
方向性電磁鋼板の製造方法
【課題】電子ビームやレーザー照射での反りを解消した場合においても、磁気特性の改善効果を十二分に享受し得る方途について提供する。
【解決手段】仕上げ焼鈍済みの方向性電磁鋼板に、該鋼板の圧延方向と交差する向きに電子ビームやレーザーを照射する、磁区細分化処理を施すに当り、前記電子ビームやレーザーの照射直前の鋼板に反りを付与し、該反りの凸面側に電子ビームやレーザーを照射して該鋼板を平坦に矯正する。
【解決手段】仕上げ焼鈍済みの方向性電磁鋼板に、該鋼板の圧延方向と交差する向きに電子ビームやレーザーを照射する、磁区細分化処理を施すに当り、前記電子ビームやレーザーの照射直前の鋼板に反りを付与し、該反りの凸面側に電子ビームやレーザーを照射して該鋼板を平坦に矯正する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、方向性電磁鋼板の製造方法、特に方向性電磁鋼板に磁区細分化処理を施すことにより鉄損を改善する方法に関する。
【背景技術】
【0002】
方向性電磁鋼板は、主にトランスの鉄心として利用され、磁化特性に優れていること、特に鉄損が低いことが求められている。
そのためには、鋼板中の二次再結晶粒を、(110)[001]方位(いわゆる、ゴス方位)に高度に揃えることや、製品鋼板中の不純物を低減することが重要である。しかしながら、結晶方位を制御することや、不純物を低減することは、製造コストとの兼ね合い等で限界がある。そこで、鋼板の表面に対して物理的な手法で不均一性を導入し、磁区の幅を細分化して鉄損を低減する技術、すなわち磁区細分化技術が開発されている。
【0003】
例えば、特許文献1には、最終製品板にレーザーを照射し、鋼板表層に線状の高転位密度領域を導入し、磁区幅を狭くすることで、鋼板の鉄損を低減する技術が提案されている。また、特許文献2には、電子ビームの照射により磁区幅を制御する技術が提案されている。
【0004】
上記した電子ビームやレーザーの照射による磁区細分化処理は、仕上げ焼鈍後に、張力被膜の焼付けを兼ねた平坦化焼鈍の後に行われるのが定法であるが、主として照射面に対して圧延直角方向に電子ビームやレーザーを照射した場合、これらを照射した鋼板面が内側になる反りが圧延方向に生じることがある。これは、電子ビームやレーザーにより加熱された部分が熱膨張した際に周辺の温度上昇されていない部分に拘束されて圧縮変形するためと考えられている。このような変形は、変圧器に加工する際の妨げとなったり、鉄損や磁歪の劣化をもたらす原因となる。
【0005】
電子ビーム照射に伴う鋼板の反り対策として、特許文献3では、磁束密度の照射量を適正値に制御する方法、特許文献4では圧延方向と交差する方向へ、該交差方向に対して30°以下の傾きを成してジグザグ状に延びる連続あるいは断続の照射をする技術が提示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特公昭57−2252号公報
【特許文献2】特公平06−72266号公報
【特許文献3】特開平4−362139号公報
【特許文献4】特開平6−136449号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、これらの技術では鉄損改善に好適な条件と、反りを解消するために好適な条件とが必ずしも一致せず、反り解消を優先すると、鉄損改善効果が不十分とならざるを得ない。
【0008】
そこで、本発明は、電子ビームやレーザーの照射での反りを解消した場合においても、磁気特性の改善効果を十二分に享受し得る方途について提供することを目的とする。
【課題を解決するための手段】
【0009】
発明者らは、上記した課題を解決するために、その方途を鋭意究明したところ、電子ビームの照射直前において鋼板に反りが若干存在する状態にしておき、この反りを、次の電子ビーム照射に伴う鋼板変形と相殺することが極めて有効であることを知見し、本発明を完成するに到った。
【0010】
すなわち、本発明の要旨構成は、次のとおりである。
(1)仕上げ焼鈍済みの方向性電磁鋼板に、該鋼板の圧延方向と交差する向きに電子ビームを照射する、磁区細分化処理を施すに当り、前記電子ビーム照射直前の鋼板に反りを付与し、該反りの凸面側に電子ビームを照射して該鋼板を平坦に矯正することを特徴とする方向性電磁鋼板の製造方法。
【0011】
(2)仕上げ焼鈍済みの方向性電磁鋼板に、該鋼板の圧延方向と交差する向きにレーザーを照射する、磁区細分化処理を施すに当り、前記レーザー照射直前の鋼板に反りを付与し、該反りの凸面側にレーザーを照射して該鋼板を平坦に矯正することを特徴とする方向性電磁鋼板の製造方法。
【0012】
(3)前記鋼板の反りは、鋼板をコイル状に巻き取って行う前記仕上げ焼鈍における該コイル由来の反りを残存させて付与することを特徴とする前記(1)または(2)に記載の方向性電磁鋼板の製造方法。
【0013】
(4)前記鋼板の反りは、前記仕上げ焼鈍済みの方向性電磁鋼板の表裏面に施す張力被膜の目付量を該鋼板の表裏面間で異ならせて付与することを特徴とする前記(1)または(2)に記載の方向性電磁鋼板の製造方法。
【0014】
(5)前記鋼板の反りは、前記仕上げ焼鈍前に鋼板表裏面に施す焼鈍分離剤の塗布量を該鋼板の表裏面で異ならせて付与することを特徴とする前記(1)または(2)に記載の方向性電磁鋼板の製造方法。
【0015】
(6)前記鋼板の反りは、
鋼板をコイル状に巻き取って行う前記仕上げ焼鈍における該コイル由来の反りを残存させること、
前記仕上げ焼鈍済みの方向性電磁鋼板の表裏面に施す張力被膜の目付量を該鋼板の表裏面間で異ならせることおよび、
前記仕上げ焼鈍前に鋼板表裏面に施す焼鈍分離剤の塗布量を該鋼板の表裏面で異ならせること、
の単独または複合にて付与することを特徴とする前記(1)または(2)に記載の方向性電磁鋼板の製造方法。
【発明の効果】
【0016】
本発明によれば、電子ビームやレーザーの照射後の反り形状を解消するとともに、鉄損低減に最適な照射条件を適用することができるため、鉄損に優れた方向性電磁鋼板を得ることができる。また反り形状を解消することによって、トランスに組み立てた場合の鉄損劣化も従来よりも軽減されるから、実機特性に優れた方向性電磁鋼板を製造することができる。
【図面の簡単な説明】
【0017】
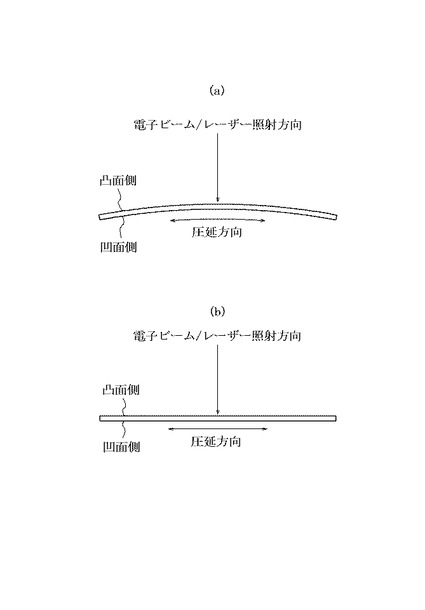
【図1】本発明に従う電子ビームまたはレーザーの照射の要領を示す図である。
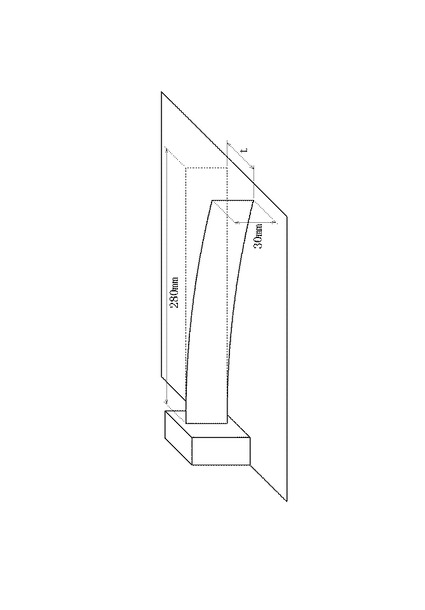
【図2】鋼板の反りの測定要領を示す図である。
【発明を実施するための形態】
【0018】
以下、本発明の方法について、詳しく説明する。
本発明では、仕上げ焼鈍を経た方向性電磁鋼板に、該鋼板の圧延方向と交差する向きに電子ビームやレーザーを照射する、磁区細分化処理を施すに当り、該電子ビームまたはレーザーの照射直前の段階にて鋼板に反りが存在する状態としておき、その反りの凸となる面に電子ビームまたはレーザーを照射するところに特徴がある。以下、電子ビームまたはレーザーの照射直前の鋼板に反りを付与する手法毎に詳しく説明する。
【0019】
まず、第1の手法としては、コイル状に巻き取った方向性電磁鋼板に仕上げ焼鈍を施したのち、平坦化焼鈍にてコイルの巻き癖を取り除いて鋼板を平坦化する際に、この平坦化焼鈍における焼鈍条件の調整などにより、鋼板の圧延方向に発生した反り(湾曲)を、該平坦化焼鈍後の電子ビームやレーザーの照射によって矯正できる程度の範囲内の反りとして残す矯正を、平坦化焼鈍において行う。すなわち、平坦化焼鈍は鋼板が完全に平坦になるまでは行わず、つまり緩い条件下で反りの矯正を行い、残る反りの矯正代を、続く電子ビームまたはレーザーの照射に伴って発生する鋼板の前記反りと逆側の反りによって相殺し、この電子ビーム照射後に最終的に鋼板の平坦化を完成する。なお、平坦化焼鈍時の張力が高いと下地被膜の破壊が生じやすくなるため、平坦化焼鈍時に緩い条件下で矯正することは被膜性状を改善する効果もあるので有効な手法である。
【0020】
ここで、平坦化焼鈍において、電子ビームやレーザーの照射によって矯正できる程度の範囲内の反りを残すには、焼鈍条件、すなわち、通板張力、焼鈍温度、板厚、鋼中のSi量及び焼鈍時間等のいずれか1または2以上を調整すればよいが、特に、焼鈍温度を820℃以下にするか、通板張力を4.9MPa(0.5kgf/mm2)以下に低減することが、フォルステライト被膜のダメージを抑制するのに好ましい。
