
易開封性包装袋、易開封性包装袋の製造方法及び易開封性包装体
【課題】 包装袋の開封に際して開封片が分離せず、片手で包装袋を保持した状態で確実かつ容易に開封することができる、開封性の優れる易開封性包装袋、易開封性包装袋の製造方法及び易開封性包装体を提供する。
【解決手段】 積層フィルムを折り返して両側端部を重ね合わせ、その重ね合わせ部2の下面側にあてがうイージーピールシーラントフィルム20とから構成され、イージーピールシーラントフィルムの両端部でヒートシールして形成されたイージーピール部3、13と、側部シール部4と、内容物の充填用開口部9とを備えてなることを特徴とする易開封性包装袋1とすることにより、上記課題を解決することができた。
【解決手段】 積層フィルムを折り返して両側端部を重ね合わせ、その重ね合わせ部2の下面側にあてがうイージーピールシーラントフィルム20とから構成され、イージーピールシーラントフィルムの両端部でヒートシールして形成されたイージーピール部3、13と、側部シール部4と、内容物の充填用開口部9とを備えてなることを特徴とする易開封性包装袋1とすることにより、上記課題を解決することができた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、食品、医薬品、器具等の各種物品を収納するための易開封性包装袋、易開封性包装袋の製造方法及び易開封性包装体に関する。
【背景技術】
【0002】
従来の易開封性包装袋は、表面層である二軸延伸ポリエチレンテレフタレートフィルム層や中間支持層である二軸延伸ナイロン層に、積層フィルムの作製前にレーザー光線を照射して加熱することによりミシン目形状等のハーフカット線形状の切り込み等を予め入れておく易カット性積層フィルム包材があるが(特許文献1)、ヒートシール部に形成された切欠部(ノッチ)から袋の一部を切り取って開封した場合、切り取りによってゴミが二つに増えるという問題があった。
また、基材層と易剥離性シーラント層とがラミネートされた積層フィルムにおいて、易剥離性シーラント層を内側にしてその両側縁部を重ね合わせ、重ね合わせ部分の端縁部を溶着してイージーピール部を形成した易開封性包装袋があるが(特許文献2)、内容物を取り出す際、イージーピール部の引き剥がし部の両方を互いに開く方法に引っ張ることにより開封するため、両手を使って開封しなければならず、片手で包装袋を保持した状態でもう片方の手で容易に開封することができないという問題があった。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平11−77872
【特許文献2】特開平11−130145
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、包装袋の開封に際して開封片が分離せず、片手で包装袋を保持した状態で確実かつ容易に開封することができる、開封性の優れる易開封性包装袋、易開封性包装袋の製造方法及び易開封性包装体の提供を課題とする。
【課題を解決するための手段】
【0005】
上記のような問題点を解決すべく種々研究を重ねた結果、本発明の易開封性包装袋は、支持基材層と前記の基材層の内面側にシーラント層とを接着層を介して積層する積層フィルムと、
前記の積層フィルムのシーラント層を二箇所を折り返して両側端部の外面側と内面側を対向させて重ね合わせ、その重ね合わせ部の下面側にあてがうイージーピールシーラントフィルムとを備える包装袋であって、
前記のイージーピールシーラントフィルムの両端部でヒートシールして形成されたイージーピール部と、
前記のイージーピール部を形成して筒状となった筒状体の両端部の開口部にヒートシールして形成された側部シール部と、
前記の積層フィルムの二箇所の折り返し部のうち、前記の重ね合わせ部の下面側の積層フィルムの折り返し部を所定の位置で切り落として形成された内容物の充填用開口部とを備えてなることを特徴とする。
【0006】
また、本発明の易開封性包装袋は、上記において、前記のイージーピールシーラントフィルムが、前記の積層フィルムを構成するシーラント層とヒートシールしてイージーピール性を有する層と、
前記の積層フィルムを構成するシーラント層とヒートシールして強シール性を有する層とを積層する積層フィルムからなることを特徴とする。
【0007】
また、本発明の易開封性包装体は、上記の易開封性包装袋に、その充填用開口部から内容物を充填し、その充填用開口部の内面層同士をヒートシールして密封してなることを特徴とする。
【0008】
また、本発明の易開封性包装袋の製造方法は、支持基材層と前記の支持基材層の内面側にシーラント層を積層して積層シートを形成する工程と、
前記の積層シートの二箇所を折り返す工程と、
前記の積層シートの両側端部の外面側と内面側を対向させて重ね合わせ、前記の重ね合わせ部の下面にイージーピールシーラントフィルムを挿入する工程と、
前記のイージーピールシーラントフィルムの両端の側部を連続してヒートシールしてイージピール部を形成し、筒状体を形成する工程と、
前記の筒状体を前記イージピール部のヒートシール方向に対して垂直方向に、かつ一定間隔をおいて、ヒートシールしてヒートシール部を形成する工程と、
前記の積層シートの二箇所の折り返し部のうち、前記の重ね合わせ部の下面側の積層フィルムの折り返し部を所定の位置で切り落として内容物充填用開口部を形成する工程と、
前記のヒートシール部におけるシール巾方向の中間部でそれぞれを切断する工程とを含むことを特徴とする。
【発明の効果】
【0009】
本発明の易開封性包装袋は、内容物を充填した状態で開口部を密封して包装体とし、これを開封する際、片手で包装袋の上から内容物を把持した状態で、もう一方の手で摘み代を摘みやすく、イージーピール部から引き剥がすことにより内容物を落下させず、容易かつ確実に開封することができ、また、開封片が分離しないため、衛生的で、環境にも配慮されたものである。
また、本発明の易開封性包装袋は、一般的なピロー袋製袋機を用いて製造することができるので、効率良く生産することが可能である。
【図面の簡単な説明】
【0010】
【図1】本発明に係る易開封性包装袋を構成する積層フィルム10の概略断面図である。
【図2】本発明に係る易開封性包装袋を構成するイージーピールシーラントフィルム20(単体フィルム)の概略断面図である。
【図3】本発明に係る易開封性包装袋を構成するイージーピールシーラントフィルム20(積層フィルム)の概略断面図である。
【図4】本発明に係る易開封性包装袋1の第1実施例を示す概略平面図である。
【図5】図4におけるA−A間の概略断面図である。
【図6】図4における上面フィルム側のイージーピール部の位置を示す概略平面図である。
【図7】本発明に係る易開封性包装袋1の第2実施例を示す概略平面図である。
【図8】図7におけるB−B間の概略断面図である。
【図9】図7における上面フィルム側のイージーピール部の位置を示す概略平面図である。
【図10】本発明に係る易開封性包装袋1の第3実施例を示す概略平面図である。
【図11】本発明に係る易開封性包装袋1の第4実施例を示す概略断面図である。
【図12】本発明に係る易開封性包装袋1の使用例を示す概略断面図であり、(a)開口部形成前、(b)開口部形成後、(c)内容物充填後、(d)開封後の説明図である。
【図13】本発明に係る易開封性包装袋1の製造方法を示す概略側面図である。
【図14】図13における概略平面図である。
【発明を実施するための形態】
【0011】
上記の本発明について、図面等を用いて以下に詳しく説明する。
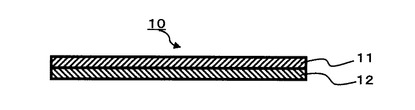
図1に、本発明に係る易開封性包装袋を構成する積層フィルム10の一例を示す。図1に示される積層フィルム10は、支持基材層11の内面側にシーラント層12を積層して接着層や熱等を介して貼り合せた層構成からなる。
【0012】
(基材フィルム)
次に、図1に示される本発明に係る易開封性包装袋を構成する積層フィルム10について説明する。
本発明に係る積層フィルム10を構成する支持基材層11は、シーラント層12より軟化温度が高い層であって強度に優れれば特に制限されず、例えば、ポリエチレンテレフタレイト等のポリエステル系樹脂フィルム、各種ナイロン等のポリアミド系樹脂フィルム、ポリエチレン系樹脂、ポリプロピレン系樹脂、環状ポリオレフィン樹脂、ポリスチレン系樹脂、アクリロニトリル−スチレン共重合体(AS樹脂)、アクリロニトリル−ブタジエン−スチレン共重合体(ABS樹脂)、ポリブデン樹脂フィルム等のポリオレフィンフィルム、ポリ塩化ビニル系樹脂、ポリカーボネート系樹脂、ポリイミド系樹脂、ポリアミドイミド系樹脂、ポリアリールフタレイト樹脂、シリコーン系樹脂、ポリスルホン系樹脂、ポリフェニレンスルフィド系樹脂、ポリエーテルスルホン系樹脂、ポリウレタン系樹脂、セルロース系樹脂、ポリ(メタ)アクリル系樹脂、ポリ塩化ビニリデンフィルム、アセタール系樹脂フィルム、フッ素系樹脂、その他等を使用することができる。
なお、本発明においては、特に、ポリプロピレン系樹脂、ポリエステル系樹脂、または、ポリアミド系樹脂のフィルムないしシートを使用することが好ましい。
上記フィルムは、未延伸フィルムもしくは延伸加工を施したフィルムを使用することができるが、二軸延伸加工を施すことにより、耐熱性、耐衝撃性が向上するので好ましい。
上記のフィルムないしシートの厚さとしては、任意であるが、通常、5〜300μm位が好ましく、10μm〜100μm位が望ましい。
上記以外の支持基材層11としては、紙、不織布、金属箔等を単体で、あるいは、二種以上の支持基材層と組み合わせてなる複合支持基材層とすることもできる。
また、支持基材層11には、表面または裏面に印刷層を形成することができる。
かかる印刷絵柄層は、例えば、通常のインキ組成物を使用してオフセット印刷あるいはグラビア印刷、フレキソ印刷、凸版印刷、シルクスクリーン印刷、その他等の通常の印刷法等によって形成することができる。印刷インキの塗布量は、塗布後の乾燥状態で1μm〜8μm位が好ましい。
本発明に係る支持基材層11には、バリア層を必要に応じて設けてもよい。
当該バリア層は、酸素ガス、水蒸気の透過を遮断する機能を備え、印刷インキや接着剤等の移行成分を遮断する機能を備えるものであれば特に限定されず、例えば、アルミニウム箔、金属アルミニウムの蒸着膜を有する樹脂のフィルム、ポリ塩化ビニリデン系樹脂のフィルム、ポリ塩化ビニリデン系樹脂やポリビニルアルコールを主成分とする組成物をコ−ティングした樹脂のフィルム、延伸ポリアミド系樹脂のフィルム、エチレン−酢酸ビニル共重合体ケン化物のフィルム、ポリアクリロニトリルフィルム、酸化珪素、酸化アルミニウム等の金属酸化物の蒸着膜を有する樹脂のフィルム等を使用することができる。
上記において、金属、及び、無機酸化物の蒸着膜の膜厚としては、厚さ50Å〜3000Å位のものを使用することが好ましく、100〜1000Å位のものが望ましい。
【0013】
(シーラント層)
本発明に係る積層フィルム10を構成するシーラント層12としては、熱によって相互に融着し得る樹脂からなる層であれば、特に限定されず、例えば、低密度ポリエチレン樹脂、中密度ポリエチレン樹脂、高密度ポリエチレン樹脂、直鎖状低密度ポリエチレン樹脂、メタロセン触媒を利用して重合したエチレン・αオレフィンとの共重合体樹脂、エチレン・ポリプロピレンのランダムもしくはブロック共重合体樹脂、ポリプロピレン樹脂、エチレン・酢酸ビニル共重合体樹脂、エチレン・アクリル酸共重合体樹脂、エチレン・アクリル酸エチル共重合体樹脂、エチレン・メタクリル酸共重合体樹脂、エチレン・メタクリル酸メチル共重合体樹脂、アイオノマー樹脂、ヒートシール性エチレン・ビニルアルコール樹脂、または、共重合した樹脂メチルペンテン系樹脂、ポリブテン系樹脂、環状オレフィンコポリマー等のポリオレフィン系樹脂、ポリ塩化ビニル系樹脂、その他等のフィルムないしシート、あるいはそのコーティング膜等を使用することができる。
また、その厚さとしては2μm〜100μm位が好ましく、5μm〜70μm位がより
好ましい。
【0014】
次に、上記の本発明において、上記のような材料を使用して支持基材層11の内面側にシーラント層12をラミネートする方法としては、例えば、ウエットラミネーション法、ドライラミネーション法、無溶剤型ドライラミネーション法、押し出しラミネーション法、Tダイ押し出し成形法、共押し出しラミネーション法、インフレーション法、共押し出しインフレーション法、その他等で行うことができる。
そして、本発明においては、上記の積層を行う際に、必要ならば、例えば、コロナ処理、オゾン処理、フレーム処理、その他等の前処理をフィルムに施すことができる。
中でも、本発明において、ドライラミネーション法が、接着強度に優れ、より好ましい
ものである。
【0015】
(接着層)
支持基材層11の内面側にシーラント層12をラミネートする接着層において、ラミネート用接着剤としては、例えば、1液、あるいは2液型の硬化ないし非硬化タイプのビニル系、(メタ)アクリル系、ポリアミド系、ポリエステル系、ポリエーテル系、ポリウレタン系、エポキシ系、ゴム系、その他等の溶剤型、水性型、あるいは、エマルジョン型等のラミネート用接着剤を使用することができる。
