙のことをいう。ライナーは多層抄きの板紙で、原料は主に古紙、クラフトパルプが用いられる。ライナーの厚みは、特に限定するものではなく、使用する紙管原紙の厚さ、巻き回数から導き出される紙管の厚みに合わせて、適宜選ぶことができる。坪量も特に限定するものではないが、通常、160〜340g/m2程度のものが使用される。
【0016】
(製造方法)
紙管は、一般に、紙管原紙を所定の巻き紙幅にカットしてリボンテープ状にしたものをマンドレルと呼ばれる鉄芯に巻いて、貼り付けて製造される。巻き方は、巻き紙を軸にスパイラル(螺旋)状に巻き付けるスパイラル巻き、巻き紙を軸に対して直角に巻き付ける平巻き等がある。スパイラル巻きの方が強度が強くなるため好ましい。このように作製された紙管は、所定の寸法にカットされ、乾燥、シーズニングを経て完成される。
本発明では、紙管の作製の際に、紙管原紙およびライナーを合わせて20層以上巻き付けることが重要である。巻き付けが20層以下だと、所望の強度を満たすことができない。好ましくは24層以上である。上限は特に制限されるものではないが、30層程度である。本発明における紙管の一形態を例示すれば、マンドレル側から紙管原紙19層+ライナー1層で合計20層である。また、マンドレル側から紙管原紙23層+ライナー1層で合計24層である。平滑性の高いライナーは、紙管の最外層に巻くことによって、紙管表面をなだらかにし、紙管の表面の形状に沿ってできる新聞用紙のシワ、ボコツキ等を防ぐことができるため、最外層に1層巻かれることが望ましい。従って、紙管原紙としては19層以上巻かれていることが望ましい。なお、紙管原紙は全く同じ厚みのものを使用してもよいが、厚みの異なるものを適宜組み合わせる方が、強度が高くなり望ましい。
【0017】
(水分)
本発明において、紙管の水分は7%以上9%以下であることが重要である。水分が7%未満であると、乾燥に時間がかかるとともに、吸湿により寸法が変化して口金部とズレが生じたり、機器に装着する際に緩みが生じたりする。水分が9%を超えると、強度が低下し変形を防止することができない。水分の測定はJIS P8127による。
水分は乾燥温度や時間、シーズニングの条件等を調整して、本発明の範囲となるようにする。本発明においてこれらの条件は、巻き付けの層数や厚みによって適宜設定すればよく特に限定されるものではないが、乾燥温度は30〜50℃、湿度RH20〜40%で、乾燥時間は10〜20時間程度である。また、シーズニングは常温(室温)にて5〜30日間程度行う。
【0018】
(口金トルク強度)
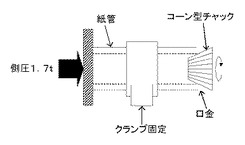
口金トルク強度とは、紙管と、紙管の端部に取り付けられた口金の間の接続状態の強さのことである。この値が低いと印刷機で巻取が回転した際に口金が緩むため回転がスムーズにいかず、シワが発生しやすくなる。本発明では65kg・m以上、好ましくは80kg・m以上である。口金トルク強度の測定方法は、以下の通りである。口金を装着した、長さ600mmの紙管の口金部分を、歯数40枚の笠歯車状コーン型チャックにセットし、チャック側から1.7tの圧力で押し付けた後に、紙管をクランプで固定する。次にコーン型チャックを0.03rpmの回転数で回転させ、紙管の口金が、回転負荷でずれる時点でのトルク値を口金トルク強度とする。図1に測定方法を模式的に示す。
【0019】
(耐圧強度)
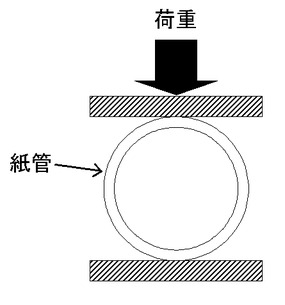
耐圧強度とは、紙管の直径方向に力を加えた際の潰れにくさのことである。この値が低いと新聞用紙の巻き付け張力や重量によって紙管が変形し、印刷時に巻取の回転がスムーズにいかず、シワが発生しやすくなる。本発明では125kg/5cm以上、好ましくは140kg/5cm以上である。耐圧強度の測定方法は、長さ150mmの紙管を直径方向に54mm/分の速度で荷重を加え、その降伏荷重を測定する。耐圧強度の値は、紙管の長さ5cm当たりに換算した値である。図2に測定方法を模式的に示す。
【0020】
(座屈強度)
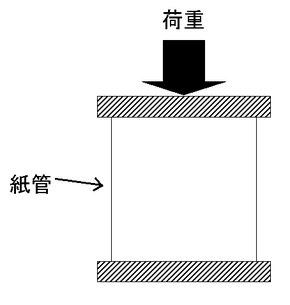
座屈強度とは、紙管の長さ方向に力を加えた際の潰れにくさのことである。この値が低いとチャッキング圧により紙管が変形し、印刷時に巻取の回転がスムーズにいかず、シワが発生しやすくなる。本発明では4000kg以上、好ましくは4500kg以上である。座屈強度の測定方法は、長さ350mmの紙管を、長さ方向に7mm/分の速度で荷重を加え、その降伏荷重を測定する。図3に測定方法を模式的に示す。
【0021】
2.新聞用紙
(パルプ)
本発明の新聞用紙における原料パルプとしては、化学パルプ(NBKP、LBKP等)や機械パルプ(GP、CGP、RGP、PGW、TMP等)、脱墨古紙パルプ(DIP)を任意の割合で混合して使用することができる。環境面への配慮からDIPを高配合することが望ましく、全パルプ絶乾重量あたりDIPを50重量%以上、好ましくは70重量%以上、さらに好ましくは80重量%以上含有することが好ましい。
【0022】
(抄紙系)
本発明の新聞用紙は、酸性抄造される酸性紙でも中性抄造される中性紙でも特に限定されるものではないが、こわさが低下しやすい中性紙においてもシワの発生を抑えることができ、中性新聞用紙では本発明の効果がより大きく現れる。また中性抄造の場合は填料として炭酸カルシウムを高配合することが可能であり、裏抜け等の品質の面でも好ましい。
【0023】
(内添薬品、填料)
酸性抄造、中性抄造で使用する内添薬品の種類や添加量はそれぞれ異なるが、従来公知の内添サイズ剤である、アルキルケテンダイマー(AKD)系サイズ剤、アルケニル無水コハク酸(ASA)系サイズ剤、中性ロジンサイズ剤等を使用できる。