すなわち、焼鈍温度を820℃以下にすることによって、鋼板の伸びが抑制されるため、平坦化焼鈍中に、フォルステライト被膜が鋼板の伸びに追随できずにその粒界において部分的に割れの生じることが抑制され、張力効果が減少するのを防ぐことができる。
なお、下限は、電子ビーム照射によって矯正できる範囲に反りを低減するため、700℃程度とすることが好ましい。
同様に、通板張力を4.9MPa(0.5kgf/mm2)以下に低減することによって、鋼板の伸びが抑制されるため、やはり、フォルステライト被膜の割れによる張力効果の減少を防ぐことができる。なお、下限は、同様に、電子ビームやレーザーの照射で矯正できる範囲に反りを低減するため、1.96MPa(0.2kgf/mm2)程度とすることが好ましい。
【0021】
次に、第2の手法としては、仕上焼鈍後の、例えば平坦化焼鈍において、鋼板表面に張力被膜を施す際に、ここで付与する張力被膜の厚みを鋼板表裏面で意図的に変化させる方法がある。すなわち、張力被膜が厚い側の面には強い張力が働いて、この面を内側にして鋼板に反りが生じる。したがって、反対面、すなわち張力被膜が薄い側の面が凸となるため、この面に電子ビームやレーザーを照射する。具体的には、電子ビームやレーザーの照射面側のコーティング目付量を反対面よりも少なくすることによって、電子ビームやレーザーの照射にて矯正できる程度の範囲内の反りを鋼板に付与する。この反りを、続く電子ビームやレーザーの照射に伴って発生する鋼板の反りによって相殺し、この電子ビームやレーザーの照射後に最終的に鋼板の平坦化を完成する。
【0022】
さらに、第3の手法としては、仕上げ焼鈍前に鋼板表裏面に施す焼鈍分離剤の塗布量を該鋼板の表裏面で異ならせることによって、その後の仕上げ焼鈍で形成するフォルステライトを主体とする下地被膜の厚みを鋼板表裏面で意図的に変化させる方法である。すなわち、上述の張力被膜と同様に、下地被膜が厚い側の面は付加される張力が強いため、この面を内側にして鋼板に反りが生じる。したがって、反対面、すなわち下地被膜が薄い側の面が凸となるため、この面に電子ビームやレーザーを照射する。具体的には、電子ビームやレーザーの照射を施す予定となる面について、仕上げ焼鈍時に焼鈍分離剤であるMgOスラリーの塗布量を反対面よりも少なくすることによって下地被膜を薄くし、電子ビームやレーザーの照射によって矯正できる程度の範囲内の反りとして付与する。この反りを、続く電子ビームやレーザーの照射に伴って発生する鋼板の反りによって相殺し、この電子ビームやレーザーの照射後に最終的に鋼板の平坦化を完成する。
【0023】
なお、焼鈍分離剤には、MgOを主体として、TiO2, MgSO4, Sb2O3, MoO3,SrSO4等を含むものが有利に適合する。
【0024】
上記3つの手法は、単独で行ってもよいし、或いは互いを組み合わせて、より大きな湾曲量を付与することも可能であり、鉄損改善効果を考慮して適宜組み合わせれば、電子ビームやレーザーの照射による鉄損改善効果を最大限に発揮することができる。
【0025】
なお、本発明において、電子ビームやレーザーの照射は、図1(a)に示すように、反りが残った鋼板の外側の面(凸面側)に照射するが、必ずしも反った状態で照射しなくともよく、工業的には、図1(b)に示すように、鋼板の圧延方向に張力を掛けた状態にて、張力付与前での凸面側に照射することが好ましい。該電子ビームやレーザーの照射にて与える歪は鋼板の圧延方向と交差する向きに連続または断続(点線状)した線状に導入する。この線状の歪み導入領域は、例えば圧延方向に1mm以上20mm以下の間隔を置いて反復して形成する。
【0026】
本発明では、電子ビームやレーザーの照射のエネルギーを、従来好適とされていた領域よりも高くすることが可能である。すなわち、従来は、平坦な鋼板に電子ビームやレーザーを照射した場合の、鋼板の反り変形によって生じる、形状不良、鉄損劣化および騒音増大等が、電子ビーム照射やレーザー照射の高エネルギー化の制約となっており、必ずしも電子ビームやレーザーの照射の条件が鉄損改善効果に対して最適化され得なかったが、この制約が緩和されるからである。
【0027】
かように、この電子ビームやレーザーの照射の際に不可避的に生じる鋼板の変形と、先の照射前に残留させた鋼板の反りとを相殺させれば、電子ビーム照射後の鋼板を確実に平坦化できる。
【0028】
ここに、電子ビームやレーザーの照射は、仕上焼鈍後かつ張力被膜の形成後である必要がある。方向性電磁鋼板の特徴であるゴス方位の二次再結晶を成長させるための仕上焼鈍、および張力絶縁被膜の形成と張力効果の発現のためには、いずれも高温での熱処理が必要である。しかし、このような高温処理は鋼板に導入された歪みを除去または減少させるため、例えば電子ビームやレーザーの照射後に張力被膜の焼付けを行うと、電子ビームやレーザーの照射に起因した歪による圧縮応力が解消され、鋼板が平坦化焼鈍直後の湾曲した状態に戻ってしまう。したがって、張力被膜の形成等の高温処理は、本発明の電子ビームやレーザーの処理前に実施する必要がある。
【0029】
そして、本発明での電子ビーム照射では、例えば、照射位置でのビーム径を0.05〜1mmに収束させた電子ビームを、鋼板の幅方向(圧延方向と交差する方向)に走査して、線状に熱歪みを導入させる。電子ビームの出力は10〜2000W程度、走査速度は1〜100m/s程度として、さらに単位長さ当たりの出力が1〜50J/m程度になるように調整し、線状または点状に1〜20mm程度の間隔で照射するのが好適である。点状に照射する場合は、0.01〜5.0mmの間隔で照射することが好ましい。これら電子ビームの照射の方向は、鋼板の圧延方向に対して、90°から45°をなす方向であることが好ましい。
なお、鋼板に電子ビーム照射にて付与される歪の深さは、5〜30μm程度とするのが好適である。
【0030】
また、本発明のレーザー照射では、光源として、連続波レーザーおよびパルスレーザーのいずれも用いることができ、YAGレーザーやCO2レーザー等、レーザーの種類を選ばない。また、レーザーの照射痕は線状でも点状でも構わないが、これら照射痕の方向は、鋼板の圧延方向に対して、90°から45°をなす方向であることが好ましい。ちなみに、最近使用されるようになってきたグリーンレーザーマーカーは、照射精度の面で特に好適である。
本発明で用いるレーザーの出力は、単位長さ当りの熱量として、5〜100J/m程度の範囲とすることが好ましい。
また、レーザービームのスポット径は0.1〜0.5mm程度の範囲とし、圧延方向の繰り返し間隔は1〜20mm程度の範囲とすることが好ましい。
【0031】
また、磁区細分化処理を施した方向性電磁鋼板の鉄損は、二次再結晶の方位集積が高い方がより小さいことが知られている。方位集積の目安としてB8(800A/mで磁化した際の磁束密度)がよく用いられるが、本発明に用いる方向性電磁鋼板はB8が1.88T以上、より好ましくは1.92T以上のものが好適である。
【0032】
電磁鋼板の表面に形成された張力絶縁被膜は、従来公知の張力絶縁被膜で構わないが、リン酸アルミニウムまたはリン酸マグネシウム等のリン酸塩とシリカを主成分とするガラス質の張力絶縁被膜であることが好ましい。
なお、張力被膜の焼付けと平坦化焼鈍とは同時であっても、別々の焼鈍に分かれていてもかまわない。
【0033】
本発明に係る方向性電磁鋼板は、従来公知の方向性電磁鋼板であればよい。例えば、Si:2.0〜8.0質量%を含む電磁鋼素材を用いればよい。
Si:2.0〜8.0質量%
Siは、鋼の電気抵抗を高め、鉄損を改善するのに有効な元素であるが、含有量が2.0質量%に満たないと十分な鉄損低減効果が達成できず、一方、8.0質量%を超えると加工性が著しく低下し、また磁束密度も低下するため、Si量は2.0〜8.0質量%の範囲とすることが好ましい。
【0034】
ここで、Siの他の基本成分および任意添加成分について述べると次のとおりである。
C:0.08質量%以下
Cは、集合組織の改善のために添加をするが、0.08質量%を超えると製造工程中に磁気時効の起こらない50質量ppm以下までCを低減することが困難になるため、0.08質量%以下とすることが好ましい。なお、下限に関しては、Cを含まない素材でも二次再結晶が可能であるので特に設ける必要はない。
