
易開封性、透明性、およびガスバリア性を有する多層積層フィルム

【課題】容器の蓋材として使用したときに開封性、透明性、ガスバリア性に優れ、さらにピール部の糸引きなどのない、実用性と美観を両立した多層積層フィルムおよびそれを蓋材に用いた包装容器を提供する。
【解決手段】シール樹脂層(A)(1)、その上に順に積層された基材樹脂層(B)(2)および基材樹脂層(C)(3)を有する多層積層フィルムであって、(A)は、(i)密度が0.915〜0.930g/cm3の低密度ポリエチレンまたはエチレン−α−オレフィン共重合体90〜30重量部と(ii)密度が0.850〜0.89g/cm3のプロピレンエラストマー10〜70重量部からなり、(i)と(ii)の合計は100重量部であり、(B)は、エチレン・無水マレイン酸グラフト重合体またはプロピレン・無水マレイン酸グラフト重合体からなり、(C)は、エチレン・ビニルアルコール共重合体からなることを特徴とする多層積層フィルム。
【解決手段】シール樹脂層(A)(1)、その上に順に積層された基材樹脂層(B)(2)および基材樹脂層(C)(3)を有する多層積層フィルムであって、(A)は、(i)密度が0.915〜0.930g/cm3の低密度ポリエチレンまたはエチレン−α−オレフィン共重合体90〜30重量部と(ii)密度が0.850〜0.89g/cm3のプロピレンエラストマー10〜70重量部からなり、(i)と(ii)の合計は100重量部であり、(B)は、エチレン・無水マレイン酸グラフト重合体またはプロピレン・無水マレイン酸グラフト重合体からなり、(C)は、エチレン・ビニルアルコール共重合体からなることを特徴とする多層積層フィルム。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、軟包装の分野で、主に食品、化成品等の包装容器の蓋材に使用される多層積層フィルムであって、易開封性、透明性に優れ、食品の長期保存に必要なガスバリア性を有し、さらにピール部の糸引きなどが少ない、実用性と美観を両立した多層積層フィルムおよびそれを蓋材に用いた包装容器に関するものである。
【背景技術】
【0002】
近年、包装容器は内容物保護や保存のために密封性を十分に満足するだけでなく、さらに消費時に容易に開封できる易開封性(イージーピール性)が要求されている。そして、実用的な密封性と易開封性を兼ね備えた包装フィルムとして各種の提案がされている。
例えば、易開封性を目的としたフィルムとして、各種アクリル酸共重合体とポリエチレン等とのブレンド層の2層からなるヒートシール性積層フィルム(特許文献1参照)、ポリプロピレンからなる基材層に、ポリブテン、ポリプロピレン、ポリエチレンの3成分系ブレンド層を積層したフィルム(特許文献2参照)、メタクリル酸共重合体とポリプロピレンとの混合物からなる層とポリエチレンのシーラント層を有する多層フィルム(特許文献3参照)、ポリプロピレンよりなる基材層、およびポリブテンとポリエチレンとポリプロピレンとのブレンド層の2層からなるイージーピールフィルム(特許文献4参照)が知られている。
【特許文献1】特開平5−212835号公報
【特許文献2】特開平6−328639号公報
【特許文献3】特開2002−283513号公報
【特許文献4】特開平6−328639号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、従来の易開封性を目的としたフィルムは、材料コストが高く、製膜条件における自由度(ブレンド条件など)が低く、低温シール性を向上させる目的等で配合されるポリブテンは糸引きなどの原因にもなり得るものであり、剥離面の美観の点でも十分ではなかった。さらに、これらのフィルムは、食品の長期保存に必要なガスバリア性を有しないため、新たにガスバリア性フィルムをラミネートする必要があった。また、店頭ディスプレイ時の商品イメージアップの観点や製品購入前に内容物の外観を確認したいという消費者要請の観点から、透明性が高く、内容物視認性に優れた蓋材材料の開発が強く望まれていた。
【課題を解決するための手段】
【0004】
そこで、本発明者は上記の問題点を解決すべく種々検討の結果、包装容器の蓋材用の多層積層フィルムにおいて、シール樹脂層(A)を構成する材料として、汎用廉価な低密度ポリエチレン、エチレン−α−オレフィン共重合体、プロピレンエラストマーを使用し、前記シール樹脂層を(i)低密度ポリエチレン、またはエチレン−α−オレフィン共重合体と、(ii)プロピレンエラストマーからなる2成分系により構成すること、基材樹脂層(B)としてエチレン・無水マレイン酸グラフト重合体またはプロピレン・無水マレイン酸グラフト重合体を使用し、さらに基材樹脂層(C)として、エチレン・ビニルアルコール共重合体を使用することにより、所望の剥離強度が得られること、前記多層フィルムに透明性とガスバリア性を付与できること、剥離後の糸引きを軽減または抑止できることを見出し、優れた易開封性、内容物視認性、内容物保存性を有し、かつ剥離面が美麗な包装容器の蓋材用多層積層フィルムを開発した。
【0005】
すなわち、本発明は、以下の(1)〜(8)に示す発明を包含するものである。
(1)シール樹脂層(A)、ならびにその上に順に積層された基材樹脂層(B)および基材樹脂層(C)を有する多層積層フィルムであって、
シール樹脂層(A)は、(i)密度が0.915〜0.930g/cm3の低密度ポリエチレンまたはエチレン−α−オレフィン共重合体90〜30重量部と(ii)密度が0.850〜0.89g/cm3のプロピレンエラストマー10〜70重量部からなり、ここで(i)と(ii)の合計は100重量部であり、
基材樹脂層(B)は、エチレン・無水マレイン酸グラフト重合体またはプロピレン・無水マレイン酸グラフト重合体からなり、
基材樹脂層(C)は、エチレン・ビニルアルコール共重合体からなり、そして
前記シール樹脂層(A)の層厚が、1〜20μmであり、前記基材樹脂層(B)の層厚が1〜20μmであり、前記基材樹脂層(B)の層厚が10〜30μmであって、さらに前記基材樹脂層(B)と基材樹脂層(C)との層厚の合計が30〜50μmであることを特徴とする多層積層フィルム。
【0006】
(2)シール樹脂層(A)に用いるプロピレンエラストマーが、エチレン・プロピレンランダム共重合体であり、かつMFR(230℃)が、1〜12g/10分であることを特徴とする(1)の多層積層フィルム。
(3)シール樹脂層(A)とは反対側の、基材樹脂層(C)の表面に、延伸フィルムおよび無機酸化物を蒸着した延伸フィルムから選択される蓋材基材層(D)が1層または2層さらに積層されていることを特徴とする、(1)または(2)の多層積層フィルム。
【0007】
(4)無機酸化物が、アルミナ、またはシリカである(3)の多層積層フィルム。
(5)JIS K 7126に準拠した方法で測定した場合の多層積層フィルムの酸素透過度が、3.0cc/m2・day・atm以下であることを特徴とする(3)または(4)の多層積層フィルム。
(6)多層積層フィルムのヘイズ値が、40%以下であることを特徴とする(3)〜(5)のいずれかの多層積層フィルム。
(7)(3)〜(6)のいずれの多層積層フィルムを蓋材として用いる包装容器であって、該蓋材のシール樹脂層(A)が、ポリエチレンで形成された容器の開口部に接するように重ねられた状態でヒートシールされ、開封時に蓋材のシール樹脂層(A)が凝集破壊して開封される包装容器。
(8)インフレーション製膜法を用いることを特徴とする(1)または(2)の多層積層フィルムの製造方法。
【発明の効果】
【0008】
本発明の多層積層フィルムは、易開封性、透明性、ガスバリア性に優れると共に、剥離面が美麗であるので、これを蓋材として使用した容器は、実用性と美観性の両面において優れたものである。
【0009】
すなわち、本発明の多層積層フィルムは、シール樹脂層(A)が非相溶の汎用樹脂2成分系から成っており、この層のブレンド比率やMFR(メルトマスフローレイト)をコントロールすることで海島構造が制御でき、適当な凝集破壊強度を達成することができるので、剥離後の糸引きを軽減または抑止して、優れた易開封性を有し、開封後の剥離面が美麗な包装容器の蓋材用多層積層フィルムを提供することができる。また、本発明においては、シール樹脂層(A)に低密度ポリエチレンを使用するので、本発明の多層積層フィルムは優れた透明性を有する。さらに、基材樹脂層(C)として、ガスバリア性、特に酸素バリア性に優れたエチレン・ビニルアルコール共重合体を使用することから、本発明の多層積層フィルムは、内容物の長期保存に適したものである。
【0010】
