
易開封ピロー包装体及びその製造方法
【課題】通常の包装機械で製造でき、老齢者や子供でも、容易に開封作業が行える背貼り部からの開封が行えて、開封後は一種の皿状の容器としては使用できるピロー袋の包装形態及びその製造方法を提供する。
【解決手段】背貼り部31からは、直行方向に2つの開封用タグ32a,32bが延出している。開封用タグ32a,32bをそれぞれ掴み左右に引くことで背貼り部31が引きはがされ、易開封ピロー包装体41の上方に開口部42が形成される。これにより、開封後は背貼り部31のみが開いた一種の皿状の容器としては使用できる。開封作業は、開封用タグ32a,32bをそれぞれ掴み左右に引くだけなので、老齢者や子供でも、容易に開封作業が行える。
【解決手段】背貼り部31からは、直行方向に2つの開封用タグ32a,32bが延出している。開封用タグ32a,32bをそれぞれ掴み左右に引くことで背貼り部31が引きはがされ、易開封ピロー包装体41の上方に開口部42が形成される。これにより、開封後は背貼り部31のみが開いた一種の皿状の容器としては使用できる。開封作業は、開封用タグ32a,32bをそれぞれ掴み左右に引くだけなので、老齢者や子供でも、容易に開封作業が行える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、開封容易なピロー包装体及びその製造方法に関する。
【背景技術】
【0002】
樹脂フィルムを使用したピロー包装は、簡便な方法で商品を密封することができ、かつ開封の有無を容易に確認することができるため、食品や店舗に陳列される商品等で広く利用されている。このような包装に使用される樹脂フィルムには、ポリ塩化ビニル樹脂、ポリエチレン樹脂及びポリプロピレン樹脂などの機械的強度に優れ、破れにくい材料が使用されている。この包装用樹脂フィルムにおける破れにくいという特徴は、包装時の作業性及び包装後の取扱性の面では長所となるが、その一方で、包装体が開封しにくいという短所にもなる。
【0003】
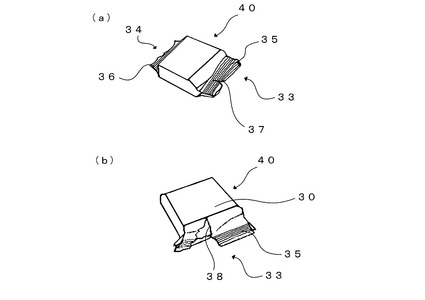
ピロー包装体の開封の様子が、図8に示されている。ピロー包装体40を開封するには、両端部33,34のエンドシール部35,36のどちらかをハサミで切れば容易に開封可能であるが、手で開封するにはエンドシール部35,36を強引に開封することになり、製品Wを傷めることがある。図8(a)に示すように、エンドシール部35に開封用のノッチ(切り込み)37を予め形成しておくことがあるが、包装シート30が斜めに切り開かれることもある。また、開封の際には、図8(b)に示すように、製品Wが柔らかい場合には、引き裂き38が進行するに伴って包装シート30と一緒に製品Wを傷める可能性も残っている(例えば特許文献1の段落6から段落7を参照のこと)。また、エンドシール部からの開封は袋断面サイズにすぎず、自由に取り出すに支障をきたしかねない不自由さがある欠点があった(例えば、特許文献2の段落7を参照のこと)。
【0004】
背貼り部が容易に剥離することで、開封ができれば、内部の製品も取り出しやすく、開封後においても一種の皿状の容器としても使用出来て使い勝手の良い商品充填密封袋と成り得る。しかしながら、この方法では以下のような難点がある。開封するには背貼り部の両側を掴んで外側に引かなければならないが、老齢者や子供には背貼り部の両側を掴むのは意外と難しい作業である。小袋やスティック状の袋の場合には、特に困難な作業となる。
【0005】
この背貼り部が容易に剥離することで、開封が可能となる方法の提案として特許文献2や特許文献3に示されるシールの背貼りに沿って開封が出来るように開封用テープを袋素材の両縁に重合するようにする方法がある。
【0006】
これらは、高価な開封テープを背貼り部の全域に使用する必要があり、ランニングコストが高い。また、テープを張り付けながら背貼りを行うため包装機械も特殊なものとなりイニシャルコストも高いものとなる(例えば特許文献2の図1参照のこと)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2006−273380号公報
【特許文献2】特開平6−183403号公報
【特許文献3】特開2006−111285号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
高価な開封テープを背貼り部の全域に使用することなく、通常の包装機械で製造でき、老齢者や子供でも、容易に背貼り部からの開封作業が行えて、開封後は一種の皿状の容器として使用できるピロー袋の包装形態及びその製造方法が求められている。
【課題を解決するための手段】
【0009】
請求項1に記載の発明は、フィルム搬送装置によってフィルムロールから帯状包装材が引き出されて下流に送られ、製筒器により筒状包装材に成形されながらフィルムが移送され、供給装置によって、前記筒状包装材内に被包装物が順次供給され、前記筒状包装材の長手方向の重合部分にセンタシールが施され、さらに、この筒状フィルム内の被包装物を挟むようにして前後部にそれぞれエンドシール装置によってエンドシールが施された後、切断が行われ、被包装物を内蔵した包装体が製造されるピロー包装体において、