【0035】
Mn:0.005〜1.0質量%
Mnは、熱間加工性を良好にする上で必要な元素であるが、含有量が0.005質量%未満ではその添加効果に乏しく、一方1.0質量%を超えると製品板の磁束密度が低下するため、Mn量は0.005〜1.0質量%の範囲とすることが好ましい。
【0036】
ここで、二次再結晶を生じさせるために、インヒビターを利用する場合、例えばAlN系インヒビターを利用する場合であればAlおよびNを、またMnS・MnSe系インヒビターを利用する場合であればMnとSeおよび/またはSを適量含有させればよい。勿論、両インヒビターを併用してもよい。この場合におけるAl、N、SおよびSeの好適含有量はそれぞれ、
Al:0.01〜0.065質量%、N:0.005〜0.012質量%、S:0.005〜0.03質量%、Se:0.005〜0.03質量%である。
さらに、本発明は、Al、N、S、Seの含有量を制限した、インヒビターを使用しない方向性電磁鋼板にも適用することができる。
この場合には、Al、N、SおよびSe量はそれぞれ、Al:100 質量ppm以下、N:50 質量ppm以下、S:50 質量ppm以下、Se:50 質量ppm以下に抑制することが好ましい。
【0037】
上記の基本成分以外に、磁気特性改善成分として、次に述べる元素を適宜含有させることができる。
Ni:0.03〜1.50質量%、Sn:0.01〜1.50質量%、Sb:0.005〜1.50質量%、Cu:0.03〜3.0質量%、P:0.03〜0.50質量%、Mo:0.005〜0.10質量%およびCr:0.03〜1.50質量%のうちから選んだ少なくとも1種
Niは、熱延板組織を改善して磁気特性を向上させるために有用な元素である。しかしながら、含有量が0.03質量%未満では磁気特性の向上効果が小さく、一方1.5質量%を超えると二次再結晶が不安定になり磁気特性が劣化する。そのため、Ni量は0.03〜1.5質量%の範囲とするのが好ましい。
【0038】
また、Sn、Sb、Cu、P、CrおよびMoはそれぞれ磁気特性の向上に有用な元素であるが、いずれも上記した各成分の下限に満たないと、磁気特性の向上効果が小さく、一方、上記した各成分の上限量を超えると、二次再結晶粒の発達が阻害されるため、それぞれ上記の範囲で含有させることが好ましい。
なお、上記成分以外の残部は、製造工程において混入する不可避的不純物およびFeである。
【0039】
上記した成分組成になる鋼スラブは、やはり方向性電磁鋼板の一般に従う工程を経て、二次再結晶焼鈍後に張力絶縁被膜を形成した方向性電磁鋼板とする。すなわち、スラブ加熱後に熱間圧延を施し、1回の冷間圧延又は中間焼鈍を挟む2回の冷間圧延にて最終板厚とし、その後、脱炭、一次再結晶焼鈍した後、例えばMgOを主成分とした焼鈍分離剤を塗布し、二次再結晶過程と純化過程を含む最終仕上げ焼鈍を施し、上述の操作を行った上、例えばコロイダルシリカとリン酸マグネシウムからなる絶縁コートを塗布して焼付ければよい。
【実施例1】
【0040】
Siを3質量%含有する最終板厚0.23mmに圧延された冷延板を、脱炭・一次再結晶焼鈍した後、MgOを主成分とした焼鈍分離剤を片面当たり6.0g/m2で塗布し、二次再結晶過程と純化過程を含む仕上焼鈍を施し、フォルステライト被膜を有する方向性電磁鋼板を得た。その後、60%のコロイダルシリカとリン酸アルミニウムからなる薬剤を塗布、焼付けして張力被膜を鋼板片面当たり6.5g/m2(乾燥目付量)で形成し、次いで平坦化焼鈍を、均熱温度:810℃および表1に示す炉内張力の条件下に行った。
【0041】
かくして得られた、板厚0.23mm、幅1.2mおよび重量12トンの方向性電磁鋼板コイルを連続的に送りながら、電子ビームを連続的に照射する磁区細分化処理を行った。電子ビームは、圧延直角方向に走査し、加速電圧150kV、ビーム電流値0.5mA、ビーム径0.2mm、ビーム走査速度5m/sの条件にて圧延方向に6mmピッチで線状に照射した。照射面はコイル巻形状の凸面側(上に凸形状)と凹面側(下に凸形状)に分けて比較を行った。そして、照射前の磁束密度B8および照射前後の鉄損W17/50をそれぞれ測定した。
【0042】
ここで、鋼板の反りは、電子ビーム照射後の鋼板を圧延方向と平行に長さ280mmおよび幅30mmに切断し、得られた試料を、図2に示すように、長手方向を水平方向に、かつ幅方向を鉛直方向にしてフリーな状態で支持し、試料の圧延方向の長さ280mmでの反り量tで評価した。
【0043】
以上の評価結果を表1に併記するように、平坦化焼鈍を低張力にして反りを残存し、電子ビーム照射後に鋼板を平坦にした場合に、鉄損の改善率([照射前の鉄損値−照射後の鉄損値]/照射前の鉄損値)が高まり、鉄損改善効果の向上と反り低減とが両立されている。
【0044】
【表1】

【実施例2】
【0045】
Siを3質量%含有する最終板厚0.23mmに圧延された冷延板を、脱炭・一次再結晶焼鈍した後、MgOを主成分とした焼鈍分離剤を片面当たり6.0g/m2で塗布し、二次再結晶過程と純化過程を含む仕上焼鈍を施し、フォルステライト被膜を有する方向性電磁鋼板を得た。その後、60%のコロイダルシリカとリン酸アルミニウムからなる張力被膜を形成するに際して、電子ビームが照射される面と、その裏面とで薬剤の塗布量を変えて、それぞれ表2に示す片面当たりの目付量(乾燥目付量)の張力被膜を形成した。次いで、平坦化焼鈍を、均熱温度:840℃および炉内張力:11.8MPa(1.20kgf/mm2)の条件下に行った。
【0046】
かくして得られた、板厚0.23mm、幅1.2mおよび重量12トンの方向性電磁鋼板コイルを連続的に送りながら、電子ビームを連続的に照射する磁区細分化処理を行った。電子ビームは、圧延直角方向に走査し、加速電圧40kV、ビーム電流値2.5mA、ビーム径0.2mm、ビーム走査速度4m/secの条件にて圧延方向に6mmピッチで、0.5mm間隔の点状に照射した。照射面は、鋼板に反りがある場合はコイル巻形状の凸面側(上に凸形状)、鋼板に反りが無い場合はいずれか一方の面とした。そして、実施例1と同様に、照射前の磁束密度B8および照射前後の鉄損W17/50をそれぞれ測定した。
【0047】
以上の評価結果を表2に併記するように、電子ビームの照射面側の張力被膜の目付量を裏面側より少なくして鋼板に反りを付与し、電子ビーム照射後に鋼板を平坦にした場合に、鉄損の改善率([照射前の鉄損値−照射後の鉄損値]/照射前の鉄損値)が高まり、鉄損改善効果の向上と反り低減とが両立されている。
【0048】
【表2】
【実施例3】
【0049】
Siを3質量%含有する最終板厚0.23mmに圧延された冷延板を、脱炭・一次再結晶焼鈍した後、MgOを主成分とした焼鈍分離剤を表3に記載の条件にて塗布し、二次再結晶過程と純化過程を含む仕上焼鈍を施し、フォルステライト被膜を有する方向性電磁鋼板を得た。その後、60%のコロイダルシリカとリン酸アルミニウムからなる薬剤を塗布、焼付けして張力被膜を鋼板片面当たり6.5g/m2(乾燥目付量)で形成し、次いで、平坦化焼鈍を、均熱温度:820℃および炉内張力:11.8MPa(1.20kgf/mm2)の条件下に行った。
【0050】
かくして得られた、板厚0.23mm、幅1.2mおよび重量12トンの方向性電磁鋼板コイルを連続的に送りながら、電子ビームを連続的に照射する磁区細分化処理を行った。電子ビームは、圧延直角方向に走査し、加速電圧150kV、ビーム電流値0.5mA、ビーム径0.2mm、ビーム走査速度5m/sの条件にて圧延方向に6mmピッチで線状に照射した。照射面は、鋼板に反りがある場合はコイル巻形状の凸面側(上に凸形状)、鋼板に反りが無い場合はいずれか一方の面とした。そして、実施例1と同様に照射前の磁束密度B8および照射前後の鉄損W17/50をそれぞれ測定した。
【0051】
以上の評価結果を表3に併記するように、電子ビームの照射面側の焼鈍分離剤の塗布量を裏面側より少なくして鋼板に反りを付与し、電子ビーム照射後に鋼板を平坦にした場合に、鉄損の改善率([照射前の鉄損値−照射後の鉄損値]/照射前の鉄損値)が高まり、鉄損改善効果の向上と反り低減とが両立されている。
【0052】
【表3】
【実施例4】
【0053】