填料としては炭酸カルシウム、ホワイトカーボン等のシリカ、炭酸カルシウム−シリカ複合物、炭酸マグネシウム、炭酸バリウム、水酸化アルミニウム、水酸化カルシウム、水酸化マグネシウム、水酸化亜鉛、カオリンクレー、焼成カオリン、デラミカオリン、二酸化チタン、酸化亜鉛、酸化珪素、非晶質シリカ等の無機填料や、尿素−ホリマリン樹脂、ポリスチレン樹脂、フェノール樹脂、微小中空粒子等を単独または適宜2種類以上を組み合わせて使用してもよい。
【0024】
この他、従来から使用されている各種のノニオン性、カチオン性の歩留まり向上剤、濾水度向上剤、紙力向上剤、嵩高剤等の製紙用内添薬品が必要に応じて適宜選択して使用される。また、例えば、硫酸バンド、塩化アルミニウム、塩基性塩化アルミニウム、塩基性ポリ水酸化アルミニウム等の塩基性アルミニウム化合物等が内添されてもよい。その他製紙用補助剤として各種澱粉類、ポリアクリルアミド、尿素樹脂、メラミン樹脂、エポキシ樹脂、ポリアミド樹脂、ポリアミド、ポリアミン樹脂、ポリアミン、ポリエチレンイミン、ポリアミドエピクロロヒドリン、ポリアミンエピクロロヒドリン、植物ガム、ポリビニルアルコール、ラテックス、ポリエチレンオキサイド、親水性架橋ポリマー粒子分散物及びこれらの誘導体あるいは変成物等の各種化合物を使用できる。更に、染料、蛍光増白剤、pH調整剤、消泡剤、ピッチコントロール剤、スライムコントロール剤等の抄紙用内添薬品を用途に応じて適宜添加することも可能である。
【0025】
(表面処理剤)
表面強度や印刷適性を高めるために、新聞用紙原紙の上に表面紙力剤や表面サイズ剤等を含有する表面処理剤を塗布することができる。
表面紙力剤としては、澱粉、酵素変性澱粉、熱化学変性澱粉、酸化澱粉、エステル化澱粉、エーテル化澱粉、ヒドロキシエチル化澱粉、カチオン化澱粉などに代表される澱粉系、ポリビニルアルコール(PVA)、カルボキシル変性ポリビニルアルコール、カチオン変性ポリビニルアルコールなどのポリビニルアルコール系、ポリアクリルアミド、カチオン性ポリアクリルアミド、両性ポリアクリルアミド、ノニオン性ポリアクリルアミドなどのポリアクリルアミド系、カルボキシメチルセルロース、ヒドロキシエチルセルロース、メチルセルロースなどのセルロース系等の水溶性高分子が挙げられる。これらは、単独、または2種類以上混合して用いられる。
【0026】
表面サイズ剤としては、中性抄造の場合はカチオン性表面サイズ剤が好ましく、例えばスチレン/(メタ)アクリル酸共重合体(なお(メタ)アクリル酸は、アクリル酸及び/またはメタクリル酸)を意味する。)、スチレン/(メタ)アクリル酸エステル共重合体、スチレン/(メタ)アクリル酸/(メタ)アクリル酸エステル共重合体、スチレン/マレイン酸共重合体、スチレン/マレイン酸半エステル共重合体、スチレン/マレイン酸エステル共重合体、エチレン/(メタ)アクリル酸共重合体、イソブチレン/(メタ)アクリル酸共重合体、n−ブチレン/(メタ)アクリル酸/(メタ)アクリル酸エステル共重合体、プロピレン/マレイン酸共重合体、エチレン/マレイン酸共重合体、α−オレフィン−マレイン酸系共重合体などが挙げられるが、これらに限定されるものではない。これらの共重合体は、ナトリウム塩、カリウム塩、あるいはアンモニウム塩として使用してもよい。また、所望の品質を阻害しない範囲で、ノニオン性表面サイズ剤やアルキルケテンダイマー系サイズ剤等も併用することができる。
【0027】
この他、ネッパリ防止剤、湿潤紙力剤、ポリエチレングリコール、防腐剤、消泡剤、紫外線防止剤、蛍光増白剤、染料、退色防止剤、粘度安定剤、防滑剤、滑剤、ポリエチレンワックスなどの助剤を適宜使用できる。また、塗工紙等で一般的に用いられる炭酸カルシウムや、カオリン、クレー、タルク、二酸化チタン、硫酸バリウム、硫酸カルシウム、酸化亜鉛、珪酸、珪酸塩、コロイダルシリカ、サチンホワイトなどの無機顔料、プラスチックピグメントなどの有機顔料などの顔料を、必要に応じて単独または2種類以上組み合わせて含有することができる。その他にも、接着剤としてスチレン・ブタジエン系、スチレン・アクリル系、エチレン・酢酸ビニル系、ブタジエン・メチルメタクリレート系、酢酸ビニル・ブチルアクリレート系等の各種共重合体(ラテックス)などを適宜用いても使用できる。
【0028】
(製造方法)
製造方法は特に限定されるものではなく、抄紙機として例えば、長綱式抄紙機、ギャップフォーマー型抄紙機、ツインワイヤー型抄紙機、円綱式抄紙機、短綱式抄紙機等を適宜選択して使用し、坪量30〜50g/m2程度になるように抄紙して新聞用紙原紙とする。新聞用紙原紙に表面処理剤の塗工液を塗布する方法としては、ブレードコータ、バーコータ、ロールコータ、エアナイフコータ、リバースロールコータ、カーテンコータ、ブレードメタリングサイズプレスコータ、ロッドメタリングサイズプレスコータ、ゲートロールコーター、ツーロールコーター等を用いて、一層もしくは二層以上を原紙表面上に片面もしくは両面同時に塗工する。表面処理剤の塗工量は特に限定されるものではないが、片面当たり0.1g/m2以上5.0g/m2未満であることが望ましい。湿潤塗工層を乾燥させる手法としては、例えば蒸気加熱シリンダー、加熱熱風エアドライヤー、ガスヒータードライヤー、電気ヒータードライヤー、赤外線ヒータードライヤー、高周波ヒータードライヤー等各種の方法が単独または併用して用いられる。
さらに、マシンカレンダー、またはスーパーカレンダー、高温ソフトニップカレンダー等で平滑化処理を行ってもよく、未カレンダー処理でもよい。新聞用紙の水分は、印刷作業性やインキ着肉性等の点から1.0%以上9.0%以下程度である。
【0029】
3.新聞巻取紙の製造
抄紙された新聞用紙を巻き取り新聞巻取紙とする方法は、特に限定されるものではなく、従来の新聞用紙の製造方法に従って、抄紙機で製造された新聞用紙を、ワインダー(巻取機)で巻き取って行われる。巻き取り速度やテンション(引張強さ)は、求められる新聞用紙の特性に合わせて適宜調整すればよい。
【実施例】
【0030】
以下に、本発明を実施例により詳細に説明するが、本発明はこれに限定されるものではない。紙管の水分、口金トルク強度、耐圧強度、座屈強度の測定方法、およびオフセット印刷時のシワの評価方法は次のとおりである。結果を表1、2に示す。
