
易開封性レトルト包装体
【課題】 レトルト適性を有すると共に直進開封性に優れ、手で容易に開封できる易開封性レトルト包装体を提供する。
【解決手段】 本発明の易開封性レトルト包装体は、少なくとも表面層、レーザー反射インキ層、中間支持層、バリア層、ヒートシール層の順に積層されたフイルム状積層体が、表面層側を外側とし、ヒートシール層側を内容物側として重ね合わされ、周端部がヒートシールされると共に手で引き裂き開封可能とされる開封部が設けられた包装袋において、該開封部におけるフイルム状積層体が、表面層側からのレーザー照射によりその断面方向に表面層側からレーザー反射インキ層の手前までハーフカットされ、開封部に直進開封性が付与されたものである。
【解決手段】 本発明の易開封性レトルト包装体は、少なくとも表面層、レーザー反射インキ層、中間支持層、バリア層、ヒートシール層の順に積層されたフイルム状積層体が、表面層側を外側とし、ヒートシール層側を内容物側として重ね合わされ、周端部がヒートシールされると共に手で引き裂き開封可能とされる開封部が設けられた包装袋において、該開封部におけるフイルム状積層体が、表面層側からのレーザー照射によりその断面方向に表面層側からレーザー反射インキ層の手前までハーフカットされ、開封部に直進開封性が付与されたものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、レトルト適性を有すると共に直進開封性に優れ、手で容易に開封できる易開封性レトルト包装体に関する。
【背景技術】
【0002】
従来より、レトルト用包装体としては、例えば表面側からPET(又はOPP)/ON/Al箔/CPP(又はLLDPE)のフイルム状積層体が汎用的に用いられている。ここで表面層としては二軸延伸ポリエチレンテレフタレート(PET)フィルムや二軸延伸ポリプロピレン(OPP)フィルム、バリア層としてはアルミニウム箔(Al箔)、内面のヒートシール層としては未延伸ポリプロピレン(CPP)や直鎖状低密度ポリエチレン(LLDPE)、そして、中間支持層として耐衝撃性や自立性(起立性)を良くするための二軸延伸ナイロン(ON)が用いられている。
【0003】
このようなレトルト用包装体においては、内容物を取り出すために包装体を手で直線的に引き裂こうとしても、従来の二軸延伸ナイロン(ON)を中間支持層として有する包装体においては、ノッチを設けても開封の際に直線的に引き裂かれず、表側の積層材と裏側の積層材とで引き裂き位置がずれ、股裂き状態で引き裂かれるという問題がある。また、レトルト時の破袋防止や流通時の破袋防止のため、ヒートシール層である未延伸ポリプロピレンの厚さを50μm以上、また、全体の厚さを80μm以上とされるが、このような厚さとすると手での開封は困難となる。
【0004】
しかし、レトルト用包装体においては、手で容易に開封され、しかも直進開封性が求められる場合が多く、積層体の構成中に直進引き裂き性を改良した延伸高密度ポリエチレン層や二軸延伸特殊ナイロンフイルムを用いることが知られているが(特許文献1、2)、包材の物性を劣化させたり、価格が高くなるという欠点を有している。また、表面層である二軸延伸ポリエチレンテレフタレートフィルム(PET)層や中間支持層である二軸延伸ナイロン(ON)層に、積層体の作製前にあらかじめ複数本の切り込みを入れたり、点線加工等の切れ目等を入れておく手法もあるが(特許文献3)、積層作業に際しての切り込みの位置合わせを精度よく行うことは困難であるという問題がある。
【0005】
一方、詰め替え洗剤用パウチにおいて、開封部の形成にレーザーによるハーフカットを行うことが知られている。しかしながら、レーザーによる穿孔操作によっては表面層のみをカットするように制御することは困難であるため、一部、中間支持層もカットされてしまい、レトルト用パウチにあっては、レトルトによる熱水によりアルミ地が腐蝕されてバリア性が損なわれたり、また、ピンホールが発生する危険性も高く、レトルト用パウチにおける開封部としてこの手法が採用された例はない。
【特許文献1】特開平8−80977号公報
【特許文献2】特開2003−236972
【特許文献3】特開平11−77872号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、レトルトパウチにおける開封部をレーザー照射により形成するに際して、ハーフカットの範囲を中間支持層に影響を与えることなく収めることができ、レトルト操作時においてもレーザー照射部の物性劣化を防止できると共に、開封部の直進開封性に優れる易開封性レトルト包装体の提供を課題とする。
【課題を解決するための手段】
【0007】
本発明の易開封性レトルト包装体は、少なくとも表面層、レーザー反射インキ層、中間支持層、バリア層、ヒートシール層の順に積層されたフイルム状積層体が、表面層側を外側とし、ヒートシール層側を内容物側として重ね合わされ、周端部がヒートシールされると共に、重ね合わされたフィルム状積層体が手で引き裂き開封可能とされる開封部が設けられた包装袋において、該開封部におけるフイルム状積層体が、表面層側からのレーザー照射によりその断面方向に表面層側からレーザー反射インキ層の手前までハーフカットされ、開封部に直進開封性が付与されたことを特徴とする。
【0008】