上記のラミネート用接着剤のコーティング方法としては、例えば、ダイレクトグラビアロールコート法、グラビアロールコート法、キスコート法、リバースロールコート法、フォンテン法、トランスファーロールコート法、その他の方法で塗布することができる。
その塗布量としては、0.1g/m2〜10g/m2(乾燥状態)位が好ましく、1g/m2〜5g/m2(乾燥状態)位がより好ましい。
【0016】
(イージーピールシーラントフィルム)
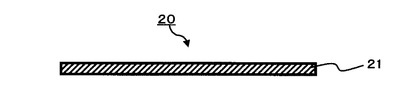
図2は、本発明に係る易開封性包装袋を構成するイージーピールシーラントフィルム20(単体フィルム)の概略断面図である。
本発明において、イージーピールシーラントフィルム20を構成する材料として、ポリプロピレンをベースとする樹脂組成物からなる層、ポリエチレンをベースとする樹脂組成物からなる層から構成される。
プロピレンをベースとする樹脂組成物からなる層は、プロピレン・ホモポリマー、およびプロピレンと他のα−オレフィンとのブロックまたはランダム共重合体を使用することもできる。α−オレフィンには、例えばエチレン、1−ブテン、1−ペンテン、1−ヘキセン、1−オクテン等が包含される。中でも、プロピレンとエチレンとのランダム共重合体からなるプロピレンエラストマーがシール強度の点から好ましい。
ポリエチレンをベースとする樹脂組成物からなる層は、高密度ポリエチレン、低密度ポリエチレンまたはエチレン−α−オレフィン共重合体を使用することができる。エチレン−α−オレフィン共重合体には、エチレンと他のα−オレフィン(例えばプロピレン、1−ブテン、1−ペンテン、1−ヘキセン、1−オクテン等)とのブロックまたはランダム共重合体が包含される。中でも、特に低密度ポリエチレン、またはエチレンと1−ブテンとのランダム共重合体を使用することが易開封性、透明性の点から好ましい。
【0017】
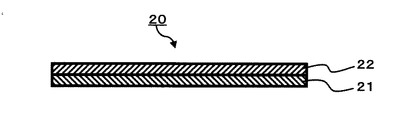
図3に示す本発明のシーラントフィルム20(積層フィルム)は、強シール性を有する層22及びイージーピール性を有する層21を共押出積層してなるものである。
本発明において「強シール部」とは、ヒートシール強度(JISK6854−3「接着剤の剥離強度試験法」によるT形剥離強度、以下同じ)が30N/15mm幅を超えるシール部を意味する。該強シール部のヒートシール強度が30N/15mm幅以下である場合、包装体を輸送中や落下した際に包装袋の側部シール部から破損等が発生するおそれがある。
また、「弱シール部」とは、いわゆるイージーピール性のあるシール部(以下「イージーピール部」ともいう。)であり、具体的にはヒートシール強度が10N/15mm〜20N/15mm幅の範囲であるシール部を意味する。
該弱シール部のヒートシール強度が10N/15mm幅未満である場合、落下又は輸送等の際の衝撃等により容易に剥離し、易開封性包装袋としての目的が達成できない。一方、該弱シール部のヒートシール強度が20N/15mm幅を越える場合、人の手等で容易に剥離することが困難であり、医療用複室容器としての目的を達成することができない。
本発明において「ヒートシール部」とは、強シール部と弱シール部の双方を含むシール部を意味する。
【0018】
イージーピール性を有する層21としては、図2のイージーピール性を有する層として用いられる材料と同じ材料を使用することができる。
強シール性を有する層22は、イージーピール性を有する層21を構成する樹脂と同じ材料系であって、強シール性を有する層22を構成する樹脂の融点が、イージーピール性を有する層21に使用する樹脂の融点以上のものを選ぶことが必要である。
例えば、イージーピール性を有する層21を構成する樹脂が、ポリエチレンをベースとする樹脂組成物からなる場合は、ポリエチレン系樹脂を使用することが好ましい。
上記のポリエチレン系樹脂とは、例えば、高圧法低密度ポリエチレン、直鎖状低密度ポリエチレン、高密度ポリエチレンとこれらの変性体およびこれらの混合物から選ばれる樹脂であり、強シール性を有する層22を構成する主成分のポリエチレン系樹脂融点はイージーピール性を有する層21に使用する低密度ポリエチレンの融点以上のものを選ぶのことが好ましい。
また、強シール性を有する層22は、イージーピール性を有する層21を構成する樹脂が、ポリプロピレンをベースとする樹脂組成物からなる場合は、例えば、ポリプロピレン、望ましくは低融点ポリプロピレンから選ばれる。低融点ポリプロピレンとしては、融点が105℃〜155℃の、メタロセンランダムポリプロピレン、プロピレンと他のオレフィン、例えばエチレン、ブテン等とのランダム共重合体、ブロック共重合体を用いることができる。
強シール性を有する層22の厚さは、0.5〜10μm、好ましくは1〜5μmである。10μmを超えると、シール層の切れが悪くなりイージーピール性が損なわれるので好ましくない。一方0.5μmよりも薄いとシールの安定性が悪くなり、剥離しやすくなるので好ましくない。
本発明の強シール性を有する層22には、補強材層として強シール性を有する層と同じ材料に加え、高圧法低密度ポリエチレン、エチレン・α−オレフィンランダム共重合体、所謂L−LDPE、高密度ポリエチレン、プロピレン重合体及びブテン重合体層等のポリオレフィン、エチレン・酢酸ビニル共重合体層及びエチレン・(メタ)アクリル酸共重合体層等のエチレン・ビニルエステル共重合体フィルム、アイオノマー、スチレン重合体等が積層されていても良い。
【0019】
次に、本発明において、上記のイージーピールシーラントフィルム20(積層フィルム)の各層の樹脂組成物を使用してフィルムを製造する方法について説明する。先ず、上記のようにイージーピールシーラントフィルムの各層の樹脂組成物を調製し、次いでそれらの樹脂組成物を、例えば、Tダイ共押出機、インフレーション共押出機を使用して、共押出成形して、第1層が強シール性を有する層22、第2層がイージーピール性を有する層21の順に積層した構成からなる2種2層のイージーピールシーラントフィルム20を製造することができる。
このようにして、製造されたイージーピールシーラントフィルム20は必要に応じてラミネ−ト加工時の接着性を向上させるために表面処理をすることができる。この表面処理の方法はコロナ放電処理、プラズマ処理、火災処理等が挙げられる。
【0020】
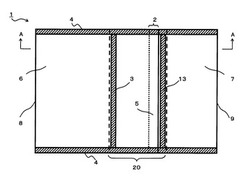
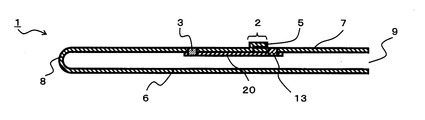
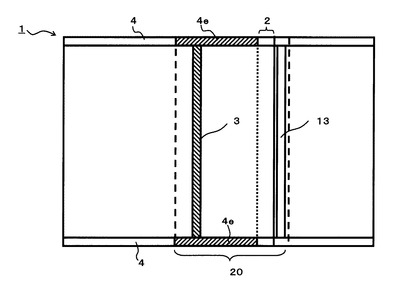
図4は、本発明に係る易開封性包装袋1の第1実施例を示す概略平面図であり、図5は、図4におけるA−A間の概略断面図であり、図6は、図4における上面フィルム側のイージーピール部の位置を示す概略平面図である。
図4、図5、図6に示される発明の易開封性包装袋1は、積層フィルムのシーラント層側の二箇所を折り返して両側端部の外面側と内面側を対向させて重ね合わせ、その重ね合わせ部の下面側にあてがうイージーピールシーラントフィルム20とを備える包装袋であって、イージーピールシーラントフィルム20の両端部でヒートシールして形成されたイージーピール部3、13と、イージーピール部3、13を形成して筒状となった筒状体の両端部の開口部にヒートシールして形成された側部シール部4と、積層フィルムの二箇所の折り返し部のうち、重ね合わせ部の下面側の積層フィルム7の折り返し部を所定の位置で切り落として内容物の充填用開口部9を形成させたものである。
図6に示される本発明に係る易開封性包装袋1は、上面フィルム6と下面フィルム7との重ね合わせ部2に形成された上面フィルム6側の縦シール部3および横シール部4eがイージーピール性であるため、摘み片5から片手で引き剥がして容易に内容物を取り出すことができる。
【0021】
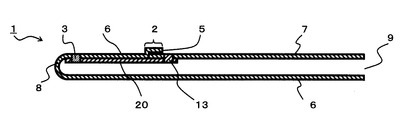
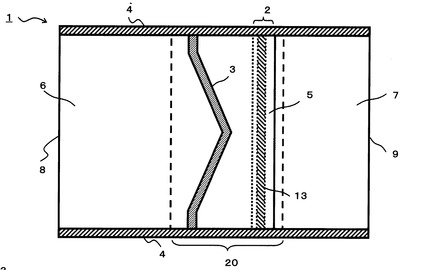
図7は、本発明に係る易開封性包装袋1の第2実施例を示す概略平面図であり、図8は、図7におけるB−B間の概略断面図であり、図9は、図7における上面フィルム側のイージーピール部の位置を示す概略平面図である。
図7、図8、図9に示される易開封性包装袋1は、積層フィルムのシーラント層側の二箇所を折り返して両側端部の外面側と内面側を対向させて上面フィルム6側の折返し部8の近傍で重ね合わせ、その重ね合わせ部の下面側にあてがうイージーピールシーラントフィルム20とを備える包装袋であって、イージーピールシーラントフィルム20の両端部でヒートシールして形成されたイージーピール部3、13と、イージーピール部3、13を形成して筒状となった筒状体の両端部の開口部にヒートシールして形成された側部シール部4と、積層フィルムの二箇所の折り返し部のうち、重ね合わせ部の下面側の積層フィルム7の折り返し部を所定の位置で切り落として内容物の充填用開口部9を形成させたものである。
図9に示される本発明に係る易開封性包装袋1は、上面フィルム6と下面フィルム7との重ね合わせ部2にイージーピール部3、4eが形成されているため、摘み片5から片手で引き剥がして容易に内容物を取り出すことができることに加え、袋と同程度の大きさの内容物であっても、上面フィルム6と下面フィルム7との重ね合わせ部2に形成された縦シール部3と横シール部4eがイージーピール性であるため、摘み片5から片手で引き剥がして容易に取り出すことができる。
【0022】
図10は、本発明に係る易開封性包装袋1の第3実施例を示す概略平面図である。
図10に示される易開封性包装袋1は、
積層フィルムのシーラント層側の二箇所を折り返して両側端部を略中央部で外面側と内面側を対向させて重ね合わせ、その重ね合わせ部の下面側にあてがうイージーピールシーラントフィルム20とを備える包装袋であって、イージーピールシーラントフィルム20の両端部でヒートシールして形成されたイージーピール部3、13と、イージーピール部3、13を形成して筒状とする。上記において、イージーピール部3のシール形状は、摘み代5に向けて凸状にヒートシールしてイージーピール部3を形成させる。
上記で得られた筒状体の両端部の開口部にヒートシールして形成された側部シール部4と、積層フィルムの二箇所の折り返し部のうち、重ね合わせ部の下面側の積層フィルム7の折り返し部を所定の位置で切り落として内容物の充填用開口部9を形成させたものである。
本発明に係る易開封性包装袋1は、イージーピール部3のシール形状を直線状以外に摘み代5に向けて凸状とすることで、剥離開始点から容易に引き剥がすことができる。シール形状としては、例えば、円弧状、波形状、鋭角状等のシール部が挙げられ、単数または複数本、イージーピール部3を形成することで、剥離強度を調整することができる。
また、イージーピール部3シール幅を調整して、適切な剥離強度とすることもできる。具体的には、シール幅を1mm〜10mm程度とすることが好ましく、3〜7mm程度がより好ましい。
【0023】
図11は、本発明に係る易開封性包装袋1の第4実施例を示す概略断面図である。
図11に示される易開封性包装袋1は、積層フィルムのシーラント層側の二箇所を折り返して両側端部の外面側と内面側を対向させて重ね合わせ、その重ね合わせ部の下面側にあてがうイージーピールシーラントフィルム20とを備える包装袋であって、イージーピールシーラントフィルム20の両端部でヒートシールして形成されたイージーピール部3、13と、イージーピール部3、13を形成して筒状とし、上面フィルム6側の折り返し部をV字形状に折り込まれたガセット状折り込み部15を形成し、更に、その筒状体の両端部の開口部にヒートシールして形成された側部シール部4と、積層フィルムの二箇所の折り返し部のうち、重ね合わせ部の下面側の積層フィルム7の折り返し部を所定の位置で切り落として内容物の充填用開口部9を形成させたものである。
図11に示される本発明に係る易開封性包装袋1は、ガセット状折り込み部15を形成袋の底部に自立性を持たせることができる。
なお、以上述べた各構成は、本発明の趣旨を逸脱しない限り、互いに組み合わせることができる。
【0024】
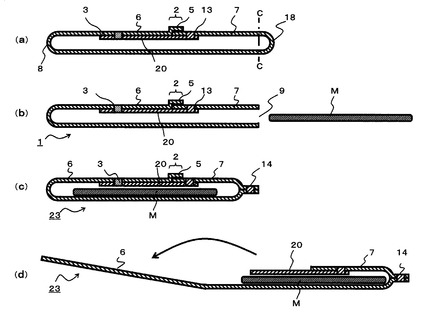
図12に、本発明に係る易開封性包装袋1の使用例を示し、図12(a)は、開口部9の形成前の説明図、図12(b)は、開口部9の形成後の説明図、図12(c)は、内容物の充填後の説明図、図12(d)開封後の説明図をそれぞれ示す。
図12(a)に示すように、まず、積層フィルムのシーラント層側に二箇所を折り返して外面側と内面側を対向させて重ね合わせ、重ね合わせ部2の下面にイージーピールシーラントフィルム20を挿入し、イージーピールシーラントフィルム20の両端の側部をヒートシールしてイージピール部3、13を形成し、筒状体を形成する。しかる後、当該筒状体をイージピール部3、13のヒートシール方向に対して垂直方向に、ヒートシールしてヒートシール部4を形成する。
