
新規な材料
本発明は、小木材粒子とポリカプロラクトン(PCL)ホモポリマーとを有し、整形外科用ギプス固定又は副子固定を含む医療処置に使用される新規な低温熱可塑性木材−バイオポリマー複合材料に関する。前記材料は、約60℃への加熱時に軟化し、その後、患者上に直接に形成することが可能な熱可塑性複合材料から成る。その後、前記複合材料は、冷却時にその元の形状を保持する。前記材料は、不連続な短い木材粒子によって強化されたエプシロン−カプトラクトンホモポリマーから成る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、整形外科用材料として有用な、強化ポリマー材料などのポリマー材料に関する。詳しくは、本発明は、ポリマーから成る第1成分と、強化材からなる第2成分、とを含む複合材料に関する。本発明は、更に、ギプス固定及び副子固定用の前記ポリマー材の利用法にも関する。
【背景技術】
【0002】
ギプス固定は外部副子固定の最も一般的な形態であって、様々な骨及び軟質組織損傷に使用される。この点において、ギプスの機能は、その損傷部材を固定し保護すること、とりわけ、骨折部位を挟んだ動きを最小限にすることにある。
【0003】
数多くのギプス固定材料が知られている。第1世代のギプス固定材料は、焼き石こう(以下、”POP”と略称する)によって形成される。主としてその低コストと成形の容易性とによって、それは広く受け入れられてきた。しかしながら、凝固に長時間かかること、塗付が周囲を汚すこと、強度が低いこと、相対的に重いこと、などを含めて、POPには多くの欠点がある。凝固は数分しかかからないが、乾燥には何時間或いは何日間もかかることがあり、大気の湿度が高く低温である場合はなお更である。凝固中の石膏に衝撃が加えられるとそれによって材料の弱化が起こる可能性がある。更に、X線に対する透過性(以下、「X線透過性」という)が良くない。
【0004】
第2世代のギプス固定材料は、ファイバグラス強化ポリウレタン樹脂などの合成複合材料から成るものである。それらは従来の焼き石こうに対する有用な代替品であり、人気も増大しつつある。ファイバガラスや樹脂性材料は外部副子として安全に使用することができる。これらの材料は軽量で、耐久性があり、防水性を有するが、保護包装を必要とし塗付が困難である。更に、ファイバガラスギプス固定材のいくつかはその塗付中に、小さなファイバガラス粒子が皮膚を貫通することを回避するために特殊な手袋を必要とする。加えて、合成ギプス固定材料は伝統的な石膏ベースの材料よりも凝固/硬化時間が短い。更に、それらは現在においては石膏よりも遥かに高価である。しかし、この欠点の代わりに、必要な包帯の数が少なく、毎日の使用において遥かに耐久性が高い。更に、それらは石膏ベースのギプス固定材料よりもX線透過性が高い。
【0005】
骨折の場合、ギプスではなく副子が緊急治療室において使用されるかもしれない。主として、副子は、石膏とファイバガラスとを含む上述した材料からだけでなくアルミニウムと成形用プラスチックとから形成することも可能である。そのような副子は、通常、伸縮包帯に包まれ、その柔軟性{じゅうなんせい}のない部分は手足の周囲を包みこまない。かなりの腫れが予想される場合は、それは包帯のある程度の膨張を許容する。それでも、隆起(elevation)は同様に相当なものとなる。適当な時間後、副子をギプスによって置き換えることができる。従来のギプスもアルミニウムシート又はホイルによって裏打ちされたギプスは、適用中又は凝固が完了するまでは、乾燥状態に維持しなければならない。
【0006】
骨折又は脱臼した指或いは、腱の損傷に使用される指ギプスは、通常、アルマフォーム(almafoam)(スポンジ様発泡材によって片面がパッドされたアルミニウム片)から成る。時として、石膏も単体で或いはアルマフォームとの組み合わせで使用される。
【0007】
天然物質の繊維又は粉を含むギプス固定用材料が知られている。特許文献1は、アラミド繊維との架橋熱可塑性材で、いくらかの木材パルプ又は天然ファイバが組み込まれたものを開示している。特許文献2において、おがくずとポリカプロラクトンとの複合材が記載されている。特許文献3は、コルクとポリカプロラクトンとの組み合わせに関する。その材料は手足の移動と腫れにおける或る程度の自由を許容するある程度のフレキシビリティを示す。
【0008】
上述した材料のいずれも、物理的剛性、再利用性、成形容易性、低価格を組み合わせ持つものではない。更にもう一つの問題は、硬化後にギプスの形状を矯正することが困難なことである。現在の材料では、もしも骨折部位が不適切に固定されたことが判った場合、ギプスを破砕して新しいものと交換する必要がある。上述したギプスに使用されるアルミニウムシート及びホイルは、リサイクルが困難であり、生物分解不能な医療廃棄物を形成する。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】国際公開第2007/035875号パンフレット
【特許文献2】国際公開第94/03211号パンフレット
【特許文献3】米国特許出願公開第2008/0103423号明細書
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明の一つの目的は、上述した従来技術の欠点の少なくとも一部を取り除き、特に人間などの哺乳動物の、硬質及び軟質組織の骨折部位の固定用の新規な材料を提供することにある。
【課題を解決するための手段】
【0011】
本発明は、熱可塑性を有する生物分解可能な整形外科用材料を作り出すというアイデアに基づくものである。この材料は、熱可塑性ポリマーからなる第1ポリマー成分と、生物分解可能天然材料の粒子から成る第2強化成分とを組み合わせることによって得られる。前記熱可塑性ポリマーは前記材料のマトリクス(基質)を形成し、前記粒子は前記マトリクス内において不連続相を形成する。
【0012】
詳しくは、前記粒子は、顆粒状、特に、ほぼ板状の構造を有する木材又はそれに類似の天然材料の細かく砕かれた粒子を含む。そのような粒子は、顆粒状、特に、板状構造を有する、木材チップ或いはそれに類似の天然材料とすることができる。前記粒子は、例えば、前記熱可塑性ポリマーの層流又は一軸延伸内で配向可能なものとすることができる。前記熱可塑性ポリマーは、生物分解可能材料(典型的には、生物の活動、及び、水および/又は酸素の存在下において、無害な生産物へと分解されることが可能な材料)である。この目的のために適当なポリマーの具体例は、乳酸ポリマー、ポリラクチド、ポリグリコライド、そして、特にカプロラクトンホモ又はコポリマーであって、前記ポリマー材は、前記複合材が、約50〜70℃の温度にまで加熱された時に軟化し、その後、それが患者上において直接形成されることが可能なものとして選択される。
【0013】
別実施例において、前記複合材は、その大半が粉体よりもサイズの大きな木材粒子から成る木材によって形成される第2成分、を含む。
【0014】
このようにして、本材料は、ギプス固定又は副子固定材料として使用可能である。
【0015】
より具体的には、本発明による前記材料は、請求項1及び19の特徴部分によって主に特徴付けられる。
【0016】
本発明によって多大な利点が得られる。
【0017】
このように、本発明の副子固定材料は、公知の材料と同様にして使用することが可能である。重要なこととして、これらの用途において、本発明の材料は、焼き石こう、合成ファイバガラス強化材料などの従来の材料の欠点の、全部ではなくともその多くを解消する。
【0018】
一好適実施例において、前記新規な木材-プラスチック複合材(WPC)は、その全部が生物分解可能である。前記材料は、好ましくは、従来の熱可塑性材料と組み合わされ、好ましくは、繊維性材料によって補足された、木材又はそれに類似の材料の不連続で短い粒子、によって強化された、エプシロンカプロラクトンホモポリマー又はコポリマー、或いは、熱可塑性、生物分解可能ポリマーの混合物、から成る。
【0019】
前記木材粒子は、前記ポリマーマトリクス内において配向し、自己強化作用を提供する。その結果、本材料は、良好な寸法安定性を有し、点荷重時において容易に貫通することが出来ないシートに形成される。
【0020】
前記複合材料中の生物分解可能熱可塑性材は、カプロラクトンホモポリマー、種々のモノマー、例えばカプロラクトン、ラクチドおよび/又はグリコリド、などのコポリマー、或いは、種々のホモポリマー、例えばポリカプロラクトン、ポリラクチド、ポリグリコリドホモポリマーの混合物、とすることができる。
【0021】
好適なポリマー成分は、生物的に許容可能な材料であり、そのいくつかのグレードのものは人間の体内での使用のFDA認可さえ有する、ポリカプロラクトンを含む。他方の成分、即ち木材粒子も無毒性である。これらの成分は共に堆肥化が可能であり、前記新規な複合材料は、エンドユーザや患者に対して何ら害やリスクを与えることなく使用可能である。
【0022】
本発明の前記材料は、ウォーミングアップ後に即座にギプス固定又は副子固定用に利用可能であり、伝統的な石膏やファイバ強化樹脂のように煩雑な複数の工程からなる準備を必要としない。
【0023】
前記複合材料の加熱と冷却は、材料の物理特性を変化させることなく反復可能である。従って、全回復期間を通じて、副子を同じ患者上で再形成したり再使用することが可能である。従って、廃棄物と汚染の総量が減少する。
【0024】
前記材料は防水性と耐水性を有する。一実施例において、前記材料は、その材料に対して何らダメージを与えることなく又はその構造を失うことなく例えば水中で加熱可能であるという意味において防水性を有するものと見なすことができる。他の実施例において、前記材料は、流水中で前記材料にダメージを与えることなく、或いは、構造を失うことなく、清浄化されるという意味において耐水性を有すると見なされる。いずれの場合においても、前記材料は水漏れしないものと見なされる。
【0025】
特に、本発明の前記材料は、皮膚に対して快適な温度で成形可能であり、周囲の温度にまで冷却された後は、それは実質的に硬質であり、無理なくその構造を保持する程度に僅かに柔軟性を有する。
【0026】
前記材料がその溶融点近くにまで加熱された時、それに対してそれによって作り出される用途に対する様々な固定手段(例えば、ベルクロ)を取り付けることが可能である。当然、任意のその他の種類のストラップやフック、レースも取り付け可能であり、前記材料の表面は包帯、通常は、傷治療用ガーゼフィルム、に容易に取り付けられる。
【0027】
成形のために必要な温度は、約60〜70℃の範囲であり、前記材料の伝熱性は非常に低いので、臨床での使用において、ギプス又は副子を皮膚に対して直接でも安全に使用することができる。この温度において、前記材料は、柔らかく、曲げやすく、作られた形状は患者の体又は体部分にぴったりとフィットする。
【0028】
副子固定材料は強力な曲げ力にも耐え、破砕又は皺を作ることなく、比較的鋭い角度、或いは鋭角にまでも屈曲可能である。副子の皺は、骨折の長い治癒期間中に軟質組織の損傷を引き起こすので望ましくない。
【0029】
本発明の前記副子固定材は、X線透過性成分から作られる。これは、X線撮像中に副子又はギプスを取り外すことを回避することができるので骨折固定において有利である。
【0030】
前記材料は、更に、例えば、足支持装置又はインソール、及びスポーツ用整形装置、例えば、すね当て、などの整形装置の製造に使用可能であり、それらにおいてその衝撃吸収性は特に有用である。それらは、可塑変形可能であり、前記強化材は圧縮及び衝撃力を大きな領域に渡って分散する。スポーツ用途において、ラケットスポーツのラケット用のグリップなど、更に、上述した足支持用途において、前記材料の、手又は足によって形成された圧痕(impression)を保持するという成形の容易性はきわめて有用である。前記材料は、又、消費者用製品、三次元アートワーク、例えば宝飾や彫刻、生物分解を必要とする製品、例えば栽培用の容器、においても使用可能である。
【0031】
以下、詳細説明と添付の図面とによって本発明をより詳細に説明する。
【図面の簡単な説明】
【0032】
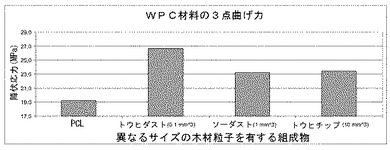
【図1】材木-PCL複合材料の3点曲げ試験におけるテストサンプルの応力を示す棒グラフである。
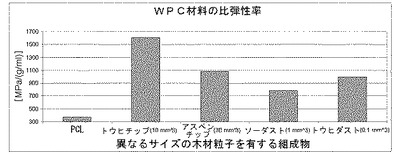
【図2】3点曲げ試験におけるテストサンプルの比弾性率(E/ρ)を表示した棒グラフである。
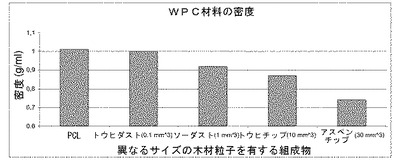
【図3】様々なサイズの木材粒子を有する複合材の密度を示した棒グラフである。
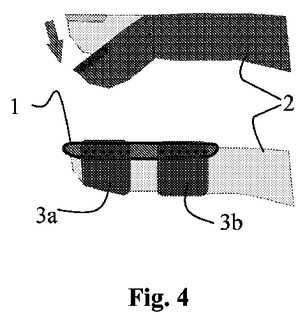
【図4】第一指関節の伸筋腱の破断治療用ギプスとしての本発明の材料の使用を示した概略側面図である。
【図5】形状変更可能な手首ギプスの前方を示した概略図である。
【図6】本発明の実施例による解剖用足首ギプスの前方を示した概略図である。
【図7】図7aは図6に示したタイプの解剖用足首ギプスの折りたたまれていない状態の前方及び側方を示し、図7bは折り畳み位置における状態の同じギプスの側方を示した図である。
【発明を実施するための形態】
【0033】
以上から明らかなように、本発明の材料は、第1成分、即ち、例えばペレット状の適当なポリマー材料を、第2成分、即ち、木材粒子又は顆粒と、溶融混合によって混合することによって簡単に製造することができる。この混合は、溶融混合又は溶融処理用に構成された任意の従来の装置で行うことができる。その一例は、機械式拡販装置を備える加熱可能な容器である。
【0034】
熱可塑性ポリマーを混合するのに適した押出成形装置、混練装置、その他任意の装置を使用することによって前記複合材の均質性を増大させることができる。
【0035】
押出成形混合装置と、それぞれが前記材料の成分の一つを収納する二つのホッパを使用して、所望量の各成分を装置の混合チャンバに堆積させることができる。その後、前記混合装置の混合手段によって、前記材料の形成の前に、前記第1成分と第2成分との均質な混合物が形成される。
【0036】
前記成分のそのような均質な混合物によって形成される材料の一つの利点は、実質的に均質な材料を形成するために必要な力が低減されることである。従って、材料形成工程における前記成分の混合を容易にするために圧縮力はほとんど或いは全く必要無くなる。この要素の重要性は、前記均質混合物によって、それがなければ高圧縮力を受けた時に破壊されるであろう、各成分のより大きな粒子を使用することが可能になることにある。
【0037】
前記材料は前記混合装置から取り出して、所望の形状、例えばシート、プレート、ロール、その他類似の平坦な、折りたたまれた、或いは曲げられた、又は筒状形状に成形された後に使用可能となるものであるが、この材料は患者の上に直接形成することさえ可能である。
【0038】
押出成形機によって混合された材料は、適当なノズルによって、例えば、指副子として、切断後に直接使用可能な、矩形シート又はプレート、などの形状に成形することが可能である。