上記のレーザー反射インキ層が、金属粉を3〜10質量%含有するメタリックインク層である。
【0009】
上記の金属粉が、リーフィングタイプのアルミニュウム粉であることを特徴とする。
【0010】
上記の表面層とレーザー反射インキ層との間に印刷層を有することを特徴とする。
【0011】
上記の印刷層が、レーザー吸収剤を含有することを特徴とする。
【0012】
上記の表面層とレーザー反射インキ層との間に、印刷層およびレーザー吸収剤層を有することを特徴とする。
【0013】
上記のレーザー反射インキ層、中間支持層、バリア層、ヒートシール層の各層間が、ラミネート用接着剤を使用して積層されることを特徴とする。
【発明の効果】
【0014】
本発明の易開封性レトルト包装体は、レトルトパウチにおける開封部をレーザーにより形成するに際して、レーザー照射をレーザー反射インキ層により反射できるので、中間支持層を損傷することがない。そのため、レトルトの際にレーザー照射部におけるAl箔等のバリア層の物性劣化を防止でき、また、切取り線におけるハーフカットにより、開封に際しての直進開封性に優れるものとできる。
【発明を実施するための最良の形態】
【0015】
本発明の易開封性レトルト包装体を図面を参照して説明する。図1は、本発明の易開封性レトルト包装体の一例を示す正面図であり、図2は、本発明の易開封性レトルト包装体におけるフイルム状積層体の層構成を示す断面図である。また、図3は、本発明の易開封性レトルト包装体における切取り線の断面状態を説明するための模式図である。
【0016】
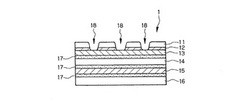
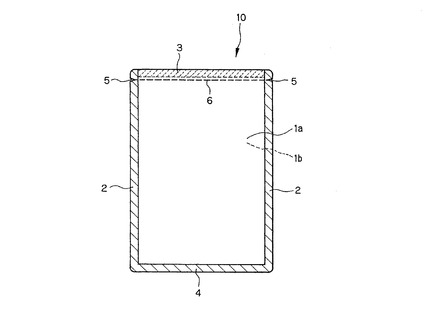
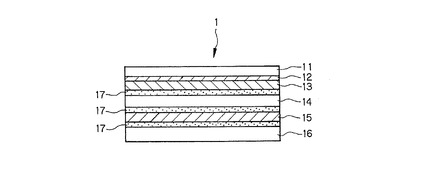
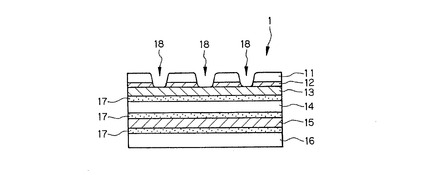
図中、1(1a、1b)はフイルム状積層体、2は側部シール部、3は上部シール部、4は底部シール部、5はノッチ、6は切取り部、10は易開封性レトルト包装体、11は表面層、12は印刷層、13はレーザー反射インキ層、14は中間支持層、15はバリア層、16はヒートシール層、17は接着剤層、18はハーフカット部を示す。
【0017】
まず、図1に示される易開封性レトルト包装体10は、2枚のフイルム状積層体1a、1bを表面層を外側とし、ヒートシール層を内側として重ね合わせ、3方をヒートシール2、2、4したもので、内容物を収納した後、上部シール3され、また、この包装体10には、上部シール3の近傍の側部シール部2、2に開封用のノッチ5、5が設けられると共に、ノッチ5、5を起点とする切取り部6が設けられている。
【0018】
次に、図2、図3に示される本発明におけるフイルム状積層体1(1a、1b)について説明する。
フイルム状積層体における表面層11は、例えばポリエチレンテレフタレートフイルム(PET)、ポリブチレンテレフタレートフイルム等のポリエステルフイルム、ポリプロピレンフイルム(PP)、6−ナイロンフイルム、6,6−ナイロンフイルム等のポリアミドフイルムが例示される。一般的には2軸延伸加工を施すことにより、耐熱性、耐衝撃性が向上したものが使用される。また、フイルム流れ方向(MD)に直線カット性を有する、ポリエステルフイルムやナイロンフイルムを使用し、MD方向と切取り方向とを一致させて表面層とすることにより、開封に際しての直進開封性により優れるものとできる。表面層(フイルム)の厚みは、5〜20μmである。
【0019】
表面層11の表面(図示せず)、および/または裏面には印刷層12が設けられる。使用するインキは、通常の二液硬化型ウレタン系樹脂を主転色料として、耐熱水性に優れた顔料を着色料とする耐熱水性グラビアインキが使用でき、グラビア印刷等印刷される。また、印刷適性を付与するために、表面層を形成するフイルム表面にコロナ処理を施しておいてもよい。
【0020】
また、印刷インキ中には、レーザー吸収性色素を含有させるとよい。レーザー吸収性色素としては、レーザー光の発振波長域にもよるが、その波長域が例えば800nmを中心とする近赤外域であれば、耐熱水性を有し、無害の無機化合物や近赤外吸収色素を印刷インキ中に含有させるとよく、レーザー照射部をレーザー吸収性に優れるものとでき、ハーフカット部を効率よく形成することができる。なお、印刷層12上にレーザー吸収性色素インキを使用して、レーザー吸収性色素層を印刷形成してもよい。
【0021】
次に、本発明の特徴をなすレーザー反射インキ層13について説明する。レーザー反射インキ層は、厚みが0.5μm以下で箔面積が20μm2 〜2000μm2 のリーフィングタイプのアルミニウム箔片を75%以上含有するアルミニウム箔を3〜10質量%、好ましくは3質量%〜7質量%含むメタリックインキである。インキ中には、アルミニウム箔100質量部に対し、ポリエステル樹脂、ポリ(メタ)アクリル酸エステル、塩ビ、ポリウレタン、エポキシ樹脂等の透明バインダー樹脂15〜200質量部が含有される。また、溶剤としてはエステル類、エーテル類、ケトン類、芳香族炭化水素類が例示され、インキの粘度50〜1000cps(20℃、BM型回転粘度計)とするとよい。レーザー反射インキは、グラビア印刷によりフイルム状積層体における少なくとも切取り線部6を形成する部分に、膜厚0.1μm〜1μm、好ましくは0.2μm〜0.5μmに形成されるとよい。
