
方向性電磁鋼板
【課題】磁区細分化用の溝を形成した素材を実機トランスに組上げた場合の、騒音を低く抑えることができる、優れた騒音特性を有する方向性電磁鋼板を提供する。
【解決手段】鋼板表裏面のいずれか片面に磁区細分化を司る溝を有し、該鋼板の表裏面にフォルステライト被膜および張力コーティングをそなえる方向性電磁鋼板につき、前記溝を有する面における張力コーティングの付着量をA(g/m2)および、前記溝のない面における張力コーティングの付着量をB(g/m2)とするとき、これらの付着量AおよびBを所定の範囲に規制する。
【解決手段】鋼板表裏面のいずれか片面に磁区細分化を司る溝を有し、該鋼板の表裏面にフォルステライト被膜および張力コーティングをそなえる方向性電磁鋼板につき、前記溝を有する面における張力コーティングの付着量をA(g/m2)および、前記溝のない面における張力コーティングの付着量をB(g/m2)とするとき、これらの付着量AおよびBを所定の範囲に規制する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、トランスなどの鉄心材料に用いる方向性電磁鋼板に関するものである。
【背景技術】
【0002】
方向性電磁鋼板は、主にトランスの鉄心として利用され、その磁化特性が優れていること、特に鉄損が低いことが求められている。
そのためには、鋼板中の二次再結晶粒を、(110)[001]方位(いわゆる、ゴス方位)に高度に揃えることや、製品鋼板中の不純物を低減することが重要である。しかしながら、結晶方位の制御や、不純物を低減することは、製造コストとの兼ね合い等で限界がある。そこで、鋼板の表面に対して物理的あるいは化学的な手法で不均一歪や溝を導入し、磁区の幅を細分化して鉄損を低減する技術、すなわち磁区細分化技術が開発されている。
【0003】
例えば、特許文献1には、最終製品板にレーザを照射し、鋼板表層に高転位密度領域を導入し、磁区幅を狭くすることで、鋼板の鉄損を低減する技術が提案されている。
また、特許文献2には、仕上げ焼鈍済みの鋼板に対して、882〜2156 MPa(90〜220 kgf/mm2)の荷重で地鉄部分に深さ:5μm 超の溝を形成したのち、750℃以上の温度で加熱処理することにより、磁区を細分化する技術が提案されている。
特許文献3には、鋼板の圧延方向とほぼ直角な方向に幅30μm以上300μm以下、深さ10μm以上70μm以下、圧延方向の間隔1mm以上の線状刻み目(溝)を導入する技術が提案されている。
上記のような磁区細分化技術の開発により、鉄損特性が良好な方向性電磁鋼板が得られるようになってきている。
【0004】
一方、方向性電磁鋼板には、シリカおよびリン酸塩を主とした、張力コーティングが付与される。この張力コーティングは、方向性電磁鋼板に引張応力を発生させ、磁歪特性を改善し変圧器の騒音を低減する効果を有する。
【0005】
たとえば、特許文献4、特許文献5および特許文献6には、コロイド状シリカとリン酸塩、更に無水クロム酸、クロム酸塩、重クロム酸塩のうちから選ばれる1種または2種以上を含有する処理液を塗布、焼き付けて得られる、張力コーティングが提案されている。
【0006】
また、コロイド状シリカとリン酸塩を主成分とし、無水クロム酸、クロム酸塩、重クロム酸塩を含有しない方向性電磁鋼板の張力コーティングとして、特許文献7には、コロイド状シリカとリン酸アルミニウムと硼酸とMg、Al、Fe、Co、Ni、Znの硫酸塩から選ばれる1種または2種以上を含有する絶縁被膜処理液が、開示されている。さらに、特許文献8には、コロイド状シリカと燐酸マグネシウム、およびMg、Al、Mn、Znの硫酸塩から選ばれる1種または2種以上を含有するクロム酸化物を含まない絶縁被膜の形成方法が開示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特公昭57−2252号公報
【特許文献2】特公昭62−53579号公報
【特許文献3】特公平3−69968号公報
【特許文献4】特許3651213号公報
【特許文献5】特開昭48−39338号公報
【特許文献6】特開昭50−79442号公報
【特許文献7】特公昭57−9631号公報
【特許文献8】特公昭58−44744号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、最終製品となった方向性電磁鋼板は、シャーで決められた長さおよび形状に切断される。そして、切断された電磁鋼板は積層され、変圧器の鉄心となる。このシャーでの切断の際、切断長さは、非常に高い精度が要求される。そのため、シャーの前面には、メジャーリングロールと呼ばれるロールが鋼板と接触するように配置され、ロールの回転で鋼板を測長しながら、シャーの切断位置を決定することが必須である。
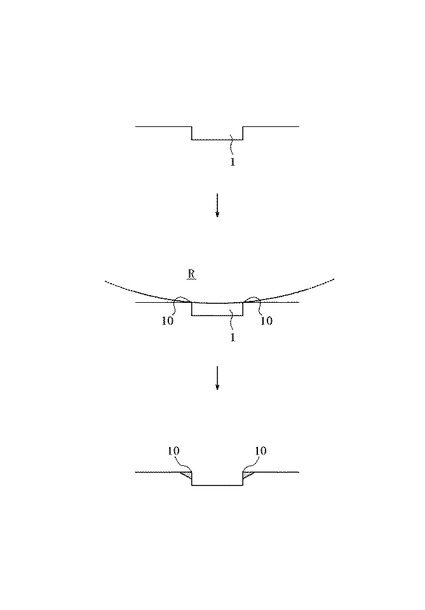
発明者らが発見したところでは、上述した溝形成により磁区細分化処理を施す技術では、図1に示すように、メジャーリングロールRによる押圧時に、圧下応力が集中する溝1の縁(角)の部分10で塑性歪が発生しやすく、これが変圧器騒音を増加する原因になることが明らかとなった。
【0009】
本発明は、上記の現状に鑑み開発されたものであり、磁区細分化用の溝を形成した素材を実機トランスに組上げた場合の、騒音を低く抑えることができる、優れた騒音特性を有する方向性電磁鋼板を提供することを目的とする。
【課題を解決するための手段】
【0010】
すなわち、本発明の要旨構成は次のとおりである。
鋼板表裏面のいずれか片面に磁区細分化を司る溝を有し、該鋼板の表裏面にフォルステライト被膜および張力コーティングをそなえる方向性電磁鋼板であって、
前記溝を有する面における張力コーティングの付着量をA(g/m2)および、前記溝のない面における張力コーティングの付着量をB(g/m2)とするとき、これらの付着量AおよびBが下記式(1)および(2)を満足する方向性電磁鋼板。
記
3≦A≦8 …(1)
1.0<B/A≦1.8 …(2)
【発明の効果】
【0011】
本発明によれば、溝による磁区細分化処理を施した鋼板における優れた騒音特性が、実機トランスの製造過程においても損なわれることがないため、実機トランスにおいても優れた騒音特性が発現される結果、トランスでの騒音を低く抑えることができる。
【図面の簡単な説明】
【0012】
【図1】メジャーリングロールの押圧により鋼板の溝部分に塑性歪が発生する様子を模式的に示した図である。
【発明を実施するための形態】
【0013】
以下、本発明について具体的に説明する。