また、本発明の多層積層フィルムは、当業者に既知の種々の方法により製造することができるが、小ロットの場合においても安価に製造することができるインフレーション製膜法によっても好適に製造することができる。インフレーション製膜法は、多種少量型製造に適した製膜法であるが、適用範囲が狭く、限られた材料にしか用いることができない。すなわち、従来の易開封性(イージーピール性)フィルムは、比較的高価であったのに対し、本発明の多層積層フィルムは、汎用廉価な材料を使用すること、インフレーション製膜法が適用可能であることから、コスト的な点からもメリットがある。
【0011】
また、基材樹脂層(C)の表面上に、さらに蓋材基材層(D)として透明な各種延伸フィルムや無機酸化物が蒸着膜された延伸フィルムを設けることにより、ヘイズ値が40%と低く、内容物視認性に優れ、かつ内容物の長期保存に適したガスバリア性を有する多層積層フィルムを提供することができる。
【発明を実施するための最良の形態】
【0012】
本発明の多層積層フィルムについて、詳細に説明する。
本発明の多層積層フィルムは、図1に示すとおり、シール樹脂層(A)、並びにその上に順に積層された基材樹脂層(B)、基材樹脂層(C)が順に積層されたものを基本構造とするものである。
【0013】
次に、本発明の多層積層フィルムを構成する材料、その製造法等について説明する。
以下、本発明において使用される樹脂名は、業界において慣用されるものが用いられる。また、本発明にいう、密度は「JIS K 7112」に準拠して測定したものを意味する。
【0014】
<1>シール樹脂層(A)
(1)シール樹脂層(A)を構成する低密度ポリエチレンまたはエチレン−α−オレフィン共重合体
本発明においては、シール樹脂層(A)を構成する材料として、低密度ポリエチレンまたはエチレン−α−オレフィン共重合体を使用する。ここで、エチレン−α−オレフィン共重合体には、エチレンと他のα−オレフィン(例えばプロピレン、1−ブテン、1−ペンテン、1−ヘキセン、1−オクテン等)とのブロックまたはランダム共重合体が包含される。本発明においては、シール樹脂層(A)としては、易開封性、透明性の観点から、特に低密度ポリエチレン、またはエチレンと1−ブテンとのランダム共重合体を使用するのが好ましい。
シール樹脂層(A)を構成する低密度ポリエチレン、エチレン−α−オレフィン共重合体は、密度が0.915〜0.930g/cm3である。また、前記低密度ポリエチレン、エチレン−α−オレフィン共重合体としては、MFR(190℃)が、1〜9g/10分、好ましくは1〜7g/10分である比較的溶融粘度の高い樹脂を使用することが好ましい。
【0015】
上記において、密度が0.930g/cm3を超える、例えば、高密度ポリエチレンや中密度ポリエチレンを使用すると、結晶化度が高いことから、透明性が低下する。また、密度が0.915g/cm3未満であると、高流動性であるため、インフレーション製膜法によって製膜することが困難となると共に、フィルムの滑り性が悪くなり、加工適性に劣ったものとなる。また、MFR(190℃)が1g/10分未満であると、流れ性が低下するために製造が困難になる。また、上記規定範囲を超えると、製膜安定性の点で劣るものとなる。ここで、本発明にいうMFR(190℃)とは、「JIS K6922」に準拠して測定したものを意味する。
本発明で使用するのに好適な低密度ポリエチレン、エチレン−α−オレフィン共重合体としては、例えばプライムポリマー社製のエボリュー、日本ポリエチレン社製のノバティックLD等が挙げられる。
【0016】
(2)シール樹脂層(A)を構成するプロピレンエラストマー
本発明において、シール樹脂層(A)を構成するプロピレンエラストマーには、プロピレン・ホモポリマー、およびプロピレンと他のα−オレフィンとのブロックまたはランダム共重合体が包含される。ここで、α−オレフィンには、例えばエチレン、1−ブテン、1−ペンテン、1−ヘキセン、1−オクテン等が包含されるが、適度なシール強度を得るためには、プロピレンとエチレンとのランダム共重合体からなるプロピレンエラストマーが特に好ましい。
【0017】
上記プロピレンエラストマーとしては、密度が0.850〜0.89g/cm3、好ましくは0.850〜0.88g/cm3であるものを使用する。また、MFR(230℃)が、1〜12g/10分であるものを使用することが好ましい。MFR(230℃)が1g/10分未満であると、シール樹脂層(A)にムラが生じることから好ましくない。また、MFR(230℃)が12g/10分を超えると、低分子量成分や低弾性率に起因したシールの滑り性が低下し、ドライラミネート時の加工適性に劣るものとなる。ここで、本発明にいうMFR(230℃)とは、「JIS K6921」に準拠して測定したものを意味する。
また、シール樹脂層(A)内においては、低密度ポリエチレンまたはエチレン−α−オレフィン共重合体とプロピレンエラストマーは、非相溶性であることから海島構造をとるが、プロピレンエラストマーとして、プロピレン−エチレン共重合体を使用し、エチレン含有率を上げることにより、低密度ポリエチレンまたはエチレン−α−オレフィン共重合体との相溶性を向上させ、シール強度を増大させることができる。
本発明で使用するのに好適なプロピレンエラストマーとしては、例えばダウケミカル社製のバーシファイ、バセル社製のアドフレックス等が挙げられる。
【0018】
(3)ブレンド比率
シール樹脂層(A)の低密度ポリエチレンまたはエチレン−α−オレフィン共重合体とプロピレンエラストマーのブレンド比率は、90〜30重量部、好ましくは90〜60重量部の低密度ポリエチレンまたはエチレン−α−オレフィンと、10〜70重量部、好ましくは10〜40重量部のプロピレンエラストマーとからなることが望ましい。
プロピレンエラストマーの含有量が上記範囲より高いと接着強度が高くなりすぎて良好な易開封性が得られず、また上記範囲より低いと十分な接着強度が得られず、包装容器としての密封性が満足できない。
【0019】
また、ブレンド比率は、上記規定値範囲内で被着体との間で要求される接着強度に応じて変更することが好ましく、例えば、包装容器のシール層が、ポリエチレンの場合は、シール樹脂層(A)のポリエチレンまたはエチレン−α−オレフィン共重合体の含有率を上げることによりシール強度を向上させることが可能であり、包装容器のシール層がポリプロピレンの場合は、プロピレンエラストマーの含有率を上げることによりシール強度を向上させることが可能である。
【0020】
<2>基材樹脂層(B)
本発明の多層積層フィルムの基材樹脂層(B)を構成する樹脂としては、エチレン・無水マレイン酸グラフト共重合体またはプロピレン・無水マレイン酸グラフト共重合体が使用される。
本発明においては、シール樹脂層(A)に使用する樹脂と基材樹脂層(C)に用いる樹脂は非相溶性であることから、接着力が弱い。そのため、基材樹脂層(B)として上記樹脂を用いることにより、層間強度が向上し、実用性に優れた多層積層フィルムとすることができる。すなわち、上記樹脂は、シール樹脂層(A)と基材樹脂層(C)を強固に接着することができる接着性樹脂として機能する。本発明で使用するのに好適なエチレン・無水マレイン酸グラフト共重合体またはプロピレン・無水マレイン酸グラフト共重合体としては、例えば三井化学(株)製のエチレン・無水マレイン酸グラフト共重合体(アドマーNF308)、およびプライムポリマー(株)製のプロピレン・無水マレイン酸グラフト共重合体(アドマーQF551)等が挙げられる。
【0021】
<3>基材樹脂層(C)
本発明の多層積層フィルムの基材樹脂層(C)を構成する樹脂としては、エチレン・ビニルアルコール共重合体が使用される。この樹脂は、酸素の透過を阻止する酸素バリア性を有する。本発明で使用するのに好適なエチレン・ビニルアルコール共重合体としては、例えばクラレ(株)製のエバールE105およびエバールH101が挙げられる。
【0022】
<4>層厚
シール樹脂層(A)に関しては層厚が1〜20μm、好ましくは1〜10μmであるものが望ましい。上記範囲を超えると剥離層(凝集破壊層)が汚くなり、剥離面の美麗性に劣るものになり、さらにはコストが上昇する。また、1μm未満であると所望の接着性が得られない。
また、基材樹脂層(B)の層厚は、1〜20μm、好ましくは5〜20μmであることが望ましく、基材樹脂層(C)の層厚は、10〜30μmであることが望ましい。基材樹脂層(B)については、層厚が20μmを超えると、無水マレイン酸由来のフィルム臭が顕著に現れ、内容物の香りに対して悪影響を与えるおそれがあると共に、コストが上昇する。他方、層厚が5μm、さらには1μm未満であると、十分な接着性を得ることができない。また、基材樹脂層(C)については、30μmを超えると、透明性が低下すると共にコストが上昇する。他方、10μm未満であると、所望のガスバリア性が得られない。