【0022】
レーザー反射インキは、アルミニウム箔を3〜10質量%の濃度とすることにより、印刷層上に塗布形成されると、リーフィング状のアルミニウム箔片が印刷層上に折り重なるように配列して積層され、鏡面化し、レーザー反射性に優れるものとできる。アルミニウム箔の濃度が濃くなると、鏡面性が低下し、レーザー反射性が低下するので好ましくない。
【0023】
中間支持層14としては、通常の二軸延伸ナイロンフイルム(ON)であるが、上述の表面層と同様にフイルム流れ方向(MD)に直線カット性を有するナイロンフイルムを使用してそのMD方向と包装袋の切取り方向とを一致させてもよく、開封に際しての直進開封性により優れるものとできる。ONフイルムは、PETフイルムと比べるとやや剛性が低く、7%程度の吸湿性を有する反面、屈曲強度や突き刺し強度、衝撃強度、引っ張り強度などの機械的強度に優れ、特に低温時においてもこれらの物性に優れるため、表面層としてPETフイルムを使用し、組合せることにより、互いの弱点を補完しあって綜合的に優れた性能の積層フイルムを得ることができる。ONフイルム14の厚みは10μm〜40μm、好ましくは13μm〜30μmである。
【0024】
バリア層15としては、酸素バリア層としては厚さ5μm〜9μmのアルミニウム箔を用いるのが一般的であるが、アルミニウム、酸化アルミナ、酸化珪素等の無機物を蒸着したフイルムを使用してもよい。
【0025】
ヒートシール層16としては、レトルト加工処理に耐え、更に熱によって溶融し相互に融着し得るものであればよい。具体的には、例えば低密度ポリエチレンフイルム、中密度ポリエチレンフイルム、高密度ポリエチレンフイルム、線状低密度ポリエチレンフイルム、ポリプロピレンフイルム、エチレン−酢酸ビニル共重合体樹脂フイルム、アイオノマー樹脂フイルム、エチレン−アクリル酸共重合体樹脂フイルム、エチレン−アクリル酸エチル共重合体樹脂フイルム、エチレン−メタクリル酸共重合体樹脂フイルム、エチレン−プロピレン共重合体フイルム、メチルペンテン樹脂フイルム、ポリブテン樹脂フイルム、酸変性ポリオレフィン系樹脂フイルム等を使用することができる。そのフイルムの厚さは10μm〜300μm、好ましくは20μm〜100μmである。
【0026】
本発明においては、特に、ヒートシール層としてレトルト耐性に優れる無延伸ポリプロピレン系樹脂フイルムを使用するのが好ましい。特に、120℃以上のハイレトルト(HTST)には、融点が145℃〜165℃の無延伸ポリプロピレン系樹脂フイルム使用することが好ましい。具体的には、エチレン−プロピレンコポリマーを主成分とし、プロピレン−エチレンランダム共重合体、プロピレン−エチレンブロック共重合体等の樹脂から製膜したフイルムを使用することが好ましい。必要に応じ、これにオレフィン系ゴム成分を添加し、更に所望の添加材を任意に添加して充分に混練した組成物を、例えば押出成形によりフイルム化して得られる無延伸ポリプロピレン系樹脂フイルムが好ましい。
【0027】
また、上述したレーザー反射インキ層、ポリアミド樹脂フイルム等の中間支持層、アルミニウム箔等のバリア層、ヒートシール層の各層間は、ドライラミネーション法、ウェットラミネーション法、押し出しラミネーション法等により、またはこれらの方法を組合せて積層されるとよいが、中でもドライラミネーション法が好ましく、この場合の接着剤としてはポリエステルポリウレタン系の接着剤が好ましく用いられる。コート量は乾燥状態で0.5g/m2 〜10g/m2 の範囲で使用されるが、引き裂き性を考慮すると1〜5g/m2 が好ましい。ポリエステルポリウレタン系接着剤層は伸びが少なく、積層体を構成する各フイルムに追随して容易に引き裂かれるので、好ましい。また、耐熱性に優れるので、レトルト包装袋に適した接着剤である。また、積層体の引き裂き強度としては、JIS P8116に準じて引き裂き強度を測定した場合、100g以下が良好である。
【0028】
このようにして得られたフイルム状積層体は、例えば、図1に示すように、ヒートシール層を内側として2枚重ね合わされた後、3方周囲を加熱シールして袋を作成する。次いで、パウチ上部にノッチ5、5を施し、レーザーを使用してノッチ部5、5間に、例えば平袋の表裏において直線状にレーザー照射するとよく、これにより、表裏における切取り部の位置を一致させることができる。本発明においては、例えば3方パウチを形成した後に、表裏のノッチ間に直線状に切取り部6をレーザー照射により形成するので、表裏のズレは全くなく、直線引き裂き性に優れるものとできる。照射部におけるハーフカットの形状としては、点線状でも直線状でも構わない。
【0029】
また、レーザー光はレーザー反射インキ層により反射されるので、断面方向に向けて外側からレーザー反射インキ層の手前までハーカットされ、中間支持層、バリア層への影響を防止でき、レトルト適正を維持できる。そして、3方パウチ中に内容物を収納した後、上部シール部がヒートシールされ、本発明の易開封性レトルト包装体とされる。
【0030】
本発明の易開封性レトルト包装体は、他にも、四方シール袋、あるいはピロー形式の袋などの平袋のほか、スタンディングパウチなどの自立袋、更にはガセット袋などいずれの形式の袋にも適用することができる。
