
新規の耐摩耗性シート、並びにそれを製造するための方法及びその使用
本出願は、金属シェルを有する硬質物質粒子及び、軟質はんだ、硬質はんだ又は高温はんだの群から選択されるはんだ材料粒子を含有する耐摩耗性シート、前記耐摩耗性シートの使用並びにシートキャスティング法による前記シートの製造方法に関する。
【発明の詳細な説明】
【技術分野】
【0001】
発明の詳細な説明
本発明は、金属被覆された硬質物質粒子、殊にニッケル被覆された炭化タングステン及び、はんだ材料粒子、ニッケル−クロム基はんだ合金からの耐摩耗性シート(Verschleissschutzfolien)、シートキャスティング(Foliengiessen)を用いたその製造方法及び高められた可使時間を有するコンポーネント(Bauteile)を製造するためのその使用に関する。
【0002】
殊に摩擦によっての、高い摩耗負荷に対する保護のために、硬質物質合金によるコーティングが重要性を増しつつある。そのうえまた、機械的に負荷を被るコンポーネント上に耐摩耗性層を施与することで、腐食又は熱的損傷からも保護される。それにより、かかるコンポーネントの寿命を著しく高めることができ、かつ運転コストを明らかに減らすことができる。殊に、複合材料、いわゆる金属マトリックス複合材(MMCs)が用いられ、これは粘靭性のニッケル−、コバルト−又は鉄金属マトリックスから成り、その中には炭化物、ホウ化物又は窒化物などの硬質金属物質が埋め込まれている。その際、金属溶融物中での硬質物質の可能な限り良好な均一な分布と硬質物質及びはんだとの良好な接合は、結果生じる耐摩耗性層の品質にとって非常に重要である。その際、硬質物質の分布、並びに材料とはんだとの界面の形成及び溶融金属合金における反応相の形成は、混合されるべき材料、硬質物質の所望の割合もしくは硬質金属合金の金属マトリックスの割合及び製造プロセスの間のプロセス条件に強く依存する。それゆえ、かかる耐摩耗性材料もしくは耐摩耗性コーティングを製造するために、信頼でき、かつ単純な方法が探し求められてきている。
【0003】
そうして例えば、特許文献US6,649,682B1には、硬質金属の炭化物粒子を含有する水性分散液を、仕上げされるべき表面上に塗布し、続けて、はんだ材料を含有する分散液を用いて処理することが記載され、その際、耐摩耗性層が、引き続き、そのようにして処理されたコンポーネントの加熱によってその表面上に形成される。
【0004】
US5,594,931には、種々の硬質金属材料割合及びはんだ材料割合を有する少なくとも2つの層から成る、予め作製された耐摩耗性材料が記載され、その際、これらの層は、焼結によってしっかりと結合される。
【0005】
公開公報US2007/0017958A1には、多層の耐摩耗性材料と並んで層状の材料の使用が記載され、該材料は、硬質金属粒子、金属合金、はんだ材料及び場合によりバインダーを含有する。その際、耐摩耗性材料は、溶剤中での個々の成分のスラリー化及び引き続く該材料の層状のキャスティングによって製造されることができる。金属シートの製造に利用できる代替法は、例えばWO2007/147792に記載されている。
【0006】
そこから出発して、本発明の基礎をなしている課題は、製造し易く、かつ単純に取り扱うことができる耐摩耗性シートを提供することであった。さらに、これらのシートを用いてコンポーネント上に作製された耐摩耗性層は、可能な限り低い多孔性、低い摩耗性及び高い硬度を有するべきである。
【0007】
該課題は、一方では金属シェルを有する硬質物質粒子、及び他方でははんだ材料、殊に硬質はんだ又は高温はんだを有する耐摩耗性シートにより解決される。場合により、耐摩耗性シートは有機バインダー及び可塑剤も含有してよい。
【0008】
金属被覆された硬質物質粒子が、有機バインダー及び場合により可塑剤を含有するバインダー懸濁液の存在下で、はんだ材料粉末と一緒に安定性のスラリーへと加工され得ることがわかった。金属被覆された硬質物質粒子は、特に良好にはんだ材料マトリックス中に組み込まれることができ、その際、シェル金属は、はんだ材料でウェッティングがされ易いように選択される。有利には、硬質物質粒子シェルとして使用される金属は、はんだ材料中にも含有されている金属である。金属被覆された硬質物質粒子の改善された濡れ性によって、はんだ材料マトリックス中への該粒子の組み込みが改善される。その上、適した金属シェルによって、はんだと硬質物質との反応挙動が制御もしくは回避されることができる。これは、特許保護を請求した耐摩耗性シートから耐摩耗性層を作製するのに必要な、さらなる加工工程に関しても当てはまる。
【0009】
相応する耐摩耗性シートを得るためにスラリーをキャスティング(Vergiessen)することによって、はんだ材料マトリックス中での、金属被覆された硬質物質粒子の分布にほとんど影響は及ぼされない。これは有機バインダーの使用に起因するものとみなすことができ、それによってシートの製造プロセスの間に金属マトリックス中での硬質物質の良好な分布が安定化される。400℃未満の低い温度でのシートの後置された乾燥もしくはシートの脱バインダーも同様に、シートの粒子分布に目立った影響を及ぼさない。得られたシートはさらに予備焼結してよく、すなわち、該シートは焼結工程に供され、その後、それはコンポーネント上に施与され、次に続く工程で耐摩耗性層が作製されることになる。シートの予備焼結によって、所望のコンポーネント上での耐摩耗性層の製造に際して生じるシート収縮が減らされる。しかしながら、これは、予備焼結されなかったか又は脱バインダーされなかった耐摩耗性シートも、そのつどのコンポーネント上に直接施与され、次いで脱バインダーされ、さらに加工してよいことを排除しない。予備焼結されたシートは、その上また、単純にコンポーネント上に貼り付けられるか、もしくは付加的なはんだの使用下でコンポーネント上に、例えば火炎ろう付けによって、ろう付けされるか又は溶接されることができる。
【0010】
従って、ここで記載される耐摩耗性シートは、殊に、硬ろう付け又は高温ろう付けによって、殊に真空炉中で、コンポーネントに施与するのに適している。予備焼結された耐摩耗性シートの場合、これらもまた、貼り付け、ろう付け又は溶接されることができる。焼結、予備焼結、硬ろう付け−もしくは高温ろう付けプロセスの間の高い温度によっても、得られた耐摩耗性層は、粒子分布においてほぼ等方性の微細構造及び非常に低い多孔性を示し、それによって低い摩耗性及び高い硬度が、コンポーネントの仕上げされるべき面全体にわたって達成される。その際、細孔形成は、はんだ材料による、金属被覆された硬質物質粒子の良好な濡れ性によって減らされる。なぜなら、金属被覆された硬質物質粒子とはんだ材料との界面で良好な結合が生じるからである。殊に焼結、予備焼結又はろう付けの間に、硬質物質粒子の金属シェルとはんだ材料との界面で相反応又は拡散プロセスが、殊に該硬質物質粒子が金属からのシェルを有する場合に生じる。かかる拡散プロセスもしくは相反応によって、高い温度での処理を包含する製造プロセスの間に耐摩耗性層がさらに安定化され、該耐摩耗性層中における細孔形成が最小化される。同時に、金属シェルの選択により、はんだと硬質物質との反応挙動が制御もしくは回避されることができる。その上、本発明によるシートは、スラリーから、慣例のシートキャスティング法によって簡単に大規模工業的に製造することができる。
【0011】
従って、本発明の対象は、金属シェルを有する硬質物質粒子及び、軟質はんだ、硬質はんだ又は高温はんだの群から選択されているはんだ材料粒子を含有する耐摩耗性シートを提供することである。
【0012】
硬質物質粒子は、有利には、高い融点を有する遷移金属の炭化物及び/又はホウ化物を含有し、殊に、これらはタングステン、チタン、バナジウム、クロム、タンタル、ニオブ、ケイ素又はモリブデンの炭化物であり、しかし、これらの金属のホウ化物、炭窒化物又は窒化物も硬質物質粒子として考慮に入れられる。特に有利なのは、炭化タングステン、例えばWC及び/又はWSC(タングステン溶融炭化物)、その際、WSCは、WC及びW2Cからの混合物であり、それは殊にWC及びW2Cからの共晶構造を表す、炭化チタン、例えばTiC、炭化タンタル、炭化バナジウム、例えばVC、炭化クロム、例えばCr3C2、Cr7C3、Cr23C6、炭化ケイ素、例えばSiC、炭化モリブデン、例えばMo2C又はホウ化チタン、例えばTiB2、又は上述の硬質物質粒子の混合物であり、その際、場合によりホウ化タングステン、例えばWBと混合した、炭化タングステンが特に重要である。特に有利な硬質物質粒子は、ちょうど上で挙げられた炭化物及び/又はホウ化物から成る。
【0013】
殊に有利なのは、式W2C/WCのタングステン溶融炭化物であり、その際、粒状の溶融炭化物は、炭化タングステン(WC)からの粒子シェルを有する。WCシェルを有する特に有利なタングステン溶融炭化物は、Macroline炭化タングステン(H.C.Starck GmbH社のAmperweld(R)powder seriesからのMWC)である。記載される硬質物質は、以下では硬質金属とも呼ばれる。
【0014】
高い硬度に基づき、殊に、硬質物質粒子としてWSCsの使用が、耐摩耗性層の作製に鑑みて非常に興味深い。ニッケル基はんだ中での強い相反応に基づき、有利には、熱的により安定性のWSC、すなわち、Macroline炭化タングステンが硬質物質として使用される。Macroline炭化タングステンは、WSCからなるコア及びWCからなるシェルを有し、該シェルはWSCコアを、ニッケル基はんだとの反応から実質的に保護する。
【0015】
さらに、球形状における硬質物質の使用が提供される。球形状における硬質物質は、殊にガス噴霧によって得られるか又は凝集した硬質物質からプラズマ中で製造される。
【0016】
その際、硬質物質粒子は金属シェルにより取り囲まれており、その際、該金属シェルは、はんだ材料に対する接合及びスラリー中への導入を促進する。有利には、該シェルは、はんだ材料と類似の組成を有する。殊に、はんだ材料中にも含有されている金属がシェル中に含有されている。殊に有利なシェルの金属は、ニッケル、コバルト、クロム、鉄、銅、モリブデン、アルミニウム、イットリウム又はこれらの金属の混合物である。これらのシェル金属の有利な混合物は、コバルト/クロム−、ニッケル/クロム−、ニッケル/コバルト混合物である。特に有利なのは、さらに、ニッケル被覆、クロム被覆もしくはコバルト被覆された硬質物質粒子の使用である。金属被覆された硬質物質は商業的に入手可能であり、例えばニッケル被覆又はコバルト被覆された炭化タングステンが、H.C.Starck,Germanyから販売される。特に有利な一実施形態において、WCシェルを有してよく、かつニッケル含有層で被覆されているタングステン溶融炭化物からの硬質物質粒子が使用される。
【0017】
使用される金属被覆された硬質物質は、一般に粉末状で存在する。約0.05μm〜200μm、有利には10μmから150μmまでの平均粒径を有する粉末が使用され、その際、理想的な粒径は適用に依存して様々に変わる。硬質物質は、有利には完全に金属シェルで覆われており、その際、部分的に金属で覆われた粒子も使用することができる。しかしながら、上述の粒子の表面は、有利には少なくとも50%が金属コーティングを備えているべきである。硬質物質粒子の金属コーティングは、コーティングのために準備された金属を慣例の方法により硬質物質粒子上で析出させることによって行われる。
【0018】
本発明の意味における有利なはんだは、硬質はんだもしくは高温はんだである。はんだ材料として、殊に、ニッケル−、チタン−、コバルト−、銅−、スズ−又は銀はんだの群からのはんだ粉末が考慮に入れられる。
【0019】
適したはんだは、例えば硬質はんだ、例えば銅/スズ−はんだ、銀/カドミウム/銅−はんだ、銀/リン−はんだである。特に有利には、高温はんだ、例えばニッケル基はんだ又はコバルト基はんだ、例えばニッケル/クロム含有はんだ又はニッケル/コバルト含有はんだが使用される。しかしながら、軟質はんだ、殊にスズ基軟質はんだ、例えばスズ/鉛又はスズ/銀はんだも使用することができ、該はんだは、その上なお、さらなる金属、例えばアンチモン、ビスマス及び/又は銅を含有してよい。さらに、リンの添加も同様に慣例の軟質はんだにおいて一般に行われている。
【0020】