前記筒状包装材に成形したときに重なり合う部分のそれぞれから直行方向に、開封用タグが延出した形態となることを特徴とする易開封ピロー包装体である。
【0010】
請求項1の易開封ピロー包装体は、完成した袋体の背貼り部分から直行方向に2つの開封用タグが延出しているので、開封用タグを掴み左右に広げることで、容易に背貼り部分が開封でき、開封後も背貼り部分のみが開いた一種の皿状の容器として使用できる。
【0011】
請求項2に記載の発明は、フィルム搬送装置によってフィルムロールから帯状包装材を引き出して下流に送り、製筒器により筒状包装材に成形しながらフィルムを移送し、供給装置によって、前記筒状包装材内に被包装物を順次供給し、前記筒状包装材の長手方向の重合部分にセンタシールを施し、さらに、この筒状フィルム内の被包装物を挟むようにして前後部にそれぞれエンドシール装置によってエンドシールを施して、切断を行うことによって、被包装物を内蔵した包装体を製造するピロー包装体の製造方法において、
前記製筒器の上流で、前記帯状包装材の両縁部に、舌片状のフィルムを前記縁部と直行する方向に貼り付けることにより、完成した袋体の長手方向の重合部分から直行方向に2つの開封用タグが延出した形態となることを特徴とする易開封ピロー包装体の製造方法である。
【0012】
請求項2の易開封ピロー包装体の製造方法によれば、製筒器より上流において、両縁部の前記筒状包装材に成形したときに重なり合う部分にそれぞれ舌片状のフィルムを貼り付けてから製袋するので、製筒器の上流にタグの貼り付け装置を設置するだけで、通常の包装機械を使用することができる。
【0013】
請求項3の発明は、請求項2に係わるものであり、前記センタシールを、前記筒状包装材の長手方向の縁部より奥まった位置に施すことにより前記筒状包装材の長手方向の縁部に未シール部分を形成した前記ピロー包装体において、
前記製筒器の上流で、前記帯状包装材の両縁部の前記筒状包装材に成形したときに前記未シールとなる部分に前記舌片状のフィルムを前記縁部と直行する方向に貼り付けることにより、完成した袋体の背貼り部分から直行方向に2つの開封用タグが延出した形態となることを特徴とする易開封ピロー包装体の製造方法である。
【0014】
請求項3の易開封ピロー包装体の製造方法によれば、開封用タグの貼り付け部分とピロー包装体のセンタシール部分が重なることがないので、センタシールが安定して行える。さらに、この製造方法によって製造された易開封ピロー包装体は、縁部に未シール部分があるので開封用タグを掴み左右に広げる開封作業がより容易に行える。
【0015】
請求項4の発明は、請求項2または請求項3の発明に係わるものであり、前記舌片状のフィルムの貼り付けが、加熱溶着によることを特徴とするに易開封ピロー包装体の製造方法である。
【0016】
請求項4の易開封ピロー包装体の製造方法によれば、前記舌片状のフィルムの貼り付けを加熱溶着によって行うことが好適である。
【発明の効果】
【0017】
本発明の易開封ピロー包装体の製造方法を用いれば、背貼り部に2つのタグを張り付けるだけなので、ランニングコストが低く抑えられ、また、帯状包装材のうちに背貼り予定部分に2つのタグを張り付けるだけなので包装機械も製筒器より下流は通常仕様の包装機械が使用できるのでイニシャルコストも低く抑えられる。また、本発明の易開封ピロー包装体は、背貼り部から直行方向に延出している2つのタグをそれぞれ掴み左右に引っ張ることで開封できるので、老齢者や子供でも、容易に開封作業が行え、さらに、開封後は背貼り部分のみが開いた一種の皿状の容器として使用できる。
【図面の簡単な説明】
【0018】
【図1】易開封ピロー包装体とその開封方法を説明する図である。
【図2】易開封ピロー包装体とその開封方法を説明する図である。
【図3】変形例の易開封ピロー包装体とその開封方法を説明する図である。
【図4】変形例の易開封ピロー包装体とその開封方法を説明する図である。
【図5】易開封ピロー包装体を製造する縦型製袋充填包装機の例を示す図である。
【図6】易開封ピロー包装体を製造する横型製袋充填包装機の例を示す図である。
【図7】センタシールの縁部に未シール部分を作るセンタシール装置の例を示す図である。
【図8】通常のピロー包装体を説明する図である。
【図9】通常のピロー包装体を製造する縦型製袋充填包装機の例を示す図である。
【図10】通常のピロー包装体を製造する横型製袋充填包装機の例を示す図である。
【発明を実施するための形態】
【0019】
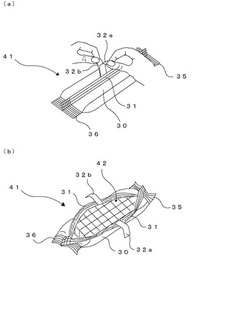
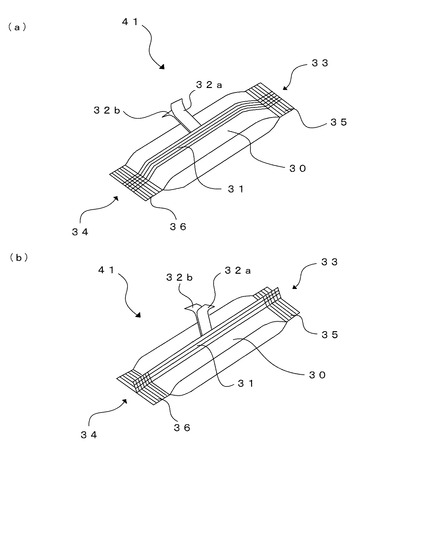
