
易開封性積層体およびそれを用いた蓋材および軟包装材
【課題】本発明は、室温と高温とで容易に、かつ円滑に開封することができる室温と高温での開封性のバランスに優れた易開封性を有する積層体および蓋材と軟包装材を提供する。
【解決手段】基材上に、ポリプロピレン樹脂もしくはポリプロピレン系樹脂をベースとした樹脂組成物をシーラント層(A層)とし、そのシーラント層上に、密度が0.850〜0.925g/cm3の範囲で、かつ105℃以下に少なくとも一つ融点を有し、該融点の融解熱量が10〜70J/gの範囲を満たす、超低密度ポリエチレンであるポリオレフィン系樹脂層(B層)を設けた、基材/B層/A層からなる構成であり、かつ、A層とB層の室温におけるラミネート強度が、5〜20N/15mmの範囲を満たし、70℃雰囲気下におけるラミネート強度が、0.1〜10N/15mmの範囲を満たすことを特徴とする。
【解決手段】基材上に、ポリプロピレン樹脂もしくはポリプロピレン系樹脂をベースとした樹脂組成物をシーラント層(A層)とし、そのシーラント層上に、密度が0.850〜0.925g/cm3の範囲で、かつ105℃以下に少なくとも一つ融点を有し、該融点の融解熱量が10〜70J/gの範囲を満たす、超低密度ポリエチレンであるポリオレフィン系樹脂層(B層)を設けた、基材/B層/A層からなる構成であり、かつ、A層とB層の室温におけるラミネート強度が、5〜20N/15mmの範囲を満たし、70℃雰囲気下におけるラミネート強度が、0.1〜10N/15mmの範囲を満たすことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、易開封性を有する積層体に関し、さらに詳細には、室温でも密着性かつ易開封性を有しながらも、電子レンジなどで加温した際には、非常にイージーピール性を有する積層体に関するものである。
【背景技術】
【0002】
食品包装分野において、インスタントラーメン、ゼリー、ヨーグルトなどカップに内容物を充填した包装形態が増加してきている。また、最近ではHMR(ホーム・ミール・リプレースメント)の流れが強くなり、それに伴い、冷凍流通可能でかつ電子レンジなどの耐熱性を有するトレーなども徐々に増えている。これらの容器の代表的な例としては、一般的にポリエチレン、ポリスチレン、発泡ポリスチレン、ポリプロピレン樹脂、ポリエステル樹脂などの熱可塑性樹脂を射出成形や真空圧縮成形などの製法を利用して製造されている。しかしながら、上述したように、消費者が内容物の入った容器をそのまま直接電子レンジで加温して、その後、蓋などの積層体を開封する事で内容物を食する傾向が強くなり、それらの容器の要求品質として、耐熱性が求められるようになってきた。一般に耐熱性が要求される分野ではポリプロピレン樹脂やポリエステル樹脂を使用した容器が多く、また、最近では省資源対応や環境問題を考慮して、紙とポリプロピレンフィルムあるいはポリエステルフィルムを複合化させた紙トレーなどが使用される傾向が強くなってきているため、それに対する蓋材などの積層体もポリプロピレンやポリエステルなどの被着体に接着が可能なシーラントが要求されるようになってきた。
【0003】
一般に、これらの容器に対する積層体は、内容物保護および開封時の易開封性考慮した蓋材が設けられている。これらの蓋材のシーラント層は、内容物保護のため被着体とは強接着性を有しながらも、開封時には易開封性を有するという相反する機能を要求されている。このような要求を満たすため、様々な機能が蓋材に付与されてきた。その一つが、易開封機構の設計であり、それらの例として、層間剥離機構、凝集剥離機構が挙げられる。
【0004】
このように、イージーピール性を有するシーラントの登場は、密封性および易開封性という相反する目的を兼ね備えたシーラントとして、様々な蓋材あるいは軟包装材料に使用されるようになってきた。しかしながら、昨今の省資源、環境対応を意識した、紙とプラスチックの複合容器などの環境対応型容器の登場により、さらにそのイージーピール性シーラントの要求が高くなってきた。その一例として、一般に板紙などは、室温において凝集力が弱いが、高温になると著しく凝集力が小さくなる傾向が強くなる。例えば、紙とプラスチックの複合させた紙トレーなどを、消費者が電子レンジで加温した際には、その容器の強度物性が著しく低下している可能性があるため、加温により低下した容器の強度物性よりも小さい開封強度で積層体が開封されなくてはならない。また、電子レンジで加温された容器は非常に熱くなっているため、できるだけ開封強度を弱くして積層体を開けやすくすることにより、開封時に容器を手で保持すること、あるいは内容物をこぼすことによる火傷の問題を避ける必要がある。
【0005】
このように、消費者の食生活の変化や環境を意識した活動に伴い、容器への要求品質も大きく変化し、室温ではある程度の易開封性を有し、高温ではたやすい易開封性を求めるようになってきた。現在のところ易開封性を考慮した積層体は数々上市されているが、これらの要求に見合うものは少なく、今後の容器の品質の変化に対応した易開封性を有する積層体が必要となってきている。
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、上記の課題を考慮してなされたものであり、室温と高温とで容易に、かつ円滑に開封することができる室温と高温での開封性のバランスに優れた易開封性を有する積層体およびそれを用いた蓋材と軟包装材を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、即ち