【0031】
(1)紙管の水分測定方法
水分の測定はJIS P8127に則り測定した。
(2)紙管の口金トルク強度の測定方法
口金を装着した、長さ600mmの紙管の口金部分を、歯数40枚の笠歯車状コーン型チャックにセットし、チャック側から1.7tの圧力で押し付けた後に、紙管をクランプで固定する。次にコーン型チャックを0.03rpmの回転数で回転させ、紙管の口金が、回転負荷でずれる時点でのトルク値を口金トルク強度とした。
(3)紙管の耐圧強度の測定方法
長さ150mmの紙管を直径方向に54mm/分の速度で荷重を加え、その降伏荷重を測定した。耐圧強度の値は、紙管の長さ5cm当たりに換算した値である。
(4)紙管の座屈強度
長さ350mmの紙管を、長さ方向に7mm/分の速度で荷重を加え、その降伏荷重を測定した。
(5)オフセット印刷時のシワの評価
オフセット輪転機(三菱重工製)を使用し、両出し12万部/時の印刷速度で4色印刷(刷順:紅→藍→黄→墨)を行い、新聞巻取紙を1本使用する間の印刷物のシワの有無を目視で評価した。
【0032】
[実施例1]
<新聞用紙の製造>
製紙用パルプとして、新聞脱墨パルプ(ろ水度150mlCSF)、TMP(ろ水度80mlCSF)、NKP(ろ水度500mlCSF)を70:25:5重量%の配合割合で混合したパルプスラリーに、填料として炭酸カルシウムをパルプ絶乾重量当たり5.0重量%、カチオン化澱粉を0.5重量%添加して、紙料を調整した。この紙料を用いて、ギャップフォーマー型ツインワイヤー抄紙機で抄速1000m/分にて坪量43g/m2になるように新聞用紙原紙を抄造し、さらにオンマシンのゲートロールコーターで澱粉を塗工量がフェルト面、ワイヤー面共に0.2g/m2となるように塗工し、オフセット印刷用新聞用紙を得た。
<紙管の製造>
ボビンカッターで紙管原紙を105mmの幅にカットし、紙管製造機(ラングストン)のマンドレルの外周面に厚さ1.0mmの紙管原紙を11層、その外周に厚さ0.7mmの紙管原紙を1層、その外周に厚さ0.5mmの紙管原紙を1層、その外周に厚さ0.3mmのライナーを1層巻きつけた。接着剤として酢酸ビニルエマルジョンを用い、ロールコータにより各紙層間に35g/m2塗布、接着し、スパイラルチューブを得た。次いで、スパイラルチューブを長さ1700mmに断裁し、乾燥温度は40℃、湿度RH30%で、17時間乾燥した。シーズニングは常温(室温)にて7日間行った。その後、長さ1629mmに断裁し、口金を装着し、所定の紙管を得た。その際の紙管の水分は8.2%であった。この紙管について、先に示した方法にて、口金トルク強度、耐圧強度、座屈強度を測定した。(以下の実施例および比較例において同じ。)
<新聞巻取紙の製造>
ツードラムワインダーにより、上記で得られたオフセット印刷用新聞用紙を上記で得られた紙管に、速度2500m/分で巻取り、新聞巻取紙を得た。この新聞巻取紙について、先に示した方法にてオフセット印刷を行い、印刷時のシワの発生の有無を測定した。(以下の実施例および比較例において同じ。)
【0033】
[実施例2]
厚さ0.8mmの紙管原紙を9層、厚さ0.7mmの紙管原紙を7層、厚さ0.5mmの紙管原紙を7層、厚さ0.3mmのライナーを1層用い、紙管を製造したこと以外は、実施例1と同様の方法で新聞巻取紙を得た。紙管の水分は8.5%であった。
【0034】
[実施例3]
厚さ0.8mmの紙管原紙を3層、厚さ0.6mmの紙管原紙を10層、厚さ0.5mmの紙管原紙を14層、厚さ0.3mmのライナーを1層用い、紙管を製造したこと以外は、実施例1と同様の方法で新聞巻取紙を得た。紙管の水分は8.7%であった。
【0035】
[実施例4]
紙管の乾燥温度を50℃、乾燥時間を20時間としたこと以外は、実施例1と同様の方法で新聞巻取紙を得た。紙管の水分は7.1%であった。
【0036】
[実施例5]
紙管の乾燥温度を35°乾燥時間を15時間としたこと以外は、実施例1と同様の方法で新聞巻取紙を得た。紙管の水分は8.9%であった。
【0037】
[比較例1]
厚さ1.0mmの紙管原紙を13層、厚さ0.7mmの紙管原紙を2層、厚さ0.2mmの紙管原紙を4層、厚さ0.2mmのライナーを1層用い、紙管を製造したこと以外は、実施例1と同様の方法で新聞巻取紙を得た。紙管の水分は8.3%であった。
【0038】
[比較例2]
厚さ1.2mmの紙管原紙を10層、厚さ0.8mmの紙管原紙を1層、厚さ0.5mmの紙管原紙を8層、厚さ0.3mmのライナーを1層用い、紙管を製造したこと以外は、実施例1と同様の方法で新聞巻取紙を得た。紙管の水分は8.0%であった。
【0039】
[比較例3]
厚さ1.0mmの紙管原紙を15層、厚さ0.5mmの紙管原紙を2層、厚さ0.3のライナーを1層用い、紙管を製造したこと以外は、実施例1と同様の方法で新聞巻取紙を得た。紙管の水分は7.5%であった。
【0040】
[比較例4]
厚さ1.0mmの紙管原紙を15層、厚さ0.8mmの紙管原紙を1層、厚さ0.3のライナーを1層用い、紙管を製造したこと以外は、実施例1と同様の方法で新聞巻取紙を得た。紙管の水分は7.2%であった。
【0041】
[比較例5]
紙管の乾燥温度を50℃、乾燥時間を30時間としたこと以外は、実施例1と同様の方法で新聞巻取紙を得た。紙管の水分は6.8%であった。
【0042】
[比較例6]
紙管の乾燥温度を30℃、乾燥時間を10時間としたこと以外は、実施例1と同様の方法で新聞巻取紙を得た。紙管の水分は9.3%であった。
【0043】
【表1】

【0044】
【表2】
【0045】
表1、2より次のことが示されている。
(1)紙管原紙の厚さが0.3mm以上1.0mm以下、該紙管原紙およびライナーの巻き回数が20回以上、かつ、紙管の水分が7%以上9%以下の条件を満たす実施例1〜5と、紙管原紙の厚さ、巻き回数および紙管の水分が上記条件を満たしていない比較例1〜6とを対比すると、比較例1〜6の全てはオフセット印刷時のシワの発生があるのに対して、実施例1〜5の全てはオフセット印刷時のシワの発生がないことがわかる。