Siを3質量%含有する最終板厚0.23mmに圧延された冷延板を、脱炭・一次再結晶焼鈍した後、MgOを主成分とした焼鈍分離剤を、一方の面に8.0g/m2で塗布し、他方の面に4. 0g/m2で塗布した。次に、焼鈍分離剤を厚く塗布した面が内側となる巻きコイル形状で二次再結晶過程と純化過程を含む仕上げ焼鈍を施し、フォルステライト被膜を有する方向性電磁鋼板を得た。その後、60%のコロイダルシリカとリン酸アルミニウムからなる薬剤を塗布、焼付けして、焼鈍分離剤を厚く塗布した一方の面に片面当たり6.5g/m2(乾燥目付量)および他方の面に片面当たり4.0g/m2(乾燥目付量)の張力被膜を形成した。
次いで、均熱温度:820℃および表4に示す炉内張力の条件下に行った。
【0054】
かくして得られた、板厚0.23mm、幅1.2mおよび重量12トンの方向性電磁鋼板コイルを連続的に送りながら、電子ビームを連続的に照射する磁区細分化処理を行った。電子ビームは、圧延直角方向に走査し、加速電圧40kV、ビーム電流値2.5mA、ビーム径0.2mm、ビーム走査速度4m/sの条件にて圧延方向に6mmピッチで、1.0mm間隔で点状に照射した。照射面はコイル巻形状の凸面側(上に凸形状)と凹面側(下に凸形状)に分けて比較を行った。そして、照射前の磁束密度B8および照射前後の鉄損W17/50をそれぞれ測定した。
【0055】
以上の評価結果を表4に併記するように、電子ビームの照射面側の焼鈍分離剤の塗布量および張力被膜の目付量を裏面側より少なくし、かつ平坦化焼鈍を低張力にして反りを付与し、電子ビーム照射後に鋼板を平坦にした場合に、鉄損の改善率([照射前の鉄損値−照射後の鉄損値]/照射前の鉄損値)が高まり、鉄損改善効果の向上と反り低減とが両立されている。
【0056】
【表4】
【実施例5】
【0057】
Siを3質量%含有する最終板厚0.23mmに圧延された冷延板を、脱炭・窒化・一次再結晶焼鈍した後、MgOを主成分とした焼鈍分離剤を片面当たり6.0g/m2で塗布し、二次再結晶過程と純化過程を含む仕上焼鈍を施し、フォルステライト被膜を有する方向性電磁鋼板を得た。その後、60%のコロイダルシリカとリン酸アルミニウムからなる薬剤を塗布、焼付けして張力被膜を鋼板片面当たり6.5g/m2(乾燥目付量)で形成し、次いで平坦化焼鈍を、均熱温度:810℃および表5に示す炉内張力の条件下に行った。
【0058】
かくして得られた、板厚0.23mm、幅1.2mおよび重量12トンの方向性電磁鋼板コイルを連続的に送りながら、レーザーを連続的に照射する磁区細分化処理を行った。レーザー照射は、出力100Wのファイバーレーザーを用いて、圧延直角方向に走査し、板幅方向の走査速度10m/sの条件で圧延方向に5mmピッチで線状に照射した。照射幅は150μm、圧延方向の照射間隔は7.5mmとした。照射面はコイル巻形状の凸面側(上に凸形状)と凹面側(下に凸形状)に分けて比較を行った。そして、実施例1と同様に、照射前の磁束密度B8および照射前後の鉄損W17/50をそれぞれ測定した。
【0059】
以上の評価結果を表5に併記するように、平坦化焼鈍を低張力にして反りを残存し、レーザー照射後に鋼板を平坦にした場合に、鉄損の改善率([照射前の鉄損値−照射後の鉄損値]/照射前の鉄損値)が高まり、鉄損改善効果の向上と反り低減とが両立されている。
【0060】
【表5】
【実施例6】
【0061】
Siを3質量%含有する最終板厚0.23mmに圧延された冷延板を、脱炭・窒化・一次再結晶焼鈍した後、MgOを主成分とした焼鈍分離剤を片面当たり6.0g/m2で塗布し、二次再結晶過程と純化過程を含む仕上焼鈍を施し、フォルステライト被膜を有する方向性電磁鋼板を得た。その後、60%のコロイダルシリカとリン酸アルミニウムからなる張力被膜を形成するに際して、レーザーが照射される面と、その裏面とで薬剤の塗布量を変えて、それぞれ表6に示す片面当たりの目付量(乾燥目付量)の張力被膜を形成した。次いで、平坦化焼鈍を、均熱温度:840℃および炉内張力:11.8MPa(1.20kgf/mm2)の条件下に行った。
【0062】
かくして得られた、板厚0.23mm、幅1.2mおよび重量12トンの方向性電磁鋼板コイルを連続的に送りながら、レーザーを連続的に照射する磁区細分化処理を行った。レーザー照射は、出力100Wのファイバーレーザーを用いて、圧延直角方向に走査し、板幅方向の走査速度10m/sの条件で圧延方向に5mmピッチで1.0mm間隔の点状に照射した。照射幅は150μm、圧延方向の照射間隔は7.5mmとした。照射面は、鋼板に反りがある場合はコイル巻形状の凸面側(上に凸形状)、鋼板に反りが無い場合はいずれか一方の面とした。そして、実施例1と同様に、照射前の磁束密度B8および照射前後の鉄損W17/50をそれぞれ測定した。
【0063】
以上の評価結果を表6に併記するように、レーザーの照射面側の張力被膜の目付量を裏面側より少なくして鋼板に反りを付与し、レーザー照射後に鋼板を平坦にした場合に、鉄損の改善率([照射前の鉄損値−照射後の鉄損値]/照射前の鉄損値)が高まり、鉄損改善効果の向上と反り低減とが両立されている。
【0064】
【表6】
【実施例7】
【0065】
Siを3質量%含有する最終板厚0.23mmに圧延された冷延板を、脱炭・窒化・一次再結晶焼鈍した後、MgOを主成分とした焼鈍分離剤を表7に記載の条件にて塗布し、二次再結晶過程と純化過程を含む仕上焼鈍を施し、フォルステライト被膜を有する方向性電磁鋼板を得た。その後、60%のコロイダルシリカとリン酸アルミニウムからなる薬剤を塗布、焼付けして張力被膜を鋼板片面当たり6.5g/m2(乾燥目付量)で形成し、次いで、平坦化焼鈍を、均熱温度:820℃および炉内張力:11.8MPa(1.20kgf/mm2)の条件下に行った。
【0066】
かくして得られた、板厚0.23mm、幅1.2mおよび重量12トンの方向性電磁鋼板コイルを連続的に送りながら、レーザーを連続的に照射する磁区細分化処理を行った。レーザー照射は、出力100Wのファイバーレーザーを用いて、圧延直角方向に走査し、板幅方向の走査速度10m/sの条件で圧延方向に5mmピッチで線状に照射した。照射幅は150μm、圧延方向の照射間隔は7.5mmとした。照射面は、鋼板に反りがある場合はコイル巻形状の凸面側(上に凸形状)、鋼板に反りが無い場合はいずれか一方の面とした。そして、実施例1と同様に照射前の磁束密度B8および照射前後の鉄損W17/50をそれぞれ測定した。
【0067】
以上の評価結果を表7に併記するように、レーザーの照射面側の焼鈍分離剤の塗布量を裏面側より少なくして鋼板に反りを付与し、レーザー照射後に鋼板を平坦にした場合に、鉄損の改善率([照射前の鉄損値−照射後の鉄損値]/照射前の鉄損値)が高まり、鉄損改善効果の向上と反り低減とが両立されている。
【0068】
【表7】
【技術分野】
【0001】
本発明は、方向性電磁鋼板の製造方法、特に方向性電磁鋼板に磁区細分化処理を施すことにより鉄損を改善する方法に関する。
【背景技術】
【0002】
方向性電磁鋼板は、主にトランスの鉄心として利用され、磁化特性に優れていること、特に鉄損が低いことが求められている。
そのためには、鋼板中の二次再結晶粒を、(110)[001]方位(いわゆる、ゴス方位)に高度に揃えることや、製品鋼板中の不純物を低減することが重要である。しかしながら、結晶方位を制御することや、不純物を低減することは、製造コストとの兼ね合い等で限界がある。そこで、鋼板の表面に対して物理的な手法で不均一性を導入し、磁区の幅を細分化して鉄損を低減する技術、すなわち磁区細分化技術が開発されている。
【0003】
例えば、特許文献1には、最終製品板にレーザーを照射し、鋼板表層に線状の高転位密度領域を導入し、磁区幅を狭くすることで、鋼板の鉄損を低減する技術が提案されている。また、特許文献2には、電子ビームの照射により磁区幅を制御する技術が提案されている。
【0004】
上記した電子ビームやレーザーの照射による磁区細分化処理は、仕上げ焼鈍後に、張力被膜の焼付けを兼ねた平坦化焼鈍の後に行われるのが定法であるが、主として照射面に対して圧延直角方向に電子ビームやレーザーを照射した場合、これらを照射した鋼板面が内側になる反りが圧延方向に生じることがある。これは、電子ビームやレーザーにより加熱された部分が熱膨張した際に周辺の温度上昇されていない部分に拘束されて圧縮変形するためと考えられている。このような変形は、変圧器に加工する際の妨げとなったり、鉄損や磁歪の劣化をもたらす原因となる。