請求項1記載の発明は、基材上に、ポリプロピレン樹脂もしくはポリプロピレン系樹脂をベースとした樹脂組成物をシーラント層(A層)とし、そのシーラント層上に、密度が0.850〜0.925g/cm3の範囲で、かつ105℃以下に少なくとも一つ融点を有し、該融点の融解熱量が10〜70J/gの範囲を満たす、超低密度ポリエチレンであるポリオレフィン系樹脂層(B層)を設けた、基材/B層/A層からなる構成であり、
かつ、A層とB層の室温におけるラミネート強度が、5〜20N/15mmの範囲を満たし、70℃雰囲気下におけるラミネート強度が、0.1〜10N/15mmの範囲を満たすことを特徴とする易開封性積層体である。
【0008】
請求項2記載の発明は、請求項1に記載の易開封性積層体を用いたことを特徴とする蓋材である。
【0009】
請求項3記載の発明は、電子レンジ用複合紙容器に用いることを特徴とする請求項2に記載の蓋材である。
【0010】
請求項4記載の発明は、請求項1に記載の易開封性積層体を用いたことを特徴とする軟包装材である。
【発明の効果】
【0011】
本発明により、室温および高温時とで容易に、かつ円滑に開封することができる室温および高温時での開封性のバランスに優れた易開封性を有する積層体を提供することが可能となった。これによって、
(1)本発明の易開封性積層体は、室温における易開封性が必要な一般的な蓋材や軟包装材などに対応が可能である。
(2)また、本発明の易開封性積層体は、電子レンジ対応を考慮して、高温雰囲気下での易開封性が要求される蓋材などに対応が可能である。特に、被着体が紙と複合された複合紙容器の場合であっても、容器を破壊させることなく蓋材を開封させることが可能である。
(3)また、本発明の易開封性積層体は、近年注目を浴びているバリアフリー的な観点や、省資源、環境問題を意識した複合紙容器用の蓋材にも対応することが可能であることから、市場のニーズに十分答えることが可能である。
【発明を実施するための最良の形態】
【0012】
以下、本発明の実施の形態について詳細に説明する。本発明の易開封性積層体は、基材上に、ポリプロピレン樹脂もしくはポリプロピレン系樹脂をベースとした樹脂組成物をシーラント層(A層)とし、そのシーラント層上に、密度が0.850〜0.925g/cm3の範囲で、かつ105℃以下に少なくとも一つ融点を有し、該融点の融解熱量が10〜70J/gの範囲を満たす、超低密度ポリエチレンであるポリオレフィン系樹脂層(B層)を設けた、基材/B層/A層からなる構成であり、かつ、A層とB層の室温におけるラミネート強度が、5〜20N/15mmの範囲を満たし、70℃雰囲気下におけるラミネート強度が、0.1〜10N/15mmの範囲を満たすことを特徴とするものである。
【0013】
本発明の易開封性積層体における、上記B層を形成する樹脂としては、超低密度ポリエ
チレンが挙げられ、加工性やその他の物性を考慮して、その他の樹脂もしくは添加剤を配合することもできる。ただし、B層として用いる樹脂は、A層を構成するポリプロピレン系樹脂あるいはプロピレン系樹脂を主成分とする樹脂組成物との室温におけるラミネート強度を得るためにも、密度が0.850〜0.925g/cm3の範囲で選択されるその超低密度ポリエチレンが、ポリエチレン系エラストマーもしくはポリエチレン系プラストマーの性質を有する。
【0014】
また、本発明の易開封性積層体は、A層/B層間の層間剥離を利用した層間剥離タイプのイージーピールシーラントとして使用されるが、上述したように、高温時におけるイージーピール性を付与するために、このB層として用いる超低密度ポリエチレンであるポリエチレン系エラストマーもしくはポリエチレン系プラストマーとしては、105℃以下に少なくとも一つ融点を有し、その融解熱量が10〜70J/gの範囲から選ばれるものが好ましい。融点が105℃以下でないと、B層の軟化に伴う高温時の易開封性が期待できず、また融点が105℃以下であっても、その融解熱量が70J/g以上では、電子レンジで加温する温度、時間内でB層が十分軟化できないため、高温時における易開封性が期待できない。高温時における易開封性を得るためには、B層として用いる樹脂は、密度が0.850〜0.925g/cm3の範囲で、かつ105℃以下に少なくとも一つ融点を有し、その融解熱量が10〜70J/gである、超低密度ポリエチレンであるポリオレフィン系樹脂は、ポリエチレン系エラストマーもしくはポリエチレン系プラストマーである。
【0015】
このような、B層を形成する超低密度ポリエチレンであるポリオレフィン系樹脂は、分岐度を高くすることで結晶性を著しく低下させたものである。また、結晶性を低下させたり、A層との界面接着性を制御するために、無水マレイン酸等の酸あるいは酸無水物により変性してもよい。
【0016】
本発明の易開封性積層体における、シーラント層として使用するA層を形成する樹脂としては、基本的には、B層を構成する樹脂と相溶性が無く、A層とB層の界面における接着が、粘着などの接着様式によってラミネートされていることが好ましく、ポリプロピレン系樹脂やポリエステル系樹脂などの樹脂が選定される。特に、この積層体を蓋材として使用し、その蓋材の被着体となる容器の材質構成がポリプロピレン系樹脂であれば、A層となる樹脂としてはポリプロピレン系樹脂あるいはポリプロピレン系樹脂を主体とした樹脂組成物であることが好ましい。
【0017】
このような、ポリプロピレン系樹脂もしくはポリプロピレン系樹脂を主体とした樹脂組成物としては、ホモポリプロピレン樹脂、ブロックポリプロピレン樹脂、ランダムポリプロピレン樹脂、ポリプロピレン−αオレフィン共重合体、あるいはこれらの樹脂にポリスチレンや、ポリエチレン系樹脂、エチレン系共重合体など非相溶系の樹脂成分を配合し、このシーラント層自体に凝集剥離性を持たせた樹脂組成物も使用することが可能であり、求められる積層体の要求品質に対し様々に選択することが可能である。例えば、低温シール性が要求されるのであれば、ランダムポリプロピレンやプロピレン−αオレフィン共重合体が、耐衝撃性が要求されるのであれば、ブロックポリプロピレンやプロピレン−αオレフィン共重合体が、また、本発明の積層体の層間剥離機構だけでなく、シーラント自体にも凝集剥離性を付与したい場合には、230℃におけるメルトインデックスが0.1〜100g/10分、好ましくは3〜50g/10分の範囲のポリプロピレン系樹脂を主体とした樹脂組成物を用いることが可能である。
