
易引裂性包装用積層材料、その製造方法およびそれを用いた包装袋
【課題】包装用積層材料の基材として延伸された合成樹脂材料を用い、これに無延伸の熱可塑性合成樹脂材料を積層した包装用積層材料であって、引裂開始後も易引裂性が維持される包装用積層材料、およびこれを用いた易開封性包装袋を提供する。
【解決手段】延伸された合成樹脂材料からなる基材を含む少なくとも二層の合成樹脂材料が積層されてなる包装用積層材料であって、該基材の積層面側に、アクリルポリオール樹脂およびポリウレタン樹脂を含有する被膜からなる0.3μm〜5μmの厚みのコート層を直接的もしくは間接的に配設する。
【解決手段】延伸された合成樹脂材料からなる基材を含む少なくとも二層の合成樹脂材料が積層されてなる包装用積層材料であって、該基材の積層面側に、アクリルポリオール樹脂およびポリウレタン樹脂を含有する被膜からなる0.3μm〜5μmの厚みのコート層を直接的もしくは間接的に配設する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、易引裂性包装用積層材料、その製造方法およびそれを用いた包装袋に関するものであり、さらに詳しくは、醤油、辛子、味噌等の液体および練体のほか、固形物、粉体等の包装材料に適用され、内容物を取り出す際の開封が容易な合成樹脂積層材料、その製造方法およびそれを用いた易開封性包装袋に関するものである。
【背景技術】
【0002】
従来から、食料品、調味料等には、合成樹脂フィルムを包装材料とする包装が広く行われており、例えば、醤油、ソース、辛子等の液状または練状の調味料の封入には、合成樹脂フィルムを袋状に成形して得られる包装袋が利用されている。このような包装袋に使用される合成樹脂フィルムとしては、強度、硬度、透明性等に優れている熱可塑性合成樹脂フィルムに無延伸の熱可塑性合成樹脂層を積層した包装用ラミネートフィルムが知られている。包装袋は、このような包装用ラミネートフィルムの周縁部をヒートシールして、シーラント層としての無延伸熱可塑性合成樹脂層を熱融着させることによって形成される袋体に前記内容物が封入されるように作製されたものである。
【0003】
これらの内容物を包装袋から取り出すには、多くは包装袋のヒートシール部分に設けられたV字型の開封用ノッチまたは直線状のスリットを起点として指先で引き裂いて開封すると共に、この引き裂きによって開口された包装袋から内容物を押し出すことにより取り出しが行われている。
しかしながら、例えば、延伸された熱可塑性合成樹脂材料として二軸延伸ポリエチレンテレフタレートフィルムを用い、これにポリエチレンを積層した包装用ラミネートフィルムは、前記ノッチまたはスリットを起点として引裂を開始させても、途中で引裂抵抗が著しく増加し、この結果として、袋全体にわたる開封ができないという問題があり、それでも強引に引裂いた場合には、引裂きの進行方向が定まらないという問題があった。
【0004】
そこで、包装用合成樹脂フィルムの易引裂性および、包装袋の易開封性の改良については従来から種々の提案がされており、例えば、特開平5−42951号公報によれば、プラスチックフィルムの袋を手で容易に開封するために、内面に熱接着性樹脂を積層した包装材からなる袋において、外縁のシール部に該外縁と直角な方向の線状の凹凸で構成された弱化領域を設けた易開封性袋が提案されている。
しかるに、この提案技術は、前記ノッチもしくはスリットの改良に関するものであって、上述した問題点を解決するには至っておらず、その上、作製工程が煩雑なため、作製が簡便で開封容易な包装袋の開発が切望されてきた。
【発明の開示】
【発明が解決しようとする課題】
【0005】
従って、本発明の課題は、包装用積層材料の基材として延伸された合成樹脂材料を用い、これに無延伸の熱可塑性合成樹脂材料を積層した包装用積層材料であって、引裂開始後も易引裂性が維持される包装用積層材料、およびこれを用いた易開封性包装袋を提供することにある。
さらに、本発明の課題は、延伸された合成樹脂材料と無延伸の熱可塑性合成樹脂材料を積層してなる易開封性包装用積層材料の製造方法を提供することにある。
【課題を解決するための手段】
【0006】
そこで、本発明者らは、前記課題を解決するため検討を重ねた結果、少なくとも二層の合成樹脂材料が積層されて構成される包装用積層材料において、該積層間にコート層を設けることにより易引裂性を改良することができ、該積層材料を使用することにより開封容易な包装袋を提供できることに想到し、これらの知見に基づいて本発明の完成に到達した。
【0007】
すなわち、本発明の第一は、延伸された合成樹脂材料からなる基材を含む少なくとも二層の合成樹脂材料が積層されてなる包装用積層材料にあり、該基材の積層面側に、アクリルポリオール樹脂およびポリウレタン樹脂を含有する被膜からなる0.3μm〜5μmの厚みのコート層を直接的もしくは間接的に配設してなることを特徴とするものである。
【0008】
また、本発明の第二は、延伸された合成樹脂材料からなる基材を含む少なくとも二層の合成樹脂材料が積層されてなり、該基材の積層面側に、直接的もしくは間接的にコート層が配設されてなる包装用積層材料の製造方法にあり、延伸された合成樹脂材料からなる基材の積層面に、直接的もしくは間接的に、アクリルポリオール樹脂、ポリウレタン樹脂およびアンチブロッキング剤を含む溶液からなるコーティング剤を塗布し乾燥することにより、基材上にコート層を形成させ、次いで、該コート層に熱可塑性樹脂層を積層することを特徴とするものである。
【0009】