本発明では、磁区細分化用の溝形成を行った方向性電磁鋼板を実機トランスに供した際の、該トランスにおける騒音特性の劣化を防止するために、鋼板の溝を設けた面に対する張力コーティングの付着量および溝のない面の張力コーティングの付着量の関係について規定するところに特徴がある。かような規定によって、溝のない面の張力コーティングの膜厚を、溝のある面の張力コーティングの膜厚より厚くすることにより、メジャーリングロールの圧下に伴う塑性歪に起因する、変圧器騒音の増加を抑制することができる。
【0014】
さて、鋼板表面に溝を有する方向性電磁鋼板では、図1に示したように、メジャーリングロールRによる圧下時に、この圧下応力が集中する溝1の角部分10において塑性歪(図1のハッチング部)が発生しやすく、これが変圧器騒音増加の原因となっていた。このような、塑性歪の発生による変圧器騒音増加を抑制するためには、張力コーティングの膜厚を増加させ、張力コーティングによる地鉄での引張応力を増加させることが有効であると考えられる。
【0015】
ここに、メジャーリングロールRに起因する塑性歪が騒音に及ぼす影響を軽減するためには、張力コーティングの膜厚をより厚くし、引張張力を増加させることが有効であるが、膜厚を単に増加させると、コーティングを脆化させることになる。その結果、圧下応力が集中する溝の角の部分がメジャーリングロールと接触することにより、張力コーティングが容易に剥落して粉化してしまう。ここで生じた粉がメジャーリングロールに巻き込まれると、粉が鋼板表面に押し付けられ、そこでも塑性歪が発生するため、却って変圧器騒音を増加させる結果に繋がるのである。
【0016】
このような問題について、上述の特許文献4では、2度に分けてコーティングを施し、コーティングの脆性を改善する方法が提案されているが、製造コストが増大するという問題があった。
【0017】
そこで、本発明では、まず、溝を有する面の張力コーティングの単位面積当たりの付着量A(g/m2)について、次式(1)を満足させることが必要となる。
3≦A≦8 …(1)
すなわち、付着量Aが3g/m2未満では、張力コーティングによる張力付与効果が小さく、騒音が劣化してしまう。一方、付着量Aが8g/m2超では、コーティングが脆化し、メジャーリングロールでの圧下で溝の角部分でコーティングが剥がれて、粉が発生し、それがメジャーリングロールで鋼板に押し付けられて歪を生じるため、やはり騒音が劣化してしまう。
【0018】
また、溝のない面の張力コーティングの単位面積当たりの付着量をB(g/m2)としたとき、上記した付着量A(g/m2)との比B/Aを
1.0<B/A≦1.8 …(2)
の範囲に規制することが肝要である。
ここに、溝のない面は鋼板表面の凹凸がないため、張力コーティングの付着量が増えても、張力コーティングが粉化することはない。したがって、粉体が鋼板面に押し込まれることに起因した騒音が生じるという弊害も生じない。一方、溝を有する面では、やはり溝の角(縁)部分がメジャーリングロールに圧下されれば塑性歪が生じるが、反対側の溝のない面で張力コーティングの厚みを増加させれば、前記した粉体の弊害なく、前記の塑性歪に起因した騒音を低減することができる。
【0019】
すなわち、B/Aを1.0超とすることにより、騒音を改善することができる。これは、B/Aが1.0である両面の付着量が同じ場合より、地鉄への引張応力が増加してメジャーリングロールの塑性歪の騒音に対する感受性が低減され、しかも、それが粉体発生による騒音上昇に相殺されることなく、効果的に発揮されたためと考えられる。ただし、B/Aが1.8超では、逆に騒音が劣化する。これは、張力コーティングの張力の表裏差が大きくなりすぎたため、鋼板が凸状となったことに起因すると考えられる。
【0020】
次に、本発明に従う方向性電磁鋼板の製造条件に関して具体的に説明する。
本発明において、方向性電磁鋼板用スラブの成分組成は、二次再結晶が生じる成分組成であればよい。なお、圧延方向に対する、製品結晶粒の<100>方位のずれ角が小さいほど、磁区細分化による鉄損低減効果は大きくなるため、その平均のずれ角は、5°以下であることが好ましい。
また、インヒビターを利用する場合、例えばAlN系インヒビターを利用する場合であればAlおよびNを、またMnS・MnSe系インヒビターを利用する場合であればMnとSeおよび/またはSを適量含有させればよい。勿論、両インヒビターを併用してもよい。この場合におけるAl、N、SおよびSeの好適含有量はそれぞれ、Al:0.01〜0.065質量%、N:0.005〜0.012質量%、S:0.005〜0.03質量%、Se:0.005〜0.03質量%である。
【0021】
さらに、本発明は、Al、N、S、Seの含有量を制限した、インヒビターを使用しない方向性電磁鋼板にも適用することができる。
この場合には、Al、N、SおよびSe量はそれぞれ、Al:100 質量ppm以下、N:50 質量ppm以下、S:50 質量ppm以下、Se:50 質量ppm以下に抑制することが好ましい。
【0022】
本発明の方向性電磁鋼板用スラブの基本成分および任意添加成分について具体的に述べると次のとおりである。
C:0.15質量%以下
Cは、熱延板組織の改善のために添加をするが、0.08質量%を超えると製造工程中に磁気時効の起こらない50質量ppm以下までCを低減する負担が増大するため、0.08質量%以下とすることが好ましい。なお、下限に関しては、Cを含まない素材でも二次再結晶が可能であるので特に設ける必要はない。
【0023】
Si:2.0〜8.0質量%
Siは、鋼の電気抵抗を高め、鉄損を改善するのに有効な元素であり、含有量が2.0質量%以上でとくに鉄損低減効果が良好である。一方、8.0質量%以下の場合、とくに優れた加工性や磁束密度を得ることができる。従って、Si量は2.0〜8.0質量%の範囲とすることが好ましい。
【0024】
Mn:0.005〜1.0質量%
Mnは、熱間加工性を良好にする上で有利な元素であるが、含有量が0.005質量%未満ではその添加効果に乏しい。一方1.0質量%以下とすると製品板の磁束密度がとくに良好となる。このため、Mn量は0.005〜1.0質量%の範囲とすることが好ましい。
【0025】
上記の基本成分以外に、磁気特性改善成分として、次に述べる元素を適宜含有させることができる。
Ni:0.03〜1.50質量%、Sn:0.01〜1.50質量%、Sb:0.005〜1.50質量%、Cu:0.03〜3.0質量%、P:0.03〜0.50質量%、Mo:0.005〜0.10質量%およびCr:0.03〜1.50質量%のうちから選んだ少なくとも1種
Niは、熱延板組織をさらに改善して磁気特性を一層向上させるために有用な元素である。しかしながら、含有量が0.03質量%未満では磁気特性の向上効果が小さく、一方1.5質量%以下ではとくに二次再結晶の安定性が増し、磁気特性がさらに改善される。そのため、Ni量は0.03〜1.5質量%の範囲とするのが好ましい。