次に、図12(b)に示すように、二箇所の折り返し部8、18のうち、重ね合わせ部2の下面フィルム7の折り返し部18を所定の位置で切り落として開口部9を形成し、形成された開口部9より、内容物Mを充填する。
次に、図12(c)に示すように、開口部9の内面層同士をヒートシールして密封して本発明に係る易開封性包装体23が製造される。
また、図12(d)に示すように、本発明に係る易開封性包装体23を開封する際、摘み代5を摘み、イージーピール部3から容易に引き剥がすことにより内容物を取り出すことができるものである。また、ノッチを設けずに開封できるため、開封片が分離しないため、衛生的で、環境にも配慮されたものである。
【0025】
図13に、本発明に係る易開封性包装袋1の製造方法の概略側面図を示し、図14に、図13における概略平面図を示す。
本発明に係る易開封性包装袋1の製造方法の一実施形態は、図13、図14に示されるようなピロータイプの包装袋の製袋機を用い、次に説明する各工程により、易開封性包装袋1を連続的に製造する。
【0026】
図13、図14は、本発明に係る積層シート10の巻き取りロールから積層シート10を繰り出され、筒状に湾曲されて、両側縁部の上面フィルム6の内面側(シーラント層側)と下面フィルム7の外面側(支持基材層側)を対向させて重ね合わされて重ね合わせ部を形成して封筒状に形成すると共に、帯状のイージーピールシーラントフィルム20をプレート31と前記重ね合わせ部との間に挿入し、重ね合わせ部の上から積層シート10の流れ方向に合せて挟んで、縦シール機32でヒートシールしてイージーピール部(縦シール部)3、13が形成されて連続した筒状体を形成する。
次いで、積層シート10の流れ方向に対して垂直方向に一定間隔で第1横シール機33および第2横シール機34を閉じて、筒状体を熱溶着することにより、側部シール部4を形成して分離前の包装袋を製造する。
化粧裁ち刃35を閉じて分離前の包装袋の下面フィルム7側の折り返し部18をカットし、開口部9を形成する。
次いで、断裁刃36を閉じて分離前の包装袋の側部シール部4のシール巾方向の中間部を二分割して包装袋1を製造する。
なお、本発明において、縦シール機32、第1横シール機33および第2横シール機34は、それぞれ独立してヒートシール条件を設定することができる。
【実施例1】
【0027】
以下に実施例及び比較例を示して本発明をより詳しく説明する。但し、本発明は実施例に限定されない。
(積層フィルム10)
本発明に係る支持基材層11として、厚み16μmのポリエチレンテレフタレイトフィルム(製品名「E5102」、東洋紡績株式会社製)を用い、シーラント層12として、厚み30μmの未延伸ポリエチレンフィルム(製品名「L4102」、東洋紡績株式会社製)を準備した。次に、支持基材層11のコロナ処理面に摘み代の位置を示す文字と矢印をグラビア印刷機により印刷した。しかる後、支持基材層11のコロナ処理面に押し出しラミネーターを用いてアンカーコート剤を塗布しつつ、厚さ15μmの溶融ポリエチレン樹脂を介してシーラント層12を貼り合わせて積層し、スリッターで所望の幅にスリットし、層構成、ポリエチレンテレフタレイトフィルム(16μm)/アンカーコート層/ポリエチレン樹脂層(15μm)/未延伸ポリエチレンフィルム(30μm)の本発明に係る積層フィルム10を製造した。
(イージーピールシーラントフィルム20)
本発明に係るイージーピールシーラントフィルム20(厚さ30μm)として、ポリエチレン樹脂とポリプロピレン樹脂に対して弱シール性を有する層と、ポリエチレン樹脂層とからなる積層フィルム(製品名「7601EA」、東レフィルム加工株式会社製)を所定幅にスリットして用いた。
(易開封性包装袋1)
上記で得られた積層フィルム10及びおよび、イージーピールシーラントフィルム20の巻き取りロールをピロータイプ包装袋の製袋機にセットし、積層シート10の巻き取りロールから積層シート10を繰り出し、筒状に湾曲させて、両側縁部のうち、上面フィルム6のシーラント面と下面フィルム7の支持基材層側を対向させて重ね合わされて重ね合わせ部2を形成し、封筒状に形成すると共に、帯状のイージーピールシーラントフィルム20をプレート31と前記重ね合わせ部との間に挿入し、重ね合わせ部の上から積層シート10の流れ方向に合せて挟んで、縦シール機32でヒートシールしてイージーピール部(縦シール部)3、13が形成されて連続した筒状体を形成した。
上記において、イージーピールシーラントフィルム20を構成するポリエチレン樹脂とポリプロピレン樹脂に対して弱シール性を有する層側の面と、積層フィルム10を構成するシーラント層面とを対向させて、イージーピール部(縦シール部)3、13を形成した。
また、上記において、イージーピール部3のシール形状は、摘み代5に向けて凸状にヒートシールしてイージーピール部3を形成させた。
次いで、積層シート10の流れ方向に対して垂直方向に一定間隔で第1横シール機33および第2横シール機34を閉じて、筒状体を熱溶着することにより、側部シール部4を形成して分離前の包装袋を製造した。
次いで、化粧裁ち刃35を閉じて分離前の包装袋の下面フィルム7側の折り返し部18をカットし、開口部9を形成した。
次いで、断裁刃36を閉じて分離前の包装袋の側部シール部4のシール巾方向の中間部を二分割して図10に示すような本発明に係る易開封性包装袋1を製造した。
得られた易開封性包装袋1は、幅160mm、長さ245mm、重ね合わせ長さ5mm、側部シール部4のシール幅10mm、イージーピール部(縦シール部)3、13のシール幅5mm、摘み代5の長さ10mmであった。イージーピール部3のシール強度は、13N/15mmであった。
得られた易開封性包装袋1は、上面フィルム6と下面フィルム7との重ね合わせ部2にイージーピール部3、4eが形成されているため、摘み片5から片手で引き剥がして容易に内容物を取り出しやすい包装袋であった。
(易開封性包装体23)
得られた本発明に係る易開封性包装袋1の開口部9から直径約20mmの綿球、30個を収納し、インパルスシーラーを用いて開口部9をヒートシールして幅5mmの密封シール部5を設け、本発明に係る易開封性包装体23を得た。
上記で得られた易開封性包装体23に照射線量10kGyのγ線滅菌を施した。
上記で得られた滅菌済の易開封性包装体23の密封シール部5を上にした状態で、内容物Mである綿球を握り潰さないように密封シール部14を左手で把持し、右手の親指と人差し指で摘み代5を摘んで上面フィルム6側のイージーピール部3、4eから剥離させることにより、綿球を落下させることもなく、切り取り片を生じさせることなく、容易に剥離させることが可能であり、内容物を一つずつ、容易に取り出すことができた。
なお、本実施例の易開封性包装袋は積層フィルムのシーラント面を対向させた部分の側部シール部が強シールであるため、金属製品等の重い内容物の包装にも適しているものである。
【実施例2】
【0028】
(易開封性包装袋1)
実施例1で用いた積層フィルム10、及びイージーピールシーラントフィルム20をピロー袋製袋機に装填して製袋を行い、図7に示すような本発明に係る易開封性包装袋1を製造した。
得られた易開封性包装袋1は、幅160mm、長さ245mm、重ね合わせ長さ5mm、側部シール部4のシール幅10mm、イージーピール部(縦シール部)3、13のシール幅5mm、摘み代5の長さ10mmであった。イージーピール部3のシール強度は、13N/15mmであった。
得られた易開封性包装袋1は、上面フィルム6と下面フィルム7との重ね合わせ部2にイージーピール部3、4eが形成されているため、摘み片5から片手で引き剥がして容易に内容物を取り出しやすい包装袋であった。
また、袋と同程度の大きさの内容物であっても、上面フィルム6と下面フィルム7との重ね合わせ部2にイージーピール部3、4eが形成されているため、摘み片5から片手で引き剥がして容易に取り出すことができた。
(易開封性包装体23)
得られた本発明に係る易開封性包装袋1の開口部9からから幅100mm、長さ180mm、厚さ20mmのセルローススポンジと、水300mlを入れ、スポンジに十分水を吸わせた後、袋体内の空気を可能な限り抜きつつ、インパルスシーラーを用いて充填用開口部9に幅5mmのヒートシールを施して密封シール部14を設け、本発明に係る包装体23を得た後、包装体23に照射線量10kGyのγ線滅菌を施した。
滅菌済包装体23の密封シール部24を下にして包装体23の外側から内容物であるスポンジの下部を左手で把持し、右手の親指と人差し指で摘み代を摘んで容易にイージーピール部3、4eから剥離できた。
上記で得られた滅菌済の易開封性包装体23の密封シール部24を上にした状態で、包装体23の外側からスポンジを左手で把持し、右手の親指と人差し指で摘み代5を摘んでイージーピール部3から剥離すると共に、上面フィルム側の折り返し部8まで側部シール部4を剥離し、開封片を生じさせることなく、スポンジを落下させることなく、作業者が内容物に直接触れることなく容易に開封することができた。更に、作業者が開封した状態で内容物に触れること無く、他の人に注射器を手渡すことができるため、滅菌済手術器具の入った包装体を看護士が開封し、医師に渡す場合等で衛生面においても優れた効果を発揮できることが分かった。
【実施例3】
【0029】
(積層フィルム10)
本発明に係る支持基材層11として、厚み15μmの二軸延伸ポリアミドフィルム(製品名「ボニールRX」、株式会社興人製)を用い、シーラント層12として、厚み30μmの未延伸ポリプロピレンフィルム(製品名「3951」、東レフィルム加工株式会社製)を準備した。次に、支持基材層11のコロナ処理面に摘み代の位置を示す文字と矢印をグラビア印刷機により印刷した。しかる後、支持基材層11のコロナ処理面にドライラミネーターを用いて二液硬化型ウレタン樹脂系接着剤を介してシーラント層12を貼り合わせて積層し、スリッターで所望の幅にスリットし、層構成、二軸延伸ポリアミドフィルム(15μm)/ウレタン樹脂系接着剤層/未延伸ポリプロレンフィルム(30μm)の本発明に係る積層フィルム10を製造した。
(イージーピールシーラントフィルム20)
本発明に係るイージーピールシーラントフィルム20(厚さ30μm)として、ポリエチレン樹脂とポリプロピレン樹脂に対して弱シール性を有する層と、ポリプロピレン樹脂層とからなる積層フィルム(製品名「9501E」、東レフィルム加工株式会社製)を所定幅にスリットして用いた。
(易開封性包装袋1)
上記で得られた積層フィルム10及びおよび、イージーピールシーラントフィルム20の巻き取りロールをピロータイプ包装袋の製袋機にセットし、積層シート10の巻き取りロールから積層シート10を繰り出し、筒状に湾曲させて、両側縁部のうち、上面フィルム6のシーラント面と下面フィルム7の支持基材層側を対向させて重ね合わされて重ね合わせ部2を形成し、封筒状に形成すると共に、帯状のイージーピールシーラントフィルム20をプレート31と前記重ね合わせ部との間に挿入し、重ね合わせ部の上から積層シート10の流れ方向に合せて挟んで、縦シール機32でヒートシールしてイージーピール部(縦シール部)3、13が形成されて連続した筒状体を形成した。
上記において、イージーピールシーラントフィルム20を構成するポリプロピレン樹脂とポリプロピレン樹脂に対して弱シール性を有する層側の面と、積層フィルム10を構成するシーラント層面とを対向させて、イージーピール部(縦シール部)3、13を形成した。
次いで、積層シート10の流れ方向に対して垂直方向に一定間隔で第1横シール機33および第2横シール機34を閉じて、筒状体を熱溶着することにより、側部シール部4を形成して分離前の包装袋を製造した。
次いで、化粧裁ち刃35を閉じて分離前の包装袋の下面フィルム7側の折り返し部18をカットし、開口部9を形成した。
次いで、断裁刃36を閉じて分離前の包装袋の側部シール部4のシール巾方向の中間部を二分割して図10に示すような本発明に係る易開封性包装袋1を製造した。
得られた易開封性包装袋1は、幅100mm、長さ160mm、重ね合わせ長さ10mm、側部シール部4のシール幅25mm、イージーピール部(縦シール部)3、13のシール幅5mm、摘み代5の長さ15mmであった。イージーピール部3のシール強度は、15N/15mmであった。
得られた易開封性包装袋1は、上面フィルム6と下面フィルム7との重ね合わせ部2にイージーピール部3、4eが形成されているため、摘み片5から片手で引き剥がして容易に内容物を取り出しやすい包装袋であった。
(易開封性包装体23)
得られた本発明に係る易開封性包装袋1の開口部9から幅60mm、長さ100mm、厚さ20mmの、水を含ませたセルローススポンジと水50mlを収納し、バッチ式真空包装機で真空包装しつつ密封して本発明に係る包装体23を得た後、121℃×20分の水蒸気滅菌を施した。
滅菌済包装体23の密封シール部14を下にして、包装体23の外側から内容物Mであるスポンジを左手で把持し、右手の親指と人差し指で摘み代5を摘んで上面フィルム6側のイージーピール部3、4eから剥離することによって、容易に開封することができた。