基材樹脂層(B)、(C)の層厚の合計は、30〜50μmとなるように設計することが好ましい。
【0023】
<5>シール樹脂層(A)および基材樹脂層(B)、(C)からなる本発明の多層積層フィルムの製造方法
次にシール樹脂層(A)および基材樹脂層(B)、(C)からなる本発明の多層積層フィルムの製造方法について説明する。この製造方法における積層工程は、通常の包装材料をラミネートする方法、例えば、ウエットラミネーション法、ドライラミネーション法、無溶剤型ドライラミネーション法、押出ラミネーション法、Tダイ押出成形法、共押出ラミネーション法、インフレーション製膜法、共押出インフレーション製膜法等、当業者に知られた種々の方法により行うことができるが、中でも小ロットの場合においても安価に製造することができるインフレーション製膜法を使用することが好ましい。
【0024】
<6>蓋材基材層(D)
本発明の多層積層フィルムの基材樹脂層(C)の表面に、適宜、蓋材基材層(D)として、透明性のある各種包装材料、例えば延伸フィルムを1層または2層以上ラミネートすることができる。
本発明おいては「延伸フィルム」として、ポリエチレンテレフタレート、ポリブチレンテレフタレート、6−ナフタレート等のポリエステル、ナイロン6、ナイロン66等のポリアミドを使用する。特に好ましい延伸フィルムとしては、透明性、機械的強度および包装適性に優れたポリエステル(ポリエチレンテレフタレート)、ポリアミド(ナイロン6、ナイロン66、ナイロン6-66)等からなる延伸フィルムが挙げられる。本発明の多層積層フィルムに各種延伸フィルムをラミネートすることにより、フィルムの物理的強度が向上し、また熱収縮性のような加熱処理に好ましい性質が付与される。
上記のような包装材料は、例えばドライラミネート法、無溶剤型ラミネーション法、押出ラミネーション法、共押出ラミネーション法等によりラミネートすることができる。
【0025】
また、本発明においては、さらにガスバリア性を向上させる目的で、上記延伸フィルム上にガスバリア性層を設けたものを蓋材基剤として使用することが好ましい。このようなガスバリア性層として、無機金属酸化物、例えば、ケイ素(Si)、アルミニウム(Al)、マグネシウム(Mg)、カルシウム(Ca)、カリウム(K)、スズ(Sn)、ナトリウム(Na)、ホウ素(B)、チタン(Ti)、鉛(Pb)、ジルコニウム(Zr)、イットリウム(Y)等の酸化物、好ましくはアルミナ、シリカの蒸着膜が挙げられる。無機酸化物の蒸着膜の膜厚は、使用する金属、または金属の酸化物の種類等によって異なるが、ガスバリア性の観点から、例えば、50〜2000Å、好ましくは、100〜1000Åの範囲内で任意に選択することができる。また、上記無機酸化物の蒸着膜は、物理気相成長法や化学気相成長法により、延伸フィルム上に設けることができる。
【0026】
さらに、本発明においては、一層ガスバリア性を向上させる目的で、本出願人により開発されたガスバリア性塗布膜、すなわち一般式:R1nM(OR2)m(式中、Mは金属原子、R1、R2が炭素数1〜8の有機基、nは0以上、mは1以上の整数、n+mはMの原子価を表す)で表される少なくとも1種以上のアルコキシド、ポリビニルアルコールおよび/またはエチレン・ビニルアルコールを含有する組成物をゾルゲル法によって重縮合して得られるガスバリア性組成物によるガスバリア性塗布膜を上記無機酸化物の蒸着膜上に設けてもよい。
上記各種延伸フィルム、またはガスバリア性層、さらにガスバリア性塗布膜を設けた各種延伸フィルムは、透明であることから、これらを使用することにより、ヘイズ値を40%以下という低い値に抑えることができ、蓋材を美麗でかつ内容物視認性に優れたものとすることができる。なお、本発明にいうヘイズ値とは、JIS K−7105に準拠して測定された値を意味する。
【0027】
<7>物性
次に、本発明の多層積層フィルムに要求される物性を設定する際の要因について説明する。
(1)凝集破壊(凝集剥離)強度
本発明の多層積層フィルムの易開封性または凝集破壊強度のコントロールは、シール樹脂層(A)に用いる低密度ポリエチレンまたはエチレン−α−オレフィン共重合体とプロピレンエラストマーの配合比を変更することにより行う。
【0028】
(2)透明性
本発明の多層積層フィルムの透明性のコントロールは、シール樹脂層(A)に使用する低密度ポリエチレンまたはエチレン−α−オレフィン共重合体の密度をコントロールすることにより行う。
具体的には、シール樹脂層(A)については、密度が0.910〜0.930g/cm3という比較的結晶化度の小さい低密度ポリエチレンまたはエチレン−α−オレフィン共重合体を使用する。密度が0.930g/cm3を超えるもの、例えば、高密度ポリエチレンや中密度ポリエチレンを使用すると、結晶化度が高いことから、所望の透明性が得られない。
【0029】
(3)ガスバリア性
酸素の透過を阻止する酸素バリア性は、基材樹脂層(C)として、エチレン・ビニルアルコール共重合体からなる層を積層することにより得られる。食品の長期保存に充分な酸素バリア性を得るためには、基材樹脂層(C)は少なくとも10μmの層厚を有することが望ましい。また、本発明の多層積層フィルムにおいて、基材樹脂層(C)は最大30μmの層厚を有する。層厚をこれよりも厚くすると、透明性が低下すると共に、コストが上昇する。
また、内容物(食品等)の品質低下を抑止するために、本発明の多層積層フィルムにさらに酸素および/または水蒸気バリア性を有する包装材料を積層してもよい。
本発明の多層積層フィルムは、単独でまたは場合により適当な包装材料をさらに積層することにより、酸素透過度に関して、JIS K 7126に準拠した手法で得られる数値として3.0cc/m2・day・atm以下という優れた酸素バリア性を示すことができる。
【0030】
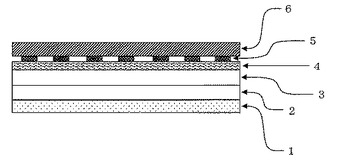
<8>蓋材の構成
次に、図2により本発明の多層積層フィルムを用いた包装容器の蓋材の一例の構成を説明する。図2の包装容器の蓋材は、本発明によるシール樹脂層(A)、基材樹脂層(B)、基材樹脂層(C)から構成される多層積層フィルム上に、必要に応じて印刷を施したラミネート接着剤層を積層したものに、蓋材基材層(D)をさらに積層したものである。
【0031】
<9>包装容器
本発明の多層積層フィルムは包装容器の蓋材用シーラントフィルムに使用される。特に、容器開口部の蓋材の接着面がポリエチレンで形成された容器の開口部にヒートシールされたカップ状の包装容器に用いられ、開封時には蓋材のシール樹脂層(A)が凝集破壊して開封される。このような包装容器は、フランジ部を介して複数の容器が形成されたものとすることもでき、その場合、フランジ部に容器を切り離す手段、例えば、容器のフランジ部と蓋材を貫通するミシン目等を設けることもできる。
【実施例】
【0032】
本発明について実施例を挙げて更に具体的に説明する。
[実施例1]
(1)シール樹脂層(A)
シール樹脂層(A)用樹脂組成物として、低密度ポリエチレン(プライムポリマー社製エボリューSP1085:密度=0.919 g/cm3、MFR(190℃)=8.0 g/10分)60重量部と、プロピレンエラストマー(ダウケミカル社製バーシファイV2200:密度=0.888 g/cm3、MFR(230℃)=8.0 g/10分)40重量部を十分に混錬し、調製した。
【0033】
(2)基材樹脂層(B)
基材樹脂層(B)用樹脂組成物として、エチレン・無水マレイン酸グラフト共重合体(三井化学(株)製アドマーNF308:密度=0.932 g/cm3、MFR(230℃)=1.7 g/10分)である樹脂100重量部を調製した。
【0034】
(3)基材樹脂層(C)
基材樹脂層(C)用樹脂組成物として、エチレン・ビニルアルコール共重合体(クラレ(株)製エバールE105:密度=1.14 g/cm3、MFR(190℃)=5.5 g/10分)である樹脂100重量部を調製した。
上吹き空冷インフレーション共押出製膜機を用いて、総厚35 μmの多層積層フィルム(シール樹脂層(A)5 μm/基材樹脂層(B)5 μm/基材樹脂層(C)25 μm)を製造した。
【0035】
次に、基材樹脂層(C)の表面にコロナ処理を施し、その表面に2液硬化型ウレタン接着剤(主剤:ポリエステルポリオール、硬化剤:脂肪族イソシアネート)を塗布し、蓋材基材層(D)として、シリカ蒸着二軸延伸PETフィルム(東洋紡(株)製E5100<片面処理>:厚さ15 μm)と二軸延伸ONyフィルム(ユニチカ(株)製[エンブレムNX]<両面処理>:厚さ 15μm)を順次2層積層した。得られた積層体は、シリカ蒸着PET15/DL/ONy15/DL/基材樹脂層(C)/基材樹脂層(B)/シール樹脂層(A)の構造のものである(DLは接着剤部分を意味する)。