本発明の易開封ピロー包装体の実施例について図1及び図2を用いて説明する。図1(a)は本発明の易開封ピロー包装体41の斜視図である。図示しない帯状包装材を湾曲させて筒状にし、両縁部33,34を重ねあわせてセンタシールを施し、背貼り部31を形成し、被包装品を内部に投入又は搬入して被包装品の前後にエンドシールを施してその中間部を切断することで製造されたピロー包装体である。両端部33,34にエンドシール部35,36を形成され、中央に両端部35,36を結ぶように背貼り部31が形成されている。背貼り部31からは、直行方向に2つの開封用タグ32a,32bが延出している。開封用タグ32a,32bは、包装シート30の内側から貼り付けられている。
【0020】
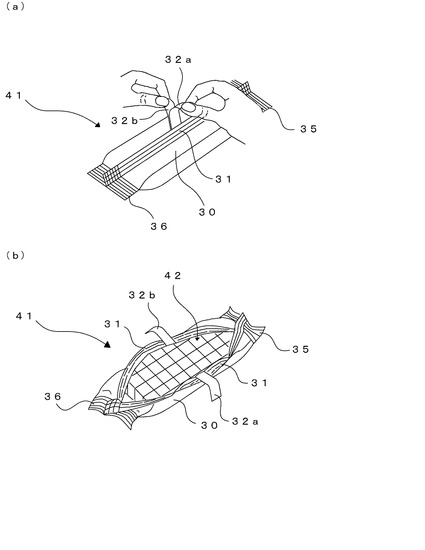
次に、この易開封ピロー包装体41の開封の手順について説明する。図1(b)に示すように、開封用タグ32a,32bを掴むため背貼り部31を起こす。背貼り部31を起こした後は、図2(a)に示すように、開封用タグ32a,32bをそれぞれ掴み左右に引くことで図2(b)に示すように背貼り部31が引きはがされ、易開封ピロー包装体41の上方に開口部42が形成される。これにより、開封後は背貼り部31のみが開いた一種の皿状の容器としては使用できる。開封作業は、開封用タグ32a,32bをそれぞれ掴み左右に引くだけなので、老齢者や子供でも、容易に開封作業が行える。
【0021】
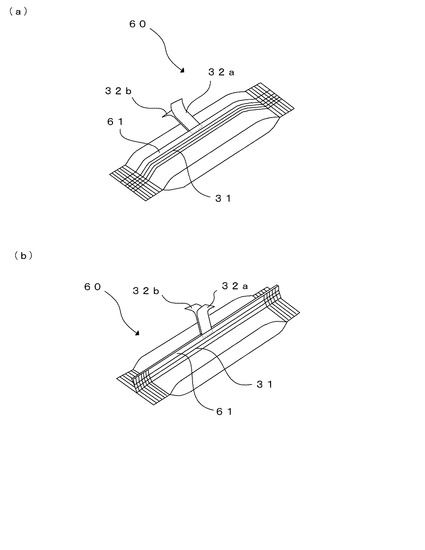
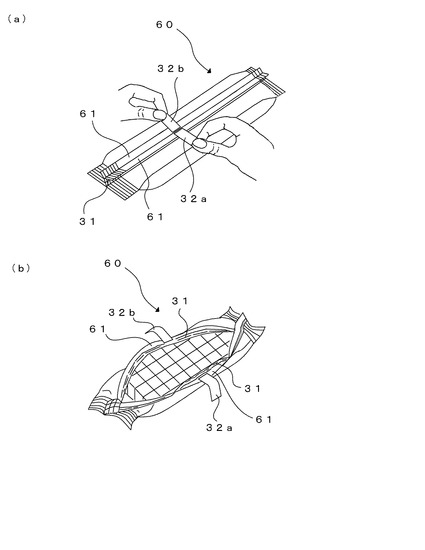
上記の易開封ピロー包装体41の変形例である変形例の易開封ピロー包装体60について図3及び図4を用いて説明する。変形例の易開封ピロー包装体60と易開封ピロー包装体41の違いは、センタシールの形態にある。易開封ピロー包装体41は、包装体の縁部までセンタシールが施され背貼り部31を形成しているのに対して、変形例の易開封ピロー包装体60の場合、包装体の縁部に未シール部分61があり、縁部より奥まったところからセンタシールが施され背貼り部31を形成している。開封用タグ32a,32bの貼り付け部分は、易開封ピロー包装体41の場合、背貼り部31の部分と重複しているが、変形例の易開封ピロー包装体60の場合、図4(a)、図4(b)に示すように未シール部分61に行われているので、背貼り部31の部分と重複することがない。
【0022】
変形例の易開封ピロー包装体60は、開封用タグ32a,32bの貼り付け部分とセンタシールの実施部分が重複しないので、センタシールの実施が均一に行える。また、図3(b)及び図4(a)に示すように、未シール部分61があることで、開封用タグ32a,32bをそれぞれ掴み左右に引く作業がより容易に行える。
【0023】
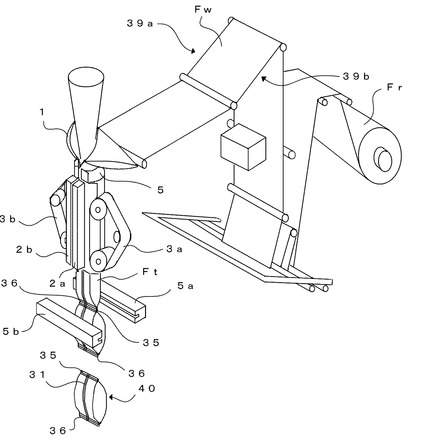
この易開封ピロー包装体41の製造方法について説明する。ピロー包装体は、縦型製袋充填包装機または横型製袋充填包装機で製造される。まず、縦型製袋充填包装機で易開封ピロー包装体41を製造する方法について図5と図9を用いて説明する。図5は、易開封ピロー包装体41を製造する縦型製袋充填包装機の概略図であり、図9は通常のピロー包装体40を製造する縦型製袋充填包装機の概略図である。図9に示すように、通常の縦型製袋充填包装機はフィルムロールFrから帯状包装材Fwが一対の紙送りベルト3a,3bにより引き出され下流に送られ、製筒器1により湾曲され製袋充填筒5に巻き付けて両縁部39a,39bを重ねあわせて筒状包装材Ftを成形し、センタシール装置2a,2bにより重ねあわせた両縁部39a,39bにセンタシールを施して背貼り部31を形成し、製袋充填筒5の内部を通じて被包装品が投入され、被包装品の前後にエンドシール装置4a,4bによりエンドシールが施され、エンドシールの中間付近を切断することで、袋の両端にエンドシール部35,36と中央部に背貼り部31を持つピロー包装体40を製造する。図5に示す、本実施例の易開封ピロー包装体41を製造する縦型製袋充填包装機は、製筒器1の上流に、開封用タグ貼り付け装置50を配設して、開封用タグ32a,32bを帯状包装材Fwの両縁部33,34に貼り付けた後通常の製袋充填作業を実施し、易開封ピロー包装体41を製造する。図5と図9を比較して解るように縦型製袋充填包装機自体はなんら変わることなく製筒器1の上流に、開封用タグ貼り付け装置50が配設されるか否かの違いだけである。従って、縦型製袋充填包装機自体にはなんら変更を加えることなく標準仕様のまま使用することができる。また、開封用タグ貼り付け装置50を作動させなければ、通常のピロー包装体40を製造することが可能であり、通常のピロー包装体40の製造と易開封ピロー包装体41の製造を兼用して行うことができる。
【0024】
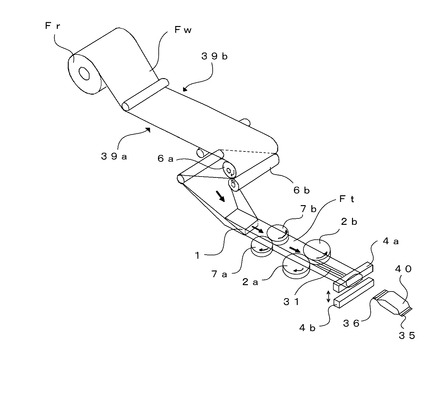