【0026】
また、Sn、Sb、Cu、P、MoおよびCrはそれぞれ磁気特性の向上に有用な元素であるが、いずれも上記した各成分の下限に満たないと、磁気特性の向上効果が小さく、一方、上記した各成分の上限量以下の場合、二次再結晶粒の発達が最も良好となる。このため、それぞれ上記の範囲で含有させることが好ましい。
なお、上記成分以外の残部は、製造工程において混入する不可避的不純物およびFeである。
【0027】
次いで、上記した成分組成を有するスラブは、常法に従い加熱して熱間圧延に供するが、鋳造後、加熱せずに直ちに熱間圧延してもよい。薄鋳片の場合には熱間圧延しても良いし、熱間圧延を省略してそのまま以後の工程に進んでもよい。
【0028】
さらに、必要に応じて熱延板焼鈍を施す。熱延板焼鈍の主な目的は、熱間圧延で生じたバンド組織を解消して一次再結晶組織を整粒とし、もって二次再結晶焼鈍においてゴス組織をさらに発達させて磁気特性を改善することである。この時、ゴス組織を製品板において高度に発達させるためには、熱延板焼鈍温度として800〜 1200℃の範囲が好適である。熱延板焼鈍温度が800℃未満であると、熱間圧延でのバンド組織が残留し、整粒した一次再結晶組織を実現することが困難になり、所望の二次再結晶の改善が得られない。一方、熱延板焼鈍温度が1200℃を超えると、熱延板焼鈍後の粒径が粗大化しすぎるために、整粒した一次再結晶組織の実現が極めて困難となる。
【0029】
熱延板焼鈍後は、1回の冷間圧延または中間焼鈍を挟む2回以上の冷間圧延を施した後、脱炭焼鈍(再結晶焼鈍を兼用する)を行い、焼鈍分離剤を塗布する。一次再結晶焼鈍中、あるいは、一次再結晶焼鈍後、二次再結晶開始までの間に、インヒビターを強化する目的で、鋼板を窒化させるなどすることもできる。二次再結晶焼鈍前に焼鈍分離剤を塗布した後に、二次再結晶およびフォルステライト被膜(Mg2SiO4を主体とする被膜)の形成を目的として最終仕上げ焼鈍を施す。
焼鈍分離剤は、フォルステライトを形成するためMgOを主成分とするものが好適である。ここで、MgOが主成分であるとは、本発明の目的とするフォルステライト被膜の形成を阻害しない範囲で、MgO以外の公知の焼鈍分離剤成分や特性改善成分を含有してもよいことを意味する。
なお、以下に説明するように、本発明に従う溝の形成は、最終の冷間圧延の後であれば、いずれの工程でもよく、一次再結晶焼鈍前後、二次再結晶焼鈍前後、平坦化焼鈍前後など、いずれの工程も適合する。但し、張力コーティング後は、溝形成位置の被膜を取り除いてから、後述する手法にて溝を形成し、再び被膜を形成する工程が必要になる。したがって、溝形成は、最終冷間圧延後であって、張力コーティング被成前に行うことが好ましい。
【0030】
最終仕上げ焼鈍後には、平坦化焼鈍を行って形状を矯正することが有効である。なお、本発明では、平坦化焼鈍前または後に、鋼板表面に張力コーティングを施す。平坦化焼鈍前に張力コーティング処理液を塗布し、平坦化焼鈍とコーティングの焼付けを兼ねることもできる。本発明おいて、鋼板に張力コーティングを施す際、溝を有する面と、溝のない面のコーティング付着量をそれぞれ制御することが肝要である。
ここに、この張力コーティングは、本発明では、鉄損低減のために、鋼板に張力を付与できるコーティングを意味する。なお、張力コーティングとしては、シリカおよびリン酸塩を主成分とするもののいずれもが有利に適合する。
具体的には、例えばコロイダルシリカ5〜30質量%、および、Mg、Ca、Ba、Sr、Zn、AlおよびMnの第一りん酸塩5〜30質量%を主成分とし、必要に応じて、公知の添加物、たとえば無水クロム酸、Mg、Al、MnおよびZnの硫酸塩、Fe、Niの水酸化物などを添加したコーティング処理液を鋼板に塗布し、350℃以上1000℃以下の温度、好ましくは、700℃以上900℃以下の温度で焼き付けることによって、好適な張力コーティングが得られる。
【0031】
また、本発明では、最終の冷間圧延後の、一次再結晶焼鈍前後、二次再結晶焼鈍前後、平坦化焼鈍前後のいずれかの工程にて方向性電磁鋼板の表面に溝を形成する。
本発明での溝の形成は、従来公知の溝の形成方法、例えば、局所的にエッチング処理する方法、刃物などでけがく方法、突起つきロールで圧延する方法などが挙げられるが、最も好ましい方法は、最終冷延後の鋼板に印刷等によりエッチングレジストを付着させたのち、非付着域に電解エッチング等の処理により溝を形成する方法である。
【0032】
本発明で鋼板表面に形成する溝は、線状溝の場合、幅:50〜300μm、深さ:10〜50μmおよび間隔:1.5〜20.0mm程度とし、線状溝の圧延方向と直角する向きに対するずれは±30°以内とすることが好ましい。なお、本発明において、「線状」とは、実線だけでなく、点線や破線なども含むものとする。
【0033】
本発明において、上述した工程や製造条件以外については、従来公知の溝を形成して磁区細分化処理を施す方向性電磁鋼板の製造方法を、適用すればよい。
【実施例1】
【0034】
質量%で、C:0.060%、Si:3.35%、Mn:0.07%、Se:0.016%、S:0.002%、sol. Al:0.025%およびN:0.0090%を含有し、残部Fe及び不可避不純物から成る成分組成になる鋼スラブを連続鋳造にて製造し、1400℃に加熱後、熱間圧延により板厚:2.2 mmの熱延板としたのち、1000℃で熱延板焼鈍を施した。ついで、冷間圧延により中間板厚:1.0mmとし、1000℃で中間焼鈍を施した。その後、冷間圧延を施して、板厚:0.23mmの冷延板とした。
【0035】
その後、グラビアオフセット印刷によりエッチングレジストを塗布し、ついで電解エッチングおよびアルカリ液中でのレジスト剥離により、幅:150μm、深さ:20μm の線状溝を、圧延方向と直交する向きに対し10°の傾斜角度にて圧延方向へ3mm間隔で形成した。
次に、825℃で脱炭焼鈍を施したのち、MgOを主成分とする焼鈍分離剤を塗布し、二次再結晶と純化を目的とした最終仕上げ焼鈍を1200℃および10hの条件で実施した。
そして、20質量%のコロイダルシリカと10質量%の第一リン酸マグネシウムからなる張力コーティング処理液を塗布し、830℃で、張力コーティング焼付けを兼ねた平坦化焼鈍を行って製品とした。得られた製品について、磁気特性および被膜張力を評価した。その際、溝を有する面の張力コーティング付着量A(g/m2)と溝のない面の張力コーティング付着量B(g/m2)とを、表1に示すように変化させた。なお、付着量A(g/m2)および付着量B(g/m2)は、コーティング除去前後の鋼板の重量差にて測定した。具体的には、鋼板を100mm×100mm、10枚にせん断し、非測定面をテープで覆った後、高温かつ高濃度のNaOH水溶液中に鋼板を浸漬し、測定面のコーティングを除去し、コーティング除去前後の鋼板の重量差より、1m2当たりの付着量に換算して求めた。その測定結果を表1に示す。