(2)実施例1〜5の強度は、口金トルク強度65kg・cm以上、耐圧強度125kg・5cm以上、座屈強度4000kg以上を示しており、比較例の強度より優れていることがわかる。
(3)紙管原紙の厚さが0.3mm未満のものを含む比較例1およびその厚さが1.0mmを超えるものを含む比較例2は、紙管の十分な強度を得ることができず、シワが発生している。
(4)巻き回数が20回未満である比較例3および比較例4も、紙管の十分な強度を得ることができず、シワが発生している。
(5)水分が7%未満の比較例5、9%を超える比較例6は、紙管の十分な強度を得ることができず、シワが発生している。
以上から、新聞巻取紙用の紙管は、紙管原紙の厚さ、巻き回数および紙管の水分を調整することで強度が優れたものになることは明らかであり、該調整が上記(1)で示した条件を満たすことで、前記紙管を用いた新聞巻取紙は、オフセット印刷の際に新聞用紙、特に中性新聞用紙にシワを発生させないことがわかる。
【図面の簡単な説明】
【0046】
【図1】紙管の口金トルク強度の測定方法を模式的に示したものである。
【図2】紙管の耐圧強度の測定方法を模式的に示したものである。
【図3】紙管の座屈強度の測定方法を模式的に示したものである。
【技術分野】
【0001】
本発明は新聞用紙を巻き取った新聞巻取紙に関し、特に中性抄紙された新聞用紙を巻き取った新聞巻取紙に関するものである。
【背景技術】
【0002】
一般に、新聞印刷用の新聞用紙は、ロール状に巻き取った巻取と呼ばれる状態で使用されている。新聞印刷はとんどの場合にオフセット印刷方式により行われており、近年、各種技術の進歩によりオフセット輪転機の高速化、多色印刷の増加、タワー型輪転機の増加による輪転機の多様化等が進み、印刷媒体である新聞用紙に対しても、これまで以上に優れたカラー印刷適性や印刷作業性が求められている。
【0003】
印刷作業性としては例えば、ペースター時の見当ズレや印刷時のシワが挙げられる。ペースター時の見当ズレを改善するために、多色刷りオフセット輪転印刷機用紙において、巻取の上巻紙と下巻紙における抄紙方向(MD方向)の寸法変化率の差の絶対値を所定値以下とし、ワインダーで巻き取る際の張力を規定する技術が知られている(特許文献1参照)。
【0004】
また、印刷時のシワは印刷作業性の悪化や印刷品質の低下を引き起こす。例えば、前記シワが発生すると用紙に折れ目が生じて印刷作業性が悪化する、印刷された際にインキが付着すべき部分に付着しない箇所が生じて印刷品質が低下する等の問題が起こる。
上記シワを発生させる要因は、主に紙管(巻芯)の変形であると考えられる。紙管が変形すると印刷時の巻取の回転挙動に影響を与え、ばたつき等が生じてシワが発生する。
【0005】
上記紙管の変形は、新聞用紙をワインダーで巻き取る際と巻き取りが終わった後に起こりやすい。ワインダーで巻き取る際の用紙のテンションやライダーロールの押し付け圧等が高すぎると起こりやすく、また、巻き取りが終わった後には巻取自体の重量があり、新聞巻取紙は1本当たり約600kg(30連巻きのA巻取りの場合)にもなるため、巻き取りが終わった後に、その重量負荷により紙管が変形することがある。さらに、印刷機においても、給紙部に巻取を取り付ける際のチャッキング圧、巻取の回転速度の増加や減少に伴う紙管への負荷により、紙管が変形することがある。
【0006】
上記した紙管の変形により、紙管は直径方向の形状が真円状態から歪んだ状態に変形し、長さ方向も真っ直ぐな状態から湾曲した状態に変形して、このように変形した紙管を装備した新聞巻取紙は、オフセット印刷時に巻取の回転軸が中心軸からずれたり、中心軸から傾いた状態で回転したりする。回転軸の変化が生じると、繰出した新聞用紙の左右方向、長手方向でテンション変動を生じるために用紙がばたつき、そのばたつきによりシワが発生することになる。
【0007】
紙管の変形を防ぐためには、紙管の強度を高くすることが有効と考えられる。フィルムなどの薄いシート状材料を巻き取るためのシート状材料巻き取り用巻芯は、炭素繊維を補強繊維として巻芯本体重量に対し一定量存在させて該巻き取り用巻芯の強度を高くすることで、シート状材料のシワの発生を少なくする技術が知られている(特許文献2参照)。
【0008】
一方、紙管の強度を高くする以外に、新聞用紙のこわさを向上させ、シワが入りにくくすることが考えられる。しかし現在、新聞用紙の抄造が酸性抄紙から中性抄紙へ転換しつつあり、中性抄紙においては炭酸カルシウム等の高填料化により用紙のこわさが低下する傾向にある。従って、酸性抄紙した新聞用紙と比べ、中性抄紙した新聞用紙はよりシワが入りやすい問題があった。
【0009】
【特許文献1】特開2004−107859号公報
【特許文献2】特開2001−163524号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
上記特許文献1の多色刷りオフセット輪転印刷機用紙は、ペースター時の見当ズレを改善するためのものであり、上記特許文献2のシート状材料巻き取り用巻芯は、強化プラスチック製の高価なものであり新聞用紙の巻き取りには向かないものである。また、紙管の変形が新聞用紙のシワを発生させる主な要因であることは良く知られてはいるが、その新聞用紙を巻き取る紙管自身がその変形を発生させずに、新聞用紙を巻き取ることができる紙管は知られていない。
そこで、本発明は、新聞用紙を紙管に巻き取る前後で該紙管自身が変形を生じず、新聞用紙、特に中性新聞用紙をオフセット印刷する際に、シワを発生させないことができる新聞巻取紙を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明者らは、上記目的を達成するために鋭意検討した結果、特定の厚さの紙管原紙を特定の巻き回数にし、その得た紙管の水分を7%以上9%以下に調整することで、紙管の変形を発生させずに、新聞用紙、特に中性新聞用紙の巻取紙が得られることを見出し、本発明を完成するに至った。