上記で製造した多層積層体のヘイズ値をヘーズコンピューター(スガ試験機(株)社製:HGM−2DP)を用いて測定した。さらに、上記多層積層体の酸素透過度を、オクストラン(OX−TRAN)(米国、MOCON製)を用いて測定した。
次に、上記多層積層体をポリエチレン樹脂からなるカップ状容器(径74φ、フランジ幅
5 mm、容量120 cc)に平シールからシール温度170℃、3 kg/cm2、1秒の条件でヒートシールした。その後、カップから15mm幅試験片を作成し、試験速度300 mm/分で180°剥離でシール強度を測定した。得られた多層積層体は、適度なシール強度を有し、剥離外観も美麗であり、十分な透明性および酸素バリア性を有するものであることが確認された。
【0036】
[実施例2]
(1)シール樹脂層(A)
シール樹脂層(A)用樹脂組成物として、低密度ポリエチレン(プライムポリマー社製エボリューSP1085:密度=0.919 g/cm3、MFR(190℃)=8.0 g/10分)60重量部と、プロピレンエラストマー(ダウケミカル社製バーシファイV2200:密度=0.888 g/cm3、MFR(230℃)=8.0 g/10分)40重量部を十分に混錬し、調製した。
【0037】
(2)基材樹脂層(B)
基材樹脂層(B)用樹脂組成物として、エチレン・無水マレイン酸グラフト共重合体(三井化学(株)製アドマーNF308:密度=0.932 g/cm3、MFR(230℃)=1.7 g/10分)である樹脂を100重量部調製した。
【0038】
(3)基材樹脂層(C)
基材樹脂層(C)用樹脂組成物として、エチレン・ビニルアルコール共重合体(クラレ(株)製エバールH101:密度=1.17 g/cm3、MFR(190℃)=1.6 g/10分)である樹脂を100重量部調製した。
上吹き空冷インフレーション共押出製膜機を用いて、総厚50 μmの多層積層フィルム(シール樹脂層(A)5 μm/基材樹脂層(B)15 μm/基材樹脂層(C)30 μm)を製造した。
以下実施例1と同様にし、同様の結果が得られた。
【0039】
[比較例1]
(1)シール樹脂層(A)
シール樹脂層(A)用樹脂組成物として、低密度ポリエチレン(プライムポリマー社製エボリューSP2020:密度=0.923 g/cm3、MFR(190℃)=3.0 g/10分)60重量部と、プロピレンエラストマー(ダウケミカル社製バーシファイV2300:密度=0.867 g/cm3、MFR(230℃)=25 g/10分)40重量部を十分に混錬し、調製した。
【0040】
(2)基材樹脂層(B)
基材樹脂層(B)用樹脂組成物として、エチレン・無水マレイン酸グラフト共重合体(三井化学(株)製アドマーNF308:密度=0.932 g/cm3、MFR(230℃)=1.7 g/10分)である樹脂を100重量部調製した。
【0041】
(3)基材樹脂層(C)
基材樹脂層(C)用樹脂組成物として、エチレン・ビニルアルコール共重合体(クラレ(株)製エバールH101:密度=1.17 g/cm3、MFR(190℃)=1.6 g/10分)である樹脂を100重量部調製した。
上吹き空冷インフレーション共押出製膜機を用いて、総厚50 μmの多層積層フィルム(シール樹脂層(A)5 μm/基材樹脂層(B)15 μm/基材樹脂層(C)30 μm)を製造したが、製膜機のニップロールでブロッキングが生じてしまい、製膜できなかった。
【0042】
[比較例2]
(1)シール樹脂層(A)
シール樹脂層(A)用樹脂組成物として、低密度ポリエチレン(日本ポリエチレン社製ノバテックLD LC522:密度=0.921 g/cm3、MFR(190℃)=4.0 g/10分)50重量部と、プロピレンエラストマー(ダウケミカル社製バーシファイV3200:密度=0.866 g/cm3、MFR(230℃)=2.0 g/10分)50重量部を十分に混錬し、調製した。
【0043】
(2)基材樹脂層(B)
基材樹脂層(B)用樹脂組成物として、エチレン・無水マレイン酸グラフト共重合体(三井化学(株)製アドマーNF308:密度=0.932 g/cm3、MFR(230℃)=1.7 g/10分)である樹脂を100重量部調製した。
【0044】
(3)基材樹脂層(C)
基材樹脂層(C)用樹脂組成物として、エチレン・ビニルアルコール共重合体(クラレ(株)製エバールE105:密度=1.14 g/cm3、MFR(190℃)=5.5 g/10分)である樹脂を100重量部調製した。
上吹き空冷インフレーション共押出製膜機を用いて、総厚30 μmの多層積層フィルム(シール樹脂層(A)5 μm/基材樹脂層(B)20 μm/基材樹脂層(C)5 μm)を製造し、各種物性を評価したが、酸素透過度が高く、十分な酸素バリア性を付与することができなかった。
【0045】
[結果]
上記の実施例、比較例において測定されたシール強度、ヘイズ値および酸素透過度をまとめると、表1のとおりとなる。
なお、これらの物性は次のように測定した。
(1)層厚:SONY(株)製μ−メータにより測定した。
(2)シール強度:ポリプロピレン製カップへ、平シールからシール温度170℃、3 kg/cm2、1秒の条件でシールした。引張試験機から15 mm幅の短冊状試験片を切出し、300 mm/分で引張試験を実施した。
(3)ヘイズ値:ヘーズコンピューター(スガ試験機(株)社製:HGM−2DP)を用いて測定した。
(4)酸素透過度:温度23℃、湿度90%RHの条件で、米国、MOCON製の測定機〔機種名:オクストラン(OX−TRAN)〕にてJIS K7126に準拠した方法で測定した。
【0046】
【表1】

【0047】
以上のとおり実施例1、2の多層積層フィルムは、いずれも好適なシール強度と優れた易開封性を示すと共に、良好な透明性、ガスバリア性を有することが確認された。
これに対し、比較例1の多層積層フィルムにおいて、シール樹脂層(A)に使用するプロピレンエラストマーのMFRは、25 g/10分と高いものであるが、インフレーション製膜法により製造することができないものであることが確認された。また、比較例2の多層積層フィルムは、基材樹脂層(C)の層厚が5μmと小さいものであるが、著しくガスバリア性に劣るものであった。
【図面の簡単な説明】
【0048】
【図1】本発明の多層積層フィルムの層構成を示す断面図である。
【図2】本発明の多層積層フィルムの層構成を示す断面図である。
【符号の説明】
【0049】
1 シール樹脂層(A)
2 基材樹脂層(B)
3 基材樹脂層(C)
4 ラミネート接着剤層
5 印刷層
6 蓋材基材層(D)
【技術分野】
【0001】
本発明は、軟包装の分野で、主に食品、化成品等の包装容器の蓋材に使用される多層積層フィルムであって、易開封性、透明性に優れ、食品の長期保存に必要なガスバリア性を有し、さらにピール部の糸引きなどが少ない、実用性と美観を両立した多層積層フィルムおよびそれを蓋材に用いた包装容器に関するものである。
【背景技術】
【0002】
近年、包装容器は内容物保護や保存のために密封性を十分に満足するだけでなく、さらに消費時に容易に開封できる易開封性(イージーピール性)が要求されている。そして、実用的な密封性と易開封性を兼ね備えた包装フィルムとして各種の提案がされている。
例えば、易開封性を目的としたフィルムとして、各種アクリル酸共重合体とポリエチレン等とのブレンド層の2層からなるヒートシール性積層フィルム(特許文献1参照)、ポリプロピレンからなる基材層に、ポリブテン、ポリプロピレン、ポリエチレンの3成分系ブレンド層を積層したフィルム(特許文献2参照)、メタクリル酸共重合体とポリプロピレンとの混合物からなる層とポリエチレンのシーラント層を有する多層フィルム(特許文献3参照)、ポリプロピレンよりなる基材層、およびポリブテンとポリエチレンとポリプロピレンとのブレンド層の2層からなるイージーピールフィルム(特許文献4参照)が知られている。
【特許文献1】特開平5−212835号公報
【特許文献2】特開平6−328639号公報
【特許文献3】特開2002−283513号公報
【特許文献4】特開平6−328639号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、従来の易開封性を目的としたフィルムは、材料コストが高く、製膜条件における自由度(ブレンド条件など)が低く、低温シール性を向上させる目的等で配合されるポリブテンは糸引きなどの原因にもなり得るものであり、剥離面の美観の点でも十分ではなかった。さらに、これらのフィルムは、食品の長期保存に必要なガスバリア性を有しないため、新たにガスバリア性フィルムをラミネートする必要があった。また、店頭ディスプレイ時の商品イメージアップの観点や製品購入前に内容物の外観を確認したいという消費者要請の観点から、透明性が高く、内容物視認性に優れた蓋材材料の開発が強く望まれていた。