さらに、本発明の第三は、延伸された合成樹脂材料からなる基材を含む少なくとも二層の合成樹脂材料が積層されてなり、該基材の積層面側に、アクリルポリオール樹脂およびポリウレタン樹脂を含有する被膜からなる0.3μm〜5μmの厚みのコート層を直接的もしくは間接的に形成してなる包装用積層材料を用いた易開封性包装袋にあり、その積層材料を、熱可塑性樹脂層が内面になるように重ね合わせ、該積層材料の周縁部で、熱可塑性樹脂層を熱融着させることにより収納部を形成し、かつ、熱融着部にノッチもしくはスリットを設けたことを特徴とするものである。
【発明の効果】
【0010】
以上説明したように本発明によれば、延伸された合成樹脂材料からなる基材と無延伸の合成樹脂材料とを具える包装用積層材料において、前記基材の積層面側にアクリルポリオール樹脂およびポリウレタン樹脂を含有する被膜からなる0.3μm〜5μmの厚みのコート層を配設することにより、包装袋を小さな力で、任意の引裂方向に向けて容易に開封できる包装用積層材料を提供することができる。また、このような積層材料は基材上に、直接的または間接的にコート層を形成するだけの簡便な方法で製造することができ、さらに、該積層材料を用いることにより開封性の優れた包装袋を提供することができる。
【発明を実施するための最良の形態】
【0011】
本発明の易開封性包装用積層材料は、少なくとも二層の合成樹脂材料が積層されてなるものであり、その一層の、延伸された合成樹脂材料からなる基材と、該基材の積層面側 (ラミネート面側) に配設された、アクリルポリオール樹脂およびポリウレタン樹脂を含有する被膜からなる0.3μm〜5μmの厚みのコート層と、少なくとも一層の熱可塑性合成樹脂層から構成されたものである。さらに、前記基材のいずれか一方の面、より好ましくは積層側の面に、金属酸化物薄膜層が積層されてなる積層材料が好ましい態様として選択される。
【0012】
本発明の包装用積層材料の構成要素の延伸された合成樹脂材料としては、一軸延伸または二軸延伸された合成樹脂フィルムのいずれをも使用することができるが、特に二軸延伸フィルムが本発明にとって有用であり、例えば、ポリエチレンテレフタレート (PET)、ポリエチレンナフタレート等のポリエステルフィルム、ポリエチレンフィルム、ポリプロピレンフィルム等のポリオレフィンフィルム、ポリアミドフィルム、ポリスチレンフィルム、ポリ塩化ビニルフィルム、ポリカーボネートフィルム、ポリアクリロニトリルフィルム、エチレン−ビニルアルコール共重合体フィルム等の二軸延伸フィルムを挙げることができる。特に、包装用積層材料の基材としては、二軸延伸ポリエチレンテレフタレートフィルム、二軸延伸ポリプロピレン、二軸延伸ナイロン等が好ましい。基材の厚さは、各種用途により任意に選択されるが、通常3μm〜200μm、好ましくは10μm〜30μmのものが採用される。
【0013】
また、本発明の包装用積層材料の層構成の要素となる金属酸化物薄膜層としては、酸化アルミニウム層、酸化ケイ素層、酸化マグネシウム層等をいずれも選択することができる。金属酸化物薄膜層は、前記積層材料の基材上に積層され、その厚さは、金属酸化物の種類、層構成等により任意に選択することができるが、通常、400Å〜3000Å、好ましくは500Å〜1000Åの範囲のものが用いられる。
金属酸化物薄膜層を形成させる方法は、特に限定されるものではなく、レーザー蒸着法、フラッシュ蒸着法等の通常用いられる真空蒸着法を採用することができる。また、イオンビームスパッタ法、イオンプレーティング法等を採用してもよい。このような金属酸化物薄膜層の基材上への形成により、透明蒸着基材を得ることができる。具体的には、例えば、アルミナ蒸着ポリエチレンテレフタレートもしくはナイロン、またはシリカ蒸着ポリエチレンテレフタレートもしくはナイロン等を挙げることができ、市販品を入手して使用してもよい。
【0014】
本発明の包装用積層材料を構成する熱可塑性合成樹脂材料としては、特に限定されるものではないが、無延伸熱可塑性樹脂層を用いることができる。例えば、低密度ポリエチレン層、直鎖状低密度ポリエチレン層、ポリプロピレン層等のオレフィン系重合体層、エチレン−酢酸ビニル共重合体層、ポリ塩化ビニリデン層等を挙げることができる。これらの熱可塑性樹脂材料はシーラント層として機能するものが好ましい。
前記熱可塑性合成樹脂材料の厚さは、特に限定されるものではなく、用途により適宜選択することができるが、通常15〜200μm、好ましくは15〜100μmのものが用いられる。
【0015】
次に、本発明の易引裂性包装用積層材料の層構成の主要な要素であるコート層について説明する。
前記コート層は、アクリルポリオール樹脂およびポリウレタン樹脂から構成される。
前記コート層は、積層材料を構成する延伸された合成樹脂からなる基材の、熱可塑性樹脂材料との積層面側に配設されたものである。コート層は、特に、前記基材の積層面上に形成するのが好ましいが、前記基材に積層する熱可塑性樹脂材料の積層面側に形成してもよい。また、金属酸化物薄膜層を積層した基材については、コート層は該金属酸化物薄膜層側または基材側のいずれに形成させてもよい。
コート層の厚さとしては、0.3 μm〜5μm、特に 0.5μm〜3μmの範囲のものが好ましい。コート層の厚さが 0.3μm未満の場合は、易引裂性が十分でなく、一方、5μm以上であっても増量に見合う効果は得られない。
【0016】
本発明の包装用積層材料としては多種の態様のものが挙げられるが、特に好ましい包装用積層材料としては、具体的には、
(1)延伸された合成樹脂フィルムからなる基材、それに順次に積層したコート層および無延伸熱可塑性合成樹脂層とから構成した包装用積層材料、