上記課題を解決するために、請求項1に係る発明の新聞巻取紙は、紙管に新聞用紙を巻き取った新聞巻取紙であって、前記紙管が厚さ0.3mm以上1.0mm以下の紙管原紙からなり、該紙管原紙およびライナーの巻き回数が20回以上のものであり、かつ、その水分が7%以上9%以下のものであり、前記新聞用紙が前記紙管に巻き取られていることを特徴とする。
同様に、請求項2に係る発明の新聞巻取紙は、前記紙管の口金トルク強度が65kg・m以上、耐圧強度が125kg/5cm以上、座屈強度が4000kg以上であることを特徴とする。
請求項3に係る発明の新聞巻取紙は、前記新聞用紙が中性新聞用紙であることを特徴とする。
【発明の効果】
【0012】
本発明の新聞巻取紙用の紙管は、紙管原紙の厚さ、巻き回数および紙管の水分を調整することで強度が優れたものになり、オフセット印刷時に新聞用紙、特に中性新聞用紙にシワを発生させない格別の効果を奏する。
前記調整は簡単かつ容易に行うことができ、経済的な負担が少ない。
そして、オフセット印刷時にシワが発生せず、良好な印刷作業性や優れた印刷品質を与える新聞巻取紙を得ることができる。
【発明を実施するための最良の形態】
【0013】
1.紙管
本発明で用いられる紙管は、厚さ0.3mm以上1.0mm以下の紙管原紙およびライナーを20層以上巻き付け、かつ、水分が7%以上9%以下に調整されたものである。
【0014】
(材料)
紙管を構成する紙管原紙は、ダンボール古紙を主体とした再生紙からなり、厚さ0.3mm以上1.0mm以下のものが用いられる。0.3mm未満であると、巻き回数が増え、接着剤の塗布量が増加する。接着剤には水が含まれるため、接着剤の塗布量の増加は水の付着量の増加を意味する。乾燥温度を高く、乾燥時間を長くすることで水分を7%以上9%以下にすることは可能であるが、乾燥前後の水分変化が大きくなるため、水分変化に伴う紙管の変形や寸法の変化が生じる。このように変形や寸法変化が生じた紙管を使用すると、オフセット印刷時のシワの発生要因となる。また、巻き回数が増え、紙管の製造に時間がかかる。好ましくは0.5mm以上である。また、1.0mmを超えると、逆に巻き回数が減少し、接着剤の塗布量が少なくなるため、目的とする強度を得ることができない。好ましくは0.8mm以下である。坪量は300〜700g/m2程度である。
【0015】
紙管原紙同士を接着する接着剤は、動物にかわ、酢酸ビニルエマルジョン、水ガラス、変性酢酸ビニルエマルジョンなどが単独、又は適宜2種類以上を組み合わせて用いられる。接着剤の使用量は、紙管が製造する際に使用される通常量である。
また、ライナーは段ボール原紙の一種であって、段ボールの外側を形成する平滑性の高い紙のことをいう。ライナーは多層抄きの板紙で、原料は主に古紙、クラフトパルプが用いられる。ライナーの厚みは、特に限定するものではなく、使用する紙管原紙の厚さ、巻き回数から導き出される紙管の厚みに合わせて、適宜選ぶことができる。坪量も特に限定するものではないが、通常、160〜340g/m2程度のものが使用される。
【0016】
(製造方法)
紙管は、一般に、紙管原紙を所定の巻き紙幅にカットしてリボンテープ状にしたものをマンドレルと呼ばれる鉄芯に巻いて、貼り付けて製造される。巻き方は、巻き紙を軸にスパイラル(螺旋)状に巻き付けるスパイラル巻き、巻き紙を軸に対して直角に巻き付ける平巻き等がある。スパイラル巻きの方が強度が強くなるため好ましい。このように作製された紙管は、所定の寸法にカットされ、乾燥、シーズニングを経て完成される。
本発明では、紙管の作製の際に、紙管原紙およびライナーを合わせて20層以上巻き付けることが重要である。巻き付けが20層以下だと、所望の強度を満たすことができない。好ましくは24層以上である。上限は特に制限されるものではないが、30層程度である。本発明における紙管の一形態を例示すれば、マンドレル側から紙管原紙19層+ライナー1層で合計20層である。また、マンドレル側から紙管原紙23層+ライナー1層で合計24層である。平滑性の高いライナーは、紙管の最外層に巻くことによって、紙管表面をなだらかにし、紙管の表面の形状に沿ってできる新聞用紙のシワ、ボコツキ等を防ぐことができるため、最外層に1層巻かれることが望ましい。従って、紙管原紙としては19層以上巻かれていることが望ましい。なお、紙管原紙は全く同じ厚みのものを使用してもよいが、厚みの異なるものを適宜組み合わせる方が、強度が高くなり望ましい。
【0017】
(水分)
本発明において、紙管の水分は7%以上9%以下であることが重要である。水分が7%未満であると、乾燥に時間がかかるとともに、吸湿により寸法が変化して口金部とズレが生じたり、機器に装着する際に緩みが生じたりする。水分が9%を超えると、強度が低下し変形を防止することができない。水分の測定はJIS P8127による。
水分は乾燥温度や時間、シーズニングの条件等を調整して、本発明の範囲となるようにする。本発明においてこれらの条件は、巻き付けの層数や厚みによって適宜設定すればよく特に限定されるものではないが、乾燥温度は30〜50℃、湿度RH20〜40%で、乾燥時間は10〜20時間程度である。また、シーズニングは常温(室温)にて5〜30日間程度行う。
【0018】
(口金トルク強度)
口金トルク強度とは、紙管と、紙管の端部に取り付けられた口金の間の接続状態の強さのことである。この値が低いと印刷機で巻取が回転した際に口金が緩むため回転がスムーズにいかず、シワが発生しやすくなる。本発明では65kg・m以上、好ましくは80kg・m以上である。口金トルク強度の測定方法は、以下の通りである。口金を装着した、長さ600mmの紙管の口金部分を、歯数40枚の笠歯車状コーン型チャックにセットし、チャック側から1.7tの圧力で押し付けた後に、紙管をクランプで固定する。次にコーン型チャックを0.03rpmの回転数で回転させ、紙管の口金が、回転負荷でずれる時点でのトルク値を口金トルク強度とする。図1に測定方法を模式的に示す。