【0039】
前記副子用の所望のプロファイルは、例えば、レーザ切断、水流切断、偏心プレス、或いは、規則的な形状プロファイルを作り出すことが可能な任意の工具によって、前記押出し成形によって製造されたシート又はプレートで製造することができる。本材料は、又、圧縮成形、射出成形、鋳造、圧力鋳造、によって処理することも可能である。
【0040】
前記シート又はプレートは、一般に約1〜50mm、特に約1.5〜30mm、例えば1.5〜20mmの厚みを有するものとすることができる。典型的な厚みは、約2〜6mmである。前記シート又はプレートの長さと幅とは、約1〜150cm(長さ)、1〜50cm(幅)の範囲で可変であり、典型的な長さは約10〜60cmであり、典型的な幅は約5〜20cmである。
【0041】
前記材料の成分間の割合は広い範囲で変えることができる。従って、一般に5〜90重量%、例えば40〜90重量%の材料が前記熱可塑性ポリマー成分により形成され、1〜95重量%、例えば1〜60重量%が木材材料によって形成される。
【0042】
前記木材に対するポリマーの重量比は、容易に改変可能であり、前記複合材料の総重量/体積に基づく、木材の重量百分率は、1〜70%、好ましくは10〜60重量%、又は20〜60重量%、そして体積で15〜50%又は25〜50%の範囲で変えることができる。
【0043】
前記第2成分は、0.1mm以上の最小直径を有する木材材料を含むか、又は、実質的にそのような木材材料から成る。後述するように、更に、前記第2成分中にその他の木材粒子を含ませることも可能である。前記木材材料は、顆粒状又は板状にすることができる。一実施例において、前記第2成分は、0.1mm以上の最小直径を有する板状木材材料を含む。
【0044】
従って、一般的に、前記木材成分は、一般に粉体よりもサイズが大きいものとして特長付けられる。
【0045】
前記木材粒子のサイズと形状は、規則的なものであっても不規則的なものであってもよい。通常、前記粒子は0.1mm以上、好ましくは0.5mm以上、例えば0.6mm以上、適切には約1〜40mm、特に約1.2〜20mm、好ましくは約1.5〜10mm、例えば約1.5〜7mmの平均サイズ(最小サイズの)を有する。前記粒子の長さ(粒子の最も長い寸法)は、1mm以上の値から約1.8〜200mmの値、例えば、3〜21mm、範囲で変えることができる。
【0046】
前記木材粒子は、顆粒状、板状、又はこれらの両方とすることができる。顆粒状のものと見なされる木材粒子とは、その一般的サイズの比率が、厚み:幅:長さ=約1:1:1である立方体形状を有するものである。実際には、個々の粒子が完全な立方体であるかを調べるために測定することは困難である。従って、実際には、顆粒状とみなされる粒子は、その一つのサイズが他の二つのサイズと大幅に異ならないものである。
【0047】
板状のものと見なされる木材粒子とは、たとえ他の形状のものが多くその材料内に含まれていたとしても、それらが一般的に板形状の特性を有することを意味する。プレートのエッジの幅又は長さのいずれか短い方に対するプレートの厚みは、一般に1:1〜1:500、特に約1:2〜1:50である。好ましくは、前記木材粒子は、少なくとも10重量%のチップ状粒子を含み、ここでの一般寸法の比率は、厚み:幅:長さの一般的比率=1:1−20:1−100であり、前記寸法の少なくとも一つは他のものと大幅に異なる。
【0048】
上記に基づき、本発明の前記板状粒子は、一般に、1mm以上の少なくとも二つの寸法と、0.1mm以上の一つの寸法とを有する木材粒子であって、前記木材粒子の平均容積は、一般に少なくとも0.1mm3、以上、より具体的には、少なくとも1mm3である。
【0049】
「板状木材粒子由来」とは、木材粒子が前記複合材料の処理中になんらかの変化を受けたかもしれないということを意味する。例えば、前記第1及び第2成分の混合が機械式溶融処理装置によって行われる場合、元の板状木材粒子の一部はある程度変形しているかもしれない。
【0050】
その粒子が顆粒状又は板状であってよい、粉体よりもサイズの大きな木材粒子の多くが、前記木材材料の70%以上を構成する。
【0051】
木材の種類は、落葉性及び針葉樹樹木種から、例えば、ブナノキ、カバノキ、ハンの木、アスペン、ポプラ、樫、ヒマラヤスギ、ユーカリ、混合熱帯硬材、マツ、トウヒ、カラマツなどから自由に選択可能である。
【0052】
その他の適当な原料も使用可能であり、前記複合材の木材材料も、任意の木材製品とすることができる。
【0053】
前記粒子は、通常、原料を切断又はチップ化することによってその木材原料から得ることができる。落葉性及び針葉樹樹木種からの木材チップが好ましい。
【0054】
上述したように、特許文献1には、ポリカプロラクトン、粉砕アーモンドシェル、おがくず、をベースとする複合材料が記載されている。この公知の材料には、例えば充填材の粒径が小さい(600ミクロン(600μm)以下の木材)ことによって密度が1.1kg/m3又はそれ以上に高いといったいくつかの欠点がある。小さい粒径の充填材の使用に関連するもう一つの欠点は、複合材料の粘着性が低いことである。われわれの実験に拠れば(後述する例10を参照)、0−800ミクロンのサイズのおがくず40重量%から成る複合材料は、包帯材料に対する粘着性ゼロである(0.1バールの圧縮力)。
【0055】
副子の可動化を回避し包帯のセット中における骨折手足の固定性を改善するためには、小さな粘着力が必要とされる。更に、特許文献1の例に提示されているポリカプロラクトンポリマー(CAPA656)は、65℃の実用的な使用温度で使用するには粘度が低すぎる(160℃での2.16kgの標準ダイでのメルト・フロー・インデックス7g/10分間の値)。7のMFI値(PCL−7)を有するPCLから製造された複合材料は、余りにも容易に裂け、塗付中の強力な曲げには耐えられない。
【0056】
これに対して、本発明の複合材料は、この点に関しても極めて優れた特性を提供する。
【0057】
木材チップとその他の板状粒子に加えて、本発明は、強化繊維材、例えば、コットンのフラックス又は種繊維、木材の表皮、ジュートの葉又は樹皮繊維、麻、大豆、バナナやココナッツ、干草の茎繊維(藁)、米、大麦やその他の穀物、Tracheobiontaの主類、に属する中空ステムを有する植物を含む植物、そして牧草のサブクラス(竹、ヨシ、トクサ、野生のアンゼリカ、及び牧草)などのセルロース繊維を含むことができる。
【0058】
更に、前記複合材料は、おがくず、典型的には、0.5mm*0.5mm*0.5mm以下のサイズの粒子を有する、などの粒状又は粉末化材料を含むことができる。粒子状又は粉末化材料は、通常、裸眼ではもはやその粒子の特異部位を識別することができないサイズの材料として特徴付けられる。板状粒子は、その一つのサイズが裸眼によって他のものよりも大きなものとして認識できるので容易に識別可能である。実質的に同じ寸法を有する顆粒状粒子は、それらの固有部位が裸眼によって認識可能で、かつ配向可能であるサイズのものである。
【0059】
より具体的には、粒状又は粉末化材料は、それらがそれらの隣接物に対して容易に配向できない小さな又は細かいサイズである。顆粒状又は板状粒子は、それらの部位が識別可能で配向可能なサイズのものである。
【0060】
前記第2成分の所望の組成は、木材粒子を単数又は複数の異なる質を有する単数又は複数のメッシュを通して篩いにかけることによって得ることができる。所望の組成は、又、粒子を所望のカテゴリにソートし分離するその他周知の技術によっても達成することができる。前記所望の組成は、一つの篩い又は分離処理から得られる組成とすることができる。所望の組成は、又、複数の篩い又は分離処理から得られる組成の混合物であってもよい。
【0061】
特に興味深い原料は、0.6mm以上で約3.0mmまで、特に、平均で約1〜2.5mmのスクリーニングサイズを有する上述した木材種のいずれかの、木材粒子、チップ又は顆粒を含む。
【0062】
一実施例に拠れば、前記繊維材(オプションとして前記粉末化材を含む)の前記板状材に対する重量比(乾燥重量)は、約1:100〜100:1、好ましくは約5:100〜50:50である。特に前記板状木材粒子由来の木材材料は、前記第2成分の総重量の、少なくとも10%、好ましくは約20〜100%、特に約30〜100%を形成する。
【0063】
前記木材材料は、前記第2成分の少なくとも70%、好ましくは70%以上を占める。
【0064】
木材ベースの粉末化材料に加えて、雲母、シリカ、シリカゲル、炭酸カルシウム、リン酸三カルシウム(tricalcium orthophosphate)、カーボン、クレイ、カオリンなどのその他のカルシウム塩、などの無機粒子又は粉末化材料も含有又は添加することができる。
【0065】
別構成に拠れば、整形用材料として有用な複合材料は、ポリマーによって形成される第1成分と、強化材によって形成される第2成分とを含み、ここで、前記第1成分は、生物分解可能ポリマー群及びそれらの混合物から選択される熱可塑性ポリマーを含み、前記第2成分は強化繊維を含む。そのような繊維は、例えば、コットンのフラックス又は種繊維、木材の表皮、ジュートの葉又は樹皮繊維、麻、大豆、バナナやココナッツ、干草の茎繊維(藁)、米、大麦やその他の竹や草を含む穀物からなるグループから選択することができる。一つの興味深い実施例に拠れば、木材充填材は、上述した種類の繊維から成るか、若しくは、実質的にそのような繊維から成る。前記ポリマー成分は、下記のポリマーの任意のものとすことができ、約60,000g/mol又は65,000g/molから250,000g/molまでの分子量を有するカプロラクトンホモ又はコポリマーが特に好適である。
【0066】
前記熱可塑性ポリマーとその特性について以下に詳述するが、順番のために、種々の充填材が複合材料の第2及び第3更には第4成分として使用された上述した実施例の全てにおいて、カプロラクトンポリマー、特に、ホモポリマーを、熱可塑性物質として使用した場合に、生物分解性と物理的特性とにおいて大きな利点が得られたということを、指摘しておく。特に好適なポリマーは、80,000g/mol以上の分子量を有するカプロラクトンホモポリマーである。具体的には、100,000g/mol〜200,000g/molの分子量を有するカプロラクトンが、結果として得られる特性とコストとの両面において有利であることがわかった。
【0067】
木材粒子を熱可塑性ポリマーと混合する前に、それらの疎水性、疎水性及び表面張力を変化させる薬剤で、表面処理、例えばサイジングすることができる。そのような薬剤は、マトリクスへの共有結合を提供するべく顆粒の表面上に官能基を導入することができる。水素結合或いはファンデルワールス力による結合の増大でも役立つ。前記木材粒子は、又、木材と高粘度値を有するPCLとの間の保持力を増大させるために、ポリマー、例えば、低粘度およびモル質量値を有するPCLによって表面処理することも可能である。
【0068】
前記木材材料は、更に、老巧化と不純物に対するその特性を改善するべく、抗腐食化合物、例えば、植物油、によってコーティング、或いは処理することも可能である。
【0069】
前記木材材料は、それをポリマーと混合する前に、軽量化するべく脱水することも可能である。前記木材材料の物理的及び化学的特性を、例えば、膨張や収縮を減少させるものとして知られている熱処理によって改善することができる。
【0070】
本発明の一態様による複合材料において、前記第1成分(前記ポリマー)は、前記複合材のマトリクスを形成し、これに対して、前記複合材中の前記第2成分の微小構造は不連続である。前記第2成分の粒子は、ランダムな配合を有してもよいし、或いは、所望の配向に配置してもよい。その所望の配向は、所定の配向とすることができる。
【0071】
上述したように、一好適実施例に拠れば、ポリカプロラクトンポリマー(以下においては、”PCL”との略称する)が前記複合材料中の前記第1成分における熱可塑性ポリマーとして使用される。このポリカプロラクトンポリマーは、エプシロンカプロラクトンモノポリマー由来の単位を反復することによって形成される。前記ポリマーは、乳酸、グリコール酸、などの他のモノマー由来の反復単位を含むコポリマーであってもよいが、好ましくは、前記ポリマーは、エプシロンカプロラクトンモノマーを少なくとも80体積%、特に、少なくとも90体積%、特に約95〜100%のエプシロンカプロラクトンモノマーを含有する。
【0072】
一好適実施例において、前記熱可塑性ポリマーは、エプシロン−カプロラクトンホモポリマー、エプシロン−カプロラクトンホモポリマーと他の生物分解可能熱可塑性ホモポリマーとの混合物とのグループから選択され、5〜99重量%、特に40〜99重量%のエプシロン−カプロラクトンホモポリマーと、1〜95重量%、特に1〜60重量%の生物分解可能熱可塑性ホモポリマーと、エプシロン−カプロラクトンホモポリマーと任意の熱可塑性生物分解可能ポリマーとのコポリマー又はブロックコポリマーであって、5〜99重量%、特に40〜99重量%のエプシロン−カプロラクトン由来の反復単位と、1〜95重量%、特に1〜60重量%の他の重合性材料由来の反復単位と、を含む。
【0073】
他の生物分解可能熱可塑性ポリマーの具体例としては、ポリラクチド、ポリ(乳酸)、ポリグリコチド、更に、乳酸及びグリコール酸のコポリマーがある。
【0074】
前記第1ポリマー成分、特に前記エプシロンカプロラクトンホモ−又はコポリマーは、60,000〜500,000g/mol、例えば65,000〜300,000/mol、特に少なくとも80,000g/mol、好ましくは80,000以上250,000以下、の平均分子量を有する。
【0075】
本発明の複合材料の成形性は、エプシロンカプロラクトンホモ−又はコポリマー等の前記ポリマーの平均分子量(Ma)によって測定することができる。PCLのMn値の特に好適な平均分子量範囲は、約100,000から200,000g/molである。
【0076】
数平均分子量(Mn)と重量平均分子量(Mw)、更に多分散性(PDI)を、ゲル透過クロマトグラフィによって測定した。GPC測定のためのサンプルを重合反応炉から直接採り、テトラヒドロフラン(THF)中に溶解させた。前記GPCは、Watersカラムセットstyragel HR(1.2及び4)とWaters2410屈折率検出器とを備えていた。THFを、溶離剤として0.80ml/分の流速、35℃のカラム温度で使用した。従来のポリスチレン較正を使用した。異なる温度での前記モノマーの水分含有率の測定において、Metroohm 756KF電量計を使用した。
【0077】
本発明の複合材料の成形特性は、又、前記ポリマーの粘度値によっても測定可能である。エプシロンカプロラクトンホモポリマーの場合、PCLの固有粘度(IV)値が1dl/g以下である時、前記複合材は粘度が高く、形成中に流れ、冷却中に不要な皺を形成する。2dlg/に近いIV値を有するPCLを使用する場合、複合材は患者上での成形中にその構造を維持し、粘着性無しで取り扱うことができる。従って、1dl/gを超えるIV値が好ましく、1.2dl/gを超える値が好適であり、1.3dl/gを超える値が特に好適である。好適には、前記値は、約1.5〜2.5dl/g、例えば、1.6〜2.1dl/gの範囲である。固有粘度値は、LAUDA PVS 2.55d流量計によって25℃で測定された。前記サンプルは、1mgのPCLを1mlのクロロフォルム(CH3Cl)中に溶解させることによって調製された。