次に、横型製袋充填包装機で易開封ピロー包装体41を製造する方法について図6と図10を用いて説明する。図6は、易開封ピロー包装体41を製造する横型製袋充填包装機の概略図であり、図10は通常のピロー包装体40を製造する横型製袋充填包装機の概略図である。図10に示すように、通常の横型製袋充填包装機はフィルムロールFrから帯状包装材Fwが一対の製筒器1の上流に位置する紙送りローラ6a,6bと製筒器1の下流に位置する紙引きローラ7a,7bの協働により引き出され下流に送られ、製筒器1により湾曲され両縁部39a,39bを重ねあわせて筒状包装材Ftを成形し、センタシール装置2a,2bにより重ねあわせた両縁部39a,39bにセンタシールを施して背貼り部31を形成し、図示しない供給装置により被包装品が筒状包装材Ftの内部に搬入され、被包装品の前後にエンドシール装置4a,4bによりエンドシールが施され、エンドシールの中間付近を切断することで、袋の両端にエンドシール部35,36と中央部に背貼り部31を持つピロー包装体40を製造する。図10に示す、本実施例の易開封ピロー包装体41を製造する横型製袋充填包装機は、紙送りローラ6a,6bの上流に、開封用タグ貼り付け装置50を配設して、開封用タグ32a,32bを帯状包装材Fwの両縁部39a,39bに貼り付けた後通常の製袋充填作業を実施し、易開封ピロー包装体41を製造する。図6と図10を比較して解るように横型製袋充填包装機自体はなんら変わることなく紙送りローラ6a,6bの上流に、開封用タグ貼り付け装置50が配設されるか否かの違いだけである。従って、縦型製袋充填包装機自体にはなんら変更を加えることなく標準仕様のまま使用することができる。また、開封用タグ貼り付け装置50を作動させなければ、通常のピロー包装体40を製造することが可能であり、通常のピロー包装体40の製造と易開封ピロー包装体41の製造を兼用して行うことができる。
【0025】
また、変形例の易開封ピロー包装体60を製造する場合、センタシール装置2a,2bのシール面の形状を変更することで、容易に実施できる。変形例の易開封ピロー包装体60は、図3(b)または図4(a)に示すように包装体の縁部に未シール部分61ができるように製袋すればよいので、図7に示すようなシール面8の幅の狭いセンタシール装置2a,2bを用いることで製造できる。図7(a)は縦型製袋充填包装機のセンタシール部分の断面図であり、図7(b)は横型製袋充填包装機のセンタシール部分の断面図である。
【0026】
以上のように、本発明の易開封ピロー包装体の製造方法を用いれば、帯状包装材Fwのうちに背貼り予定部分に開封用タグ貼り付け装置50により開封用タグ32a,32bを張り付けるだけなので包装機械も通常仕様の包装機械が使用できるのでイニシャルコストも低く抑えられる。
【0027】
なお、本実施例における開封用タグ貼り付け装置50は熱シールにより開封用タグ32a,32bを張り付けているが、熱シール以外の方法で貼り付けることももちろん可能である。
【符号の説明】
【0028】
1 製筒器 2a,2b センタシール装置
3a、3b 紙送りベルト 4a,4b エンドシール装置
5 製袋充填筒 6a,6b 紙送りローラ
7a,7b 紙引きローラ 8 シール面
30 包装シート 31 背貼り部
32a,32b 開封用タグ
33,34 両端部 35,36 エンドシール部
37 開封用のノッチ(切り込み) 38 引き裂き
39a,39b 両縁部 40 ピロー包装体
41 易開封ピロー包装体 42 開口部
50 開封用タグ貼り付け装置
60 変形例の易開封ピロー包装体 61 未シール部分
【技術分野】
【0001】
本発明は、開封容易なピロー包装体及びその製造方法に関する。
【背景技術】
【0002】
樹脂フィルムを使用したピロー包装は、簡便な方法で商品を密封することができ、かつ開封の有無を容易に確認することができるため、食品や店舗に陳列される商品等で広く利用されている。このような包装に使用される樹脂フィルムには、ポリ塩化ビニル樹脂、ポリエチレン樹脂及びポリプロピレン樹脂などの機械的強度に優れ、破れにくい材料が使用されている。この包装用樹脂フィルムにおける破れにくいという特徴は、包装時の作業性及び包装後の取扱性の面では長所となるが、その一方で、包装体が開封しにくいという短所にもなる。
【0003】
ピロー包装体の開封の様子が、図8に示されている。ピロー包装体40を開封するには、両端部33,34のエンドシール部35,36のどちらかをハサミで切れば容易に開封可能であるが、手で開封するにはエンドシール部35,36を強引に開封することになり、製品Wを傷めることがある。図8(a)に示すように、エンドシール部35に開封用のノッチ(切り込み)37を予め形成しておくことがあるが、包装シート30が斜めに切り開かれることもある。また、開封の際には、図8(b)に示すように、製品Wが柔らかい場合には、引き裂き38が進行するに伴って包装シート30と一緒に製品Wを傷める可能性も残っている(例えば特許文献1の段落6から段落7を参照のこと)。また、エンドシール部からの開封は袋断面サイズにすぎず、自由に取り出すに支障をきたしかねない不自由さがある欠点があった(例えば、特許文献2の段落7を参照のこと)。
【0004】