(2)延伸された合成樹脂フィルムからなる基材、それに順次に積層した金属酸化物薄膜層、コート層および無延伸熱可塑性合成樹脂層から構成した包装用積層材料、および、
(3)金属酸化物薄膜層、延伸された合成樹脂フィルム、コート層および無延伸熱可塑性合成樹脂層の積層順にて構成した包装用積層材料、等を挙げることができる。
【0017】
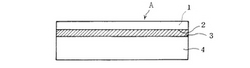
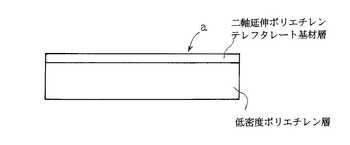
本発明に係る包装用積層材料の実施の形態を、図1および図2に模式図で示す。図1に示す積層材料Aは、二軸延伸ポリエチレンテレフタレート基材層1の積層面2にコート層3を設け、該コート層3にシーラント層としての低密度ポリエチレン層4を積層したものである。
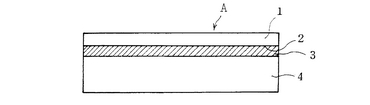
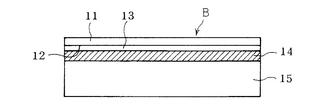
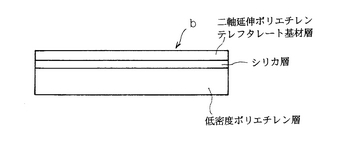
また、図2は、他の積層材料の構成を示す模式図であり、二軸延伸ポリエチレンテレフタレート基材層11の積層面12側にシリカ蒸着層13を設け、このシリカ蒸着層13に、コート層14および低密度ポリエチレン層15を順次に積層したものである。
【0018】
次に、本発明の包装用積層材料の製造方法について説明すると、該製造方法は、下記の(a)〜(c)の工程;すなわち、(a)延伸された合成樹脂材料からなる基材または、金属酸化物を蒸着積層した基材の積層面にコーティング剤を塗布する工程、
(b)前記工程(a)にて得られた、前記基材に被覆されたコート層を、加熱乾燥する工程、および
(c)前記工程(b)にて加熱乾燥された、前記基材に被覆されたコート層に、無延伸の熱可塑性合成樹脂層を積層させる工程
からなるものである。
なお、印刷層は、必要に応じて前記基材の、コート層の表面または基材とコート層との間に形成することができる。
【0019】
前記製造方法におけるコーティング剤の塗布方法としては、たとえば、アクリルポリオール樹脂、ポリウレタン樹脂、アンチブロッキング剤としての二酸化ケイ素を含む溶液を塗布する方法を採用することができる。即ち、かかるコーティング剤組成物は、アクリルポリオール樹脂、ポリウレタン樹脂および二酸化ケイ素、具体的には微粉状シリカをコート層形成成分とし、これらをケトンおよび芳香族炭化水素の有機溶媒に溶解させて得られる溶液が用いられる。
各成分の配合量は、コーティング剤全重量基準でアクリルポリオール樹脂10〜20重量%、好ましくは15〜17重量%、ポリウレタン樹脂5〜15重量%、好ましくは8〜11重量%、二酸化ケイ素1〜5重量%、好ましくは2〜3重量%の範囲で採用することができる。有機溶媒のケトンとしては、アセトンメチルケトン、ジエチルケトン、ジプロピルケトン、メチルエチルケトン等を選択して使用することができ、芳香族炭化水素としては、ベンゼン、トルエン、キシレン等を用いることができる。ケトンと芳香族炭化水素の混合溶媒が好ましく、前記コーティング剤100重量部に対し、混合溶媒30〜100重量部、特に30〜70重量部の割合で用いることが好ましい。前記工程(c)における熱可塑性樹脂材料の積層は、通常のラミネート方法を採用することができる。例えば、押出ラミネーション、グルーラミネーション等を選択すればよい。
【0020】
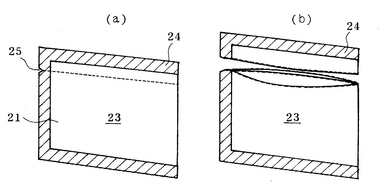
本発明の包装袋は、前記包装用積層材料を、それの熱可塑性合成樹脂層が内面になるように重ね合わせ、該積層材料の周縁部をヒートシールして、熱可塑性合成樹脂層を熱融着させることにより収納部を形成し、かつ、熱融着部、ひいてはヒートシール部にノッチもしくはスリットを設けたものである。
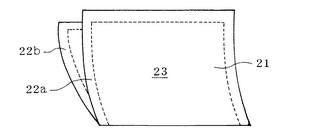
図面に従い具体的に説明すると、図3は、積層材料を、無延伸の熱可塑性樹脂層が内面になるように重ね合わせる状態を示す、表面が延伸された合成樹脂材料21である。周縁部22aおよび22bを重ね合わせてその周辺部をヒートシールすることにより、中央部に被包装物の収納部23を区画する。
図4に、製袋化した包装袋を示す。図中、斜線部24がヒートシール部であり、開封用ノッチ25がヒートシール部の一部に設けられる。
この包装袋では、それの開封に当たり、とくにコート層3, 14の作用の下に、ノッチ25から、図に点線で示す方向へ指で容易に引き裂いて、包装袋の全体にわたって円滑に開封することができる。
ところで、包装袋の収納部23への被包装物の充填包装は、包装袋の一の辺部分を開口部としておき、被包装物をその収納部23へ充填後にヒートシールを完了することにより、行うことができる。
【実施例】
【0021】
次に、本発明を実施例および比較例により具体的に説明する。もっとも、本発明は、実施例等により何ら制限されるものではない。
なお、積層材料の易引裂性は、次の引裂強度測定方法で評価した。
引裂強度測定方法
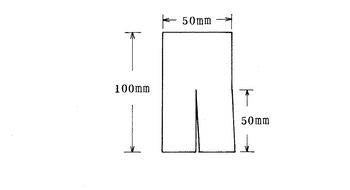
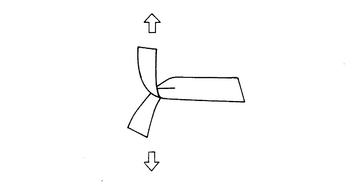
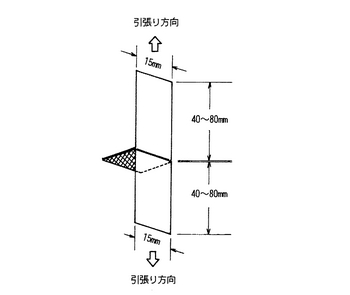