【0078】
前記熱可塑性ポリマーの特に重要な特徴は、その比較的高い粘度、通常は、70℃, 1/10sで少なくとも1,800Pas、であり、前記本例は、その粘度が70℃, 1/10sで約8,000〜13,000 Pas(溶融相から測定された動的粘度)でありうることを示している。この示した値以下では、強化材が患者の上でのその形成中に容易に皺を形成してしまう。
【0079】
前記熱可塑性材料は、好ましくは、生物分解可能ポリマー(のみ)であるが、更に、非生物分解可能ポリマーも利用可能である。そのようなポリマーの具体例としては、ポリエチレン、ポリプロピレン、などのポリオレフィンや、ポリエステル、例えばポリエチレンテレフタレート、及びポリブチレンテレフタレート及びポリアミドが含まれる。上記生物分解可能ポリマーと前記非生物分解可能ポリマーとの組み合わせも使用可能である。一般に、任意の非生物分解可能ポリマーに対する生物分解可能ポリマーの重量比率は、100:1〜1:100、好ましくは、50:50〜100:1、特に、75:25〜100:1である。好ましくは、前記複合材料は、生物分解特性が大きく、前記材料は前記熱可塑性材単体よりも、より早く、又は、より完全に生物分解する。
【0080】
本発明に拠れば、上述したタイプのポリマーは、好ましくは、+50℃もの低温、特に、+65℃から僅かにそれよりも高い温度、で成形可能であり、木材粒子又は一般に任意の多孔性材料と混合することによって形成される複合材料の剛性を高めることができる。ポリカプロラクトンホモポリマーなどの前記ポリマー成分が、皮膚に対する副子固定材料の形状を規定する。
【0081】
前記ポリマー成分の、環境温度における係数(ヤング係数)は、300MPaよりも大きい。前記ポリマーを木材成分と複合化することにより、前記係数は改善され(下記を参照)、通常、それは、前記複合材料において約350〜2000MPaになる。
【0082】
本材料は、マイクロメータ範囲よりも大きな粒子サイズ、例えば、約0.75mm〜50mm、を有する木材顆粒を多量に含有する。前記材料がシートに成形されるとき、前記木材顆粒(少なくともその大半)は、前記熱可塑製材のシートへの形成中に二つの次元において配向される。
【0083】
一好適実施例に拠れば、整形外科用材料として有用な複合材料を作る本発明の方法は以下の工程を含む。
− 生物分解可能ポリマーとそれらの混合物とから成るグループから選択されるポリマーから形成される第1成分の10〜100重量部、好ましくは、50〜100重量部と、
− 板状の木材粒子として存在する補強材から形成される第2成分の1〜100重量部、好ましくは、10〜50重量部とを混合する。
【0084】
前記混合は、前記熱可塑性ポリマーを溶融するために十分な温度、例えば、約50〜150℃、で行われる溶融混合とすることができる。或いは、前記温度は、約80〜190℃、好ましくは、約100〜150℃、の範囲とすることができる。
【0085】
バイオポリマーと強化板状又は顆粒状粒子との混合物を含む前記溶融ポリマー塊は、手作業によって、或いは、好適実施例ではモールド内での成形、によって成形することができる。
【0086】
前記ポリマー、特に、前記強化粒子の所望の配列を達成するために、前記溶融ポリマー塊に張力を付与することができる。
【0087】
前記製造方法は、工業規模で、以下のようにして行うことができる。
【0088】
第1工程において、木材チップ又は顆粒とプラスチック顆粒とを混合して、押出し成形装置のフィードホッパに注入する前に、均質な混合物を形成する。この混合処理は、又、別々のフィードホッパを使用して、押出成形装置に直接原材料を供給することによっても行うことが可能である。
【0089】
次に、押出し成形装置、特に単スクリュー押出成形装置、において複合化を行う。この複合化処理において、前記スクリューのスクリュー押出成形装置プロファイルは、好ましくは、その寸法が、比較的大きな木材チップがそれらを破損せさることなく、スクリューに沿って移動することを可能なように構成される。従って、通路幅とフライト深さ(flight depth)は、木材粒子の破壊を引き起こす可能性のある過剰な局所圧の形成の増大が回避されるように選択される。前記シリンダの温度とスクリュー回転速度も、押出成形中に、過剰に高い圧力によって木材チップの構造が分解することを回避するように選択される。例えば、適当なバレル温度は、ホッパからダイにかけて約110〜150℃の範囲とすることができ、他方、スクリュー回転速度は25−50rpmであった。勿論、これらは例示的なデータに過ぎず、正確な設定は実際に使用される装置に応じたものなるであろう。
【0090】
次に、前記溶融処理/複合化から得られた複合化された複合材材料を、例えば適当な機械的処理を使用して、工具中で均質な製品、例えはシートやプレートに形成する。一つの特に好適な方法はカレンダ加工である。もう一つの適当な処理はプレス加工である。
【0091】
機械処理中に木材材料の構造が変化することを回避するために、前記複合材材料に対して、上記処理と処理との間に、緩やかな折り畳み処理を行うことができる。通常、前記機械的処理は、前記ポリマーのガラス遷移/溶解温度を十分に上回る温度で行われる。
【0092】
製造された複合材の密度は、通常、材料中の木材の重量百分率に応じて、約600〜850kg/m3の範囲である。
【0093】
前記製造方法は、その内容をここに参考文献として合体させる、「複合材の製造方法」と題する我われの同時係属特許出願により詳細に記載されている。
【0094】
前記複合材は、冷却時にその形状を保持する。それは実質的に硬質ではあるが、同時に支持を与えるとともに快適でもあるべく柔軟性を有する。剛性は、一般に上述した軟化温度に加熱されたサンプルが50℃以下、特に45℃以下、好ましくは40℃以下にまで冷却される時に達成される。通常、前記複合材は環境温度で硬質であり、好適な使用温度は約20〜50℃、特に22〜40℃、である。
【0095】
前記補強材は、通常、以下のうちの単数又は複数から選択される特性を示す。
− 前記複合材料の密度は、前記ポリマー成分(例えば、エプシロン−カプロラクトンホモポリマー)自体の密度よりも少なくとも5%低い、
− 前記複合材料の3点曲げテストでのヤング係数は、前記ポリマー成分(例えば、エプシロン−カプロラクトンホモポリマー)自体のそれよりも少なくとも10%高い、そして、
− 熱伝導性は、最大で約0.5W/mKである。
【0096】
50〜70℃、通常は、約+65℃又は僅かにそれよりも高い温度、である操作(マニピュレーション)温度において、前記副子材料を最大で10分間、操作し手作業によって成形することができ、それは、通常、副子のサイズに応じて、加熱終了後、3−10分間は成形可能である。前記材料は一時間以内に完全に硬化する。材料を、保護手袋無しで取り扱う温度である+100℃近くにまで加熱することによって溶融材料の作業時間を延長することができる。前記材料を、+150℃にまで加熱して、その材料の特性の変化無しで数時間そのままで保持することが可能である。
【0097】
材料の急速な固化を達成するために、冷却スプレーや冷却ゲル又はラップを使用することが可能である。
【0098】
上述したように、そして、具体例に関連して以下に記載するように、本発明の複合材料は、外科整形用材料としていずれかの請求項の複合材材料として使用することが可能である。そのような材料の具体例は、指副子、手首ギプス、足首ギプスである。一般に前記板状粒子は、複合材料の総重量の約30〜70%、好ましくは40%以上から60%までを形成し、指副子と足首ギプスの場合は複合材料の総重量の約20〜60%、好ましくは約30〜50%を形成する。比較的大型のギプスでは大きな粒子がより高い比率で含まれ、それによってその強度特性を損なうことなく、ギプスの総重量を低減する。
【0099】
特に、本発明の前記複合材材料は、ブランク材として、或いは、所望の特定の形状又は形態に製造される。理想的には、前記ブランク材及び形態は、直線的、二次元的、さらに容易に積み重ね可能なものである。前記ブランク材は、ここでは、患者として言及される動物又は人間に使用されることを意図するサイズよりも遥かに大きなサイズであるか、若しくは、それらに類似のサイズのものとすることができる。
【0100】
前記ブランク材が所望のサイズよりも大きい場合、前記ブランク材を使用前に、普通のはさみ又はその他従来の切断手段によってカットすることができる。そのような大きなブランク材は、一つのブランク材を、それぞれによって必要とされるサイズに応じて様々な時に複数の副子にカットすることが出来る点において有利である。従って、場所をとりめったに使用されることないかもしれない多くの異なる形状及びサイズの材料を蓄えておく必要はない。更に、使用される材料を最大化し、多量の廃棄物を作り出すことがないように、一つのブランク材から複数の副子をカットすることができる。
【0101】
一旦、切断や選択により適当なサイズで形状の材料が得られると、次に、その材料を加熱手段によって所望の作業温度にまで加熱する。様々な加熱手段が知られているが、材料を特定の所望温度にまで均一に加熱することが好ましい。もしも温度が高すぎれば、患者の皮膚に対して不快感又は損傷を与える虞がある。もしも温度が十分に高くなければ、その場合、材料が患者の体に対して適切に適合することができなくなるであろう。
【0102】
従って、一実施例において、前記複合材材料は、これら複合材材料の使用のために特に設計したヒータと共に提供される。このヒータは、調節可能なサーモスタットを備えるものとしたり、或いは、所望の温度へと自動的に加熱するようにプログラミングされたものとすることができる。理想的には、前記ヒータは、ブランク材全体又はある形態の複合材材料を均一かつ完全に加熱することが可能な加熱素子を備えたものとされる。前記ヒータのサイズは、使用される複合材のサイズが十分に扱えるものにすべきである。前記ヒータは、人々がそのシステムと材料を使用することを促進するように、無料又は有料の複合材ブランク、又は形態と共に無償で提供することも可能である。
【0103】
前記加熱素子が本発明の複合材料に対して特に設計されたものではない場合は、それは、コンタクトヒータ、対流ヒータ、化学加熱等を含む様々な従来の加熱素子から選択することができる。
【0104】
一旦、複合材材料ブランク又は形態が所望の温度にまで加熱されると、上述したように、前記材料は、患者の体の所望の位置に載置されて骨格外装置を形成する。本発明の材料の利点は、手袋などの保護装置をなんら必要とせずに手で取り扱うことが可能であることにある。同様に重要なことは、この材料は患者の皮膚に対して直接に形成することが可能であることである。但し、患者の皮膚に直接触れるガーゼやその他のクロス/クロス様材料のように他の材料を備えて、その材料の上に複合材を形成すると有利である。
【0105】
前記複合材がまだ成形可能で曲げることが可能である間に、それを患者の身体の輪郭にほぼ又は完全に沿ってフィットさせることができる。更に、もしも最初の位置付けが望ましいものでなかった場合、その材料がまだ成形可能である間により望ましい位置へと移動せさることも可能である。もしも材料がその所望の成形性を失ってしまった場合には、それを再度加熱して、同様に新たな位置へと移動させることができる。本発明の材料の特に有利な点の一つは、その物理的特性を劣化させることなくそれを何回も加熱、冷却することが可能であることにある。
【0106】
前記複合材材料が適切に位置決めされ所望の形状に成形されたならば、次に、それを、除去可能でかつその形状を維持することが可能な温度にまで冷却させることができる。冷却は、環境条件によって材料の温度を下げることを可能にすることによって行ってもよいし、或いは、冷却をスピードアップするべく、冷却を水やその他の化学物質を材料にスプレーすることによって冷却を補助することも可能である。更に、材料を冷却するために、コールドパックやアイスプレースなどの固体冷却手段を複合材材料に直接当ててもよい。
【0107】
本発明の材料の副子又はギプス処理における利用法についてはここにその内容を参考文献として合体させる「整形外科用副子システム」と題するわれわれの同時係属特許出願により詳細に記載されている。
【0108】
以下の非限定的な例によって本発明を例示する。
【0109】
以下に提示する全ての例において、ポリカプロラクトンポリマーは、Perstorp,Ltd.(スウェーデン)によってCAPA6800の商品名で市販されているPLCホモポリマーを使用した。前記ポリカプロラクトンは、約3g/10分の溶融流速(150℃で、2.16kgの重しでの測定)を有し、”PLC−3”と称されている。上述したように、同様に使用された別のカプロラクトンホモポリマーは、それよりも遥かに高い溶融流速約7g/10分を有していた(“PCL−7”と称される)。
【0110】
前記木材材料は、特に銘記されない限り、フィンランドの製材工場で作り出された従来のトウヒチップであった。これらの例のいくつかにおいては、他の木材種の木材粒子が使用された。前記チップ、特に、前記トウヒチップは、時として、1−2.5mmの平均サイズに篩い分けられたフラクションとして使用された。
【実施例】
【0111】
〔例1〕
約120−150000g/molの範囲の分子量を有する78gの市販PCLと、平均寸法2.4×2.7×1.9mmの立方ソーミル(cubic sawmill)トウヒチップとを混合し、剥離紙上に注ぎ、オーブンで、100℃で約60分間加熱した。ポリマーの溶解が観察された後、前記木材−PCL混合物をオーブンから取り出して、これを厚いプレート(厚み4−5mm)の形状に折り畳んだ。固化の後、前記複合材プレートをオーブンに戻し、再度溶解させた。この溶解成形サイクルを、成分の均一な分布が達成されるまで繰り返した。
【0112】
〔例2〕
85gのε−ポリカプロラクトンCAPA6800と、平均サイズ4.8×5.6×1.2mmの24gの大型アスペンチップとを、例1の調製方法によって木材−PCL複合材へと溶融させた。整形外科ギプス用として最適な柔軟性と剛性とを備えた軽量複合プレートが得られた。
【0113】
〔例3〕
77gのε−ポリカプロラクトンCAPA6800と33gの混合木材質(トウヒ、マツ、及び樺材)の微細おがくずとを、所望の木材−PCL複合材を達成するため、例1の調製方法によって溶解、混合した。
【0114】
〔例4〕
700gのε−ポリカプロラクトンCAPA6800と平均サイズ2×2×0.2mmの300gのトウヒチップダストとを、別々に、Gimacミニツインスクリュー押出成形装置のホッパに供給した。スクリュー、アダプタ、ノズルの温度はほぼ130℃であった。この複合材混合物を、複合化ノズル(直径4mm)を通して押出し、ローリンクベルトに収集した。前記ベルトを移動させながら、この複合材を加圧空気によって冷却した。その結果、木材粒子とポリマーとの筒状の均質な混合物が得られた。前記機械テスト用のテストサンプルを例1に記載の方法で作った。