上記で得られた滅菌済の易開封性包装体23の密封シール部24を上にした状態で、包装体23の外側からスポンジを左手で把持し、右手の親指と人差し指で摘み代5を摘んでイージーピール部3から剥離すると共に、上面フィルム側の折り返し部8まで側部シール部4を剥離し、開封片を生じさせることなく、スポンジを落下させることなく、作業者が内容物に直接触れることなく容易に開封することができた。更に、作業者が開封した状態で内容物に触れること無く、他の人に注射器を手渡すことができるため、滅菌済手術器具の入った包装体を看護士が開封し、医師に渡す場合等で衛生面においても優れた効果を発揮できることが分かった。
また、上記で得られた易開封性包装体23は、真空包装機内での滅菌殺菌、加圧に耐えうる包装体であった。
【実施例4】
【0030】
(積層フィルム10)
本発明に係る支持基材層11として、厚み15μmの二軸延伸ポリアミドフィルム(製品名「ボニールRX」、株式会社興人製)を用い、シーラント層12として、厚み30μmのイージーピールシーラントフィルム(製品名「9501E」、東レフィルム加工株式会社製)を準備した。上記のイージーピールシーラントフィルムは、ポリエチレン樹脂とポリプロピレン樹脂に対して弱シール性を有する層と、ポリプロピレン樹脂層の積層フィルムからなる。次に、支持基材層11のコロナ処理面に摘み代の位置を示す文字と矢印をグラビア印刷機により印刷した。しかる後、支持基材層11のコロナ処理面にドライラミネーターを用いて二液硬化型ウレタン樹脂系接着剤を介してシーラント層12のポリプロピレン樹脂層面側と貼り合わせて積層し、スリッターで所望の幅にスリットし、層構成、二軸延伸ポリアミドフィルム(15μm)/ウレタン樹脂系接着剤層/イージーピールシーラントフィルム(30μm)の本発明に係る積層フィルム10を製造した。
(イージーピールシーラントフィルム20)
本発明に係るイージーピールシーラントフィルム20(厚さ30μm)として、ポリエチレン樹脂とポリプロピレン樹脂に対して弱シール性を有する層と、ポリプロピレン樹脂層とからなる積層フィルム(製品名「9501E」、東レフィルム加工株式会社製)を所定幅にスリットして用いた。
(易開封性包装袋1)
上記で得られた積層フィルム10及び、イージーピールシーラントフィルム20の巻き取りロールをピロータイプ包装袋の製袋機にセットし、積層シート10の巻き取りロールから積層シート10を繰り出し、筒状に湾曲させて、両側縁部のうち、上面フィルム6のシーラント面と下面フィルム7の支持基材層側を対向させて重ね合わされて重ね合わせ部2を形成し、封筒状に形成すると共に、帯状のイージーピールシーラントフィルム20をプレート31と前記重ね合わせ部との間に挿入し、重ね合わせ部の上から積層シート10の流れ方向に合せて挟んで、縦シール機32でヒートシールしてイージーピール部(縦シール部)3、13が形成されて連続した筒状体を形成した。
上記において、イージーピールシーラントフィルム20を構成するポリプロピレン樹脂とポリプロピレン樹脂に対して弱シール性を有する層側の面と、積層フィルム10を構成するシーラント層(ポリプロピレン樹脂とポリプロピレン樹脂に対して弱シール性を有する層側の面)面とを対向させて、イージーピール部(縦シール部)3、13を形成した。
次いで、積層シート10の流れ方向に対して垂直方向に一定間隔で第1横シール機33および第2横シール機34を閉じて、筒状体を熱溶着することにより、側部シール部4を形成して分離前の包装袋を製造した。
次いで、化粧裁ち刃35を閉じて分離前の包装袋の下面フィルム7側の折り返し部18をカットし、開口部9を形成した。
次いで、断裁刃36を閉じて分離前の包装袋の側部シール部4のシール巾方向の中間部を二分割して図10に示すような本発明に係る易開封性包装袋1を製造した。
得られた易開封性包装袋1は、幅100mm、長さ160mm、重ね合わせ長さ10mm、側部シール部4のシール幅5mm、イージーピール部(縦シール部)3、13のシール幅5mm、摘み代5の長さ15mmであった。イージーピール部3のシール強度は、14N/15mmであった。
得られた易開封性包装袋1は、ヒートシール部の全てがイージーピール性であるため、摘み片5から片手で引き剥がして開口を広くとることができ、大きな内容物であっても容易に取り出しやすい包装袋であった。
(易開封性包装体23)
得られた本発明に係る易開封性包装袋1の開口部9から幅60mm、長さ120mm、厚さ10mmの板状かまぼこを収納し、脱気包装して本発明に係る易開封性包装体23を得た後、90度で30分間、ボイル殺菌した。
上記で得られた易開封性包装体23の密封シール部14を上にした状態で、包装体23の外側から蒲鉾を左手で把持し、右手の親指と人差し指で摘み代5を摘んでイージーピール部3から剥離すると共に、上面フィルム側の折り返し部8まで側部シール部4を剥離し、開封片を生じさせず、蒲鉾を落下させることなく、作業者が内容物に直接触れずに容易に開封することができた。
上記で得られた易開封性包装体23は、ボイル殺菌、加圧に耐えうる包装体であった。
【実施例5】
【0031】
(積層フィルム10)
本発明に係る支持基材層11として、厚み12μmの二軸延伸ポリエチレンテレフタレイトフィルム(製品名「E5102」、東洋紡績株式会社製)のコロナ処理面に摘み代の位置を示す文字と矢印をグラビア印刷機で印刷したフィルムと、厚み15μmの二軸延伸ポリアミドフィルム(製品名「ボニールW」、株式会社興人製)とを二液硬化型ウレタン樹脂系接着剤を介して貼り合わせた積層フィルムを準備した。
シーラント層12として、厚み30μmのイージーピールシーラントフィルム(製品名「9501E」、東レフィルム加工株式会社製)を準備した。上記のイージーピールシーラントフィルムは、ポリエチレン樹脂とポリプロピレン樹脂に対して弱シール性を有する層と、ポリプロピレン樹脂層の積層フィルムからなる。
しかる後、支持基材層11の二軸延伸ポリアミドフィルム面と、シーラント層12のポリプロピレン樹脂層面とを対向させ、ドライラミネーターを用いて二液硬化型ウレタン樹脂系接着剤を介してシーラント層12のポリプロピレン樹脂層面側と貼り合わせて積層し、スリッターで所望の幅にスリットし、層構成、ポリエチレンテレフタレイトフィルム(12μm)/ウレタン樹脂系接着剤層/二軸延伸ポリアミドフィルム(15μm)/ウレタン樹脂系接着剤層/イージーピールシーラントフィルム(30μm)の本発明に係る積層フィルム10を製造した。
(イージーピールシーラントフィルム20)
本発明に係るイージーピールシーラントフィルム20(厚さ30μm)として、ポリエチレン樹脂とポリプロピレン樹脂に対して弱シール性を有する層と、ポリプロピレン樹脂層とからなる積層フィルム(製品名「9501E」、東レフィルム加工株式会社製)を所定幅にスリットして用いた。
(易開封性包装袋1)
上記で得られた積層フィルム10及び、イージーピールシーラントフィルム20の巻き取りロールをピロータイプ包装袋の製袋機にセットし、積層シート10の巻き取りロールから積層シート10を繰り出し、筒状に湾曲させて、両側縁部のうち、上面フィルム6のシーラント面と下面フィルム7の支持基材層側を対向させて重ね合わされて重ね合わせ部2を形成し、封筒状に形成すると共に、帯状のイージーピールシーラントフィルム20をプレート31と前記重ね合わせ部との間に挿入し、重ね合わせ部の上から積層シート10の流れ方向に合せて挟んで、縦シール機32でヒートシールしてイージーピール部(縦シール部)3、13が形成されて連続した筒状体を形成した。
上記において、イージーピールシーラントフィルム20を構成するポリプロピレン樹脂とポリプロピレン樹脂に対して弱シール性を有する層側の面と、積層フィルム10を構成するシーラント層(ポリプロピレン樹脂とポリプロピレン樹脂に対して弱シール性を有する層側の面)面とを対向させて、イージーピール部(縦シール部)3、13を形成した。
次いで、積層シート10の流れ方向に対して垂直方向に一定間隔で第1横シール機33および第2横シール機34を閉じて、筒状体を熱溶着することにより、側部シール部4を形成して分離前の包装袋を製造した。
次いで、化粧裁ち刃35を閉じて分離前の包装袋の下面フィルム7側の折り返し部18をカットし、開口部9を形成した。
次いで、断裁刃36を閉じて分離前の包装袋の側部シール部4のシール巾方向の中間部を二分割して図10に示すような本発明に係る易開封性包装袋1を製造した。
得られた易開封性包装袋1は、幅100mm、長さ150mm、重ね合わせ長さ30mm、側部シール部4のシール幅5mm、イージーピール部(縦シール部)3、13のシール幅5mm、摘み代5の長さ35mmであった。イージーピール部3のシール強度は、14N/15mmであった。
得られた易開封性包装袋1は、ヒートシール部の全てがイージーピール性であるため、摘み片5から片手で引き剥がして開口を広くとることができ、大きな内容物であっても容易に取り出しやすい包装袋であった。
(易開封性包装体23)
得られた本発明に係る易開封性包装袋1の開口部9から幅60mm、長さ120mm、厚さ10mmの板状かまぼこを収納し、脱気包装して本発明に係る易開封性包装体23を得た。
上記で得られた易開封性包装体23の密封シール部14を上にした状態で、包装体23の外側から蒲鉾を左手で把持し、右手の親指と人差し指で摘み代5を摘んでイージーピール部3から剥離すると共に、上面フィルム側の折り返し部8まで側部シール部4を剥離し、開封片を生じさせず、蒲鉾を落下させることなく、作業者が内容物に直接触れずに容易に開封することができた。
【0032】
(比較例1)
実施例5と同じ積層フィルムとして、層構成、ポリエチレンテレフタレイトフィルム(12μm)/ウレタン樹脂系接着剤層/二軸延伸ポリアミドフィルム(15μm)/ウレタン樹脂系接着剤層/イージーピールシーラントフィルム(30μm)の本発明に係る積層フィルム10を用いて、シーラント層を対向させて重ね合わせ、ヒートシーラーを用いて三方の縁部から10mm内側に幅5mmのヒートシール部を設けて比較例1に係る三方シール包装袋を製造した。
上記で得られた比較例1に係る包装袋の開口部から、内容物として幅60mm、長さ120mm、厚さ10mmの板状かまぼこを収納し、脱気包装して比較例3の包装体を得た。
上記で得られた比較例1に係る包装体を開封するためには、両手で包装袋の上部の積層フィルムを持たなければならず、勢いよく開封すると内容物を落としてしまう恐れがあった。
【0033】
シール強度は、JISK6854−3(接着剤のはく離接着強さ試験方法:T形剥離法)に準拠し、引張り速度300mm/分で測定した値である。この最大荷重を10個以上の試験片に対して求め、その平均値をシール強度とする。
【符号の説明】
【0034】
1 易開封性包装袋
2 重ね合わせ部
3 上面フィルム側のイージーピール部(縦シール部)
4 側部シール部
4e 上面フィルム側のイージーピール部(横シール部)
5 摘み代
6 上面フィルム
7 下面フィルム
8 上面フィルムの折返し部
9 充填用開口部
10 積層フィルム
11 支持基材フィルム
12 シーラント層
13 下面フィルム側のイージーピール部(縦シール部)
14 密封シール部
15 ガセット状折込み部
18 下面フィルムの折返し部
20 イージーピールシーラントフィルム
21 イージーピール性を有する層
22 強シール性を有する層
23 易開封性包装体
30 ピロー袋製袋機
31 プレート
32 縦シール機
33 第一横シール機
34 第二横シール機
35 化粧裁ち刃
36 断裁刃
M 内容物
【技術分野】
【0001】
本発明は、食品、医薬品、器具等の各種物品を収納するための易開封性包装袋、易開封性包装袋の製造方法及び易開封性包装体に関する。
【背景技術】
【0002】
従来の易開封性包装袋は、表面層である二軸延伸ポリエチレンテレフタレートフィルム層や中間支持層である二軸延伸ナイロン層に、積層フィルムの作製前にレーザー光線を照射して加熱することによりミシン目形状等のハーフカット線形状の切り込み等を予め入れておく易カット性積層フィルム包材があるが(特許文献1)、ヒートシール部に形成された切欠部(ノッチ)から袋の一部を切り取って開封した場合、切り取りによってゴミが二つに増えるという問題があった。
また、基材層と易剥離性シーラント層とがラミネートされた積層フィルムにおいて、易剥離性シーラント層を内側にしてその両側縁部を重ね合わせ、重ね合わせ部分の端縁部を溶着してイージーピール部を形成した易開封性包装袋があるが(特許文献2)、内容物を取り出す際、イージーピール部の引き剥がし部の両方を互いに開く方法に引っ張ることにより開封するため、両手を使って開封しなければならず、片手で包装袋を保持した状態でもう片方の手で容易に開封することができないという問題があった。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平11−77872
【特許文献2】特開平11−130145
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、包装袋の開封に際して開封片が分離せず、片手で包装袋を保持した状態で確実かつ容易に開封することができる、開封性の優れる易開封性包装袋、易開封性包装袋の製造方法及び易開封性包装体の提供を課題とする。