【実施例】
【0031】
以下に、実施例、比較例を挙げて本発明を更に具体的に説明する。
(実施例)
厚さ12μmのPETフィルム(東洋紡(株)製「E5100」)の片面に白色インキ(ザ・インクテック社製「クリオス白」)を1μmの乾燥膜厚でグラビア印刷した後、その印刷面にメタリックインキ(リーフィングタイプアルミニウム片を10質量%含有、ザ・インクテック(株)製「CLIOS−銀」)をアルミニウム片6質量%となるように希釈した後、1μmの乾燥膜厚でグラビア印刷した。
【0032】
得られたPET印刷物のメタリック印刷面にポリエステルポリウレタン系接着剤(武田薬品工業(株)製「タケラックA515/A−50」)を4g/m2 (乾燥状態)塗布した後、厚さ15μmのONBC−RT(ON)フィルム(ユニチカ(株)製)をドライラミネーション法によりラミネートして積層フィルムを得た。
【0033】
次に、積層フィルムのONフィルム面に上記同様にポリエステルポリウレタン系接着剤を使用して厚さ7μmのアルミニウム(AL)箔をドライラミネーション法によりラミネートし、更に、そのAl箔面に同様にポリエステルポリウレタン系接着剤を使用して厚さ70μmの未延伸ポリプロピレン(CPP)フィルム(東レフィルム加工(株)製「ZK93K」)をドライラミネーション法により積層し、下記仕様のフィルム状積層体を得た。
【0034】
PETフィルム(膜厚12μm)/印刷層(1μm)/メタリック印刷層(1μm)/接着剤層/ONフィルム(15μm)/接着剤層/AL箔(7μm)/接着剤層/未延伸CPPフィルム(70μm)。
【0035】
(比較例)
実施例におけるフィルム状積層体の製造に際して、メタリックインキ層を設けない以外は、実施例と同様にして下記仕様のフィルム状積層体を得た。
【0036】
PETフィルム(12μm)/印刷層(1μm)/接着剤層/ONフィルム(15μm)/接着剤層/AL箔(7μm)/接着剤層/未延伸CPPフィルム(70μm)。
【0037】
実施例、比較例で得られたフィルム状積層体を使用し、それぞれ、未延伸CPPフィルム側を内面にして、図1の形状で130mm×170mm3方パウチとし、パウチ上部30mmの箇所にノッチ5、5を施した。
【0038】
得られた3方パウチのノッチ5、5間に、炭酸ガスレーザー(キーエンスL−Z9510)30W(出力50%)スキャン速度1500mm/sec、照射径0.4mmにてレーザー照射を直線状でパウチの表裏に施した。
【0039】
実施例、比較例で得られた3方パウチにおける穿孔パターン(断面)を観察したところ、実施例ではメタリックインキ層の手前までのPET層と印刷層が穿孔され、ON層への影響を認められなかったが、比較例ではPET層と印刷層が穿孔され、ON層もその膜厚方向で2/3適度まで穿孔されていことがわかった。
【0040】
次に、実施例、比較例で各々得られた袋を手でノッチ部から引き裂き開封を試みたところ、いずれも直進開封性は良好であったが、実施例、比較例で得られた3方パウチに、水220ccをそれぞれ充填した後、パウチ上部をヒートシールした。
【0041】
そして、ノッチ部を下にして落下テストを実施した。高さ120cmから30回垂直落下させたところ、実施例で得られた袋は30回落下させたが破袋しなかったが、比較例でえられた袋は、12回落下させた時点でノッチ部からの切れが発生した。
【産業上の利用可能性】
【0042】
本発明は、レトルト適性を有すると共に直進開封性に優れ、手で容易に開封できる易開封性レトルト包装体に適している。
【図面の簡単な説明】
【0043】
【図1】図1は、本発明の易開封性レトルト包装体の一例を示す正面図である。
【図2】図2は、本発明の易開封性レトルト包装体におけるフイルム状積層体の層構成を示す断面図である。
【図3】図3は、本発明の易開封性レトルト包装体の切取り線部のフイルム状積層体における断面状態を説明する模式図である。
【符号の説明】
【0044】
1(1a、1b)…フイルム状積層体、2…側部シール部、3…上部シール部、4…底部シール部、5…ノッチ、6…切取り部、10…易開封性レトルト包装体、11…表面層、12…印刷層、13…レーザー反射インキ層、14…中間支持層、15…バリア層、16…ヒートシール層、17…接着剤層、18…ハーフカット部
【技術分野】
【0001】
本発明は、レトルト適性を有すると共に直進開封性に優れ、手で容易に開封できる易開封性レトルト包装体に関する。
【背景技術】
【0002】
従来より、レトルト用包装体としては、例えば表面側からPET(又はOPP)/ON/Al箔/CPP(又はLLDPE)のフイルム状積層体が汎用的に用いられている。ここで表面層としては二軸延伸ポリエチレンテレフタレート(PET)フィルムや二軸延伸ポリプロピレン(OPP)フィルム、バリア層としてはアルミニウム箔(Al箔)、内面のヒートシール層としては未延伸ポリプロピレン(CPP)や直鎖状低密度ポリエチレン(LLDPE)、そして、中間支持層として耐衝撃性や自立性(起立性)を良くするための二軸延伸ナイロン(ON)が用いられている。
【0003】