【課題を解決するための手段】
【0004】
そこで、本発明者は上記の問題点を解決すべく種々検討の結果、包装容器の蓋材用の多層積層フィルムにおいて、シール樹脂層(A)を構成する材料として、汎用廉価な低密度ポリエチレン、エチレン−α−オレフィン共重合体、プロピレンエラストマーを使用し、前記シール樹脂層を(i)低密度ポリエチレン、またはエチレン−α−オレフィン共重合体と、(ii)プロピレンエラストマーからなる2成分系により構成すること、基材樹脂層(B)としてエチレン・無水マレイン酸グラフト重合体またはプロピレン・無水マレイン酸グラフト重合体を使用し、さらに基材樹脂層(C)として、エチレン・ビニルアルコール共重合体を使用することにより、所望の剥離強度が得られること、前記多層フィルムに透明性とガスバリア性を付与できること、剥離後の糸引きを軽減または抑止できることを見出し、優れた易開封性、内容物視認性、内容物保存性を有し、かつ剥離面が美麗な包装容器の蓋材用多層積層フィルムを開発した。
【0005】
すなわち、本発明は、以下の(1)〜(8)に示す発明を包含するものである。
(1)シール樹脂層(A)、ならびにその上に順に積層された基材樹脂層(B)および基材樹脂層(C)を有する多層積層フィルムであって、
シール樹脂層(A)は、(i)密度が0.915〜0.930g/cm3の低密度ポリエチレンまたはエチレン−α−オレフィン共重合体90〜30重量部と(ii)密度が0.850〜0.89g/cm3のプロピレンエラストマー10〜70重量部からなり、ここで(i)と(ii)の合計は100重量部であり、
基材樹脂層(B)は、エチレン・無水マレイン酸グラフト重合体またはプロピレン・無水マレイン酸グラフト重合体からなり、
基材樹脂層(C)は、エチレン・ビニルアルコール共重合体からなり、そして
前記シール樹脂層(A)の層厚が、1〜20μmであり、前記基材樹脂層(B)の層厚が1〜20μmであり、前記基材樹脂層(B)の層厚が10〜30μmであって、さらに前記基材樹脂層(B)と基材樹脂層(C)との層厚の合計が30〜50μmであることを特徴とする多層積層フィルム。
【0006】
(2)シール樹脂層(A)に用いるプロピレンエラストマーが、エチレン・プロピレンランダム共重合体であり、かつMFR(230℃)が、1〜12g/10分であることを特徴とする(1)の多層積層フィルム。
(3)シール樹脂層(A)とは反対側の、基材樹脂層(C)の表面に、延伸フィルムおよび無機酸化物を蒸着した延伸フィルムから選択される蓋材基材層(D)が1層または2層さらに積層されていることを特徴とする、(1)または(2)の多層積層フィルム。
【0007】
(4)無機酸化物が、アルミナ、またはシリカである(3)の多層積層フィルム。
(5)JIS K 7126に準拠した方法で測定した場合の多層積層フィルムの酸素透過度が、3.0cc/m2・day・atm以下であることを特徴とする(3)または(4)の多層積層フィルム。
(6)多層積層フィルムのヘイズ値が、40%以下であることを特徴とする(3)〜(5)のいずれかの多層積層フィルム。
(7)(3)〜(6)のいずれの多層積層フィルムを蓋材として用いる包装容器であって、該蓋材のシール樹脂層(A)が、ポリエチレンで形成された容器の開口部に接するように重ねられた状態でヒートシールされ、開封時に蓋材のシール樹脂層(A)が凝集破壊して開封される包装容器。
(8)インフレーション製膜法を用いることを特徴とする(1)または(2)の多層積層フィルムの製造方法。
【発明の効果】
【0008】
本発明の多層積層フィルムは、易開封性、透明性、ガスバリア性に優れると共に、剥離面が美麗であるので、これを蓋材として使用した容器は、実用性と美観性の両面において優れたものである。
【0009】
すなわち、本発明の多層積層フィルムは、シール樹脂層(A)が非相溶の汎用樹脂2成分系から成っており、この層のブレンド比率やMFR(メルトマスフローレイト)をコントロールすることで海島構造が制御でき、適当な凝集破壊強度を達成することができるので、剥離後の糸引きを軽減または抑止して、優れた易開封性を有し、開封後の剥離面が美麗な包装容器の蓋材用多層積層フィルムを提供することができる。また、本発明においては、シール樹脂層(A)に低密度ポリエチレンを使用するので、本発明の多層積層フィルムは優れた透明性を有する。さらに、基材樹脂層(C)として、ガスバリア性、特に酸素バリア性に優れたエチレン・ビニルアルコール共重合体を使用することから、本発明の多層積層フィルムは、内容物の長期保存に適したものである。
【0010】
また、本発明の多層積層フィルムは、当業者に既知の種々の方法により製造することができるが、小ロットの場合においても安価に製造することができるインフレーション製膜法によっても好適に製造することができる。インフレーション製膜法は、多種少量型製造に適した製膜法であるが、適用範囲が狭く、限られた材料にしか用いることができない。すなわち、従来の易開封性(イージーピール性)フィルムは、比較的高価であったのに対し、本発明の多層積層フィルムは、汎用廉価な材料を使用すること、インフレーション製膜法が適用可能であることから、コスト的な点からもメリットがある。
【0011】
また、基材樹脂層(C)の表面上に、さらに蓋材基材層(D)として透明な各種延伸フィルムや無機酸化物が蒸着膜された延伸フィルムを設けることにより、ヘイズ値が40%と低く、内容物視認性に優れ、かつ内容物の長期保存に適したガスバリア性を有する多層積層フィルムを提供することができる。
【発明を実施するための最良の形態】
【0012】
本発明の多層積層フィルムについて、詳細に説明する。
本発明の多層積層フィルムは、図1に示すとおり、シール樹脂層(A)、並びにその上に順に積層された基材樹脂層(B)、基材樹脂層(C)が順に積層されたものを基本構造とするものである。
【0013】
次に、本発明の多層積層フィルムを構成する材料、その製造法等について説明する。
以下、本発明において使用される樹脂名は、業界において慣用されるものが用いられる。また、本発明にいう、密度は「JIS K 7112」に準拠して測定したものを意味する。
【0014】
<1>シール樹脂層(A)
(1)シール樹脂層(A)を構成する低密度ポリエチレンまたはエチレン−α−オレフィン共重合体
本発明においては、シール樹脂層(A)を構成する材料として、低密度ポリエチレンまたはエチレン−α−オレフィン共重合体を使用する。ここで、エチレン−α−オレフィン共重合体には、エチレンと他のα−オレフィン(例えばプロピレン、1−ブテン、1−ペンテン、1−ヘキセン、1−オクテン等)とのブロックまたはランダム共重合体が包含される。本発明においては、シール樹脂層(A)としては、易開封性、透明性の観点から、特に低密度ポリエチレン、またはエチレンと1−ブテンとのランダム共重合体を使用するのが好ましい。
シール樹脂層(A)を構成する低密度ポリエチレン、エチレン−α−オレフィン共重合体は、密度が0.915〜0.930g/cm3である。また、前記低密度ポリエチレン、エチレン−α−オレフィン共重合体としては、MFR(190℃)が、1〜9g/10分、好ましくは1〜7g/10分である比較的溶融粘度の高い樹脂を使用することが好ましい。
【0015】
上記において、密度が0.930g/cm3を超える、例えば、高密度ポリエチレンや中密度ポリエチレンを使用すると、結晶化度が高いことから、透明性が低下する。また、密度が0.915g/cm3未満であると、高流動性であるため、インフレーション製膜法によって製膜することが困難となると共に、フィルムの滑り性が悪くなり、加工適性に劣ったものとなる。また、MFR(190℃)が1g/10分未満であると、流れ性が低下するために製造が困難になる。また、上記規定範囲を超えると、製膜安定性の点で劣るものとなる。ここで、本発明にいうMFR(190℃)とは、「JIS K6922」に準拠して測定したものを意味する。
本発明で使用するのに好適な低密度ポリエチレン、エチレン−α−オレフィン共重合体としては、例えばプライムポリマー社製のエボリュー、日本ポリエチレン社製のノバティックLD等が挙げられる。
【0016】
(2)シール樹脂層(A)を構成するプロピレンエラストマー