特に有利な一実施形態において、金属被覆された硬質物質粒子が、ニッケル含有はんだ材料と組み合わせて使用される。殊に、添加物、例えばホウ素、クロム及びケイ素を有するニッケルはんだは、硬質物質粒子、例えば炭化タングステン、殊にタングステン溶融炭化物に作用し、そのため効果を喪失させる可能性がある。金属被覆された硬質物質粒子の使用によって、はんだ材料中での硬質物質の溶解を減少させることができる。ニッケル基はんだ中でのタングステン溶融炭化物の溶解に鑑みて、殊に、炭化タングステンシェル(WCシェル)によるWSCsの被覆の措置がなされる。それに応じて、特に良好な耐摩耗性層を作製するために、WCシェル、例えばMWCを有する、ニッケル被覆されたタングステン溶融炭化物の使用が特に適している。
【0021】
ここで記載される耐摩耗性シートは、一般に、該シートのその全質量に対して、5〜95質量%、有利には10質量%から90質量%までの金属被覆された硬質物質粒子及び5〜95質量%、有利には10質量%〜50質量%のはんだ材料粒子を含有する。特に有利には、該シートは、60質量%から80質量%までの金属被覆された硬質物質粒子及び20質量%から40質量%までのはんだ材料を含有する。その際、得られた硬質物質とはんだ材料との混合比は、そのつどの摩耗保護適用に依存して様々に変化してよい。使用されるはんだ材料は、所望のはんだ温度に基づき、かつコーティングされるべきコンポーネントの材料に基づき選択されることができる。有利に、はんだ材料は、使用される有機添加剤の分解温度を上回る固相線温度を有するべきである。
【0022】
耐摩耗性シートはまた、該シートのその全質量に対して、0.1〜99.9質量%、有利には10質量%から90質量%までの金属被覆された硬質物質粒子及び0.1〜99.9質量%、有利には10質量%〜50質量%のはんだ材料粒子を含有してよい。かかる耐摩耗性シートはまた、0.1質量%〜20質量%の有機バインダー及び可塑剤を含有してよい。
【0023】
記載される耐摩耗性シートはまた、さらなる硬質物質含有層及び/又ははんだ材料含有層で積層されることもできる。有利には、金属被覆された硬質物質粒子もしくははんだ材料の種々の含有量によって特徴付けられている2つ以上の本発明によるシートを積層して複合シートとすることができる。
【0024】
それゆえ本発明のさらなる一対象は、記載される耐摩耗性シートの少なくとも1つを含有する複合材料であり、その際、該複合体の個々の層は、硬質物質粒子及び/又ははんだ材料粒子の種々の割合を含有する。かかる複合材料は、有利には、40質量%〜95質量%、特に有利には60質量%から90質量%までの割合の金属被覆された硬質物質粒子及び5質量%〜60質量%の割合のはんだ材料を有する層を持つ。さらに、複合材料はなお少なくとも1つのさらなる層を持ち、該層は、なかでも、有利には40質量%から100質量%までの割合、特に有利には60質量%から90質量%までの割合を有するはんだ材料を含有する。この層も、有利には同様に金属被覆されている、殊に10%から40%までの質量割合を有する硬質物質粒子を含有してよい。かかる複合材料も、コンポーネント上で焼結及び/又は予備焼結されることができる。焼結された複合材料も同様に、単純にコンポーネント上に貼り付け、ろう付け又は溶接されることができる。
【0025】
さらなる一実施形態において、特許保護を請求した耐摩耗性シートは、他の添加剤と並んで、有機バインダー及び可塑剤も含有してよい。有機バインダー及び可塑剤の割合は、シートの全質量に対して0質量%〜20質量%である。その際、有機バインダー及び可塑剤は、有利には100:0から50:50までの質量比において使用される。有機バインダーが耐摩耗性シート中に含有されている場合は、これは、該シートの全質量に対して、特に有利には、0.5質量%から15質量%まで、殊に2質量%から10質量%までの質量割合で存在し、可塑剤は、特に有利には、0.1質量%から10質量%まで、殊に0.5質量%から5質量%までの質量割合で存在する。
【0026】
有利な有機バインダー及び可塑剤は、400℃より下の温度、有利には350℃より下の温度で分解するものである。適した有機バインダーは、例えば、低い天井温度を有するポリマー、例えばハロゲン化されたポリオレフィン、殊にテフロン、ポリアセタール、ポリアクリレート又はポリメタクリレート又はこのコポリマー、ポリアルキレンオキシド、ポリビニルアルコール又はこの誘導体、ポリビニルアセタール又はポリビニルブチラールである。特に有利なのは、ポリアルキレンカーボネート、殊にポリプロピレンカーボネートの群からの有機バインダーである。有機バインダーは、殊に、乾燥に際して個々の固体粒子を互いに結び付けるために用いられる。バインダーは、溶剤中で良好に可溶性であり、かつ、さらなる添加剤、例えば分散剤と相容性を示すべきである。好ましくは、該バインダーの添加によって、スラリーの粘度はほとんど高められず、懸濁液に対する安定化作用が得られる。有機バインダーは、有利には、400℃より下の低い温度で残留物不含で燃焼されるべきである。付加的に、該バインダーは、改善された耐久性及び改善されたグリーンシートの取り扱い適性を担っており、殊に、例えば乾燥に際して亀裂の形成が減少されることに寄与する。
【0027】
例えば、可塑剤(Plastifizierer)として、フタレート、例えばベンジルフタレート、グルー、ワックス、ゼラチン、デキストリン、アラビアゴム、油、例えばパラフィン油、又はポリマー、例えばポリアルキレン、殊にポリエチレンが適している。しかしながら、有利な可塑剤は、アルキレンカーボネート、殊にプロピレンカーボネートである。可塑剤は、殊にポリマーバインダーのガラス温度を低下させ、かつグリーンシートに、より高い柔軟性をもたらすべきである。可塑剤はバインダーの網目構造に入り込み、それによりスラリーの粘度を低下させる。適したバインダー/可塑剤の比の調整によってと、種々のバインダー及び可塑剤との組み合わせによって、例えばグリーンシートの引裂強さ及び延性に影響が及ぼされ得る。使用される可塑剤も、有利には400℃より下の低い温度で完全に燃焼する。
【0028】
シート中に含有されていてよい、さらなる添加剤として、金属バインダー、例えば金属粉末が考慮に入れられ、それらは有利には、タングステン、タンタル、ニオブ、モリブデン、クロム、バナジウム、チタン、マンガン、鉄、コバルト、ニッケル、銅、亜鉛、銀、カドミウム、アルミニウム又はスズを含有していてよい。さらに、金属酸化物、例えばシリケート、アルミニウム酸化物、ジルコニウム酸化物又はチタン酸化物を添加してよい。かかる金属添加剤は、耐摩耗性シートの全質量の最大30質量%の割合を超過すべきではない。
【0029】
本発明による耐摩耗性シートは、平坦なシート又は三次元に形作られたシートであってもよい。該シートの層厚は、その際、10μm〜3000μm、殊に50μm〜2500μm、有利には200μm〜2000μmである。
【0030】
本発明のさらなる一対象は、単純に大規模工業的に実施可能であり、それに応じて費用のかからない、耐摩耗性シートを製造するためのシートキャスティング法である。そのためにまず、少なくとも1つの溶剤及び有機バインダーを含有するバインダー懸濁液が製造される。
【0031】
溶剤として、殊に有機溶剤が考慮に入れられる。しかしながら、ある一定の場合においては、水の添加も適切であり得る。有利な溶剤は、例えばエステル、エーテル、アルコール又はケトン、殊にメタノール、エタノール、プロパノール、ブタノール、ジエチルエーテル、ブチルメチルエーテル、酢酸メチルエステル、酢酸エチルエステル、アセトン、メチルエチルケトン(MEK)又はそれらの混合物である。特に有利な溶剤はケトンであり、殊にアルキルケトンの群からのものである。有機バインダーとして、有利には、ずっと上で挙げられていた化合物、殊にポリアルキレンカーボネートが使用される。さらに、バインダー懸濁液に可塑剤を直接的に加えることもできる。得られた混合物は、混合ユニット、例えばボールミル中で混合かつ均質化される。
【0032】
そのようにして製造されたバインダー懸濁液は、それから、金属シェルを有する硬質物質粒子及び、はんだ材料と混ぜられ、スラリーへと加工される。これは、例えばタンブルミキサー又はボールミル中で行ってよく、その際、ボールミルに、有利には、加工されるべき硬質物質粒子のそれより高い密度を有する粉砕媒体が充填される。バインダー懸濁液は、有利にはボールミルに装入されるが、しかし、後になって加えることもできる。さらに、金属被覆された硬質物質粉末とはんだ材料粉末とがボールミルに入れられ、その際、得られた混合物は、安定なスラリーが生ずるまで粉砕かつ攪拌される。ボールミルが使用される場合、スラリーの十分な混合及び均質化は、一般的に4時間〜48時間続く。次いでスラリーは、引き続き減圧下でガス抜きされることができる。貯蔵、ガス抜きもしくは他の加工工程は、有利には常時攪拌下で行われ、そうしてスラリーの固体成分の沈降が防がれる。
【0033】
代替的な実施形態では、当然の事ながらまた、硬質物質粒子及び/又ははんだ材料粒子がプレアロイされ、かつバインダー懸濁液が添加されることができる。スラリー製造の間のバインダー懸濁液の連続的な又は少量ずつの添加も考えられる。
【0034】
得られたスラリーは、次いで慣例のシートキャスティング法によりキャスティングしてシートにすることができる。
【0035】
スラリーの製造のために、該スラリー(溶剤込み)の全質量に対して5〜60質量%、有利には10質量%〜30質量%のバインダー懸濁液が使用される。バインダー懸濁液は、該バインダー懸濁液の全質量に対して少なくとも1質量%〜60質量%、特に有利には5質量%から40質量%までの有機バインダー及び、該バインダー懸濁液(溶剤込み)の全質量に対して0質量%〜15質量%、特に有利には2質量%から10質量%までの可塑剤を包含する。バインダー懸濁液は、少なくとも該バインダー懸濁液の個々の成分の懸濁を保証するために、十分な量の溶剤を含有する。硬質物質粒子及びはんだ材料粒子の懸濁のために必要とされる、より多い量の溶剤の使用は妨げにならない。しかしながら、スラリーの製造プロセス全体の間に、必要に応じてまた、さらにバインダー懸濁液もしくは溶剤を加えてもよい。有利には、溶剤の量は、高い固体含有率を有するスラリーが生ずるように配量される。
【0036】
さらに、スラリーの全質量に対して40質量%〜95質量%、有利には70質量%〜90質量%の硬質物質粒子及びはんだ材料粒子が、バインダー懸濁液に添加される。その際、硬質物質粒子とはんだ材料粒子との質量比は、有利には40:60から90:10までであり、すなわち、スラリーは硬質物質粒子を、有利には約25質量%から90質量%まで、特に有利には50質量%から80質量%まで含有し、かつ、はんだ材料粒子を、約5質量%から60質量%まで、特に有利には10質量%から40質量%まで含有する。その際、硬質物質粒子及びはんだ材料粒子は一緒に又は別個に添加してよい。
【0037】
該粒子は、固体としてバインダー懸濁液に供給されるか又は予め懸濁された形で供給されることができる。
【0038】
代替的な一実施形態において、耐摩耗性シートは、
a)溶剤及び有機バインダーを含有するバインダー懸濁液を製造し、
b)工程a)で製造されたバインダー懸濁液を、硬質物質粒子及び、硬質はんだ又は高温はんだの群から選択されるはんだ材料粒子と混ぜ、そしてスラリーへと加工し、かつ
c)得られたスラリーをキャスティングしてシートにすることによって製造することができ、その際、該スラリーの製造のために、その全質量に対して
− 0.1質量%〜30質量%のバインダー懸濁液、その際、バインダー懸濁液は、該バインダー懸濁液の全質量に対して0.1〜60質量%の有機バインダー及び該バインダー懸濁液の全質量に対して0質量%〜15質量%の可塑剤を含有する、及び60質量%〜99.9質量%の硬質物質粒子及びはんだ材料粒子が使用され、その際、硬質物質粒子とはんだ材料粒子との質量比は、0:100〜100:0である。
【0039】
スラリーもしくはバインダー懸濁液に、さらなる有用な添加剤、殊に分散剤、消泡剤又は保護コロイド、例えばポリエステル/ポリアミン縮合重合体、アルキルホスフェート化合物、ポリビニルアルコール、デキストリン又はセルロースエーテルが添加されていてよい。
【0040】