【0115】
例1−4において提供された前記木材−PCL複合材の作成に使用された木材粒子のサイズを下記の表1にリストしている。表1に提示されている木材粒子のサイズは、平均サイズの木材材料を示すものに過ぎない。
【0116】
【表1】

【0117】
〔例5〕
物理的特性に対する前記補強成分の影響を、3点曲げテストで調べた。複合材の曲げ強度及び係数を、汎用テスト装置Instron4411によって測定した。補強材をなんら含まない純粋なPCLを対照として使用した。
【0118】
前記テストサンプル(寸法55×10.5×5.5mm)は、サイズの異なる木材チップ(30重量%)とε−ポリカプロラクトンホモポリマー(70重量%)とを一定の比率で混合し、テフロンモールドにプレス加工することによって作成した。成分の均質な分布が達成されるまでサンプルを溶解成形した。これらのサンプルを、10mm/分の一定のクロスヘッド速度でテストした。前記3点曲げ力を、図1においてグラフ表示し、弾性のヤング係数を図2に示す。
【0119】
〔例6〕
物理テストのために例5において作成されたサンプルの密度を、規則的サイズのサンプルの寸法を測定しそれらを重みづけすることによって測定した。前記複合材の密度を図3においてグラフ表示している。これから明らかなように、本発明の複合材は、ポリカプロラクトン自体よりもはるかに小さな密度を有している。
【0120】
〔例7〕
例3において作成した複合材を、指を支持するための副子ギプス(「指副子」)を作るのに適したプレートに加工した。
【0121】
約5グラムの複合材を、100℃でプレートに鋳造し、冷却させた。この複合材を70℃にまで再加熱し、まだ温かく、成形可能である間に(65℃以上)、前記鋳造複合材をローラーピンを使用して加工して、約2mmの厚みのプレートに成形した。得られた複合材プレートのサイズは35×60mmであった。
【0122】
図4は、前記指副子の使用を図示している。上側の図面は伸筋コルドン(extensor cordon)に裂け目を有する怪我(槌指)した人差し指2を図示している。これから明らかなように、前記複合材プレート1を槌指の背側から直接当てることができる。この複合材プレートは、指の掌側が開放状態に残されるように指にフィットするように形成することができる。冷却されると、複合材副子は固化する。冷却を、濡れティッシュによって加速した。冷却後、処置された指を固定するために通常の包帯(片3a及び3b)を追加することができる。
【0123】
前記複合材ギプス1を取り除くと、副子内の滑らかな表面が皺や、皮膚の炎症を引き起こすその他の不規則な形状が無いものであることが観察される。
【0124】
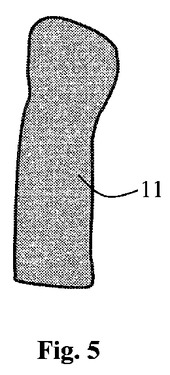
〔例8〕
この例は、図5に図示した一般的形状を有する再成形可能な手首ギプス11の製造を記載するものである。
【0125】
例1で作成した約100gの複合材を100℃で金属プレートと剥離紙上に投じ冷却させた。複合材は、70℃にまで再加熱し、まだ温かく成形可能な間に、成形した複合材を約6mmの厚みの厚いプレートの形状に加工した。まだ温かい間に、余剰の材料をはさみで切除した。鋭利なエッジを滑らかにするために切断されたエッジを手によってなだらかに輪郭形成した。得られた複合材プレートのサイズは12×25cmであった。
【0126】
前記複合材プレートを再位置決めした手首に直接当てた。この複合材プレートは手首の内側において開放状態のままにした。ギプスが固化するまで手首を再位置決め状態に維持した。
【0127】
もしも撮像後に臨床医が得られた手首の骨の再位置決め状態を修復する必要がある場合、半開放状態の手首ギプスは容易に取り外し再度成形することが可能である。前記手首ギプスはオーブン内で70℃にまで、又は、水浴中において再度軟化させて、手首上の正しい位置に配置することができる。
〔例9〕
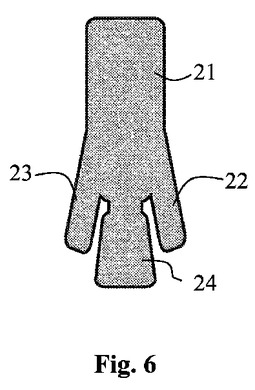
この例は、解剖学的足首ギプスの作成とその利用とを例示するものである。
【0128】
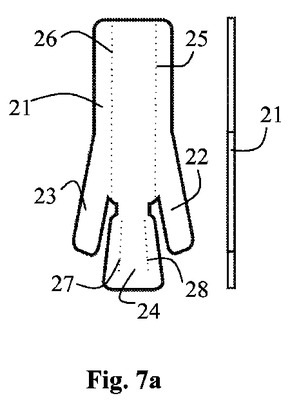
例2で製造した複合材200gを100℃で剥離紙上に投じ、冷却させた。この複合材を熱オーブン内で70℃にまで再加熱し、約8mmの厚みの厚プレート様にした。サイズ15×40cmの得られた複合材プレートをそれがまだ温かい間に、はさみで解剖学的形状にカットした。特に、足首を再位置決めする時に足を保持するために医療担当者にとって必要な領域をカットして僅かに開放した。又、後にギプスの前部に取り付けられる余分の片をカットした。鋭利なエッジを滑らかにするために切断されたエッジを手によってなだらかに輪郭形成した。図6は得られたギプスプレートの全体的形状を図示している。参照番号21はギプスプレートを示し、番号22−24は折り畳み可能フラップを示している。
【0129】
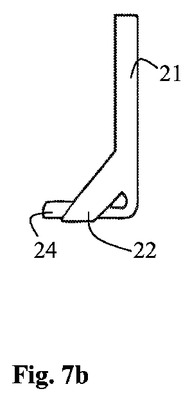
図7a及び7bは、怪我の後の足首の再位置決め中に脚に直接適用される時、いかにして前記複合材プレート21が再成形可能であるかを図示している。
【0130】
従って、この用途において、脚は、前記ギプスが固化するまでは再位置決め状態に維持される。まだ温かい間に、前記切断フラップ(cut flap)22及び23は折り畳み線25及び26に沿って折り畳まれ、複合材ギプスの前側上に緩やかに圧縮される。前記切断フラップ24も折り畳み線27及び28に沿ってその側方部を折り曲げることによって同様に折り曲げることができる。前記材料は、ノンタック(non-tack)ではあるが、まだ成形可能な状態において、即ち、65℃以上の状態においては、それ自身で良好にグリップする。
【0131】
〔例10〕
この例は、剥離粘着テスト方法によるテストが前記複合材副子の表面(材料と構造)に対する或るテープ/包帯の相対的接合強度をどのように示すかを例示するものである。溶融されているWPC材料は、圧力感応粘着材と見なすことができる。このテストにおいて、ガーゼ包帯を、溶融複合材のスチールスラブ面で30秒間プレスし、その後、RT(室温)にまで冷却させた。複合材の硬化後、ガーゼをInstron機械式テスト装置を使用して、基材から一定の剥離速度で180°で剥離する。測定は、改造標準式SFS−EN1939 (Standard Test Method for Peel Adhesion of Pressure-Sensitive Tape)に従って行った。
【0132】
複合材プレート(幅−長さ−厚み=60mm・〜90m・〜3.5mm)をオーブンに入れ、65℃、30分間で硬化させた。加熱処理後、前記複合材プレートをオーブンから取り出し、その後、3.3kgの重し(0.09bar)を使用して弾性ガーゼ包帯片(幅50mm、長さ〜250mm、厚み0.6mm)を複合材プレートにプレスした。領域サイズw・1=60mm・20mm・3.1mmが自由になるように前記ガーゼを複合材プレート上で二度折りたたんだ。30秒間のプレス後、前記スラブを取り出し、前記複合材/ガーゼアセンブリを室温にまで冷却させた。冷却後、前記システムをInstronテスト機内に投入した。前記包帯片の自由端部を剥離アームに接続し、テープを複合材の表面から引き離すときに、〜180°の角度を維持するべく複合材プレートをステージに水平に取り付けた(図8)。剥離の速度を、50mm/分で一定に維持した。距離の関数としての剥離力を収集した。最後の20mmのテスト例が達成される前に剥離は終えられた。
【0133】
60:40(粒径0−0.8mm)の重量比のPCL−7から製造された複合材と小木材粒子はゼロ粘着力を示した。木材粒子をより大きなもの(粒径1−5mm)に交換後は、1〜50Nの範囲の粘着力が検出された。この力は、患者に対して副子を適用する時に、包帯がスライドすることを回避するために包帯をその表面に粘着させるのに十分なものである。この大きな木材粒子を高モル質量ポリカプロラクトンと70:30の重量比で組み合わせた時には、23Nの粘着力が検出された。
【0134】
尚、PLC−7自体は197Nの粘着力を有していたことが銘記される。この粘着力は非常に強力で、ガーゼ包帯をポリマーサンプルから手で取り外すことはもはや不可能なものである。
【0135】
〔例11〕
トウヒチップを、120℃で4時間乾燥させ、ポリマー顆粒をそのまま使用した。原材料の予備混合を、封止されたプラスチック容器中で行った。この混合物(200g木材チップ/300g PCL顆粒)を、4つの加熱ゾーンを備えるBrabender単スクリュー押出機のフィードホッパに注いだ。押出機の回転速度を50rpmにセットし、4つのゾーン全ての温度を130℃に固定した。押出機での複合化処理後、形成された複合材をオーブン内で125℃まで加熱してその後のカレンダ加工中の成形容易性を確保した。複合材混合物の均一プレートへのカレンダ加工をそれらすべてが複数のサイクル、折り畳み、冷却及び再加熱工程、を含む三つの段階で行った。カレンダシリンダの温度は100℃に固定した。カレンダ加工後、プレート状複合材を、帯の鋸で10cm×40cmに切断し、その後、100℃での1サイクルのカレンダ加工によって投入材料に対する円滑な表面を達成した。
【技術分野】
【0001】
本発明は、整形外科用材料として有用な、強化ポリマー材料などのポリマー材料に関する。詳しくは、本発明は、ポリマーから成る第1成分と、強化材からなる第2成分、とを含む複合材料に関する。本発明は、更に、ギプス固定及び副子固定用の前記ポリマー材の利用法にも関する。
【背景技術】
【0002】
ギプス固定は外部副子固定の最も一般的な形態であって、様々な骨及び軟質組織損傷に使用される。この点において、ギプスの機能は、その損傷部材を固定し保護すること、とりわけ、骨折部位を挟んだ動きを最小限にすることにある。
【0003】
数多くのギプス固定材料が知られている。第1世代のギプス固定材料は、焼き石こう(以下、”POP”と略称する)によって形成される。主としてその低コストと成形の容易性とによって、それは広く受け入れられてきた。しかしながら、凝固に長時間かかること、塗付が周囲を汚すこと、強度が低いこと、相対的に重いこと、などを含めて、POPには多くの欠点がある。凝固は数分しかかからないが、乾燥には何時間或いは何日間もかかることがあり、大気の湿度が高く低温である場合はなお更である。凝固中の石膏に衝撃が加えられるとそれによって材料の弱化が起こる可能性がある。更に、X線に対する透過性(以下、「X線透過性」という)が良くない。
【0004】
第2世代のギプス固定材料は、ファイバグラス強化ポリウレタン樹脂などの合成複合材料から成るものである。それらは従来の焼き石こうに対する有用な代替品であり、人気も増大しつつある。ファイバガラスや樹脂性材料は外部副子として安全に使用することができる。これらの材料は軽量で、耐久性があり、防水性を有するが、保護包装を必要とし塗付が困難である。更に、ファイバガラスギプス固定材のいくつかはその塗付中に、小さなファイバガラス粒子が皮膚を貫通することを回避するために特殊な手袋を必要とする。加えて、合成ギプス固定材料は伝統的な石膏ベースの材料よりも凝固/硬化時間が短い。更に、それらは現在においては石膏よりも遥かに高価である。しかし、この欠点の代わりに、必要な包帯の数が少なく、毎日の使用において遥かに耐久性が高い。更に、それらは石膏ベースのギプス固定材料よりもX線透過性が高い。
【0005】
骨折の場合、ギプスではなく副子が緊急治療室において使用されるかもしれない。主として、副子は、石膏とファイバガラスとを含む上述した材料からだけでなくアルミニウムと成形用プラスチックとから形成することも可能である。そのような副子は、通常、伸縮包帯に包まれ、その柔軟性{じゅうなんせい}のない部分は手足の周囲を包みこまない。かなりの腫れが予想される場合は、それは包帯のある程度の膨張を許容する。それでも、隆起(elevation)は同様に相当なものとなる。適当な時間後、副子をギプスによって置き換えることができる。従来のギプスもアルミニウムシート又はホイルによって裏打ちされたギプスは、適用中又は凝固が完了するまでは、乾燥状態に維持しなければならない。
【0006】
骨折又は脱臼した指或いは、腱の損傷に使用される指ギプスは、通常、アルマフォーム(almafoam)(スポンジ様発泡材によって片面がパッドされたアルミニウム片)から成る。時として、石膏も単体で或いはアルマフォームとの組み合わせで使用される。
【0007】
天然物質の繊維又は粉を含むギプス固定用材料が知られている。特許文献1は、アラミド繊維との架橋熱可塑性材で、いくらかの木材パルプ又は天然ファイバが組み込まれたものを開示している。特許文献2において、おがくずとポリカプロラクトンとの複合材が記載されている。特許文献3は、コルクとポリカプロラクトンとの組み合わせに関する。その材料は手足の移動と腫れにおける或る程度の自由を許容するある程度のフレキシビリティを示す。
【0008】
上述した材料のいずれも、物理的剛性、再利用性、成形容易性、低価格を組み合わせ持つものではない。更にもう一つの問題は、硬化後にギプスの形状を矯正することが困難なことである。現在の材料では、もしも骨折部位が不適切に固定されたことが判った場合、ギプスを破砕して新しいものと交換する必要がある。上述したギプスに使用されるアルミニウムシート及びホイルは、リサイクルが困難であり、生物分解不能な医療廃棄物を形成する。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】国際公開第2007/035875号パンフレット
【特許文献2】国際公開第94/03211号パンフレット
【特許文献3】米国特許出願公開第2008/0103423号明細書
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明の一つの目的は、上述した従来技術の欠点の少なくとも一部を取り除き、特に人間などの哺乳動物の、硬質及び軟質組織の骨折部位の固定用の新規な材料を提供することにある。
【課題を解決するための手段】
【0011】
本発明は、熱可塑性を有する生物分解可能な整形外科用材料を作り出すというアイデアに基づくものである。この材料は、熱可塑性ポリマーからなる第1ポリマー成分と、生物分解可能天然材料の粒子から成る第2強化成分とを組み合わせることによって得られる。前記熱可塑性ポリマーは前記材料のマトリクス(基質)を形成し、前記粒子は前記マトリクス内において不連続相を形成する。
【0012】
詳しくは、前記粒子は、顆粒状、特に、ほぼ板状の構造を有する木材又はそれに類似の天然材料の細かく砕かれた粒子を含む。そのような粒子は、顆粒状、特に、板状構造を有する、木材チップ或いはそれに類似の天然材料とすることができる。前記粒子は、例えば、前記熱可塑性ポリマーの層流又は一軸延伸内で配向可能なものとすることができる。前記熱可塑性ポリマーは、生物分解可能材料(典型的には、生物の活動、及び、水および/又は酸素の存在下において、無害な生産物へと分解されることが可能な材料)である。この目的のために適当なポリマーの具体例は、乳酸ポリマー、ポリラクチド、ポリグリコライド、そして、特にカプロラクトンホモ又はコポリマーであって、前記ポリマー材は、前記複合材が、約50〜70℃の温度にまで加熱された時に軟化し、その後、それが患者上において直接形成されることが可能なものとして選択される。
