
新聞用巻取紙及び剥離強度評価方法
【課題】古紙パルプを主原料とした新聞用巻取紙であるにもかかわらず、表面の剥離強度が強く、スチールベルトを有する輪転機での印刷時における粘着物に起因する表面の剥離(ピッチ破れ)等の発生を低減できる新聞用巻取紙を提供することを目的とする。
【解決手段】本発明は、古紙パルプを主原料とする新聞用巻取紙であって、粘着テープへの付着物の付着面積から算出する外面の剥離指数が290,000mm2/m2以下であることを特徴とする新聞用巻取紙である。この新聞用巻取紙は、填料として少なくともカチオン性コロイダルシリカとホワイトカーボンとを含有し、灰分率が5質量%以上10質量%以下であるとよい。
【解決手段】本発明は、古紙パルプを主原料とする新聞用巻取紙であって、粘着テープへの付着物の付着面積から算出する外面の剥離指数が290,000mm2/m2以下であることを特徴とする新聞用巻取紙である。この新聞用巻取紙は、填料として少なくともカチオン性コロイダルシリカとホワイトカーボンとを含有し、灰分率が5質量%以上10質量%以下であるとよい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、新聞用巻取紙、及び新聞用巻取紙の剥離強度評価方法に関する。
【背景技術】
【0002】
新聞用紙への印刷には、一般的にオフセット輪転機が使用される。このオフセット輪転機においては、給紙部にセットされた新聞用巻取紙が新聞用紙として印刷部に供給され、印刷部にて印刷された新聞用紙が、レールフレーム部を経由して折り部に供給され、折り部において読者に配達される状態に折り加工される。
【0003】
ここで、印刷部において新聞用紙に加わるテンションが一定でなければ安定した印刷を行うことができないので、給紙部には給紙テンションを調整するためのブレーキ装置が設けられている。このブレーキ装置としては、軸端ブレーキ方式やスチールベルト方式等がある。しかしながら、古紙パルプを主原料に含む新聞用紙に対して、スチールベルト方式を備える輪転機で印刷すると、新聞用紙に含まれる古紙パルプ由来の粘着物質がスチールベルトに付着し、付着した部分のパルプ繊維が剥離する現象(ピッチ破れ)が生じることがあり、場合によっては、断紙が発生することもある。
【0004】
そこで、ピッチ破れが生じにくい新聞用巻取紙の開発とともに、このピッチ破れの発生を事前に防止するための新聞用巻取紙の剥離強度の有効な評価方法の開発が求められている。なぜなら、既存の紙等の表面剥離強度の試験方法に基づく結果は、ピッチ破れとの相関性が低いものであるからである。新たな評価方法としては、例えば、新聞用紙の粘着物面積率を測定する方法(特開2006−184118号公報参照)が提案されている。しかし、実際に、この方法によって新聞用巻取紙を測定しても、得られる数値と輪転機でのピッチ破れの発生との相関が十分とはいえない。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−184118号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明はこれらの事情を鑑みてなされたものであり、古紙パルプを主原料とした新聞用巻取紙であるにもかかわらず、表面の剥離強度が強く、スチールベルトを有する輪転機での印刷時における粘着物に起因する表面の剥離(ピッチ破れ)等の発生を低減できる新聞用巻取紙を提供することを目的とする。また、スチールベルトを有する輪転機での新聞用紙の印刷時におけるピッチ破れの発生との相関性の高い、新たな新聞用巻取紙の剥離強度評価方法を提供することも目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、スチールベルトを有する輪転機でのピッチ破れと高い相関関係を有する剥離指数を得られる剥離強度評価方法を見出し、本発明の完成に至った。
【0008】
すなわち、上記課題を解決するためになされた発明は、
古紙パルプを主原料とする新聞用巻取紙であって、
下記剥離強度評価方法Aによる外面の剥離指数が290,000mm2/m2以下であることを特徴とする新聞用巻取紙である。
(剥離強度評価方法A)
新聞用巻取紙に流れ方向に沿って、粘着力が4N/10mmの粘着テープを貼付け、上記粘着テープが貼り付けられた新聞用巻取紙を0.047MPaの圧力で11秒間プレスし、上記粘着テープを100mm/秒の速度で新聞用巻取紙の巻き尻方向から垂直に剥離し、上記剥離した粘着テープへの付着物の付着面積を測定し、粘着テープの被プレス面積当たりの上記付着面積を剥離指数(mm2/m2)として算出する。
【0009】
当該新聞用巻取紙によれば、上記特定方法で求めた剥離指数を一定数値以下としているため、古紙パルプを主原料としているにもかかわらず、スチールベルトを有する輪転機での印刷時の表面の剥離等の発生が抑制される。従って、当該新聞用巻取紙によれば、スチールベルトを有する輪転機を用いた際の印刷適性に優れるとともに、印刷作業性を向上させることができる。
【0010】
当該新聞用巻取紙は、填料として少なくともカチオン性コロイダルシリカとホワイトカーボンとを含有し、灰分率が5質量%以上10質量%以下であるとよい。填料として、カチオン性コロイダルシリカを含有することで、古紙パルプから持ち込まれる粘着物にこのカチオン性コロイダルシリカが付着するため、粘着物の粘着性を下げることができる。さらに、ホワイトカーボンを含有し、灰分率を上記範囲とすることで、当該新聞用巻取紙の剥離指数を上記範囲に制御しやすくなり、印刷時におけるパルプ繊維の剥離等の発生をより抑制することができる。
【0011】
当該新聞用巻取紙において、水溶性高分子が両面に塗布されており、この水溶性高分子の片面当たりの塗工量としては0.2g/m2以上1.0g/m2以下であるとよい。このように水溶性高分子が塗布されていることによって、表面側に存在する粘着物を被覆することで粘着性をより下げることができるため、印刷時の剥離等の発生をより低減させることができる。
【0012】
上記課題を解決するためになされた試験方法は、
新聞用巻取紙の剥離強度評価方法であって、
新聞用巻取紙に流れ方向に沿って粘着テープを貼付ける貼付工程、
上記粘着テープが貼り付けられた新聞用巻取紙を一定圧力で一定時間プレスするプレス工程、
上記粘着テープを一定速度で新聞用巻取紙の巻き尻方向から垂直に剥離する剥離工程、及び
上記剥離した粘着テープへの付着物の付着面積を測定し、粘着テープの被プレス面積当たりの上記付着面積を剥離指数として算出する測定工程
を有し、
上記剥離指数にて新聞用巻取紙の剥離強度を評価することを特徴とする。
【0013】
当該剥離強度評価方法によれば、上述のように新聞用巻取紙に対して得られる剥離指数と、スチールベルトを有する輪転機でのピッチ破れとの相関が高いため、新聞用巻取紙のスチールベルトを有する輪転機に対する耐剥離性を適切に評価することができる。従って当該剥離強度評価方法によれば、事前にピッチ破れし易い新聞用巻取紙を除くことができるため、スチールベルトを有する輪転機を用いる印刷における印刷効率を向上させることができる。
【発明の効果】
【0014】
以上説明したように、本発明の新聞用巻取紙によれば、古紙パルプを主原料としているにもかかわらず、表面の剥離強度が強く、スチールベルトを有する輪転機での印刷時における粘着物に起因する表面の剥離(ピッチ破れ)等の発生を低減できる。また、本発明の新聞用巻取紙の剥離強度評価方法によれば、スチールベルトを有する輪転機での新聞用紙の印刷時における、粘着物に起因する剥離の発生との相関性の高い剥離指数を求めることができるので、このような印刷の際の印刷作業性を高めることができる。
【図面の簡単な説明】
【0015】
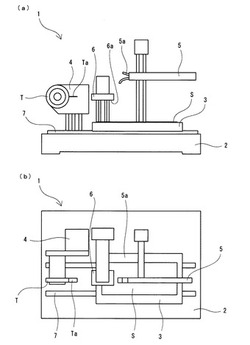
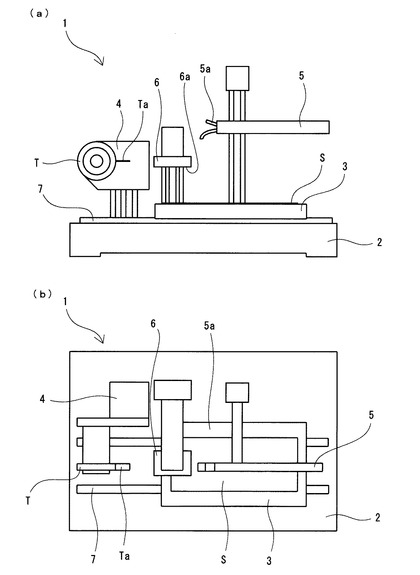
【図1】(a)は、本発明の剥離強度評価方法の一実施形態に用いられる剥離強度評価装置を示す模式的側面図であり、(b)はこの模式的平面図である。
【発明を実施するための形態】
【0016】
以下、本発明の実施の形態について、適宜図面を参照しつつ詳説する。
【0017】
本発明の新聞用巻取紙は、古紙パルプを主原料とし、下記剥離強度評価方法Aによる外面の剥離指数が290,000mm2/m2以下であることを特徴とするものである。この剥離指数は、200,000mm2/m2以下がさらに好ましく、100,000mm2/m2以下が特に好ましい。なお、外面とは、ロール状に巻かれた状態における新聞用巻取紙の外側の面のことをいう。以下に、まず、剥離強度評価方法Aについて詳説する。
【0018】
(剥離強度評価方法A)
剥離強度評価方法Aとは、新聞用巻取紙に流れ方向に沿って、粘着力が4N/10mmの粘着テープを貼付け、上記粘着テープが貼り付けられた新聞用巻取紙を0.047MPaの圧力で11秒間プレスし、上記粘着テープを100mm/秒の速度で新聞用巻取紙の巻き尻方向から垂直に剥離し、上記剥離した粘着テープへの付着物の付着面積を測定し、粘着テープの被プレス面積当たりの上記付着面積を剥離指数(mm2/m2)として算出する方法である。つまり、この剥離強度評価方法Aは、
(1)新聞用巻取紙に流れ方向に沿って、粘着力が4N/10mmの粘着テープを貼付ける貼付工程、
(2)上記粘着テープが貼り付けられた新聞用巻取紙を0.047MPaの圧力で11秒間プレスするプレス工程、
(3)上記粘着テープを100mm/秒の速度で新聞用巻取紙の巻き尻方向から垂直に剥離する剥離工程、及び
(4)上記剥離した粘着テープへの付着物の付着面積を測定し、粘着テープの被プレス面積当たりの上記付着面積を剥離指数(mm2/m2)として算出する測定工程
を有し、