スラリー注入法によるシートキャスティングの場合、通常のシートキャスティング装置(Foliengiessbaenke)を使用することができる。その際、スラリーは貯蔵容器中に充填され、その下でプラスチックキャリアが送られ、これは連続的に制御された速度で容器の下方にて実施される。スラリーは、その際、貯蔵容器からプラスチックシート上にキャスティングされ、かつキャスティングナイフにより一定の厚さに削り取られる。それによって、滑らかで平坦なシートが作製され、これは引き続き、一般に可変温度で乾燥され、場合によりプラスチックシートから引き離され、そして巻き取られるか又はさらに加工もしくは調製される。記載された方法は、高い製造速度によって、ひいては、より適した製造コストによって際立っており、その際、製造されたシートの品質は良好な安定性を示す。さらに、種々のシート厚さ、殊に10μmから3000μmまでの範囲における厚さとシート幅を単純に調整することができる。その際、最大シート幅は、使用されるシートキャスティング装置により規定される。しかしながら、スラリーの顕著な擬似塑性挙動に基づき、400mmまでのシート幅を問題なく製造することができる。シート厚さ及びシート幅は、その際、以下のパラメーターによって調整されることができる。ナイフの切断高さ、キャスティングチャンバー中でのスラリーの充填高さ、それとキャスティング圧力、プラスチック基体(Kunststoffunterlage)の引き抜き速度、スラリーのキャスティングヘッド(Giessschuhbreite)幅及び粘度。幅及び長さにおけるシート厚さの変動値は、この方法の場合、通常は10%より小さい。キャスティング基体として、構造化されたプラスチックキャリアが使用される場合、単純な構造も耐摩耗性シートに導入することができる。
【0041】
代替的な一方法は、殊に、三次元に形作られた耐摩耗性シートの製造のために適している真空スラリーキャスティング法である。真空スラリーキャスティングの場合、負圧をかけることによってプロセスの進行が本質的に速められる。この方法の場合、スラリーは多孔性金型に注入され、それを通して、存在する溶剤が負圧によって吸引される。その際、スラリー中に含有される固体が金型表面に堆積し、かつ、そのようして三次元に形作られたシートを形成し、それは乾燥後に該金型から取り外されることができる。真空法により、殊に非常に薄い1μmまでのシートを得ることができ、除去された溶剤は、その上またさらに使用することができる。真空法も同様に大規模工業的に利用可能である。
【0042】
製造法の有利な一実施形態において、溶剤、例えばアルキルケトン、バインダー、有利にはポリプロピレンカーボネート及び可塑剤、有利にはプロピレンカーボネートからの懸濁液がボールミル中で数日間、均質化かつ混合される。有機添加剤の製造された混合物は、シートキャスティングスラリーのベースである。次の工程では、ボールミルに粉砕媒体が入れられ、かつ製造されたバインダー懸濁液が量り入れられる。使用される粉砕媒体の量は、スラリー中の固体の量に合わせられるべきであり、かつ該粉砕媒体は、使用される硬質物質材料より高い密度を有するべきである。その後、硬質物質粉末及びはんだ粉末が量り入れられる。硬質物質材料として、有利には、様々なニッケル被覆された炭化タングステンが使用される。はんだ材料として、なかでもニッケル/クロム−はんだ粉末、有利にはNICROBRAZ−はんだ粉末(Wall Colmonoy)が使用される。得られたスラリーは、常時攪拌下で0.5h〜24h混合される。その後、混合されたスラリーは特別なキャスティング容器に移され、そしてガス抜きされる。使用される粉末の高い密度に基づき、スラリーは、固体成分の沈降を避けるために、常時ゆっくりと攪拌されなければならない。その後、ガス抜きされたスラリーは、市販のキャスティング装置によりキャスティングされ、頑丈で柔軟性のある硬質金属シートにされる。基体として、有利にはプラスチックキャリア、殊に、シリコーンコーティングされた、PETからのプラスチックシートが使用され、それはキャスティングプロセスの間の引張力に耐え、乾燥されたスラリーもしくはグリーンシートに対して僅かな付着性を有するべきであり、そのため該シートは簡単に再び取り除くことができる。作製されたウェットなシートは、空気循環式乾燥炉チャネル(Umlufttrocknungskanal)中で、有利には25℃〜85℃の温度で乾燥される。記載された方法により、殊に2.5〜15g/cm3の密度を有するグリーンシートを作製することができる。グリーンシート中の固体の有機添加剤の割合は、有利には該グリーンシートの材料の1質量%〜25質量%、殊に2質量%〜10質量%である。
【0043】
シートキャスティングによる耐摩耗性シートの製造は、様々な利点を有する。そのため例えば、有機バインダーの使用下で、大量の硬質物質粒子を、スラリー製造に際して、はんだ材料からのマトリックス中に問題なく混入させることができる。有機バインダーの使用によって、さらに、得られるシートは、殊に機械的応力に対して安定化され、それによって該シートの取り扱い適性が高まり、殊にそれによって該シートのさらなる加工が簡略化される。
【0044】
ここで記載される耐摩耗性シートは、殊に、450℃を上回る硬ろう付けによる、有利には900℃を上回る高温ろう付けによる耐摩耗性層の作製のために適しており、その際、該シートとコンポーネントとのしっかりと固定された接合の作製が液相焼結によって行われ、それによって界面で拡散ゾーンが形成される。その際、耐摩耗性層とコンポーネントとの間で特に密接な結合が生じる。液相焼結は、通常、保護ガス下で及び/又は減圧下で実施され、その際、酸化防止として、しばしば少量の水素が混ぜられる。硬ろう付け及び高温ろう付けによって、なかでも、鋼表面を有するか又は、例えば鉄、銅、モリブデン、クロム、ニッケル、アルミニウム、銀又は金を含有する金属表面をする金属コンポーネントがコーティングされることができ、その際、該表面の融点もしくはその固相線温度は、耐摩耗性シート中に含有されるはんだ材料の液相線温度を上回るべきである。
【0045】
バインダーを含有する耐摩耗性シートは、耐摩耗性層の製造のために直接コンポーネント上に施与され、脱バインダーされ、次いでさらに加工して相応する保護層にすることができる。しかしながら、有利には、耐摩耗性シートは、コンポーネント上への耐摩耗性層の製造に際してのシート収縮を最小限にするために、予め脱バインダーされ、かつ予備焼結される。脱バインダーとは、シートキャスティングに必要な有機成分を可能な限り残留物不含に除去することを意味する。しかしながら、残留物が炭素の形態で残る場合、これは続く焼結プロセスにおいて炭化物を形成し、このことは必ずしも妨げとはならない。脱バインダーは、適切な温度−/時間プロフィールに従って熱的に行われる。その際、温度上昇は400℃を超えるべきではない。通常、脱バインダーは、場合によって存在する大気からの酸素を除去するために、窒素又はアルゴン下で、時として、少ない割合の水素を伴って行われる。シートの完全な脱バインダーに要する時間は、その際、一日かかり得る。
【0046】
以下では、例示的に、コンポーネント上への耐摩耗性層の2つの製造法が記載される。第一の方法は、はんだ材料が充填された硬質物質グリーンシートから出発する。グリーンシートは、コンポーネントのサイズに応じて適切に裁断され、かつ該コンポーネント表面に取り付けられる。シートの取り付けは、さらなる助剤を用いずに行うことができるが、しかし、有利には熱分解によって除去されることができる接着剤を使用することもできる。殊に、接着剤としてバインダー懸濁液も、コンポーネント上にシートを施与するために使用することができる。その後、該コンポーネントは該グリーンシートで熱的に処理される。第一の熱処理工程では、脱バインダープロセスは、有利には350℃より下の低い温度で実施される。脱バインダー温度は、有利な実施形態において、耐摩耗性シート中のはんだ材料の液相線温度より下にある。使用される有機添加剤は、その際、有利には、圧力を減少させて(1bar未満)可能な限り残留物なしに除去される。引き続く焼結工程では、脱バインダーされたシートが、10-4〜10-6mbarでの高真空中においてコンポーネント表面上で焼結される。最大温度及び持続時間は、使用されるはんだ材料に依存し、その際、少なくともはんだ材料の液相線温度に達しなければならない。はんだ材料の液相線温度は、その際、硬質物質の融点を下回っているべきである。焼結温度は、通常、800℃〜2000℃の範囲、殊に1000℃から1500℃まで、有利には1050℃から1200℃までである。使用されるはんだ材料は、所与の焼結温度で液状となり、かつ硬質金属粒子及びコンポーネント表面をウェッティングする。適用された高真空は、液状はんだによる硬質金属粒子及びキャリアガスのウェッティングを促進し、かつ作製された耐摩耗性層中での多孔性を減少させる。その際、コンポーネント表面と製造された耐摩耗性層との間で、はっきりと分かる拡散層が形成される。該拡散層は、コンポーネント表面上への耐摩耗性層の付着性を決定する。
【0047】
第二の方法の場合、ちょうど記載した方法と同じように製造された柔軟性のグリーンシートから、第一の工程で予備焼結された耐摩耗性部材が製造される。該グリーンシートの予備焼結は、例えばセラミック焼結基体、例えばAl2O3又はZrO2上で実施される。400℃までの脱バインダーサイクル後に、高真空が適用され、かつ硬質金属シートが焼結基体上で焼結されて固体の粒子複合材料が得られる。そのようにして予備焼結された耐摩耗性シートは、次いでコンポーネント上に施与され、液相焼結によって、前述の方法と同じよう加工されて耐摩耗性層とすることができる。代替的に、予備焼結された材料は、単純にコンポーネントの表面に貼り付けられるか、もしくは付加的なはんだの使用下で、ろう付け又は溶接されることができる。
【0048】
本発明による耐摩耗性シートによって作製可能な耐摩耗性層は、有利には5%未満、特に有利には1.5%未満、殊に1%未満の僅かな多孔率によって際立っている。該多孔率は、耐摩耗性層のカットした部分から視覚的に定めることができ、その際、カット面での固体の面積割合に対する細孔の面積割合の比が定められる。
【0049】
記載された方法により製造することができる有利な耐摩耗性層は、2.5g/cm3〜25g/cm3、有利には5g/cm3〜15g/cm3の密度を有する。作製された耐摩耗性層は、高い硬度によって際立っている。40 HRC〜70 HRCのロックウェル硬度を有する耐摩耗性層を問題なく作製することができ、有利な耐摩耗性層は、50 HRCを上回るロックウェル硬度を有する。製造された層の摩耗安定性は、ASTM G132−96(Pin on Ttable)に従って2元アブレシブ摩耗試験(Verschleissschutzbestaendigkeit)によって定められることができる。摩耗安定性は、例えば標準規格ASTM G65−04によって定められることができる。
【0050】
殊に、低い分解温度を有する有機バインダー及び可塑剤を含む有機添加剤と、該有機添加物の分解温度を上回る液相線温度を有するはんだ材料との組み合わせにより、はんだ材料マトリックス中に均一に分布されている、金属被覆された硬質物質粒子との結合において、僅かな多孔性及び高い硬度を有する耐摩耗性層を作製することができる。有利には、はんだ材料の液相線温度は、有機バインダーもしくは可塑剤の分解温度より100℃以上高く、特に有利には200℃以上高く、殊に400℃以上高い。これは、単純に大規模工業的に製造可能であり、かつ単純に熱処理によって、殊に低い温度での別個の脱バインダー及び引き続く高い温度での硬ろう付け、高温ろう付けもしくは火炎ろう付けによって加工してそのつどの耐摩耗性層を得ることができる耐摩耗性シートでうまくいく。
【0051】
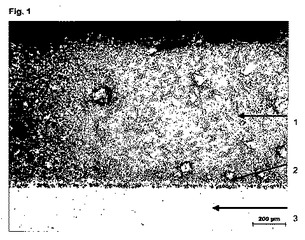
図1は、鋼担体(3)上の、NICROBRAZはんだ材料とニッケル被覆された炭化タングステン硬質金属粒子を有する耐摩耗性層(1)を示す。図1における写真から、被覆された炭化タングステン粒子がほぼ均一に耐摩耗性層中に分布しており、かつ作製された耐摩耗性層が僅かな残留多孔性を有することが読み取れる。さらに、耐摩耗性層と鋼担体(3)との間の拡散層(2)が非常に良好に顕著なものであることが読み取られる。
【0052】
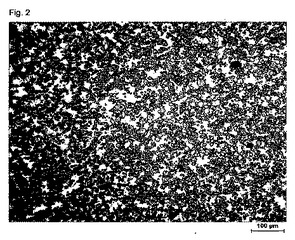
図2は、ニッケル被覆された炭化タングステン硬質金属粒子とニッケル/クロム含有はんだ材料との予備焼結された粒子複合材料を示す。
【0053】