背貼り部が容易に剥離することで、開封ができれば、内部の製品も取り出しやすく、開封後においても一種の皿状の容器としても使用出来て使い勝手の良い商品充填密封袋と成り得る。しかしながら、この方法では以下のような難点がある。開封するには背貼り部の両側を掴んで外側に引かなければならないが、老齢者や子供には背貼り部の両側を掴むのは意外と難しい作業である。小袋やスティック状の袋の場合には、特に困難な作業となる。
【0005】
この背貼り部が容易に剥離することで、開封が可能となる方法の提案として特許文献2や特許文献3に示されるシールの背貼りに沿って開封が出来るように開封用テープを袋素材の両縁に重合するようにする方法がある。
【0006】
これらは、高価な開封テープを背貼り部の全域に使用する必要があり、ランニングコストが高い。また、テープを張り付けながら背貼りを行うため包装機械も特殊なものとなりイニシャルコストも高いものとなる(例えば特許文献2の図1参照のこと)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2006−273380号公報
【特許文献2】特開平6−183403号公報
【特許文献3】特開2006−111285号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
高価な開封テープを背貼り部の全域に使用することなく、通常の包装機械で製造でき、老齢者や子供でも、容易に背貼り部からの開封作業が行えて、開封後は一種の皿状の容器として使用できるピロー袋の包装形態及びその製造方法が求められている。
【課題を解決するための手段】
【0009】
請求項1に記載の発明は、フィルム搬送装置によってフィルムロールから帯状包装材が引き出されて下流に送られ、製筒器により筒状包装材に成形されながらフィルムが移送され、供給装置によって、前記筒状包装材内に被包装物が順次供給され、前記筒状包装材の長手方向の重合部分にセンタシールが施され、さらに、この筒状フィルム内の被包装物を挟むようにして前後部にそれぞれエンドシール装置によってエンドシールが施された後、切断が行われ、被包装物を内蔵した包装体が製造されるピロー包装体において、
前記筒状包装材に成形したときに重なり合う部分のそれぞれから直行方向に、開封用タグが延出した形態となることを特徴とする易開封ピロー包装体である。
【0010】
請求項1の易開封ピロー包装体は、完成した袋体の背貼り部分から直行方向に2つの開封用タグが延出しているので、開封用タグを掴み左右に広げることで、容易に背貼り部分が開封でき、開封後も背貼り部分のみが開いた一種の皿状の容器として使用できる。
【0011】
請求項2に記載の発明は、フィルム搬送装置によってフィルムロールから帯状包装材を引き出して下流に送り、製筒器により筒状包装材に成形しながらフィルムを移送し、供給装置によって、前記筒状包装材内に被包装物を順次供給し、前記筒状包装材の長手方向の重合部分にセンタシールを施し、さらに、この筒状フィルム内の被包装物を挟むようにして前後部にそれぞれエンドシール装置によってエンドシールを施して、切断を行うことによって、被包装物を内蔵した包装体を製造するピロー包装体の製造方法において、
前記製筒器の上流で、前記帯状包装材の両縁部に、舌片状のフィルムを前記縁部と直行する方向に貼り付けることにより、完成した袋体の長手方向の重合部分から直行方向に2つの開封用タグが延出した形態となることを特徴とする易開封ピロー包装体の製造方法である。
【0012】
請求項2の易開封ピロー包装体の製造方法によれば、製筒器より上流において、両縁部の前記筒状包装材に成形したときに重なり合う部分にそれぞれ舌片状のフィルムを貼り付けてから製袋するので、製筒器の上流にタグの貼り付け装置を設置するだけで、通常の包装機械を使用することができる。
【0013】
請求項3の発明は、請求項2に係わるものであり、前記センタシールを、前記筒状包装材の長手方向の縁部より奥まった位置に施すことにより前記筒状包装材の長手方向の縁部に未シール部分を形成した前記ピロー包装体において、
前記製筒器の上流で、前記帯状包装材の両縁部の前記筒状包装材に成形したときに前記未シールとなる部分に前記舌片状のフィルムを前記縁部と直行する方向に貼り付けることにより、完成した袋体の背貼り部分から直行方向に2つの開封用タグが延出した形態となることを特徴とする易開封ピロー包装体の製造方法である。
【0014】
請求項3の易開封ピロー包装体の製造方法によれば、開封用タグの貼り付け部分とピロー包装体のセンタシール部分が重なることがないので、センタシールが安定して行える。さらに、この製造方法によって製造された易開封ピロー包装体は、縁部に未シール部分があるので開封用タグを掴み左右に広げる開封作業がより容易に行える。
【0015】
請求項4の発明は、請求項2または請求項3の発明に係わるものであり、前記舌片状のフィルムの貼り付けが、加熱溶着によることを特徴とするに易開封ピロー包装体の製造方法である。
【0016】
請求項4の易開封ピロー包装体の製造方法によれば、前記舌片状のフィルムの貼り付けを加熱溶着によって行うことが好適である。
【発明の効果】
【0017】