【0036】
次いで、各製品について、径:50mm、幅:50mmのメジャーリングロール(押圧力:350N)で鋼板を測長しながら斜角せん断し、得られた電磁鋼板を積層し、1000kVAの油入り三相変圧器を作製し、50Hz、1.7Tで励磁した状態での騒音を測定した。
上記した騒音測定結果を表1に併記する。
【0037】
【表1】

【0038】
表1に示したとおり、溝形成による磁区細分化処理を施し、本発明の範囲を満足する張力コーティングを有している方向性電磁鋼板を用いた場合、メジャーリングロールでの押圧が施された場合でも、極めて良好な騒音特性が得られている。しかしながら、本発明の範囲を逸脱した方向性電磁鋼板を用いた場合、低騒音が得られなかった。
【実施例2】
【0039】
質量%で、C:0.060%、Si:3.35%、Mn:0.07%、Se:0.016%、S:0.002%、sol.Al:0.025%およびN:0.0090%を含有し、残部Fe及び不可避不純物から成る成分組成になる鋼スラブを連続鋳造にて製造し、1400℃に加熱後、熱間圧延により板厚:2.2 mmの熱延板としたのち、1000℃で熱延板焼鈍を施した。ついで、冷間圧延により中間板厚:1.0mmとし、1000℃で中間焼鈍を施した。その後、冷間圧延を施して、板厚:0.23mmの冷延板とした。
【0040】
次に、825℃で脱炭焼鈍を施したのち、MgOを主成分とする焼鈍分離剤を塗布し、二次再結晶と純化を目的とした最終仕上げ焼鈍を1200℃および10hの条件で実施した。そして、5質量%のコロイダルシリカと25質量%の第一リン酸マグネシウムからなる張力コーティング処理液を塗布し、830℃で、鋼板形状を整える平坦化焼鈍を行った。その後、50%のコロイダルシリカとリン酸マグネシウムからなる張力コーティングを付与した。
【0041】
この鋼板の一方の面について、レーザを照射することにより圧延方向と直交する方向に線状に被膜を除去し、ついで電解エッチングをすることにより、幅:150μm、深さ:20μm の線状溝を、圧延方向と直交する向きに対し10°の傾斜角度にて圧延方向へ3mm間隔で形成した。その後、再び、50%のコロイダルシリカとリン酸マグネシウムからなる張力コーティングを付与して製品とした。その際、溝を有する面の張力コーティング付着量A(g/m2)と溝のない面の張力コーティング付着量B(g/m2)とを表2に示すように変化させた。なお、各張力コーティングの付着量は、一回目のコーティングと二回目のコーティングの合計量であり、実施例1と同様に測定した。
【0042】
次いで、各製品について、径:60mm、幅:100mmのメジャーリングロール(押圧力:500N)で鋼板を測長しながら斜角せん断し、得られた電磁鋼板を積層し、660kVAの油入り三相変圧器を作製し、50Hz、1.7Tで励磁した状態での騒音を測定した。
上記した騒音測定結果を表2に併記する。
【0043】
【表2】
【0044】
表2に示したとおり、溝形成による磁区細分化処理を施し、本発明の範囲を満足する張力コーティングを有している方向性電磁鋼板を用いた場合、メジャーリングロールでの押圧が施された場合でも、極めて良好な騒音特性が得られている。しかしながら、本発明の範囲を逸脱した方向性電磁鋼板を用いた場合、低騒音が得られず、一部には粉の発生が認められた。
【実施例3】
【0045】
質量%で、C:0.070%、Si:3.20%、Mn:0.07%、S:0.02%、sol. Al:0.025%およびN:0.0090%を含有し、残部Fe及び不可避不純物から成る成分組成になる鋼スラブを連続鋳造にて製造し、1400℃に加熱後、熱間圧延により板厚:2.2 mmの熱延板としたのち、1000℃で熱延板焼鈍を施した。ついで、冷間圧延により中間板厚:2.0mmとし、1000℃で中間焼鈍を施した後、冷間圧延を施して、板厚:0.29mmの冷延板とした。
【0046】
その後、グラビアオフセット印刷によりエッチングレジストを塗布し、ついで電解エッチングおよびアルカリ液中でのレジスト剥離により、幅:150μm、深さ:20μm の線状溝を、圧延方向と直交する向きに対し10°の傾斜角度にて圧延方向へ3mm間隔で形成した。
次に、825℃で脱炭焼鈍を施したのち、MgOを主成分とする焼鈍分離剤を塗布し、二次再結晶と純化を目的とした最終仕上げ焼鈍を1200℃および10hの条件で実施した。
そして、表3に示す種々の張力コーティング処理液を塗布し、830℃で、張力コーティング焼付けを兼ねた平坦化焼鈍を行って製品とした。得られた製品について、磁気特性および被膜張力を評価した。その際、溝を有する面の張力コーティング付着量A(g/m2)と溝のない面の張力コーティング付着量B(g/m2)とを、表3に示すように変化させた。なお、付着量A(g/m2)および付着量B(g/m2)は、コーティング除去前後の鋼板の重量差にて測定した。具体的には、鋼板を100mm×100mm、10枚にせん断し、非測定面をテープで覆った後、高温かつ高濃度のNaOH水溶液中に鋼板を浸漬し、測定面のコーティングを除去し、コーティング除去前後の鋼板の重量差より、1m2当たりの付着量に換算して求めた。その測定結果を表3に示す。
【0047】
次いで、各製品について、径:50mmおよび幅:50mmのメジャーリングロール(押圧力:350N)で鋼板を測長しながら斜角せん断し、得られた電磁鋼板を積層し、1000kVAの油入り三相変圧器を作製し、50Hz、1.7Tで励磁した状態での騒音を測定した。
上記した騒音測定結果を表3に併記する。
【0048】
【表3】
【0049】
表3に示したとおり、溝形成による磁区細分化処理を施し、本発明の範囲を満足する張力コーティングを有している方向性電磁鋼板を用いた場合、メジャーリングロールでの押圧が施された場合でも、極めて良好な騒音特性が得られている。しかしながら、本発明の範囲を逸脱した方向性電磁鋼板を用いた場合、低騒音が得られず、一部には粉の発生が認められた。
【符号の説明】
【0050】
1 溝
10 角(縁)部分
R メジャーリングロール
【技術分野】
【0001】
本発明は、トランスなどの鉄心材料に用いる方向性電磁鋼板に関するものである。
【背景技術】
【0002】
方向性電磁鋼板は、主にトランスの鉄心として利用され、その磁化特性が優れていること、特に鉄損が低いことが求められている。