スラリー製造は、金属被覆された硬質物質粒子をはんだ材料中に導入することを単純にし、その際、耐摩耗性シートの製造を介して、等方性微細構造を特徴とする耐摩耗性層を製造することができる。しかしまた、多層複合シートが使用される場合、硬質物質割合の勾配が存在する耐摩耗性層を作製することもできる。2つの出発材料、金属被覆された硬質物質粒子とはんだ材料との混合物は、適用ケースに依存して自由に定義されることができ、殊に、高い含有量の金属被覆された硬質物質粒子が耐摩耗性層に導入されることができる。有利には使用される有機添加剤、例えば、350℃より下の分解温度を有するバインダー及び可塑剤によって、グリーンシートの脱バインダーを、耐摩耗性層もしくはコンポーネントを損傷させずに行うことができる。シートキャスティング法は、一般的に、大面積の平面のコンポーネントを製造するための低コストの方法である。柔軟性のグリーンシートは、多岐にわたる種々の低コストの加工工程(カッティング、スタンピング、ラミネーション)を可能にする。かかるシートのラミネーション法により、その上また、耐摩耗性シート中で材料の勾配を作り出すことが可能である。その時に最上層は、例えばより多くの硬質金属を有してよく、そうして耐摩耗特性が著しく改善されることができる。それに応じて最下層は、より多くのはんだ材料を有し、その結果、はっきりと分かる拡散層がコンポーネント表面上での優れた接着性を保証する。耐摩耗性シートの形状は、グリーン状態においてコンポーネント表面に適合させることができ、その際、これは個々のプロセス工程における該シートの焼結により行うことができる。
【図面の簡単な説明】
【0054】
【図1】鋼担体(3)上の、NICROBRAZはんだ材料とニッケル被覆された炭化タングステン硬質金属粒子を有する耐摩耗性層(1)を示す図
【図2】ニッケル被覆された炭化タングステン硬質金属粒子とニッケル/クロム含有はんだ材料との予備焼結された粒子複合材料を示す図
【実施例】
【0055】
実施例1:スラリー及びシートの製造
スラリーの製造のために、溶剤としてエチルメチルケトン70.5質量%、バインダーとしてポリプロピレンカーボネート25.7質量%及び可塑剤としてプロピレンカーボネート3.8質量%からの懸濁液を、ボールミル中で数日間、均質化かつ混合する。有機添加剤の製造された混合物は、フィルムキャスティングスラリーのベースである。第1表は、バインダー懸濁液の組成を示す。
【0056】
【表1】

【0057】
次の工程では、ボールミルに粉砕媒体を入れ、かつ製造されたバインダー懸濁液を配合規定値に従って量り入れる。配合規定値に従って、次いで硬質金属粉末とはんだ粉末を量り入れる。硬質金属粉末として、Ni被覆された炭化タングステンWC−Ni 88−12(H.C.Starck,Germany)を使用する。はんだ粉末として、Wall Colomonoy社のNICROBRAZはんだ粉末を使用する。第2表は、硬質金属粉末とはんだ粉末とを65:35の混合比で有する耐摩耗性シートの製造のために使用されるスラリー組成を示す。
【0058】
【表2】
【0059】
スラリーを12h〜16hの間、20〜30rpmの回転速度で混合する。その後、混合されたスラリーを特別なキャスティング容器に移し、かつ15分間、500mbarの減圧下でガス抜きする。その後、スラリーを市販のキャスティング装置でキャスティングして、頑丈で柔軟性の硬質金属シートを得る。その際、スラリーを、シリコンコーティングされたキャリアシート上にキャスティングする。
【0060】
作製されたウェットなシートを、空気循環式乾燥炉チャネル中で乾燥させる。硬質金属グリーンシートは亀裂を有さない。グリーンシートの密度は4.5〜5.8g/cm3である。グリーンシート中の固体の有機添加剤の割合は4〜5質量%である。
【0061】
実施例2:耐摩耗性層の製造
コンポーネント上の耐摩耗性層は、2つの異なる方法により製造することができる。
【0062】
2.1 第一の方法では、実施例1に従って製造された、はんだ材料が充填された硬質金属グリーンシートから出発する。該グリーンシートを、コンポーネントのサイズに応じて適切に裁断し、かつ鋼担体のコンポーネント表面に取り付ける。その後、グリーンシート中に含有される有機添加剤を、真空中で及び350℃の温度で除去する。引き続く液相焼結工程では脱バインダーされたシートを10-5〜10-6の高真空中においてコンポーネント表面上で約1180℃の焼結温度にて約30分間焼結させる。その際、コンポーネント表面と製造された耐摩耗性層との間に、はっきりと分かる拡散層が形成される。硬質金属とはんだ材料との比は70:30質量%である。粒子複合材料の密度は10.4g/cm3である。
【0063】
図1には、鋼担体上の、NICROBRAZはんだ材料及び炭化タングステン硬質金属を有する実施例2.1に従って製造された耐摩耗性層が示されている。残留多孔率が1%より小さく、かつ耐摩耗性層と鋼担体との間の拡散層が非常に良好に際立っていることが読み取られる。
【0064】
作製された耐摩耗性層は、60 HRC(ロックウェル硬度)の硬度を有する。製造された層の摩耗安定性を調べるために、ASTM G132−96(Pin on Table)に従って2元アブレシブ摩耗試験を実施した。体積除去率は、0.68mm3(フリント)もしくは12.27mm3(SiC)である。それゆえ、製造された層の摩耗安定性は高い水準にある。
【0065】
2.2 第二の方法の場合、実施例1に従って製造された柔軟性のグリーンシートから、第一の工程において、予備焼結された耐摩耗性部材を製造する。
【0066】
その際、有機添加剤を、約350℃まで燃焼する。グリーンシートの予備焼結を20分以内に、セラミックAl2O3焼結基体上で10-6mbarでの高真空中及び1065℃の温度にて行う。炭化タングステン及びNICROBRAZはんだ材料とからの予備焼結された粒子複合材料は図2に示されている。次いでシートを裁断し、かつ鋼担体上に施与する。引き続き、焼結基体上での予備焼結されたシートの焼結を、30分の液相焼結工程において、10-5〜10-6の高真空中で約1180℃の焼結温度にて行い、固体の粒子複合材料を得る。予備焼結された耐摩耗性シートの使用によって、液相焼結に基づく保護層の収縮が明らかに減らされることがわかった。
【技術分野】
【0001】
発明の詳細な説明
本発明は、金属被覆された硬質物質粒子、殊にニッケル被覆された炭化タングステン及び、はんだ材料粒子、ニッケル−クロム基はんだ合金からの耐摩耗性シート(Verschleissschutzfolien)、シートキャスティング(Foliengiessen)を用いたその製造方法及び高められた可使時間を有するコンポーネント(Bauteile)を製造するためのその使用に関する。
【0002】
殊に摩擦によっての、高い摩耗負荷に対する保護のために、硬質物質合金によるコーティングが重要性を増しつつある。そのうえまた、機械的に負荷を被るコンポーネント上に耐摩耗性層を施与することで、腐食又は熱的損傷からも保護される。それにより、かかるコンポーネントの寿命を著しく高めることができ、かつ運転コストを明らかに減らすことができる。殊に、複合材料、いわゆる金属マトリックス複合材(MMCs)が用いられ、これは粘靭性のニッケル−、コバルト−又は鉄金属マトリックスから成り、その中には炭化物、ホウ化物又は窒化物などの硬質金属物質が埋め込まれている。その際、金属溶融物中での硬質物質の可能な限り良好な均一な分布と硬質物質及びはんだとの良好な接合は、結果生じる耐摩耗性層の品質にとって非常に重要である。その際、硬質物質の分布、並びに材料とはんだとの界面の形成及び溶融金属合金における反応相の形成は、混合されるべき材料、硬質物質の所望の割合もしくは硬質金属合金の金属マトリックスの割合及び製造プロセスの間のプロセス条件に強く依存する。それゆえ、かかる耐摩耗性材料もしくは耐摩耗性コーティングを製造するために、信頼でき、かつ単純な方法が探し求められてきている。
【0003】
そうして例えば、特許文献US6,649,682B1には、硬質金属の炭化物粒子を含有する水性分散液を、仕上げされるべき表面上に塗布し、続けて、はんだ材料を含有する分散液を用いて処理することが記載され、その際、耐摩耗性層が、引き続き、そのようにして処理されたコンポーネントの加熱によってその表面上に形成される。
【0004】
US5,594,931には、種々の硬質金属材料割合及びはんだ材料割合を有する少なくとも2つの層から成る、予め作製された耐摩耗性材料が記載され、その際、これらの層は、焼結によってしっかりと結合される。
【0005】
公開公報US2007/0017958A1には、多層の耐摩耗性材料と並んで層状の材料の使用が記載され、該材料は、硬質金属粒子、金属合金、はんだ材料及び場合によりバインダーを含有する。その際、耐摩耗性材料は、溶剤中での個々の成分のスラリー化及び引き続く該材料の層状のキャスティングによって製造されることができる。金属シートの製造に利用できる代替法は、例えばWO2007/147792に記載されている。
【0006】
そこから出発して、本発明の基礎をなしている課題は、製造し易く、かつ単純に取り扱うことができる耐摩耗性シートを提供することであった。さらに、これらのシートを用いてコンポーネント上に作製された耐摩耗性層は、可能な限り低い多孔性、低い摩耗性及び高い硬度を有するべきである。
【0007】
該課題は、一方では金属シェルを有する硬質物質粒子、及び他方でははんだ材料、殊に硬質はんだ又は高温はんだを有する耐摩耗性シートにより解決される。場合により、耐摩耗性シートは有機バインダー及び可塑剤も含有してよい。
【0008】
金属被覆された硬質物質粒子が、有機バインダー及び場合により可塑剤を含有するバインダー懸濁液の存在下で、はんだ材料粉末と一緒に安定性のスラリーへと加工され得ることがわかった。金属被覆された硬質物質粒子は、特に良好にはんだ材料マトリックス中に組み込まれることができ、その際、シェル金属は、はんだ材料でウェッティングがされ易いように選択される。有利には、硬質物質粒子シェルとして使用される金属は、はんだ材料中にも含有されている金属である。金属被覆された硬質物質粒子の改善された濡れ性によって、はんだ材料マトリックス中への該粒子の組み込みが改善される。その上、適した金属シェルによって、はんだと硬質物質との反応挙動が制御もしくは回避されることができる。これは、特許保護を請求した耐摩耗性シートから耐摩耗性層を作製するのに必要な、さらなる加工工程に関しても当てはまる。
【0009】
相応する耐摩耗性シートを得るためにスラリーをキャスティング(Vergiessen)することによって、はんだ材料マトリックス中での、金属被覆された硬質物質粒子の分布にほとんど影響は及ぼされない。これは有機バインダーの使用に起因するものとみなすことができ、それによってシートの製造プロセスの間に金属マトリックス中での硬質物質の良好な分布が安定化される。400℃未満の低い温度でのシートの後置された乾燥もしくはシートの脱バインダーも同様に、シートの粒子分布に目立った影響を及ぼさない。得られたシートはさらに予備焼結してよく、すなわち、該シートは焼結工程に供され、その後、それはコンポーネント上に施与され、次に続く工程で耐摩耗性層が作製されることになる。シートの予備焼結によって、所望のコンポーネント上での耐摩耗性層の製造に際して生じるシート収縮が減らされる。しかしながら、これは、予備焼結されなかったか又は脱バインダーされなかった耐摩耗性シートも、そのつどのコンポーネント上に直接施与され、次いで脱バインダーされ、さらに加工してよいことを排除しない。予備焼結されたシートは、その上また、単純にコンポーネント上に貼り付けられるか、もしくは付加的なはんだの使用下でコンポーネント上に、例えば火炎ろう付けによって、ろう付けされるか又は溶接されることができる。
【0010】
従って、ここで記載される耐摩耗性シートは、殊に、硬ろう付け又は高温ろう付けによって、殊に真空炉中で、コンポーネントに施与するのに適している。予備焼結された耐摩耗性シートの場合、これらもまた、貼り付け、ろう付け又は溶接されることができる。焼結、予備焼結、硬ろう付け−もしくは高温ろう付けプロセスの間の高い温度によっても、得られた耐摩耗性層は、粒子分布においてほぼ等方性の微細構造及び非常に低い多孔性を示し、それによって低い摩耗性及び高い硬度が、コンポーネントの仕上げされるべき面全体にわたって達成される。その際、細孔形成は、はんだ材料による、金属被覆された硬質物質粒子の良好な濡れ性によって減らされる。なぜなら、金属被覆された硬質物質粒子とはんだ材料との界面で良好な結合が生じるからである。殊に焼結、予備焼結又はろう付けの間に、硬質物質粒子の金属シェルとはんだ材料との界面で相反応又は拡散プロセスが、殊に該硬質物質粒子が金属からのシェルを有する場合に生じる。かかる拡散プロセスもしくは相反応によって、高い温度での処理を包含する製造プロセスの間に耐摩耗性層がさらに安定化され、該耐摩耗性層中における細孔形成が最小化される。同時に、金属シェルの選択により、はんだと硬質物質との反応挙動が制御もしくは回避されることができる。その上、本発明によるシートは、スラリーから、慣例のシートキャスティング法によって簡単に大規模工業的に製造することができる。
【0011】
従って、本発明の対象は、金属シェルを有する硬質物質粒子及び、軟質はんだ、硬質はんだ又は高温はんだの群から選択されているはんだ材料粒子を含有する耐摩耗性シートを提供することである。