本発明において、シール樹脂層(A)を構成するプロピレンエラストマーには、プロピレン・ホモポリマー、およびプロピレンと他のα−オレフィンとのブロックまたはランダム共重合体が包含される。ここで、α−オレフィンには、例えばエチレン、1−ブテン、1−ペンテン、1−ヘキセン、1−オクテン等が包含されるが、適度なシール強度を得るためには、プロピレンとエチレンとのランダム共重合体からなるプロピレンエラストマーが特に好ましい。
【0017】
上記プロピレンエラストマーとしては、密度が0.850〜0.89g/cm3、好ましくは0.850〜0.88g/cm3であるものを使用する。また、MFR(230℃)が、1〜12g/10分であるものを使用することが好ましい。MFR(230℃)が1g/10分未満であると、シール樹脂層(A)にムラが生じることから好ましくない。また、MFR(230℃)が12g/10分を超えると、低分子量成分や低弾性率に起因したシールの滑り性が低下し、ドライラミネート時の加工適性に劣るものとなる。ここで、本発明にいうMFR(230℃)とは、「JIS K6921」に準拠して測定したものを意味する。
また、シール樹脂層(A)内においては、低密度ポリエチレンまたはエチレン−α−オレフィン共重合体とプロピレンエラストマーは、非相溶性であることから海島構造をとるが、プロピレンエラストマーとして、プロピレン−エチレン共重合体を使用し、エチレン含有率を上げることにより、低密度ポリエチレンまたはエチレン−α−オレフィン共重合体との相溶性を向上させ、シール強度を増大させることができる。
本発明で使用するのに好適なプロピレンエラストマーとしては、例えばダウケミカル社製のバーシファイ、バセル社製のアドフレックス等が挙げられる。
【0018】
(3)ブレンド比率
シール樹脂層(A)の低密度ポリエチレンまたはエチレン−α−オレフィン共重合体とプロピレンエラストマーのブレンド比率は、90〜30重量部、好ましくは90〜60重量部の低密度ポリエチレンまたはエチレン−α−オレフィンと、10〜70重量部、好ましくは10〜40重量部のプロピレンエラストマーとからなることが望ましい。
プロピレンエラストマーの含有量が上記範囲より高いと接着強度が高くなりすぎて良好な易開封性が得られず、また上記範囲より低いと十分な接着強度が得られず、包装容器としての密封性が満足できない。
【0019】
また、ブレンド比率は、上記規定値範囲内で被着体との間で要求される接着強度に応じて変更することが好ましく、例えば、包装容器のシール層が、ポリエチレンの場合は、シール樹脂層(A)のポリエチレンまたはエチレン−α−オレフィン共重合体の含有率を上げることによりシール強度を向上させることが可能であり、包装容器のシール層がポリプロピレンの場合は、プロピレンエラストマーの含有率を上げることによりシール強度を向上させることが可能である。
【0020】
<2>基材樹脂層(B)
本発明の多層積層フィルムの基材樹脂層(B)を構成する樹脂としては、エチレン・無水マレイン酸グラフト共重合体またはプロピレン・無水マレイン酸グラフト共重合体が使用される。
本発明においては、シール樹脂層(A)に使用する樹脂と基材樹脂層(C)に用いる樹脂は非相溶性であることから、接着力が弱い。そのため、基材樹脂層(B)として上記樹脂を用いることにより、層間強度が向上し、実用性に優れた多層積層フィルムとすることができる。すなわち、上記樹脂は、シール樹脂層(A)と基材樹脂層(C)を強固に接着することができる接着性樹脂として機能する。本発明で使用するのに好適なエチレン・無水マレイン酸グラフト共重合体またはプロピレン・無水マレイン酸グラフト共重合体としては、例えば三井化学(株)製のエチレン・無水マレイン酸グラフト共重合体(アドマーNF308)、およびプライムポリマー(株)製のプロピレン・無水マレイン酸グラフト共重合体(アドマーQF551)等が挙げられる。
【0021】
<3>基材樹脂層(C)
本発明の多層積層フィルムの基材樹脂層(C)を構成する樹脂としては、エチレン・ビニルアルコール共重合体が使用される。この樹脂は、酸素の透過を阻止する酸素バリア性を有する。本発明で使用するのに好適なエチレン・ビニルアルコール共重合体としては、例えばクラレ(株)製のエバールE105およびエバールH101が挙げられる。
【0022】
<4>層厚
シール樹脂層(A)に関しては層厚が1〜20μm、好ましくは1〜10μmであるものが望ましい。上記範囲を超えると剥離層(凝集破壊層)が汚くなり、剥離面の美麗性に劣るものになり、さらにはコストが上昇する。また、1μm未満であると所望の接着性が得られない。
また、基材樹脂層(B)の層厚は、1〜20μm、好ましくは5〜20μmであることが望ましく、基材樹脂層(C)の層厚は、10〜30μmであることが望ましい。基材樹脂層(B)については、層厚が20μmを超えると、無水マレイン酸由来のフィルム臭が顕著に現れ、内容物の香りに対して悪影響を与えるおそれがあると共に、コストが上昇する。他方、層厚が5μm、さらには1μm未満であると、十分な接着性を得ることができない。また、基材樹脂層(C)については、30μmを超えると、透明性が低下すると共にコストが上昇する。他方、10μm未満であると、所望のガスバリア性が得られない。
基材樹脂層(B)、(C)の層厚の合計は、30〜50μmとなるように設計することが好ましい。
【0023】
<5>シール樹脂層(A)および基材樹脂層(B)、(C)からなる本発明の多層積層フィルムの製造方法
次にシール樹脂層(A)および基材樹脂層(B)、(C)からなる本発明の多層積層フィルムの製造方法について説明する。この製造方法における積層工程は、通常の包装材料をラミネートする方法、例えば、ウエットラミネーション法、ドライラミネーション法、無溶剤型ドライラミネーション法、押出ラミネーション法、Tダイ押出成形法、共押出ラミネーション法、インフレーション製膜法、共押出インフレーション製膜法等、当業者に知られた種々の方法により行うことができるが、中でも小ロットの場合においても安価に製造することができるインフレーション製膜法を使用することが好ましい。
【0024】
<6>蓋材基材層(D)
本発明の多層積層フィルムの基材樹脂層(C)の表面に、適宜、蓋材基材層(D)として、透明性のある各種包装材料、例えば延伸フィルムを1層または2層以上ラミネートすることができる。
本発明おいては「延伸フィルム」として、ポリエチレンテレフタレート、ポリブチレンテレフタレート、6−ナフタレート等のポリエステル、ナイロン6、ナイロン66等のポリアミドを使用する。特に好ましい延伸フィルムとしては、透明性、機械的強度および包装適性に優れたポリエステル(ポリエチレンテレフタレート)、ポリアミド(ナイロン6、ナイロン66、ナイロン6-66)等からなる延伸フィルムが挙げられる。本発明の多層積層フィルムに各種延伸フィルムをラミネートすることにより、フィルムの物理的強度が向上し、また熱収縮性のような加熱処理に好ましい性質が付与される。
上記のような包装材料は、例えばドライラミネート法、無溶剤型ラミネーション法、押出ラミネーション法、共押出ラミネーション法等によりラミネートすることができる。
【0025】
また、本発明においては、さらにガスバリア性を向上させる目的で、上記延伸フィルム上にガスバリア性層を設けたものを蓋材基剤として使用することが好ましい。このようなガスバリア性層として、無機金属酸化物、例えば、ケイ素(Si)、アルミニウム(Al)、マグネシウム(Mg)、カルシウム(Ca)、カリウム(K)、スズ(Sn)、ナトリウム(Na)、ホウ素(B)、チタン(Ti)、鉛(Pb)、ジルコニウム(Zr)、イットリウム(Y)等の酸化物、好ましくはアルミナ、シリカの蒸着膜が挙げられる。無機酸化物の蒸着膜の膜厚は、使用する金属、または金属の酸化物の種類等によって異なるが、ガスバリア性の観点から、例えば、50〜2000Å、好ましくは、100〜1000Åの範囲内で任意に選択することができる。また、上記無機酸化物の蒸着膜は、物理気相成長法や化学気相成長法により、延伸フィルム上に設けることができる。
【0026】
さらに、本発明においては、一層ガスバリア性を向上させる目的で、本出願人により開発されたガスバリア性塗布膜、すなわち一般式:R1nM(OR2)m(式中、Mは金属原子、R1、R2が炭素数1〜8の有機基、nは0以上、mは1以上の整数、n+mはMの原子価を表す)で表される少なくとも1種以上のアルコキシド、ポリビニルアルコールおよび/またはエチレン・ビニルアルコールを含有する組成物をゾルゲル法によって重縮合して得られるガスバリア性組成物によるガスバリア性塗布膜を上記無機酸化物の蒸着膜上に設けてもよい。