図5に示すように、幅50mm×長さ100mmの試験片に幅方向の中央一端に長さ50mmの直線状のスリットを入れ、図6に示すように上下にはさんで速度200mm/分で試験片を引裂、分断されるときの最大引張荷重(mN)を測定し、引張強度とする。
【0022】
実施例1
図1に示す積層構造の下で、厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム基材1の積層面2に下記のコーティング剤をバーコータを用いて塗布し、70℃で乾燥、厚さ2μmのコート層3を形成させた。次いで、このコート層3にポリウレタン樹脂系アンカーコート層(図示せず)を塗布し乾燥させた。該アンカーコート層に溶融押出法により、厚さ40μmのポリエチレン層4を積層して、易引裂性を有する包装用積層フィルム(A)を得た。この包装用積層フィルム(A)について前記の測定方法による引裂強度を求めたところ、最大引張荷重294mNの結果を得た。
なお、コーティング剤としては、下記組成のコート成分 (KIMコート005:大日精化工業(株))100重量部とメチルエチルケトン/トルエン混合溶媒約30重量部およびKIM添加剤3重量部との混合物を使用した。
【0023】
比較例1
コート層を積層しないこと以外すべて実施例1と同様にして包装用積層フィルム(a)を得た(図7参照)。このフィルム(a)の前記引裂強度測定による最大引張荷重が392mNであった。
【0024】
実施例2
図2に示す積層構造の下で、厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム基材11にシリカを蒸着させて厚さ0.03μmのシリカ薄膜層13を形成し、このシリカ薄膜層13上に、実施例1で用いたコーティング剤を、バーコータを用いて塗布してコート層14を形成し、70℃で乾燥した後、実施例1の場合と同様にして、厚さ40μmのポリエチレン層15を積層して包装用積層フィルム(B)を得た。このフィルム(B)について引裂強度を測定したところ、最大引張荷重が686mNであった。
【0025】
比較例2
コート層を設けなかったこと以外すべて実施例2と同様にして包装用積層フィルム(b)を得た(図8参照)。引裂強度は最大引張荷重4900mNであった。
【0026】
実施例3
シリカ蒸着PET(二軸延伸ポリエチレンテレフタレートフィルム)の代わりに膜厚0.03μmのアルミナ蒸着PETを用いたこと以外すべて実施例2と同様にして包装用積層フィルムを得た。引裂強度を測定したところ最大引張荷重が686mNであった。
【0027】
比較例3
コート層を設けないこと以外は実施例3と同様にして包装用積層フィルムを得た。このフィルムの最大引裂強度は4900mNであった。
【0028】
実施例1〜3および比較例1〜3の積層材料の最大引裂強度の測定結果を下記の表1にまとめた。なお、表中には、二軸延伸ポリエチレンテレフタレートフィルムに代えて、二軸延伸ナイロンフィルムを用いた場合の実施例および比較例についての測定結果も併せて示す。
【0029】
【表1】

【0030】
前記実施例と比較例から、コート層を設けた包装用積層フィルムは易引裂性が著しく改良されていることがわかる。
ちなみに、基材として二軸延伸ポリエチレンテレフタレートフィルムを用いた場合の実施例1〜3および比較例1〜3ならびに二軸延伸ナイロンフィルムを用いた場合の実施例1〜3および比較例1〜3のそれぞれの包装用積層フィルムにつき、シーラント層としてのポリエチレン層の接着強度をT型剥離試験をもって測定したところ、表2に示す通りとなった。
ここで、試験片は図9に示す寸法を有するものとし、引張速度は50mm/minとして、基材層側もしくはポリエチレン層の破断に至る荷重(mN)を接着強度とした。
【0031】
【表2】
【図面の簡単な説明】
【0032】
【図1】本発明の包装用積層材料の実施態様を示す模式図である。
【図2】本発明の包装用積層材料の他の実施態様を示す模式図である。
【図3】本発明の包装袋の作製過程を示す図である。
【図4】本発明の内容物充填後の包装袋を示す図である。
【図5】引き裂き強度測定試験において用いる試験片を示す図である。
【図6】引き裂き強度測定試験において用いる試験片の試験状態を示す図である。
【図7】比較例1で示す従来の包装用積層材料の模式図である。
【図8】比較例2で示す従来の包装用積層材料の模式図である。
【図9】T型剥離試験の試験片を示す斜視図である。
【符号の説明】
【0033】
1,11 二軸延伸ポリエチレンテレフタレート基材層
2,12 積層面
3,14 コート層
4,15 低密度ポリエチレン層
13 シリカ蒸着層
21 延伸された合成樹脂材料
22a,22b 周縁部
23 収納部
24 ヒートシール部
25 ノッチ
【技術分野】
【0001】
本発明は、易引裂性包装用積層材料、その製造方法およびそれを用いた包装袋に関するものであり、さらに詳しくは、醤油、辛子、味噌等の液体および練体のほか、固形物、粉体等の包装材料に適用され、内容物を取り出す際の開封が容易な合成樹脂積層材料、その製造方法およびそれを用いた易開封性包装袋に関するものである。
【背景技術】
【0002】
従来から、食料品、調味料等には、合成樹脂フィルムを包装材料とする包装が広く行われており、例えば、醤油、ソース、辛子等の液状または練状の調味料の封入には、合成樹脂フィルムを袋状に成形して得られる包装袋が利用されている。このような包装袋に使用される合成樹脂フィルムとしては、強度、硬度、透明性等に優れている熱可塑性合成樹脂フィルムに無延伸の熱可塑性合成樹脂層を積層した包装用ラミネートフィルムが知られている。包装袋は、このような包装用ラミネートフィルムの周縁部をヒートシールして、シーラント層としての無延伸熱可塑性合成樹脂層を熱融着させることによって形成される袋体に前記内容物が封入されるように作製されたものである。