【0012】
硬質物質粒子は、有利には、高い融点を有する遷移金属の炭化物及び/又はホウ化物を含有し、殊に、これらはタングステン、チタン、バナジウム、クロム、タンタル、ニオブ、ケイ素又はモリブデンの炭化物であり、しかし、これらの金属のホウ化物、炭窒化物又は窒化物も硬質物質粒子として考慮に入れられる。特に有利なのは、炭化タングステン、例えばWC及び/又はWSC(タングステン溶融炭化物)、その際、WSCは、WC及びW2Cからの混合物であり、それは殊にWC及びW2Cからの共晶構造を表す、炭化チタン、例えばTiC、炭化タンタル、炭化バナジウム、例えばVC、炭化クロム、例えばCr3C2、Cr7C3、Cr23C6、炭化ケイ素、例えばSiC、炭化モリブデン、例えばMo2C又はホウ化チタン、例えばTiB2、又は上述の硬質物質粒子の混合物であり、その際、場合によりホウ化タングステン、例えばWBと混合した、炭化タングステンが特に重要である。特に有利な硬質物質粒子は、ちょうど上で挙げられた炭化物及び/又はホウ化物から成る。
【0013】
殊に有利なのは、式W2C/WCのタングステン溶融炭化物であり、その際、粒状の溶融炭化物は、炭化タングステン(WC)からの粒子シェルを有する。WCシェルを有する特に有利なタングステン溶融炭化物は、Macroline炭化タングステン(H.C.Starck GmbH社のAmperweld(R)powder seriesからのMWC)である。記載される硬質物質は、以下では硬質金属とも呼ばれる。
【0014】
高い硬度に基づき、殊に、硬質物質粒子としてWSCsの使用が、耐摩耗性層の作製に鑑みて非常に興味深い。ニッケル基はんだ中での強い相反応に基づき、有利には、熱的により安定性のWSC、すなわち、Macroline炭化タングステンが硬質物質として使用される。Macroline炭化タングステンは、WSCからなるコア及びWCからなるシェルを有し、該シェルはWSCコアを、ニッケル基はんだとの反応から実質的に保護する。
【0015】
さらに、球形状における硬質物質の使用が提供される。球形状における硬質物質は、殊にガス噴霧によって得られるか又は凝集した硬質物質からプラズマ中で製造される。
【0016】
その際、硬質物質粒子は金属シェルにより取り囲まれており、その際、該金属シェルは、はんだ材料に対する接合及びスラリー中への導入を促進する。有利には、該シェルは、はんだ材料と類似の組成を有する。殊に、はんだ材料中にも含有されている金属がシェル中に含有されている。殊に有利なシェルの金属は、ニッケル、コバルト、クロム、鉄、銅、モリブデン、アルミニウム、イットリウム又はこれらの金属の混合物である。これらのシェル金属の有利な混合物は、コバルト/クロム−、ニッケル/クロム−、ニッケル/コバルト混合物である。特に有利なのは、さらに、ニッケル被覆、クロム被覆もしくはコバルト被覆された硬質物質粒子の使用である。金属被覆された硬質物質は商業的に入手可能であり、例えばニッケル被覆又はコバルト被覆された炭化タングステンが、H.C.Starck,Germanyから販売される。特に有利な一実施形態において、WCシェルを有してよく、かつニッケル含有層で被覆されているタングステン溶融炭化物からの硬質物質粒子が使用される。
【0017】
使用される金属被覆された硬質物質は、一般に粉末状で存在する。約0.05μm〜200μm、有利には10μmから150μmまでの平均粒径を有する粉末が使用され、その際、理想的な粒径は適用に依存して様々に変わる。硬質物質は、有利には完全に金属シェルで覆われており、その際、部分的に金属で覆われた粒子も使用することができる。しかしながら、上述の粒子の表面は、有利には少なくとも50%が金属コーティングを備えているべきである。硬質物質粒子の金属コーティングは、コーティングのために準備された金属を慣例の方法により硬質物質粒子上で析出させることによって行われる。
【0018】
本発明の意味における有利なはんだは、硬質はんだもしくは高温はんだである。はんだ材料として、殊に、ニッケル−、チタン−、コバルト−、銅−、スズ−又は銀はんだの群からのはんだ粉末が考慮に入れられる。
【0019】
適したはんだは、例えば硬質はんだ、例えば銅/スズ−はんだ、銀/カドミウム/銅−はんだ、銀/リン−はんだである。特に有利には、高温はんだ、例えばニッケル基はんだ又はコバルト基はんだ、例えばニッケル/クロム含有はんだ又はニッケル/コバルト含有はんだが使用される。しかしながら、軟質はんだ、殊にスズ基軟質はんだ、例えばスズ/鉛又はスズ/銀はんだも使用することができ、該はんだは、その上なお、さらなる金属、例えばアンチモン、ビスマス及び/又は銅を含有してよい。さらに、リンの添加も同様に慣例の軟質はんだにおいて一般に行われている。
【0020】
特に有利な一実施形態において、金属被覆された硬質物質粒子が、ニッケル含有はんだ材料と組み合わせて使用される。殊に、添加物、例えばホウ素、クロム及びケイ素を有するニッケルはんだは、硬質物質粒子、例えば炭化タングステン、殊にタングステン溶融炭化物に作用し、そのため効果を喪失させる可能性がある。金属被覆された硬質物質粒子の使用によって、はんだ材料中での硬質物質の溶解を減少させることができる。ニッケル基はんだ中でのタングステン溶融炭化物の溶解に鑑みて、殊に、炭化タングステンシェル(WCシェル)によるWSCsの被覆の措置がなされる。それに応じて、特に良好な耐摩耗性層を作製するために、WCシェル、例えばMWCを有する、ニッケル被覆されたタングステン溶融炭化物の使用が特に適している。
【0021】
ここで記載される耐摩耗性シートは、一般に、該シートのその全質量に対して、5〜95質量%、有利には10質量%から90質量%までの金属被覆された硬質物質粒子及び5〜95質量%、有利には10質量%〜50質量%のはんだ材料粒子を含有する。特に有利には、該シートは、60質量%から80質量%までの金属被覆された硬質物質粒子及び20質量%から40質量%までのはんだ材料を含有する。その際、得られた硬質物質とはんだ材料との混合比は、そのつどの摩耗保護適用に依存して様々に変化してよい。使用されるはんだ材料は、所望のはんだ温度に基づき、かつコーティングされるべきコンポーネントの材料に基づき選択されることができる。有利に、はんだ材料は、使用される有機添加剤の分解温度を上回る固相線温度を有するべきである。
【0022】
耐摩耗性シートはまた、該シートのその全質量に対して、0.1〜99.9質量%、有利には10質量%から90質量%までの金属被覆された硬質物質粒子及び0.1〜99.9質量%、有利には10質量%〜50質量%のはんだ材料粒子を含有してよい。かかる耐摩耗性シートはまた、0.1質量%〜20質量%の有機バインダー及び可塑剤を含有してよい。
【0023】
記載される耐摩耗性シートはまた、さらなる硬質物質含有層及び/又ははんだ材料含有層で積層されることもできる。有利には、金属被覆された硬質物質粒子もしくははんだ材料の種々の含有量によって特徴付けられている2つ以上の本発明によるシートを積層して複合シートとすることができる。
【0024】
それゆえ本発明のさらなる一対象は、記載される耐摩耗性シートの少なくとも1つを含有する複合材料であり、その際、該複合体の個々の層は、硬質物質粒子及び/又ははんだ材料粒子の種々の割合を含有する。かかる複合材料は、有利には、40質量%〜95質量%、特に有利には60質量%から90質量%までの割合の金属被覆された硬質物質粒子及び5質量%〜60質量%の割合のはんだ材料を有する層を持つ。さらに、複合材料はなお少なくとも1つのさらなる層を持ち、該層は、なかでも、有利には40質量%から100質量%までの割合、特に有利には60質量%から90質量%までの割合を有するはんだ材料を含有する。この層も、有利には同様に金属被覆されている、殊に10%から40%までの質量割合を有する硬質物質粒子を含有してよい。かかる複合材料も、コンポーネント上で焼結及び/又は予備焼結されることができる。焼結された複合材料も同様に、単純にコンポーネント上に貼り付け、ろう付け又は溶接されることができる。
【0025】
さらなる一実施形態において、特許保護を請求した耐摩耗性シートは、他の添加剤と並んで、有機バインダー及び可塑剤も含有してよい。有機バインダー及び可塑剤の割合は、シートの全質量に対して0質量%〜20質量%である。その際、有機バインダー及び可塑剤は、有利には100:0から50:50までの質量比において使用される。有機バインダーが耐摩耗性シート中に含有されている場合は、これは、該シートの全質量に対して、特に有利には、0.5質量%から15質量%まで、殊に2質量%から10質量%までの質量割合で存在し、可塑剤は、特に有利には、0.1質量%から10質量%まで、殊に0.5質量%から5質量%までの質量割合で存在する。
【0026】
有利な有機バインダー及び可塑剤は、400℃より下の温度、有利には350℃より下の温度で分解するものである。適した有機バインダーは、例えば、低い天井温度を有するポリマー、例えばハロゲン化されたポリオレフィン、殊にテフロン、ポリアセタール、ポリアクリレート又はポリメタクリレート又はこのコポリマー、ポリアルキレンオキシド、ポリビニルアルコール又はこの誘導体、ポリビニルアセタール又はポリビニルブチラールである。特に有利なのは、ポリアルキレンカーボネート、殊にポリプロピレンカーボネートの群からの有機バインダーである。有機バインダーは、殊に、乾燥に際して個々の固体粒子を互いに結び付けるために用いられる。バインダーは、溶剤中で良好に可溶性であり、かつ、さらなる添加剤、例えば分散剤と相容性を示すべきである。好ましくは、該バインダーの添加によって、スラリーの粘度はほとんど高められず、懸濁液に対する安定化作用が得られる。有機バインダーは、有利には、400℃より下の低い温度で残留物不含で燃焼されるべきである。付加的に、該バインダーは、改善された耐久性及び改善されたグリーンシートの取り扱い適性を担っており、殊に、例えば乾燥に際して亀裂の形成が減少されることに寄与する。
【0027】
例えば、可塑剤(Plastifizierer)として、フタレート、例えばベンジルフタレート、グルー、ワックス、ゼラチン、デキストリン、アラビアゴム、油、例えばパラフィン油、又はポリマー、例えばポリアルキレン、殊にポリエチレンが適している。しかしながら、有利な可塑剤は、アルキレンカーボネート、殊にプロピレンカーボネートである。可塑剤は、殊にポリマーバインダーのガラス温度を低下させ、かつグリーンシートに、より高い柔軟性をもたらすべきである。可塑剤はバインダーの網目構造に入り込み、それによりスラリーの粘度を低下させる。適したバインダー/可塑剤の比の調整によってと、種々のバインダー及び可塑剤との組み合わせによって、例えばグリーンシートの引裂強さ及び延性に影響が及ぼされ得る。使用される可塑剤も、有利には400℃より下の低い温度で完全に燃焼する。
【0028】
シート中に含有されていてよい、さらなる添加剤として、金属バインダー、例えば金属粉末が考慮に入れられ、それらは有利には、タングステン、タンタル、ニオブ、モリブデン、クロム、バナジウム、チタン、マンガン、鉄、コバルト、ニッケル、銅、亜鉛、銀、カドミウム、アルミニウム又はスズを含有していてよい。さらに、金属酸化物、例えばシリケート、アルミニウム酸化物、ジルコニウム酸化物又はチタン酸化物を添加してよい。かかる金属添加剤は、耐摩耗性シートの全質量の最大30質量%の割合を超過すべきではない。
【0029】
本発明による耐摩耗性シートは、平坦なシート又は三次元に形作られたシートであってもよい。該シートの層厚は、その際、10μm〜3000μm、殊に50μm〜2500μm、有利には200μm〜2000μmである。
【0030】
本発明のさらなる一対象は、単純に大規模工業的に実施可能であり、それに応じて費用のかからない、耐摩耗性シートを製造するためのシートキャスティング法である。そのためにまず、少なくとも1つの溶剤及び有機バインダーを含有するバインダー懸濁液が製造される。
【0031】
溶剤として、殊に有機溶剤が考慮に入れられる。しかしながら、ある一定の場合においては、水の添加も適切であり得る。有利な溶剤は、例えばエステル、エーテル、アルコール又はケトン、殊にメタノール、エタノール、プロパノール、ブタノール、ジエチルエーテル、ブチルメチルエーテル、酢酸メチルエステル、酢酸エチルエステル、アセトン、メチルエチルケトン(MEK)又はそれらの混合物である。特に有利な溶剤はケトンであり、殊にアルキルケトンの群からのものである。有機バインダーとして、有利には、ずっと上で挙げられていた化合物、殊にポリアルキレンカーボネートが使用される。さらに、バインダー懸濁液に可塑剤を直接的に加えることもできる。得られた混合物は、混合ユニット、例えばボールミル中で混合かつ均質化される。