【0013】
別実施例において、前記複合材は、その大半が粉体よりもサイズの大きな木材粒子から成る木材によって形成される第2成分、を含む。
【0014】
このようにして、本材料は、ギプス固定又は副子固定材料として使用可能である。
【0015】
より具体的には、本発明による前記材料は、請求項1及び19の特徴部分によって主に特徴付けられる。
【0016】
本発明によって多大な利点が得られる。
【0017】
このように、本発明の副子固定材料は、公知の材料と同様にして使用することが可能である。重要なこととして、これらの用途において、本発明の材料は、焼き石こう、合成ファイバガラス強化材料などの従来の材料の欠点の、全部ではなくともその多くを解消する。
【0018】
一好適実施例において、前記新規な木材-プラスチック複合材(WPC)は、その全部が生物分解可能である。前記材料は、好ましくは、従来の熱可塑性材料と組み合わされ、好ましくは、繊維性材料によって補足された、木材又はそれに類似の材料の不連続で短い粒子、によって強化された、エプシロンカプロラクトンホモポリマー又はコポリマー、或いは、熱可塑性、生物分解可能ポリマーの混合物、から成る。
【0019】
前記木材粒子は、前記ポリマーマトリクス内において配向し、自己強化作用を提供する。その結果、本材料は、良好な寸法安定性を有し、点荷重時において容易に貫通することが出来ないシートに形成される。
【0020】
前記複合材料中の生物分解可能熱可塑性材は、カプロラクトンホモポリマー、種々のモノマー、例えばカプロラクトン、ラクチドおよび/又はグリコリド、などのコポリマー、或いは、種々のホモポリマー、例えばポリカプロラクトン、ポリラクチド、ポリグリコリドホモポリマーの混合物、とすることができる。
【0021】
好適なポリマー成分は、生物的に許容可能な材料であり、そのいくつかのグレードのものは人間の体内での使用のFDA認可さえ有する、ポリカプロラクトンを含む。他方の成分、即ち木材粒子も無毒性である。これらの成分は共に堆肥化が可能であり、前記新規な複合材料は、エンドユーザや患者に対して何ら害やリスクを与えることなく使用可能である。
【0022】
本発明の前記材料は、ウォーミングアップ後に即座にギプス固定又は副子固定用に利用可能であり、伝統的な石膏やファイバ強化樹脂のように煩雑な複数の工程からなる準備を必要としない。
【0023】
前記複合材料の加熱と冷却は、材料の物理特性を変化させることなく反復可能である。従って、全回復期間を通じて、副子を同じ患者上で再形成したり再使用することが可能である。従って、廃棄物と汚染の総量が減少する。
【0024】
前記材料は防水性と耐水性を有する。一実施例において、前記材料は、その材料に対して何らダメージを与えることなく又はその構造を失うことなく例えば水中で加熱可能であるという意味において防水性を有するものと見なすことができる。他の実施例において、前記材料は、流水中で前記材料にダメージを与えることなく、或いは、構造を失うことなく、清浄化されるという意味において耐水性を有すると見なされる。いずれの場合においても、前記材料は水漏れしないものと見なされる。
【0025】
特に、本発明の前記材料は、皮膚に対して快適な温度で成形可能であり、周囲の温度にまで冷却された後は、それは実質的に硬質であり、無理なくその構造を保持する程度に僅かに柔軟性を有する。
【0026】
前記材料がその溶融点近くにまで加熱された時、それに対してそれによって作り出される用途に対する様々な固定手段(例えば、ベルクロ)を取り付けることが可能である。当然、任意のその他の種類のストラップやフック、レースも取り付け可能であり、前記材料の表面は包帯、通常は、傷治療用ガーゼフィルム、に容易に取り付けられる。
【0027】
成形のために必要な温度は、約60〜70℃の範囲であり、前記材料の伝熱性は非常に低いので、臨床での使用において、ギプス又は副子を皮膚に対して直接でも安全に使用することができる。この温度において、前記材料は、柔らかく、曲げやすく、作られた形状は患者の体又は体部分にぴったりとフィットする。
【0028】
副子固定材料は強力な曲げ力にも耐え、破砕又は皺を作ることなく、比較的鋭い角度、或いは鋭角にまでも屈曲可能である。副子の皺は、骨折の長い治癒期間中に軟質組織の損傷を引き起こすので望ましくない。
【0029】
本発明の前記副子固定材は、X線透過性成分から作られる。これは、X線撮像中に副子又はギプスを取り外すことを回避することができるので骨折固定において有利である。
【0030】
前記材料は、更に、例えば、足支持装置又はインソール、及びスポーツ用整形装置、例えば、すね当て、などの整形装置の製造に使用可能であり、それらにおいてその衝撃吸収性は特に有用である。それらは、可塑変形可能であり、前記強化材は圧縮及び衝撃力を大きな領域に渡って分散する。スポーツ用途において、ラケットスポーツのラケット用のグリップなど、更に、上述した足支持用途において、前記材料の、手又は足によって形成された圧痕(impression)を保持するという成形の容易性はきわめて有用である。前記材料は、又、消費者用製品、三次元アートワーク、例えば宝飾や彫刻、生物分解を必要とする製品、例えば栽培用の容器、においても使用可能である。
【0031】
以下、詳細説明と添付の図面とによって本発明をより詳細に説明する。
【図面の簡単な説明】
【0032】
【図1】材木-PCL複合材料の3点曲げ試験におけるテストサンプルの応力を示す棒グラフである。
【図2】3点曲げ試験におけるテストサンプルの比弾性率(E/ρ)を表示した棒グラフである。
【図3】様々なサイズの木材粒子を有する複合材の密度を示した棒グラフである。
【図4】第一指関節の伸筋腱の破断治療用ギプスとしての本発明の材料の使用を示した概略側面図である。
【図5】形状変更可能な手首ギプスの前方を示した概略図である。
【図6】本発明の実施例による解剖用足首ギプスの前方を示した概略図である。
【図7】図7aは図6に示したタイプの解剖用足首ギプスの折りたたまれていない状態の前方及び側方を示し、図7bは折り畳み位置における状態の同じギプスの側方を示した図である。
【発明を実施するための形態】
【0033】
以上から明らかなように、本発明の材料は、第1成分、即ち、例えばペレット状の適当なポリマー材料を、第2成分、即ち、木材粒子又は顆粒と、溶融混合によって混合することによって簡単に製造することができる。この混合は、溶融混合又は溶融処理用に構成された任意の従来の装置で行うことができる。その一例は、機械式拡販装置を備える加熱可能な容器である。
【0034】
熱可塑性ポリマーを混合するのに適した押出成形装置、混練装置、その他任意の装置を使用することによって前記複合材の均質性を増大させることができる。
【0035】
押出成形混合装置と、それぞれが前記材料の成分の一つを収納する二つのホッパを使用して、所望量の各成分を装置の混合チャンバに堆積させることができる。その後、前記混合装置の混合手段によって、前記材料の形成の前に、前記第1成分と第2成分との均質な混合物が形成される。
【0036】
前記成分のそのような均質な混合物によって形成される材料の一つの利点は、実質的に均質な材料を形成するために必要な力が低減されることである。従って、材料形成工程における前記成分の混合を容易にするために圧縮力はほとんど或いは全く必要無くなる。この要素の重要性は、前記均質混合物によって、それがなければ高圧縮力を受けた時に破壊されるであろう、各成分のより大きな粒子を使用することが可能になることにある。
【0037】
前記材料は前記混合装置から取り出して、所望の形状、例えばシート、プレート、ロール、その他類似の平坦な、折りたたまれた、或いは曲げられた、又は筒状形状に成形された後に使用可能となるものであるが、この材料は患者の上に直接形成することさえ可能である。
【0038】
押出成形機によって混合された材料は、適当なノズルによって、例えば、指副子として、切断後に直接使用可能な、矩形シート又はプレート、などの形状に成形することが可能である。
【0039】
前記副子用の所望のプロファイルは、例えば、レーザ切断、水流切断、偏心プレス、或いは、規則的な形状プロファイルを作り出すことが可能な任意の工具によって、前記押出し成形によって製造されたシート又はプレートで製造することができる。本材料は、又、圧縮成形、射出成形、鋳造、圧力鋳造、によって処理することも可能である。
【0040】
前記シート又はプレートは、一般に約1〜50mm、特に約1.5〜30mm、例えば1.5〜20mmの厚みを有するものとすることができる。典型的な厚みは、約2〜6mmである。前記シート又はプレートの長さと幅とは、約1〜150cm(長さ)、1〜50cm(幅)の範囲で可変であり、典型的な長さは約10〜60cmであり、典型的な幅は約5〜20cmである。
【0041】
前記材料の成分間の割合は広い範囲で変えることができる。従って、一般に5〜90重量%、例えば40〜90重量%の材料が前記熱可塑性ポリマー成分により形成され、1〜95重量%、例えば1〜60重量%が木材材料によって形成される。
【0042】
前記木材に対するポリマーの重量比は、容易に改変可能であり、前記複合材料の総重量/体積に基づく、木材の重量百分率は、1〜70%、好ましくは10〜60重量%、又は20〜60重量%、そして体積で15〜50%又は25〜50%の範囲で変えることができる。
【0043】
前記第2成分は、0.1mm以上の最小直径を有する木材材料を含むか、又は、実質的にそのような木材材料から成る。後述するように、更に、前記第2成分中にその他の木材粒子を含ませることも可能である。前記木材材料は、顆粒状又は板状にすることができる。一実施例において、前記第2成分は、0.1mm以上の最小直径を有する板状木材材料を含む。
【0044】
従って、一般的に、前記木材成分は、一般に粉体よりもサイズが大きいものとして特長付けられる。
【0045】
前記木材粒子のサイズと形状は、規則的なものであっても不規則的なものであってもよい。通常、前記粒子は0.1mm以上、好ましくは0.5mm以上、例えば0.6mm以上、適切には約1〜40mm、特に約1.2〜20mm、好ましくは約1.5〜10mm、例えば約1.5〜7mmの平均サイズ(最小サイズの)を有する。前記粒子の長さ(粒子の最も長い寸法)は、1mm以上の値から約1.8〜200mmの値、例えば、3〜21mm、範囲で変えることができる。
【0046】
前記木材粒子は、顆粒状、板状、又はこれらの両方とすることができる。顆粒状のものと見なされる木材粒子とは、その一般的サイズの比率が、厚み:幅:長さ=約1:1:1である立方体形状を有するものである。実際には、個々の粒子が完全な立方体であるかを調べるために測定することは困難である。従って、実際には、顆粒状とみなされる粒子は、その一つのサイズが他の二つのサイズと大幅に異ならないものである。
【0047】
板状のものと見なされる木材粒子とは、たとえ他の形状のものが多くその材料内に含まれていたとしても、それらが一般的に板形状の特性を有することを意味する。プレートのエッジの幅又は長さのいずれか短い方に対するプレートの厚みは、一般に1:1〜1:500、特に約1:2〜1:50である。好ましくは、前記木材粒子は、少なくとも10重量%のチップ状粒子を含み、ここでの一般寸法の比率は、厚み:幅:長さの一般的比率=1:1−20:1−100であり、前記寸法の少なくとも一つは他のものと大幅に異なる。
【0048】
上記に基づき、本発明の前記板状粒子は、一般に、1mm以上の少なくとも二つの寸法と、0.1mm以上の一つの寸法とを有する木材粒子であって、前記木材粒子の平均容積は、一般に少なくとも0.1mm3、以上、より具体的には、少なくとも1mm3である。
【0049】
「板状木材粒子由来」とは、木材粒子が前記複合材料の処理中になんらかの変化を受けたかもしれないということを意味する。例えば、前記第1及び第2成分の混合が機械式溶融処理装置によって行われる場合、元の板状木材粒子の一部はある程度変形しているかもしれない。
【0050】
その粒子が顆粒状又は板状であってよい、粉体よりもサイズの大きな木材粒子の多くが、前記木材材料の70%以上を構成する。
【0051】
木材の種類は、落葉性及び針葉樹樹木種から、例えば、ブナノキ、カバノキ、ハンの木、アスペン、ポプラ、樫、ヒマラヤスギ、ユーカリ、混合熱帯硬材、マツ、トウヒ、カラマツなどから自由に選択可能である。
【0052】
その他の適当な原料も使用可能であり、前記複合材の木材材料も、任意の木材製品とすることができる。
【0053】
前記粒子は、通常、原料を切断又はチップ化することによってその木材原料から得ることができる。落葉性及び針葉樹樹木種からの木材チップが好ましい。
【0054】
上述したように、特許文献1には、ポリカプロラクトン、粉砕アーモンドシェル、おがくず、をベースとする複合材料が記載されている。この公知の材料には、例えば充填材の粒径が小さい(600ミクロン(600μm)以下の木材)ことによって密度が1.1kg/m3又はそれ以上に高いといったいくつかの欠点がある。小さい粒径の充填材の使用に関連するもう一つの欠点は、複合材料の粘着性が低いことである。われわれの実験に拠れば(後述する例10を参照)、0−800ミクロンのサイズのおがくず40重量%から成る複合材料は、包帯材料に対する粘着性ゼロである(0.1バールの圧縮力)。
【0055】
副子の可動化を回避し包帯のセット中における骨折手足の固定性を改善するためには、小さな粘着力が必要とされる。更に、特許文献1の例に提示されているポリカプロラクトンポリマー(CAPA656)は、65℃の実用的な使用温度で使用するには粘度が低すぎる(160℃での2.16kgの標準ダイでのメルト・フロー・インデックス7g/10分間の値)。7のMFI値(PCL−7)を有するPCLから製造された複合材料は、余りにも容易に裂け、塗付中の強力な曲げには耐えられない。
【0056】
これに対して、本発明の複合材料は、この点に関しても極めて優れた特性を提供する。
【0057】
木材チップとその他の板状粒子に加えて、本発明は、強化繊維材、例えば、コットンのフラックス又は種繊維、木材の表皮、ジュートの葉又は樹皮繊維、麻、大豆、バナナやココナッツ、干草の茎繊維(藁)、米、大麦やその他の穀物、Tracheobiontaの主類、に属する中空ステムを有する植物を含む植物、そして牧草のサブクラス(竹、ヨシ、トクサ、野生のアンゼリカ、及び牧草)などのセルロース繊維を含むことができる。
【0058】
更に、前記複合材料は、おがくず、典型的には、0.5mm*0.5mm*0.5mm以下のサイズの粒子を有する、などの粒状又は粉末化材料を含むことができる。粒子状又は粉末化材料は、通常、裸眼ではもはやその粒子の特異部位を識別することができないサイズの材料として特徴付けられる。板状粒子は、その一つのサイズが裸眼によって他のものよりも大きなものとして認識できるので容易に識別可能である。実質的に同じ寸法を有する顆粒状粒子は、それらの固有部位が裸眼によって認識可能で、かつ配向可能であるサイズのものである。