上記剥離指数にて新聞用巻取紙の剥離強度を評価する方法である。以下、各工程について説明する。
【0019】
(1)貼付工程においては、新聞用巻取紙に流れ方向に沿って、粘着力が4N/10mmの粘着テープを貼付ける。なお、上記流れ方向は、抄紙方向及び巻取り方向と同じ方向である。
【0020】
この貼付工程においては、新聞用巻取紙を平滑な板等に静置した状態で、この上に粘着テープを貼り付ける。この平滑な板としては、アルミニウムなどの金属製、プラスチック製、木製等特に限定されない。
【0021】
この粘着テープのサイズとしては、例えば幅15mmのものを用いることができ、長さとしては、特に限定されず例えば10〜30cmであればよく、作業性から20cmにて用いることが好ましい。この粘着テープの粘着力は、JIS−Z0237に準拠して、ステンレス板に対して常温で測定した値である。また、この粘着力は、±10%の範囲であればよく、すなわち、3.6N/10mm以上4.4N/10mm以下であればよい。
【0022】
(2)プレス工程においては、上記粘着テープが貼り付けられた新聞用巻取紙を、粘着テープとともに0.047MPaの圧力で11秒間プレスする。このプレスは、粘着テープを均等に押さえつける必要があるため、例えば、シリコンゴム(ショアA硬度50°)製の平板などを用いることができる。なお、この圧力及びプレス時間も±10%の範囲で上下していても許容される。
【0023】
(3)剥離工程においては、上記粘着テープを100mm/秒の速度で新聞用巻取紙の巻き尻方向から垂直に剥離する。この垂直に剥離するとは、粘着テープが新聞用巻取紙から剥離される部分において、常に粘着テープの引き上げ方向が新聞用巻取紙の法線方向となっている関係を意味する。また、同様に剥離速度においても±10%の範囲で上下していても許容される。なお、この剥離速度において、加速のため最初の1秒以内であれば、100mm/秒に達しない速度の時間帯があってもよい。
【0024】
(4)測定工程においては、上記剥離した粘着テープへの付着物の付着面積を測定し、粘着テープの被プレス面積当たりの上記付着面積を剥離指数(mm2/m2)として算出する。この付着面積の測定手段としては特に限定されず、例えば、画像処理装置によって行う方法や、粘着テープの質量差から導く方法(剥離後と貼付前との質量差から導き出される付着物の質量から付着面積を算出する方法)等を挙げることができる。以下に、画像処理装置によって付着面積を測定する手段を説明する。
【0025】
まず、剥離した粘着テープを黒色の台紙に貼り付けて、これをスキャナーで読み取る。カラー画像をモノクロの255階調に変換し、閾値を160に設定し二値化処理を行う(160以上の明るさを白、160未満を黒と判定する)。白と判定した部分(繊維等が付着している部分)の面積が付着面積となる。なお、上記以外の画像処理方法としては、例えば未使用の粘着テープを基準とした差分処理を用いる方法等も採用することができる。
【0026】
ここで、この剥離強度評価方法は、上述の剥離強度評価方法Aとしての各条件(用いる粘着テープの粘着力、プレス工程における圧力及び時間、及び剥離工程における剥離速度)に限定されず、これらの各条件を適宜変更することにより、各条件(スチールベルトの種類等の印刷環境)等に対応した新聞用巻取紙の剥離強度評価を行うことができる。すなわち、
新聞用巻取紙に流れ方向に沿って粘着テープを貼付ける貼付工程、
上記粘着テープが貼り付けられた新聞用巻取紙を一定圧力で一定時間プレスするプレス工程、
上記粘着テープを一定速度で新聞用巻取紙の巻き尻方向から垂直に剥離する剥離工程、及び
上記剥離した粘着テープへの付着物の付着面積を測定し、粘着テープの被プレス面積当たりの上記付着面積を剥離指数として算出する測定工程
を有し、
上記剥離指数にて新聞用巻取紙の剥離強度を評価する当該剥離強度評価方法によれば、新聞用巻取紙に対して得られる剥離指数と、スチールベルトを有する輪転機でのピッチ破れとの相関が高いため、新聞用巻取紙のスチールベルトを有する輪転機に対する耐剥離性を適切に評価することができる。従って当該剥離強度評価方法によれば、事前にピッチ破れし易い新聞用巻取紙を除くことができるため、スチールベルトを有する輪転機を用いる印刷における印刷効率を向上させることができる。
【0027】
なお、この剥離強度評価方法は、例えば、図1(a)及び(b)で示される剥離強度評価装置1によって実施することができる。図1の剥離強度評価装置1は、固定台2と、この固定台2の上に配置される試験台3、テープ保持部4、テープ引出部5及びプレス部6とを主に備えている。
【0028】
試験台3は、一方向(図1における左右方向)に設けられたレール7に沿って、一定長さ(30cm程度)図示しないモータによりスライド可能に設けられている。また、試験台3の表面はアルミニウム製である。試験台3は、この表面に被試験物である新聞用巻取紙のサンプルSを固定することができる。
【0029】
テープ保持部4は、試験台3のスライド方向一端側(図1における左側)に、上下方向に移動可能に設けられている。このテープ保持部4は市販の粘着テープTが回転及び引出可能に保持している。
【0030】
テープ引出部5は、試験台3のスライド方向他端側(図1における右側)に、上下方向及び試験台3のスライド方向(左右方向)に移動可能に設けられている。テープ引出部5の先端部分5aは、一対の平板からなるハサミ構造を備えている。一対の平板のうち、下側の平板は、先端が下側方向に湾曲している。この先端部分5aによって、粘着テープTの先端を挟持し、引き出すことができる。
【0031】
プレス部6は、テープ保持部4及びテープ保持部5の間に、上下方向に移動可能に設けられている。プレス部6におけるプレス面6aは、略矩形状を有しており、図1における左右方向の長さは15cm、奥行き方向の長さは2cmである。また、このプレス面6aはショアa硬度50度のシリコンゴム製である。
【0032】
この剥離強度評価装置1を用いた、上記剥離強度評価方法は以下の通り行うことができる。新聞用巻取紙のサンプルS(405mm×275mm)を試験台3上に固定する。この際、流れ方向が図1における左右方向となり、巻き尻が右側となるように固定する。次に、サンプルSがプレス面6aの下に位置するように、試験台3をレール7に沿って、図1においては左方向に移動させる。続いて、テープ保持部4及びテープ引出部5を降下させる。次に、テープ引出部5をテープ保持部4方向(図1における左側方向)に移動させて、先端部分5aに粘着テープTの先端Taを保持させる。テープ引出部5の先端部分5aが粘着テープの先端Taを保持した状態で、テープ引出部5をテープ保持部4と離れる方向(図1における右側方向)に移動させることで、粘着テープTを25cm程度引き出す。続いて、プレス部6を下降させることで、粘着テープTを新聞用巻取紙のサンプルSに貼り付けることができる(貼付工程)。このプレス部6によるプレスは、0.047MPaの圧力で11秒間行われる(プレス工程)。この間に、引き出された粘着テープTのテープ保持部4側の端を、カッター等により切断する。プレス工程後、テープ引出部5が粘着テープTを保持したまま上昇することで、粘着テープTをサンプルSから剥離する(剥離工程)。この際の引き上げ速度、すなわち、剥離速度は100mm/秒となっている。この引き上げの際に、粘着テープTをサンプルSから垂直に剥離するように、テープ引出部5の上昇とともに、試験台3は右方向に移動する。このように剥離された粘着テープTは、上述の測定工程において、付着面積が測定される。
【0033】
なお、この剥離強度評価装置1における上記プレス圧力及び剥離速度は適宜調整することができる。
【0034】
(新聞用巻取紙)
本発明の新聞用巻取紙は、上述のとおり、古紙パルプを主原料とし、上記剥離強度評価方法Aによる外面の剥離指数が290,000mm2/m2以下であるものである。この剥離指数は、200,000mm2/m2以下がさらに好ましく、100,000mm2/m2以下が特に好ましい。当該新聞用巻取紙によれば、上記特定方法で求めた剥離指数を一定数値以下としているため、古紙パルプを主原料としているにもかかわらず、外面の古紙パルプ由来の粘着物の粘着性が低く、また、外面のパルプ繊維が強く固着されているため、スチールベルトに外面のパルプ繊維が剥ぎ取られにくい。その結果、当該新聞用巻取紙を用いることで、スチールベルトを有する輪転機での印刷時の表面の剥離等の発生が抑制される。従って、当該新聞用巻取紙によれば、スチールベルトを有する輪転機を用いた際の印刷適性に優れるとともに、印刷作業性を向上させることができる。
【0035】
次に、当該新聞用巻取紙を構成する必須及び好適な具体的成分(原料パルプ、填料、表面塗工成分等)及びこの新聞用巻取紙の製造方法について説明する。
【0036】
当該新聞用巻取紙に用いられる原料パルプは、主として古紙パルプが配合されているものであり、他のパルプ(バージンパルプ)が配合されてもよい。上記古紙パルプは、いずれの原料由来でも良く、例えば、茶古紙、クラフト封筒古紙、雑誌古紙、新聞古紙、チラシ古紙、オフィス古紙、段ボール古紙、上白古紙、ケント古紙、模造古紙、地券古紙等から製造される離解古紙パルプ、離解・脱墨古紙パルプ(DIP)又は離解・脱墨・漂白古紙パルプ等が挙げられる。また、上記バージンパルプはいずれの原料由来でも良く、例えば、広葉樹晒クラフトパルプ(LBKP)、針葉樹晒クラフトパルプ(NBKP)、広葉樹未晒クラフトパルプ(LUKP)、針葉樹未晒クラフトパルプ(NUKP)、広葉樹半晒クラフトパルプ(LSBKP)、針葉樹半晒クラフトパルプ(NSBKP)、広葉樹亜硫酸パルプ又は針葉樹亜硫酸パルプなどの化学パルプ;ストーングランドパルプ(SGP)、加圧ストーングランドパルプ(TGP)、ケミグランドパルプ(CGP)、砕木パルプ(GP)又はサーモメカニカルパルプ(TMP)などの機械パルプ;ケナフ、麻、葦又は竹等の非木材繊維を原料として化学的もしくは機械的に製造されたパルプ等が挙げられる。