そのためには、鋼板中の二次再結晶粒を、(110)[001]方位(いわゆる、ゴス方位)に高度に揃えることや、製品鋼板中の不純物を低減することが重要である。しかしながら、結晶方位の制御や、不純物を低減することは、製造コストとの兼ね合い等で限界がある。そこで、鋼板の表面に対して物理的あるいは化学的な手法で不均一歪や溝を導入し、磁区の幅を細分化して鉄損を低減する技術、すなわち磁区細分化技術が開発されている。
【0003】
例えば、特許文献1には、最終製品板にレーザを照射し、鋼板表層に高転位密度領域を導入し、磁区幅を狭くすることで、鋼板の鉄損を低減する技術が提案されている。
また、特許文献2には、仕上げ焼鈍済みの鋼板に対して、882〜2156 MPa(90〜220 kgf/mm2)の荷重で地鉄部分に深さ:5μm 超の溝を形成したのち、750℃以上の温度で加熱処理することにより、磁区を細分化する技術が提案されている。
特許文献3には、鋼板の圧延方向とほぼ直角な方向に幅30μm以上300μm以下、深さ10μm以上70μm以下、圧延方向の間隔1mm以上の線状刻み目(溝)を導入する技術が提案されている。
上記のような磁区細分化技術の開発により、鉄損特性が良好な方向性電磁鋼板が得られるようになってきている。
【0004】
一方、方向性電磁鋼板には、シリカおよびリン酸塩を主とした、張力コーティングが付与される。この張力コーティングは、方向性電磁鋼板に引張応力を発生させ、磁歪特性を改善し変圧器の騒音を低減する効果を有する。
【0005】
たとえば、特許文献4、特許文献5および特許文献6には、コロイド状シリカとリン酸塩、更に無水クロム酸、クロム酸塩、重クロム酸塩のうちから選ばれる1種または2種以上を含有する処理液を塗布、焼き付けて得られる、張力コーティングが提案されている。
【0006】
また、コロイド状シリカとリン酸塩を主成分とし、無水クロム酸、クロム酸塩、重クロム酸塩を含有しない方向性電磁鋼板の張力コーティングとして、特許文献7には、コロイド状シリカとリン酸アルミニウムと硼酸とMg、Al、Fe、Co、Ni、Znの硫酸塩から選ばれる1種または2種以上を含有する絶縁被膜処理液が、開示されている。さらに、特許文献8には、コロイド状シリカと燐酸マグネシウム、およびMg、Al、Mn、Znの硫酸塩から選ばれる1種または2種以上を含有するクロム酸化物を含まない絶縁被膜の形成方法が開示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特公昭57−2252号公報
【特許文献2】特公昭62−53579号公報
【特許文献3】特公平3−69968号公報
【特許文献4】特許3651213号公報
【特許文献5】特開昭48−39338号公報
【特許文献6】特開昭50−79442号公報
【特許文献7】特公昭57−9631号公報
【特許文献8】特公昭58−44744号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、最終製品となった方向性電磁鋼板は、シャーで決められた長さおよび形状に切断される。そして、切断された電磁鋼板は積層され、変圧器の鉄心となる。このシャーでの切断の際、切断長さは、非常に高い精度が要求される。そのため、シャーの前面には、メジャーリングロールと呼ばれるロールが鋼板と接触するように配置され、ロールの回転で鋼板を測長しながら、シャーの切断位置を決定することが必須である。
発明者らが発見したところでは、上述した溝形成により磁区細分化処理を施す技術では、図1に示すように、メジャーリングロールRによる押圧時に、圧下応力が集中する溝1の縁(角)の部分10で塑性歪が発生しやすく、これが変圧器騒音を増加する原因になることが明らかとなった。
【0009】
本発明は、上記の現状に鑑み開発されたものであり、磁区細分化用の溝を形成した素材を実機トランスに組上げた場合の、騒音を低く抑えることができる、優れた騒音特性を有する方向性電磁鋼板を提供することを目的とする。
【課題を解決するための手段】
【0010】
すなわち、本発明の要旨構成は次のとおりである。
鋼板表裏面のいずれか片面に磁区細分化を司る溝を有し、該鋼板の表裏面にフォルステライト被膜および張力コーティングをそなえる方向性電磁鋼板であって、
前記溝を有する面における張力コーティングの付着量をA(g/m2)および、前記溝のない面における張力コーティングの付着量をB(g/m2)とするとき、これらの付着量AおよびBが下記式(1)および(2)を満足する方向性電磁鋼板。
記
3≦A≦8 …(1)
1.0<B/A≦1.8 …(2)
【発明の効果】
【0011】
本発明によれば、溝による磁区細分化処理を施した鋼板における優れた騒音特性が、実機トランスの製造過程においても損なわれることがないため、実機トランスにおいても優れた騒音特性が発現される結果、トランスでの騒音を低く抑えることができる。
【図面の簡単な説明】
【0012】
【図1】メジャーリングロールの押圧により鋼板の溝部分に塑性歪が発生する様子を模式的に示した図である。
【発明を実施するための形態】
【0013】
以下、本発明について具体的に説明する。
本発明では、磁区細分化用の溝形成を行った方向性電磁鋼板を実機トランスに供した際の、該トランスにおける騒音特性の劣化を防止するために、鋼板の溝を設けた面に対する張力コーティングの付着量および溝のない面の張力コーティングの付着量の関係について規定するところに特徴がある。かような規定によって、溝のない面の張力コーティングの膜厚を、溝のある面の張力コーティングの膜厚より厚くすることにより、メジャーリングロールの圧下に伴う塑性歪に起因する、変圧器騒音の増加を抑制することができる。
【0014】
さて、鋼板表面に溝を有する方向性電磁鋼板では、図1に示したように、メジャーリングロールRによる圧下時に、この圧下応力が集中する溝1の角部分10において塑性歪(図1のハッチング部)が発生しやすく、これが変圧器騒音増加の原因となっていた。このような、塑性歪の発生による変圧器騒音増加を抑制するためには、張力コーティングの膜厚を増加させ、張力コーティングによる地鉄での引張応力を増加させることが有効であると考えられる。
【0015】
ここに、メジャーリングロールRに起因する塑性歪が騒音に及ぼす影響を軽減するためには、張力コーティングの膜厚をより厚くし、引張張力を増加させることが有効であるが、膜厚を単に増加させると、コーティングを脆化させることになる。その結果、圧下応力が集中する溝の角の部分がメジャーリングロールと接触することにより、張力コーティングが容易に剥落して粉化してしまう。ここで生じた粉がメジャーリングロールに巻き込まれると、粉が鋼板表面に押し付けられ、そこでも塑性歪が発生するため、却って変圧器騒音を増加させる結果に繋がるのである。