【0019】
(耐圧強度)
耐圧強度とは、紙管の直径方向に力を加えた際の潰れにくさのことである。この値が低いと新聞用紙の巻き付け張力や重量によって紙管が変形し、印刷時に巻取の回転がスムーズにいかず、シワが発生しやすくなる。本発明では125kg/5cm以上、好ましくは140kg/5cm以上である。耐圧強度の測定方法は、長さ150mmの紙管を直径方向に54mm/分の速度で荷重を加え、その降伏荷重を測定する。耐圧強度の値は、紙管の長さ5cm当たりに換算した値である。図2に測定方法を模式的に示す。
【0020】
(座屈強度)
座屈強度とは、紙管の長さ方向に力を加えた際の潰れにくさのことである。この値が低いとチャッキング圧により紙管が変形し、印刷時に巻取の回転がスムーズにいかず、シワが発生しやすくなる。本発明では4000kg以上、好ましくは4500kg以上である。座屈強度の測定方法は、長さ350mmの紙管を、長さ方向に7mm/分の速度で荷重を加え、その降伏荷重を測定する。図3に測定方法を模式的に示す。
【0021】
2.新聞用紙
(パルプ)
本発明の新聞用紙における原料パルプとしては、化学パルプ(NBKP、LBKP等)や機械パルプ(GP、CGP、RGP、PGW、TMP等)、脱墨古紙パルプ(DIP)を任意の割合で混合して使用することができる。環境面への配慮からDIPを高配合することが望ましく、全パルプ絶乾重量あたりDIPを50重量%以上、好ましくは70重量%以上、さらに好ましくは80重量%以上含有することが好ましい。
【0022】
(抄紙系)
本発明の新聞用紙は、酸性抄造される酸性紙でも中性抄造される中性紙でも特に限定されるものではないが、こわさが低下しやすい中性紙においてもシワの発生を抑えることができ、中性新聞用紙では本発明の効果がより大きく現れる。また中性抄造の場合は填料として炭酸カルシウムを高配合することが可能であり、裏抜け等の品質の面でも好ましい。
【0023】
(内添薬品、填料)
酸性抄造、中性抄造で使用する内添薬品の種類や添加量はそれぞれ異なるが、従来公知の内添サイズ剤である、アルキルケテンダイマー(AKD)系サイズ剤、アルケニル無水コハク酸(ASA)系サイズ剤、中性ロジンサイズ剤等を使用できる。
填料としては炭酸カルシウム、ホワイトカーボン等のシリカ、炭酸カルシウム−シリカ複合物、炭酸マグネシウム、炭酸バリウム、水酸化アルミニウム、水酸化カルシウム、水酸化マグネシウム、水酸化亜鉛、カオリンクレー、焼成カオリン、デラミカオリン、二酸化チタン、酸化亜鉛、酸化珪素、非晶質シリカ等の無機填料や、尿素−ホリマリン樹脂、ポリスチレン樹脂、フェノール樹脂、微小中空粒子等を単独または適宜2種類以上を組み合わせて使用してもよい。
【0024】
この他、従来から使用されている各種のノニオン性、カチオン性の歩留まり向上剤、濾水度向上剤、紙力向上剤、嵩高剤等の製紙用内添薬品が必要に応じて適宜選択して使用される。また、例えば、硫酸バンド、塩化アルミニウム、塩基性塩化アルミニウム、塩基性ポリ水酸化アルミニウム等の塩基性アルミニウム化合物等が内添されてもよい。その他製紙用補助剤として各種澱粉類、ポリアクリルアミド、尿素樹脂、メラミン樹脂、エポキシ樹脂、ポリアミド樹脂、ポリアミド、ポリアミン樹脂、ポリアミン、ポリエチレンイミン、ポリアミドエピクロロヒドリン、ポリアミンエピクロロヒドリン、植物ガム、ポリビニルアルコール、ラテックス、ポリエチレンオキサイド、親水性架橋ポリマー粒子分散物及びこれらの誘導体あるいは変成物等の各種化合物を使用できる。更に、染料、蛍光増白剤、pH調整剤、消泡剤、ピッチコントロール剤、スライムコントロール剤等の抄紙用内添薬品を用途に応じて適宜添加することも可能である。
【0025】
(表面処理剤)
表面強度や印刷適性を高めるために、新聞用紙原紙の上に表面紙力剤や表面サイズ剤等を含有する表面処理剤を塗布することができる。
表面紙力剤としては、澱粉、酵素変性澱粉、熱化学変性澱粉、酸化澱粉、エステル化澱粉、エーテル化澱粉、ヒドロキシエチル化澱粉、カチオン化澱粉などに代表される澱粉系、ポリビニルアルコール(PVA)、カルボキシル変性ポリビニルアルコール、カチオン変性ポリビニルアルコールなどのポリビニルアルコール系、ポリアクリルアミド、カチオン性ポリアクリルアミド、両性ポリアクリルアミド、ノニオン性ポリアクリルアミドなどのポリアクリルアミド系、カルボキシメチルセルロース、ヒドロキシエチルセルロース、メチルセルロースなどのセルロース系等の水溶性高分子が挙げられる。これらは、単独、または2種類以上混合して用いられる。
【0026】
表面サイズ剤としては、中性抄造の場合はカチオン性表面サイズ剤が好ましく、例えばスチレン/(メタ)アクリル酸共重合体(なお(メタ)アクリル酸は、アクリル酸及び/またはメタクリル酸)を意味する。)、スチレン/(メタ)アクリル酸エステル共重合体、スチレン/(メタ)アクリル酸/(メタ)アクリル酸エステル共重合体、スチレン/マレイン酸共重合体、スチレン/マレイン酸半エステル共重合体、スチレン/マレイン酸エステル共重合体、エチレン/(メタ)アクリル酸共重合体、イソブチレン/(メタ)アクリル酸共重合体、n−ブチレン/(メタ)アクリル酸/(メタ)アクリル酸エステル共重合体、プロピレン/マレイン酸共重合体、エチレン/マレイン酸共重合体、α−オレフィン−マレイン酸系共重合体などが挙げられるが、これらに限定されるものではない。これらの共重合体は、ナトリウム塩、カリウム塩、あるいはアンモニウム塩として使用してもよい。また、所望の品質を阻害しない範囲で、ノニオン性表面サイズ剤やアルキルケテンダイマー系サイズ剤等も併用することができる。
【0027】