【0037】
これらのパルプのなかでも、古紙パルプ及びバージンパルプの併用が好ましく、DIPとTMPの併用がより好ましい。DIPとTMPとの配合比としては、75:25以上85:15以下が好ましく、78:22以上82:18以下がさらに好ましい。このような配合比とすることで、インレットフリーネスを高い水準で保つことができる。
【0038】
当該新聞用巻取紙に配合(内添)される填料としては、公知のものを用いることができるが、少なくともカチオン性コロイダルシリカとホワイトカーボンとを含有するとよい。填料として、カチオン性コロイダルシリカを含有することで、古紙パルプから持ち込まれる粘着物にこのカチオン性コロイダルシリカが付着するため、粘着物の粘着性を下げることができる。特にカチオン性コロイダルシリカはカチオン性を有するため、古紙パルプ中のアニオン性の粘着性物質に効率的に付着することができる。さらに、ホワイトカーボンを含有することで、当該新聞用巻取紙の剥離指数を上記範囲に制御しやすくなり、印刷時におけるパルプ繊維の剥離等の発生をより抑制することができる。
【0039】
カチオン性コロイダルシリカの添加量の下限としては原料パルプ固形分に対して、固形分で0.1質量%が好ましく、0.5質量%が特に好ましい。また、カチオン性コロイダルシリカの添加量の上限としては、1.5質量%が好ましく、1.0質量%が特に好ましい。カチオン性コロイダルシリカの添加量が上記下限より小さいと、古紙パルプから持ち込まれる粘着物の粘着性を下げる効果が十分に得られないおそれがある。逆にカチオン性コロイダルシリカの添加量が上記上限を超えると、粘着物の粘着性を下げる効果は増大するものの、粘着物以外のアニオン性物質の歩留まりが高くなり白色度の低下や操業性が低下するおそれがあるとともに、コストアップとなる。
【0040】
なお、上記カチオン性コロイダルシリカは、各種パルプが配合された配合原料パルプスラリーに添加してもよいが、より効果的に古紙パルプ由来の粘着物の粘着性を低下させるためには、各種パルプを配合する前の古紙パルプスラリーに添加することが好ましい。
【0041】
また、その他の填料として、必要に応じてクレー、タルク、炭酸カルシウム、酸化チタン等を併用してもよい。
【0042】
なお、当該新聞用巻取紙の灰分としては、5質量%以上10質量%以下が好ましく、6質量%以上8質量%以下がさらに好ましい。この灰分の調整は、上述の填料の添加量等によって調整することができる。ここで、灰分とは、JIS−P8251「紙、板紙及びパルプ−灰分試験方法−525℃燃焼法」に準拠して測定した値である。灰分が上記下限未満の場合は、粘着物がカチオン性コロイダルシリカ等の填料に十分に付着していない可能性があるため、粘着物がスチールベルトにとられやすく、ピッチ破れが生じやすくなるおそれがある。逆に、灰分が上記上限を超える場合は、填料の量が増加することで、繊維間の強度が低下することで、印刷時のピッチ離れが生じやすくなるおそれがある。
【0043】
当該新聞用巻取紙においては、原料パルプスラリーに凝結剤を添加してもよい。凝結剤とは、パルプ繊維や填料表面の負電荷を中和し、ファンデルワールス力による自発的なソフトフロック生成を利用した歩留り剤の一種である。凝結剤を添加することにより、古紙パルプ由来の極めて微細な填料やパルプ繊維が凝結して小さなフロックを形成する。このような凝結剤としては、水溶性のポリマーであってポリマー分子内にカチオン基を含有し、パルプへの添加使用時にカチオン性を示すものであれば特に制限はなく、例えば、ポリアクリルアミド(PAM)、ポリビニルアミン(PVAm)、ポリジアリルジメチルアンモニウムクロライド(ポリダドマック、PDADMAC)、ポリアミン(PAm)又はポリエチレンイミン(PEI)等の有機高分子系凝結剤;硫酸バンド又はポリ塩化アルミニウム等の無機系凝結剤等が挙げられる。これらの中でも、PAM、PDADMAC、PAm及びPEIが好ましく、特に、PEIはカチオン密度が高く、アニオン性の微細成分を効率的に集める作用が高いため、凝集剤とあいまって填料や微細繊維の歩留りを向上できるため好ましい。これらは1種を単独で用いても良いし、2種以上を併用しても良い。
【0044】
上記原料パルプスラリーに含まれる凝結剤の添加量の上限としては、純分で固形分のパルプに対し1,000ppmが好ましく、800ppmがさらに好ましい。一方、上記添加量の下限としては、300ppmが好ましく、500ppmがさらに好ましい。原料スラリーに含まれる凝結剤の添加量が300ppm未満では、填料や微細繊維が充分に凝結せず、新聞用紙の抄紙に好適なフロックを形成する効果が得られないおそれがあり、一方、1,000ppmを超えると、他の抄紙薬品の効果を阻害するおそれがある。
【0045】
当該新聞用巻取紙においては、原料パルプスラリーに凝集剤を添加してもよい。凝集剤とは、歩留り剤の一種であり、凝集剤に含まれる高分子量ポリマーによって原料スラリー中の填料やパルプ繊維が互いに吸着・架橋されて大きなフロックを形成する。このような凝集剤としては、水溶性の高分子量ポリマーであって吸着・架橋作用を示すものであれば特に制限はなく、具体的には、ポリアクリルアミド(PAM)、ポリビニルアミン(PVAm)、ポリジアリルジメチルアンモニウムクロライド(ポリダドマック、PDADMAC)、ポリアミン(PAm)、ポリエチレンイミン(PEI)、ポリエチレンオキシド(PEO)等の有機高分子系凝集剤、カチオン化澱粉等があげられる。これらの中でも、PAM、PDADMAC、PAm及びPEIの少なくとも1種を用いることが好ましい。これらの中でも填料の歩留り効果が高いカチオン性凝集剤であるポリアクリルアミド(PAM)系凝集剤が特に好ましい。
【0046】
上記原料スラリーに含まれる凝集剤の添加量の上限としては、純分で固形分のパルプに対し300ppmが好ましく、250ppmがより好ましい。一方、上記添加量の下限としては140ppmが好ましく、170ppmがより好ましい。添加量が140ppm未満だと、所定の凝集効果が充分に発現されず、填料や微細繊維の歩留りが低下するとともに、繊維間強度が弱く、表面剥離強度が低くなるおそれがある。一方、300ppmを超えると、パルプスラリー中の粘着物質が凝集してパルプ繊維に取り込まれやすくなり、その結果、ピッチ破れの発生が生じやすくなるおそれがあるため好ましくない。
【0047】
また、当該新聞用巻取紙を製造するにおいては、原料パルプスラリーに、上記以外の各添加剤(内添サイズ剤、染料等)を適宜添加することができる。
【0048】
当該新聞用巻取紙の製造においては、上述の各添加剤等を配合した原料パルプスラリーを抄紙する。この抄紙は、公知の抄紙機を用いて行うことができる。
【0049】
本発明においては、当該新聞用巻取紙は、スチールベルトを装着した輪転機で印刷した場合にスチールベルトとの接触面において摩擦によって繊維が引き起こされて剥離し難いように、紙の厚さ方向に見た繊維が巻き取りの際の巻き始め方向から巻き尻に向かって埋没するように繊維を配列させることが好ましい。一般に新聞用巻取紙は、ワイヤーパートに噴出したパルプスラリーをプレスパート、ドライヤーパートを通して脱水、乾燥し、リールパートでスプールロールに巻き取り、ワインダーにて巻取紙に加工される。スプールロールで巻取った新聞用紙は、そのロール表側に見える面(外面)が紙の裏面(例えばギャップフォーマーではワイヤーパートでのボトムワイヤーに接する面)となっている。このスプールロールからワインダーにて巻取紙に仕上げた後も、外側から見える面(外面)が紙の裏面となっている。また、巻取紙は、スプールロールに巻取り、ワインダーで巻き戻して仕上げるため、巻取紙では紙のすき出し方向(ワイヤーパートからリールパートへの方向)と逆の方向に巻き取られており、さらに、輪転機で印刷される場合には、紙のすき出し方向に巻き解かれることになる。
【0050】
新聞用巻取紙の厚さ方向の繊維配向の調整は、新聞用紙の製造工程において、抄紙機のワイヤーパートでのヘッドボックスから噴出するパルプスラリーの噴出速度(ジェットスピード)と抄紙機のワイヤー速度(W)の比(J/W比)、ジェットの着地点の程度を変更することにより調整が可能である。本発明では、ワイヤーパートからリールパートに向かって繊維を紙の厚さ方向に埋没させることが好ましい。従って、ワイヤー速度よりも原料噴出速度(ジェットスピード)を速くし押し地合とすることが好ましく、ワイヤーパートにおけるJ/W比としては、1.020以上1.050以下が好ましく、1.030以上1.045以下が特に好ましい。J/W比が上記下限より小さいと、押し地合の程度が低いか、引き地合となり、紙の厚さ方向に見た繊維が巻き取りの巻き尻から巻き始め方向に埋没するか、巻き始め方向から巻き尻に向かって埋没する程度が低いため、スチールベルトを装着した輪転機で新聞巻取紙として印刷した場合にスチールベルトとの接触面において摩擦によって繊維が引き起こされて剥離し破れるトラブルが生じるおそれがある。また、J/W比が1.050より高いと、ワイヤーパートでの脱水が悪化して抄紙速度が低下するおそれがある。尚、巻き替え等により、巻取紙の巻き始めから巻き尻方向を紙のすき出し方向(ワイヤーパートからリールパートへの方向)と同じ方向になるように仕上げるときは、繊維が引き地合となるように原料噴出速度(ジェットスピード)とワイヤー速度の比(J/W比)、ジェットの着地点の程度を調整する。パルプスラリーへのカチオン性コロイダルシリカの添加による粘着物の粘着性の低下に加え、このようなJ/W比によって抄紙することで、繊維の配向性を低減させ、スチールベルトに対する剥がれをより低減させることができる。
【0051】