【0059】
より具体的には、粒状又は粉末化材料は、それらがそれらの隣接物に対して容易に配向できない小さな又は細かいサイズである。顆粒状又は板状粒子は、それらの部位が識別可能で配向可能なサイズのものである。
【0060】
前記第2成分の所望の組成は、木材粒子を単数又は複数の異なる質を有する単数又は複数のメッシュを通して篩いにかけることによって得ることができる。所望の組成は、又、粒子を所望のカテゴリにソートし分離するその他周知の技術によっても達成することができる。前記所望の組成は、一つの篩い又は分離処理から得られる組成とすることができる。所望の組成は、又、複数の篩い又は分離処理から得られる組成の混合物であってもよい。
【0061】
特に興味深い原料は、0.6mm以上で約3.0mmまで、特に、平均で約1〜2.5mmのスクリーニングサイズを有する上述した木材種のいずれかの、木材粒子、チップ又は顆粒を含む。
【0062】
一実施例に拠れば、前記繊維材(オプションとして前記粉末化材を含む)の前記板状材に対する重量比(乾燥重量)は、約1:100〜100:1、好ましくは約5:100〜50:50である。特に前記板状木材粒子由来の木材材料は、前記第2成分の総重量の、少なくとも10%、好ましくは約20〜100%、特に約30〜100%を形成する。
【0063】
前記木材材料は、前記第2成分の少なくとも70%、好ましくは70%以上を占める。
【0064】
木材ベースの粉末化材料に加えて、雲母、シリカ、シリカゲル、炭酸カルシウム、リン酸三カルシウム(tricalcium orthophosphate)、カーボン、クレイ、カオリンなどのその他のカルシウム塩、などの無機粒子又は粉末化材料も含有又は添加することができる。
【0065】
別構成に拠れば、整形用材料として有用な複合材料は、ポリマーによって形成される第1成分と、強化材によって形成される第2成分とを含み、ここで、前記第1成分は、生物分解可能ポリマー群及びそれらの混合物から選択される熱可塑性ポリマーを含み、前記第2成分は強化繊維を含む。そのような繊維は、例えば、コットンのフラックス又は種繊維、木材の表皮、ジュートの葉又は樹皮繊維、麻、大豆、バナナやココナッツ、干草の茎繊維(藁)、米、大麦やその他の竹や草を含む穀物からなるグループから選択することができる。一つの興味深い実施例に拠れば、木材充填材は、上述した種類の繊維から成るか、若しくは、実質的にそのような繊維から成る。前記ポリマー成分は、下記のポリマーの任意のものとすことができ、約60,000g/mol又は65,000g/molから250,000g/molまでの分子量を有するカプロラクトンホモ又はコポリマーが特に好適である。
【0066】
前記熱可塑性ポリマーとその特性について以下に詳述するが、順番のために、種々の充填材が複合材料の第2及び第3更には第4成分として使用された上述した実施例の全てにおいて、カプロラクトンポリマー、特に、ホモポリマーを、熱可塑性物質として使用した場合に、生物分解性と物理的特性とにおいて大きな利点が得られたということを、指摘しておく。特に好適なポリマーは、80,000g/mol以上の分子量を有するカプロラクトンホモポリマーである。具体的には、100,000g/mol〜200,000g/molの分子量を有するカプロラクトンが、結果として得られる特性とコストとの両面において有利であることがわかった。
【0067】
木材粒子を熱可塑性ポリマーと混合する前に、それらの疎水性、疎水性及び表面張力を変化させる薬剤で、表面処理、例えばサイジングすることができる。そのような薬剤は、マトリクスへの共有結合を提供するべく顆粒の表面上に官能基を導入することができる。水素結合或いはファンデルワールス力による結合の増大でも役立つ。前記木材粒子は、又、木材と高粘度値を有するPCLとの間の保持力を増大させるために、ポリマー、例えば、低粘度およびモル質量値を有するPCLによって表面処理することも可能である。
【0068】
前記木材材料は、更に、老巧化と不純物に対するその特性を改善するべく、抗腐食化合物、例えば、植物油、によってコーティング、或いは処理することも可能である。
【0069】
前記木材材料は、それをポリマーと混合する前に、軽量化するべく脱水することも可能である。前記木材材料の物理的及び化学的特性を、例えば、膨張や収縮を減少させるものとして知られている熱処理によって改善することができる。
【0070】
本発明の一態様による複合材料において、前記第1成分(前記ポリマー)は、前記複合材のマトリクスを形成し、これに対して、前記複合材中の前記第2成分の微小構造は不連続である。前記第2成分の粒子は、ランダムな配合を有してもよいし、或いは、所望の配向に配置してもよい。その所望の配向は、所定の配向とすることができる。
【0071】
上述したように、一好適実施例に拠れば、ポリカプロラクトンポリマー(以下においては、”PCL”との略称する)が前記複合材料中の前記第1成分における熱可塑性ポリマーとして使用される。このポリカプロラクトンポリマーは、エプシロンカプロラクトンモノポリマー由来の単位を反復することによって形成される。前記ポリマーは、乳酸、グリコール酸、などの他のモノマー由来の反復単位を含むコポリマーであってもよいが、好ましくは、前記ポリマーは、エプシロンカプロラクトンモノマーを少なくとも80体積%、特に、少なくとも90体積%、特に約95〜100%のエプシロンカプロラクトンモノマーを含有する。
【0072】
一好適実施例において、前記熱可塑性ポリマーは、エプシロン−カプロラクトンホモポリマー、エプシロン−カプロラクトンホモポリマーと他の生物分解可能熱可塑性ホモポリマーとの混合物とのグループから選択され、5〜99重量%、特に40〜99重量%のエプシロン−カプロラクトンホモポリマーと、1〜95重量%、特に1〜60重量%の生物分解可能熱可塑性ホモポリマーと、エプシロン−カプロラクトンホモポリマーと任意の熱可塑性生物分解可能ポリマーとのコポリマー又はブロックコポリマーであって、5〜99重量%、特に40〜99重量%のエプシロン−カプロラクトン由来の反復単位と、1〜95重量%、特に1〜60重量%の他の重合性材料由来の反復単位と、を含む。
【0073】
他の生物分解可能熱可塑性ポリマーの具体例としては、ポリラクチド、ポリ(乳酸)、ポリグリコチド、更に、乳酸及びグリコール酸のコポリマーがある。
【0074】
前記第1ポリマー成分、特に前記エプシロンカプロラクトンホモ−又はコポリマーは、60,000〜500,000g/mol、例えば65,000〜300,000/mol、特に少なくとも80,000g/mol、好ましくは80,000以上250,000以下、の平均分子量を有する。
【0075】
本発明の複合材料の成形性は、エプシロンカプロラクトンホモ−又はコポリマー等の前記ポリマーの平均分子量(Ma)によって測定することができる。PCLのMn値の特に好適な平均分子量範囲は、約100,000から200,000g/molである。
【0076】
数平均分子量(Mn)と重量平均分子量(Mw)、更に多分散性(PDI)を、ゲル透過クロマトグラフィによって測定した。GPC測定のためのサンプルを重合反応炉から直接採り、テトラヒドロフラン(THF)中に溶解させた。前記GPCは、Watersカラムセットstyragel HR(1.2及び4)とWaters2410屈折率検出器とを備えていた。THFを、溶離剤として0.80ml/分の流速、35℃のカラム温度で使用した。従来のポリスチレン較正を使用した。異なる温度での前記モノマーの水分含有率の測定において、Metroohm 756KF電量計を使用した。
【0077】
本発明の複合材料の成形特性は、又、前記ポリマーの粘度値によっても測定可能である。エプシロンカプロラクトンホモポリマーの場合、PCLの固有粘度(IV)値が1dl/g以下である時、前記複合材は粘度が高く、形成中に流れ、冷却中に不要な皺を形成する。2dlg/に近いIV値を有するPCLを使用する場合、複合材は患者上での成形中にその構造を維持し、粘着性無しで取り扱うことができる。従って、1dl/gを超えるIV値が好ましく、1.2dl/gを超える値が好適であり、1.3dl/gを超える値が特に好適である。好適には、前記値は、約1.5〜2.5dl/g、例えば、1.6〜2.1dl/gの範囲である。固有粘度値は、LAUDA PVS 2.55d流量計によって25℃で測定された。前記サンプルは、1mgのPCLを1mlのクロロフォルム(CH3Cl)中に溶解させることによって調製された。
【0078】
前記熱可塑性ポリマーの特に重要な特徴は、その比較的高い粘度、通常は、70℃, 1/10sで少なくとも1,800Pas、であり、前記本例は、その粘度が70℃, 1/10sで約8,000〜13,000 Pas(溶融相から測定された動的粘度)でありうることを示している。この示した値以下では、強化材が患者の上でのその形成中に容易に皺を形成してしまう。
【0079】
前記熱可塑性材料は、好ましくは、生物分解可能ポリマー(のみ)であるが、更に、非生物分解可能ポリマーも利用可能である。そのようなポリマーの具体例としては、ポリエチレン、ポリプロピレン、などのポリオレフィンや、ポリエステル、例えばポリエチレンテレフタレート、及びポリブチレンテレフタレート及びポリアミドが含まれる。上記生物分解可能ポリマーと前記非生物分解可能ポリマーとの組み合わせも使用可能である。一般に、任意の非生物分解可能ポリマーに対する生物分解可能ポリマーの重量比率は、100:1〜1:100、好ましくは、50:50〜100:1、特に、75:25〜100:1である。好ましくは、前記複合材料は、生物分解特性が大きく、前記材料は前記熱可塑性材単体よりも、より早く、又は、より完全に生物分解する。
【0080】
本発明に拠れば、上述したタイプのポリマーは、好ましくは、+50℃もの低温、特に、+65℃から僅かにそれよりも高い温度、で成形可能であり、木材粒子又は一般に任意の多孔性材料と混合することによって形成される複合材料の剛性を高めることができる。ポリカプロラクトンホモポリマーなどの前記ポリマー成分が、皮膚に対する副子固定材料の形状を規定する。
【0081】
前記ポリマー成分の、環境温度における係数(ヤング係数)は、300MPaよりも大きい。前記ポリマーを木材成分と複合化することにより、前記係数は改善され(下記を参照)、通常、それは、前記複合材料において約350〜2000MPaになる。
【0082】
本材料は、マイクロメータ範囲よりも大きな粒子サイズ、例えば、約0.75mm〜50mm、を有する木材顆粒を多量に含有する。前記材料がシートに成形されるとき、前記木材顆粒(少なくともその大半)は、前記熱可塑製材のシートへの形成中に二つの次元において配向される。
【0083】
一好適実施例に拠れば、整形外科用材料として有用な複合材料を作る本発明の方法は以下の工程を含む。
− 生物分解可能ポリマーとそれらの混合物とから成るグループから選択されるポリマーから形成される第1成分の10〜100重量部、好ましくは、50〜100重量部と、
− 板状の木材粒子として存在する補強材から形成される第2成分の1〜100重量部、好ましくは、10〜50重量部とを混合する。
【0084】
前記混合は、前記熱可塑性ポリマーを溶融するために十分な温度、例えば、約50〜150℃、で行われる溶融混合とすることができる。或いは、前記温度は、約80〜190℃、好ましくは、約100〜150℃、の範囲とすることができる。
【0085】
バイオポリマーと強化板状又は顆粒状粒子との混合物を含む前記溶融ポリマー塊は、手作業によって、或いは、好適実施例ではモールド内での成形、によって成形することができる。
【0086】
前記ポリマー、特に、前記強化粒子の所望の配列を達成するために、前記溶融ポリマー塊に張力を付与することができる。
【0087】
前記製造方法は、工業規模で、以下のようにして行うことができる。
【0088】
第1工程において、木材チップ又は顆粒とプラスチック顆粒とを混合して、押出し成形装置のフィードホッパに注入する前に、均質な混合物を形成する。この混合処理は、又、別々のフィードホッパを使用して、押出成形装置に直接原材料を供給することによっても行うことが可能である。
【0089】
次に、押出し成形装置、特に単スクリュー押出成形装置、において複合化を行う。この複合化処理において、前記スクリューのスクリュー押出成形装置プロファイルは、好ましくは、その寸法が、比較的大きな木材チップがそれらを破損せさることなく、スクリューに沿って移動することを可能なように構成される。従って、通路幅とフライト深さ(flight depth)は、木材粒子の破壊を引き起こす可能性のある過剰な局所圧の形成の増大が回避されるように選択される。前記シリンダの温度とスクリュー回転速度も、押出成形中に、過剰に高い圧力によって木材チップの構造が分解することを回避するように選択される。例えば、適当なバレル温度は、ホッパからダイにかけて約110〜150℃の範囲とすることができ、他方、スクリュー回転速度は25−50rpmであった。勿論、これらは例示的なデータに過ぎず、正確な設定は実際に使用される装置に応じたものなるであろう。
【0090】
次に、前記溶融処理/複合化から得られた複合化された複合材材料を、例えば適当な機械的処理を使用して、工具中で均質な製品、例えはシートやプレートに形成する。一つの特に好適な方法はカレンダ加工である。もう一つの適当な処理はプレス加工である。
【0091】
機械処理中に木材材料の構造が変化することを回避するために、前記複合材材料に対して、上記処理と処理との間に、緩やかな折り畳み処理を行うことができる。通常、前記機械的処理は、前記ポリマーのガラス遷移/溶解温度を十分に上回る温度で行われる。
【0092】
製造された複合材の密度は、通常、材料中の木材の重量百分率に応じて、約600〜850kg/m3の範囲である。
【0093】
前記製造方法は、その内容をここに参考文献として合体させる、「複合材の製造方法」と題する我われの同時係属特許出願により詳細に記載されている。
【0094】
前記複合材は、冷却時にその形状を保持する。それは実質的に硬質ではあるが、同時に支持を与えるとともに快適でもあるべく柔軟性を有する。剛性は、一般に上述した軟化温度に加熱されたサンプルが50℃以下、特に45℃以下、好ましくは40℃以下にまで冷却される時に達成される。通常、前記複合材は環境温度で硬質であり、好適な使用温度は約20〜50℃、特に22〜40℃、である。
【0095】
前記補強材は、通常、以下のうちの単数又は複数から選択される特性を示す。
− 前記複合材料の密度は、前記ポリマー成分(例えば、エプシロン−カプロラクトンホモポリマー)自体の密度よりも少なくとも5%低い、
− 前記複合材料の3点曲げテストでのヤング係数は、前記ポリマー成分(例えば、エプシロン−カプロラクトンホモポリマー)自体のそれよりも少なくとも10%高い、そして、
− 熱伝導性は、最大で約0.5W/mKである。
【0096】