【課題を解決するための手段】
【0005】
上記のような問題点を解決すべく種々研究を重ねた結果、本発明の易開封性包装袋は、支持基材層と前記の基材層の内面側にシーラント層とを接着層を介して積層する積層フィルムと、
前記の積層フィルムのシーラント層を二箇所を折り返して両側端部の外面側と内面側を対向させて重ね合わせ、その重ね合わせ部の下面側にあてがうイージーピールシーラントフィルムとを備える包装袋であって、
前記のイージーピールシーラントフィルムの両端部でヒートシールして形成されたイージーピール部と、
前記のイージーピール部を形成して筒状となった筒状体の両端部の開口部にヒートシールして形成された側部シール部と、
前記の積層フィルムの二箇所の折り返し部のうち、前記の重ね合わせ部の下面側の積層フィルムの折り返し部を所定の位置で切り落として形成された内容物の充填用開口部とを備えてなることを特徴とする。
【0006】
また、本発明の易開封性包装袋は、上記において、前記のイージーピールシーラントフィルムが、前記の積層フィルムを構成するシーラント層とヒートシールしてイージーピール性を有する層と、
前記の積層フィルムを構成するシーラント層とヒートシールして強シール性を有する層とを積層する積層フィルムからなることを特徴とする。
【0007】
また、本発明の易開封性包装体は、上記の易開封性包装袋に、その充填用開口部から内容物を充填し、その充填用開口部の内面層同士をヒートシールして密封してなることを特徴とする。
【0008】
また、本発明の易開封性包装袋の製造方法は、支持基材層と前記の支持基材層の内面側にシーラント層を積層して積層シートを形成する工程と、
前記の積層シートの二箇所を折り返す工程と、
前記の積層シートの両側端部の外面側と内面側を対向させて重ね合わせ、前記の重ね合わせ部の下面にイージーピールシーラントフィルムを挿入する工程と、
前記のイージーピールシーラントフィルムの両端の側部を連続してヒートシールしてイージピール部を形成し、筒状体を形成する工程と、
前記の筒状体を前記イージピール部のヒートシール方向に対して垂直方向に、かつ一定間隔をおいて、ヒートシールしてヒートシール部を形成する工程と、
前記の積層シートの二箇所の折り返し部のうち、前記の重ね合わせ部の下面側の積層フィルムの折り返し部を所定の位置で切り落として内容物充填用開口部を形成する工程と、
前記のヒートシール部におけるシール巾方向の中間部でそれぞれを切断する工程とを含むことを特徴とする。
【発明の効果】
【0009】
本発明の易開封性包装袋は、内容物を充填した状態で開口部を密封して包装体とし、これを開封する際、片手で包装袋の上から内容物を把持した状態で、もう一方の手で摘み代を摘みやすく、イージーピール部から引き剥がすことにより内容物を落下させず、容易かつ確実に開封することができ、また、開封片が分離しないため、衛生的で、環境にも配慮されたものである。
また、本発明の易開封性包装袋は、一般的なピロー袋製袋機を用いて製造することができるので、効率良く生産することが可能である。
【図面の簡単な説明】
【0010】
【図1】本発明に係る易開封性包装袋を構成する積層フィルム10の概略断面図である。
【図2】本発明に係る易開封性包装袋を構成するイージーピールシーラントフィルム20(単体フィルム)の概略断面図である。
【図3】本発明に係る易開封性包装袋を構成するイージーピールシーラントフィルム20(積層フィルム)の概略断面図である。
【図4】本発明に係る易開封性包装袋1の第1実施例を示す概略平面図である。
【図5】図4におけるA−A間の概略断面図である。
【図6】図4における上面フィルム側のイージーピール部の位置を示す概略平面図である。
【図7】本発明に係る易開封性包装袋1の第2実施例を示す概略平面図である。
【図8】図7におけるB−B間の概略断面図である。
【図9】図7における上面フィルム側のイージーピール部の位置を示す概略平面図である。
【図10】本発明に係る易開封性包装袋1の第3実施例を示す概略平面図である。
【図11】本発明に係る易開封性包装袋1の第4実施例を示す概略断面図である。
【図12】本発明に係る易開封性包装袋1の使用例を示す概略断面図であり、(a)開口部形成前、(b)開口部形成後、(c)内容物充填後、(d)開封後の説明図である。
【図13】本発明に係る易開封性包装袋1の製造方法を示す概略側面図である。
【図14】図13における概略平面図である。
【発明を実施するための形態】
【0011】
上記の本発明について、図面等を用いて以下に詳しく説明する。
図1に、本発明に係る易開封性包装袋を構成する積層フィルム10の一例を示す。図1に示される積層フィルム10は、支持基材層11の内面側にシーラント層12を積層して接着層や熱等を介して貼り合せた層構成からなる。
【0012】
(基材フィルム)
次に、図1に示される本発明に係る易開封性包装袋を構成する積層フィルム10について説明する。
本発明に係る積層フィルム10を構成する支持基材層11は、シーラント層12より軟化温度が高い層であって強度に優れれば特に制限されず、例えば、ポリエチレンテレフタレイト等のポリエステル系樹脂フィルム、各種ナイロン等のポリアミド系樹脂フィルム、ポリエチレン系樹脂、ポリプロピレン系樹脂、環状ポリオレフィン樹脂、ポリスチレン系樹脂、アクリロニトリル−スチレン共重合体(AS樹脂)、アクリロニトリル−ブタジエン−スチレン共重合体(ABS樹脂)、ポリブデン樹脂フィルム等のポリオレフィンフィルム、ポリ塩化ビニル系樹脂、ポリカーボネート系樹脂、ポリイミド系樹脂、ポリアミドイミド系樹脂、ポリアリールフタレイト樹脂、シリコーン系樹脂、ポリスルホン系樹脂、ポリフェニレンスルフィド系樹脂、ポリエーテルスルホン系樹脂、ポリウレタン系樹脂、セルロース系樹脂、ポリ(メタ)アクリル系樹脂、ポリ塩化ビニリデンフィルム、アセタール系樹脂フィルム、フッ素系樹脂、その他等を使用することができる。
なお、本発明においては、特に、ポリプロピレン系樹脂、ポリエステル系樹脂、または、ポリアミド系樹脂のフィルムないしシートを使用することが好ましい。
上記フィルムは、未延伸フィルムもしくは延伸加工を施したフィルムを使用することができるが、二軸延伸加工を施すことにより、耐熱性、耐衝撃性が向上するので好ましい。
上記のフィルムないしシートの厚さとしては、任意であるが、通常、5〜300μm位が好ましく、10μm〜100μm位が望ましい。
上記以外の支持基材層11としては、紙、不織布、金属箔等を単体で、あるいは、二種以上の支持基材層と組み合わせてなる複合支持基材層とすることもできる。
また、支持基材層11には、表面または裏面に印刷層を形成することができる。
かかる印刷絵柄層は、例えば、通常のインキ組成物を使用してオフセット印刷あるいはグラビア印刷、フレキソ印刷、凸版印刷、シルクスクリーン印刷、その他等の通常の印刷法等によって形成することができる。印刷インキの塗布量は、塗布後の乾燥状態で1μm〜8μm位が好ましい。
本発明に係る支持基材層11には、バリア層を必要に応じて設けてもよい。
当該バリア層は、酸素ガス、水蒸気の透過を遮断する機能を備え、印刷インキや接着剤等の移行成分を遮断する機能を備えるものであれば特に限定されず、例えば、アルミニウム箔、金属アルミニウムの蒸着膜を有する樹脂のフィルム、ポリ塩化ビニリデン系樹脂のフィルム、ポリ塩化ビニリデン系樹脂やポリビニルアルコールを主成分とする組成物をコ−ティングした樹脂のフィルム、延伸ポリアミド系樹脂のフィルム、エチレン−酢酸ビニル共重合体ケン化物のフィルム、ポリアクリロニトリルフィルム、酸化珪素、酸化アルミニウム等の金属酸化物の蒸着膜を有する樹脂のフィルム等を使用することができる。
上記において、金属、及び、無機酸化物の蒸着膜の膜厚としては、厚さ50Å〜3000Å位のものを使用することが好ましく、100〜1000Å位のものが望ましい。
【0013】
(シーラント層)
本発明に係る積層フィルム10を構成するシーラント層12としては、熱によって相互に融着し得る樹脂からなる層であれば、特に限定されず、例えば、低密度ポリエチレン樹脂、中密度ポリエチレン樹脂、高密度ポリエチレン樹脂、直鎖状低密度ポリエチレン樹脂、メタロセン触媒を利用して重合したエチレン・αオレフィンとの共重合体樹脂、エチレン・ポリプロピレンのランダムもしくはブロック共重合体樹脂、ポリプロピレン樹脂、エチレン・酢酸ビニル共重合体樹脂、エチレン・アクリル酸共重合体樹脂、エチレン・アクリル酸エチル共重合体樹脂、エチレン・メタクリル酸共重合体樹脂、エチレン・メタクリル酸メチル共重合体樹脂、アイオノマー樹脂、ヒートシール性エチレン・ビニルアルコール樹脂、または、共重合した樹脂メチルペンテン系樹脂、ポリブテン系樹脂、環状オレフィンコポリマー等のポリオレフィン系樹脂、ポリ塩化ビニル系樹脂、その他等のフィルムないしシート、あるいはそのコーティング膜等を使用することができる。
また、その厚さとしては2μm〜100μm位が好ましく、5μm〜70μm位がより
好ましい。
【0014】
次に、上記の本発明において、上記のような材料を使用して支持基材層11の内面側にシーラント層12をラミネートする方法としては、例えば、ウエットラミネーション法、ドライラミネーション法、無溶剤型ドライラミネーション法、押し出しラミネーション法、Tダイ押し出し成形法、共押し出しラミネーション法、インフレーション法、共押し出しインフレーション法、その他等で行うことができる。
そして、本発明においては、上記の積層を行う際に、必要ならば、例えば、コロナ処理、オゾン処理、フレーム処理、その他等の前処理をフィルムに施すことができる。
中でも、本発明において、ドライラミネーション法が、接着強度に優れ、より好ましい
ものである。
【0015】
(接着層)
支持基材層11の内面側にシーラント層12をラミネートする接着層において、ラミネート用接着剤としては、例えば、1液、あるいは2液型の硬化ないし非硬化タイプのビニル系、(メタ)アクリル系、ポリアミド系、ポリエステル系、ポリエーテル系、ポリウレタン系、エポキシ系、ゴム系、その他等の溶剤型、水性型、あるいは、エマルジョン型等のラミネート用接着剤を使用することができる。
上記のラミネート用接着剤のコーティング方法としては、例えば、ダイレクトグラビアロールコート法、グラビアロールコート法、キスコート法、リバースロールコート法、フォンテン法、トランスファーロールコート法、その他の方法で塗布することができる。
その塗布量としては、0.1g/m2〜10g/m2(乾燥状態)位が好ましく、1g/m2〜5g/m2(乾燥状態)位がより好ましい。
【0016】
(イージーピールシーラントフィルム)
図2は、本発明に係る易開封性包装袋を構成するイージーピールシーラントフィルム20(単体フィルム)の概略断面図である。
本発明において、イージーピールシーラントフィルム20を構成する材料として、ポリプロピレンをベースとする樹脂組成物からなる層、ポリエチレンをベースとする樹脂組成物からなる層から構成される。
プロピレンをベースとする樹脂組成物からなる層は、プロピレン・ホモポリマー、およびプロピレンと他のα−オレフィンとのブロックまたはランダム共重合体を使用することもできる。α−オレフィンには、例えばエチレン、1−ブテン、1−ペンテン、1−ヘキセン、1−オクテン等が包含される。中でも、プロピレンとエチレンとのランダム共重合体からなるプロピレンエラストマーがシール強度の点から好ましい。
ポリエチレンをベースとする樹脂組成物からなる層は、高密度ポリエチレン、低密度ポリエチレンまたはエチレン−α−オレフィン共重合体を使用することができる。エチレン−α−オレフィン共重合体には、エチレンと他のα−オレフィン(例えばプロピレン、1−ブテン、1−ペンテン、1−ヘキセン、1−オクテン等)とのブロックまたはランダム共重合体が包含される。中でも、特に低密度ポリエチレン、またはエチレンと1−ブテンとのランダム共重合体を使用することが易開封性、透明性の点から好ましい。
【0017】
図3に示す本発明のシーラントフィルム20(積層フィルム)は、強シール性を有する層22及びイージーピール性を有する層21を共押出積層してなるものである。
本発明において「強シール部」とは、ヒートシール強度(JISK6854−3「接着剤の剥離強度試験法」によるT形剥離強度、以下同じ)が30N/15mm幅を超えるシール部を意味する。該強シール部のヒートシール強度が30N/15mm幅以下である場合、包装体を輸送中や落下した際に包装袋の側部シール部から破損等が発生するおそれがある。
また、「弱シール部」とは、いわゆるイージーピール性のあるシール部(以下「イージーピール部」ともいう。)であり、具体的にはヒートシール強度が10N/15mm〜20N/15mm幅の範囲であるシール部を意味する。
該弱シール部のヒートシール強度が10N/15mm幅未満である場合、落下又は輸送等の際の衝撃等により容易に剥離し、易開封性包装袋としての目的が達成できない。一方、該弱シール部のヒートシール強度が20N/15mm幅を越える場合、人の手等で容易に剥離することが困難であり、医療用複室容器としての目的を達成することができない。
本発明において「ヒートシール部」とは、強シール部と弱シール部の双方を含むシール部を意味する。