上記各種延伸フィルム、またはガスバリア性層、さらにガスバリア性塗布膜を設けた各種延伸フィルムは、透明であることから、これらを使用することにより、ヘイズ値を40%以下という低い値に抑えることができ、蓋材を美麗でかつ内容物視認性に優れたものとすることができる。なお、本発明にいうヘイズ値とは、JIS K−7105に準拠して測定された値を意味する。
【0027】
<7>物性
次に、本発明の多層積層フィルムに要求される物性を設定する際の要因について説明する。
(1)凝集破壊(凝集剥離)強度
本発明の多層積層フィルムの易開封性または凝集破壊強度のコントロールは、シール樹脂層(A)に用いる低密度ポリエチレンまたはエチレン−α−オレフィン共重合体とプロピレンエラストマーの配合比を変更することにより行う。
【0028】
(2)透明性
本発明の多層積層フィルムの透明性のコントロールは、シール樹脂層(A)に使用する低密度ポリエチレンまたはエチレン−α−オレフィン共重合体の密度をコントロールすることにより行う。
具体的には、シール樹脂層(A)については、密度が0.910〜0.930g/cm3という比較的結晶化度の小さい低密度ポリエチレンまたはエチレン−α−オレフィン共重合体を使用する。密度が0.930g/cm3を超えるもの、例えば、高密度ポリエチレンや中密度ポリエチレンを使用すると、結晶化度が高いことから、所望の透明性が得られない。
【0029】
(3)ガスバリア性
酸素の透過を阻止する酸素バリア性は、基材樹脂層(C)として、エチレン・ビニルアルコール共重合体からなる層を積層することにより得られる。食品の長期保存に充分な酸素バリア性を得るためには、基材樹脂層(C)は少なくとも10μmの層厚を有することが望ましい。また、本発明の多層積層フィルムにおいて、基材樹脂層(C)は最大30μmの層厚を有する。層厚をこれよりも厚くすると、透明性が低下すると共に、コストが上昇する。
また、内容物(食品等)の品質低下を抑止するために、本発明の多層積層フィルムにさらに酸素および/または水蒸気バリア性を有する包装材料を積層してもよい。
本発明の多層積層フィルムは、単独でまたは場合により適当な包装材料をさらに積層することにより、酸素透過度に関して、JIS K 7126に準拠した手法で得られる数値として3.0cc/m2・day・atm以下という優れた酸素バリア性を示すことができる。
【0030】
<8>蓋材の構成
次に、図2により本発明の多層積層フィルムを用いた包装容器の蓋材の一例の構成を説明する。図2の包装容器の蓋材は、本発明によるシール樹脂層(A)、基材樹脂層(B)、基材樹脂層(C)から構成される多層積層フィルム上に、必要に応じて印刷を施したラミネート接着剤層を積層したものに、蓋材基材層(D)をさらに積層したものである。
【0031】
<9>包装容器
本発明の多層積層フィルムは包装容器の蓋材用シーラントフィルムに使用される。特に、容器開口部の蓋材の接着面がポリエチレンで形成された容器の開口部にヒートシールされたカップ状の包装容器に用いられ、開封時には蓋材のシール樹脂層(A)が凝集破壊して開封される。このような包装容器は、フランジ部を介して複数の容器が形成されたものとすることもでき、その場合、フランジ部に容器を切り離す手段、例えば、容器のフランジ部と蓋材を貫通するミシン目等を設けることもできる。
【実施例】
【0032】
本発明について実施例を挙げて更に具体的に説明する。
[実施例1]
(1)シール樹脂層(A)
シール樹脂層(A)用樹脂組成物として、低密度ポリエチレン(プライムポリマー社製エボリューSP1085:密度=0.919 g/cm3、MFR(190℃)=8.0 g/10分)60重量部と、プロピレンエラストマー(ダウケミカル社製バーシファイV2200:密度=0.888 g/cm3、MFR(230℃)=8.0 g/10分)40重量部を十分に混錬し、調製した。
【0033】
(2)基材樹脂層(B)
基材樹脂層(B)用樹脂組成物として、エチレン・無水マレイン酸グラフト共重合体(三井化学(株)製アドマーNF308:密度=0.932 g/cm3、MFR(230℃)=1.7 g/10分)である樹脂100重量部を調製した。
【0034】
(3)基材樹脂層(C)
基材樹脂層(C)用樹脂組成物として、エチレン・ビニルアルコール共重合体(クラレ(株)製エバールE105:密度=1.14 g/cm3、MFR(190℃)=5.5 g/10分)である樹脂100重量部を調製した。
上吹き空冷インフレーション共押出製膜機を用いて、総厚35 μmの多層積層フィルム(シール樹脂層(A)5 μm/基材樹脂層(B)5 μm/基材樹脂層(C)25 μm)を製造した。
【0035】
次に、基材樹脂層(C)の表面にコロナ処理を施し、その表面に2液硬化型ウレタン接着剤(主剤:ポリエステルポリオール、硬化剤:脂肪族イソシアネート)を塗布し、蓋材基材層(D)として、シリカ蒸着二軸延伸PETフィルム(東洋紡(株)製E5100<片面処理>:厚さ15 μm)と二軸延伸ONyフィルム(ユニチカ(株)製[エンブレムNX]<両面処理>:厚さ 15μm)を順次2層積層した。得られた積層体は、シリカ蒸着PET15/DL/ONy15/DL/基材樹脂層(C)/基材樹脂層(B)/シール樹脂層(A)の構造のものである(DLは接着剤部分を意味する)。
上記で製造した多層積層体のヘイズ値をヘーズコンピューター(スガ試験機(株)社製:HGM−2DP)を用いて測定した。さらに、上記多層積層体の酸素透過度を、オクストラン(OX−TRAN)(米国、MOCON製)を用いて測定した。
次に、上記多層積層体をポリエチレン樹脂からなるカップ状容器(径74φ、フランジ幅
5 mm、容量120 cc)に平シールからシール温度170℃、3 kg/cm2、1秒の条件でヒートシールした。その後、カップから15mm幅試験片を作成し、試験速度300 mm/分で180°剥離でシール強度を測定した。得られた多層積層体は、適度なシール強度を有し、剥離外観も美麗であり、十分な透明性および酸素バリア性を有するものであることが確認された。
【0036】
[実施例2]
(1)シール樹脂層(A)
シール樹脂層(A)用樹脂組成物として、低密度ポリエチレン(プライムポリマー社製エボリューSP1085:密度=0.919 g/cm3、MFR(190℃)=8.0 g/10分)60重量部と、プロピレンエラストマー(ダウケミカル社製バーシファイV2200:密度=0.888 g/cm3、MFR(230℃)=8.0 g/10分)40重量部を十分に混錬し、調製した。
【0037】
(2)基材樹脂層(B)
基材樹脂層(B)用樹脂組成物として、エチレン・無水マレイン酸グラフト共重合体(三井化学(株)製アドマーNF308:密度=0.932 g/cm3、MFR(230℃)=1.7 g/10分)である樹脂を100重量部調製した。
【0038】
(3)基材樹脂層(C)
基材樹脂層(C)用樹脂組成物として、エチレン・ビニルアルコール共重合体(クラレ(株)製エバールH101:密度=1.17 g/cm3、MFR(190℃)=1.6 g/10分)である樹脂を100重量部調製した。
上吹き空冷インフレーション共押出製膜機を用いて、総厚50 μmの多層積層フィルム(シール樹脂層(A)5 μm/基材樹脂層(B)15 μm/基材樹脂層(C)30 μm)を製造した。
以下実施例1と同様にし、同様の結果が得られた。
【0039】
[比較例1]
(1)シール樹脂層(A)
シール樹脂層(A)用樹脂組成物として、低密度ポリエチレン(プライムポリマー社製エボリューSP2020:密度=0.923 g/cm3、MFR(190℃)=3.0 g/10分)60重量部と、プロピレンエラストマー(ダウケミカル社製バーシファイV2300:密度=0.867 g/cm3、MFR(230℃)=25 g/10分)40重量部を十分に混錬し、調製した。
【0040】
(2)基材樹脂層(B)
基材樹脂層(B)用樹脂組成物として、エチレン・無水マレイン酸グラフト共重合体(三井化学(株)製アドマーNF308:密度=0.932 g/cm3、MFR(230℃)=1.7 g/10分)である樹脂を100重量部調製した。
【0041】
(3)基材樹脂層(C)
基材樹脂層(C)用樹脂組成物として、エチレン・ビニルアルコール共重合体(クラレ(株)製エバールH101:密度=1.17 g/cm3、MFR(190℃)=1.6 g/10分)である樹脂を100重量部調製した。
上吹き空冷インフレーション共押出製膜機を用いて、総厚50 μmの多層積層フィルム(シール樹脂層(A)5 μm/基材樹脂層(B)15 μm/基材樹脂層(C)30 μm)を製造したが、製膜機のニップロールでブロッキングが生じてしまい、製膜できなかった。
【0042】
[比較例2]
(1)シール樹脂層(A)