【0005】
電子ビーム照射に伴う鋼板の反り対策として、特許文献3では、磁束密度の照射量を適正値に制御する方法、特許文献4では圧延方向と交差する方向へ、該交差方向に対して30°以下の傾きを成してジグザグ状に延びる連続あるいは断続の照射をする技術が提示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特公昭57−2252号公報
【特許文献2】特公平06−72266号公報
【特許文献3】特開平4−362139号公報
【特許文献4】特開平6−136449号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、これらの技術では鉄損改善に好適な条件と、反りを解消するために好適な条件とが必ずしも一致せず、反り解消を優先すると、鉄損改善効果が不十分とならざるを得ない。
【0008】
そこで、本発明は、電子ビームやレーザーの照射での反りを解消した場合においても、磁気特性の改善効果を十二分に享受し得る方途について提供することを目的とする。
【課題を解決するための手段】
【0009】
発明者らは、上記した課題を解決するために、その方途を鋭意究明したところ、電子ビームの照射直前において鋼板に反りが若干存在する状態にしておき、この反りを、次の電子ビーム照射に伴う鋼板変形と相殺することが極めて有効であることを知見し、本発明を完成するに到った。
【0010】
すなわち、本発明の要旨構成は、次のとおりである。
(1)仕上げ焼鈍済みの方向性電磁鋼板に、該鋼板の圧延方向と交差する向きに電子ビームを照射する、磁区細分化処理を施すに当り、前記電子ビーム照射直前の鋼板に反りを付与し、該反りの凸面側に電子ビームを照射して該鋼板を平坦に矯正することを特徴とする方向性電磁鋼板の製造方法。
【0011】
(2)仕上げ焼鈍済みの方向性電磁鋼板に、該鋼板の圧延方向と交差する向きにレーザーを照射する、磁区細分化処理を施すに当り、前記レーザー照射直前の鋼板に反りを付与し、該反りの凸面側にレーザーを照射して該鋼板を平坦に矯正することを特徴とする方向性電磁鋼板の製造方法。
【0012】
(3)前記鋼板の反りは、鋼板をコイル状に巻き取って行う前記仕上げ焼鈍における該コイル由来の反りを残存させて付与することを特徴とする前記(1)または(2)に記載の方向性電磁鋼板の製造方法。
【0013】
(4)前記鋼板の反りは、前記仕上げ焼鈍済みの方向性電磁鋼板の表裏面に施す張力被膜の目付量を該鋼板の表裏面間で異ならせて付与することを特徴とする前記(1)または(2)に記載の方向性電磁鋼板の製造方法。
【0014】
(5)前記鋼板の反りは、前記仕上げ焼鈍前に鋼板表裏面に施す焼鈍分離剤の塗布量を該鋼板の表裏面で異ならせて付与することを特徴とする前記(1)または(2)に記載の方向性電磁鋼板の製造方法。
【0015】
(6)前記鋼板の反りは、
鋼板をコイル状に巻き取って行う前記仕上げ焼鈍における該コイル由来の反りを残存させること、
前記仕上げ焼鈍済みの方向性電磁鋼板の表裏面に施す張力被膜の目付量を該鋼板の表裏面間で異ならせることおよび、
前記仕上げ焼鈍前に鋼板表裏面に施す焼鈍分離剤の塗布量を該鋼板の表裏面で異ならせること、
の単独または複合にて付与することを特徴とする前記(1)または(2)に記載の方向性電磁鋼板の製造方法。
【発明の効果】
【0016】
本発明によれば、電子ビームやレーザーの照射後の反り形状を解消するとともに、鉄損低減に最適な照射条件を適用することができるため、鉄損に優れた方向性電磁鋼板を得ることができる。また反り形状を解消することによって、トランスに組み立てた場合の鉄損劣化も従来よりも軽減されるから、実機特性に優れた方向性電磁鋼板を製造することができる。
【図面の簡単な説明】
【0017】
【図1】本発明に従う電子ビームまたはレーザーの照射の要領を示す図である。
【図2】鋼板の反りの測定要領を示す図である。
【発明を実施するための形態】
【0018】
以下、本発明の方法について、詳しく説明する。
本発明では、仕上げ焼鈍を経た方向性電磁鋼板に、該鋼板の圧延方向と交差する向きに電子ビームやレーザーを照射する、磁区細分化処理を施すに当り、該電子ビームまたはレーザーの照射直前の段階にて鋼板に反りが存在する状態としておき、その反りの凸となる面に電子ビームまたはレーザーを照射するところに特徴がある。以下、電子ビームまたはレーザーの照射直前の鋼板に反りを付与する手法毎に詳しく説明する。
【0019】
まず、第1の手法としては、コイル状に巻き取った方向性電磁鋼板に仕上げ焼鈍を施したのち、平坦化焼鈍にてコイルの巻き癖を取り除いて鋼板を平坦化する際に、この平坦化焼鈍における焼鈍条件の調整などにより、鋼板の圧延方向に発生した反り(湾曲)を、該平坦化焼鈍後の電子ビームやレーザーの照射によって矯正できる程度の範囲内の反りとして残す矯正を、平坦化焼鈍において行う。すなわち、平坦化焼鈍は鋼板が完全に平坦になるまでは行わず、つまり緩い条件下で反りの矯正を行い、残る反りの矯正代を、続く電子ビームまたはレーザーの照射に伴って発生する鋼板の前記反りと逆側の反りによって相殺し、この電子ビーム照射後に最終的に鋼板の平坦化を完成する。なお、平坦化焼鈍時の張力が高いと下地被膜の破壊が生じやすくなるため、平坦化焼鈍時に緩い条件下で矯正することは被膜性状を改善する効果もあるので有効な手法である。
【0020】
ここで、平坦化焼鈍において、電子ビームやレーザーの照射によって矯正できる程度の範囲内の反りを残すには、焼鈍条件、すなわち、通板張力、焼鈍温度、板厚、鋼中のSi量及び焼鈍時間等のいずれか1または2以上を調整すればよいが、特に、焼鈍温度を820℃以下にするか、通板張力を4.9MPa(0.5kgf/mm2)以下に低減することが、フォルステライト被膜のダメージを抑制するのに好ましい。
すなわち、焼鈍温度を820℃以下にすることによって、鋼板の伸びが抑制されるため、平坦化焼鈍中に、フォルステライト被膜が鋼板の伸びに追随できずにその粒界において部分的に割れの生じることが抑制され、張力効果が減少するのを防ぐことができる。
なお、下限は、電子ビーム照射によって矯正できる範囲に反りを低減するため、700℃程度とすることが好ましい。
同様に、通板張力を4.9MPa(0.5kgf/mm2)以下に低減することによって、鋼板の伸びが抑制されるため、やはり、フォルステライト被膜の割れによる張力効果の減少を防ぐことができる。なお、下限は、同様に、電子ビームやレーザーの照射で矯正できる範囲に反りを低減するため、1.96MPa(0.2kgf/mm2)程度とすることが好ましい。
【0021】
次に、第2の手法としては、仕上焼鈍後の、例えば平坦化焼鈍において、鋼板表面に張力被膜を施す際に、ここで付与する張力被膜の厚みを鋼板表裏面で意図的に変化させる方法がある。すなわち、張力被膜が厚い側の面には強い張力が働いて、この面を内側にして鋼板に反りが生じる。したがって、反対面、すなわち張力被膜が薄い側の面が凸となるため、この面に電子ビームやレーザーを照射する。具体的には、電子ビームやレーザーの照射面側のコーティング目付量を反対面よりも少なくすることによって、電子ビームやレーザーの照射にて矯正できる程度の範囲内の反りを鋼板に付与する。この反りを、続く電子ビームやレーザーの照射に伴って発生する鋼板の反りによって相殺し、この電子ビームやレーザーの照射後に最終的に鋼板の平坦化を完成する。
【0022】
さらに、第3の手法としては、仕上げ焼鈍前に鋼板表裏面に施す焼鈍分離剤の塗布量を該鋼板の表裏面で異ならせることによって、その後の仕上げ焼鈍で形成するフォルステライトを主体とする下地被膜の厚みを鋼板表裏面で意図的に変化させる方法である。すなわち、上述の張力被膜と同様に、下地被膜が厚い側の面は付加される張力が強いため、この面を内側にして鋼板に反りが生じる。したがって、反対面、すなわち下地被膜が薄い側の面が凸となるため、この面に電子ビームやレーザーを照射する。具体的には、電子ビームやレーザーの照射を施す予定となる面について、仕上げ焼鈍時に焼鈍分離剤であるMgOスラリーの塗布量を反対面よりも少なくすることによって下地被膜を薄くし、電子ビームやレーザーの照射によって矯正できる程度の範囲内の反りとして付与する。この反りを、続く電子ビームやレーザーの照射に伴って発生する鋼板の反りによって相殺し、この電子ビームやレーザーの照射後に最終的に鋼板の平坦化を完成する。