【0018】
本発明の易開封性積層体の特徴をまとめると、(1)A層/B層間がB層を形成する樹脂の粘着性などの接着機構を利用したものであり、(2)室温においては、その層間接着強度が比較的強いが、(3)高温ではB層を構成する樹脂が軟化することで、高温時にさ
らに易開封性を付与するものである。このような層間剥離タイプの積層体の剥離強度の指標としては、室温における剥離強度が5〜20N/15mmの範囲であり、高温時、特に70℃雰囲気下で5分放置した時のラミネート強度が0.1〜10N/15mmの範囲である。室温雰囲気で20N/15mmを超える強度であると、室温時における易開封性が得られない。また、5N/15mmを下回ると、シール強度の安定性がない。さらに、高温における剥離強度が10N/15mmを超えると、紙と複合させた複合容器をシールした場合に、容器が破壊されることがある。また、ラミネート強度が0.1N/15mmより小さい値の場合は、電子レンジなどで加温され、発生した蒸気により蓋が剥がれてしまうことがある。
【0019】
本発明の易開封性積層体の具体例としては、蓋材や、その積層体自体を使用した軟包装形態が考えられる。それらを以下に示す。
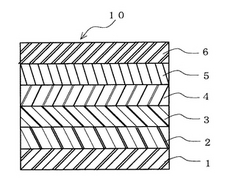
1)紙層/熱可塑性樹脂層/アルミ箔層/熱可塑性樹脂層/B層/A層(図1参照)
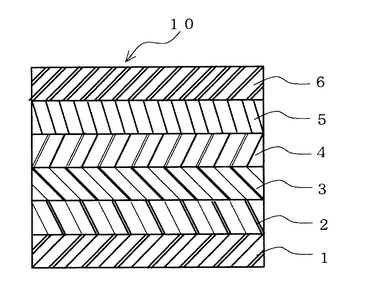
2)熱可塑性樹脂層/熱可塑性樹脂層/B層/A層(図2参照)
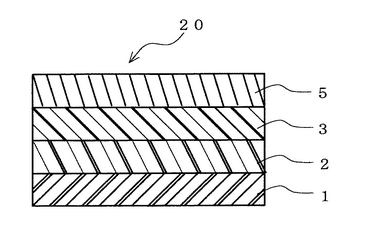
3)熱可塑性樹脂層/アルミ箔層/熱可塑性樹脂層/B層/A層(図3参照)
積層体の層構成は、上記構成に限定されるものではない。最外層として熱可塑性樹脂層を用いる場合は、ポリエチレンテレフタレートフィルム、ポリアミドフィルム、延伸ポリプロピレンフィルム等が挙げられる。また、熱可塑性樹脂を中間層として使用する場合には、ポリエチレン樹脂、ポリプロピレン樹脂、エチレンーαオレフィン共重合体、ポリエステル樹脂、ポリアミド樹脂など、また、これらの単体でなく、各種ブレンド物でもよい。また、必要に応じてエチレンービニルアルコール共重合体やポリビニルアルコールなどのバリア性樹脂層、エチレンーα、β不飽和カルボン酸共重合体、酸無水物変性ポリオレフィン樹脂などの接着性樹脂層を押出ラミネートやドライラミネートなどの公知の手法によって積層させることが可能である。また、各積層体を貼りあわせる際に、ウレタン系やイミン系などの各種接着剤層やコーティング層、インキ層を、グラビアコーティング、リバースコーティング、バーコーティングなどの公知の手法を用いて介在させることもできる。
【0020】
さらに、紙を積層した構成においては、紙の材質も特に限定されるものではない。また、アルミ箔層の代わりに、バリア性を付与させるために無機化合物を蒸着などの手法により積層させたフィルムも使用することが可能である。
【0021】
本発明の積層体においてA層およびB層を積層させる際には、これらの積層体の積層方法も特に限定されるわけではなく、通常の押出ラミネート、ドライラミネートなどの各種ラミネート方法を利用して製造する事が可能である。しかしながら、上述したように、B層自体の樹脂が粘着性を有するため、加工性、ハンドリングを考慮すると、A層およびB層をTダイによる共押出ラミネートにより製膜した方が好ましい。
【0022】
これらの積層体を作成するにあたり、各々の層は、別工程あるいはインラインで各種加工、処理を施しても構わない。必要に応じて、被着体との接着性を向上させるため、コロナ処理、火炎処理、プラズマ処理などの各種表面処理を施しても構わなく、また、押出ラミネート法であれば溶融樹脂にオゾン処理などの処理を施すこともできる。また、包材のスリップ性、アンチブロッキング性、ライン適性を考慮した上で、シーラント内面のみ、あるいは積層体全体にエンボス加工を施しても構わない。
【0023】
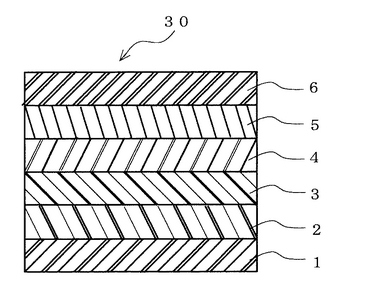
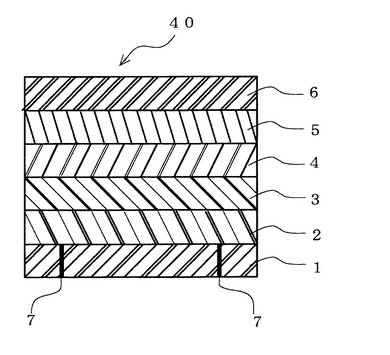
これらの積層体の用途分野としては、上述したような、蓋材(電子レンジ用容器、カップ用、ブリスター包材用など)、ガゼッタ包材、3方・4方シール包材など各種包材に適応が可能である。ただし、この積層体を蓋材として使用する際には、層間剥離タイプの積層体であるために、開封時に二重蓋の問題が起きる場合がある。その場合は、図4に示すように、少なくともA層に半切れ歯(ハーフカット)を入れることで、この問題を解消す
ることが可能である。特に、高温時にはこの積層体の開封強度は極端に低下するため、ハーフカットを施しておいた方が好ましい。
【実施例】
【0024】
以下に本発明の実施例を示すが、これらに限られるものではない。
【0025】
<実施例1>