【0003】
これらの内容物を包装袋から取り出すには、多くは包装袋のヒートシール部分に設けられたV字型の開封用ノッチまたは直線状のスリットを起点として指先で引き裂いて開封すると共に、この引き裂きによって開口された包装袋から内容物を押し出すことにより取り出しが行われている。
しかしながら、例えば、延伸された熱可塑性合成樹脂材料として二軸延伸ポリエチレンテレフタレートフィルムを用い、これにポリエチレンを積層した包装用ラミネートフィルムは、前記ノッチまたはスリットを起点として引裂を開始させても、途中で引裂抵抗が著しく増加し、この結果として、袋全体にわたる開封ができないという問題があり、それでも強引に引裂いた場合には、引裂きの進行方向が定まらないという問題があった。
【0004】
そこで、包装用合成樹脂フィルムの易引裂性および、包装袋の易開封性の改良については従来から種々の提案がされており、例えば、特開平5−42951号公報によれば、プラスチックフィルムの袋を手で容易に開封するために、内面に熱接着性樹脂を積層した包装材からなる袋において、外縁のシール部に該外縁と直角な方向の線状の凹凸で構成された弱化領域を設けた易開封性袋が提案されている。
しかるに、この提案技術は、前記ノッチもしくはスリットの改良に関するものであって、上述した問題点を解決するには至っておらず、その上、作製工程が煩雑なため、作製が簡便で開封容易な包装袋の開発が切望されてきた。
【発明の開示】
【発明が解決しようとする課題】
【0005】
従って、本発明の課題は、包装用積層材料の基材として延伸された合成樹脂材料を用い、これに無延伸の熱可塑性合成樹脂材料を積層した包装用積層材料であって、引裂開始後も易引裂性が維持される包装用積層材料、およびこれを用いた易開封性包装袋を提供することにある。
さらに、本発明の課題は、延伸された合成樹脂材料と無延伸の熱可塑性合成樹脂材料を積層してなる易開封性包装用積層材料の製造方法を提供することにある。
【課題を解決するための手段】
【0006】
そこで、本発明者らは、前記課題を解決するため検討を重ねた結果、少なくとも二層の合成樹脂材料が積層されて構成される包装用積層材料において、該積層間にコート層を設けることにより易引裂性を改良することができ、該積層材料を使用することにより開封容易な包装袋を提供できることに想到し、これらの知見に基づいて本発明の完成に到達した。
【0007】
すなわち、本発明の第一は、延伸された合成樹脂材料からなる基材を含む少なくとも二層の合成樹脂材料が積層されてなる包装用積層材料にあり、該基材の積層面側に、アクリルポリオール樹脂およびポリウレタン樹脂を含有する被膜からなる0.3μm〜5μmの厚みのコート層を直接的もしくは間接的に配設してなることを特徴とするものである。
【0008】
また、本発明の第二は、延伸された合成樹脂材料からなる基材を含む少なくとも二層の合成樹脂材料が積層されてなり、該基材の積層面側に、直接的もしくは間接的にコート層が配設されてなる包装用積層材料の製造方法にあり、延伸された合成樹脂材料からなる基材の積層面に、直接的もしくは間接的に、アクリルポリオール樹脂、ポリウレタン樹脂およびアンチブロッキング剤を含む溶液からなるコーティング剤を塗布し乾燥することにより、基材上にコート層を形成させ、次いで、該コート層に熱可塑性樹脂層を積層することを特徴とするものである。
【0009】
さらに、本発明の第三は、延伸された合成樹脂材料からなる基材を含む少なくとも二層の合成樹脂材料が積層されてなり、該基材の積層面側に、アクリルポリオール樹脂およびポリウレタン樹脂を含有する被膜からなる0.3μm〜5μmの厚みのコート層を直接的もしくは間接的に形成してなる包装用積層材料を用いた易開封性包装袋にあり、その積層材料を、熱可塑性樹脂層が内面になるように重ね合わせ、該積層材料の周縁部で、熱可塑性樹脂層を熱融着させることにより収納部を形成し、かつ、熱融着部にノッチもしくはスリットを設けたことを特徴とするものである。
【発明の効果】
【0010】
以上説明したように本発明によれば、延伸された合成樹脂材料からなる基材と無延伸の合成樹脂材料とを具える包装用積層材料において、前記基材の積層面側にアクリルポリオール樹脂およびポリウレタン樹脂を含有する被膜からなる0.3μm〜5μmの厚みのコート層を配設することにより、包装袋を小さな力で、任意の引裂方向に向けて容易に開封できる包装用積層材料を提供することができる。また、このような積層材料は基材上に、直接的または間接的にコート層を形成するだけの簡便な方法で製造することができ、さらに、該積層材料を用いることにより開封性の優れた包装袋を提供することができる。
【発明を実施するための最良の形態】
【0011】
本発明の易開封性包装用積層材料は、少なくとも二層の合成樹脂材料が積層されてなるものであり、その一層の、延伸された合成樹脂材料からなる基材と、該基材の積層面側 (ラミネート面側) に配設された、アクリルポリオール樹脂およびポリウレタン樹脂を含有する被膜からなる0.3μm〜5μmの厚みのコート層と、少なくとも一層の熱可塑性合成樹脂層から構成されたものである。さらに、前記基材のいずれか一方の面、より好ましくは積層側の面に、金属酸化物薄膜層が積層されてなる積層材料が好ましい態様として選択される。
【0012】