ワイヤーパートを経た後、プレスパートにおいて脱水され、次いで、ドライヤーパートにおいて乾燥される。その後、両面に塗工液を塗布し、乾燥し、次いでカレンダーパートにて表面の平滑性、紙厚等の調整が行われ、処理されたシートはリールパートにてロール状に巻き取られて新聞用巻取紙となる。
【0052】
上記塗布においては、水溶性高分子を両面に塗布することが好ましい。水溶性高分子を両面に塗布することで、表面強度がさらに向上し、カチオン性コロイダルシリカの添加による古紙パルプ中の粘着物の粘着性の低下と相まって、スチールベルトに対する剥がれにくさをさらに高めることができる。また、塗布に際しては、水溶性高分子に加えて、表面サイズ剤も塗布してもよい。
【0053】
この水溶性高分子としては、特に限定されず公知のものを用いることができるが、例えば澱粉、ポリビニルアルコール等があげられ、これらは単独で又は同時に用いることができ、特に澱粉を主成分として用いることが好ましい。
【0054】
上記澱粉の種類には特に限定がないが、本発明においては、例えばエステル化澱粉や酸化澱粉を好適に用いることができ、特に酸化澱粉が好ましい。酸化澱粉としては、従来使用されている化工澱粉が好適に例示され、例えば次亜塩素酸ナトリウム等による酸化反応によって、低分子量化と、分子中へのカルボキシル基、アルデヒド基、カルボニル基等の導入とを行ったものがあげられる。
【0055】
この水溶性高分子の片面当たりの塗工量としては、0.2g/m2以上1.0g/m2以下が好ましく、0.4g/m2以上0.8g/m2以下がさらに好ましい。塗工量が上記下限未満の場合は、十分な被覆性が得られず、剥離強度が得られないおそれがある。逆に、塗工量が上記上限を超えると、表面の剥離強度は高まるものの、繊維が剥がれた場合の剥がれ面積が大きくなって、断紙が生じ易くなるため好ましくない。
【実施例】
【0056】
以下、実施例によって本発明をさらに具体的に説明するが、本発明は以下の実施例に限定されるものではない。
【0057】
[実施例1]
原料パルプとして、DIP80質量%及びTMP20質量%で配合したものを用いた。この原料パルプのスラリーには、固形分パルプに対し、填料としてカチオン性コロイダルシリカ(日産化学工業社製「スノーテックAK」)を固形分で1質量%添加し、硫酸バンドでpHを6〜7になるように調整後、カチオン性有機高分子系凝結剤(ハイモ(株)製ハイマックスSC924)を固形分で0.5Kg/パルプトン添加した。このパルプに、パルプ固形分に対してアルキルケテンダイマーサイズ剤(品名:AD−1624、日本PMC(株)製)を固形分で0.3kg/パルプトン添加した後、ホワイトカーボン(エリエールペーパーケミカル(株)製)を添加した。次いで、絶乾パルプに対し固形分で200ppmの凝集剤(ハイモ(株)製ハイモロックND270)を添加した。なお、ホワイトカーボンの添加量は、得られる新聞用巻取紙の灰分が7.5質量%となる量とした。
【0058】
この原料パルプスラリーを用い、抄紙機にて、ワイヤーパート、プレスパート、ドライヤーパート、両面の塗工・乾燥、及びカレンダーパートを経て、リールパートにてロール状に巻き取り、ワインダーで仕上げ、実施例1の新聞用巻取紙(55連巻き、A巻)を得た。
【0059】
なお、両面の塗工においては、水溶性高分子としての酸化澱粉(日本食品加工社製MS3800)及び表面サイズ剤としてのスチレン系ポリマー(星光PMC社製「SS2712)を塗布した。水溶性高分子の片面当たりの塗工量としては、乾燥質量で0.7g/m2とした。また、原料噴出速度(ジェットスピード)とワイヤー速度の比(J/W比)を1.035で抄造した。
【0060】
[実施例2〜11及び比較例1]
填料の種類・添加量、水溶性高分子の塗工量及び灰分(ホワイトカーボンの添加量で調整)を表1の通りとしたこと以外は、実施例1と同様にして、実施例2〜11及び比較例1の新聞用巻取紙を得た。但し、実施例7は、原料噴出速度(ジェットスピード)とワイヤー速度の比(J/W比)を1.010で抄造した。また、実施例11では、カチオン性コロイダルシリカにかえてピッチコントロールタルク(ミクロコントロール 日本ミストロン(株)製)を添加した。
【0061】
[品質評価]
実施例1〜11及び比較例1で得られた各新聞用巻取紙について、以下の各品質評価を行った。評価結果は、下記表1に示す。
【0062】
(1)坪量
JIS−P8124に記載の「坪量測定方法」に準拠して測定した。
【0063】
(2)灰分
JIS−P8251に記載の「紙、板紙及びパルプ−灰分試験方法−525℃燃焼法」に準拠して測定した。
【0064】
(3)剥離指数
上述した剥離強度評価装置(三森社製)及び画像分析装置(ワイ イー エス社製)を用いて、上述の剥離強度評価方法Aによって測定した。なお、粘着テープとしては、ニチバン社製CT405AP(幅15mm、粘着力4.00N/10mm)を用いた。また、試験条件は、23℃、相対湿度50%であった。
【0065】
(4)剥離トラブル
スチールベルトを装着したオフセット輪転印刷機(ゴスグラッフィックシステムズジャパン製「メトロライナ」)を使用し、55連巻き(A巻)の新聞用紙にて印刷を行った。スチールベルトでの剥離トラブル発生の有無を調べ以下の評価基準に基づいて評価した。
(評価基準)
5:断紙・剥離トラブルが全く発生しなかった。
4:巻き取り50本で剥離トラブルが1回発生した。
3:巻き取り50本で剥離トラブルが2回発生した。
2:巻き取り50本で剥離トラブルが3回発生した。
1:巻き取り50本で剥離トラブルが4回以上発生した。
【0066】
(5)紙粉パイリング
「(4)剥離トラブル」の条件と同様に印刷を行い、ブランケット非画像部における紙粉発生・堆積の有無を目視にて観察し、以下の評価基準に基づいて評価した。
(評価基準)
5:紙粉の発生が全く認められない。
4:紙粉の発生がわずかに認められるがブランケット上での堆積は全く認められない。
3:紙粉の発生がやや認められ、ブランケット上での堆積も少し認められる。
2:紙粉の発生が認められ、ブランケット上に堆積している。
1:ブランケット上での紙粉の堆積が著しい。
【0067】
(6)インキ着肉性
オフセット印刷機(小森コーポレーション社製「小森SYSTEMC−20」)を使用し、新聞インキ(商品名:ニューズゼットナチュラリス(墨)、大日本インキ化学工業(株)製)にて、16万部/時の速度で連続して1万部の印刷を行った。得られた印刷物の画像の鮮明さ及び濃淡ムラを目視にて観察し、以下の評価基準に基づいて評価した。
(評価基準)
5:画像が鮮明で濃淡ムラが全くなく、インキ着肉性に優れる。
4:画像が鮮明で濃淡ムラが殆どなく、インキ着肉性が良好である。
3:画像が不鮮明な個所や、濃淡ムラがわずかに見られるが、インキ着肉性が普通である。
2:一部に、画像が不鮮明な箇所及び濃淡ムラがあり、インキ着肉性が良好でない。
1:全体的に、画像が不鮮明で濃淡ムラが著しく、インキ着肉性に劣る。
なお、前記評価基準のうち、3以上の場合を実使用可能と判断する。
【0068】
(7)ネッパリ性(ブランケット粘着性)
各新聞用巻取紙を幅約4cm×長さ約6cmの大きさに切断したサンプル2枚を用意し、水に10秒間浸漬した後、これらサンプル2枚を素早く密着させた。これをカレンダーに線圧100kg/cmで通紙し、24時間室温乾燥した後、手作業にてサンプル2枚の剥離(Tピール剥離試験模倣官能試験)を行い、剥離の度合いを以下の評価基準に基づいて評価した。
(評価基準)
◎:剥離するまでもなく、全く接着していなかった。
○:一部僅かに接着していたが、容易に剥離することができた。
△:接着しており、剥離し難い箇所があった。
×:全体的に接着しており、剥離時に接着面からの繊維の毛羽立ちが認められた。
なお、前記評価基準のうち、◎及び○の場合を実使用可能と判断する。
【0069】
【表1】

【0070】
表1の結果から示されるように、実施例1〜11の新聞用巻取紙は、剥離指数が低いため、粘着性が低く、スチールベルトを備える輪転機を用いても剥離トラブルが生じにくいことが示された。
【産業上の利用可能性】
【0071】
本発明の新聞用巻取紙は、スチールベルトを備える輪転機を用いる印刷の際に好適に使用することができる。
【符号の説明】
【0072】
1 剥離強度評価装置
2 固定台
3 試験台
4 テープ保持部
5 テープ引出部
6 プレス部
7 レール
T 粘着テープ
S 新聞用巻取紙のサンプル
【技術分野】
【0001】
本発明は、新聞用巻取紙、及び新聞用巻取紙の剥離強度評価方法に関する。
【背景技術】
【0002】
新聞用紙への印刷には、一般的にオフセット輪転機が使用される。このオフセット輪転機においては、給紙部にセットされた新聞用巻取紙が新聞用紙として印刷部に供給され、印刷部にて印刷された新聞用紙が、レールフレーム部を経由して折り部に供給され、折り部において読者に配達される状態に折り加工される。
【0003】
ここで、印刷部において新聞用紙に加わるテンションが一定でなければ安定した印刷を行うことができないので、給紙部には給紙テンションを調整するためのブレーキ装置が設けられている。このブレーキ装置としては、軸端ブレーキ方式やスチールベルト方式等がある。しかしながら、古紙パルプを主原料に含む新聞用紙に対して、スチールベルト方式を備える輪転機で印刷すると、新聞用紙に含まれる古紙パルプ由来の粘着物質がスチールベルトに付着し、付着した部分のパルプ繊維が剥離する現象(ピッチ破れ)が生じることがあり、場合によっては、断紙が発生することもある。
【0004】