【0016】
このような問題について、上述の特許文献4では、2度に分けてコーティングを施し、コーティングの脆性を改善する方法が提案されているが、製造コストが増大するという問題があった。
【0017】
そこで、本発明では、まず、溝を有する面の張力コーティングの単位面積当たりの付着量A(g/m2)について、次式(1)を満足させることが必要となる。
3≦A≦8 …(1)
すなわち、付着量Aが3g/m2未満では、張力コーティングによる張力付与効果が小さく、騒音が劣化してしまう。一方、付着量Aが8g/m2超では、コーティングが脆化し、メジャーリングロールでの圧下で溝の角部分でコーティングが剥がれて、粉が発生し、それがメジャーリングロールで鋼板に押し付けられて歪を生じるため、やはり騒音が劣化してしまう。
【0018】
また、溝のない面の張力コーティングの単位面積当たりの付着量をB(g/m2)としたとき、上記した付着量A(g/m2)との比B/Aを
1.0<B/A≦1.8 …(2)
の範囲に規制することが肝要である。
ここに、溝のない面は鋼板表面の凹凸がないため、張力コーティングの付着量が増えても、張力コーティングが粉化することはない。したがって、粉体が鋼板面に押し込まれることに起因した騒音が生じるという弊害も生じない。一方、溝を有する面では、やはり溝の角(縁)部分がメジャーリングロールに圧下されれば塑性歪が生じるが、反対側の溝のない面で張力コーティングの厚みを増加させれば、前記した粉体の弊害なく、前記の塑性歪に起因した騒音を低減することができる。
【0019】
すなわち、B/Aを1.0超とすることにより、騒音を改善することができる。これは、B/Aが1.0である両面の付着量が同じ場合より、地鉄への引張応力が増加してメジャーリングロールの塑性歪の騒音に対する感受性が低減され、しかも、それが粉体発生による騒音上昇に相殺されることなく、効果的に発揮されたためと考えられる。ただし、B/Aが1.8超では、逆に騒音が劣化する。これは、張力コーティングの張力の表裏差が大きくなりすぎたため、鋼板が凸状となったことに起因すると考えられる。
【0020】
次に、本発明に従う方向性電磁鋼板の製造条件に関して具体的に説明する。
本発明において、方向性電磁鋼板用スラブの成分組成は、二次再結晶が生じる成分組成であればよい。なお、圧延方向に対する、製品結晶粒の<100>方位のずれ角が小さいほど、磁区細分化による鉄損低減効果は大きくなるため、その平均のずれ角は、5°以下であることが好ましい。
また、インヒビターを利用する場合、例えばAlN系インヒビターを利用する場合であればAlおよびNを、またMnS・MnSe系インヒビターを利用する場合であればMnとSeおよび/またはSを適量含有させればよい。勿論、両インヒビターを併用してもよい。この場合におけるAl、N、SおよびSeの好適含有量はそれぞれ、Al:0.01〜0.065質量%、N:0.005〜0.012質量%、S:0.005〜0.03質量%、Se:0.005〜0.03質量%である。
【0021】
さらに、本発明は、Al、N、S、Seの含有量を制限した、インヒビターを使用しない方向性電磁鋼板にも適用することができる。
この場合には、Al、N、SおよびSe量はそれぞれ、Al:100 質量ppm以下、N:50 質量ppm以下、S:50 質量ppm以下、Se:50 質量ppm以下に抑制することが好ましい。
【0022】
本発明の方向性電磁鋼板用スラブの基本成分および任意添加成分について具体的に述べると次のとおりである。
C:0.15質量%以下
Cは、熱延板組織の改善のために添加をするが、0.08質量%を超えると製造工程中に磁気時効の起こらない50質量ppm以下までCを低減する負担が増大するため、0.08質量%以下とすることが好ましい。なお、下限に関しては、Cを含まない素材でも二次再結晶が可能であるので特に設ける必要はない。
【0023】
Si:2.0〜8.0質量%
Siは、鋼の電気抵抗を高め、鉄損を改善するのに有効な元素であり、含有量が2.0質量%以上でとくに鉄損低減効果が良好である。一方、8.0質量%以下の場合、とくに優れた加工性や磁束密度を得ることができる。従って、Si量は2.0〜8.0質量%の範囲とすることが好ましい。
【0024】
Mn:0.005〜1.0質量%
Mnは、熱間加工性を良好にする上で有利な元素であるが、含有量が0.005質量%未満ではその添加効果に乏しい。一方1.0質量%以下とすると製品板の磁束密度がとくに良好となる。このため、Mn量は0.005〜1.0質量%の範囲とすることが好ましい。
【0025】
上記の基本成分以外に、磁気特性改善成分として、次に述べる元素を適宜含有させることができる。
Ni:0.03〜1.50質量%、Sn:0.01〜1.50質量%、Sb:0.005〜1.50質量%、Cu:0.03〜3.0質量%、P:0.03〜0.50質量%、Mo:0.005〜0.10質量%およびCr:0.03〜1.50質量%のうちから選んだ少なくとも1種
Niは、熱延板組織をさらに改善して磁気特性を一層向上させるために有用な元素である。しかしながら、含有量が0.03質量%未満では磁気特性の向上効果が小さく、一方1.5質量%以下ではとくに二次再結晶の安定性が増し、磁気特性がさらに改善される。そのため、Ni量は0.03〜1.5質量%の範囲とするのが好ましい。
【0026】
また、Sn、Sb、Cu、P、MoおよびCrはそれぞれ磁気特性の向上に有用な元素であるが、いずれも上記した各成分の下限に満たないと、磁気特性の向上効果が小さく、一方、上記した各成分の上限量以下の場合、二次再結晶粒の発達が最も良好となる。このため、それぞれ上記の範囲で含有させることが好ましい。
なお、上記成分以外の残部は、製造工程において混入する不可避的不純物およびFeである。
【0027】
次いで、上記した成分組成を有するスラブは、常法に従い加熱して熱間圧延に供するが、鋳造後、加熱せずに直ちに熱間圧延してもよい。薄鋳片の場合には熱間圧延しても良いし、熱間圧延を省略してそのまま以後の工程に進んでもよい。
【0028】
さらに、必要に応じて熱延板焼鈍を施す。熱延板焼鈍の主な目的は、熱間圧延で生じたバンド組織を解消して一次再結晶組織を整粒とし、もって二次再結晶焼鈍においてゴス組織をさらに発達させて磁気特性を改善することである。この時、ゴス組織を製品板において高度に発達させるためには、熱延板焼鈍温度として800〜 1200℃の範囲が好適である。熱延板焼鈍温度が800℃未満であると、熱間圧延でのバンド組織が残留し、整粒した一次再結晶組織を実現することが困難になり、所望の二次再結晶の改善が得られない。一方、熱延板焼鈍温度が1200℃を超えると、熱延板焼鈍後の粒径が粗大化しすぎるために、整粒した一次再結晶組織の実現が極めて困難となる。