【0018】
イージーピール性を有する層21としては、図2のイージーピール性を有する層として用いられる材料と同じ材料を使用することができる。
強シール性を有する層22は、イージーピール性を有する層21を構成する樹脂と同じ材料系であって、強シール性を有する層22を構成する樹脂の融点が、イージーピール性を有する層21に使用する樹脂の融点以上のものを選ぶことが必要である。
例えば、イージーピール性を有する層21を構成する樹脂が、ポリエチレンをベースとする樹脂組成物からなる場合は、ポリエチレン系樹脂を使用することが好ましい。
上記のポリエチレン系樹脂とは、例えば、高圧法低密度ポリエチレン、直鎖状低密度ポリエチレン、高密度ポリエチレンとこれらの変性体およびこれらの混合物から選ばれる樹脂であり、強シール性を有する層22を構成する主成分のポリエチレン系樹脂融点はイージーピール性を有する層21に使用する低密度ポリエチレンの融点以上のものを選ぶのことが好ましい。
また、強シール性を有する層22は、イージーピール性を有する層21を構成する樹脂が、ポリプロピレンをベースとする樹脂組成物からなる場合は、例えば、ポリプロピレン、望ましくは低融点ポリプロピレンから選ばれる。低融点ポリプロピレンとしては、融点が105℃〜155℃の、メタロセンランダムポリプロピレン、プロピレンと他のオレフィン、例えばエチレン、ブテン等とのランダム共重合体、ブロック共重合体を用いることができる。
強シール性を有する層22の厚さは、0.5〜10μm、好ましくは1〜5μmである。10μmを超えると、シール層の切れが悪くなりイージーピール性が損なわれるので好ましくない。一方0.5μmよりも薄いとシールの安定性が悪くなり、剥離しやすくなるので好ましくない。
本発明の強シール性を有する層22には、補強材層として強シール性を有する層と同じ材料に加え、高圧法低密度ポリエチレン、エチレン・α−オレフィンランダム共重合体、所謂L−LDPE、高密度ポリエチレン、プロピレン重合体及びブテン重合体層等のポリオレフィン、エチレン・酢酸ビニル共重合体層及びエチレン・(メタ)アクリル酸共重合体層等のエチレン・ビニルエステル共重合体フィルム、アイオノマー、スチレン重合体等が積層されていても良い。
【0019】
次に、本発明において、上記のイージーピールシーラントフィルム20(積層フィルム)の各層の樹脂組成物を使用してフィルムを製造する方法について説明する。先ず、上記のようにイージーピールシーラントフィルムの各層の樹脂組成物を調製し、次いでそれらの樹脂組成物を、例えば、Tダイ共押出機、インフレーション共押出機を使用して、共押出成形して、第1層が強シール性を有する層22、第2層がイージーピール性を有する層21の順に積層した構成からなる2種2層のイージーピールシーラントフィルム20を製造することができる。
このようにして、製造されたイージーピールシーラントフィルム20は必要に応じてラミネ−ト加工時の接着性を向上させるために表面処理をすることができる。この表面処理の方法はコロナ放電処理、プラズマ処理、火災処理等が挙げられる。
【0020】
図4は、本発明に係る易開封性包装袋1の第1実施例を示す概略平面図であり、図5は、図4におけるA−A間の概略断面図であり、図6は、図4における上面フィルム側のイージーピール部の位置を示す概略平面図である。
図4、図5、図6に示される発明の易開封性包装袋1は、積層フィルムのシーラント層側の二箇所を折り返して両側端部の外面側と内面側を対向させて重ね合わせ、その重ね合わせ部の下面側にあてがうイージーピールシーラントフィルム20とを備える包装袋であって、イージーピールシーラントフィルム20の両端部でヒートシールして形成されたイージーピール部3、13と、イージーピール部3、13を形成して筒状となった筒状体の両端部の開口部にヒートシールして形成された側部シール部4と、積層フィルムの二箇所の折り返し部のうち、重ね合わせ部の下面側の積層フィルム7の折り返し部を所定の位置で切り落として内容物の充填用開口部9を形成させたものである。
図6に示される本発明に係る易開封性包装袋1は、上面フィルム6と下面フィルム7との重ね合わせ部2に形成された上面フィルム6側の縦シール部3および横シール部4eがイージーピール性であるため、摘み片5から片手で引き剥がして容易に内容物を取り出すことができる。
【0021】
図7は、本発明に係る易開封性包装袋1の第2実施例を示す概略平面図であり、図8は、図7におけるB−B間の概略断面図であり、図9は、図7における上面フィルム側のイージーピール部の位置を示す概略平面図である。
図7、図8、図9に示される易開封性包装袋1は、積層フィルムのシーラント層側の二箇所を折り返して両側端部の外面側と内面側を対向させて上面フィルム6側の折返し部8の近傍で重ね合わせ、その重ね合わせ部の下面側にあてがうイージーピールシーラントフィルム20とを備える包装袋であって、イージーピールシーラントフィルム20の両端部でヒートシールして形成されたイージーピール部3、13と、イージーピール部3、13を形成して筒状となった筒状体の両端部の開口部にヒートシールして形成された側部シール部4と、積層フィルムの二箇所の折り返し部のうち、重ね合わせ部の下面側の積層フィルム7の折り返し部を所定の位置で切り落として内容物の充填用開口部9を形成させたものである。
図9に示される本発明に係る易開封性包装袋1は、上面フィルム6と下面フィルム7との重ね合わせ部2にイージーピール部3、4eが形成されているため、摘み片5から片手で引き剥がして容易に内容物を取り出すことができることに加え、袋と同程度の大きさの内容物であっても、上面フィルム6と下面フィルム7との重ね合わせ部2に形成された縦シール部3と横シール部4eがイージーピール性であるため、摘み片5から片手で引き剥がして容易に取り出すことができる。
【0022】
図10は、本発明に係る易開封性包装袋1の第3実施例を示す概略平面図である。
図10に示される易開封性包装袋1は、
積層フィルムのシーラント層側の二箇所を折り返して両側端部を略中央部で外面側と内面側を対向させて重ね合わせ、その重ね合わせ部の下面側にあてがうイージーピールシーラントフィルム20とを備える包装袋であって、イージーピールシーラントフィルム20の両端部でヒートシールして形成されたイージーピール部3、13と、イージーピール部3、13を形成して筒状とする。上記において、イージーピール部3のシール形状は、摘み代5に向けて凸状にヒートシールしてイージーピール部3を形成させる。
上記で得られた筒状体の両端部の開口部にヒートシールして形成された側部シール部4と、積層フィルムの二箇所の折り返し部のうち、重ね合わせ部の下面側の積層フィルム7の折り返し部を所定の位置で切り落として内容物の充填用開口部9を形成させたものである。
本発明に係る易開封性包装袋1は、イージーピール部3のシール形状を直線状以外に摘み代5に向けて凸状とすることで、剥離開始点から容易に引き剥がすことができる。シール形状としては、例えば、円弧状、波形状、鋭角状等のシール部が挙げられ、単数または複数本、イージーピール部3を形成することで、剥離強度を調整することができる。
また、イージーピール部3シール幅を調整して、適切な剥離強度とすることもできる。具体的には、シール幅を1mm〜10mm程度とすることが好ましく、3〜7mm程度がより好ましい。
【0023】
図11は、本発明に係る易開封性包装袋1の第4実施例を示す概略断面図である。
図11に示される易開封性包装袋1は、積層フィルムのシーラント層側の二箇所を折り返して両側端部の外面側と内面側を対向させて重ね合わせ、その重ね合わせ部の下面側にあてがうイージーピールシーラントフィルム20とを備える包装袋であって、イージーピールシーラントフィルム20の両端部でヒートシールして形成されたイージーピール部3、13と、イージーピール部3、13を形成して筒状とし、上面フィルム6側の折り返し部をV字形状に折り込まれたガセット状折り込み部15を形成し、更に、その筒状体の両端部の開口部にヒートシールして形成された側部シール部4と、積層フィルムの二箇所の折り返し部のうち、重ね合わせ部の下面側の積層フィルム7の折り返し部を所定の位置で切り落として内容物の充填用開口部9を形成させたものである。
図11に示される本発明に係る易開封性包装袋1は、ガセット状折り込み部15を形成袋の底部に自立性を持たせることができる。
なお、以上述べた各構成は、本発明の趣旨を逸脱しない限り、互いに組み合わせることができる。
【0024】
図12に、本発明に係る易開封性包装袋1の使用例を示し、図12(a)は、開口部9の形成前の説明図、図12(b)は、開口部9の形成後の説明図、図12(c)は、内容物の充填後の説明図、図12(d)開封後の説明図をそれぞれ示す。
図12(a)に示すように、まず、積層フィルムのシーラント層側に二箇所を折り返して外面側と内面側を対向させて重ね合わせ、重ね合わせ部2の下面にイージーピールシーラントフィルム20を挿入し、イージーピールシーラントフィルム20の両端の側部をヒートシールしてイージピール部3、13を形成し、筒状体を形成する。しかる後、当該筒状体をイージピール部3、13のヒートシール方向に対して垂直方向に、ヒートシールしてヒートシール部4を形成する。
次に、図12(b)に示すように、二箇所の折り返し部8、18のうち、重ね合わせ部2の下面フィルム7の折り返し部18を所定の位置で切り落として開口部9を形成し、形成された開口部9より、内容物Mを充填する。
次に、図12(c)に示すように、開口部9の内面層同士をヒートシールして密封して本発明に係る易開封性包装体23が製造される。
また、図12(d)に示すように、本発明に係る易開封性包装体23を開封する際、摘み代5を摘み、イージーピール部3から容易に引き剥がすことにより内容物を取り出すことができるものである。また、ノッチを設けずに開封できるため、開封片が分離しないため、衛生的で、環境にも配慮されたものである。
【0025】
図13に、本発明に係る易開封性包装袋1の製造方法の概略側面図を示し、図14に、図13における概略平面図を示す。
本発明に係る易開封性包装袋1の製造方法の一実施形態は、図13、図14に示されるようなピロータイプの包装袋の製袋機を用い、次に説明する各工程により、易開封性包装袋1を連続的に製造する。
【0026】
図13、図14は、本発明に係る積層シート10の巻き取りロールから積層シート10を繰り出され、筒状に湾曲されて、両側縁部の上面フィルム6の内面側(シーラント層側)と下面フィルム7の外面側(支持基材層側)を対向させて重ね合わされて重ね合わせ部を形成して封筒状に形成すると共に、帯状のイージーピールシーラントフィルム20をプレート31と前記重ね合わせ部との間に挿入し、重ね合わせ部の上から積層シート10の流れ方向に合せて挟んで、縦シール機32でヒートシールしてイージーピール部(縦シール部)3、13が形成されて連続した筒状体を形成する。
次いで、積層シート10の流れ方向に対して垂直方向に一定間隔で第1横シール機33および第2横シール機34を閉じて、筒状体を熱溶着することにより、側部シール部4を形成して分離前の包装袋を製造する。
化粧裁ち刃35を閉じて分離前の包装袋の下面フィルム7側の折り返し部18をカットし、開口部9を形成する。
次いで、断裁刃36を閉じて分離前の包装袋の側部シール部4のシール巾方向の中間部を二分割して包装袋1を製造する。
なお、本発明において、縦シール機32、第1横シール機33および第2横シール機34は、それぞれ独立してヒートシール条件を設定することができる。
【実施例1】
【0027】
以下に実施例及び比較例を示して本発明をより詳しく説明する。但し、本発明は実施例に限定されない。
(積層フィルム10)
本発明に係る支持基材層11として、厚み16μmのポリエチレンテレフタレイトフィルム(製品名「E5102」、東洋紡績株式会社製)を用い、シーラント層12として、厚み30μmの未延伸ポリエチレンフィルム(製品名「L4102」、東洋紡績株式会社製)を準備した。次に、支持基材層11のコロナ処理面に摘み代の位置を示す文字と矢印をグラビア印刷機により印刷した。しかる後、支持基材層11のコロナ処理面に押し出しラミネーターを用いてアンカーコート剤を塗布しつつ、厚さ15μmの溶融ポリエチレン樹脂を介してシーラント層12を貼り合わせて積層し、スリッターで所望の幅にスリットし、層構成、ポリエチレンテレフタレイトフィルム(16μm)/アンカーコート層/ポリエチレン樹脂層(15μm)/未延伸ポリエチレンフィルム(30μm)の本発明に係る積層フィルム10を製造した。
(イージーピールシーラントフィルム20)
本発明に係るイージーピールシーラントフィルム20(厚さ30μm)として、ポリエチレン樹脂とポリプロピレン樹脂に対して弱シール性を有する層と、ポリエチレン樹脂層とからなる積層フィルム(製品名「7601EA」、東レフィルム加工株式会社製)を所定幅にスリットして用いた。
(易開封性包装袋1)