そこで、ピッチ破れが生じにくい新聞用巻取紙の開発とともに、このピッチ破れの発生を事前に防止するための新聞用巻取紙の剥離強度の有効な評価方法の開発が求められている。なぜなら、既存の紙等の表面剥離強度の試験方法に基づく結果は、ピッチ破れとの相関性が低いものであるからである。新たな評価方法としては、例えば、新聞用紙の粘着物面積率を測定する方法(特開2006−184118号公報参照)が提案されている。しかし、実際に、この方法によって新聞用巻取紙を測定しても、得られる数値と輪転機でのピッチ破れの発生との相関が十分とはいえない。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−184118号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明はこれらの事情を鑑みてなされたものであり、古紙パルプを主原料とした新聞用巻取紙であるにもかかわらず、表面の剥離強度が強く、スチールベルトを有する輪転機での印刷時における粘着物に起因する表面の剥離(ピッチ破れ)等の発生を低減できる新聞用巻取紙を提供することを目的とする。また、スチールベルトを有する輪転機での新聞用紙の印刷時におけるピッチ破れの発生との相関性の高い、新たな新聞用巻取紙の剥離強度評価方法を提供することも目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、スチールベルトを有する輪転機でのピッチ破れと高い相関関係を有する剥離指数を得られる剥離強度評価方法を見出し、本発明の完成に至った。
【0008】
すなわち、上記課題を解決するためになされた発明は、
古紙パルプを主原料とする新聞用巻取紙であって、
下記剥離強度評価方法Aによる外面の剥離指数が290,000mm2/m2以下であることを特徴とする新聞用巻取紙である。
(剥離強度評価方法A)
新聞用巻取紙に流れ方向に沿って、粘着力が4N/10mmの粘着テープを貼付け、上記粘着テープが貼り付けられた新聞用巻取紙を0.047MPaの圧力で11秒間プレスし、上記粘着テープを100mm/秒の速度で新聞用巻取紙の巻き尻方向から垂直に剥離し、上記剥離した粘着テープへの付着物の付着面積を測定し、粘着テープの被プレス面積当たりの上記付着面積を剥離指数(mm2/m2)として算出する。
【0009】
当該新聞用巻取紙によれば、上記特定方法で求めた剥離指数を一定数値以下としているため、古紙パルプを主原料としているにもかかわらず、スチールベルトを有する輪転機での印刷時の表面の剥離等の発生が抑制される。従って、当該新聞用巻取紙によれば、スチールベルトを有する輪転機を用いた際の印刷適性に優れるとともに、印刷作業性を向上させることができる。
【0010】
当該新聞用巻取紙は、填料として少なくともカチオン性コロイダルシリカとホワイトカーボンとを含有し、灰分率が5質量%以上10質量%以下であるとよい。填料として、カチオン性コロイダルシリカを含有することで、古紙パルプから持ち込まれる粘着物にこのカチオン性コロイダルシリカが付着するため、粘着物の粘着性を下げることができる。さらに、ホワイトカーボンを含有し、灰分率を上記範囲とすることで、当該新聞用巻取紙の剥離指数を上記範囲に制御しやすくなり、印刷時におけるパルプ繊維の剥離等の発生をより抑制することができる。
【0011】
当該新聞用巻取紙において、水溶性高分子が両面に塗布されており、この水溶性高分子の片面当たりの塗工量としては0.2g/m2以上1.0g/m2以下であるとよい。このように水溶性高分子が塗布されていることによって、表面側に存在する粘着物を被覆することで粘着性をより下げることができるため、印刷時の剥離等の発生をより低減させることができる。
【0012】
上記課題を解決するためになされた試験方法は、
新聞用巻取紙の剥離強度評価方法であって、
新聞用巻取紙に流れ方向に沿って粘着テープを貼付ける貼付工程、
上記粘着テープが貼り付けられた新聞用巻取紙を一定圧力で一定時間プレスするプレス工程、
上記粘着テープを一定速度で新聞用巻取紙の巻き尻方向から垂直に剥離する剥離工程、及び
上記剥離した粘着テープへの付着物の付着面積を測定し、粘着テープの被プレス面積当たりの上記付着面積を剥離指数として算出する測定工程
を有し、
上記剥離指数にて新聞用巻取紙の剥離強度を評価することを特徴とする。
【0013】
当該剥離強度評価方法によれば、上述のように新聞用巻取紙に対して得られる剥離指数と、スチールベルトを有する輪転機でのピッチ破れとの相関が高いため、新聞用巻取紙のスチールベルトを有する輪転機に対する耐剥離性を適切に評価することができる。従って当該剥離強度評価方法によれば、事前にピッチ破れし易い新聞用巻取紙を除くことができるため、スチールベルトを有する輪転機を用いる印刷における印刷効率を向上させることができる。
【発明の効果】
【0014】
以上説明したように、本発明の新聞用巻取紙によれば、古紙パルプを主原料としているにもかかわらず、表面の剥離強度が強く、スチールベルトを有する輪転機での印刷時における粘着物に起因する表面の剥離(ピッチ破れ)等の発生を低減できる。また、本発明の新聞用巻取紙の剥離強度評価方法によれば、スチールベルトを有する輪転機での新聞用紙の印刷時における、粘着物に起因する剥離の発生との相関性の高い剥離指数を求めることができるので、このような印刷の際の印刷作業性を高めることができる。
【図面の簡単な説明】
【0015】
【図1】(a)は、本発明の剥離強度評価方法の一実施形態に用いられる剥離強度評価装置を示す模式的側面図であり、(b)はこの模式的平面図である。
【発明を実施するための形態】
【0016】
以下、本発明の実施の形態について、適宜図面を参照しつつ詳説する。
【0017】
本発明の新聞用巻取紙は、古紙パルプを主原料とし、下記剥離強度評価方法Aによる外面の剥離指数が290,000mm2/m2以下であることを特徴とするものである。この剥離指数は、200,000mm2/m2以下がさらに好ましく、100,000mm2/m2以下が特に好ましい。なお、外面とは、ロール状に巻かれた状態における新聞用巻取紙の外側の面のことをいう。以下に、まず、剥離強度評価方法Aについて詳説する。
【0018】
(剥離強度評価方法A)
剥離強度評価方法Aとは、新聞用巻取紙に流れ方向に沿って、粘着力が4N/10mmの粘着テープを貼付け、上記粘着テープが貼り付けられた新聞用巻取紙を0.047MPaの圧力で11秒間プレスし、上記粘着テープを100mm/秒の速度で新聞用巻取紙の巻き尻方向から垂直に剥離し、上記剥離した粘着テープへの付着物の付着面積を測定し、粘着テープの被プレス面積当たりの上記付着面積を剥離指数(mm2/m2)として算出する方法である。つまり、この剥離強度評価方法Aは、
(1)新聞用巻取紙に流れ方向に沿って、粘着力が4N/10mmの粘着テープを貼付ける貼付工程、
(2)上記粘着テープが貼り付けられた新聞用巻取紙を0.047MPaの圧力で11秒間プレスするプレス工程、
(3)上記粘着テープを100mm/秒の速度で新聞用巻取紙の巻き尻方向から垂直に剥離する剥離工程、及び
(4)上記剥離した粘着テープへの付着物の付着面積を測定し、粘着テープの被プレス面積当たりの上記付着面積を剥離指数(mm2/m2)として算出する測定工程
を有し、
上記剥離指数にて新聞用巻取紙の剥離強度を評価する方法である。以下、各工程について説明する。
【0019】
(1)貼付工程においては、新聞用巻取紙に流れ方向に沿って、粘着力が4N/10mmの粘着テープを貼付ける。なお、上記流れ方向は、抄紙方向及び巻取り方向と同じ方向である。
【0020】
この貼付工程においては、新聞用巻取紙を平滑な板等に静置した状態で、この上に粘着テープを貼り付ける。この平滑な板としては、アルミニウムなどの金属製、プラスチック製、木製等特に限定されない。
【0021】
この粘着テープのサイズとしては、例えば幅15mmのものを用いることができ、長さとしては、特に限定されず例えば10〜30cmであればよく、作業性から20cmにて用いることが好ましい。この粘着テープの粘着力は、JIS−Z0237に準拠して、ステンレス板に対して常温で測定した値である。また、この粘着力は、±10%の範囲であればよく、すなわち、3.6N/10mm以上4.4N/10mm以下であればよい。
【0022】
(2)プレス工程においては、上記粘着テープが貼り付けられた新聞用巻取紙を、粘着テープとともに0.047MPaの圧力で11秒間プレスする。このプレスは、粘着テープを均等に押さえつける必要があるため、例えば、シリコンゴム(ショアA硬度50°)製の平板などを用いることができる。なお、この圧力及びプレス時間も±10%の範囲で上下していても許容される。
【0023】
(3)剥離工程においては、上記粘着テープを100mm/秒の速度で新聞用巻取紙の巻き尻方向から垂直に剥離する。この垂直に剥離するとは、粘着テープが新聞用巻取紙から剥離される部分において、常に粘着テープの引き上げ方向が新聞用巻取紙の法線方向となっている関係を意味する。また、同様に剥離速度においても±10%の範囲で上下していても許容される。なお、この剥離速度において、加速のため最初の1秒以内であれば、100mm/秒に達しない速度の時間帯があってもよい。
【0024】
(4)測定工程においては、上記剥離した粘着テープへの付着物の付着面積を測定し、粘着テープの被プレス面積当たりの上記付着面積を剥離指数(mm2/m2)として算出する。この付着面積の測定手段としては特に限定されず、例えば、画像処理装置によって行う方法や、粘着テープの質量差から導く方法(剥離後と貼付前との質量差から導き出される付着物の質量から付着面積を算出する方法)等を挙げることができる。以下に、画像処理装置によって付着面積を測定する手段を説明する。
【0025】
まず、剥離した粘着テープを黒色の台紙に貼り付けて、これをスキャナーで読み取る。カラー画像をモノクロの255階調に変換し、閾値を160に設定し二値化処理を行う(160以上の明るさを白、160未満を黒と判定する)。白と判定した部分(繊維等が付着している部分)の面積が付着面積となる。なお、上記以外の画像処理方法としては、例えば未使用の粘着テープを基準とした差分処理を用いる方法等も採用することができる。