二軸延伸ポリエステルフィルム(25μm)上にウレタン系接着剤をグラビアコーティングにより塗工後、押出ラミネート法により低密度ポリエチレン樹脂20μm積層させた。このようにして得られた原反を加工用の基材として用いた。このようにして得られた基材上に、共押出ラミネーター(フィードブロックタイプ)により、加工温度270℃、加工速度80m/min.でA層(20μm)、B層(20μm)を同時に積層させ、二軸延伸ポリエステルフィルム/接着剤層/低密度ポリエチレン/B層/A層の構成の評価サンプルが作成した。また、評価用の被着体としては、二軸延伸ポリエステルフィルム(25μm)上にウレタン系接着剤をグラビアコーティングにより塗工し、ドライラミネーションによってキャストポリプロピレンフィルムを積層させたものを使用した。本実施例では、A層の材料として、ブロック−ポリプロピレン樹脂(MI=25)を、一方B層の材料として、超低密度ポリエチレン(MI=6.3、密度=0.89g/cm3、Tm=40℃、融解熱量=14J/g)を使用した。下記に示した評価方法により、T型剥離により評価を行った。
【0026】
[評価方法]
本発明の上記積層体と、被着体を重ね合せ、ヒートシーラーにて150〜200℃、圧力0.2MPa、シール時間1秒でシールした。また、今回の評価では、ハーフカットを想定し、あらかじめ積層体A層側にハーフカットを施した。剥離条件としては、室温および70℃―5分で行い、剥離速度としては300mm/min.のT型剥離により評価を行った。
【0027】
<実施例2>
B層の材料として、超低密度ポリエチレン(MI=4.9、密度=0.90g/cm3、Tm=65℃、融解熱量=35J/g)を使用した以外は実施例1と同様の積層体を作成し、実施例1と同様の評価を行った。
【0028】
<参考例1>
B層の材料として、エチレン−ヘキセン共重合体(MI=20、密度=0.88g/cm3、Tm=100℃、融解熱量=35J/g)を使用した以外は実施例1と同様の積層体を作成し、実施例1と同様の評価を行った。
【0029】
<参考例2>
A層の材料として、ランダム−ポリプロピレン樹脂(MI=22、)を、一方B層の材料として、エチレン−オクテン共重合体(MI=7.1、密度=0.902g/cm3、Tm=100℃、融解熱量=55J/g)を使用した以外は実施例1と同様の積層体を作成し、実施例1と同様の評価を行った。
<参考例3>
B層の材料として、エチレン−オクテン共重合体(MI=5、密度=0.88g/cm3、Tm=65℃、融解熱量=35J/g)を使用した以外は参考例2と同様の積層体を作成し、実施例1と同様の評価を行った。
【0030】
上記の実施例1、2および参考例1〜3で得られた積層体の評価結果を表1に示す。
【0031】
【表1】

【0032】
<実施例3>
A層としてブロック−ポリプロピレン樹脂(MI=25)、B層として超低密度ポリエチレン(MI=6.3、密度=0.89g/cm3、Tm=40℃、融解熱量=14J/g)を使用し、下記に示した包装容器の作成方法に従って、蓋材を作成後、内容物を紙トレーに充填し、蓋材をシールした。その後、電子レンジにかけ、蓋材の開封感を官能的に評価した。その結果、加温により著しくピール強度が低下することで、紙トレーを破壊すること無く、かつ蓋自体がかなり易開封性を有するため、高温になったトレーを手で保持する時間も短くてすみ、火傷の心配も無いという良好な結果であった。また、ハーフカットを施すことで、二重蓋の問題も発生しなかった。
【0033】
[包装容器の作成方法]
紙層/熱可塑性樹脂層/アルミ箔層/熱可塑性樹脂層/B層/A層からなる積層体を作成した。あらかじめ、紙層(坪量79g/cm2)とアルミ箔層(7μm)を低密度ポリエチレン樹脂(16μm)を340℃で押出ラミネートすることにより作成し、そのアルミ箔の裏面にエチレン−メタクリル酸共重合体(15μm)を積層させた。その後は、評価用サンプル作成と同様な手法で、A層、B層を設けた。以上のように積層体を、各種容器の蓋材(特に電子レンジ用紙トレーの蓋材として)として使用した。その際にあらかじめ、シール部分近傍をハーフカット処理を施すことで、二重蓋対策を行った。この紙トレーに水物の内容物を充填後、上記積層体(蓋材)をかぶせ、240℃、0.4MPa、4秒でシールすることで蓋付きトレーを作成した。
【0034】
<実施例4>
A層としてブロック−ポリプロピレン樹脂(MI=25)、B層として超低密度ポリエチレン(MI=6.3、密度=0.89g/cm3、Tm=40℃、融解熱量=14J/g)を使用し、下記に示した 包装容器の作成方法に従って、軟包装材を作成した。軟包装体の開封感を官能的に評価した。その結果、室温における開封感は、官能的にも密封性および易開封性を双方兼ね備えた包装材と感じられ、非常に良好な結果であった。
[包装容器の作成方法]
熱可塑性樹脂層/熱可塑性樹脂層/B層/A層からなる積層体として実施例1で作成した評価用サンプルをそのまま使用した。サンプルを所定の大きさに断裁後、3方シールによりパウチを作成した。その中にはあらかじめ、粉物を充填しておいた。
【図面の簡単な説明】
【0035】
【図1】本発明の一実施例としての易開封性積層体の断面図である。
【図2】本発明の一実施例としての易開封性積層体の断面図である。
【図3】本発明の一実施例としての易開封性積層体の断面図である。
【図4】本発明の一実施例としてのハーフカットを施した易開封性積層体の断面図である。
【符号の説明】
【0036】
1・・・A層
2・・・B層
3、5・・・熱可塑性樹脂層
4・・・アルミ箔層
6・・・紙層
7・・・ハーフカット
10、20、30、40・・・易開封性積層体
【技術分野】
【0001】
本発明は、易開封性を有する積層体に関し、さらに詳細には、室温でも密着性かつ易開封性を有しながらも、電子レンジなどで加温した際には、非常にイージーピール性を有する積層体に関するものである。
【背景技術】
【0002】