本発明の包装用積層材料の構成要素の延伸された合成樹脂材料としては、一軸延伸または二軸延伸された合成樹脂フィルムのいずれをも使用することができるが、特に二軸延伸フィルムが本発明にとって有用であり、例えば、ポリエチレンテレフタレート (PET)、ポリエチレンナフタレート等のポリエステルフィルム、ポリエチレンフィルム、ポリプロピレンフィルム等のポリオレフィンフィルム、ポリアミドフィルム、ポリスチレンフィルム、ポリ塩化ビニルフィルム、ポリカーボネートフィルム、ポリアクリロニトリルフィルム、エチレン−ビニルアルコール共重合体フィルム等の二軸延伸フィルムを挙げることができる。特に、包装用積層材料の基材としては、二軸延伸ポリエチレンテレフタレートフィルム、二軸延伸ポリプロピレン、二軸延伸ナイロン等が好ましい。基材の厚さは、各種用途により任意に選択されるが、通常3μm〜200μm、好ましくは10μm〜30μmのものが採用される。
【0013】
また、本発明の包装用積層材料の層構成の要素となる金属酸化物薄膜層としては、酸化アルミニウム層、酸化ケイ素層、酸化マグネシウム層等をいずれも選択することができる。金属酸化物薄膜層は、前記積層材料の基材上に積層され、その厚さは、金属酸化物の種類、層構成等により任意に選択することができるが、通常、400Å〜3000Å、好ましくは500Å〜1000Åの範囲のものが用いられる。
金属酸化物薄膜層を形成させる方法は、特に限定されるものではなく、レーザー蒸着法、フラッシュ蒸着法等の通常用いられる真空蒸着法を採用することができる。また、イオンビームスパッタ法、イオンプレーティング法等を採用してもよい。このような金属酸化物薄膜層の基材上への形成により、透明蒸着基材を得ることができる。具体的には、例えば、アルミナ蒸着ポリエチレンテレフタレートもしくはナイロン、またはシリカ蒸着ポリエチレンテレフタレートもしくはナイロン等を挙げることができ、市販品を入手して使用してもよい。
【0014】
本発明の包装用積層材料を構成する熱可塑性合成樹脂材料としては、特に限定されるものではないが、無延伸熱可塑性樹脂層を用いることができる。例えば、低密度ポリエチレン層、直鎖状低密度ポリエチレン層、ポリプロピレン層等のオレフィン系重合体層、エチレン−酢酸ビニル共重合体層、ポリ塩化ビニリデン層等を挙げることができる。これらの熱可塑性樹脂材料はシーラント層として機能するものが好ましい。
前記熱可塑性合成樹脂材料の厚さは、特に限定されるものではなく、用途により適宜選択することができるが、通常15〜200μm、好ましくは15〜100μmのものが用いられる。
【0015】
次に、本発明の易引裂性包装用積層材料の層構成の主要な要素であるコート層について説明する。
前記コート層は、アクリルポリオール樹脂およびポリウレタン樹脂から構成される。
前記コート層は、積層材料を構成する延伸された合成樹脂からなる基材の、熱可塑性樹脂材料との積層面側に配設されたものである。コート層は、特に、前記基材の積層面上に形成するのが好ましいが、前記基材に積層する熱可塑性樹脂材料の積層面側に形成してもよい。また、金属酸化物薄膜層を積層した基材については、コート層は該金属酸化物薄膜層側または基材側のいずれに形成させてもよい。
コート層の厚さとしては、0.3 μm〜5μm、特に 0.5μm〜3μmの範囲のものが好ましい。コート層の厚さが 0.3μm未満の場合は、易引裂性が十分でなく、一方、5μm以上であっても増量に見合う効果は得られない。
【0016】
本発明の包装用積層材料としては多種の態様のものが挙げられるが、特に好ましい包装用積層材料としては、具体的には、
(1)延伸された合成樹脂フィルムからなる基材、それに順次に積層したコート層および無延伸熱可塑性合成樹脂層とから構成した包装用積層材料、
(2)延伸された合成樹脂フィルムからなる基材、それに順次に積層した金属酸化物薄膜層、コート層および無延伸熱可塑性合成樹脂層から構成した包装用積層材料、および、
(3)金属酸化物薄膜層、延伸された合成樹脂フィルム、コート層および無延伸熱可塑性合成樹脂層の積層順にて構成した包装用積層材料、等を挙げることができる。
【0017】
本発明に係る包装用積層材料の実施の形態を、図1および図2に模式図で示す。図1に示す積層材料Aは、二軸延伸ポリエチレンテレフタレート基材層1の積層面2にコート層3を設け、該コート層3にシーラント層としての低密度ポリエチレン層4を積層したものである。
また、図2は、他の積層材料の構成を示す模式図であり、二軸延伸ポリエチレンテレフタレート基材層11の積層面12側にシリカ蒸着層13を設け、このシリカ蒸着層13に、コート層14および低密度ポリエチレン層15を順次に積層したものである。
【0018】
次に、本発明の包装用積層材料の製造方法について説明すると、該製造方法は、下記の(a)〜(c)の工程;すなわち、(a)延伸された合成樹脂材料からなる基材または、金属酸化物を蒸着積層した基材の積層面にコーティング剤を塗布する工程、
(b)前記工程(a)にて得られた、前記基材に被覆されたコート層を、加熱乾燥する工程、および
(c)前記工程(b)にて加熱乾燥された、前記基材に被覆されたコート層に、無延伸の熱可塑性合成樹脂層を積層させる工程
からなるものである。
なお、印刷層は、必要に応じて前記基材の、コート層の表面または基材とコート層との間に形成することができる。
【0019】
前記製造方法におけるコーティング剤の塗布方法としては、たとえば、アクリルポリオール樹脂、ポリウレタン樹脂、アンチブロッキング剤としての二酸化ケイ素を含む溶液を塗布する方法を採用することができる。即ち、かかるコーティング剤組成物は、アクリルポリオール樹脂、ポリウレタン樹脂および二酸化ケイ素、具体的には微粉状シリカをコート層形成成分とし、これらをケトンおよび芳香族炭化水素の有機溶媒に溶解させて得られる溶液が用いられる。