【0026】
ここで、この剥離強度評価方法は、上述の剥離強度評価方法Aとしての各条件(用いる粘着テープの粘着力、プレス工程における圧力及び時間、及び剥離工程における剥離速度)に限定されず、これらの各条件を適宜変更することにより、各条件(スチールベルトの種類等の印刷環境)等に対応した新聞用巻取紙の剥離強度評価を行うことができる。すなわち、
新聞用巻取紙に流れ方向に沿って粘着テープを貼付ける貼付工程、
上記粘着テープが貼り付けられた新聞用巻取紙を一定圧力で一定時間プレスするプレス工程、
上記粘着テープを一定速度で新聞用巻取紙の巻き尻方向から垂直に剥離する剥離工程、及び
上記剥離した粘着テープへの付着物の付着面積を測定し、粘着テープの被プレス面積当たりの上記付着面積を剥離指数として算出する測定工程
を有し、
上記剥離指数にて新聞用巻取紙の剥離強度を評価する当該剥離強度評価方法によれば、新聞用巻取紙に対して得られる剥離指数と、スチールベルトを有する輪転機でのピッチ破れとの相関が高いため、新聞用巻取紙のスチールベルトを有する輪転機に対する耐剥離性を適切に評価することができる。従って当該剥離強度評価方法によれば、事前にピッチ破れし易い新聞用巻取紙を除くことができるため、スチールベルトを有する輪転機を用いる印刷における印刷効率を向上させることができる。
【0027】
なお、この剥離強度評価方法は、例えば、図1(a)及び(b)で示される剥離強度評価装置1によって実施することができる。図1の剥離強度評価装置1は、固定台2と、この固定台2の上に配置される試験台3、テープ保持部4、テープ引出部5及びプレス部6とを主に備えている。
【0028】
試験台3は、一方向(図1における左右方向)に設けられたレール7に沿って、一定長さ(30cm程度)図示しないモータによりスライド可能に設けられている。また、試験台3の表面はアルミニウム製である。試験台3は、この表面に被試験物である新聞用巻取紙のサンプルSを固定することができる。
【0029】
テープ保持部4は、試験台3のスライド方向一端側(図1における左側)に、上下方向に移動可能に設けられている。このテープ保持部4は市販の粘着テープTが回転及び引出可能に保持している。
【0030】
テープ引出部5は、試験台3のスライド方向他端側(図1における右側)に、上下方向及び試験台3のスライド方向(左右方向)に移動可能に設けられている。テープ引出部5の先端部分5aは、一対の平板からなるハサミ構造を備えている。一対の平板のうち、下側の平板は、先端が下側方向に湾曲している。この先端部分5aによって、粘着テープTの先端を挟持し、引き出すことができる。
【0031】
プレス部6は、テープ保持部4及びテープ保持部5の間に、上下方向に移動可能に設けられている。プレス部6におけるプレス面6aは、略矩形状を有しており、図1における左右方向の長さは15cm、奥行き方向の長さは2cmである。また、このプレス面6aはショアa硬度50度のシリコンゴム製である。
【0032】
この剥離強度評価装置1を用いた、上記剥離強度評価方法は以下の通り行うことができる。新聞用巻取紙のサンプルS(405mm×275mm)を試験台3上に固定する。この際、流れ方向が図1における左右方向となり、巻き尻が右側となるように固定する。次に、サンプルSがプレス面6aの下に位置するように、試験台3をレール7に沿って、図1においては左方向に移動させる。続いて、テープ保持部4及びテープ引出部5を降下させる。次に、テープ引出部5をテープ保持部4方向(図1における左側方向)に移動させて、先端部分5aに粘着テープTの先端Taを保持させる。テープ引出部5の先端部分5aが粘着テープの先端Taを保持した状態で、テープ引出部5をテープ保持部4と離れる方向(図1における右側方向)に移動させることで、粘着テープTを25cm程度引き出す。続いて、プレス部6を下降させることで、粘着テープTを新聞用巻取紙のサンプルSに貼り付けることができる(貼付工程)。このプレス部6によるプレスは、0.047MPaの圧力で11秒間行われる(プレス工程)。この間に、引き出された粘着テープTのテープ保持部4側の端を、カッター等により切断する。プレス工程後、テープ引出部5が粘着テープTを保持したまま上昇することで、粘着テープTをサンプルSから剥離する(剥離工程)。この際の引き上げ速度、すなわち、剥離速度は100mm/秒となっている。この引き上げの際に、粘着テープTをサンプルSから垂直に剥離するように、テープ引出部5の上昇とともに、試験台3は右方向に移動する。このように剥離された粘着テープTは、上述の測定工程において、付着面積が測定される。
【0033】
なお、この剥離強度評価装置1における上記プレス圧力及び剥離速度は適宜調整することができる。
【0034】
(新聞用巻取紙)
本発明の新聞用巻取紙は、上述のとおり、古紙パルプを主原料とし、上記剥離強度評価方法Aによる外面の剥離指数が290,000mm2/m2以下であるものである。この剥離指数は、200,000mm2/m2以下がさらに好ましく、100,000mm2/m2以下が特に好ましい。当該新聞用巻取紙によれば、上記特定方法で求めた剥離指数を一定数値以下としているため、古紙パルプを主原料としているにもかかわらず、外面の古紙パルプ由来の粘着物の粘着性が低く、また、外面のパルプ繊維が強く固着されているため、スチールベルトに外面のパルプ繊維が剥ぎ取られにくい。その結果、当該新聞用巻取紙を用いることで、スチールベルトを有する輪転機での印刷時の表面の剥離等の発生が抑制される。従って、当該新聞用巻取紙によれば、スチールベルトを有する輪転機を用いた際の印刷適性に優れるとともに、印刷作業性を向上させることができる。
【0035】
次に、当該新聞用巻取紙を構成する必須及び好適な具体的成分(原料パルプ、填料、表面塗工成分等)及びこの新聞用巻取紙の製造方法について説明する。
【0036】
当該新聞用巻取紙に用いられる原料パルプは、主として古紙パルプが配合されているものであり、他のパルプ(バージンパルプ)が配合されてもよい。上記古紙パルプは、いずれの原料由来でも良く、例えば、茶古紙、クラフト封筒古紙、雑誌古紙、新聞古紙、チラシ古紙、オフィス古紙、段ボール古紙、上白古紙、ケント古紙、模造古紙、地券古紙等から製造される離解古紙パルプ、離解・脱墨古紙パルプ(DIP)又は離解・脱墨・漂白古紙パルプ等が挙げられる。また、上記バージンパルプはいずれの原料由来でも良く、例えば、広葉樹晒クラフトパルプ(LBKP)、針葉樹晒クラフトパルプ(NBKP)、広葉樹未晒クラフトパルプ(LUKP)、針葉樹未晒クラフトパルプ(NUKP)、広葉樹半晒クラフトパルプ(LSBKP)、針葉樹半晒クラフトパルプ(NSBKP)、広葉樹亜硫酸パルプ又は針葉樹亜硫酸パルプなどの化学パルプ;ストーングランドパルプ(SGP)、加圧ストーングランドパルプ(TGP)、ケミグランドパルプ(CGP)、砕木パルプ(GP)又はサーモメカニカルパルプ(TMP)などの機械パルプ;ケナフ、麻、葦又は竹等の非木材繊維を原料として化学的もしくは機械的に製造されたパルプ等が挙げられる。
【0037】
これらのパルプのなかでも、古紙パルプ及びバージンパルプの併用が好ましく、DIPとTMPの併用がより好ましい。DIPとTMPとの配合比としては、75:25以上85:15以下が好ましく、78:22以上82:18以下がさらに好ましい。このような配合比とすることで、インレットフリーネスを高い水準で保つことができる。
【0038】
当該新聞用巻取紙に配合(内添)される填料としては、公知のものを用いることができるが、少なくともカチオン性コロイダルシリカとホワイトカーボンとを含有するとよい。填料として、カチオン性コロイダルシリカを含有することで、古紙パルプから持ち込まれる粘着物にこのカチオン性コロイダルシリカが付着するため、粘着物の粘着性を下げることができる。特にカチオン性コロイダルシリカはカチオン性を有するため、古紙パルプ中のアニオン性の粘着性物質に効率的に付着することができる。さらに、ホワイトカーボンを含有することで、当該新聞用巻取紙の剥離指数を上記範囲に制御しやすくなり、印刷時におけるパルプ繊維の剥離等の発生をより抑制することができる。
【0039】
カチオン性コロイダルシリカの添加量の下限としては原料パルプ固形分に対して、固形分で0.1質量%が好ましく、0.5質量%が特に好ましい。また、カチオン性コロイダルシリカの添加量の上限としては、1.5質量%が好ましく、1.0質量%が特に好ましい。カチオン性コロイダルシリカの添加量が上記下限より小さいと、古紙パルプから持ち込まれる粘着物の粘着性を下げる効果が十分に得られないおそれがある。逆にカチオン性コロイダルシリカの添加量が上記上限を超えると、粘着物の粘着性を下げる効果は増大するものの、粘着物以外のアニオン性物質の歩留まりが高くなり白色度の低下や操業性が低下するおそれがあるとともに、コストアップとなる。
【0040】
なお、上記カチオン性コロイダルシリカは、各種パルプが配合された配合原料パルプスラリーに添加してもよいが、より効果的に古紙パルプ由来の粘着物の粘着性を低下させるためには、各種パルプを配合する前の古紙パルプスラリーに添加することが好ましい。
【0041】
また、その他の填料として、必要に応じてクレー、タルク、炭酸カルシウム、酸化チタン等を併用してもよい。
【0042】