上記で得られた積層フィルム10及びおよび、イージーピールシーラントフィルム20の巻き取りロールをピロータイプ包装袋の製袋機にセットし、積層シート10の巻き取りロールから積層シート10を繰り出し、筒状に湾曲させて、両側縁部のうち、上面フィルム6のシーラント面と下面フィルム7の支持基材層側を対向させて重ね合わされて重ね合わせ部2を形成し、封筒状に形成すると共に、帯状のイージーピールシーラントフィルム20をプレート31と前記重ね合わせ部との間に挿入し、重ね合わせ部の上から積層シート10の流れ方向に合せて挟んで、縦シール機32でヒートシールしてイージーピール部(縦シール部)3、13が形成されて連続した筒状体を形成した。
上記において、イージーピールシーラントフィルム20を構成するポリエチレン樹脂とポリプロピレン樹脂に対して弱シール性を有する層側の面と、積層フィルム10を構成するシーラント層面とを対向させて、イージーピール部(縦シール部)3、13を形成した。
また、上記において、イージーピール部3のシール形状は、摘み代5に向けて凸状にヒートシールしてイージーピール部3を形成させた。
次いで、積層シート10の流れ方向に対して垂直方向に一定間隔で第1横シール機33および第2横シール機34を閉じて、筒状体を熱溶着することにより、側部シール部4を形成して分離前の包装袋を製造した。
次いで、化粧裁ち刃35を閉じて分離前の包装袋の下面フィルム7側の折り返し部18をカットし、開口部9を形成した。
次いで、断裁刃36を閉じて分離前の包装袋の側部シール部4のシール巾方向の中間部を二分割して図10に示すような本発明に係る易開封性包装袋1を製造した。
得られた易開封性包装袋1は、幅160mm、長さ245mm、重ね合わせ長さ5mm、側部シール部4のシール幅10mm、イージーピール部(縦シール部)3、13のシール幅5mm、摘み代5の長さ10mmであった。イージーピール部3のシール強度は、13N/15mmであった。
得られた易開封性包装袋1は、上面フィルム6と下面フィルム7との重ね合わせ部2にイージーピール部3、4eが形成されているため、摘み片5から片手で引き剥がして容易に内容物を取り出しやすい包装袋であった。
(易開封性包装体23)
得られた本発明に係る易開封性包装袋1の開口部9から直径約20mmの綿球、30個を収納し、インパルスシーラーを用いて開口部9をヒートシールして幅5mmの密封シール部5を設け、本発明に係る易開封性包装体23を得た。
上記で得られた易開封性包装体23に照射線量10kGyのγ線滅菌を施した。
上記で得られた滅菌済の易開封性包装体23の密封シール部5を上にした状態で、内容物Mである綿球を握り潰さないように密封シール部14を左手で把持し、右手の親指と人差し指で摘み代5を摘んで上面フィルム6側のイージーピール部3、4eから剥離させることにより、綿球を落下させることもなく、切り取り片を生じさせることなく、容易に剥離させることが可能であり、内容物を一つずつ、容易に取り出すことができた。
なお、本実施例の易開封性包装袋は積層フィルムのシーラント面を対向させた部分の側部シール部が強シールであるため、金属製品等の重い内容物の包装にも適しているものである。
【実施例2】
【0028】
(易開封性包装袋1)
実施例1で用いた積層フィルム10、及びイージーピールシーラントフィルム20をピロー袋製袋機に装填して製袋を行い、図7に示すような本発明に係る易開封性包装袋1を製造した。
得られた易開封性包装袋1は、幅160mm、長さ245mm、重ね合わせ長さ5mm、側部シール部4のシール幅10mm、イージーピール部(縦シール部)3、13のシール幅5mm、摘み代5の長さ10mmであった。イージーピール部3のシール強度は、13N/15mmであった。
得られた易開封性包装袋1は、上面フィルム6と下面フィルム7との重ね合わせ部2にイージーピール部3、4eが形成されているため、摘み片5から片手で引き剥がして容易に内容物を取り出しやすい包装袋であった。
また、袋と同程度の大きさの内容物であっても、上面フィルム6と下面フィルム7との重ね合わせ部2にイージーピール部3、4eが形成されているため、摘み片5から片手で引き剥がして容易に取り出すことができた。
(易開封性包装体23)
得られた本発明に係る易開封性包装袋1の開口部9からから幅100mm、長さ180mm、厚さ20mmのセルローススポンジと、水300mlを入れ、スポンジに十分水を吸わせた後、袋体内の空気を可能な限り抜きつつ、インパルスシーラーを用いて充填用開口部9に幅5mmのヒートシールを施して密封シール部14を設け、本発明に係る包装体23を得た後、包装体23に照射線量10kGyのγ線滅菌を施した。
滅菌済包装体23の密封シール部24を下にして包装体23の外側から内容物であるスポンジの下部を左手で把持し、右手の親指と人差し指で摘み代を摘んで容易にイージーピール部3、4eから剥離できた。
上記で得られた滅菌済の易開封性包装体23の密封シール部24を上にした状態で、包装体23の外側からスポンジを左手で把持し、右手の親指と人差し指で摘み代5を摘んでイージーピール部3から剥離すると共に、上面フィルム側の折り返し部8まで側部シール部4を剥離し、開封片を生じさせることなく、スポンジを落下させることなく、作業者が内容物に直接触れることなく容易に開封することができた。更に、作業者が開封した状態で内容物に触れること無く、他の人に注射器を手渡すことができるため、滅菌済手術器具の入った包装体を看護士が開封し、医師に渡す場合等で衛生面においても優れた効果を発揮できることが分かった。
【実施例3】
【0029】
(積層フィルム10)
本発明に係る支持基材層11として、厚み15μmの二軸延伸ポリアミドフィルム(製品名「ボニールRX」、株式会社興人製)を用い、シーラント層12として、厚み30μmの未延伸ポリプロピレンフィルム(製品名「3951」、東レフィルム加工株式会社製)を準備した。次に、支持基材層11のコロナ処理面に摘み代の位置を示す文字と矢印をグラビア印刷機により印刷した。しかる後、支持基材層11のコロナ処理面にドライラミネーターを用いて二液硬化型ウレタン樹脂系接着剤を介してシーラント層12を貼り合わせて積層し、スリッターで所望の幅にスリットし、層構成、二軸延伸ポリアミドフィルム(15μm)/ウレタン樹脂系接着剤層/未延伸ポリプロレンフィルム(30μm)の本発明に係る積層フィルム10を製造した。
(イージーピールシーラントフィルム20)
本発明に係るイージーピールシーラントフィルム20(厚さ30μm)として、ポリエチレン樹脂とポリプロピレン樹脂に対して弱シール性を有する層と、ポリプロピレン樹脂層とからなる積層フィルム(製品名「9501E」、東レフィルム加工株式会社製)を所定幅にスリットして用いた。
(易開封性包装袋1)
上記で得られた積層フィルム10及びおよび、イージーピールシーラントフィルム20の巻き取りロールをピロータイプ包装袋の製袋機にセットし、積層シート10の巻き取りロールから積層シート10を繰り出し、筒状に湾曲させて、両側縁部のうち、上面フィルム6のシーラント面と下面フィルム7の支持基材層側を対向させて重ね合わされて重ね合わせ部2を形成し、封筒状に形成すると共に、帯状のイージーピールシーラントフィルム20をプレート31と前記重ね合わせ部との間に挿入し、重ね合わせ部の上から積層シート10の流れ方向に合せて挟んで、縦シール機32でヒートシールしてイージーピール部(縦シール部)3、13が形成されて連続した筒状体を形成した。
上記において、イージーピールシーラントフィルム20を構成するポリプロピレン樹脂とポリプロピレン樹脂に対して弱シール性を有する層側の面と、積層フィルム10を構成するシーラント層面とを対向させて、イージーピール部(縦シール部)3、13を形成した。
次いで、積層シート10の流れ方向に対して垂直方向に一定間隔で第1横シール機33および第2横シール機34を閉じて、筒状体を熱溶着することにより、側部シール部4を形成して分離前の包装袋を製造した。
次いで、化粧裁ち刃35を閉じて分離前の包装袋の下面フィルム7側の折り返し部18をカットし、開口部9を形成した。
次いで、断裁刃36を閉じて分離前の包装袋の側部シール部4のシール巾方向の中間部を二分割して図10に示すような本発明に係る易開封性包装袋1を製造した。
得られた易開封性包装袋1は、幅100mm、長さ160mm、重ね合わせ長さ10mm、側部シール部4のシール幅25mm、イージーピール部(縦シール部)3、13のシール幅5mm、摘み代5の長さ15mmであった。イージーピール部3のシール強度は、15N/15mmであった。
得られた易開封性包装袋1は、上面フィルム6と下面フィルム7との重ね合わせ部2にイージーピール部3、4eが形成されているため、摘み片5から片手で引き剥がして容易に内容物を取り出しやすい包装袋であった。
(易開封性包装体23)
得られた本発明に係る易開封性包装袋1の開口部9から幅60mm、長さ100mm、厚さ20mmの、水を含ませたセルローススポンジと水50mlを収納し、バッチ式真空包装機で真空包装しつつ密封して本発明に係る包装体23を得た後、121℃×20分の水蒸気滅菌を施した。
滅菌済包装体23の密封シール部14を下にして、包装体23の外側から内容物Mであるスポンジを左手で把持し、右手の親指と人差し指で摘み代5を摘んで上面フィルム6側のイージーピール部3、4eから剥離することによって、容易に開封することができた。
上記で得られた滅菌済の易開封性包装体23の密封シール部24を上にした状態で、包装体23の外側からスポンジを左手で把持し、右手の親指と人差し指で摘み代5を摘んでイージーピール部3から剥離すると共に、上面フィルム側の折り返し部8まで側部シール部4を剥離し、開封片を生じさせることなく、スポンジを落下させることなく、作業者が内容物に直接触れることなく容易に開封することができた。更に、作業者が開封した状態で内容物に触れること無く、他の人に注射器を手渡すことができるため、滅菌済手術器具の入った包装体を看護士が開封し、医師に渡す場合等で衛生面においても優れた効果を発揮できることが分かった。
また、上記で得られた易開封性包装体23は、真空包装機内での滅菌殺菌、加圧に耐えうる包装体であった。
【実施例4】
【0030】
(積層フィルム10)
本発明に係る支持基材層11として、厚み15μmの二軸延伸ポリアミドフィルム(製品名「ボニールRX」、株式会社興人製)を用い、シーラント層12として、厚み30μmのイージーピールシーラントフィルム(製品名「9501E」、東レフィルム加工株式会社製)を準備した。上記のイージーピールシーラントフィルムは、ポリエチレン樹脂とポリプロピレン樹脂に対して弱シール性を有する層と、ポリプロピレン樹脂層の積層フィルムからなる。次に、支持基材層11のコロナ処理面に摘み代の位置を示す文字と矢印をグラビア印刷機により印刷した。しかる後、支持基材層11のコロナ処理面にドライラミネーターを用いて二液硬化型ウレタン樹脂系接着剤を介してシーラント層12のポリプロピレン樹脂層面側と貼り合わせて積層し、スリッターで所望の幅にスリットし、層構成、二軸延伸ポリアミドフィルム(15μm)/ウレタン樹脂系接着剤層/イージーピールシーラントフィルム(30μm)の本発明に係る積層フィルム10を製造した。
(イージーピールシーラントフィルム20)
本発明に係るイージーピールシーラントフィルム20(厚さ30μm)として、ポリエチレン樹脂とポリプロピレン樹脂に対して弱シール性を有する層と、ポリプロピレン樹脂層とからなる積層フィルム(製品名「9501E」、東レフィルム加工株式会社製)を所定幅にスリットして用いた。
(易開封性包装袋1)
上記で得られた積層フィルム10及び、イージーピールシーラントフィルム20の巻き取りロールをピロータイプ包装袋の製袋機にセットし、積層シート10の巻き取りロールから積層シート10を繰り出し、筒状に湾曲させて、両側縁部のうち、上面フィルム6のシーラント面と下面フィルム7の支持基材層側を対向させて重ね合わされて重ね合わせ部2を形成し、封筒状に形成すると共に、帯状のイージーピールシーラントフィルム20をプレート31と前記重ね合わせ部との間に挿入し、重ね合わせ部の上から積層シート10の流れ方向に合せて挟んで、縦シール機32でヒートシールしてイージーピール部(縦シール部)3、13が形成されて連続した筒状体を形成した。
上記において、イージーピールシーラントフィルム20を構成するポリプロピレン樹脂とポリプロピレン樹脂に対して弱シール性を有する層側の面と、積層フィルム10を構成するシーラント層(ポリプロピレン樹脂とポリプロピレン樹脂に対して弱シール性を有する層側の面)面とを対向させて、イージーピール部(縦シール部)3、13を形成した。
次いで、積層シート10の流れ方向に対して垂直方向に一定間隔で第1横シール機33および第2横シール機34を閉じて、筒状体を熱溶着することにより、側部シール部4を形成して分離前の包装袋を製造した。
次いで、化粧裁ち刃35を閉じて分離前の包装袋の下面フィルム7側の折り返し部18をカットし、開口部9を形成した。
次いで、断裁刃36を閉じて分離前の包装袋の側部シール部4のシール巾方向の中間部を二分割して図10に示すような本発明に係る易開封性包装袋1を製造した。
得られた易開封性包装袋1は、幅100mm、長さ160mm、重ね合わせ長さ10mm、側部シール部4のシール幅5mm、イージーピール部(縦シール部)3、13のシール幅5mm、摘み代5の長さ15mmであった。イージーピール部3のシール強度は、14N/15mmであった。