各成分の配合量は、コーティング剤全重量基準でアクリルポリオール樹脂10〜20重量%、好ましくは15〜17重量%、ポリウレタン樹脂5〜15重量%、好ましくは8〜11重量%、二酸化ケイ素1〜5重量%、好ましくは2〜3重量%の範囲で採用することができる。有機溶媒のケトンとしては、アセトンメチルケトン、ジエチルケトン、ジプロピルケトン、メチルエチルケトン等を選択して使用することができ、芳香族炭化水素としては、ベンゼン、トルエン、キシレン等を用いることができる。ケトンと芳香族炭化水素の混合溶媒が好ましく、前記コーティング剤100重量部に対し、混合溶媒30〜100重量部、特に30〜70重量部の割合で用いることが好ましい。前記工程(c)における熱可塑性樹脂材料の積層は、通常のラミネート方法を採用することができる。例えば、押出ラミネーション、グルーラミネーション等を選択すればよい。
【0020】
本発明の包装袋は、前記包装用積層材料を、それの熱可塑性合成樹脂層が内面になるように重ね合わせ、該積層材料の周縁部をヒートシールして、熱可塑性合成樹脂層を熱融着させることにより収納部を形成し、かつ、熱融着部、ひいてはヒートシール部にノッチもしくはスリットを設けたものである。
図面に従い具体的に説明すると、図3は、積層材料を、無延伸の熱可塑性樹脂層が内面になるように重ね合わせる状態を示す、表面が延伸された合成樹脂材料21である。周縁部22aおよび22bを重ね合わせてその周辺部をヒートシールすることにより、中央部に被包装物の収納部23を区画する。
図4に、製袋化した包装袋を示す。図中、斜線部24がヒートシール部であり、開封用ノッチ25がヒートシール部の一部に設けられる。
この包装袋では、それの開封に当たり、とくにコート層3, 14の作用の下に、ノッチ25から、図に点線で示す方向へ指で容易に引き裂いて、包装袋の全体にわたって円滑に開封することができる。
ところで、包装袋の収納部23への被包装物の充填包装は、包装袋の一の辺部分を開口部としておき、被包装物をその収納部23へ充填後にヒートシールを完了することにより、行うことができる。
【実施例】
【0021】
次に、本発明を実施例および比較例により具体的に説明する。もっとも、本発明は、実施例等により何ら制限されるものではない。
なお、積層材料の易引裂性は、次の引裂強度測定方法で評価した。
引裂強度測定方法
図5に示すように、幅50mm×長さ100mmの試験片に幅方向の中央一端に長さ50mmの直線状のスリットを入れ、図6に示すように上下にはさんで速度200mm/分で試験片を引裂、分断されるときの最大引張荷重(mN)を測定し、引張強度とする。
【0022】
実施例1
図1に示す積層構造の下で、厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム基材1の積層面2に下記のコーティング剤をバーコータを用いて塗布し、70℃で乾燥、厚さ2μmのコート層3を形成させた。次いで、このコート層3にポリウレタン樹脂系アンカーコート層(図示せず)を塗布し乾燥させた。該アンカーコート層に溶融押出法により、厚さ40μmのポリエチレン層4を積層して、易引裂性を有する包装用積層フィルム(A)を得た。この包装用積層フィルム(A)について前記の測定方法による引裂強度を求めたところ、最大引張荷重294mNの結果を得た。
なお、コーティング剤としては、下記組成のコート成分 (KIMコート005:大日精化工業(株))100重量部とメチルエチルケトン/トルエン混合溶媒約30重量部およびKIM添加剤3重量部との混合物を使用した。
【0023】
比較例1
コート層を積層しないこと以外すべて実施例1と同様にして包装用積層フィルム(a)を得た(図7参照)。このフィルム(a)の前記引裂強度測定による最大引張荷重が392mNであった。
【0024】
実施例2
図2に示す積層構造の下で、厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム基材11にシリカを蒸着させて厚さ0.03μmのシリカ薄膜層13を形成し、このシリカ薄膜層13上に、実施例1で用いたコーティング剤を、バーコータを用いて塗布してコート層14を形成し、70℃で乾燥した後、実施例1の場合と同様にして、厚さ40μmのポリエチレン層15を積層して包装用積層フィルム(B)を得た。このフィルム(B)について引裂強度を測定したところ、最大引張荷重が686mNであった。
【0025】
比較例2
コート層を設けなかったこと以外すべて実施例2と同様にして包装用積層フィルム(b)を得た(図8参照)。引裂強度は最大引張荷重4900mNであった。
【0026】
実施例3
シリカ蒸着PET(二軸延伸ポリエチレンテレフタレートフィルム)の代わりに膜厚0.03μmのアルミナ蒸着PETを用いたこと以外すべて実施例2と同様にして包装用積層フィルムを得た。引裂強度を測定したところ最大引張荷重が686mNであった。
【0027】
比較例3
コート層を設けないこと以外は実施例3と同様にして包装用積層フィルムを得た。このフィルムの最大引裂強度は4900mNであった。
【0028】
実施例1〜3および比較例1〜3の積層材料の最大引裂強度の測定結果を下記の表1にまとめた。なお、表中には、二軸延伸ポリエチレンテレフタレートフィルムに代えて、二軸延伸ナイロンフィルムを用いた場合の実施例および比較例についての測定結果も併せて示す。