【0032】
そのようにして製造されたバインダー懸濁液は、それから、金属シェルを有する硬質物質粒子及び、はんだ材料と混ぜられ、スラリーへと加工される。これは、例えばタンブルミキサー又はボールミル中で行ってよく、その際、ボールミルに、有利には、加工されるべき硬質物質粒子のそれより高い密度を有する粉砕媒体が充填される。バインダー懸濁液は、有利にはボールミルに装入されるが、しかし、後になって加えることもできる。さらに、金属被覆された硬質物質粉末とはんだ材料粉末とがボールミルに入れられ、その際、得られた混合物は、安定なスラリーが生ずるまで粉砕かつ攪拌される。ボールミルが使用される場合、スラリーの十分な混合及び均質化は、一般的に4時間〜48時間続く。次いでスラリーは、引き続き減圧下でガス抜きされることができる。貯蔵、ガス抜きもしくは他の加工工程は、有利には常時攪拌下で行われ、そうしてスラリーの固体成分の沈降が防がれる。
【0033】
代替的な実施形態では、当然の事ながらまた、硬質物質粒子及び/又ははんだ材料粒子がプレアロイされ、かつバインダー懸濁液が添加されることができる。スラリー製造の間のバインダー懸濁液の連続的な又は少量ずつの添加も考えられる。
【0034】
得られたスラリーは、次いで慣例のシートキャスティング法によりキャスティングしてシートにすることができる。
【0035】
スラリーの製造のために、該スラリー(溶剤込み)の全質量に対して5〜60質量%、有利には10質量%〜30質量%のバインダー懸濁液が使用される。バインダー懸濁液は、該バインダー懸濁液の全質量に対して少なくとも1質量%〜60質量%、特に有利には5質量%から40質量%までの有機バインダー及び、該バインダー懸濁液(溶剤込み)の全質量に対して0質量%〜15質量%、特に有利には2質量%から10質量%までの可塑剤を包含する。バインダー懸濁液は、少なくとも該バインダー懸濁液の個々の成分の懸濁を保証するために、十分な量の溶剤を含有する。硬質物質粒子及びはんだ材料粒子の懸濁のために必要とされる、より多い量の溶剤の使用は妨げにならない。しかしながら、スラリーの製造プロセス全体の間に、必要に応じてまた、さらにバインダー懸濁液もしくは溶剤を加えてもよい。有利には、溶剤の量は、高い固体含有率を有するスラリーが生ずるように配量される。
【0036】
さらに、スラリーの全質量に対して40質量%〜95質量%、有利には70質量%〜90質量%の硬質物質粒子及びはんだ材料粒子が、バインダー懸濁液に添加される。その際、硬質物質粒子とはんだ材料粒子との質量比は、有利には40:60から90:10までであり、すなわち、スラリーは硬質物質粒子を、有利には約25質量%から90質量%まで、特に有利には50質量%から80質量%まで含有し、かつ、はんだ材料粒子を、約5質量%から60質量%まで、特に有利には10質量%から40質量%まで含有する。その際、硬質物質粒子及びはんだ材料粒子は一緒に又は別個に添加してよい。
【0037】
該粒子は、固体としてバインダー懸濁液に供給されるか又は予め懸濁された形で供給されることができる。
【0038】
代替的な一実施形態において、耐摩耗性シートは、
a)溶剤及び有機バインダーを含有するバインダー懸濁液を製造し、
b)工程a)で製造されたバインダー懸濁液を、硬質物質粒子及び、硬質はんだ又は高温はんだの群から選択されるはんだ材料粒子と混ぜ、そしてスラリーへと加工し、かつ
c)得られたスラリーをキャスティングしてシートにすることによって製造することができ、その際、該スラリーの製造のために、その全質量に対して
− 0.1質量%〜30質量%のバインダー懸濁液、その際、バインダー懸濁液は、該バインダー懸濁液の全質量に対して0.1〜60質量%の有機バインダー及び該バインダー懸濁液の全質量に対して0質量%〜15質量%の可塑剤を含有する、及び60質量%〜99.9質量%の硬質物質粒子及びはんだ材料粒子が使用され、その際、硬質物質粒子とはんだ材料粒子との質量比は、0:100〜100:0である。
【0039】
スラリーもしくはバインダー懸濁液に、さらなる有用な添加剤、殊に分散剤、消泡剤又は保護コロイド、例えばポリエステル/ポリアミン縮合重合体、アルキルホスフェート化合物、ポリビニルアルコール、デキストリン又はセルロースエーテルが添加されていてよい。
【0040】
スラリー注入法によるシートキャスティングの場合、通常のシートキャスティング装置(Foliengiessbaenke)を使用することができる。その際、スラリーは貯蔵容器中に充填され、その下でプラスチックキャリアが送られ、これは連続的に制御された速度で容器の下方にて実施される。スラリーは、その際、貯蔵容器からプラスチックシート上にキャスティングされ、かつキャスティングナイフにより一定の厚さに削り取られる。それによって、滑らかで平坦なシートが作製され、これは引き続き、一般に可変温度で乾燥され、場合によりプラスチックシートから引き離され、そして巻き取られるか又はさらに加工もしくは調製される。記載された方法は、高い製造速度によって、ひいては、より適した製造コストによって際立っており、その際、製造されたシートの品質は良好な安定性を示す。さらに、種々のシート厚さ、殊に10μmから3000μmまでの範囲における厚さとシート幅を単純に調整することができる。その際、最大シート幅は、使用されるシートキャスティング装置により規定される。しかしながら、スラリーの顕著な擬似塑性挙動に基づき、400mmまでのシート幅を問題なく製造することができる。シート厚さ及びシート幅は、その際、以下のパラメーターによって調整されることができる。ナイフの切断高さ、キャスティングチャンバー中でのスラリーの充填高さ、それとキャスティング圧力、プラスチック基体(Kunststoffunterlage)の引き抜き速度、スラリーのキャスティングヘッド(Giessschuhbreite)幅及び粘度。幅及び長さにおけるシート厚さの変動値は、この方法の場合、通常は10%より小さい。キャスティング基体として、構造化されたプラスチックキャリアが使用される場合、単純な構造も耐摩耗性シートに導入することができる。
【0041】
代替的な一方法は、殊に、三次元に形作られた耐摩耗性シートの製造のために適している真空スラリーキャスティング法である。真空スラリーキャスティングの場合、負圧をかけることによってプロセスの進行が本質的に速められる。この方法の場合、スラリーは多孔性金型に注入され、それを通して、存在する溶剤が負圧によって吸引される。その際、スラリー中に含有される固体が金型表面に堆積し、かつ、そのようして三次元に形作られたシートを形成し、それは乾燥後に該金型から取り外されることができる。真空法により、殊に非常に薄い1μmまでのシートを得ることができ、除去された溶剤は、その上またさらに使用することができる。真空法も同様に大規模工業的に利用可能である。
【0042】
製造法の有利な一実施形態において、溶剤、例えばアルキルケトン、バインダー、有利にはポリプロピレンカーボネート及び可塑剤、有利にはプロピレンカーボネートからの懸濁液がボールミル中で数日間、均質化かつ混合される。有機添加剤の製造された混合物は、シートキャスティングスラリーのベースである。次の工程では、ボールミルに粉砕媒体が入れられ、かつ製造されたバインダー懸濁液が量り入れられる。使用される粉砕媒体の量は、スラリー中の固体の量に合わせられるべきであり、かつ該粉砕媒体は、使用される硬質物質材料より高い密度を有するべきである。その後、硬質物質粉末及びはんだ粉末が量り入れられる。硬質物質材料として、有利には、様々なニッケル被覆された炭化タングステンが使用される。はんだ材料として、なかでもニッケル/クロム−はんだ粉末、有利にはNICROBRAZ−はんだ粉末(Wall Colmonoy)が使用される。得られたスラリーは、常時攪拌下で0.5h〜24h混合される。その後、混合されたスラリーは特別なキャスティング容器に移され、そしてガス抜きされる。使用される粉末の高い密度に基づき、スラリーは、固体成分の沈降を避けるために、常時ゆっくりと攪拌されなければならない。その後、ガス抜きされたスラリーは、市販のキャスティング装置によりキャスティングされ、頑丈で柔軟性のある硬質金属シートにされる。基体として、有利にはプラスチックキャリア、殊に、シリコーンコーティングされた、PETからのプラスチックシートが使用され、それはキャスティングプロセスの間の引張力に耐え、乾燥されたスラリーもしくはグリーンシートに対して僅かな付着性を有するべきであり、そのため該シートは簡単に再び取り除くことができる。作製されたウェットなシートは、空気循環式乾燥炉チャネル(Umlufttrocknungskanal)中で、有利には25℃〜85℃の温度で乾燥される。記載された方法により、殊に2.5〜15g/cm3の密度を有するグリーンシートを作製することができる。グリーンシート中の固体の有機添加剤の割合は、有利には該グリーンシートの材料の1質量%〜25質量%、殊に2質量%〜10質量%である。
【0043】
シートキャスティングによる耐摩耗性シートの製造は、様々な利点を有する。そのため例えば、有機バインダーの使用下で、大量の硬質物質粒子を、スラリー製造に際して、はんだ材料からのマトリックス中に問題なく混入させることができる。有機バインダーの使用によって、さらに、得られるシートは、殊に機械的応力に対して安定化され、それによって該シートの取り扱い適性が高まり、殊にそれによって該シートのさらなる加工が簡略化される。
【0044】
ここで記載される耐摩耗性シートは、殊に、450℃を上回る硬ろう付けによる、有利には900℃を上回る高温ろう付けによる耐摩耗性層の作製のために適しており、その際、該シートとコンポーネントとのしっかりと固定された接合の作製が液相焼結によって行われ、それによって界面で拡散ゾーンが形成される。その際、耐摩耗性層とコンポーネントとの間で特に密接な結合が生じる。液相焼結は、通常、保護ガス下で及び/又は減圧下で実施され、その際、酸化防止として、しばしば少量の水素が混ぜられる。硬ろう付け及び高温ろう付けによって、なかでも、鋼表面を有するか又は、例えば鉄、銅、モリブデン、クロム、ニッケル、アルミニウム、銀又は金を含有する金属表面をする金属コンポーネントがコーティングされることができ、その際、該表面の融点もしくはその固相線温度は、耐摩耗性シート中に含有されるはんだ材料の液相線温度を上回るべきである。
【0045】
バインダーを含有する耐摩耗性シートは、耐摩耗性層の製造のために直接コンポーネント上に施与され、脱バインダーされ、次いでさらに加工して相応する保護層にすることができる。しかしながら、有利には、耐摩耗性シートは、コンポーネント上への耐摩耗性層の製造に際してのシート収縮を最小限にするために、予め脱バインダーされ、かつ予備焼結される。脱バインダーとは、シートキャスティングに必要な有機成分を可能な限り残留物不含に除去することを意味する。しかしながら、残留物が炭素の形態で残る場合、これは続く焼結プロセスにおいて炭化物を形成し、このことは必ずしも妨げとはならない。脱バインダーは、適切な温度−/時間プロフィールに従って熱的に行われる。その際、温度上昇は400℃を超えるべきではない。通常、脱バインダーは、場合によって存在する大気からの酸素を除去するために、窒素又はアルゴン下で、時として、少ない割合の水素を伴って行われる。シートの完全な脱バインダーに要する時間は、その際、一日かかり得る。
【0046】
以下では、例示的に、コンポーネント上への耐摩耗性層の2つの製造法が記載される。第一の方法は、はんだ材料が充填された硬質物質グリーンシートから出発する。グリーンシートは、コンポーネントのサイズに応じて適切に裁断され、かつ該コンポーネント表面に取り付けられる。シートの取り付けは、さらなる助剤を用いずに行うことができるが、しかし、有利には熱分解によって除去されることができる接着剤を使用することもできる。殊に、接着剤としてバインダー懸濁液も、コンポーネント上にシートを施与するために使用することができる。その後、該コンポーネントは該グリーンシートで熱的に処理される。第一の熱処理工程では、脱バインダープロセスは、有利には350℃より下の低い温度で実施される。脱バインダー温度は、有利な実施形態において、耐摩耗性シート中のはんだ材料の液相線温度より下にある。使用される有機添加剤は、その際、有利には、圧力を減少させて(1bar未満)可能な限り残留物なしに除去される。引き続く焼結工程では、脱バインダーされたシートが、10-4〜10-6mbarでの高真空中においてコンポーネント表面上で焼結される。最大温度及び持続時間は、使用されるはんだ材料に依存し、その際、少なくともはんだ材料の液相線温度に達しなければならない。はんだ材料の液相線温度は、その際、硬質物質の融点を下回っているべきである。焼結温度は、通常、800℃〜2000℃の範囲、殊に1000℃から1500℃まで、有利には1050℃から1200℃までである。使用されるはんだ材料は、所与の焼結温度で液状となり、かつ硬質金属粒子及びコンポーネント表面をウェッティングする。適用された高真空は、液状はんだによる硬質金属粒子及びキャリアガスのウェッティングを促進し、かつ作製された耐摩耗性層中での多孔性を減少させる。その際、コンポーネント表面と製造された耐摩耗性層との間で、はっきりと分かる拡散層が形成される。該拡散層は、コンポーネント表面上への耐摩耗性層の付着性を決定する。