【0029】
熱延板焼鈍後は、1回の冷間圧延または中間焼鈍を挟む2回以上の冷間圧延を施した後、脱炭焼鈍(再結晶焼鈍を兼用する)を行い、焼鈍分離剤を塗布する。一次再結晶焼鈍中、あるいは、一次再結晶焼鈍後、二次再結晶開始までの間に、インヒビターを強化する目的で、鋼板を窒化させるなどすることもできる。二次再結晶焼鈍前に焼鈍分離剤を塗布した後に、二次再結晶およびフォルステライト被膜(Mg2SiO4を主体とする被膜)の形成を目的として最終仕上げ焼鈍を施す。
焼鈍分離剤は、フォルステライトを形成するためMgOを主成分とするものが好適である。ここで、MgOが主成分であるとは、本発明の目的とするフォルステライト被膜の形成を阻害しない範囲で、MgO以外の公知の焼鈍分離剤成分や特性改善成分を含有してもよいことを意味する。
なお、以下に説明するように、本発明に従う溝の形成は、最終の冷間圧延の後であれば、いずれの工程でもよく、一次再結晶焼鈍前後、二次再結晶焼鈍前後、平坦化焼鈍前後など、いずれの工程も適合する。但し、張力コーティング後は、溝形成位置の被膜を取り除いてから、後述する手法にて溝を形成し、再び被膜を形成する工程が必要になる。したがって、溝形成は、最終冷間圧延後であって、張力コーティング被成前に行うことが好ましい。
【0030】
最終仕上げ焼鈍後には、平坦化焼鈍を行って形状を矯正することが有効である。なお、本発明では、平坦化焼鈍前または後に、鋼板表面に張力コーティングを施す。平坦化焼鈍前に張力コーティング処理液を塗布し、平坦化焼鈍とコーティングの焼付けを兼ねることもできる。本発明おいて、鋼板に張力コーティングを施す際、溝を有する面と、溝のない面のコーティング付着量をそれぞれ制御することが肝要である。
ここに、この張力コーティングは、本発明では、鉄損低減のために、鋼板に張力を付与できるコーティングを意味する。なお、張力コーティングとしては、シリカおよびリン酸塩を主成分とするもののいずれもが有利に適合する。
具体的には、例えばコロイダルシリカ5〜30質量%、および、Mg、Ca、Ba、Sr、Zn、AlおよびMnの第一りん酸塩5〜30質量%を主成分とし、必要に応じて、公知の添加物、たとえば無水クロム酸、Mg、Al、MnおよびZnの硫酸塩、Fe、Niの水酸化物などを添加したコーティング処理液を鋼板に塗布し、350℃以上1000℃以下の温度、好ましくは、700℃以上900℃以下の温度で焼き付けることによって、好適な張力コーティングが得られる。
【0031】
また、本発明では、最終の冷間圧延後の、一次再結晶焼鈍前後、二次再結晶焼鈍前後、平坦化焼鈍前後のいずれかの工程にて方向性電磁鋼板の表面に溝を形成する。
本発明での溝の形成は、従来公知の溝の形成方法、例えば、局所的にエッチング処理する方法、刃物などでけがく方法、突起つきロールで圧延する方法などが挙げられるが、最も好ましい方法は、最終冷延後の鋼板に印刷等によりエッチングレジストを付着させたのち、非付着域に電解エッチング等の処理により溝を形成する方法である。
【0032】
本発明で鋼板表面に形成する溝は、線状溝の場合、幅:50〜300μm、深さ:10〜50μmおよび間隔:1.5〜20.0mm程度とし、線状溝の圧延方向と直角する向きに対するずれは±30°以内とすることが好ましい。なお、本発明において、「線状」とは、実線だけでなく、点線や破線なども含むものとする。
【0033】
本発明において、上述した工程や製造条件以外については、従来公知の溝を形成して磁区細分化処理を施す方向性電磁鋼板の製造方法を、適用すればよい。
【実施例1】
【0034】
質量%で、C:0.060%、Si:3.35%、Mn:0.07%、Se:0.016%、S:0.002%、sol. Al:0.025%およびN:0.0090%を含有し、残部Fe及び不可避不純物から成る成分組成になる鋼スラブを連続鋳造にて製造し、1400℃に加熱後、熱間圧延により板厚:2.2 mmの熱延板としたのち、1000℃で熱延板焼鈍を施した。ついで、冷間圧延により中間板厚:1.0mmとし、1000℃で中間焼鈍を施した。その後、冷間圧延を施して、板厚:0.23mmの冷延板とした。
【0035】
その後、グラビアオフセット印刷によりエッチングレジストを塗布し、ついで電解エッチングおよびアルカリ液中でのレジスト剥離により、幅:150μm、深さ:20μm の線状溝を、圧延方向と直交する向きに対し10°の傾斜角度にて圧延方向へ3mm間隔で形成した。
次に、825℃で脱炭焼鈍を施したのち、MgOを主成分とする焼鈍分離剤を塗布し、二次再結晶と純化を目的とした最終仕上げ焼鈍を1200℃および10hの条件で実施した。
そして、20質量%のコロイダルシリカと10質量%の第一リン酸マグネシウムからなる張力コーティング処理液を塗布し、830℃で、張力コーティング焼付けを兼ねた平坦化焼鈍を行って製品とした。得られた製品について、磁気特性および被膜張力を評価した。その際、溝を有する面の張力コーティング付着量A(g/m2)と溝のない面の張力コーティング付着量B(g/m2)とを、表1に示すように変化させた。なお、付着量A(g/m2)および付着量B(g/m2)は、コーティング除去前後の鋼板の重量差にて測定した。具体的には、鋼板を100mm×100mm、10枚にせん断し、非測定面をテープで覆った後、高温かつ高濃度のNaOH水溶液中に鋼板を浸漬し、測定面のコーティングを除去し、コーティング除去前後の鋼板の重量差より、1m2当たりの付着量に換算して求めた。その測定結果を表1に示す。
【0036】
次いで、各製品について、径:50mm、幅:50mmのメジャーリングロール(押圧力:350N)で鋼板を測長しながら斜角せん断し、得られた電磁鋼板を積層し、1000kVAの油入り三相変圧器を作製し、50Hz、1.7Tで励磁した状態での騒音を測定した。
上記した騒音測定結果を表1に併記する。
【0037】
【表1】
【0038】
表1に示したとおり、溝形成による磁区細分化処理を施し、本発明の範囲を満足する張力コーティングを有している方向性電磁鋼板を用いた場合、メジャーリングロールでの押圧が施された場合でも、極めて良好な騒音特性が得られている。しかしながら、本発明の範囲を逸脱した方向性電磁鋼板を用いた場合、低騒音が得られなかった。
【実施例2】
【0039】
質量%で、C:0.060%、Si:3.35%、Mn:0.07%、Se:0.016%、S:0.002%、sol.Al:0.025%およびN:0.0090%を含有し、残部Fe及び不可避不純物から成る成分組成になる鋼スラブを連続鋳造にて製造し、1400℃に加熱後、熱間圧延により板厚:2.2 mmの熱延板としたのち、1000℃で熱延板焼鈍を施した。ついで、冷間圧延により中間板厚:1.0mmとし、1000℃で中間焼鈍を施した。その後、冷間圧延を施して、板厚:0.23mmの冷延板とした。