50〜70℃、通常は、約+65℃又は僅かにそれよりも高い温度、である操作(マニピュレーション)温度において、前記副子材料を最大で10分間、操作し手作業によって成形することができ、それは、通常、副子のサイズに応じて、加熱終了後、3−10分間は成形可能である。前記材料は一時間以内に完全に硬化する。材料を、保護手袋無しで取り扱う温度である+100℃近くにまで加熱することによって溶融材料の作業時間を延長することができる。前記材料を、+150℃にまで加熱して、その材料の特性の変化無しで数時間そのままで保持することが可能である。
【0097】
材料の急速な固化を達成するために、冷却スプレーや冷却ゲル又はラップを使用することが可能である。
【0098】
上述したように、そして、具体例に関連して以下に記載するように、本発明の複合材料は、外科整形用材料としていずれかの請求項の複合材材料として使用することが可能である。そのような材料の具体例は、指副子、手首ギプス、足首ギプスである。一般に前記板状粒子は、複合材料の総重量の約30〜70%、好ましくは40%以上から60%までを形成し、指副子と足首ギプスの場合は複合材料の総重量の約20〜60%、好ましくは約30〜50%を形成する。比較的大型のギプスでは大きな粒子がより高い比率で含まれ、それによってその強度特性を損なうことなく、ギプスの総重量を低減する。
【0099】
特に、本発明の前記複合材材料は、ブランク材として、或いは、所望の特定の形状又は形態に製造される。理想的には、前記ブランク材及び形態は、直線的、二次元的、さらに容易に積み重ね可能なものである。前記ブランク材は、ここでは、患者として言及される動物又は人間に使用されることを意図するサイズよりも遥かに大きなサイズであるか、若しくは、それらに類似のサイズのものとすることができる。
【0100】
前記ブランク材が所望のサイズよりも大きい場合、前記ブランク材を使用前に、普通のはさみ又はその他従来の切断手段によってカットすることができる。そのような大きなブランク材は、一つのブランク材を、それぞれによって必要とされるサイズに応じて様々な時に複数の副子にカットすることが出来る点において有利である。従って、場所をとりめったに使用されることないかもしれない多くの異なる形状及びサイズの材料を蓄えておく必要はない。更に、使用される材料を最大化し、多量の廃棄物を作り出すことがないように、一つのブランク材から複数の副子をカットすることができる。
【0101】
一旦、切断や選択により適当なサイズで形状の材料が得られると、次に、その材料を加熱手段によって所望の作業温度にまで加熱する。様々な加熱手段が知られているが、材料を特定の所望温度にまで均一に加熱することが好ましい。もしも温度が高すぎれば、患者の皮膚に対して不快感又は損傷を与える虞がある。もしも温度が十分に高くなければ、その場合、材料が患者の体に対して適切に適合することができなくなるであろう。
【0102】
従って、一実施例において、前記複合材材料は、これら複合材材料の使用のために特に設計したヒータと共に提供される。このヒータは、調節可能なサーモスタットを備えるものとしたり、或いは、所望の温度へと自動的に加熱するようにプログラミングされたものとすることができる。理想的には、前記ヒータは、ブランク材全体又はある形態の複合材材料を均一かつ完全に加熱することが可能な加熱素子を備えたものとされる。前記ヒータのサイズは、使用される複合材のサイズが十分に扱えるものにすべきである。前記ヒータは、人々がそのシステムと材料を使用することを促進するように、無料又は有料の複合材ブランク、又は形態と共に無償で提供することも可能である。
【0103】
前記加熱素子が本発明の複合材料に対して特に設計されたものではない場合は、それは、コンタクトヒータ、対流ヒータ、化学加熱等を含む様々な従来の加熱素子から選択することができる。
【0104】
一旦、複合材材料ブランク又は形態が所望の温度にまで加熱されると、上述したように、前記材料は、患者の体の所望の位置に載置されて骨格外装置を形成する。本発明の材料の利点は、手袋などの保護装置をなんら必要とせずに手で取り扱うことが可能であることにある。同様に重要なことは、この材料は患者の皮膚に対して直接に形成することが可能であることである。但し、患者の皮膚に直接触れるガーゼやその他のクロス/クロス様材料のように他の材料を備えて、その材料の上に複合材を形成すると有利である。
【0105】
前記複合材がまだ成形可能で曲げることが可能である間に、それを患者の身体の輪郭にほぼ又は完全に沿ってフィットさせることができる。更に、もしも最初の位置付けが望ましいものでなかった場合、その材料がまだ成形可能である間により望ましい位置へと移動せさることも可能である。もしも材料がその所望の成形性を失ってしまった場合には、それを再度加熱して、同様に新たな位置へと移動させることができる。本発明の材料の特に有利な点の一つは、その物理的特性を劣化させることなくそれを何回も加熱、冷却することが可能であることにある。
【0106】
前記複合材材料が適切に位置決めされ所望の形状に成形されたならば、次に、それを、除去可能でかつその形状を維持することが可能な温度にまで冷却させることができる。冷却は、環境条件によって材料の温度を下げることを可能にすることによって行ってもよいし、或いは、冷却をスピードアップするべく、冷却を水やその他の化学物質を材料にスプレーすることによって冷却を補助することも可能である。更に、材料を冷却するために、コールドパックやアイスプレースなどの固体冷却手段を複合材材料に直接当ててもよい。
【0107】
本発明の材料の副子又はギプス処理における利用法についてはここにその内容を参考文献として合体させる「整形外科用副子システム」と題するわれわれの同時係属特許出願により詳細に記載されている。
【0108】
以下の非限定的な例によって本発明を例示する。
【0109】
以下に提示する全ての例において、ポリカプロラクトンポリマーは、Perstorp,Ltd.(スウェーデン)によってCAPA6800の商品名で市販されているPLCホモポリマーを使用した。前記ポリカプロラクトンは、約3g/10分の溶融流速(150℃で、2.16kgの重しでの測定)を有し、”PLC−3”と称されている。上述したように、同様に使用された別のカプロラクトンホモポリマーは、それよりも遥かに高い溶融流速約7g/10分を有していた(“PCL−7”と称される)。
【0110】
前記木材材料は、特に銘記されない限り、フィンランドの製材工場で作り出された従来のトウヒチップであった。これらの例のいくつかにおいては、他の木材種の木材粒子が使用された。前記チップ、特に、前記トウヒチップは、時として、1−2.5mmの平均サイズに篩い分けられたフラクションとして使用された。
【実施例】
【0111】
〔例1〕
約120−150000g/molの範囲の分子量を有する78gの市販PCLと、平均寸法2.4×2.7×1.9mmの立方ソーミル(cubic sawmill)トウヒチップとを混合し、剥離紙上に注ぎ、オーブンで、100℃で約60分間加熱した。ポリマーの溶解が観察された後、前記木材−PCL混合物をオーブンから取り出して、これを厚いプレート(厚み4−5mm)の形状に折り畳んだ。固化の後、前記複合材プレートをオーブンに戻し、再度溶解させた。この溶解成形サイクルを、成分の均一な分布が達成されるまで繰り返した。
【0112】
〔例2〕
85gのε−ポリカプロラクトンCAPA6800と、平均サイズ4.8×5.6×1.2mmの24gの大型アスペンチップとを、例1の調製方法によって木材−PCL複合材へと溶融させた。整形外科ギプス用として最適な柔軟性と剛性とを備えた軽量複合プレートが得られた。
【0113】
〔例3〕
77gのε−ポリカプロラクトンCAPA6800と33gの混合木材質(トウヒ、マツ、及び樺材)の微細おがくずとを、所望の木材−PCL複合材を達成するため、例1の調製方法によって溶解、混合した。
【0114】
〔例4〕
700gのε−ポリカプロラクトンCAPA6800と平均サイズ2×2×0.2mmの300gのトウヒチップダストとを、別々に、Gimacミニツインスクリュー押出成形装置のホッパに供給した。スクリュー、アダプタ、ノズルの温度はほぼ130℃であった。この複合材混合物を、複合化ノズル(直径4mm)を通して押出し、ローリンクベルトに収集した。前記ベルトを移動させながら、この複合材を加圧空気によって冷却した。その結果、木材粒子とポリマーとの筒状の均質な混合物が得られた。前記機械テスト用のテストサンプルを例1に記載の方法で作った。
【0115】
例1−4において提供された前記木材−PCL複合材の作成に使用された木材粒子のサイズを下記の表1にリストしている。表1に提示されている木材粒子のサイズは、平均サイズの木材材料を示すものに過ぎない。
【0116】
【表1】
【0117】
〔例5〕
物理的特性に対する前記補強成分の影響を、3点曲げテストで調べた。複合材の曲げ強度及び係数を、汎用テスト装置Instron4411によって測定した。補強材をなんら含まない純粋なPCLを対照として使用した。
【0118】
前記テストサンプル(寸法55×10.5×5.5mm)は、サイズの異なる木材チップ(30重量%)とε−ポリカプロラクトンホモポリマー(70重量%)とを一定の比率で混合し、テフロンモールドにプレス加工することによって作成した。成分の均質な分布が達成されるまでサンプルを溶解成形した。これらのサンプルを、10mm/分の一定のクロスヘッド速度でテストした。前記3点曲げ力を、図1においてグラフ表示し、弾性のヤング係数を図2に示す。
【0119】
〔例6〕
物理テストのために例5において作成されたサンプルの密度を、規則的サイズのサンプルの寸法を測定しそれらを重みづけすることによって測定した。前記複合材の密度を図3においてグラフ表示している。これから明らかなように、本発明の複合材は、ポリカプロラクトン自体よりもはるかに小さな密度を有している。
【0120】
〔例7〕
例3において作成した複合材を、指を支持するための副子ギプス(「指副子」)を作るのに適したプレートに加工した。
【0121】
約5グラムの複合材を、100℃でプレートに鋳造し、冷却させた。この複合材を70℃にまで再加熱し、まだ温かく、成形可能である間に(65℃以上)、前記鋳造複合材をローラーピンを使用して加工して、約2mmの厚みのプレートに成形した。得られた複合材プレートのサイズは35×60mmであった。
【0122】
図4は、前記指副子の使用を図示している。上側の図面は伸筋コルドン(extensor cordon)に裂け目を有する怪我(槌指)した人差し指2を図示している。これから明らかなように、前記複合材プレート1を槌指の背側から直接当てることができる。この複合材プレートは、指の掌側が開放状態に残されるように指にフィットするように形成することができる。冷却されると、複合材副子は固化する。冷却を、濡れティッシュによって加速した。冷却後、処置された指を固定するために通常の包帯(片3a及び3b)を追加することができる。
【0123】
前記複合材ギプス1を取り除くと、副子内の滑らかな表面が皺や、皮膚の炎症を引き起こすその他の不規則な形状が無いものであることが観察される。
【0124】
〔例8〕
この例は、図5に図示した一般的形状を有する再成形可能な手首ギプス11の製造を記載するものである。
【0125】
例1で作成した約100gの複合材を100℃で金属プレートと剥離紙上に投じ冷却させた。複合材は、70℃にまで再加熱し、まだ温かく成形可能な間に、成形した複合材を約6mmの厚みの厚いプレートの形状に加工した。まだ温かい間に、余剰の材料をはさみで切除した。鋭利なエッジを滑らかにするために切断されたエッジを手によってなだらかに輪郭形成した。得られた複合材プレートのサイズは12×25cmであった。
【0126】
前記複合材プレートを再位置決めした手首に直接当てた。この複合材プレートは手首の内側において開放状態のままにした。ギプスが固化するまで手首を再位置決め状態に維持した。
【0127】
もしも撮像後に臨床医が得られた手首の骨の再位置決め状態を修復する必要がある場合、半開放状態の手首ギプスは容易に取り外し再度成形することが可能である。前記手首ギプスはオーブン内で70℃にまで、又は、水浴中において再度軟化させて、手首上の正しい位置に配置することができる。
〔例9〕
この例は、解剖学的足首ギプスの作成とその利用とを例示するものである。
【0128】
例2で製造した複合材200gを100℃で剥離紙上に投じ、冷却させた。この複合材を熱オーブン内で70℃にまで再加熱し、約8mmの厚みの厚プレート様にした。サイズ15×40cmの得られた複合材プレートをそれがまだ温かい間に、はさみで解剖学的形状にカットした。特に、足首を再位置決めする時に足を保持するために医療担当者にとって必要な領域をカットして僅かに開放した。又、後にギプスの前部に取り付けられる余分の片をカットした。鋭利なエッジを滑らかにするために切断されたエッジを手によってなだらかに輪郭形成した。図6は得られたギプスプレートの全体的形状を図示している。参照番号21はギプスプレートを示し、番号22−24は折り畳み可能フラップを示している。
【0129】
図7a及び7bは、怪我の後の足首の再位置決め中に脚に直接適用される時、いかにして前記複合材プレート21が再成形可能であるかを図示している。
【0130】
従って、この用途において、脚は、前記ギプスが固化するまでは再位置決め状態に維持される。まだ温かい間に、前記切断フラップ(cut flap)22及び23は折り畳み線25及び26に沿って折り畳まれ、複合材ギプスの前側上に緩やかに圧縮される。前記切断フラップ24も折り畳み線27及び28に沿ってその側方部を折り曲げることによって同様に折り曲げることができる。前記材料は、ノンタック(non-tack)ではあるが、まだ成形可能な状態において、即ち、65℃以上の状態においては、それ自身で良好にグリップする。
【0131】
〔例10〕
この例は、剥離粘着テスト方法によるテストが前記複合材副子の表面(材料と構造)に対する或るテープ/包帯の相対的接合強度をどのように示すかを例示するものである。溶融されているWPC材料は、圧力感応粘着材と見なすことができる。このテストにおいて、ガーゼ包帯を、溶融複合材のスチールスラブ面で30秒間プレスし、その後、RT(室温)にまで冷却させた。複合材の硬化後、ガーゼをInstron機械式テスト装置を使用して、基材から一定の剥離速度で180°で剥離する。測定は、改造標準式SFS−EN1939 (Standard Test Method for Peel Adhesion of Pressure-Sensitive Tape)に従って行った。
【0132】