このようなレトルト用包装体においては、内容物を取り出すために包装体を手で直線的に引き裂こうとしても、従来の二軸延伸ナイロン(ON)を中間支持層として有する包装体においては、ノッチを設けても開封の際に直線的に引き裂かれず、表側の積層材と裏側の積層材とで引き裂き位置がずれ、股裂き状態で引き裂かれるという問題がある。また、レトルト時の破袋防止や流通時の破袋防止のため、ヒートシール層である未延伸ポリプロピレンの厚さを50μm以上、また、全体の厚さを80μm以上とされるが、このような厚さとすると手での開封は困難となる。
【0004】
しかし、レトルト用包装体においては、手で容易に開封され、しかも直進開封性が求められる場合が多く、積層体の構成中に直進引き裂き性を改良した延伸高密度ポリエチレン層や二軸延伸特殊ナイロンフイルムを用いることが知られているが(特許文献1、2)、包材の物性を劣化させたり、価格が高くなるという欠点を有している。また、表面層である二軸延伸ポリエチレンテレフタレートフィルム(PET)層や中間支持層である二軸延伸ナイロン(ON)層に、積層体の作製前にあらかじめ複数本の切り込みを入れたり、点線加工等の切れ目等を入れておく手法もあるが(特許文献3)、積層作業に際しての切り込みの位置合わせを精度よく行うことは困難であるという問題がある。
【0005】
一方、詰め替え洗剤用パウチにおいて、開封部の形成にレーザーによるハーフカットを行うことが知られている。しかしながら、レーザーによる穿孔操作によっては表面層のみをカットするように制御することは困難であるため、一部、中間支持層もカットされてしまい、レトルト用パウチにあっては、レトルトによる熱水によりアルミ地が腐蝕されてバリア性が損なわれたり、また、ピンホールが発生する危険性も高く、レトルト用パウチにおける開封部としてこの手法が採用された例はない。
【特許文献1】特開平8−80977号公報
【特許文献2】特開2003−236972
【特許文献3】特開平11−77872号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、レトルトパウチにおける開封部をレーザー照射により形成するに際して、ハーフカットの範囲を中間支持層に影響を与えることなく収めることができ、レトルト操作時においてもレーザー照射部の物性劣化を防止できると共に、開封部の直進開封性に優れる易開封性レトルト包装体の提供を課題とする。
【課題を解決するための手段】
【0007】
本発明の易開封性レトルト包装体は、少なくとも表面層、レーザー反射インキ層、中間支持層、バリア層、ヒートシール層の順に積層されたフイルム状積層体が、表面層側を外側とし、ヒートシール層側を内容物側として重ね合わされ、周端部がヒートシールされると共に、重ね合わされたフィルム状積層体が手で引き裂き開封可能とされる開封部が設けられた包装袋において、該開封部におけるフイルム状積層体が、表面層側からのレーザー照射によりその断面方向に表面層側からレーザー反射インキ層の手前までハーフカットされ、開封部に直進開封性が付与されたことを特徴とする。
【0008】
上記のレーザー反射インキ層が、金属粉を3〜10質量%含有するメタリックインク層である。
【0009】
上記の金属粉が、リーフィングタイプのアルミニュウム粉であることを特徴とする。
【0010】
上記の表面層とレーザー反射インキ層との間に印刷層を有することを特徴とする。
【0011】
上記の印刷層が、レーザー吸収剤を含有することを特徴とする。
【0012】
上記の表面層とレーザー反射インキ層との間に、印刷層およびレーザー吸収剤層を有することを特徴とする。
【0013】
上記のレーザー反射インキ層、中間支持層、バリア層、ヒートシール層の各層間が、ラミネート用接着剤を使用して積層されることを特徴とする。
【発明の効果】
【0014】
本発明の易開封性レトルト包装体は、レトルトパウチにおける開封部をレーザーにより形成するに際して、レーザー照射をレーザー反射インキ層により反射できるので、中間支持層を損傷することがない。そのため、レトルトの際にレーザー照射部におけるAl箔等のバリア層の物性劣化を防止でき、また、切取り線におけるハーフカットにより、開封に際しての直進開封性に優れるものとできる。
【発明を実施するための最良の形態】
【0015】
本発明の易開封性レトルト包装体を図面を参照して説明する。図1は、本発明の易開封性レトルト包装体の一例を示す正面図であり、図2は、本発明の易開封性レトルト包装体におけるフイルム状積層体の層構成を示す断面図である。また、図3は、本発明の易開封性レトルト包装体における切取り線の断面状態を説明するための模式図である。
【0016】
図中、1(1a、1b)はフイルム状積層体、2は側部シール部、3は上部シール部、4は底部シール部、5はノッチ、6は切取り部、10は易開封性レトルト包装体、11は表面層、12は印刷層、13はレーザー反射インキ層、14は中間支持層、15はバリア層、16はヒートシール層、17は接着剤層、18はハーフカット部を示す。
【0017】
まず、図1に示される易開封性レトルト包装体10は、2枚のフイルム状積層体1a、1bを表面層を外側とし、ヒートシール層を内側として重ね合わせ、3方をヒートシール2、2、4したもので、内容物を収納した後、上部シール3され、また、この包装体10には、上部シール3の近傍の側部シール部2、2に開封用のノッチ5、5が設けられると共に、ノッチ5、5を起点とする切取り部6が設けられている。