食品包装分野において、インスタントラーメン、ゼリー、ヨーグルトなどカップに内容物を充填した包装形態が増加してきている。また、最近ではHMR(ホーム・ミール・リプレースメント)の流れが強くなり、それに伴い、冷凍流通可能でかつ電子レンジなどの耐熱性を有するトレーなども徐々に増えている。これらの容器の代表的な例としては、一般的にポリエチレン、ポリスチレン、発泡ポリスチレン、ポリプロピレン樹脂、ポリエステル樹脂などの熱可塑性樹脂を射出成形や真空圧縮成形などの製法を利用して製造されている。しかしながら、上述したように、消費者が内容物の入った容器をそのまま直接電子レンジで加温して、その後、蓋などの積層体を開封する事で内容物を食する傾向が強くなり、それらの容器の要求品質として、耐熱性が求められるようになってきた。一般に耐熱性が要求される分野ではポリプロピレン樹脂やポリエステル樹脂を使用した容器が多く、また、最近では省資源対応や環境問題を考慮して、紙とポリプロピレンフィルムあるいはポリエステルフィルムを複合化させた紙トレーなどが使用される傾向が強くなってきているため、それに対する蓋材などの積層体もポリプロピレンやポリエステルなどの被着体に接着が可能なシーラントが要求されるようになってきた。
【0003】
一般に、これらの容器に対する積層体は、内容物保護および開封時の易開封性考慮した蓋材が設けられている。これらの蓋材のシーラント層は、内容物保護のため被着体とは強接着性を有しながらも、開封時には易開封性を有するという相反する機能を要求されている。このような要求を満たすため、様々な機能が蓋材に付与されてきた。その一つが、易開封機構の設計であり、それらの例として、層間剥離機構、凝集剥離機構が挙げられる。
【0004】
このように、イージーピール性を有するシーラントの登場は、密封性および易開封性という相反する目的を兼ね備えたシーラントとして、様々な蓋材あるいは軟包装材料に使用されるようになってきた。しかしながら、昨今の省資源、環境対応を意識した、紙とプラスチックの複合容器などの環境対応型容器の登場により、さらにそのイージーピール性シーラントの要求が高くなってきた。その一例として、一般に板紙などは、室温において凝集力が弱いが、高温になると著しく凝集力が小さくなる傾向が強くなる。例えば、紙とプラスチックの複合させた紙トレーなどを、消費者が電子レンジで加温した際には、その容器の強度物性が著しく低下している可能性があるため、加温により低下した容器の強度物性よりも小さい開封強度で積層体が開封されなくてはならない。また、電子レンジで加温された容器は非常に熱くなっているため、できるだけ開封強度を弱くして積層体を開けやすくすることにより、開封時に容器を手で保持すること、あるいは内容物をこぼすことによる火傷の問題を避ける必要がある。
【0005】
このように、消費者の食生活の変化や環境を意識した活動に伴い、容器への要求品質も大きく変化し、室温ではある程度の易開封性を有し、高温ではたやすい易開封性を求めるようになってきた。現在のところ易開封性を考慮した積層体は数々上市されているが、これらの要求に見合うものは少なく、今後の容器の品質の変化に対応した易開封性を有する積層体が必要となってきている。
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、上記の課題を考慮してなされたものであり、室温と高温とで容易に、かつ円滑に開封することができる室温と高温での開封性のバランスに優れた易開封性を有する積層体およびそれを用いた蓋材と軟包装材を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、即ち
請求項1記載の発明は、基材上に、ポリプロピレン樹脂もしくはポリプロピレン系樹脂をベースとした樹脂組成物をシーラント層(A層)とし、そのシーラント層上に、密度が0.850〜0.925g/cm3の範囲で、かつ105℃以下に少なくとも一つ融点を有し、該融点の融解熱量が10〜70J/gの範囲を満たす、超低密度ポリエチレンであるポリオレフィン系樹脂層(B層)を設けた、基材/B層/A層からなる構成であり、
かつ、A層とB層の室温におけるラミネート強度が、5〜20N/15mmの範囲を満たし、70℃雰囲気下におけるラミネート強度が、0.1〜10N/15mmの範囲を満たすことを特徴とする易開封性積層体である。
【0008】
請求項2記載の発明は、請求項1に記載の易開封性積層体を用いたことを特徴とする蓋材である。
【0009】
請求項3記載の発明は、電子レンジ用複合紙容器に用いることを特徴とする請求項2に記載の蓋材である。
【0010】
請求項4記載の発明は、請求項1に記載の易開封性積層体を用いたことを特徴とする軟包装材である。
【発明の効果】
【0011】
本発明により、室温および高温時とで容易に、かつ円滑に開封することができる室温および高温時での開封性のバランスに優れた易開封性を有する積層体を提供することが可能となった。これによって、
(1)本発明の易開封性積層体は、室温における易開封性が必要な一般的な蓋材や軟包装材などに対応が可能である。
(2)また、本発明の易開封性積層体は、電子レンジ対応を考慮して、高温雰囲気下での易開封性が要求される蓋材などに対応が可能である。特に、被着体が紙と複合された複合紙容器の場合であっても、容器を破壊させることなく蓋材を開封させることが可能である。
(3)また、本発明の易開封性積層体は、近年注目を浴びているバリアフリー的な観点や、省資源、環境問題を意識した複合紙容器用の蓋材にも対応することが可能であることから、市場のニーズに十分答えることが可能である。
【発明を実施するための最良の形態】
【0012】