【0023】
なお、焼鈍分離剤には、MgOを主体として、TiO2, MgSO4, Sb2O3, MoO3,SrSO4等を含むものが有利に適合する。
【0024】
上記3つの手法は、単独で行ってもよいし、或いは互いを組み合わせて、より大きな湾曲量を付与することも可能であり、鉄損改善効果を考慮して適宜組み合わせれば、電子ビームやレーザーの照射による鉄損改善効果を最大限に発揮することができる。
【0025】
なお、本発明において、電子ビームやレーザーの照射は、図1(a)に示すように、反りが残った鋼板の外側の面(凸面側)に照射するが、必ずしも反った状態で照射しなくともよく、工業的には、図1(b)に示すように、鋼板の圧延方向に張力を掛けた状態にて、張力付与前での凸面側に照射することが好ましい。該電子ビームやレーザーの照射にて与える歪は鋼板の圧延方向と交差する向きに連続または断続(点線状)した線状に導入する。この線状の歪み導入領域は、例えば圧延方向に1mm以上20mm以下の間隔を置いて反復して形成する。
【0026】
本発明では、電子ビームやレーザーの照射のエネルギーを、従来好適とされていた領域よりも高くすることが可能である。すなわち、従来は、平坦な鋼板に電子ビームやレーザーを照射した場合の、鋼板の反り変形によって生じる、形状不良、鉄損劣化および騒音増大等が、電子ビーム照射やレーザー照射の高エネルギー化の制約となっており、必ずしも電子ビームやレーザーの照射の条件が鉄損改善効果に対して最適化され得なかったが、この制約が緩和されるからである。
【0027】
かように、この電子ビームやレーザーの照射の際に不可避的に生じる鋼板の変形と、先の照射前に残留させた鋼板の反りとを相殺させれば、電子ビーム照射後の鋼板を確実に平坦化できる。
【0028】
ここに、電子ビームやレーザーの照射は、仕上焼鈍後かつ張力被膜の形成後である必要がある。方向性電磁鋼板の特徴であるゴス方位の二次再結晶を成長させるための仕上焼鈍、および張力絶縁被膜の形成と張力効果の発現のためには、いずれも高温での熱処理が必要である。しかし、このような高温処理は鋼板に導入された歪みを除去または減少させるため、例えば電子ビームやレーザーの照射後に張力被膜の焼付けを行うと、電子ビームやレーザーの照射に起因した歪による圧縮応力が解消され、鋼板が平坦化焼鈍直後の湾曲した状態に戻ってしまう。したがって、張力被膜の形成等の高温処理は、本発明の電子ビームやレーザーの処理前に実施する必要がある。
【0029】
そして、本発明での電子ビーム照射では、例えば、照射位置でのビーム径を0.05〜1mmに収束させた電子ビームを、鋼板の幅方向(圧延方向と交差する方向)に走査して、線状に熱歪みを導入させる。電子ビームの出力は10〜2000W程度、走査速度は1〜100m/s程度として、さらに単位長さ当たりの出力が1〜50J/m程度になるように調整し、線状または点状に1〜20mm程度の間隔で照射するのが好適である。点状に照射する場合は、0.01〜5.0mmの間隔で照射することが好ましい。これら電子ビームの照射の方向は、鋼板の圧延方向に対して、90°から45°をなす方向であることが好ましい。
なお、鋼板に電子ビーム照射にて付与される歪の深さは、5〜30μm程度とするのが好適である。
【0030】
また、本発明のレーザー照射では、光源として、連続波レーザーおよびパルスレーザーのいずれも用いることができ、YAGレーザーやCO2レーザー等、レーザーの種類を選ばない。また、レーザーの照射痕は線状でも点状でも構わないが、これら照射痕の方向は、鋼板の圧延方向に対して、90°から45°をなす方向であることが好ましい。ちなみに、最近使用されるようになってきたグリーンレーザーマーカーは、照射精度の面で特に好適である。
本発明で用いるレーザーの出力は、単位長さ当りの熱量として、5〜100J/m程度の範囲とすることが好ましい。
また、レーザービームのスポット径は0.1〜0.5mm程度の範囲とし、圧延方向の繰り返し間隔は1〜20mm程度の範囲とすることが好ましい。
【0031】
また、磁区細分化処理を施した方向性電磁鋼板の鉄損は、二次再結晶の方位集積が高い方がより小さいことが知られている。方位集積の目安としてB8(800A/mで磁化した際の磁束密度)がよく用いられるが、本発明に用いる方向性電磁鋼板はB8が1.88T以上、より好ましくは1.92T以上のものが好適である。
【0032】
電磁鋼板の表面に形成された張力絶縁被膜は、従来公知の張力絶縁被膜で構わないが、リン酸アルミニウムまたはリン酸マグネシウム等のリン酸塩とシリカを主成分とするガラス質の張力絶縁被膜であることが好ましい。
なお、張力被膜の焼付けと平坦化焼鈍とは同時であっても、別々の焼鈍に分かれていてもかまわない。
【0033】
本発明に係る方向性電磁鋼板は、従来公知の方向性電磁鋼板であればよい。例えば、Si:2.0〜8.0質量%を含む電磁鋼素材を用いればよい。
Si:2.0〜8.0質量%
Siは、鋼の電気抵抗を高め、鉄損を改善するのに有効な元素であるが、含有量が2.0質量%に満たないと十分な鉄損低減効果が達成できず、一方、8.0質量%を超えると加工性が著しく低下し、また磁束密度も低下するため、Si量は2.0〜8.0質量%の範囲とすることが好ましい。
【0034】
ここで、Siの他の基本成分および任意添加成分について述べると次のとおりである。
C:0.08質量%以下
Cは、集合組織の改善のために添加をするが、0.08質量%を超えると製造工程中に磁気時効の起こらない50質量ppm以下までCを低減することが困難になるため、0.08質量%以下とすることが好ましい。なお、下限に関しては、Cを含まない素材でも二次再結晶が可能であるので特に設ける必要はない。
【0035】
Mn:0.005〜1.0質量%
Mnは、熱間加工性を良好にする上で必要な元素であるが、含有量が0.005質量%未満ではその添加効果に乏しく、一方1.0質量%を超えると製品板の磁束密度が低下するため、Mn量は0.005〜1.0質量%の範囲とすることが好ましい。
【0036】
ここで、二次再結晶を生じさせるために、インヒビターを利用する場合、例えばAlN系インヒビターを利用する場合であればAlおよびNを、またMnS・MnSe系インヒビターを利用する場合であればMnとSeおよび/またはSを適量含有させればよい。勿論、両インヒビターを併用してもよい。この場合におけるAl、N、SおよびSeの好適含有量はそれぞれ、
Al:0.01〜0.065質量%、N:0.005〜0.012質量%、S:0.005〜0.03質量%、Se:0.005〜0.03質量%である。
さらに、本発明は、Al、N、S、Seの含有量を制限した、インヒビターを使用しない方向性電磁鋼板にも適用することができる。
この場合には、Al、N、SおよびSe量はそれぞれ、Al:100 質量ppm以下、N:50 質量ppm以下、S:50 質量ppm以下、Se:50 質量ppm以下に抑制することが好ましい。
【0037】
上記の基本成分以外に、磁気特性改善成分として、次に述べる元素を適宜含有させることができる。
Ni:0.03〜1.50質量%、Sn:0.01〜1.50質量%、Sb:0.005〜1.50質量%、Cu:0.03〜3.0質量%、P:0.03〜0.50質量%、Mo:0.005〜0.10質量%およびCr:0.03〜1.50質量%のうちから選んだ少なくとも1種
Niは、熱延板組織を改善して磁気特性を向上させるために有用な元素である。しかしながら、含有量が0.03質量%未満では磁気特性の向上効果が小さく、一方1.5質量%を超えると二次再結晶が不安定になり磁気特性が劣化する。そのため、Ni量は0.03〜1.5質量%の範囲とするのが好ましい。
【0038】
また、Sn、Sb、Cu、P、CrおよびMoはそれぞれ磁気特性の向上に有用な元素であるが、いずれも上記した各成分の下限に満たないと、磁気特性の向上効果が小さく、一方、上記した各成分の上限量を超えると、二次再結晶粒の発達が阻害されるため、それぞれ上記の範囲で含有させることが好ましい。
なお、上記成分以外の残部は、製造工程において混入する不可避的不純物およびFeである。
【0039】