【0018】
次に、図2、図3に示される本発明におけるフイルム状積層体1(1a、1b)について説明する。
フイルム状積層体における表面層11は、例えばポリエチレンテレフタレートフイルム(PET)、ポリブチレンテレフタレートフイルム等のポリエステルフイルム、ポリプロピレンフイルム(PP)、6−ナイロンフイルム、6,6−ナイロンフイルム等のポリアミドフイルムが例示される。一般的には2軸延伸加工を施すことにより、耐熱性、耐衝撃性が向上したものが使用される。また、フイルム流れ方向(MD)に直線カット性を有する、ポリエステルフイルムやナイロンフイルムを使用し、MD方向と切取り方向とを一致させて表面層とすることにより、開封に際しての直進開封性により優れるものとできる。表面層(フイルム)の厚みは、5〜20μmである。
【0019】
表面層11の表面(図示せず)、および/または裏面には印刷層12が設けられる。使用するインキは、通常の二液硬化型ウレタン系樹脂を主転色料として、耐熱水性に優れた顔料を着色料とする耐熱水性グラビアインキが使用でき、グラビア印刷等印刷される。また、印刷適性を付与するために、表面層を形成するフイルム表面にコロナ処理を施しておいてもよい。
【0020】
また、印刷インキ中には、レーザー吸収性色素を含有させるとよい。レーザー吸収性色素としては、レーザー光の発振波長域にもよるが、その波長域が例えば800nmを中心とする近赤外域であれば、耐熱水性を有し、無害の無機化合物や近赤外吸収色素を印刷インキ中に含有させるとよく、レーザー照射部をレーザー吸収性に優れるものとでき、ハーフカット部を効率よく形成することができる。なお、印刷層12上にレーザー吸収性色素インキを使用して、レーザー吸収性色素層を印刷形成してもよい。
【0021】
次に、本発明の特徴をなすレーザー反射インキ層13について説明する。レーザー反射インキ層は、厚みが0.5μm以下で箔面積が20μm2 〜2000μm2 のリーフィングタイプのアルミニウム箔片を75%以上含有するアルミニウム箔を3〜10質量%、好ましくは3質量%〜7質量%含むメタリックインキである。インキ中には、アルミニウム箔100質量部に対し、ポリエステル樹脂、ポリ(メタ)アクリル酸エステル、塩ビ、ポリウレタン、エポキシ樹脂等の透明バインダー樹脂15〜200質量部が含有される。また、溶剤としてはエステル類、エーテル類、ケトン類、芳香族炭化水素類が例示され、インキの粘度50〜1000cps(20℃、BM型回転粘度計)とするとよい。レーザー反射インキは、グラビア印刷によりフイルム状積層体における少なくとも切取り線部6を形成する部分に、膜厚0.1μm〜1μm、好ましくは0.2μm〜0.5μmに形成されるとよい。
【0022】
レーザー反射インキは、アルミニウム箔を3〜10質量%の濃度とすることにより、印刷層上に塗布形成されると、リーフィング状のアルミニウム箔片が印刷層上に折り重なるように配列して積層され、鏡面化し、レーザー反射性に優れるものとできる。アルミニウム箔の濃度が濃くなると、鏡面性が低下し、レーザー反射性が低下するので好ましくない。
【0023】
中間支持層14としては、通常の二軸延伸ナイロンフイルム(ON)であるが、上述の表面層と同様にフイルム流れ方向(MD)に直線カット性を有するナイロンフイルムを使用してそのMD方向と包装袋の切取り方向とを一致させてもよく、開封に際しての直進開封性により優れるものとできる。ONフイルムは、PETフイルムと比べるとやや剛性が低く、7%程度の吸湿性を有する反面、屈曲強度や突き刺し強度、衝撃強度、引っ張り強度などの機械的強度に優れ、特に低温時においてもこれらの物性に優れるため、表面層としてPETフイルムを使用し、組合せることにより、互いの弱点を補完しあって綜合的に優れた性能の積層フイルムを得ることができる。ONフイルム14の厚みは10μm〜40μm、好ましくは13μm〜30μmである。
【0024】
バリア層15としては、酸素バリア層としては厚さ5μm〜9μmのアルミニウム箔を用いるのが一般的であるが、アルミニウム、酸化アルミナ、酸化珪素等の無機物を蒸着したフイルムを使用してもよい。
【0025】
ヒートシール層16としては、レトルト加工処理に耐え、更に熱によって溶融し相互に融着し得るものであればよい。具体的には、例えば低密度ポリエチレンフイルム、中密度ポリエチレンフイルム、高密度ポリエチレンフイルム、線状低密度ポリエチレンフイルム、ポリプロピレンフイルム、エチレン−酢酸ビニル共重合体樹脂フイルム、アイオノマー樹脂フイルム、エチレン−アクリル酸共重合体樹脂フイルム、エチレン−アクリル酸エチル共重合体樹脂フイルム、エチレン−メタクリル酸共重合体樹脂フイルム、エチレン−プロピレン共重合体フイルム、メチルペンテン樹脂フイルム、ポリブテン樹脂フイルム、酸変性ポリオレフィン系樹脂フイルム等を使用することができる。そのフイルムの厚さは10μm〜300μm、好ましくは20μm〜100μmである。
【0026】