以下、本発明の実施の形態について詳細に説明する。本発明の易開封性積層体は、基材上に、ポリプロピレン樹脂もしくはポリプロピレン系樹脂をベースとした樹脂組成物をシーラント層(A層)とし、そのシーラント層上に、密度が0.850〜0.925g/cm3の範囲で、かつ105℃以下に少なくとも一つ融点を有し、該融点の融解熱量が10〜70J/gの範囲を満たす、超低密度ポリエチレンであるポリオレフィン系樹脂層(B層)を設けた、基材/B層/A層からなる構成であり、かつ、A層とB層の室温におけるラミネート強度が、5〜20N/15mmの範囲を満たし、70℃雰囲気下におけるラミネート強度が、0.1〜10N/15mmの範囲を満たすことを特徴とするものである。
【0013】
本発明の易開封性積層体における、上記B層を形成する樹脂としては、超低密度ポリエ
チレンが挙げられ、加工性やその他の物性を考慮して、その他の樹脂もしくは添加剤を配合することもできる。ただし、B層として用いる樹脂は、A層を構成するポリプロピレン系樹脂あるいはプロピレン系樹脂を主成分とする樹脂組成物との室温におけるラミネート強度を得るためにも、密度が0.850〜0.925g/cm3の範囲で選択されるその超低密度ポリエチレンが、ポリエチレン系エラストマーもしくはポリエチレン系プラストマーの性質を有する。
【0014】
また、本発明の易開封性積層体は、A層/B層間の層間剥離を利用した層間剥離タイプのイージーピールシーラントとして使用されるが、上述したように、高温時におけるイージーピール性を付与するために、このB層として用いる超低密度ポリエチレンであるポリエチレン系エラストマーもしくはポリエチレン系プラストマーとしては、105℃以下に少なくとも一つ融点を有し、その融解熱量が10〜70J/gの範囲から選ばれるものが好ましい。融点が105℃以下でないと、B層の軟化に伴う高温時の易開封性が期待できず、また融点が105℃以下であっても、その融解熱量が70J/g以上では、電子レンジで加温する温度、時間内でB層が十分軟化できないため、高温時における易開封性が期待できない。高温時における易開封性を得るためには、B層として用いる樹脂は、密度が0.850〜0.925g/cm3の範囲で、かつ105℃以下に少なくとも一つ融点を有し、その融解熱量が10〜70J/gである、超低密度ポリエチレンであるポリオレフィン系樹脂は、ポリエチレン系エラストマーもしくはポリエチレン系プラストマーである。
【0015】
このような、B層を形成する超低密度ポリエチレンであるポリオレフィン系樹脂は、分岐度を高くすることで結晶性を著しく低下させたものである。また、結晶性を低下させたり、A層との界面接着性を制御するために、無水マレイン酸等の酸あるいは酸無水物により変性してもよい。
【0016】
本発明の易開封性積層体における、シーラント層として使用するA層を形成する樹脂としては、基本的には、B層を構成する樹脂と相溶性が無く、A層とB層の界面における接着が、粘着などの接着様式によってラミネートされていることが好ましく、ポリプロピレン系樹脂やポリエステル系樹脂などの樹脂が選定される。特に、この積層体を蓋材として使用し、その蓋材の被着体となる容器の材質構成がポリプロピレン系樹脂であれば、A層となる樹脂としてはポリプロピレン系樹脂あるいはポリプロピレン系樹脂を主体とした樹脂組成物であることが好ましい。
【0017】
このような、ポリプロピレン系樹脂もしくはポリプロピレン系樹脂を主体とした樹脂組成物としては、ホモポリプロピレン樹脂、ブロックポリプロピレン樹脂、ランダムポリプロピレン樹脂、ポリプロピレン−αオレフィン共重合体、あるいはこれらの樹脂にポリスチレンや、ポリエチレン系樹脂、エチレン系共重合体など非相溶系の樹脂成分を配合し、このシーラント層自体に凝集剥離性を持たせた樹脂組成物も使用することが可能であり、求められる積層体の要求品質に対し様々に選択することが可能である。例えば、低温シール性が要求されるのであれば、ランダムポリプロピレンやプロピレン−αオレフィン共重合体が、耐衝撃性が要求されるのであれば、ブロックポリプロピレンやプロピレン−αオレフィン共重合体が、また、本発明の積層体の層間剥離機構だけでなく、シーラント自体にも凝集剥離性を付与したい場合には、230℃におけるメルトインデックスが0.1〜100g/10分、好ましくは3〜50g/10分の範囲のポリプロピレン系樹脂を主体とした樹脂組成物を用いることが可能である。
【0018】
本発明の易開封性積層体の特徴をまとめると、(1)A層/B層間がB層を形成する樹脂の粘着性などの接着機構を利用したものであり、(2)室温においては、その層間接着強度が比較的強いが、(3)高温ではB層を構成する樹脂が軟化することで、高温時にさ
らに易開封性を付与するものである。このような層間剥離タイプの積層体の剥離強度の指標としては、室温における剥離強度が5〜20N/15mmの範囲であり、高温時、特に70℃雰囲気下で5分放置した時のラミネート強度が0.1〜10N/15mmの範囲である。室温雰囲気で20N/15mmを超える強度であると、室温時における易開封性が得られない。また、5N/15mmを下回ると、シール強度の安定性がない。さらに、高温における剥離強度が10N/15mmを超えると、紙と複合させた複合容器をシールした場合に、容器が破壊されることがある。また、ラミネート強度が0.1N/15mmより小さい値の場合は、電子レンジなどで加温され、発生した蒸気により蓋が剥がれてしまうことがある。
【0019】
本発明の易開封性積層体の具体例としては、蓋材や、その積層体自体を使用した軟包装形態が考えられる。それらを以下に示す。
1)紙層/熱可塑性樹脂層/アルミ箔層/熱可塑性樹脂層/B層/A層(図1参照)
2)熱可塑性樹脂層/熱可塑性樹脂層/B層/A層(図2参照)
3)熱可塑性樹脂層/アルミ箔層/熱可塑性樹脂層/B層/A層(図3参照)