なお、当該新聞用巻取紙の灰分としては、5質量%以上10質量%以下が好ましく、6質量%以上8質量%以下がさらに好ましい。この灰分の調整は、上述の填料の添加量等によって調整することができる。ここで、灰分とは、JIS−P8251「紙、板紙及びパルプ−灰分試験方法−525℃燃焼法」に準拠して測定した値である。灰分が上記下限未満の場合は、粘着物がカチオン性コロイダルシリカ等の填料に十分に付着していない可能性があるため、粘着物がスチールベルトにとられやすく、ピッチ破れが生じやすくなるおそれがある。逆に、灰分が上記上限を超える場合は、填料の量が増加することで、繊維間の強度が低下することで、印刷時のピッチ離れが生じやすくなるおそれがある。
【0043】
当該新聞用巻取紙においては、原料パルプスラリーに凝結剤を添加してもよい。凝結剤とは、パルプ繊維や填料表面の負電荷を中和し、ファンデルワールス力による自発的なソフトフロック生成を利用した歩留り剤の一種である。凝結剤を添加することにより、古紙パルプ由来の極めて微細な填料やパルプ繊維が凝結して小さなフロックを形成する。このような凝結剤としては、水溶性のポリマーであってポリマー分子内にカチオン基を含有し、パルプへの添加使用時にカチオン性を示すものであれば特に制限はなく、例えば、ポリアクリルアミド(PAM)、ポリビニルアミン(PVAm)、ポリジアリルジメチルアンモニウムクロライド(ポリダドマック、PDADMAC)、ポリアミン(PAm)又はポリエチレンイミン(PEI)等の有機高分子系凝結剤;硫酸バンド又はポリ塩化アルミニウム等の無機系凝結剤等が挙げられる。これらの中でも、PAM、PDADMAC、PAm及びPEIが好ましく、特に、PEIはカチオン密度が高く、アニオン性の微細成分を効率的に集める作用が高いため、凝集剤とあいまって填料や微細繊維の歩留りを向上できるため好ましい。これらは1種を単独で用いても良いし、2種以上を併用しても良い。
【0044】
上記原料パルプスラリーに含まれる凝結剤の添加量の上限としては、純分で固形分のパルプに対し1,000ppmが好ましく、800ppmがさらに好ましい。一方、上記添加量の下限としては、300ppmが好ましく、500ppmがさらに好ましい。原料スラリーに含まれる凝結剤の添加量が300ppm未満では、填料や微細繊維が充分に凝結せず、新聞用紙の抄紙に好適なフロックを形成する効果が得られないおそれがあり、一方、1,000ppmを超えると、他の抄紙薬品の効果を阻害するおそれがある。
【0045】
当該新聞用巻取紙においては、原料パルプスラリーに凝集剤を添加してもよい。凝集剤とは、歩留り剤の一種であり、凝集剤に含まれる高分子量ポリマーによって原料スラリー中の填料やパルプ繊維が互いに吸着・架橋されて大きなフロックを形成する。このような凝集剤としては、水溶性の高分子量ポリマーであって吸着・架橋作用を示すものであれば特に制限はなく、具体的には、ポリアクリルアミド(PAM)、ポリビニルアミン(PVAm)、ポリジアリルジメチルアンモニウムクロライド(ポリダドマック、PDADMAC)、ポリアミン(PAm)、ポリエチレンイミン(PEI)、ポリエチレンオキシド(PEO)等の有機高分子系凝集剤、カチオン化澱粉等があげられる。これらの中でも、PAM、PDADMAC、PAm及びPEIの少なくとも1種を用いることが好ましい。これらの中でも填料の歩留り効果が高いカチオン性凝集剤であるポリアクリルアミド(PAM)系凝集剤が特に好ましい。
【0046】
上記原料スラリーに含まれる凝集剤の添加量の上限としては、純分で固形分のパルプに対し300ppmが好ましく、250ppmがより好ましい。一方、上記添加量の下限としては140ppmが好ましく、170ppmがより好ましい。添加量が140ppm未満だと、所定の凝集効果が充分に発現されず、填料や微細繊維の歩留りが低下するとともに、繊維間強度が弱く、表面剥離強度が低くなるおそれがある。一方、300ppmを超えると、パルプスラリー中の粘着物質が凝集してパルプ繊維に取り込まれやすくなり、その結果、ピッチ破れの発生が生じやすくなるおそれがあるため好ましくない。
【0047】
また、当該新聞用巻取紙を製造するにおいては、原料パルプスラリーに、上記以外の各添加剤(内添サイズ剤、染料等)を適宜添加することができる。
【0048】
当該新聞用巻取紙の製造においては、上述の各添加剤等を配合した原料パルプスラリーを抄紙する。この抄紙は、公知の抄紙機を用いて行うことができる。
【0049】
本発明においては、当該新聞用巻取紙は、スチールベルトを装着した輪転機で印刷した場合にスチールベルトとの接触面において摩擦によって繊維が引き起こされて剥離し難いように、紙の厚さ方向に見た繊維が巻き取りの際の巻き始め方向から巻き尻に向かって埋没するように繊維を配列させることが好ましい。一般に新聞用巻取紙は、ワイヤーパートに噴出したパルプスラリーをプレスパート、ドライヤーパートを通して脱水、乾燥し、リールパートでスプールロールに巻き取り、ワインダーにて巻取紙に加工される。スプールロールで巻取った新聞用紙は、そのロール表側に見える面(外面)が紙の裏面(例えばギャップフォーマーではワイヤーパートでのボトムワイヤーに接する面)となっている。このスプールロールからワインダーにて巻取紙に仕上げた後も、外側から見える面(外面)が紙の裏面となっている。また、巻取紙は、スプールロールに巻取り、ワインダーで巻き戻して仕上げるため、巻取紙では紙のすき出し方向(ワイヤーパートからリールパートへの方向)と逆の方向に巻き取られており、さらに、輪転機で印刷される場合には、紙のすき出し方向に巻き解かれることになる。
【0050】
新聞用巻取紙の厚さ方向の繊維配向の調整は、新聞用紙の製造工程において、抄紙機のワイヤーパートでのヘッドボックスから噴出するパルプスラリーの噴出速度(ジェットスピード)と抄紙機のワイヤー速度(W)の比(J/W比)、ジェットの着地点の程度を変更することにより調整が可能である。本発明では、ワイヤーパートからリールパートに向かって繊維を紙の厚さ方向に埋没させることが好ましい。従って、ワイヤー速度よりも原料噴出速度(ジェットスピード)を速くし押し地合とすることが好ましく、ワイヤーパートにおけるJ/W比としては、1.020以上1.050以下が好ましく、1.030以上1.045以下が特に好ましい。J/W比が上記下限より小さいと、押し地合の程度が低いか、引き地合となり、紙の厚さ方向に見た繊維が巻き取りの巻き尻から巻き始め方向に埋没するか、巻き始め方向から巻き尻に向かって埋没する程度が低いため、スチールベルトを装着した輪転機で新聞巻取紙として印刷した場合にスチールベルトとの接触面において摩擦によって繊維が引き起こされて剥離し破れるトラブルが生じるおそれがある。また、J/W比が1.050より高いと、ワイヤーパートでの脱水が悪化して抄紙速度が低下するおそれがある。尚、巻き替え等により、巻取紙の巻き始めから巻き尻方向を紙のすき出し方向(ワイヤーパートからリールパートへの方向)と同じ方向になるように仕上げるときは、繊維が引き地合となるように原料噴出速度(ジェットスピード)とワイヤー速度の比(J/W比)、ジェットの着地点の程度を調整する。パルプスラリーへのカチオン性コロイダルシリカの添加による粘着物の粘着性の低下に加え、このようなJ/W比によって抄紙することで、繊維の配向性を低減させ、スチールベルトに対する剥がれをより低減させることができる。
【0051】
ワイヤーパートを経た後、プレスパートにおいて脱水され、次いで、ドライヤーパートにおいて乾燥される。その後、両面に塗工液を塗布し、乾燥し、次いでカレンダーパートにて表面の平滑性、紙厚等の調整が行われ、処理されたシートはリールパートにてロール状に巻き取られて新聞用巻取紙となる。
【0052】
上記塗布においては、水溶性高分子を両面に塗布することが好ましい。水溶性高分子を両面に塗布することで、表面強度がさらに向上し、カチオン性コロイダルシリカの添加による古紙パルプ中の粘着物の粘着性の低下と相まって、スチールベルトに対する剥がれにくさをさらに高めることができる。また、塗布に際しては、水溶性高分子に加えて、表面サイズ剤も塗布してもよい。
【0053】
この水溶性高分子としては、特に限定されず公知のものを用いることができるが、例えば澱粉、ポリビニルアルコール等があげられ、これらは単独で又は同時に用いることができ、特に澱粉を主成分として用いることが好ましい。
【0054】
上記澱粉の種類には特に限定がないが、本発明においては、例えばエステル化澱粉や酸化澱粉を好適に用いることができ、特に酸化澱粉が好ましい。酸化澱粉としては、従来使用されている化工澱粉が好適に例示され、例えば次亜塩素酸ナトリウム等による酸化反応によって、低分子量化と、分子中へのカルボキシル基、アルデヒド基、カルボニル基等の導入とを行ったものがあげられる。
【0055】
この水溶性高分子の片面当たりの塗工量としては、0.2g/m2以上1.0g/m2以下が好ましく、0.4g/m2以上0.8g/m2以下がさらに好ましい。塗工量が上記下限未満の場合は、十分な被覆性が得られず、剥離強度が得られないおそれがある。逆に、塗工量が上記上限を超えると、表面の剥離強度は高まるものの、繊維が剥がれた場合の剥がれ面積が大きくなって、断紙が生じ易くなるため好ましくない。
【実施例】
【0056】
以下、実施例によって本発明をさらに具体的に説明するが、本発明は以下の実施例に限定されるものではない。
【0057】
[実施例1]
原料パルプとして、DIP80質量%及びTMP20質量%で配合したものを用いた。この原料パルプのスラリーには、固形分パルプに対し、填料としてカチオン性コロイダルシリカ(日産化学工業社製「スノーテックAK」)を固形分で1質量%添加し、硫酸バンドでpHを6〜7になるように調整後、カチオン性有機高分子系凝結剤(ハイモ(株)製ハイマックスSC924)を固形分で0.5Kg/パルプトン添加した。このパルプに、パルプ固形分に対してアルキルケテンダイマーサイズ剤(品名:AD−1624、日本PMC(株)製)を固形分で0.3kg/パルプトン添加した後、ホワイトカーボン(エリエールペーパーケミカル(株)製)を添加した。次いで、絶乾パルプに対し固形分で200ppmの凝集剤(ハイモ(株)製ハイモロックND270)を添加した。なお、ホワイトカーボンの添加量は、得られる新聞用巻取紙の灰分が7.5質量%となる量とした。