本発明においては、特に、ヒートシール層としてレトルト耐性に優れる無延伸ポリプロピレン系樹脂フイルムを使用するのが好ましい。特に、120℃以上のハイレトルト(HTST)には、融点が145℃〜165℃の無延伸ポリプロピレン系樹脂フイルム使用することが好ましい。具体的には、エチレン−プロピレンコポリマーを主成分とし、プロピレン−エチレンランダム共重合体、プロピレン−エチレンブロック共重合体等の樹脂から製膜したフイルムを使用することが好ましい。必要に応じ、これにオレフィン系ゴム成分を添加し、更に所望の添加材を任意に添加して充分に混練した組成物を、例えば押出成形によりフイルム化して得られる無延伸ポリプロピレン系樹脂フイルムが好ましい。
【0027】
また、上述したレーザー反射インキ層、ポリアミド樹脂フイルム等の中間支持層、アルミニウム箔等のバリア層、ヒートシール層の各層間は、ドライラミネーション法、ウェットラミネーション法、押し出しラミネーション法等により、またはこれらの方法を組合せて積層されるとよいが、中でもドライラミネーション法が好ましく、この場合の接着剤としてはポリエステルポリウレタン系の接着剤が好ましく用いられる。コート量は乾燥状態で0.5g/m2 〜10g/m2 の範囲で使用されるが、引き裂き性を考慮すると1〜5g/m2 が好ましい。ポリエステルポリウレタン系接着剤層は伸びが少なく、積層体を構成する各フイルムに追随して容易に引き裂かれるので、好ましい。また、耐熱性に優れるので、レトルト包装袋に適した接着剤である。また、積層体の引き裂き強度としては、JIS P8116に準じて引き裂き強度を測定した場合、100g以下が良好である。
【0028】
このようにして得られたフイルム状積層体は、例えば、図1に示すように、ヒートシール層を内側として2枚重ね合わされた後、3方周囲を加熱シールして袋を作成する。次いで、パウチ上部にノッチ5、5を施し、レーザーを使用してノッチ部5、5間に、例えば平袋の表裏において直線状にレーザー照射するとよく、これにより、表裏における切取り部の位置を一致させることができる。本発明においては、例えば3方パウチを形成した後に、表裏のノッチ間に直線状に切取り部6をレーザー照射により形成するので、表裏のズレは全くなく、直線引き裂き性に優れるものとできる。照射部におけるハーフカットの形状としては、点線状でも直線状でも構わない。
【0029】
また、レーザー光はレーザー反射インキ層により反射されるので、断面方向に向けて外側からレーザー反射インキ層の手前までハーカットされ、中間支持層、バリア層への影響を防止でき、レトルト適正を維持できる。そして、3方パウチ中に内容物を収納した後、上部シール部がヒートシールされ、本発明の易開封性レトルト包装体とされる。
【0030】
本発明の易開封性レトルト包装体は、他にも、四方シール袋、あるいはピロー形式の袋などの平袋のほか、スタンディングパウチなどの自立袋、更にはガセット袋などいずれの形式の袋にも適用することができる。
【実施例】
【0031】
以下に、実施例、比較例を挙げて本発明を更に具体的に説明する。
(実施例)
厚さ12μmのPETフィルム(東洋紡(株)製「E5100」)の片面に白色インキ(ザ・インクテック社製「クリオス白」)を1μmの乾燥膜厚でグラビア印刷した後、その印刷面にメタリックインキ(リーフィングタイプアルミニウム片を10質量%含有、ザ・インクテック(株)製「CLIOS−銀」)をアルミニウム片6質量%となるように希釈した後、1μmの乾燥膜厚でグラビア印刷した。
【0032】
得られたPET印刷物のメタリック印刷面にポリエステルポリウレタン系接着剤(武田薬品工業(株)製「タケラックA515/A−50」)を4g/m2 (乾燥状態)塗布した後、厚さ15μmのONBC−RT(ON)フィルム(ユニチカ(株)製)をドライラミネーション法によりラミネートして積層フィルムを得た。
【0033】
次に、積層フィルムのONフィルム面に上記同様にポリエステルポリウレタン系接着剤を使用して厚さ7μmのアルミニウム(AL)箔をドライラミネーション法によりラミネートし、更に、そのAl箔面に同様にポリエステルポリウレタン系接着剤を使用して厚さ70μmの未延伸ポリプロピレン(CPP)フィルム(東レフィルム加工(株)製「ZK93K」)をドライラミネーション法により積層し、下記仕様のフィルム状積層体を得た。
【0034】
PETフィルム(膜厚12μm)/印刷層(1μm)/メタリック印刷層(1μm)/接着剤層/ONフィルム(15μm)/接着剤層/AL箔(7μm)/接着剤層/未延伸CPPフィルム(70μm)。
【0035】
(比較例)
実施例におけるフィルム状積層体の製造に際して、メタリックインキ層を設けない以外は、実施例と同様にして下記仕様のフィルム状積層体を得た。
【0036】
PETフィルム(12μm)/印刷層(1μm)/接着剤層/ONフィルム(15μm)/接着剤層/AL箔(7μm)/接着剤層/未延伸CPPフィルム(70μm)。
【0037】
実施例、比較例で得られたフィルム状積層体を使用し、それぞれ、未延伸CPPフィルム側を内面にして、図1の形状で130mm×170mm3方パウチとし、パウチ上部30mmの箇所にノッチ5、5を施した。
【0038】
得られた3方パウチのノッチ5、5間に、炭酸ガスレーザー(キーエンスL−Z9510)30W(出力50%)スキャン速度1500mm/sec、照射径0.4mmにてレーザー照射を直線状でパウチの表裏に施した。
【0039】