積層体の層構成は、上記構成に限定されるものではない。最外層として熱可塑性樹脂層を用いる場合は、ポリエチレンテレフタレートフィルム、ポリアミドフィルム、延伸ポリプロピレンフィルム等が挙げられる。また、熱可塑性樹脂を中間層として使用する場合には、ポリエチレン樹脂、ポリプロピレン樹脂、エチレンーαオレフィン共重合体、ポリエステル樹脂、ポリアミド樹脂など、また、これらの単体でなく、各種ブレンド物でもよい。また、必要に応じてエチレンービニルアルコール共重合体やポリビニルアルコールなどのバリア性樹脂層、エチレンーα、β不飽和カルボン酸共重合体、酸無水物変性ポリオレフィン樹脂などの接着性樹脂層を押出ラミネートやドライラミネートなどの公知の手法によって積層させることが可能である。また、各積層体を貼りあわせる際に、ウレタン系やイミン系などの各種接着剤層やコーティング層、インキ層を、グラビアコーティング、リバースコーティング、バーコーティングなどの公知の手法を用いて介在させることもできる。
【0020】
さらに、紙を積層した構成においては、紙の材質も特に限定されるものではない。また、アルミ箔層の代わりに、バリア性を付与させるために無機化合物を蒸着などの手法により積層させたフィルムも使用することが可能である。
【0021】
本発明の積層体においてA層およびB層を積層させる際には、これらの積層体の積層方法も特に限定されるわけではなく、通常の押出ラミネート、ドライラミネートなどの各種ラミネート方法を利用して製造する事が可能である。しかしながら、上述したように、B層自体の樹脂が粘着性を有するため、加工性、ハンドリングを考慮すると、A層およびB層をTダイによる共押出ラミネートにより製膜した方が好ましい。
【0022】
これらの積層体を作成するにあたり、各々の層は、別工程あるいはインラインで各種加工、処理を施しても構わない。必要に応じて、被着体との接着性を向上させるため、コロナ処理、火炎処理、プラズマ処理などの各種表面処理を施しても構わなく、また、押出ラミネート法であれば溶融樹脂にオゾン処理などの処理を施すこともできる。また、包材のスリップ性、アンチブロッキング性、ライン適性を考慮した上で、シーラント内面のみ、あるいは積層体全体にエンボス加工を施しても構わない。
【0023】
これらの積層体の用途分野としては、上述したような、蓋材(電子レンジ用容器、カップ用、ブリスター包材用など)、ガゼッタ包材、3方・4方シール包材など各種包材に適応が可能である。ただし、この積層体を蓋材として使用する際には、層間剥離タイプの積層体であるために、開封時に二重蓋の問題が起きる場合がある。その場合は、図4に示すように、少なくともA層に半切れ歯(ハーフカット)を入れることで、この問題を解消す
ることが可能である。特に、高温時にはこの積層体の開封強度は極端に低下するため、ハーフカットを施しておいた方が好ましい。
【実施例】
【0024】
以下に本発明の実施例を示すが、これらに限られるものではない。
【0025】
<実施例1>
二軸延伸ポリエステルフィルム(25μm)上にウレタン系接着剤をグラビアコーティングにより塗工後、押出ラミネート法により低密度ポリエチレン樹脂20μm積層させた。このようにして得られた原反を加工用の基材として用いた。このようにして得られた基材上に、共押出ラミネーター(フィードブロックタイプ)により、加工温度270℃、加工速度80m/min.でA層(20μm)、B層(20μm)を同時に積層させ、二軸延伸ポリエステルフィルム/接着剤層/低密度ポリエチレン/B層/A層の構成の評価サンプルが作成した。また、評価用の被着体としては、二軸延伸ポリエステルフィルム(25μm)上にウレタン系接着剤をグラビアコーティングにより塗工し、ドライラミネーションによってキャストポリプロピレンフィルムを積層させたものを使用した。本実施例では、A層の材料として、ブロック−ポリプロピレン樹脂(MI=25)を、一方B層の材料として、超低密度ポリエチレン(MI=6.3、密度=0.89g/cm3、Tm=40℃、融解熱量=14J/g)を使用した。下記に示した評価方法により、T型剥離により評価を行った。
【0026】
[評価方法]
本発明の上記積層体と、被着体を重ね合せ、ヒートシーラーにて150〜200℃、圧力0.2MPa、シール時間1秒でシールした。また、今回の評価では、ハーフカットを想定し、あらかじめ積層体A層側にハーフカットを施した。剥離条件としては、室温および70℃―5分で行い、剥離速度としては300mm/min.のT型剥離により評価を行った。
【0027】
<実施例2>
B層の材料として、超低密度ポリエチレン(MI=4.9、密度=0.90g/cm3、Tm=65℃、融解熱量=35J/g)を使用した以外は実施例1と同様の積層体を作成し、実施例1と同様の評価を行った。
【0028】
<参考例1>
B層の材料として、エチレン−ヘキセン共重合体(MI=20、密度=0.88g/cm3、Tm=100℃、融解熱量=35J/g)を使用した以外は実施例1と同様の積層体を作成し、実施例1と同様の評価を行った。
【0029】
<参考例2>
A層の材料として、ランダム−ポリプロピレン樹脂(MI=22、)を、一方B層の材料として、エチレン−オクテン共重合体(MI=7.1、密度=0.902g/cm3、Tm=100℃、融解熱量=55J/g)を使用した以外は実施例1と同様の積層体を作成し、実施例1と同様の評価を行った。
<参考例3>
B層の材料として、エチレン−オクテン共重合体(MI=5、密度=0.88g/cm3、Tm=65℃、融解熱量=35J/g)を使用した以外は参考例2と同様の積層体を作成し、実施例1と同様の評価を行った。
【0030】
上記の実施例1、2および参考例1〜3で得られた積層体の評価結果を表1に示す。
【0031】
【表1】
【0032】
<実施例3>