【0058】
この原料パルプスラリーを用い、抄紙機にて、ワイヤーパート、プレスパート、ドライヤーパート、両面の塗工・乾燥、及びカレンダーパートを経て、リールパートにてロール状に巻き取り、ワインダーで仕上げ、実施例1の新聞用巻取紙(55連巻き、A巻)を得た。
【0059】
なお、両面の塗工においては、水溶性高分子としての酸化澱粉(日本食品加工社製MS3800)及び表面サイズ剤としてのスチレン系ポリマー(星光PMC社製「SS2712)を塗布した。水溶性高分子の片面当たりの塗工量としては、乾燥質量で0.7g/m2とした。また、原料噴出速度(ジェットスピード)とワイヤー速度の比(J/W比)を1.035で抄造した。
【0060】
[実施例2〜11及び比較例1]
填料の種類・添加量、水溶性高分子の塗工量及び灰分(ホワイトカーボンの添加量で調整)を表1の通りとしたこと以外は、実施例1と同様にして、実施例2〜11及び比較例1の新聞用巻取紙を得た。但し、実施例7は、原料噴出速度(ジェットスピード)とワイヤー速度の比(J/W比)を1.010で抄造した。また、実施例11では、カチオン性コロイダルシリカにかえてピッチコントロールタルク(ミクロコントロール 日本ミストロン(株)製)を添加した。
【0061】
[品質評価]
実施例1〜11及び比較例1で得られた各新聞用巻取紙について、以下の各品質評価を行った。評価結果は、下記表1に示す。
【0062】
(1)坪量
JIS−P8124に記載の「坪量測定方法」に準拠して測定した。
【0063】
(2)灰分
JIS−P8251に記載の「紙、板紙及びパルプ−灰分試験方法−525℃燃焼法」に準拠して測定した。
【0064】
(3)剥離指数
上述した剥離強度評価装置(三森社製)及び画像分析装置(ワイ イー エス社製)を用いて、上述の剥離強度評価方法Aによって測定した。なお、粘着テープとしては、ニチバン社製CT405AP(幅15mm、粘着力4.00N/10mm)を用いた。また、試験条件は、23℃、相対湿度50%であった。
【0065】
(4)剥離トラブル
スチールベルトを装着したオフセット輪転印刷機(ゴスグラッフィックシステムズジャパン製「メトロライナ」)を使用し、55連巻き(A巻)の新聞用紙にて印刷を行った。スチールベルトでの剥離トラブル発生の有無を調べ以下の評価基準に基づいて評価した。
(評価基準)
5:断紙・剥離トラブルが全く発生しなかった。
4:巻き取り50本で剥離トラブルが1回発生した。
3:巻き取り50本で剥離トラブルが2回発生した。
2:巻き取り50本で剥離トラブルが3回発生した。
1:巻き取り50本で剥離トラブルが4回以上発生した。
【0066】
(5)紙粉パイリング
「(4)剥離トラブル」の条件と同様に印刷を行い、ブランケット非画像部における紙粉発生・堆積の有無を目視にて観察し、以下の評価基準に基づいて評価した。
(評価基準)
5:紙粉の発生が全く認められない。
4:紙粉の発生がわずかに認められるがブランケット上での堆積は全く認められない。
3:紙粉の発生がやや認められ、ブランケット上での堆積も少し認められる。
2:紙粉の発生が認められ、ブランケット上に堆積している。
1:ブランケット上での紙粉の堆積が著しい。
【0067】
(6)インキ着肉性
オフセット印刷機(小森コーポレーション社製「小森SYSTEMC−20」)を使用し、新聞インキ(商品名:ニューズゼットナチュラリス(墨)、大日本インキ化学工業(株)製)にて、16万部/時の速度で連続して1万部の印刷を行った。得られた印刷物の画像の鮮明さ及び濃淡ムラを目視にて観察し、以下の評価基準に基づいて評価した。
(評価基準)
5:画像が鮮明で濃淡ムラが全くなく、インキ着肉性に優れる。
4:画像が鮮明で濃淡ムラが殆どなく、インキ着肉性が良好である。
3:画像が不鮮明な個所や、濃淡ムラがわずかに見られるが、インキ着肉性が普通である。
2:一部に、画像が不鮮明な箇所及び濃淡ムラがあり、インキ着肉性が良好でない。
1:全体的に、画像が不鮮明で濃淡ムラが著しく、インキ着肉性に劣る。
なお、前記評価基準のうち、3以上の場合を実使用可能と判断する。
【0068】
(7)ネッパリ性(ブランケット粘着性)
各新聞用巻取紙を幅約4cm×長さ約6cmの大きさに切断したサンプル2枚を用意し、水に10秒間浸漬した後、これらサンプル2枚を素早く密着させた。これをカレンダーに線圧100kg/cmで通紙し、24時間室温乾燥した後、手作業にてサンプル2枚の剥離(Tピール剥離試験模倣官能試験)を行い、剥離の度合いを以下の評価基準に基づいて評価した。
(評価基準)
◎:剥離するまでもなく、全く接着していなかった。
○:一部僅かに接着していたが、容易に剥離することができた。
△:接着しており、剥離し難い箇所があった。
×:全体的に接着しており、剥離時に接着面からの繊維の毛羽立ちが認められた。
なお、前記評価基準のうち、◎及び○の場合を実使用可能と判断する。
【0069】
【表1】
【0070】
表1の結果から示されるように、実施例1〜11の新聞用巻取紙は、剥離指数が低いため、粘着性が低く、スチールベルトを備える輪転機を用いても剥離トラブルが生じにくいことが示された。
【産業上の利用可能性】
【0071】
本発明の新聞用巻取紙は、スチールベルトを備える輪転機を用いる印刷の際に好適に使用することができる。
【符号の説明】
【0072】
1 剥離強度評価装置
2 固定台
3 試験台
4 テープ保持部
5 テープ引出部
6 プレス部
7 レール
T 粘着テープ
S 新聞用巻取紙のサンプル
【特許請求の範囲】
【請求項1】
古紙パルプを主原料とする新聞用巻取紙であって、
下記剥離強度評価方法Aによる外面の剥離指数が290,000mm2/m2以下であることを特徴とする新聞用巻取紙。
(剥離強度評価方法A)
新聞用巻取紙に流れ方向に沿って、粘着力が4N/10mmの粘着テープを貼付け、上記粘着テープが貼り付けられた新聞用巻取紙を0.047MPaの圧力で11秒間プレスし、上記粘着テープを100mm/秒の速度で新聞用巻取紙の巻き尻方向から垂直に剥離し、上記剥離した粘着テープへの付着物の付着面積を測定し、粘着テープの被プレス面積当たりの上記付着面積を剥離指数(mm2/m2)として算出する。
【請求項2】
填料として少なくともカチオン性コロイダルシリカとホワイトカーボンとを含有し、
灰分率が5質量%以上10質量%以下である請求項1に記載の新聞用巻取紙。
【請求項3】
水溶性高分子が両面に塗布されており、
この水溶性高分子の片面当たりの塗工量が0.2g/m2以上1.0g/m2以下である請求項1又は請求項2記載の新聞用巻取紙。
【請求項4】
新聞用巻取紙の剥離強度評価方法であって、
新聞用巻取紙に流れ方向に沿って粘着テープを貼付ける貼付工程、
上記粘着テープが貼り付けられた新聞用巻取紙を一定圧力で一定時間プレスするプレス工程、
上記粘着テープを一定速度で新聞用巻取紙の巻き尻方向から垂直に剥離する剥離工程、及び
上記剥離した粘着テープへの付着物の付着面積を測定し、粘着テープの被プレス面積当たりの上記付着面積を剥離指数として算出する測定工程
を有し、
上記剥離指数にて新聞用巻取紙の剥離強度を評価することを特徴とする剥離強度評価方法。
【請求項1】
古紙パルプを主原料とする新聞用巻取紙であって、
下記剥離強度評価方法Aによる外面の剥離指数が290,000mm2/m2以下であることを特徴とする新聞用巻取紙。
(剥離強度評価方法A)
新聞用巻取紙に流れ方向に沿って、粘着力が4N/10mmの粘着テープを貼付け、上記粘着テープが貼り付けられた新聞用巻取紙を0.047MPaの圧力で11秒間プレスし、上記粘着テープを100mm/秒の速度で新聞用巻取紙の巻き尻方向から垂直に剥離し、上記剥離した粘着テープへの付着物の付着面積を測定し、粘着テープの被プレス面積当たりの上記付着面積を剥離指数(mm2/m2)として算出する。
【請求項2】
填料として少なくともカチオン性コロイダルシリカとホワイトカーボンとを含有し、
灰分率が5質量%以上10質量%以下である請求項1に記載の新聞用巻取紙。
【請求項3】
水溶性高分子が両面に塗布されており、
この水溶性高分子の片面当たりの塗工量が0.2g/m2以上1.0g/m2以下である請求項1又は請求項2記載の新聞用巻取紙。
【請求項4】
新聞用巻取紙の剥離強度評価方法であって、
新聞用巻取紙に流れ方向に沿って粘着テープを貼付ける貼付工程、
上記粘着テープが貼り付けられた新聞用巻取紙を一定圧力で一定時間プレスするプレス工程、
上記粘着テープを一定速度で新聞用巻取紙の巻き尻方向から垂直に剥離する剥離工程、及び
上記剥離した粘着テープへの付着物の付着面積を測定し、粘着テープの被プレス面積当たりの上記付着面積を剥離指数として算出する測定工程
を有し、
上記剥離指数にて新聞用巻取紙の剥離強度を評価することを特徴とする剥離強度評価方法。
【図1】

【公開番号】特開2012−57270(P2012−57270A)
【公開日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願番号】特願2010−201442(P2010−201442)
【出願日】平成22年9月8日(2010.9.8)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
【公開日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願日】平成22年9月8日(2010.9.8)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
[ Back to top ]