本発明の易開封ピロー包装体の製造方法を用いれば、背貼り部に2つのタグを張り付けるだけなので、ランニングコストが低く抑えられ、また、帯状包装材のうちに背貼り予定部分に2つのタグを張り付けるだけなので包装機械も製筒器より下流は通常仕様の包装機械が使用できるのでイニシャルコストも低く抑えられる。また、本発明の易開封ピロー包装体は、背貼り部から直行方向に延出している2つのタグをそれぞれ掴み左右に引っ張ることで開封できるので、老齢者や子供でも、容易に開封作業が行え、さらに、開封後は背貼り部分のみが開いた一種の皿状の容器として使用できる。
【図面の簡単な説明】
【0018】
【図1】易開封ピロー包装体とその開封方法を説明する図である。
【図2】易開封ピロー包装体とその開封方法を説明する図である。
【図3】変形例の易開封ピロー包装体とその開封方法を説明する図である。
【図4】変形例の易開封ピロー包装体とその開封方法を説明する図である。
【図5】易開封ピロー包装体を製造する縦型製袋充填包装機の例を示す図である。
【図6】易開封ピロー包装体を製造する横型製袋充填包装機の例を示す図である。
【図7】センタシールの縁部に未シール部分を作るセンタシール装置の例を示す図である。
【図8】通常のピロー包装体を説明する図である。
【図9】通常のピロー包装体を製造する縦型製袋充填包装機の例を示す図である。
【図10】通常のピロー包装体を製造する横型製袋充填包装機の例を示す図である。
【発明を実施するための形態】
【0019】
本発明の易開封ピロー包装体の実施例について図1及び図2を用いて説明する。図1(a)は本発明の易開封ピロー包装体41の斜視図である。図示しない帯状包装材を湾曲させて筒状にし、両縁部33,34を重ねあわせてセンタシールを施し、背貼り部31を形成し、被包装品を内部に投入又は搬入して被包装品の前後にエンドシールを施してその中間部を切断することで製造されたピロー包装体である。両端部33,34にエンドシール部35,36を形成され、中央に両端部35,36を結ぶように背貼り部31が形成されている。背貼り部31からは、直行方向に2つの開封用タグ32a,32bが延出している。開封用タグ32a,32bは、包装シート30の内側から貼り付けられている。
【0020】
次に、この易開封ピロー包装体41の開封の手順について説明する。図1(b)に示すように、開封用タグ32a,32bを掴むため背貼り部31を起こす。背貼り部31を起こした後は、図2(a)に示すように、開封用タグ32a,32bをそれぞれ掴み左右に引くことで図2(b)に示すように背貼り部31が引きはがされ、易開封ピロー包装体41の上方に開口部42が形成される。これにより、開封後は背貼り部31のみが開いた一種の皿状の容器としては使用できる。開封作業は、開封用タグ32a,32bをそれぞれ掴み左右に引くだけなので、老齢者や子供でも、容易に開封作業が行える。
【0021】
上記の易開封ピロー包装体41の変形例である変形例の易開封ピロー包装体60について図3及び図4を用いて説明する。変形例の易開封ピロー包装体60と易開封ピロー包装体41の違いは、センタシールの形態にある。易開封ピロー包装体41は、包装体の縁部までセンタシールが施され背貼り部31を形成しているのに対して、変形例の易開封ピロー包装体60の場合、包装体の縁部に未シール部分61があり、縁部より奥まったところからセンタシールが施され背貼り部31を形成している。開封用タグ32a,32bの貼り付け部分は、易開封ピロー包装体41の場合、背貼り部31の部分と重複しているが、変形例の易開封ピロー包装体60の場合、図4(a)、図4(b)に示すように未シール部分61に行われているので、背貼り部31の部分と重複することがない。
【0022】
変形例の易開封ピロー包装体60は、開封用タグ32a,32bの貼り付け部分とセンタシールの実施部分が重複しないので、センタシールの実施が均一に行える。また、図3(b)及び図4(a)に示すように、未シール部分61があることで、開封用タグ32a,32bをそれぞれ掴み左右に引く作業がより容易に行える。
【0023】
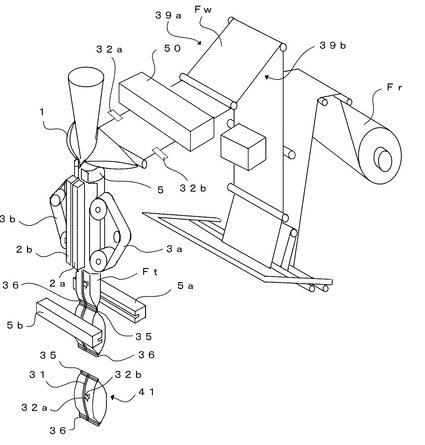
この易開封ピロー包装体41の製造方法について説明する。ピロー包装体は、縦型製袋充填包装機または横型製袋充填包装機で製造される。まず、縦型製袋充填包装機で易開封ピロー包装体41を製造する方法について図5と図9を用いて説明する。図5は、易開封ピロー包装体41を製造する縦型製袋充填包装機の概略図であり、図9は通常のピロー包装体40を製造する縦型製袋充填包装機の概略図である。図9に示すように、通常の縦型製袋充填包装機はフィルムロールFrから帯状包装材Fwが一対の紙送りベルト3a,3bにより引き出され下流に送られ、製筒器1により湾曲され製袋充填筒5に巻き付けて両縁部39a,39bを重ねあわせて筒状包装材Ftを成形し、センタシール装置2a,2bにより重ねあわせた両縁部39a,39bにセンタシールを施して背貼り部31を形成し、製袋充填筒5の内部を通じて被包装品が投入され、被包装品の前後にエンドシール装置4a,4bによりエンドシールが施され、エンドシールの中間付近を切断することで、袋の両端にエンドシール部35,36と中央部に背貼り部31を持つピロー包装体40を製造する。