シール樹脂層(A)用樹脂組成物として、低密度ポリエチレン(日本ポリエチレン社製ノバテックLD LC522:密度=0.921 g/cm3、MFR(190℃)=4.0 g/10分)50重量部と、プロピレンエラストマー(ダウケミカル社製バーシファイV3200:密度=0.866 g/cm3、MFR(230℃)=2.0 g/10分)50重量部を十分に混錬し、調製した。
【0043】
(2)基材樹脂層(B)
基材樹脂層(B)用樹脂組成物として、エチレン・無水マレイン酸グラフト共重合体(三井化学(株)製アドマーNF308:密度=0.932 g/cm3、MFR(230℃)=1.7 g/10分)である樹脂を100重量部調製した。
【0044】
(3)基材樹脂層(C)
基材樹脂層(C)用樹脂組成物として、エチレン・ビニルアルコール共重合体(クラレ(株)製エバールE105:密度=1.14 g/cm3、MFR(190℃)=5.5 g/10分)である樹脂を100重量部調製した。
上吹き空冷インフレーション共押出製膜機を用いて、総厚30 μmの多層積層フィルム(シール樹脂層(A)5 μm/基材樹脂層(B)20 μm/基材樹脂層(C)5 μm)を製造し、各種物性を評価したが、酸素透過度が高く、十分な酸素バリア性を付与することができなかった。
【0045】
[結果]
上記の実施例、比較例において測定されたシール強度、ヘイズ値および酸素透過度をまとめると、表1のとおりとなる。
なお、これらの物性は次のように測定した。
(1)層厚:SONY(株)製μ−メータにより測定した。
(2)シール強度:ポリプロピレン製カップへ、平シールからシール温度170℃、3 kg/cm2、1秒の条件でシールした。引張試験機から15 mm幅の短冊状試験片を切出し、300 mm/分で引張試験を実施した。
(3)ヘイズ値:ヘーズコンピューター(スガ試験機(株)社製:HGM−2DP)を用いて測定した。
(4)酸素透過度:温度23℃、湿度90%RHの条件で、米国、MOCON製の測定機〔機種名:オクストラン(OX−TRAN)〕にてJIS K7126に準拠した方法で測定した。
【0046】
【表1】
【0047】
以上のとおり実施例1、2の多層積層フィルムは、いずれも好適なシール強度と優れた易開封性を示すと共に、良好な透明性、ガスバリア性を有することが確認された。
これに対し、比較例1の多層積層フィルムにおいて、シール樹脂層(A)に使用するプロピレンエラストマーのMFRは、25 g/10分と高いものであるが、インフレーション製膜法により製造することができないものであることが確認された。また、比較例2の多層積層フィルムは、基材樹脂層(C)の層厚が5μmと小さいものであるが、著しくガスバリア性に劣るものであった。
【図面の簡単な説明】
【0048】
【図1】本発明の多層積層フィルムの層構成を示す断面図である。
【図2】本発明の多層積層フィルムの層構成を示す断面図である。
【符号の説明】
【0049】
1 シール樹脂層(A)
2 基材樹脂層(B)
3 基材樹脂層(C)
4 ラミネート接着剤層
5 印刷層
6 蓋材基材層(D)
【特許請求の範囲】
【請求項1】
シール樹脂層(A)、ならびにその上に順に積層された基材樹脂層(B)および基材樹脂層(C)を有する多層積層フィルムであって、
シール樹脂層(A)は、(i)密度が0.915〜0.930g/cm3の低密度ポリエチレンまたはエチレン−α−オレフィン共重合体90〜30重量部と(ii)密度が0.850〜0.89g/cm3のプロピレンエラストマー10〜70重量部からなり、ここで(i)と(ii)の合計は100重量部であり、
基材樹脂層(B)は、エチレン・無水マレイン酸グラフト重合体またはプロピレン・無水マレイン酸グラフト重合体からなり、
基材樹脂層(C)は、エチレン・ビニルアルコール共重合体からなり、そして
前記シール樹脂層(A)の層厚が、1〜20μmであり、前記基材樹脂層(B)の層厚が1〜20μmであり、前記基材樹脂層(C)の層厚が10〜30μmであって、さらに前記基材樹脂層(B)と基材樹脂層(C)との層厚の合計が30〜50μmであることを特徴とする多層積層フィルム。
【請求項2】
シール樹脂層(A)に用いるプロピレンエラストマーが、エチレン・プロピレンランダム共重合体であり、かつMFR(230℃)が、1〜12g/10分であることを特徴とする請求項1に記載の多層積層フィルム。
【請求項3】
シール樹脂層(A)とは反対側の、基材樹脂層(C)の表面に、延伸フィルムおよび無機酸化物を蒸着した延伸フィルムから選択される蓋材基材層(D)が1層または2層さらに積層されていることを特徴とする、請求項1または2に記載の多層積層フィルム。
【請求項4】
無機酸化物が、アルミナ、またはシリカである請求項3に記載の多層積層フィルム。
【請求項5】
JIS K 7126に準拠した方法で測定した場合の多層積層フィルムの酸素透過度が、3.0cc/m2・day・atm以下であることを特徴とする請求項3または4に記載の多層積層フィルム。
【請求項6】
多層積層フィルムのヘイズ値が、40%以下であることを特徴とする請求項3〜5のいずれか一項に記載の多層積層フィルム。
【請求項7】
請求項3〜6のいずれか1項に記載の多層積層フィルムを蓋材として用いる包装容器であって、該蓋材のシール樹脂層(A)が、ポリエチレンで形成された容器の開口部に接するように重ねられた状態でヒートシールされ、開封時に蓋材のシール樹脂層(A)が凝集破壊して開封される包装容器。
【請求項8】
インフレーション製膜法を用いることを特徴とする請求項1または2に記載の多層積層フィルムの製造方法。
【請求項1】
シール樹脂層(A)、ならびにその上に順に積層された基材樹脂層(B)および基材樹脂層(C)を有する多層積層フィルムであって、
シール樹脂層(A)は、(i)密度が0.915〜0.930g/cm3の低密度ポリエチレンまたはエチレン−α−オレフィン共重合体90〜30重量部と(ii)密度が0.850〜0.89g/cm3のプロピレンエラストマー10〜70重量部からなり、ここで(i)と(ii)の合計は100重量部であり、
基材樹脂層(B)は、エチレン・無水マレイン酸グラフト重合体またはプロピレン・無水マレイン酸グラフト重合体からなり、
基材樹脂層(C)は、エチレン・ビニルアルコール共重合体からなり、そして
前記シール樹脂層(A)の層厚が、1〜20μmであり、前記基材樹脂層(B)の層厚が1〜20μmであり、前記基材樹脂層(C)の層厚が10〜30μmであって、さらに前記基材樹脂層(B)と基材樹脂層(C)との層厚の合計が30〜50μmであることを特徴とする多層積層フィルム。
【請求項2】
シール樹脂層(A)に用いるプロピレンエラストマーが、エチレン・プロピレンランダム共重合体であり、かつMFR(230℃)が、1〜12g/10分であることを特徴とする請求項1に記載の多層積層フィルム。
【請求項3】
シール樹脂層(A)とは反対側の、基材樹脂層(C)の表面に、延伸フィルムおよび無機酸化物を蒸着した延伸フィルムから選択される蓋材基材層(D)が1層または2層さらに積層されていることを特徴とする、請求項1または2に記載の多層積層フィルム。
【請求項4】
無機酸化物が、アルミナ、またはシリカである請求項3に記載の多層積層フィルム。
【請求項5】
JIS K 7126に準拠した方法で測定した場合の多層積層フィルムの酸素透過度が、3.0cc/m2・day・atm以下であることを特徴とする請求項3または4に記載の多層積層フィルム。
【請求項6】
多層積層フィルムのヘイズ値が、40%以下であることを特徴とする請求項3〜5のいずれか一項に記載の多層積層フィルム。
【請求項7】
請求項3〜6のいずれか1項に記載の多層積層フィルムを蓋材として用いる包装容器であって、該蓋材のシール樹脂層(A)が、ポリエチレンで形成された容器の開口部に接するように重ねられた状態でヒートシールされ、開封時に蓋材のシール樹脂層(A)が凝集破壊して開封される包装容器。
【請求項8】
インフレーション製膜法を用いることを特徴とする請求項1または2に記載の多層積層フィルムの製造方法。
【図1】


【図2】
【図2】
【公開番号】特開2010−76342(P2010−76342A)
【公開日】平成22年4月8日(2010.4.8)
【国際特許分類】
【出願番号】特願2008−249400(P2008−249400)
【出願日】平成20年9月29日(2008.9.29)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成22年4月8日(2010.4.8)
【国際特許分類】
【出願日】平成20年9月29日(2008.9.29)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]