【0029】
【表1】
【0030】
前記実施例と比較例から、コート層を設けた包装用積層フィルムは易引裂性が著しく改良されていることがわかる。
ちなみに、基材として二軸延伸ポリエチレンテレフタレートフィルムを用いた場合の実施例1〜3および比較例1〜3ならびに二軸延伸ナイロンフィルムを用いた場合の実施例1〜3および比較例1〜3のそれぞれの包装用積層フィルムにつき、シーラント層としてのポリエチレン層の接着強度をT型剥離試験をもって測定したところ、表2に示す通りとなった。
ここで、試験片は図9に示す寸法を有するものとし、引張速度は50mm/minとして、基材層側もしくはポリエチレン層の破断に至る荷重(mN)を接着強度とした。
【0031】
【表2】
【図面の簡単な説明】
【0032】
【図1】本発明の包装用積層材料の実施態様を示す模式図である。
【図2】本発明の包装用積層材料の他の実施態様を示す模式図である。
【図3】本発明の包装袋の作製過程を示す図である。
【図4】本発明の内容物充填後の包装袋を示す図である。
【図5】引き裂き強度測定試験において用いる試験片を示す図である。
【図6】引き裂き強度測定試験において用いる試験片の試験状態を示す図である。
【図7】比較例1で示す従来の包装用積層材料の模式図である。
【図8】比較例2で示す従来の包装用積層材料の模式図である。
【図9】T型剥離試験の試験片を示す斜視図である。
【符号の説明】
【0033】
1,11 二軸延伸ポリエチレンテレフタレート基材層
2,12 積層面
3,14 コート層
4,15 低密度ポリエチレン層
13 シリカ蒸着層
21 延伸された合成樹脂材料
22a,22b 周縁部
23 収納部
24 ヒートシール部
25 ノッチ
【特許請求の範囲】
【請求項1】
延伸された合成樹脂材料からなる基材を含む少なくとも二層の合成樹脂材料が積層されてなる包装用積層材料であって、該基材の積層面側に、アクリルポリオール樹脂およびポリウレタン樹脂を含有する被膜からなる0.3μm〜5μmの厚みのコート層を直接的もしくは間接的に配設してなることを特徴とする易引裂性包装用積層材料。
【請求項2】
前記合成樹脂材料の少なくとも一層が、無延伸の熱可塑性樹脂材料である請求項1に記載の易引裂性包装用積層材料。
【請求項3】
前記基材に金属酸化物薄膜層が積層されてなる請求項1または2に記載の易引裂性包装用積層材料。
【請求項4】
請求項1記載の包装用積層材料の製造方法であって、延伸された合成樹脂材料からなる基材の積層面に、直接的もしくは間接的に、アクリルポリオール樹脂、ポリウレタン樹脂およびアンチブロッキング剤を含む溶液からなるコーティング剤を塗布し乾燥することにより、該基材上にコート層を形成させ、次いで、該コート層に熱可塑性合成樹脂層を積層させることを特徴とする易引裂性包装用積層材料の製造方法。
【請求項5】
請求項1ないし3のいずれかの包装用積層材料を、熱可塑性樹脂層側が内面になるように重ね合わせ、該積層材料の周縁部で、熱可塑性樹脂を熱融着させることにより収納部を形成し、かつ、熱融着部にノッチもしくはスリットを設けたことを特徴とする易開封性包装袋。
【請求項1】
延伸された合成樹脂材料からなる基材を含む少なくとも二層の合成樹脂材料が積層されてなる包装用積層材料であって、該基材の積層面側に、アクリルポリオール樹脂およびポリウレタン樹脂を含有する被膜からなる0.3μm〜5μmの厚みのコート層を直接的もしくは間接的に配設してなることを特徴とする易引裂性包装用積層材料。
【請求項2】
前記合成樹脂材料の少なくとも一層が、無延伸の熱可塑性樹脂材料である請求項1に記載の易引裂性包装用積層材料。
【請求項3】
前記基材に金属酸化物薄膜層が積層されてなる請求項1または2に記載の易引裂性包装用積層材料。
【請求項4】
請求項1記載の包装用積層材料の製造方法であって、延伸された合成樹脂材料からなる基材の積層面に、直接的もしくは間接的に、アクリルポリオール樹脂、ポリウレタン樹脂およびアンチブロッキング剤を含む溶液からなるコーティング剤を塗布し乾燥することにより、該基材上にコート層を形成させ、次いで、該コート層に熱可塑性合成樹脂層を積層させることを特徴とする易引裂性包装用積層材料の製造方法。
【請求項5】
請求項1ないし3のいずれかの包装用積層材料を、熱可塑性樹脂層側が内面になるように重ね合わせ、該積層材料の周縁部で、熱可塑性樹脂を熱融着させることにより収納部を形成し、かつ、熱融着部にノッチもしくはスリットを設けたことを特徴とする易開封性包装袋。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2006−150981(P2006−150981A)
【公開日】平成18年6月15日(2006.6.15)
【国際特許分類】
【出願番号】特願2006−49943(P2006−49943)
【出願日】平成18年2月27日(2006.2.27)
【分割の表示】特願2000−83592(P2000−83592)の分割
【原出願日】平成12年3月24日(2000.3.24)
【出願人】(000206233)大成ラミック株式会社 (56)
【Fターム(参考)】
【公開日】平成18年6月15日(2006.6.15)
【国際特許分類】
【出願日】平成18年2月27日(2006.2.27)
【分割の表示】特願2000−83592(P2000−83592)の分割
【原出願日】平成12年3月24日(2000.3.24)
【出願人】(000206233)大成ラミック株式会社 (56)
【Fターム(参考)】
[ Back to top ]