上記した成分組成になる鋼スラブは、やはり方向性電磁鋼板の一般に従う工程を経て、二次再結晶焼鈍後に張力絶縁被膜を形成した方向性電磁鋼板とする。すなわち、スラブ加熱後に熱間圧延を施し、1回の冷間圧延又は中間焼鈍を挟む2回の冷間圧延にて最終板厚とし、その後、脱炭、一次再結晶焼鈍した後、例えばMgOを主成分とした焼鈍分離剤を塗布し、二次再結晶過程と純化過程を含む最終仕上げ焼鈍を施し、上述の操作を行った上、例えばコロイダルシリカとリン酸マグネシウムからなる絶縁コートを塗布して焼付ければよい。
【実施例1】
【0040】
Siを3質量%含有する最終板厚0.23mmに圧延された冷延板を、脱炭・一次再結晶焼鈍した後、MgOを主成分とした焼鈍分離剤を片面当たり6.0g/m2で塗布し、二次再結晶過程と純化過程を含む仕上焼鈍を施し、フォルステライト被膜を有する方向性電磁鋼板を得た。その後、60%のコロイダルシリカとリン酸アルミニウムからなる薬剤を塗布、焼付けして張力被膜を鋼板片面当たり6.5g/m2(乾燥目付量)で形成し、次いで平坦化焼鈍を、均熱温度:810℃および表1に示す炉内張力の条件下に行った。
【0041】
かくして得られた、板厚0.23mm、幅1.2mおよび重量12トンの方向性電磁鋼板コイルを連続的に送りながら、電子ビームを連続的に照射する磁区細分化処理を行った。電子ビームは、圧延直角方向に走査し、加速電圧150kV、ビーム電流値0.5mA、ビーム径0.2mm、ビーム走査速度5m/sの条件にて圧延方向に6mmピッチで線状に照射した。照射面はコイル巻形状の凸面側(上に凸形状)と凹面側(下に凸形状)に分けて比較を行った。そして、照射前の磁束密度B8および照射前後の鉄損W17/50をそれぞれ測定した。
【0042】
ここで、鋼板の反りは、電子ビーム照射後の鋼板を圧延方向と平行に長さ280mmおよび幅30mmに切断し、得られた試料を、図2に示すように、長手方向を水平方向に、かつ幅方向を鉛直方向にしてフリーな状態で支持し、試料の圧延方向の長さ280mmでの反り量tで評価した。
【0043】
以上の評価結果を表1に併記するように、平坦化焼鈍を低張力にして反りを残存し、電子ビーム照射後に鋼板を平坦にした場合に、鉄損の改善率([照射前の鉄損値−照射後の鉄損値]/照射前の鉄損値)が高まり、鉄損改善効果の向上と反り低減とが両立されている。
【0044】
【表1】
【実施例2】
【0045】
Siを3質量%含有する最終板厚0.23mmに圧延された冷延板を、脱炭・一次再結晶焼鈍した後、MgOを主成分とした焼鈍分離剤を片面当たり6.0g/m2で塗布し、二次再結晶過程と純化過程を含む仕上焼鈍を施し、フォルステライト被膜を有する方向性電磁鋼板を得た。その後、60%のコロイダルシリカとリン酸アルミニウムからなる張力被膜を形成するに際して、電子ビームが照射される面と、その裏面とで薬剤の塗布量を変えて、それぞれ表2に示す片面当たりの目付量(乾燥目付量)の張力被膜を形成した。次いで、平坦化焼鈍を、均熱温度:840℃および炉内張力:11.8MPa(1.20kgf/mm2)の条件下に行った。
【0046】
かくして得られた、板厚0.23mm、幅1.2mおよび重量12トンの方向性電磁鋼板コイルを連続的に送りながら、電子ビームを連続的に照射する磁区細分化処理を行った。電子ビームは、圧延直角方向に走査し、加速電圧40kV、ビーム電流値2.5mA、ビーム径0.2mm、ビーム走査速度4m/secの条件にて圧延方向に6mmピッチで、0.5mm間隔の点状に照射した。照射面は、鋼板に反りがある場合はコイル巻形状の凸面側(上に凸形状)、鋼板に反りが無い場合はいずれか一方の面とした。そして、実施例1と同様に、照射前の磁束密度B8および照射前後の鉄損W17/50をそれぞれ測定した。
【0047】
以上の評価結果を表2に併記するように、電子ビームの照射面側の張力被膜の目付量を裏面側より少なくして鋼板に反りを付与し、電子ビーム照射後に鋼板を平坦にした場合に、鉄損の改善率([照射前の鉄損値−照射後の鉄損値]/照射前の鉄損値)が高まり、鉄損改善効果の向上と反り低減とが両立されている。
【0048】
【表2】
【実施例3】
【0049】
Siを3質量%含有する最終板厚0.23mmに圧延された冷延板を、脱炭・一次再結晶焼鈍した後、MgOを主成分とした焼鈍分離剤を表3に記載の条件にて塗布し、二次再結晶過程と純化過程を含む仕上焼鈍を施し、フォルステライト被膜を有する方向性電磁鋼板を得た。その後、60%のコロイダルシリカとリン酸アルミニウムからなる薬剤を塗布、焼付けして張力被膜を鋼板片面当たり6.5g/m2(乾燥目付量)で形成し、次いで、平坦化焼鈍を、均熱温度:820℃および炉内張力:11.8MPa(1.20kgf/mm2)の条件下に行った。
【0050】
かくして得られた、板厚0.23mm、幅1.2mおよび重量12トンの方向性電磁鋼板コイルを連続的に送りながら、電子ビームを連続的に照射する磁区細分化処理を行った。電子ビームは、圧延直角方向に走査し、加速電圧150kV、ビーム電流値0.5mA、ビーム径0.2mm、ビーム走査速度5m/sの条件にて圧延方向に6mmピッチで線状に照射した。照射面は、鋼板に反りがある場合はコイル巻形状の凸面側(上に凸形状)、鋼板に反りが無い場合はいずれか一方の面とした。そして、実施例1と同様に照射前の磁束密度B8および照射前後の鉄損W17/50をそれぞれ測定した。
【0051】
以上の評価結果を表3に併記するように、電子ビームの照射面側の焼鈍分離剤の塗布量を裏面側より少なくして鋼板に反りを付与し、電子ビーム照射後に鋼板を平坦にした場合に、鉄損の改善率([照射前の鉄損値−照射後の鉄損値]/照射前の鉄損値)が高まり、鉄損改善効果の向上と反り低減とが両立されている。
【0052】
【表3】
【実施例4】
【0053】
Siを3質量%含有する最終板厚0.23mmに圧延された冷延板を、脱炭・一次再結晶焼鈍した後、MgOを主成分とした焼鈍分離剤を、一方の面に8.0g/m2で塗布し、他方の面に4. 0g/m2で塗布した。次に、焼鈍分離剤を厚く塗布した面が内側となる巻きコイル形状で二次再結晶過程と純化過程を含む仕上げ焼鈍を施し、フォルステライト被膜を有する方向性電磁鋼板を得た。その後、60%のコロイダルシリカとリン酸アルミニウムからなる薬剤を塗布、焼付けして、焼鈍分離剤を厚く塗布した一方の面に片面当たり6.5g/m2(乾燥目付量)および他方の面に片面当たり4.0g/m2(乾燥目付量)の張力被膜を形成した。
次いで、均熱温度:820℃および表4に示す炉内張力の条件下に行った。
【0054】
かくして得られた、板厚0.23mm、幅1.2mおよび重量12トンの方向性電磁鋼板コイルを連続的に送りながら、電子ビームを連続的に照射する磁区細分化処理を行った。電子ビームは、圧延直角方向に走査し、加速電圧40kV、ビーム電流値2.5mA、ビーム径0.2mm、ビーム走査速度4m/sの条件にて圧延方向に6mmピッチで、1.0mm間隔で点状に照射した。照射面はコイル巻形状の凸面側(上に凸形状)と凹面側(下に凸形状)に分けて比較を行った。そして、照射前の磁束密度B8および照射前後の鉄損W17/50をそれぞれ測定した。
【0055】
以上の評価結果を表4に併記するように、電子ビームの照射面側の焼鈍分離剤の塗布量および張力被膜の目付量を裏面側より少なくし、かつ平坦化焼鈍を低張力にして反りを付与し、電子ビーム照射後に鋼板を平坦にした場合に、鉄損の改善率([照射前の鉄損値−照射後の鉄損値]/照射前の鉄損値)が高まり、鉄損改善効果の向上と反り低減とが両立されている。
【0056】
【表4】
【実施例5】
【0057】
Siを3質量%含有する最終板厚0.23mmに圧延された冷延板を、脱炭・窒化・一次再結晶焼鈍した後、MgOを主成分とした焼鈍分離剤を片面当たり6.0g/m2で塗布し、二次再結晶過程と純化過程を含む仕上焼鈍を施し、フォルステライト被膜を有する方向性電磁鋼板を得た。その後、60%のコロイダルシリカとリン酸アルミニウムからなる薬剤を塗布、焼付けして張力被膜を鋼板片面当たり6.5g/m2(乾燥目付量)で形成し、次いで平坦化焼鈍を、均熱温度:810℃および表5に示す炉内張力の条件下に行った。
【0058】
かくして得られた、板厚0.23mm、幅1.2mおよび重量12トンの方向性電磁鋼板コイルを連続的に送りながら、レーザーを連続的に照射する磁区細分化処理を行った。レーザー照射は、出力100Wのファイバーレーザーを用いて、圧延直角方向に走査し、板幅方向の走査速度10m/sの条件で圧延方向に5mmピッチで線状に照射した。照射幅は150μm、圧延方向の照射間隔は7.5mmとした。照射面はコイル巻形状の凸面側(上に凸形状)と凹面側(下に凸形状)に分けて比較を行った。そして、実施例1と同様に、照射前の磁束密度B8および照射前後の鉄損W17/50をそれぞれ測定した。