複合材プレート(幅−長さ−厚み=60mm・〜90m・〜3.5mm)をオーブンに入れ、65℃、30分間で硬化させた。加熱処理後、前記複合材プレートをオーブンから取り出し、その後、3.3kgの重し(0.09bar)を使用して弾性ガーゼ包帯片(幅50mm、長さ〜250mm、厚み0.6mm)を複合材プレートにプレスした。領域サイズw・1=60mm・20mm・3.1mmが自由になるように前記ガーゼを複合材プレート上で二度折りたたんだ。30秒間のプレス後、前記スラブを取り出し、前記複合材/ガーゼアセンブリを室温にまで冷却させた。冷却後、前記システムをInstronテスト機内に投入した。前記包帯片の自由端部を剥離アームに接続し、テープを複合材の表面から引き離すときに、〜180°の角度を維持するべく複合材プレートをステージに水平に取り付けた(図8)。剥離の速度を、50mm/分で一定に維持した。距離の関数としての剥離力を収集した。最後の20mmのテスト例が達成される前に剥離は終えられた。
【0133】
60:40(粒径0−0.8mm)の重量比のPCL−7から製造された複合材と小木材粒子はゼロ粘着力を示した。木材粒子をより大きなもの(粒径1−5mm)に交換後は、1〜50Nの範囲の粘着力が検出された。この力は、患者に対して副子を適用する時に、包帯がスライドすることを回避するために包帯をその表面に粘着させるのに十分なものである。この大きな木材粒子を高モル質量ポリカプロラクトンと70:30の重量比で組み合わせた時には、23Nの粘着力が検出された。
【0134】
尚、PLC−7自体は197Nの粘着力を有していたことが銘記される。この粘着力は非常に強力で、ガーゼ包帯をポリマーサンプルから手で取り外すことはもはや不可能なものである。
【0135】
〔例11〕
トウヒチップを、120℃で4時間乾燥させ、ポリマー顆粒をそのまま使用した。原材料の予備混合を、封止されたプラスチック容器中で行った。この混合物(200g木材チップ/300g PCL顆粒)を、4つの加熱ゾーンを備えるBrabender単スクリュー押出機のフィードホッパに注いだ。押出機の回転速度を50rpmにセットし、4つのゾーン全ての温度を130℃に固定した。押出機での複合化処理後、形成された複合材をオーブン内で125℃まで加熱してその後のカレンダ加工中の成形容易性を確保した。複合材混合物の均一プレートへのカレンダ加工をそれらすべてが複数のサイクル、折り畳み、冷却及び再加熱工程、を含む三つの段階で行った。カレンダシリンダの温度は100℃に固定した。カレンダ加工後、プレート状複合材を、帯の鋸で10cm×40cmに切断し、その後、100℃での1サイクルのカレンダ加工によって投入材料に対する円滑な表面を達成した。
【特許請求の範囲】
【請求項1】
ポリマーによって形成される第1成分と強化材によって形成される第2成分とを含む複合材料であって、
前記第1成分は、生物分解可能ポリマーとその混合物のグループから選択される熱可塑性ポリマーを含み、
前記第2成分は、0.1 mm以上の最小寸法を有する板状の木材粒子の木材材料を含む複合材料。
【請求項2】
前記板状の木材粒子由来の前記木材材料は、前記第2成分の総重量の少なくとも10%、好ましくは約20〜100%、特に約30〜100%を形成する請求項1に記載の複合材料。
【請求項3】
5〜99重量部、特に40〜99重量部の前記熱可塑性ポリマー成分、および、
1〜95重量部、特に1〜60重量部の前記木材材料を含み、
当該木材材料の重量は、この木材材料の乾燥重量に基づいて計算される請求項1または2に記載の複合材料。
【請求項4】
前記第1成分は前記複合材料のマトリクスを形成し、前記第2成分の微小構造は不連続である請求項1〜3の何れか一項に記載の複合材料。
【請求項5】
前記熱可塑性ポリマーは、エプシロン−カプロラクトンホモポリマー、エプシロン−カプロラクトンホモポリマーとその他の生物分解可能熱可塑性ホモポリマーの混合物のグループから選択され、
前記エプシロン−カプロラクトンホモポリマーが5〜99重量%、特に40〜99重量%であり、
前記生物分解可能熱可塑性ポリマーが1〜95重量%、特に1〜60重量%であり、
前記エプシロン−カプロラクトンホモポリマーと任意の前記熱可塑性生物分解ポリマーのコポリマーであって、エプシロン−カプロラクトン由来の反復単位が5〜99重量%、特に40〜99重量%であり、
その他の重合材由来の反復単位が1〜95重量%、特に1〜60重量%である請求項1〜4の何れか一項に記載の複合材料。
【請求項6】
約60,000〜500,000g/mol、好ましくは100,000〜約200,000g/molの平均分子量を有する第1ポリマー成分を含む請求項1〜5の何れか一項に記載の複合材料。
【請求項7】
1dl/g以上、好ましくは1.2dl/g以上、特に1.3dl/g以上、好ましくは約1.5〜2.5dl/g、例えば1.6〜2.1dl/gの範囲の固有粘度を有する第1ポリマー成分を含む請求項1〜6の何れか一項に記載の複合材料。
【請求項8】
前記複合材料の密度は、前記エプシロン−カプロラクトンホモポリマーの密度よりも少なくとも5%低い請求項1〜7の何れか一項に記載の複合材料。
【請求項9】
前記複合材料の3点曲げ力は、前記エプシロン−カプロラクトンホモポリマー自体のそれよりも少なくとも5%良好である請求項1〜8の何れか一項に記載の複合材料。
【請求項10】
前記複合材料の3点曲げテストにおけるヤング係数は、前記エプシロン−カプロラクトンホモポリマーのそれよりも少なくとも10%高い請求項1〜9の何れか一項に記載の複合材料。
【請求項11】
前記板状の木材粒子は、少なくとも0.7mm、特に約1〜40mm、好適には約1.2〜20mm、好ましくは約1.5〜10mm、例えば約1〜5mm等の、少なくとも0.5mmの平均サイズ(最小寸法の)を有する請求項1〜10の何れか一項に記載の複合材料。
【請求項12】
前記個々の木材粒子は、1mm以上の少なくとも二つの寸法と、0.1以上の一つの寸法を有し、前記木材粒子は少なくとも1mm3の平均体積を有する請求項1〜11の何れか一項に記載の複合材料。
【請求項13】
前記木材粒子は、これら木材粒子の6つの表面を視認できるものである請求項1〜12の何れか一項に記載の複合材料。
【請求項14】
前記木材粒子は、前記熱可塑性ポリマーの溶融流中において配向および整列可能である請求項1〜13の何れか一項に記載の複合材料。
【請求項15】
前記木材粒子は硬質木材、軟質木材又はそれらの組み合わせのチップを含む請求項1〜14の何れか一項に記載の複合材料。
【請求項16】
更に、強化成分として、粒子状材料、繊維状材料又はそれらの組み合わせを含み、この成分は前記第2成分の重量の約1〜15%を形成する請求項1〜15の何れか一項に記載の複合材料。
【請求項17】
整形外科材料として使用される請求項1〜16の何れか一項に記載の複合材料。
【請求項18】
指副子、手首ギプス又は足首ギプスの形態である請求項17に記載の複合材料。
【請求項19】
約50〜70℃の温度で形成可能であり、50℃以下の温度、特に少なくとも45℃までの環境温度においては硬質である請求項1〜18の何れか一項に記載の複合材料。
【請求項20】
ポリマーによって形成される第1成分と強化材によって形成される第2成分とを含む複合材料であって、
前記第1成分は、生物分解可能ポリマーとその混合物のグループから選択される熱可塑性ポリマーを含み、
前記第2成分は木材材料を含み、当該木材材料の大半は粉体よりもサイズの大きな木材粒子から成る複合材料。
【請求項21】
粉体よりもサイズの大きな前記大半の木材粒子は顆粒又は板状であり、前記木材材料の70%以上を形成し、前記木材材料は前記第2成分の70%以上を形成する請求項20に記載の複合材料。
【請求項22】
前記木材材料は0.6mm以上約3.0mmまで、好ましくは約1〜2.5mmの寸法を有する立体形状を有する実質的に顆粒状粒子を含む請求項20または21に記載の複合材料。
【請求項23】
前記木材材料は、0.6mm以上約3.0mmまで、好ましくは、約1〜2.5mmの平均篩い分けサイズを有する顆粒状粒子を含むか、実質的そのような顆粒状粒子から成る請求項22に記載の複合材料。
【請求項24】
前記複合材料中の前記第1成分及び第2成分の混合が均質となるように、前記第1成分の熱可塑性ポリマーはペレット形状で前記木材材料の顆粒状粒子の寸法に類似の寸法を有する請求項21または22に記載の複合材料。
【請求項1】
ポリマーによって形成される第1成分と強化材によって形成される第2成分とを含む複合材料であって、
前記第1成分は、生物分解可能ポリマーとその混合物のグループから選択される熱可塑性ポリマーを含み、
前記第2成分は、0.1 mm以上の最小寸法を有する板状の木材粒子の木材材料を含む複合材料。
【請求項2】
前記板状の木材粒子由来の前記木材材料は、前記第2成分の総重量の少なくとも10%、好ましくは約20〜100%、特に約30〜100%を形成する請求項1に記載の複合材料。
【請求項3】
5〜99重量部、特に40〜99重量部の前記熱可塑性ポリマー成分、および、
1〜95重量部、特に1〜60重量部の前記木材材料を含み、
当該木材材料の重量は、この木材材料の乾燥重量に基づいて計算される請求項1または2に記載の複合材料。
【請求項4】
前記第1成分は前記複合材料のマトリクスを形成し、前記第2成分の微小構造は不連続である請求項1〜3の何れか一項に記載の複合材料。
【請求項5】
前記熱可塑性ポリマーは、エプシロン−カプロラクトンホモポリマー、エプシロン−カプロラクトンホモポリマーとその他の生物分解可能熱可塑性ホモポリマーの混合物のグループから選択され、
前記エプシロン−カプロラクトンホモポリマーが5〜99重量%、特に40〜99重量%であり、
前記生物分解可能熱可塑性ポリマーが1〜95重量%、特に1〜60重量%であり、
前記エプシロン−カプロラクトンホモポリマーと任意の前記熱可塑性生物分解ポリマーのコポリマーであって、エプシロン−カプロラクトン由来の反復単位が5〜99重量%、特に40〜99重量%であり、
その他の重合材由来の反復単位が1〜95重量%、特に1〜60重量%である請求項1〜4の何れか一項に記載の複合材料。
【請求項6】
約60,000〜500,000g/mol、好ましくは100,000〜約200,000g/molの平均分子量を有する第1ポリマー成分を含む請求項1〜5の何れか一項に記載の複合材料。
【請求項7】
1dl/g以上、好ましくは1.2dl/g以上、特に1.3dl/g以上、好ましくは約1.5〜2.5dl/g、例えば1.6〜2.1dl/gの範囲の固有粘度を有する第1ポリマー成分を含む請求項1〜6の何れか一項に記載の複合材料。
【請求項8】
前記複合材料の密度は、前記エプシロン−カプロラクトンホモポリマーの密度よりも少なくとも5%低い請求項1〜7の何れか一項に記載の複合材料。
【請求項9】
前記複合材料の3点曲げ力は、前記エプシロン−カプロラクトンホモポリマー自体のそれよりも少なくとも5%良好である請求項1〜8の何れか一項に記載の複合材料。
【請求項10】
前記複合材料の3点曲げテストにおけるヤング係数は、前記エプシロン−カプロラクトンホモポリマーのそれよりも少なくとも10%高い請求項1〜9の何れか一項に記載の複合材料。
【請求項11】
前記板状の木材粒子は、少なくとも0.7mm、特に約1〜40mm、好適には約1.2〜20mm、好ましくは約1.5〜10mm、例えば約1〜5mm等の、少なくとも0.5mmの平均サイズ(最小寸法の)を有する請求項1〜10の何れか一項に記載の複合材料。
【請求項12】
前記個々の木材粒子は、1mm以上の少なくとも二つの寸法と、0.1以上の一つの寸法を有し、前記木材粒子は少なくとも1mm3の平均体積を有する請求項1〜11の何れか一項に記載の複合材料。
【請求項13】
前記木材粒子は、これら木材粒子の6つの表面を視認できるものである請求項1〜12の何れか一項に記載の複合材料。
【請求項14】
前記木材粒子は、前記熱可塑性ポリマーの溶融流中において配向および整列可能である請求項1〜13の何れか一項に記載の複合材料。
【請求項15】
前記木材粒子は硬質木材、軟質木材又はそれらの組み合わせのチップを含む請求項1〜14の何れか一項に記載の複合材料。
【請求項16】
更に、強化成分として、粒子状材料、繊維状材料又はそれらの組み合わせを含み、この成分は前記第2成分の重量の約1〜15%を形成する請求項1〜15の何れか一項に記載の複合材料。
【請求項17】
整形外科材料として使用される請求項1〜16の何れか一項に記載の複合材料。
【請求項18】
指副子、手首ギプス又は足首ギプスの形態である請求項17に記載の複合材料。
【請求項19】
約50〜70℃の温度で形成可能であり、50℃以下の温度、特に少なくとも45℃までの環境温度においては硬質である請求項1〜18の何れか一項に記載の複合材料。
【請求項20】
ポリマーによって形成される第1成分と強化材によって形成される第2成分とを含む複合材料であって、
前記第1成分は、生物分解可能ポリマーとその混合物のグループから選択される熱可塑性ポリマーを含み、
前記第2成分は木材材料を含み、当該木材材料の大半は粉体よりもサイズの大きな木材粒子から成る複合材料。
【請求項21】
粉体よりもサイズの大きな前記大半の木材粒子は顆粒又は板状であり、前記木材材料の70%以上を形成し、前記木材材料は前記第2成分の70%以上を形成する請求項20に記載の複合材料。
【請求項22】
前記木材材料は0.6mm以上約3.0mmまで、好ましくは約1〜2.5mmの寸法を有する立体形状を有する実質的に顆粒状粒子を含む請求項20または21に記載の複合材料。
【請求項23】
前記木材材料は、0.6mm以上約3.0mmまで、好ましくは、約1〜2.5mmの平均篩い分けサイズを有する顆粒状粒子を含むか、実質的そのような顆粒状粒子から成る請求項22に記載の複合材料。
【請求項24】
前記複合材料中の前記第1成分及び第2成分の混合が均質となるように、前記第1成分の熱可塑性ポリマーはペレット形状で前記木材材料の顆粒状粒子の寸法に類似の寸法を有する請求項21または22に記載の複合材料。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7a】
【図7b】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7a】
【図7b】
【公表番号】特表2012−520368(P2012−520368A)
【公表日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願番号】特願2011−553480(P2011−553480)
【出願日】平成22年3月11日(2010.3.11)
【国際出願番号】PCT/FI2010/050185
【国際公開番号】WO2010/103186
【国際公開日】平成22年9月16日(2010.9.16)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.テフロン
【出願人】(511220670)
【Fターム(参考)】
【公表日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願日】平成22年3月11日(2010.3.11)
【国際出願番号】PCT/FI2010/050185
【国際公開番号】WO2010/103186
【国際公開日】平成22年9月16日(2010.9.16)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.テフロン
【出願人】(511220670)
【Fターム(参考)】
[ Back to top ]