【0040】
次に、825℃で脱炭焼鈍を施したのち、MgOを主成分とする焼鈍分離剤を塗布し、二次再結晶と純化を目的とした最終仕上げ焼鈍を1200℃および10hの条件で実施した。そして、5質量%のコロイダルシリカと25質量%の第一リン酸マグネシウムからなる張力コーティング処理液を塗布し、830℃で、鋼板形状を整える平坦化焼鈍を行った。その後、50%のコロイダルシリカとリン酸マグネシウムからなる張力コーティングを付与した。
【0041】
この鋼板の一方の面について、レーザを照射することにより圧延方向と直交する方向に線状に被膜を除去し、ついで電解エッチングをすることにより、幅:150μm、深さ:20μm の線状溝を、圧延方向と直交する向きに対し10°の傾斜角度にて圧延方向へ3mm間隔で形成した。その後、再び、50%のコロイダルシリカとリン酸マグネシウムからなる張力コーティングを付与して製品とした。その際、溝を有する面の張力コーティング付着量A(g/m2)と溝のない面の張力コーティング付着量B(g/m2)とを表2に示すように変化させた。なお、各張力コーティングの付着量は、一回目のコーティングと二回目のコーティングの合計量であり、実施例1と同様に測定した。
【0042】
次いで、各製品について、径:60mm、幅:100mmのメジャーリングロール(押圧力:500N)で鋼板を測長しながら斜角せん断し、得られた電磁鋼板を積層し、660kVAの油入り三相変圧器を作製し、50Hz、1.7Tで励磁した状態での騒音を測定した。
上記した騒音測定結果を表2に併記する。
【0043】
【表2】
【0044】
表2に示したとおり、溝形成による磁区細分化処理を施し、本発明の範囲を満足する張力コーティングを有している方向性電磁鋼板を用いた場合、メジャーリングロールでの押圧が施された場合でも、極めて良好な騒音特性が得られている。しかしながら、本発明の範囲を逸脱した方向性電磁鋼板を用いた場合、低騒音が得られず、一部には粉の発生が認められた。
【実施例3】
【0045】
質量%で、C:0.070%、Si:3.20%、Mn:0.07%、S:0.02%、sol. Al:0.025%およびN:0.0090%を含有し、残部Fe及び不可避不純物から成る成分組成になる鋼スラブを連続鋳造にて製造し、1400℃に加熱後、熱間圧延により板厚:2.2 mmの熱延板としたのち、1000℃で熱延板焼鈍を施した。ついで、冷間圧延により中間板厚:2.0mmとし、1000℃で中間焼鈍を施した後、冷間圧延を施して、板厚:0.29mmの冷延板とした。
【0046】
その後、グラビアオフセット印刷によりエッチングレジストを塗布し、ついで電解エッチングおよびアルカリ液中でのレジスト剥離により、幅:150μm、深さ:20μm の線状溝を、圧延方向と直交する向きに対し10°の傾斜角度にて圧延方向へ3mm間隔で形成した。
次に、825℃で脱炭焼鈍を施したのち、MgOを主成分とする焼鈍分離剤を塗布し、二次再結晶と純化を目的とした最終仕上げ焼鈍を1200℃および10hの条件で実施した。
そして、表3に示す種々の張力コーティング処理液を塗布し、830℃で、張力コーティング焼付けを兼ねた平坦化焼鈍を行って製品とした。得られた製品について、磁気特性および被膜張力を評価した。その際、溝を有する面の張力コーティング付着量A(g/m2)と溝のない面の張力コーティング付着量B(g/m2)とを、表3に示すように変化させた。なお、付着量A(g/m2)および付着量B(g/m2)は、コーティング除去前後の鋼板の重量差にて測定した。具体的には、鋼板を100mm×100mm、10枚にせん断し、非測定面をテープで覆った後、高温かつ高濃度のNaOH水溶液中に鋼板を浸漬し、測定面のコーティングを除去し、コーティング除去前後の鋼板の重量差より、1m2当たりの付着量に換算して求めた。その測定結果を表3に示す。
【0047】
次いで、各製品について、径:50mmおよび幅:50mmのメジャーリングロール(押圧力:350N)で鋼板を測長しながら斜角せん断し、得られた電磁鋼板を積層し、1000kVAの油入り三相変圧器を作製し、50Hz、1.7Tで励磁した状態での騒音を測定した。
上記した騒音測定結果を表3に併記する。
【0048】
【表3】
【0049】
表3に示したとおり、溝形成による磁区細分化処理を施し、本発明の範囲を満足する張力コーティングを有している方向性電磁鋼板を用いた場合、メジャーリングロールでの押圧が施された場合でも、極めて良好な騒音特性が得られている。しかしながら、本発明の範囲を逸脱した方向性電磁鋼板を用いた場合、低騒音が得られず、一部には粉の発生が認められた。
【符号の説明】
【0050】
1 溝
10 角(縁)部分
R メジャーリングロール
【特許請求の範囲】
【請求項1】
鋼板表裏面のいずれか片面に磁区細分化を司る溝を有し、該鋼板の表裏面にフォルステライト被膜および張力コーティングをそなえる方向性電磁鋼板であって、
前記溝を有する面における張力コーティングの付着量をA(g/m2)および、前記溝のない面における張力コーティングの付着量をB(g/m2)とするとき、これらの付着量AおよびBが下記式(1)および(2)を満足する方向性電磁鋼板。
記
3≦A≦8 …(1)
1.0<B/A≦1.8 …(2)
【請求項1】
鋼板表裏面のいずれか片面に磁区細分化を司る溝を有し、該鋼板の表裏面にフォルステライト被膜および張力コーティングをそなえる方向性電磁鋼板であって、
前記溝を有する面における張力コーティングの付着量をA(g/m2)および、前記溝のない面における張力コーティングの付着量をB(g/m2)とするとき、これらの付着量AおよびBが下記式(1)および(2)を満足する方向性電磁鋼板。
記
3≦A≦8 …(1)
1.0<B/A≦1.8 …(2)
【図1】

【公開番号】特開2012−52231(P2012−52231A)
【公開日】平成24年3月15日(2012.3.15)
【国際特許分類】
【出願番号】特願2011−172304(P2011−172304)
【出願日】平成23年8月5日(2011.8.5)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成24年3月15日(2012.3.15)
【国際特許分類】
【出願日】平成23年8月5日(2011.8.5)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]