実施例、比較例で得られた3方パウチにおける穿孔パターン(断面)を観察したところ、実施例ではメタリックインキ層の手前までのPET層と印刷層が穿孔され、ON層への影響を認められなかったが、比較例ではPET層と印刷層が穿孔され、ON層もその膜厚方向で2/3適度まで穿孔されていことがわかった。
【0040】
次に、実施例、比較例で各々得られた袋を手でノッチ部から引き裂き開封を試みたところ、いずれも直進開封性は良好であったが、実施例、比較例で得られた3方パウチに、水220ccをそれぞれ充填した後、パウチ上部をヒートシールした。
【0041】
そして、ノッチ部を下にして落下テストを実施した。高さ120cmから30回垂直落下させたところ、実施例で得られた袋は30回落下させたが破袋しなかったが、比較例でえられた袋は、12回落下させた時点でノッチ部からの切れが発生した。
【産業上の利用可能性】
【0042】
本発明は、レトルト適性を有すると共に直進開封性に優れ、手で容易に開封できる易開封性レトルト包装体に適している。
【図面の簡単な説明】
【0043】
【図1】図1は、本発明の易開封性レトルト包装体の一例を示す正面図である。
【図2】図2は、本発明の易開封性レトルト包装体におけるフイルム状積層体の層構成を示す断面図である。
【図3】図3は、本発明の易開封性レトルト包装体の切取り線部のフイルム状積層体における断面状態を説明する模式図である。
【符号の説明】
【0044】
1(1a、1b)…フイルム状積層体、2…側部シール部、3…上部シール部、4…底部シール部、5…ノッチ、6…切取り部、10…易開封性レトルト包装体、11…表面層、12…印刷層、13…レーザー反射インキ層、14…中間支持層、15…バリア層、16…ヒートシール層、17…接着剤層、18…ハーフカット部
【特許請求の範囲】
【請求項1】
少なくとも表面層、レーザー反射インキ層、中間支持層、バリア層、ヒートシール層の順に積層されたフイルム状積層体が、表面層側を外側とし、ヒートシール層側を内容物側として重ね合わされ、周端部がヒートシールされると共に、重ね合わされたフィルム状積層体が手で引き裂き開封可能とされる開封部が設けられた包装袋において、該開封部におけるフイルム状積層体が、表面層側からのレーザー照射によりその断面方向に表面層側からレーザー反射インキ層の手前までハーフカットされ、開封部に直進開封性が付与されたことを特徴とする易開封性レトルト包装体。
【請求項2】
レーザー反射インキ層が、金属粉を3〜10質量%含有するメタリックインク層である請求項1記載の易開封性レトルト包装体。
【請求項3】
金属粉が、リーフィングタイプのアルミニュウム粉である請求項2記載の易開封性レトルト包装体。
【請求項4】
表面層とレーザー反射インキ層との間に印刷層を有する請求項1記載の易開封性レトルト包装体。
【請求項5】
印刷層が、レーザー吸収剤を含有する請求項4記載の易開封性レトルト包装体。
【請求項6】
表面層とレーザー反射インキ層との間に、印刷層およびレーザー吸収剤層を有する請求項1記載の易開封性レトルト包装体。
【請求項7】
レーザー反射インキ層、中間支持層、バリア層、ヒートシール層の各層間が、ラミネート用接着剤を使用して積層される請求項1記載の易開封性レトルト包装体。
【請求項1】
少なくとも表面層、レーザー反射インキ層、中間支持層、バリア層、ヒートシール層の順に積層されたフイルム状積層体が、表面層側を外側とし、ヒートシール層側を内容物側として重ね合わされ、周端部がヒートシールされると共に、重ね合わされたフィルム状積層体が手で引き裂き開封可能とされる開封部が設けられた包装袋において、該開封部におけるフイルム状積層体が、表面層側からのレーザー照射によりその断面方向に表面層側からレーザー反射インキ層の手前までハーフカットされ、開封部に直進開封性が付与されたことを特徴とする易開封性レトルト包装体。
【請求項2】
レーザー反射インキ層が、金属粉を3〜10質量%含有するメタリックインク層である請求項1記載の易開封性レトルト包装体。
【請求項3】
金属粉が、リーフィングタイプのアルミニュウム粉である請求項2記載の易開封性レトルト包装体。
【請求項4】
表面層とレーザー反射インキ層との間に印刷層を有する請求項1記載の易開封性レトルト包装体。
【請求項5】
印刷層が、レーザー吸収剤を含有する請求項4記載の易開封性レトルト包装体。
【請求項6】
表面層とレーザー反射インキ層との間に、印刷層およびレーザー吸収剤層を有する請求項1記載の易開封性レトルト包装体。
【請求項7】
レーザー反射インキ層、中間支持層、バリア層、ヒートシール層の各層間が、ラミネート用接着剤を使用して積層される請求項1記載の易開封性レトルト包装体。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2010−76835(P2010−76835A)
【公開日】平成22年4月8日(2010.4.8)
【国際特許分類】
【出願番号】特願2008−250765(P2008−250765)
【出願日】平成20年9月29日(2008.9.29)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成22年4月8日(2010.4.8)
【国際特許分類】
【出願日】平成20年9月29日(2008.9.29)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]