図5に示す、本実施例の易開封ピロー包装体41を製造する縦型製袋充填包装機は、製筒器1の上流に、開封用タグ貼り付け装置50を配設して、開封用タグ32a,32bを帯状包装材Fwの両縁部33,34に貼り付けた後通常の製袋充填作業を実施し、易開封ピロー包装体41を製造する。図5と図9を比較して解るように縦型製袋充填包装機自体はなんら変わることなく製筒器1の上流に、開封用タグ貼り付け装置50が配設されるか否かの違いだけである。従って、縦型製袋充填包装機自体にはなんら変更を加えることなく標準仕様のまま使用することができる。また、開封用タグ貼り付け装置50を作動させなければ、通常のピロー包装体40を製造することが可能であり、通常のピロー包装体40の製造と易開封ピロー包装体41の製造を兼用して行うことができる。
【0024】
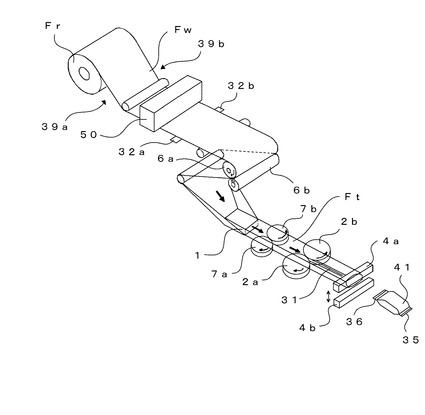
次に、横型製袋充填包装機で易開封ピロー包装体41を製造する方法について図6と図10を用いて説明する。図6は、易開封ピロー包装体41を製造する横型製袋充填包装機の概略図であり、図10は通常のピロー包装体40を製造する横型製袋充填包装機の概略図である。図10に示すように、通常の横型製袋充填包装機はフィルムロールFrから帯状包装材Fwが一対の製筒器1の上流に位置する紙送りローラ6a,6bと製筒器1の下流に位置する紙引きローラ7a,7bの協働により引き出され下流に送られ、製筒器1により湾曲され両縁部39a,39bを重ねあわせて筒状包装材Ftを成形し、センタシール装置2a,2bにより重ねあわせた両縁部39a,39bにセンタシールを施して背貼り部31を形成し、図示しない供給装置により被包装品が筒状包装材Ftの内部に搬入され、被包装品の前後にエンドシール装置4a,4bによりエンドシールが施され、エンドシールの中間付近を切断することで、袋の両端にエンドシール部35,36と中央部に背貼り部31を持つピロー包装体40を製造する。図10に示す、本実施例の易開封ピロー包装体41を製造する横型製袋充填包装機は、紙送りローラ6a,6bの上流に、開封用タグ貼り付け装置50を配設して、開封用タグ32a,32bを帯状包装材Fwの両縁部39a,39bに貼り付けた後通常の製袋充填作業を実施し、易開封ピロー包装体41を製造する。図6と図10を比較して解るように横型製袋充填包装機自体はなんら変わることなく紙送りローラ6a,6bの上流に、開封用タグ貼り付け装置50が配設されるか否かの違いだけである。従って、縦型製袋充填包装機自体にはなんら変更を加えることなく標準仕様のまま使用することができる。また、開封用タグ貼り付け装置50を作動させなければ、通常のピロー包装体40を製造することが可能であり、通常のピロー包装体40の製造と易開封ピロー包装体41の製造を兼用して行うことができる。
【0025】
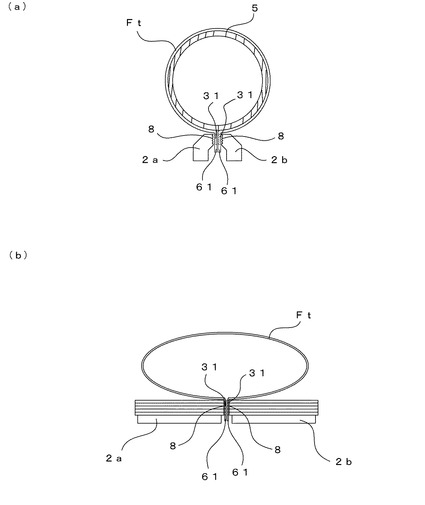
また、変形例の易開封ピロー包装体60を製造する場合、センタシール装置2a,2bのシール面の形状を変更することで、容易に実施できる。変形例の易開封ピロー包装体60は、図3(b)または図4(a)に示すように包装体の縁部に未シール部分61ができるように製袋すればよいので、図7に示すようなシール面8の幅の狭いセンタシール装置2a,2bを用いることで製造できる。図7(a)は縦型製袋充填包装機のセンタシール部分の断面図であり、図7(b)は横型製袋充填包装機のセンタシール部分の断面図である。
【0026】
以上のように、本発明の易開封ピロー包装体の製造方法を用いれば、帯状包装材Fwのうちに背貼り予定部分に開封用タグ貼り付け装置50により開封用タグ32a,32bを張り付けるだけなので包装機械も通常仕様の包装機械が使用できるのでイニシャルコストも低く抑えられる。
【0027】
なお、本実施例における開封用タグ貼り付け装置50は熱シールにより開封用タグ32a,32bを張り付けているが、熱シール以外の方法で貼り付けることももちろん可能である。
【符号の説明】
【0028】
1 製筒器 2a,2b センタシール装置
3a、3b 紙送りベルト 4a,4b エンドシール装置
5 製袋充填筒 6a,6b 紙送りローラ
7a,7b 紙引きローラ 8 シール面
30 包装シート 31 背貼り部
32a,32b 開封用タグ
33,34 両端部 35,36 エンドシール部
37 開封用のノッチ(切り込み) 38 引き裂き
39a,39b 両縁部 40 ピロー包装体
41 易開封ピロー包装体 42 開口部
50 開封用タグ貼り付け装置
60 変形例の易開封ピロー包装体 61 未シール部分
【特許請求の範囲】
【請求項1】