【0059】
以上の評価結果を表5に併記するように、平坦化焼鈍を低張力にして反りを残存し、レーザー照射後に鋼板を平坦にした場合に、鉄損の改善率([照射前の鉄損値−照射後の鉄損値]/照射前の鉄損値)が高まり、鉄損改善効果の向上と反り低減とが両立されている。
【0060】
【表5】
【実施例6】
【0061】
Siを3質量%含有する最終板厚0.23mmに圧延された冷延板を、脱炭・窒化・一次再結晶焼鈍した後、MgOを主成分とした焼鈍分離剤を片面当たり6.0g/m2で塗布し、二次再結晶過程と純化過程を含む仕上焼鈍を施し、フォルステライト被膜を有する方向性電磁鋼板を得た。その後、60%のコロイダルシリカとリン酸アルミニウムからなる張力被膜を形成するに際して、レーザーが照射される面と、その裏面とで薬剤の塗布量を変えて、それぞれ表6に示す片面当たりの目付量(乾燥目付量)の張力被膜を形成した。次いで、平坦化焼鈍を、均熱温度:840℃および炉内張力:11.8MPa(1.20kgf/mm2)の条件下に行った。
【0062】
かくして得られた、板厚0.23mm、幅1.2mおよび重量12トンの方向性電磁鋼板コイルを連続的に送りながら、レーザーを連続的に照射する磁区細分化処理を行った。レーザー照射は、出力100Wのファイバーレーザーを用いて、圧延直角方向に走査し、板幅方向の走査速度10m/sの条件で圧延方向に5mmピッチで1.0mm間隔の点状に照射した。照射幅は150μm、圧延方向の照射間隔は7.5mmとした。照射面は、鋼板に反りがある場合はコイル巻形状の凸面側(上に凸形状)、鋼板に反りが無い場合はいずれか一方の面とした。そして、実施例1と同様に、照射前の磁束密度B8および照射前後の鉄損W17/50をそれぞれ測定した。
【0063】
以上の評価結果を表6に併記するように、レーザーの照射面側の張力被膜の目付量を裏面側より少なくして鋼板に反りを付与し、レーザー照射後に鋼板を平坦にした場合に、鉄損の改善率([照射前の鉄損値−照射後の鉄損値]/照射前の鉄損値)が高まり、鉄損改善効果の向上と反り低減とが両立されている。
【0064】
【表6】
【実施例7】
【0065】
Siを3質量%含有する最終板厚0.23mmに圧延された冷延板を、脱炭・窒化・一次再結晶焼鈍した後、MgOを主成分とした焼鈍分離剤を表7に記載の条件にて塗布し、二次再結晶過程と純化過程を含む仕上焼鈍を施し、フォルステライト被膜を有する方向性電磁鋼板を得た。その後、60%のコロイダルシリカとリン酸アルミニウムからなる薬剤を塗布、焼付けして張力被膜を鋼板片面当たり6.5g/m2(乾燥目付量)で形成し、次いで、平坦化焼鈍を、均熱温度:820℃および炉内張力:11.8MPa(1.20kgf/mm2)の条件下に行った。
【0066】
かくして得られた、板厚0.23mm、幅1.2mおよび重量12トンの方向性電磁鋼板コイルを連続的に送りながら、レーザーを連続的に照射する磁区細分化処理を行った。レーザー照射は、出力100Wのファイバーレーザーを用いて、圧延直角方向に走査し、板幅方向の走査速度10m/sの条件で圧延方向に5mmピッチで線状に照射した。照射幅は150μm、圧延方向の照射間隔は7.5mmとした。照射面は、鋼板に反りがある場合はコイル巻形状の凸面側(上に凸形状)、鋼板に反りが無い場合はいずれか一方の面とした。そして、実施例1と同様に照射前の磁束密度B8および照射前後の鉄損W17/50をそれぞれ測定した。
【0067】
以上の評価結果を表7に併記するように、レーザーの照射面側の焼鈍分離剤の塗布量を裏面側より少なくして鋼板に反りを付与し、レーザー照射後に鋼板を平坦にした場合に、鉄損の改善率([照射前の鉄損値−照射後の鉄損値]/照射前の鉄損値)が高まり、鉄損改善効果の向上と反り低減とが両立されている。
【0068】
【表7】
【特許請求の範囲】
【請求項1】
仕上げ焼鈍済みの方向性電磁鋼板に、該鋼板の圧延方向と交差する向きに電子ビームを照射する、磁区細分化処理を施すに当り、前記電子ビーム照射直前の鋼板に反りを付与し、該反りの凸面側に電子ビームを照射して該鋼板を平坦に矯正することを特徴とする方向性電磁鋼板の製造方法。
【請求項2】
仕上げ焼鈍済みの方向性電磁鋼板に、該鋼板の圧延方向と交差する向きにレーザーを照射する、磁区細分化処理を施すに当り、前記レーザー照射直前の鋼板に反りを付与し、該反りの凸面側にレーザーを照射して該鋼板を平坦に矯正することを特徴とする方向性電磁鋼板の製造方法。
【請求項3】
前記鋼板の反りは、鋼板をコイル状に巻き取って行う前記仕上げ焼鈍における該コイル由来の反りを残存させて付与することを特徴とする請求項1または2に記載の方向性電磁鋼板の製造方法。
【請求項4】
前記鋼板の反りは、前記仕上げ焼鈍済みの方向性電磁鋼板の表裏面に施す張力被膜の目付量を該鋼板の表裏面間で異ならせて付与することを特徴とする請求項1または2に記載の方向性電磁鋼板の製造方法。
【請求項5】
前記鋼板の反りは、前記仕上げ焼鈍前に鋼板表裏面に施す焼鈍分離剤の塗布量を該鋼板の表裏面で異ならせて付与することを特徴とする請求項1または2に記載の方向性電磁鋼板の製造方法。
【請求項6】
前記鋼板の反りは、
鋼板をコイル状に巻き取って行う前記仕上げ焼鈍における該コイル由来の反りを残存させること、
前記仕上げ焼鈍済みの方向性電磁鋼板の表裏面に施す張力被膜の目付量を該鋼板の表裏面間で異ならせることおよび、
前記仕上げ焼鈍前に鋼板表裏面に施す焼鈍分離剤の塗布量を該鋼板の表裏面で異ならせること、
の単独または複合にて付与することを特徴とする請求項1または2に記載の方向性電磁鋼板の製造方法。
【請求項1】
仕上げ焼鈍済みの方向性電磁鋼板に、該鋼板の圧延方向と交差する向きに電子ビームを照射する、磁区細分化処理を施すに当り、前記電子ビーム照射直前の鋼板に反りを付与し、該反りの凸面側に電子ビームを照射して該鋼板を平坦に矯正することを特徴とする方向性電磁鋼板の製造方法。
【請求項2】
仕上げ焼鈍済みの方向性電磁鋼板に、該鋼板の圧延方向と交差する向きにレーザーを照射する、磁区細分化処理を施すに当り、前記レーザー照射直前の鋼板に反りを付与し、該反りの凸面側にレーザーを照射して該鋼板を平坦に矯正することを特徴とする方向性電磁鋼板の製造方法。
【請求項3】
前記鋼板の反りは、鋼板をコイル状に巻き取って行う前記仕上げ焼鈍における該コイル由来の反りを残存させて付与することを特徴とする請求項1または2に記載の方向性電磁鋼板の製造方法。
【請求項4】
前記鋼板の反りは、前記仕上げ焼鈍済みの方向性電磁鋼板の表裏面に施す張力被膜の目付量を該鋼板の表裏面間で異ならせて付与することを特徴とする請求項1または2に記載の方向性電磁鋼板の製造方法。
【請求項5】
前記鋼板の反りは、前記仕上げ焼鈍前に鋼板表裏面に施す焼鈍分離剤の塗布量を該鋼板の表裏面で異ならせて付与することを特徴とする請求項1または2に記載の方向性電磁鋼板の製造方法。
【請求項6】
前記鋼板の反りは、
鋼板をコイル状に巻き取って行う前記仕上げ焼鈍における該コイル由来の反りを残存させること、
前記仕上げ焼鈍済みの方向性電磁鋼板の表裏面に施す張力被膜の目付量を該鋼板の表裏面間で異ならせることおよび、
前記仕上げ焼鈍前に鋼板表裏面に施す焼鈍分離剤の塗布量を該鋼板の表裏面で異ならせること、
の単独または複合にて付与することを特徴とする請求項1または2に記載の方向性電磁鋼板の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2012−52233(P2012−52233A)
【公開日】平成24年3月15日(2012.3.15)
【国際特許分類】
【出願番号】特願2011−172323(P2011−172323)
【出願日】平成23年8月5日(2011.8.5)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成24年3月15日(2012.3.15)
【国際特許分類】
【出願日】平成23年8月5日(2011.8.5)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]