この他、ネッパリ防止剤、湿潤紙力剤、ポリエチレングリコール、防腐剤、消泡剤、紫外線防止剤、蛍光増白剤、染料、退色防止剤、粘度安定剤、防滑剤、滑剤、ポリエチレンワックスなどの助剤を適宜使用できる。また、塗工紙等で一般的に用いられる炭酸カルシウムや、カオリン、クレー、タルク、二酸化チタン、硫酸バリウム、硫酸カルシウム、酸化亜鉛、珪酸、珪酸塩、コロイダルシリカ、サチンホワイトなどの無機顔料、プラスチックピグメントなどの有機顔料などの顔料を、必要に応じて単独または2種類以上組み合わせて含有することができる。その他にも、接着剤としてスチレン・ブタジエン系、スチレン・アクリル系、エチレン・酢酸ビニル系、ブタジエン・メチルメタクリレート系、酢酸ビニル・ブチルアクリレート系等の各種共重合体(ラテックス)などを適宜用いても使用できる。
【0028】
(製造方法)
製造方法は特に限定されるものではなく、抄紙機として例えば、長綱式抄紙機、ギャップフォーマー型抄紙機、ツインワイヤー型抄紙機、円綱式抄紙機、短綱式抄紙機等を適宜選択して使用し、坪量30〜50g/m2程度になるように抄紙して新聞用紙原紙とする。新聞用紙原紙に表面処理剤の塗工液を塗布する方法としては、ブレードコータ、バーコータ、ロールコータ、エアナイフコータ、リバースロールコータ、カーテンコータ、ブレードメタリングサイズプレスコータ、ロッドメタリングサイズプレスコータ、ゲートロールコーター、ツーロールコーター等を用いて、一層もしくは二層以上を原紙表面上に片面もしくは両面同時に塗工する。表面処理剤の塗工量は特に限定されるものではないが、片面当たり0.1g/m2以上5.0g/m2未満であることが望ましい。湿潤塗工層を乾燥させる手法としては、例えば蒸気加熱シリンダー、加熱熱風エアドライヤー、ガスヒータードライヤー、電気ヒータードライヤー、赤外線ヒータードライヤー、高周波ヒータードライヤー等各種の方法が単独または併用して用いられる。
さらに、マシンカレンダー、またはスーパーカレンダー、高温ソフトニップカレンダー等で平滑化処理を行ってもよく、未カレンダー処理でもよい。新聞用紙の水分は、印刷作業性やインキ着肉性等の点から1.0%以上9.0%以下程度である。
【0029】
3.新聞巻取紙の製造
抄紙された新聞用紙を巻き取り新聞巻取紙とする方法は、特に限定されるものではなく、従来の新聞用紙の製造方法に従って、抄紙機で製造された新聞用紙を、ワインダー(巻取機)で巻き取って行われる。巻き取り速度やテンション(引張強さ)は、求められる新聞用紙の特性に合わせて適宜調整すればよい。
【実施例】
【0030】
以下に、本発明を実施例により詳細に説明するが、本発明はこれに限定されるものではない。紙管の水分、口金トルク強度、耐圧強度、座屈強度の測定方法、およびオフセット印刷時のシワの評価方法は次のとおりである。結果を表1、2に示す。
【0031】
(1)紙管の水分測定方法
水分の測定はJIS P8127に則り測定した。
(2)紙管の口金トルク強度の測定方法
口金を装着した、長さ600mmの紙管の口金部分を、歯数40枚の笠歯車状コーン型チャックにセットし、チャック側から1.7tの圧力で押し付けた後に、紙管をクランプで固定する。次にコーン型チャックを0.03rpmの回転数で回転させ、紙管の口金が、回転負荷でずれる時点でのトルク値を口金トルク強度とした。
(3)紙管の耐圧強度の測定方法
長さ150mmの紙管を直径方向に54mm/分の速度で荷重を加え、その降伏荷重を測定した。耐圧強度の値は、紙管の長さ5cm当たりに換算した値である。
(4)紙管の座屈強度
長さ350mmの紙管を、長さ方向に7mm/分の速度で荷重を加え、その降伏荷重を測定した。
(5)オフセット印刷時のシワの評価
オフセット輪転機(三菱重工製)を使用し、両出し12万部/時の印刷速度で4色印刷(刷順:紅→藍→黄→墨)を行い、新聞巻取紙を1本使用する間の印刷物のシワの有無を目視で評価した。
【0032】
[実施例1]
<新聞用紙の製造>
製紙用パルプとして、新聞脱墨パルプ(ろ水度150mlCSF)、TMP(ろ水度80mlCSF)、NKP(ろ水度500mlCSF)を70:25:5重量%の配合割合で混合したパルプスラリーに、填料として炭酸カルシウムをパルプ絶乾重量当たり5.0重量%、カチオン化澱粉を0.5重量%添加して、紙料を調整した。この紙料を用いて、ギャップフォーマー型ツインワイヤー抄紙機で抄速1000m/分にて坪量43g/m2になるように新聞用紙原紙を抄造し、さらにオンマシンのゲートロールコーターで澱粉を塗工量がフェルト面、ワイヤー面共に0.2g/m2となるように塗工し、オフセット印刷用新聞用紙を得た。
<紙管の製造>
ボビンカッターで紙管原紙を105mmの幅にカットし、紙管製造機(ラングストン)のマンドレルの外周面に厚さ1.0mmの紙管原紙を11層、その外周に厚さ0.7mmの紙管原紙を1層、その外周に厚さ0.5mmの紙管原紙を1層、その外周に厚さ0.3mmのライナーを1層巻きつけた。接着剤として酢酸ビニルエマルジョンを用い、ロールコータにより各紙層間に35g/m2塗布、接着し、スパイラルチューブを得た。次いで、スパイラルチューブを長さ1700mmに断裁し、乾燥温度は40℃、湿度RH30%で、17時間乾燥した。シーズニングは常温(室温)にて7日間行った。その後、長さ1629mmに断裁し、口金を装着し、所定の紙管を得た。その際の紙管の水分は8.2%であった。この紙管について、先に示した方法にて、口金トルク強度、耐圧強度、座屈強度を測定した。(以下の実施例および比較例において同じ。)
<新聞巻取紙の製造>
ツードラムワインダーにより、上記で得られたオフセット印刷用新聞用紙を上記で得られた紙管に、速度2500m/分で巻取り、新聞巻取紙を得た。この新聞巻取紙について、先に示した方法にてオフセット印刷を行い、印刷時のシワの発生の有無を測定した。(以下の実施例および比較例において同じ。)
【0033】
[実施例2]
厚さ0.8mmの紙管原紙を9層、厚さ0.7mmの紙管原紙を7層、厚さ0.5mmの紙管原紙を7層、厚さ0.3mmのライナーを1層用い、紙管を製造したこと以外は、実施例1と同様の方法で新聞巻取紙を得た。紙管の水分は8.5%であった。
【0034】
[実施例3]