フィルム搬送装置によってフィルムロールから帯状包装材が引き出されて下流に送られ、製筒器により筒状包装材に成形されながらフィルムが移送され、供給装置によって、前記筒状包装材内に被包装物が順次供給され、前記筒状包装材の長手方向の重合部分にセンタシールが施され、さらに、この筒状フィルム内の被包装物を挟むようにして前後部にそれぞれエンドシール装置によってエンドシールが施された後、切断が行われ、被包装物を内蔵した包装体が製造されるピロー包装体において、
前記筒状包装材に成形したときに重なり合う部分のそれぞれから直行方向に、開封用タグが延出した形態となることを特徴とする易開封ピロー包装体。
【請求項2】
フィルム搬送装置によってフィルムロールから帯状包装材を引き出して下流に送り、製筒器により筒状包装材に成形しながらフィルムを移送し、供給装置によって、前記筒状包装材内に被包装物を順次供給し、前記筒状包装材の長手方向の重合部分にセンタシールを施し、さらに、この筒状フィルム内の被包装物を挟むようにして前後部にそれぞれエンドシール装置によってエンドシールを施して、切断を行うことによって、被包装物を内蔵した包装体を製造するピロー包装体の製造方法において、
前記製筒器の上流で、前記帯状包装材の両縁部に、舌片状のフィルムを前記縁部と直行する方向に貼り付けることにより、完成した袋体の長手方向の重合部分から直行方向に2つの開封用タグが延出した形態となることを特徴とする易開封ピロー包装体の製造方法。
【請求項3】
前記センタシールを、前記筒状包装材の長手方向の縁部より奥まった位置に施すことにより前記筒状包装材の長手方向の縁部に未シール部分を形成した前記ピロー包装体において、
前記製筒器の上流で、前記帯状包装材の両縁部の前記筒状包装材に成形したときに前記未シールとなる部分に前記舌片状のフィルムを前記縁部と直行する方向に貼り付けることにより、完成した袋体の背貼り部分から直行方向に2つの開封用タグが延出した形態となることを特徴とする請求項2に記載の易開封ピロー包装体の製造方法。
【請求項4】
前記舌片状のフィルムの貼り付けが、加熱溶着によることを特徴とする請求項2または請求項3に記載の易開封ピロー包装体の製造方法。
【請求項1】
フィルム搬送装置によってフィルムロールから帯状包装材が引き出されて下流に送られ、製筒器により筒状包装材に成形されながらフィルムが移送され、供給装置によって、前記筒状包装材内に被包装物が順次供給され、前記筒状包装材の長手方向の重合部分にセンタシールが施され、さらに、この筒状フィルム内の被包装物を挟むようにして前後部にそれぞれエンドシール装置によってエンドシールが施された後、切断が行われ、被包装物を内蔵した包装体が製造されるピロー包装体において、
前記筒状包装材に成形したときに重なり合う部分のそれぞれから直行方向に、開封用タグが延出した形態となることを特徴とする易開封ピロー包装体。
【請求項2】
フィルム搬送装置によってフィルムロールから帯状包装材を引き出して下流に送り、製筒器により筒状包装材に成形しながらフィルムを移送し、供給装置によって、前記筒状包装材内に被包装物を順次供給し、前記筒状包装材の長手方向の重合部分にセンタシールを施し、さらに、この筒状フィルム内の被包装物を挟むようにして前後部にそれぞれエンドシール装置によってエンドシールを施して、切断を行うことによって、被包装物を内蔵した包装体を製造するピロー包装体の製造方法において、
前記製筒器の上流で、前記帯状包装材の両縁部に、舌片状のフィルムを前記縁部と直行する方向に貼り付けることにより、完成した袋体の長手方向の重合部分から直行方向に2つの開封用タグが延出した形態となることを特徴とする易開封ピロー包装体の製造方法。
【請求項3】
前記センタシールを、前記筒状包装材の長手方向の縁部より奥まった位置に施すことにより前記筒状包装材の長手方向の縁部に未シール部分を形成した前記ピロー包装体において、
前記製筒器の上流で、前記帯状包装材の両縁部の前記筒状包装材に成形したときに前記未シールとなる部分に前記舌片状のフィルムを前記縁部と直行する方向に貼り付けることにより、完成した袋体の背貼り部分から直行方向に2つの開封用タグが延出した形態となることを特徴とする請求項2に記載の易開封ピロー包装体の製造方法。
【請求項4】
前記舌片状のフィルムの貼り付けが、加熱溶着によることを特徴とする請求項2または請求項3に記載の易開封ピロー包装体の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2012−240712(P2012−240712A)
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願番号】特願2011−112976(P2011−112976)
【出願日】平成23年5月20日(2011.5.20)
【出願人】(000148162)株式会社川島製作所 (90)
【Fターム(参考)】
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願日】平成23年5月20日(2011.5.20)
【出願人】(000148162)株式会社川島製作所 (90)
【Fターム(参考)】
[ Back to top ]