【0047】
第二の方法の場合、ちょうど記載した方法と同じように製造された柔軟性のグリーンシートから、第一の工程で予備焼結された耐摩耗性部材が製造される。該グリーンシートの予備焼結は、例えばセラミック焼結基体、例えばAl2O3又はZrO2上で実施される。400℃までの脱バインダーサイクル後に、高真空が適用され、かつ硬質金属シートが焼結基体上で焼結されて固体の粒子複合材料が得られる。そのようにして予備焼結された耐摩耗性シートは、次いでコンポーネント上に施与され、液相焼結によって、前述の方法と同じよう加工されて耐摩耗性層とすることができる。代替的に、予備焼結された材料は、単純にコンポーネントの表面に貼り付けられるか、もしくは付加的なはんだの使用下で、ろう付け又は溶接されることができる。
【0048】
本発明による耐摩耗性シートによって作製可能な耐摩耗性層は、有利には5%未満、特に有利には1.5%未満、殊に1%未満の僅かな多孔率によって際立っている。該多孔率は、耐摩耗性層のカットした部分から視覚的に定めることができ、その際、カット面での固体の面積割合に対する細孔の面積割合の比が定められる。
【0049】
記載された方法により製造することができる有利な耐摩耗性層は、2.5g/cm3〜25g/cm3、有利には5g/cm3〜15g/cm3の密度を有する。作製された耐摩耗性層は、高い硬度によって際立っている。40 HRC〜70 HRCのロックウェル硬度を有する耐摩耗性層を問題なく作製することができ、有利な耐摩耗性層は、50 HRCを上回るロックウェル硬度を有する。製造された層の摩耗安定性は、ASTM G132−96(Pin on Ttable)に従って2元アブレシブ摩耗試験(Verschleissschutzbestaendigkeit)によって定められることができる。摩耗安定性は、例えば標準規格ASTM G65−04によって定められることができる。
【0050】
殊に、低い分解温度を有する有機バインダー及び可塑剤を含む有機添加剤と、該有機添加物の分解温度を上回る液相線温度を有するはんだ材料との組み合わせにより、はんだ材料マトリックス中に均一に分布されている、金属被覆された硬質物質粒子との結合において、僅かな多孔性及び高い硬度を有する耐摩耗性層を作製することができる。有利には、はんだ材料の液相線温度は、有機バインダーもしくは可塑剤の分解温度より100℃以上高く、特に有利には200℃以上高く、殊に400℃以上高い。これは、単純に大規模工業的に製造可能であり、かつ単純に熱処理によって、殊に低い温度での別個の脱バインダー及び引き続く高い温度での硬ろう付け、高温ろう付けもしくは火炎ろう付けによって加工してそのつどの耐摩耗性層を得ることができる耐摩耗性シートでうまくいく。
【0051】
図1は、鋼担体(3)上の、NICROBRAZはんだ材料とニッケル被覆された炭化タングステン硬質金属粒子を有する耐摩耗性層(1)を示す。図1における写真から、被覆された炭化タングステン粒子がほぼ均一に耐摩耗性層中に分布しており、かつ作製された耐摩耗性層が僅かな残留多孔性を有することが読み取れる。さらに、耐摩耗性層と鋼担体(3)との間の拡散層(2)が非常に良好に顕著なものであることが読み取られる。
【0052】
図2は、ニッケル被覆された炭化タングステン硬質金属粒子とニッケル/クロム含有はんだ材料との予備焼結された粒子複合材料を示す。
【0053】
スラリー製造は、金属被覆された硬質物質粒子をはんだ材料中に導入することを単純にし、その際、耐摩耗性シートの製造を介して、等方性微細構造を特徴とする耐摩耗性層を製造することができる。しかしまた、多層複合シートが使用される場合、硬質物質割合の勾配が存在する耐摩耗性層を作製することもできる。2つの出発材料、金属被覆された硬質物質粒子とはんだ材料との混合物は、適用ケースに依存して自由に定義されることができ、殊に、高い含有量の金属被覆された硬質物質粒子が耐摩耗性層に導入されることができる。有利には使用される有機添加剤、例えば、350℃より下の分解温度を有するバインダー及び可塑剤によって、グリーンシートの脱バインダーを、耐摩耗性層もしくはコンポーネントを損傷させずに行うことができる。シートキャスティング法は、一般的に、大面積の平面のコンポーネントを製造するための低コストの方法である。柔軟性のグリーンシートは、多岐にわたる種々の低コストの加工工程(カッティング、スタンピング、ラミネーション)を可能にする。かかるシートのラミネーション法により、その上また、耐摩耗性シート中で材料の勾配を作り出すことが可能である。その時に最上層は、例えばより多くの硬質金属を有してよく、そうして耐摩耗特性が著しく改善されることができる。それに応じて最下層は、より多くのはんだ材料を有し、その結果、はっきりと分かる拡散層がコンポーネント表面上での優れた接着性を保証する。耐摩耗性シートの形状は、グリーン状態においてコンポーネント表面に適合させることができ、その際、これは個々のプロセス工程における該シートの焼結により行うことができる。
【図面の簡単な説明】
【0054】
【図1】鋼担体(3)上の、NICROBRAZはんだ材料とニッケル被覆された炭化タングステン硬質金属粒子を有する耐摩耗性層(1)を示す図
【図2】ニッケル被覆された炭化タングステン硬質金属粒子とニッケル/クロム含有はんだ材料との予備焼結された粒子複合材料を示す図
【実施例】
【0055】
実施例1:スラリー及びシートの製造
スラリーの製造のために、溶剤としてエチルメチルケトン70.5質量%、バインダーとしてポリプロピレンカーボネート25.7質量%及び可塑剤としてプロピレンカーボネート3.8質量%からの懸濁液を、ボールミル中で数日間、均質化かつ混合する。有機添加剤の製造された混合物は、フィルムキャスティングスラリーのベースである。第1表は、バインダー懸濁液の組成を示す。
【0056】
【表1】
【0057】
次の工程では、ボールミルに粉砕媒体を入れ、かつ製造されたバインダー懸濁液を配合規定値に従って量り入れる。配合規定値に従って、次いで硬質金属粉末とはんだ粉末を量り入れる。硬質金属粉末として、Ni被覆された炭化タングステンWC−Ni 88−12(H.C.Starck,Germany)を使用する。はんだ粉末として、Wall Colomonoy社のNICROBRAZはんだ粉末を使用する。第2表は、硬質金属粉末とはんだ粉末とを65:35の混合比で有する耐摩耗性シートの製造のために使用されるスラリー組成を示す。
【0058】
【表2】
【0059】
スラリーを12h〜16hの間、20〜30rpmの回転速度で混合する。その後、混合されたスラリーを特別なキャスティング容器に移し、かつ15分間、500mbarの減圧下でガス抜きする。その後、スラリーを市販のキャスティング装置でキャスティングして、頑丈で柔軟性の硬質金属シートを得る。その際、スラリーを、シリコンコーティングされたキャリアシート上にキャスティングする。
【0060】
作製されたウェットなシートを、空気循環式乾燥炉チャネル中で乾燥させる。硬質金属グリーンシートは亀裂を有さない。グリーンシートの密度は4.5〜5.8g/cm3である。グリーンシート中の固体の有機添加剤の割合は4〜5質量%である。
【0061】
実施例2:耐摩耗性層の製造
コンポーネント上の耐摩耗性層は、2つの異なる方法により製造することができる。
【0062】
2.1 第一の方法では、実施例1に従って製造された、はんだ材料が充填された硬質金属グリーンシートから出発する。該グリーンシートを、コンポーネントのサイズに応じて適切に裁断し、かつ鋼担体のコンポーネント表面に取り付ける。その後、グリーンシート中に含有される有機添加剤を、真空中で及び350℃の温度で除去する。引き続く液相焼結工程では脱バインダーされたシートを10-5〜10-6の高真空中においてコンポーネント表面上で約1180℃の焼結温度にて約30分間焼結させる。その際、コンポーネント表面と製造された耐摩耗性層との間に、はっきりと分かる拡散層が形成される。硬質金属とはんだ材料との比は70:30質量%である。粒子複合材料の密度は10.4g/cm3である。
【0063】
図1には、鋼担体上の、NICROBRAZはんだ材料及び炭化タングステン硬質金属を有する実施例2.1に従って製造された耐摩耗性層が示されている。残留多孔率が1%より小さく、かつ耐摩耗性層と鋼担体との間の拡散層が非常に良好に際立っていることが読み取られる。
【0064】
作製された耐摩耗性層は、60 HRC(ロックウェル硬度)の硬度を有する。製造された層の摩耗安定性を調べるために、ASTM G132−96(Pin on Table)に従って2元アブレシブ摩耗試験を実施した。体積除去率は、0.68mm3(フリント)もしくは12.27mm3(SiC)である。それゆえ、製造された層の摩耗安定性は高い水準にある。
【0065】
2.2 第二の方法の場合、実施例1に従って製造された柔軟性のグリーンシートから、第一の工程において、予備焼結された耐摩耗性部材を製造する。
【0066】
その際、有機添加剤を、約350℃まで燃焼する。グリーンシートの予備焼結を20分以内に、セラミックAl2O3焼結基体上で10-6mbarでの高真空中及び1065℃の温度にて行う。炭化タングステン及びNICROBRAZはんだ材料とからの予備焼結された粒子複合材料は図2に示されている。次いでシートを裁断し、かつ鋼担体上に施与する。引き続き、焼結基体上での予備焼結されたシートの焼結を、30分の液相焼結工程において、10-5〜10-6の高真空中で約1180℃の焼結温度にて行い、固体の粒子複合材料を得る。予備焼結された耐摩耗性シートの使用によって、液相焼結に基づく保護層の収縮が明らかに減らされることがわかった。
【特許請求の範囲】
【請求項1】
金属シェルを有する硬質物質粒子及び、軟質はんだ、硬質はんだ又は高温はんだの群から選択されるはんだ材料粒子を含有することを特徴とする、耐摩耗性シート。
【請求項2】
前記シートが有機バインダー及び/又は可塑剤を含有することを特徴とする、請求項1記載の耐摩耗性シート。
【請求項3】
前記有機バインダー及び/又は前記可塑剤が400℃より下の分解温度を有することを特徴とする、請求項2記載の耐摩耗性シート。
【請求項4】
前記有機バインダーがポリプロピレンカーボネート及び/又は前記可塑剤がプロピレンカーボネートであることを特徴とする、請求項2又は3記載の耐摩耗性シート。
【請求項5】
前記硬質物質粒子が、炭化タングステン、炭化チタン、炭化タンタル、炭化ケイ素、炭化バナジウム、炭化クロム、炭化モリブデン、ホウ化チタン、タングステン溶融炭化物、WCシェル又は炭化クロムからのシェルを有するタングステン溶融炭化物又はこれらの硬質物質粒子の混合物であることを特徴とする、請求項1から4までのいずれか1項記載の耐摩耗性シート。
【請求項6】
前記硬質物質粒子が、ニッケル、コバルト、クロム、銅、モリブデン、アルミニウム、イットリウム、鉄の群から選択される金属又はこれらの金属の2つ以上からの混合物を含有する金属シェルを有することを特徴とする、請求項1から5までのいずれか1項記載の耐摩耗性シート。
【請求項7】
使用される前記硬質物質粒子が球形状であることを特徴とする、請求項1から6までのいずれか1項記載の耐摩耗性シート。
【請求項8】
前記はんだ材料粒子が、ニッケル、コバルト、銅、スズ及び銀のはんだ材料の群から選択されていることを特徴とする、請求項1から7までのいずれか1項記載の耐摩耗性シート。
【請求項9】
前記はんだ材料粒子が、ニッケル/クロム−はんだ材料又はニッケル/コバルト−はんだ材料を含有することを特徴とする、請求項1から8までのいずれか1項記載の耐摩耗性シート。
【請求項10】
前記シートが、その全質量に対して
− 金属シェルを有する硬質物質粒子5質量%〜95質量%及び
− はんだ材料粒子5質量%〜95質量%及び
− 有機バインダー及び/又は可塑剤0質量%〜20質量%
を含有することを特徴とする、請求項1から9までのいずれか1項記載の耐摩耗性シート。