A層としてブロック−ポリプロピレン樹脂(MI=25)、B層として超低密度ポリエチレン(MI=6.3、密度=0.89g/cm3、Tm=40℃、融解熱量=14J/g)を使用し、下記に示した包装容器の作成方法に従って、蓋材を作成後、内容物を紙トレーに充填し、蓋材をシールした。その後、電子レンジにかけ、蓋材の開封感を官能的に評価した。その結果、加温により著しくピール強度が低下することで、紙トレーを破壊すること無く、かつ蓋自体がかなり易開封性を有するため、高温になったトレーを手で保持する時間も短くてすみ、火傷の心配も無いという良好な結果であった。また、ハーフカットを施すことで、二重蓋の問題も発生しなかった。
【0033】
[包装容器の作成方法]
紙層/熱可塑性樹脂層/アルミ箔層/熱可塑性樹脂層/B層/A層からなる積層体を作成した。あらかじめ、紙層(坪量79g/cm2)とアルミ箔層(7μm)を低密度ポリエチレン樹脂(16μm)を340℃で押出ラミネートすることにより作成し、そのアルミ箔の裏面にエチレン−メタクリル酸共重合体(15μm)を積層させた。その後は、評価用サンプル作成と同様な手法で、A層、B層を設けた。以上のように積層体を、各種容器の蓋材(特に電子レンジ用紙トレーの蓋材として)として使用した。その際にあらかじめ、シール部分近傍をハーフカット処理を施すことで、二重蓋対策を行った。この紙トレーに水物の内容物を充填後、上記積層体(蓋材)をかぶせ、240℃、0.4MPa、4秒でシールすることで蓋付きトレーを作成した。
【0034】
<実施例4>
A層としてブロック−ポリプロピレン樹脂(MI=25)、B層として超低密度ポリエチレン(MI=6.3、密度=0.89g/cm3、Tm=40℃、融解熱量=14J/g)を使用し、下記に示した 包装容器の作成方法に従って、軟包装材を作成した。軟包装体の開封感を官能的に評価した。その結果、室温における開封感は、官能的にも密封性および易開封性を双方兼ね備えた包装材と感じられ、非常に良好な結果であった。
[包装容器の作成方法]
熱可塑性樹脂層/熱可塑性樹脂層/B層/A層からなる積層体として実施例1で作成した評価用サンプルをそのまま使用した。サンプルを所定の大きさに断裁後、3方シールによりパウチを作成した。その中にはあらかじめ、粉物を充填しておいた。
【図面の簡単な説明】
【0035】
【図1】本発明の一実施例としての易開封性積層体の断面図である。
【図2】本発明の一実施例としての易開封性積層体の断面図である。
【図3】本発明の一実施例としての易開封性積層体の断面図である。
【図4】本発明の一実施例としてのハーフカットを施した易開封性積層体の断面図である。
【符号の説明】
【0036】
1・・・A層
2・・・B層
3、5・・・熱可塑性樹脂層
4・・・アルミ箔層
6・・・紙層
7・・・ハーフカット
10、20、30、40・・・易開封性積層体
【特許請求の範囲】
【請求項1】
基材上に、ポリプロピレン樹脂もしくはポリプロピレン系樹脂をベースとした樹脂組成物をシーラント層(A層)とし、そのシーラント層上に、密度が0.850〜0.925g/cm3の範囲で、かつ105℃以下に少なくとも一つ融点を有し、該融点の融解熱量が10〜70J/gの範囲を満たす、超低密度ポリエチレンであるポリオレフィン系樹脂層(B層)を設けた、基材/B層/A層からなる構成であり、
かつ、A層とB層の室温におけるラミネート強度が、5〜20N/15mmの範囲を満たし、70℃雰囲気下におけるラミネート強度が、0.1〜10N/15mmの範囲を満たすことを特徴とする易開封性積層体。
【請求項2】
請求項1に記載の易開封性積層体を用いたことを特徴とする蓋材。
【請求項3】
電子レンジ用複合紙容器に用いることを特徴とする請求項2に記載の蓋材。
【請求項4】
請求項1に記載の易開封性積層体を用いたことを特徴とする軟包装材。
【請求項1】
基材上に、ポリプロピレン樹脂もしくはポリプロピレン系樹脂をベースとした樹脂組成物をシーラント層(A層)とし、そのシーラント層上に、密度が0.850〜0.925g/cm3の範囲で、かつ105℃以下に少なくとも一つ融点を有し、該融点の融解熱量が10〜70J/gの範囲を満たす、超低密度ポリエチレンであるポリオレフィン系樹脂層(B層)を設けた、基材/B層/A層からなる構成であり、
かつ、A層とB層の室温におけるラミネート強度が、5〜20N/15mmの範囲を満たし、70℃雰囲気下におけるラミネート強度が、0.1〜10N/15mmの範囲を満たすことを特徴とする易開封性積層体。
【請求項2】
請求項1に記載の易開封性積層体を用いたことを特徴とする蓋材。
【請求項3】
電子レンジ用複合紙容器に用いることを特徴とする請求項2に記載の蓋材。
【請求項4】
請求項1に記載の易開封性積層体を用いたことを特徴とする軟包装材。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2006−306111(P2006−306111A)
【公開日】平成18年11月9日(2006.11.9)
【国際特許分類】
【出願番号】特願2006−173592(P2006−173592)
【出願日】平成18年6月23日(2006.6.23)
【分割の表示】特願2000−103679(P2000−103679)の分割
【原出願日】平成12年4月5日(2000.4.5)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成18年11月9日(2006.11.9)
【国際特許分類】
【出願日】平成18年6月23日(2006.6.23)
【分割の表示】特願2000−103679(P2000−103679)の分割
【原出願日】平成12年4月5日(2000.4.5)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]