厚さ0.8mmの紙管原紙を3層、厚さ0.6mmの紙管原紙を10層、厚さ0.5mmの紙管原紙を14層、厚さ0.3mmのライナーを1層用い、紙管を製造したこと以外は、実施例1と同様の方法で新聞巻取紙を得た。紙管の水分は8.7%であった。
【0035】
[実施例4]
紙管の乾燥温度を50℃、乾燥時間を20時間としたこと以外は、実施例1と同様の方法で新聞巻取紙を得た。紙管の水分は7.1%であった。
【0036】
[実施例5]
紙管の乾燥温度を35°乾燥時間を15時間としたこと以外は、実施例1と同様の方法で新聞巻取紙を得た。紙管の水分は8.9%であった。
【0037】
[比較例1]
厚さ1.0mmの紙管原紙を13層、厚さ0.7mmの紙管原紙を2層、厚さ0.2mmの紙管原紙を4層、厚さ0.2mmのライナーを1層用い、紙管を製造したこと以外は、実施例1と同様の方法で新聞巻取紙を得た。紙管の水分は8.3%であった。
【0038】
[比較例2]
厚さ1.2mmの紙管原紙を10層、厚さ0.8mmの紙管原紙を1層、厚さ0.5mmの紙管原紙を8層、厚さ0.3mmのライナーを1層用い、紙管を製造したこと以外は、実施例1と同様の方法で新聞巻取紙を得た。紙管の水分は8.0%であった。
【0039】
[比較例3]
厚さ1.0mmの紙管原紙を15層、厚さ0.5mmの紙管原紙を2層、厚さ0.3のライナーを1層用い、紙管を製造したこと以外は、実施例1と同様の方法で新聞巻取紙を得た。紙管の水分は7.5%であった。
【0040】
[比較例4]
厚さ1.0mmの紙管原紙を15層、厚さ0.8mmの紙管原紙を1層、厚さ0.3のライナーを1層用い、紙管を製造したこと以外は、実施例1と同様の方法で新聞巻取紙を得た。紙管の水分は7.2%であった。
【0041】
[比較例5]
紙管の乾燥温度を50℃、乾燥時間を30時間としたこと以外は、実施例1と同様の方法で新聞巻取紙を得た。紙管の水分は6.8%であった。
【0042】
[比較例6]
紙管の乾燥温度を30℃、乾燥時間を10時間としたこと以外は、実施例1と同様の方法で新聞巻取紙を得た。紙管の水分は9.3%であった。
【0043】
【表1】
【0044】
【表2】
【0045】
表1、2より次のことが示されている。
(1)紙管原紙の厚さが0.3mm以上1.0mm以下、該紙管原紙およびライナーの巻き回数が20回以上、かつ、紙管の水分が7%以上9%以下の条件を満たす実施例1〜5と、紙管原紙の厚さ、巻き回数および紙管の水分が上記条件を満たしていない比較例1〜6とを対比すると、比較例1〜6の全てはオフセット印刷時のシワの発生があるのに対して、実施例1〜5の全てはオフセット印刷時のシワの発生がないことがわかる。
(2)実施例1〜5の強度は、口金トルク強度65kg・cm以上、耐圧強度125kg・5cm以上、座屈強度4000kg以上を示しており、比較例の強度より優れていることがわかる。
(3)紙管原紙の厚さが0.3mm未満のものを含む比較例1およびその厚さが1.0mmを超えるものを含む比較例2は、紙管の十分な強度を得ることができず、シワが発生している。
(4)巻き回数が20回未満である比較例3および比較例4も、紙管の十分な強度を得ることができず、シワが発生している。
(5)水分が7%未満の比較例5、9%を超える比較例6は、紙管の十分な強度を得ることができず、シワが発生している。
以上から、新聞巻取紙用の紙管は、紙管原紙の厚さ、巻き回数および紙管の水分を調整することで強度が優れたものになることは明らかであり、該調整が上記(1)で示した条件を満たすことで、前記紙管を用いた新聞巻取紙は、オフセット印刷の際に新聞用紙、特に中性新聞用紙にシワを発生させないことがわかる。
【図面の簡単な説明】
【0046】
【図1】紙管の口金トルク強度の測定方法を模式的に示したものである。
【図2】紙管の耐圧強度の測定方法を模式的に示したものである。
【図3】紙管の座屈強度の測定方法を模式的に示したものである。
【特許請求の範囲】
【請求項1】
紙管に新聞用紙を巻き取った新聞巻取紙であって、
前記紙管が厚さ0.3mm以上1.0mm以下の紙管原紙からなり、該紙管原紙およびライナーの巻き回数が20回以上のものであり、かつ、その水分が7%以上9%以下のものであり、前記新聞用紙が前記紙管に巻き取られていることを特徴とする新聞巻取紙。
【請求項2】
前記紙管の口金トルク強度が65kg・m以上、耐圧強度が125kg/5cm以上、座屈強度が4000kg以上であることを特徴とする請求項1記載の新聞巻取紙。
【請求項3】
前記新聞用紙が中性新聞用紙であることを特徴とする請求項1または2記載の新聞巻取紙。
【請求項1】
紙管に新聞用紙を巻き取った新聞巻取紙であって、
前記紙管が厚さ0.3mm以上1.0mm以下の紙管原紙からなり、該紙管原紙およびライナーの巻き回数が20回以上のものであり、かつ、その水分が7%以上9%以下のものであり、前記新聞用紙が前記紙管に巻き取られていることを特徴とする新聞巻取紙。
【請求項2】
前記紙管の口金トルク強度が65kg・m以上、耐圧強度が125kg/5cm以上、座屈強度が4000kg以上であることを特徴とする請求項1記載の新聞巻取紙。
【請求項3】
前記新聞用紙が中性新聞用紙であることを特徴とする請求項1または2記載の新聞巻取紙。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2009−242035(P2009−242035A)
【公開日】平成21年10月22日(2009.10.22)
【国際特許分類】
【出願番号】特願2008−89012(P2008−89012)
【出願日】平成20年3月31日(2008.3.31)
【出願人】(000183484)日本製紙株式会社 (981)
【Fターム(参考)】
【公開日】平成21年10月22日(2009.10.22)
【国際特許分類】
【出願日】平成20年3月31日(2008.3.31)
【出願人】(000183484)日本製紙株式会社 (981)
【Fターム(参考)】
[ Back to top ]