【請求項11】
請求項1から10までのいずれか1項記載の少なくとも1つの耐摩耗性シートを含有する複合材料において、前記複合体の個々の層が、種々の割合の硬質物質粒子及び/又ははんだ材料粒子を含有することを特徴とする複合材料。
【請求項12】
請求項1から10までのいずれか1項記載の耐摩耗性シートの製造法において、
a)溶剤及び有機バインダーを含有するバインダー懸濁液を製造し、
b)工程a)で製造されたバインダー懸濁液を、金属シェルを有する硬質物質粒子及び、硬質はんだ又は高温はんだの群から選択されるはんだ材料粒子と混ぜ、そして加工してスラリーにし、かつ
c)得られた前記スラリーをキャスティングしてシートにする
ことを特徴とする耐摩耗性シートの製造法。
【請求項13】
前記スラリーの製造のために、その全質量に対して
− 前記バインダー懸濁液5質量%〜30質量%、その際、前記バインダー懸濁液は、前記バインダー懸濁液の全質量に対して1質量%〜60質量%の有機バインダー及び前記バインダー懸濁液の全質量に対して0質量%〜15質量%の可塑剤を含有する、及び
− 硬質物質粒子及びはんだ材料粒子70質量%〜95質量%、その際、硬質物質粒子とはんだ材料粒子との質量比が、40:60〜90:10である、を使用することを特徴とする、請求項12記載の方法。
【請求項14】
得られた前記耐摩耗性シートを、400℃より下で脱バインダーし、場合により、引き続き予備焼結することを特徴とする、請求項12又は13記載の方法。
【請求項15】
請求項1から10までのいずれか1項記載の耐摩耗性シート又は請求項11記載の複合材料又はそれから製造された予備焼結された、コンポーネント上に耐摩耗性層を製造するための耐摩耗性シートの使用。
【請求項16】
バインダー含有耐摩耗性シートをコンポーネント上に直接的に施与し、次いで400℃より下の温度で脱バインダーするか又はコンポーネント上への施与前に400℃より下の温度で脱バインダーし、その後に予備焼結し、それに引き続き、液相ろう付けによって耐摩耗性層をコンポーネント上に作製することを特徴とする、請求項15記載の使用。
【請求項17】
耐摩耗性コンポーネントの製造法において、予備焼結された請求項1から10までのいずれか1項記載の耐摩耗性シート又は請求項11記載の複合材料をコンポーネント上にろう付け、貼り付け又は溶接することを特徴とする、耐摩耗性コンポーネントの製造法。
【請求項18】
耐摩耗性シートにおいて、前記シートが、その全質量に対して
− 硬質物質粒子0.1質量%〜99.9質量%、
− はんだ材料粒子0.1質量%〜99.9質量%及び
− 有機バインダー及び/又は可塑剤0.1質量%〜20質量%
を含有することを特徴とする、耐摩耗性シート。
【請求項19】
請求項18記載の耐摩耗性シートを含有する複合材料において、前記複合体の個々の層が、種々の割合の硬質物質粒子及び/又ははんだ材料粒子を含有することを特徴とする複合材料。
【請求項20】
請求項18記載の耐摩耗性シートの製造法において、
a)溶剤及び有機バインダーを含有するバインダー懸濁液を製造し、
b)工程a)で製造されたバインダー懸濁液を、硬質物質粒子及び、硬質はんだ又は高温はんだの群から選択されるはんだ材料粒子と混ぜ、そして加工してスラリーにし、かつ
c)得られたスラリーをキャスティングしてフィルムにすること、その際、前記スラリーの製造のために、その全質量に対して
− 前記バインダー懸濁液0.1質量%〜30質量%、その際、前記バインダー懸濁液は、前記バインダー懸濁液の全質量に対して0.1質量%〜60質量%の有機バインダー及び前記バインダー懸濁液の全質量に対して0質量%〜15質量%の可塑剤を含有する、及び
− 硬質物質粒子及びはんだ材料粒子60質量%〜99.9質量%、その際、硬質物質粒子とはんだ材料粒子との質量比が、0:100〜100:0である、を使用することを特徴とする、請求項18記載の耐摩耗性シートの製造法。
【請求項21】
請求項18記載の耐摩耗性シート又は請求項19記載の複合材料又はそれから製造された予備焼結された、コンポーネント上に耐摩耗性層を製造するための耐摩耗性シートの使用。
【請求項1】
金属シェルを有する硬質物質粒子及び、軟質はんだ、硬質はんだ又は高温はんだの群から選択されるはんだ材料粒子を含有することを特徴とする、耐摩耗性シート。
【請求項2】
前記シートが有機バインダー及び/又は可塑剤を含有することを特徴とする、請求項1記載の耐摩耗性シート。
【請求項3】
前記有機バインダー及び/又は前記可塑剤が400℃より下の分解温度を有することを特徴とする、請求項2記載の耐摩耗性シート。
【請求項4】
前記有機バインダーがポリプロピレンカーボネート及び/又は前記可塑剤がプロピレンカーボネートであることを特徴とする、請求項2又は3記載の耐摩耗性シート。
【請求項5】
前記硬質物質粒子が、炭化タングステン、炭化チタン、炭化タンタル、炭化ケイ素、炭化バナジウム、炭化クロム、炭化モリブデン、ホウ化チタン、タングステン溶融炭化物、WCシェル又は炭化クロムからのシェルを有するタングステン溶融炭化物又はこれらの硬質物質粒子の混合物であることを特徴とする、請求項1から4までのいずれか1項記載の耐摩耗性シート。
【請求項6】
前記硬質物質粒子が、ニッケル、コバルト、クロム、銅、モリブデン、アルミニウム、イットリウム、鉄の群から選択される金属又はこれらの金属の2つ以上からの混合物を含有する金属シェルを有することを特徴とする、請求項1から5までのいずれか1項記載の耐摩耗性シート。
【請求項7】
使用される前記硬質物質粒子が球形状であることを特徴とする、請求項1から6までのいずれか1項記載の耐摩耗性シート。
【請求項8】
前記はんだ材料粒子が、ニッケル、コバルト、銅、スズ及び銀のはんだ材料の群から選択されていることを特徴とする、請求項1から7までのいずれか1項記載の耐摩耗性シート。
【請求項9】
前記はんだ材料粒子が、ニッケル/クロム−はんだ材料又はニッケル/コバルト−はんだ材料を含有することを特徴とする、請求項1から8までのいずれか1項記載の耐摩耗性シート。
【請求項10】
前記シートが、その全質量に対して
− 金属シェルを有する硬質物質粒子5質量%〜95質量%及び
− はんだ材料粒子5質量%〜95質量%及び
− 有機バインダー及び/又は可塑剤0質量%〜20質量%
を含有することを特徴とする、請求項1から9までのいずれか1項記載の耐摩耗性シート。
【請求項11】
請求項1から10までのいずれか1項記載の少なくとも1つの耐摩耗性シートを含有する複合材料において、前記複合体の個々の層が、種々の割合の硬質物質粒子及び/又ははんだ材料粒子を含有することを特徴とする複合材料。
【請求項12】
請求項1から10までのいずれか1項記載の耐摩耗性シートの製造法において、
a)溶剤及び有機バインダーを含有するバインダー懸濁液を製造し、
b)工程a)で製造されたバインダー懸濁液を、金属シェルを有する硬質物質粒子及び、硬質はんだ又は高温はんだの群から選択されるはんだ材料粒子と混ぜ、そして加工してスラリーにし、かつ
c)得られた前記スラリーをキャスティングしてシートにする
ことを特徴とする耐摩耗性シートの製造法。
【請求項13】
前記スラリーの製造のために、その全質量に対して
− 前記バインダー懸濁液5質量%〜30質量%、その際、前記バインダー懸濁液は、前記バインダー懸濁液の全質量に対して1質量%〜60質量%の有機バインダー及び前記バインダー懸濁液の全質量に対して0質量%〜15質量%の可塑剤を含有する、及び
− 硬質物質粒子及びはんだ材料粒子70質量%〜95質量%、その際、硬質物質粒子とはんだ材料粒子との質量比が、40:60〜90:10である、を使用することを特徴とする、請求項12記載の方法。
【請求項14】
得られた前記耐摩耗性シートを、400℃より下で脱バインダーし、場合により、引き続き予備焼結することを特徴とする、請求項12又は13記載の方法。
【請求項15】
請求項1から10までのいずれか1項記載の耐摩耗性シート又は請求項11記載の複合材料又はそれから製造された予備焼結された、コンポーネント上に耐摩耗性層を製造するための耐摩耗性シートの使用。
【請求項16】
バインダー含有耐摩耗性シートをコンポーネント上に直接的に施与し、次いで400℃より下の温度で脱バインダーするか又はコンポーネント上への施与前に400℃より下の温度で脱バインダーし、その後に予備焼結し、それに引き続き、液相ろう付けによって耐摩耗性層をコンポーネント上に作製することを特徴とする、請求項15記載の使用。
【請求項17】
耐摩耗性コンポーネントの製造法において、予備焼結された請求項1から10までのいずれか1項記載の耐摩耗性シート又は請求項11記載の複合材料をコンポーネント上にろう付け、貼り付け又は溶接することを特徴とする、耐摩耗性コンポーネントの製造法。
【請求項18】
耐摩耗性シートにおいて、前記シートが、その全質量に対して
− 硬質物質粒子0.1質量%〜99.9質量%、
− はんだ材料粒子0.1質量%〜99.9質量%及び
− 有機バインダー及び/又は可塑剤0.1質量%〜20質量%
を含有することを特徴とする、耐摩耗性シート。
【請求項19】
請求項18記載の耐摩耗性シートを含有する複合材料において、前記複合体の個々の層が、種々の割合の硬質物質粒子及び/又ははんだ材料粒子を含有することを特徴とする複合材料。
【請求項20】
請求項18記載の耐摩耗性シートの製造法において、
a)溶剤及び有機バインダーを含有するバインダー懸濁液を製造し、
b)工程a)で製造されたバインダー懸濁液を、硬質物質粒子及び、硬質はんだ又は高温はんだの群から選択されるはんだ材料粒子と混ぜ、そして加工してスラリーにし、かつ
c)得られたスラリーをキャスティングしてフィルムにすること、その際、前記スラリーの製造のために、その全質量に対して
− 前記バインダー懸濁液0.1質量%〜30質量%、その際、前記バインダー懸濁液は、前記バインダー懸濁液の全質量に対して0.1質量%〜60質量%の有機バインダー及び前記バインダー懸濁液の全質量に対して0質量%〜15質量%の可塑剤を含有する、及び
− 硬質物質粒子及びはんだ材料粒子60質量%〜99.9質量%、その際、硬質物質粒子とはんだ材料粒子との質量比が、0:100〜100:0である、を使用することを特徴とする、請求項18記載の耐摩耗性シートの製造法。
【請求項21】
請求項18記載の耐摩耗性シート又は請求項19記載の複合材料又はそれから製造された予備焼結された、コンポーネント上に耐摩耗性層を製造するための耐摩耗性シートの使用。
【図1】

【図2】
【図2】
【公表番号】特表2012−505079(P2012−505079A)
【公表日】平成24年3月1日(2012.3.1)
【国際特許分類】
【出願番号】特願2011−530406(P2011−530406)
【出願日】平成21年10月6日(2009.10.6)
【国際出願番号】PCT/EP2009/007156
【国際公開番号】WO2010/040498
【国際公開日】平成22年4月15日(2010.4.15)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.テフロン
【出願人】(503203100)ハーツエー シュタルク セラミックス ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディートゲゼルシャフト (2)
【氏名又は名称原語表記】H.C. Starck Ceramics GmbH & Co. KG
【住所又は居所原語表記】Lorenz−Hutschenreuther−Strasse 81, D−95100 Selb, Germany
【Fターム(参考)】
【公表日】平成24年3月1日(2012.3.1)
【国際特許分類】
【出願日】平成21年10月6日(2009.10.6)
【国際出願番号】PCT/EP2009/007156
【国際公開番号】WO2010/040498
【国際公開日】平成22年4月15日(2010.4.15)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.テフロン
【出願人】(503203100)ハーツエー シュタルク セラミックス ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディートゲゼルシャフト (2)
【氏名又は名称原語表記】H.C. Starck Ceramics GmbH & Co. KG
【住所又は居所原語表記】Lorenz−Hutschenreuther−Strasse 81, D−95100 Selb, Germany
【Fターム(参考)】
[ Back to top ]