得られた易開封性包装袋1は、ヒートシール部の全てがイージーピール性であるため、摘み片5から片手で引き剥がして開口を広くとることができ、大きな内容物であっても容易に取り出しやすい包装袋であった。
(易開封性包装体23)
得られた本発明に係る易開封性包装袋1の開口部9から幅60mm、長さ120mm、厚さ10mmの板状かまぼこを収納し、脱気包装して本発明に係る易開封性包装体23を得た後、90度で30分間、ボイル殺菌した。
上記で得られた易開封性包装体23の密封シール部14を上にした状態で、包装体23の外側から蒲鉾を左手で把持し、右手の親指と人差し指で摘み代5を摘んでイージーピール部3から剥離すると共に、上面フィルム側の折り返し部8まで側部シール部4を剥離し、開封片を生じさせず、蒲鉾を落下させることなく、作業者が内容物に直接触れずに容易に開封することができた。
上記で得られた易開封性包装体23は、ボイル殺菌、加圧に耐えうる包装体であった。
【実施例5】
【0031】
(積層フィルム10)
本発明に係る支持基材層11として、厚み12μmの二軸延伸ポリエチレンテレフタレイトフィルム(製品名「E5102」、東洋紡績株式会社製)のコロナ処理面に摘み代の位置を示す文字と矢印をグラビア印刷機で印刷したフィルムと、厚み15μmの二軸延伸ポリアミドフィルム(製品名「ボニールW」、株式会社興人製)とを二液硬化型ウレタン樹脂系接着剤を介して貼り合わせた積層フィルムを準備した。
シーラント層12として、厚み30μmのイージーピールシーラントフィルム(製品名「9501E」、東レフィルム加工株式会社製)を準備した。上記のイージーピールシーラントフィルムは、ポリエチレン樹脂とポリプロピレン樹脂に対して弱シール性を有する層と、ポリプロピレン樹脂層の積層フィルムからなる。
しかる後、支持基材層11の二軸延伸ポリアミドフィルム面と、シーラント層12のポリプロピレン樹脂層面とを対向させ、ドライラミネーターを用いて二液硬化型ウレタン樹脂系接着剤を介してシーラント層12のポリプロピレン樹脂層面側と貼り合わせて積層し、スリッターで所望の幅にスリットし、層構成、ポリエチレンテレフタレイトフィルム(12μm)/ウレタン樹脂系接着剤層/二軸延伸ポリアミドフィルム(15μm)/ウレタン樹脂系接着剤層/イージーピールシーラントフィルム(30μm)の本発明に係る積層フィルム10を製造した。
(イージーピールシーラントフィルム20)
本発明に係るイージーピールシーラントフィルム20(厚さ30μm)として、ポリエチレン樹脂とポリプロピレン樹脂に対して弱シール性を有する層と、ポリプロピレン樹脂層とからなる積層フィルム(製品名「9501E」、東レフィルム加工株式会社製)を所定幅にスリットして用いた。
(易開封性包装袋1)
上記で得られた積層フィルム10及び、イージーピールシーラントフィルム20の巻き取りロールをピロータイプ包装袋の製袋機にセットし、積層シート10の巻き取りロールから積層シート10を繰り出し、筒状に湾曲させて、両側縁部のうち、上面フィルム6のシーラント面と下面フィルム7の支持基材層側を対向させて重ね合わされて重ね合わせ部2を形成し、封筒状に形成すると共に、帯状のイージーピールシーラントフィルム20をプレート31と前記重ね合わせ部との間に挿入し、重ね合わせ部の上から積層シート10の流れ方向に合せて挟んで、縦シール機32でヒートシールしてイージーピール部(縦シール部)3、13が形成されて連続した筒状体を形成した。
上記において、イージーピールシーラントフィルム20を構成するポリプロピレン樹脂とポリプロピレン樹脂に対して弱シール性を有する層側の面と、積層フィルム10を構成するシーラント層(ポリプロピレン樹脂とポリプロピレン樹脂に対して弱シール性を有する層側の面)面とを対向させて、イージーピール部(縦シール部)3、13を形成した。
次いで、積層シート10の流れ方向に対して垂直方向に一定間隔で第1横シール機33および第2横シール機34を閉じて、筒状体を熱溶着することにより、側部シール部4を形成して分離前の包装袋を製造した。
次いで、化粧裁ち刃35を閉じて分離前の包装袋の下面フィルム7側の折り返し部18をカットし、開口部9を形成した。
次いで、断裁刃36を閉じて分離前の包装袋の側部シール部4のシール巾方向の中間部を二分割して図10に示すような本発明に係る易開封性包装袋1を製造した。
得られた易開封性包装袋1は、幅100mm、長さ150mm、重ね合わせ長さ30mm、側部シール部4のシール幅5mm、イージーピール部(縦シール部)3、13のシール幅5mm、摘み代5の長さ35mmであった。イージーピール部3のシール強度は、14N/15mmであった。
得られた易開封性包装袋1は、ヒートシール部の全てがイージーピール性であるため、摘み片5から片手で引き剥がして開口を広くとることができ、大きな内容物であっても容易に取り出しやすい包装袋であった。
(易開封性包装体23)
得られた本発明に係る易開封性包装袋1の開口部9から幅60mm、長さ120mm、厚さ10mmの板状かまぼこを収納し、脱気包装して本発明に係る易開封性包装体23を得た。
上記で得られた易開封性包装体23の密封シール部14を上にした状態で、包装体23の外側から蒲鉾を左手で把持し、右手の親指と人差し指で摘み代5を摘んでイージーピール部3から剥離すると共に、上面フィルム側の折り返し部8まで側部シール部4を剥離し、開封片を生じさせず、蒲鉾を落下させることなく、作業者が内容物に直接触れずに容易に開封することができた。
【0032】
(比較例1)
実施例5と同じ積層フィルムとして、層構成、ポリエチレンテレフタレイトフィルム(12μm)/ウレタン樹脂系接着剤層/二軸延伸ポリアミドフィルム(15μm)/ウレタン樹脂系接着剤層/イージーピールシーラントフィルム(30μm)の本発明に係る積層フィルム10を用いて、シーラント層を対向させて重ね合わせ、ヒートシーラーを用いて三方の縁部から10mm内側に幅5mmのヒートシール部を設けて比較例1に係る三方シール包装袋を製造した。
上記で得られた比較例1に係る包装袋の開口部から、内容物として幅60mm、長さ120mm、厚さ10mmの板状かまぼこを収納し、脱気包装して比較例3の包装体を得た。
上記で得られた比較例1に係る包装体を開封するためには、両手で包装袋の上部の積層フィルムを持たなければならず、勢いよく開封すると内容物を落としてしまう恐れがあった。
【0033】
シール強度は、JISK6854−3(接着剤のはく離接着強さ試験方法:T形剥離法)に準拠し、引張り速度300mm/分で測定した値である。この最大荷重を10個以上の試験片に対して求め、その平均値をシール強度とする。
【符号の説明】
【0034】
1 易開封性包装袋
2 重ね合わせ部
3 上面フィルム側のイージーピール部(縦シール部)
4 側部シール部
4e 上面フィルム側のイージーピール部(横シール部)
5 摘み代
6 上面フィルム
7 下面フィルム
8 上面フィルムの折返し部
9 充填用開口部
10 積層フィルム
11 支持基材フィルム
12 シーラント層
13 下面フィルム側のイージーピール部(縦シール部)
14 密封シール部
15 ガセット状折込み部
18 下面フィルムの折返し部
20 イージーピールシーラントフィルム
21 イージーピール性を有する層
22 強シール性を有する層
23 易開封性包装体
30 ピロー袋製袋機
31 プレート
32 縦シール機
33 第一横シール機
34 第二横シール機
35 化粧裁ち刃
36 断裁刃
M 内容物
【特許請求の範囲】
【請求項1】
支持基材層と前記の基材層の内面側にシーラント層とを接着層を介して積層する積層フィルムと、
前記の積層フィルムのシーラント層を二箇所を折り返して両側端部の外面側と内面側を対向させて重ね合わせ、その重ね合わせ部の下面側にあてがうイージーピールシーラントフィルムとを備える包装袋であって、
前記のイージーピールシーラントフィルムの両端部でヒートシールして形成されたイージーピール部と、
前記のイージーピール部を形成して筒状となった筒状体の両端部の開口部にヒートシールして形成された側部シール部と、
前記の積層フィルムの二箇所の折り返し部のうち、前記の重ね合わせ部の下面側の積層フィルムの折り返し部を所定の位置で切り落として形成された内容物の充填用開口部とを備えてなることを特徴とする易開封性包装袋。
【請求項2】
前記のイージーピールシーラントフィルムが、前記の積層フィルムを構成するシーラント層とヒートシールしてイージーピール性を有する層と、
前記の積層フィルムを構成するシーラント層とヒートシールして強シール性を有する層とを積層する積層フィルムからなることを特徴とする請求項1に記載する易開封性包装袋。
【請求項3】
請求項1または請求項2に記載する易開封性包装袋に、その充填用開口部から内容物を充填し、その充填用開口部の内面層同士をヒートシールして密封してなることを特徴とする易開封性包装体。
【請求項4】
支持基材層と前記の支持基材層の内面側にシーラント層を積層して積層シートを形成する工程と、
前記の積層シートの二箇所を折り返す工程と、
前記の積層シートの両側端部の外面側と内面側を対向させて重ね合わせ、前記の重ね合わせ部の下面にイージーピールシーラントフィルムを挿入する工程と、
前記のイージーピールシーラントフィルムの両端の側部を連続してヒートシールしてイージピール部を形成し、筒状体を形成する工程と、
前記の筒状体を前記イージピール部のヒートシール方向に対して垂直方向に、かつ一定間隔をおいて、ヒートシールしてヒートシール部を形成する工程と、
前記の積層シートの二箇所の折り返し部のうち、前記の重ね合わせ部の下面側の積層フィルムの折り返し部を所定の位置で切り落として内容物充填用開口部を形成する工程と、
前記のヒートシール部におけるシール巾方向の中間部でそれぞれを切断する工程とを含むことを特徴とする易開封性包装袋の製造方法。
【請求項1】
支持基材層と前記の基材層の内面側にシーラント層とを接着層を介して積層する積層フィルムと、
前記の積層フィルムのシーラント層を二箇所を折り返して両側端部の外面側と内面側を対向させて重ね合わせ、その重ね合わせ部の下面側にあてがうイージーピールシーラントフィルムとを備える包装袋であって、
前記のイージーピールシーラントフィルムの両端部でヒートシールして形成されたイージーピール部と、
前記のイージーピール部を形成して筒状となった筒状体の両端部の開口部にヒートシールして形成された側部シール部と、
前記の積層フィルムの二箇所の折り返し部のうち、前記の重ね合わせ部の下面側の積層フィルムの折り返し部を所定の位置で切り落として形成された内容物の充填用開口部とを備えてなることを特徴とする易開封性包装袋。
【請求項2】
前記のイージーピールシーラントフィルムが、前記の積層フィルムを構成するシーラント層とヒートシールしてイージーピール性を有する層と、
前記の積層フィルムを構成するシーラント層とヒートシールして強シール性を有する層とを積層する積層フィルムからなることを特徴とする請求項1に記載する易開封性包装袋。
【請求項3】
請求項1または請求項2に記載する易開封性包装袋に、その充填用開口部から内容物を充填し、その充填用開口部の内面層同士をヒートシールして密封してなることを特徴とする易開封性包装体。
【請求項4】
支持基材層と前記の支持基材層の内面側にシーラント層を積層して積層シートを形成する工程と、
前記の積層シートの二箇所を折り返す工程と、
前記の積層シートの両側端部の外面側と内面側を対向させて重ね合わせ、前記の重ね合わせ部の下面にイージーピールシーラントフィルムを挿入する工程と、
前記のイージーピールシーラントフィルムの両端の側部を連続してヒートシールしてイージピール部を形成し、筒状体を形成する工程と、
前記の筒状体を前記イージピール部のヒートシール方向に対して垂直方向に、かつ一定間隔をおいて、ヒートシールしてヒートシール部を形成する工程と、
前記の積層シートの二箇所の折り返し部のうち、前記の重ね合わせ部の下面側の積層フィルムの折り返し部を所定の位置で切り落として内容物充填用開口部を形成する工程と、
前記のヒートシール部におけるシール巾方向の中間部でそれぞれを切断する工程とを含むことを特徴とする易開封性包装袋の製造方法。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】
【図7】

【図8】
【図9】

【図10】
【図11】

【図12】
【図13】

【図14】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2013−107656(P2013−107656A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−252483(P2011−252483)
【出願日】平成23年11月18日(2011.11.18)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月18日(2011.11.18)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]