
易開封性蓋材
【課題】一定以上のシール強度を有し、かつ良好な開封性を有する易開封性蓋材を提供することにある。
【解決手段】カップ容器6との熱融着を担うシート層3と凝集破壊による易開封性を担う凝集破壊層2とに機能分離した多層構成の易開封性蓋材であって、凝集破壊による易開封を担う凝集破壊層2に、発泡粒子4を含ませたものである。
【解決手段】カップ容器6との熱融着を担うシート層3と凝集破壊による易開封性を担う凝集破壊層2とに機能分離した多層構成の易開封性蓋材であって、凝集破壊による易開封を担う凝集破壊層2に、発泡粒子4を含ませたものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ヒートシールによって容器を密閉する蓋材に係り、特に、易開封性を有する蓋材に関する。
【背景技術】
【0002】
一般に、デザートカップと呼ばれる、ヨーグルトやプリン等のカップ容器や、ポーションパックと呼ばれる、コーヒー用のミルクやシロップ等の小型のカップ容器や、加熱調理食品等のトレイやカップ容器等の蓋材として基材及びシール材から成るフィルムシートが用いられる。
【0003】
このような蓋材に求められる主な機能は、内容物が漏れることがないような密閉シール性と、人が手で開封するのに開け易い易開封性である。また、内容物の種類や商品の賞味期限、殺菌方法、流通手段によっては、酸素バリア性や耐熱性等が求められる場合もある。
【0004】
一般に、易開封性フタ材に用いられるシール材には、主に層間剥離タイプと凝集剥離タイプの2種類のタイプがある。層間剥離タイプはシール層と保持層と基材で構成され、シール層は被着体と同種の樹脂で形成することで、被着体としっかり熱融着して強固なシール状態を保つようにし、保持層はシール層と異種の樹脂で形成することで、シール層と保持層の層間で剥がれ易くすることで易開封性を持たせるものである(例えば、特許文献1参照)。
【0005】
しかし、層間剥離タイプの場合には、層間の剥離強度が凝集剥離に比べて小さいため、シール部分だけでなく、非シール部分まで層間で剥離してしまい、いわゆる膜残り現象を起してフタ材をうまく開封できないといったことも起こりやすい。
【0006】
一方、凝集剥離タイプは、シール層と保持層と基材という構成は同じだが、シール層は被着体と同種の樹脂及び保持層と同種の樹脂の2種の樹脂のポリマーブレンドで形成されている。これによりヒートシール時に、シール層は、部分的に被着体と熱融着し、剥離時にはポリマーブレンドした樹脂の界面でシール層自体を凝集破壊しながら剥離していく。従って、シール層がシール性と剥離性の両方の機能を持つことになるが、シール層と被着体の熱融着は部分的であるため、一定以上のシール強度を得ることができないといった問題点がある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2009−7034号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
従来の易開封性蓋材では、易開封性シーラントの内、層間剥離タイプの課題である層間での剥離強度の弱さに由来する膜残り等の剥離の不具合や、凝集剥離タイプの課題であるシール層と被着体の熱融着が部分的であることに由来して、シール強度に限界を有するという問題を有する。
【0009】
本発明は、上記の事情に鑑みてなされたもので、一定以上のシール強度を有しながら、易開封性も併せ持ち、膜残り等の開封時の不具合も起き難い、カップ容器用の易開封性蓋材を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は、上記のような課題を解決するために成されたもので、請求項1に係る発明は、
容器を密閉するためのヒートシール性と容器から蓋材を剥がすための易開封性を併せ持つ蓋材のうち、容器との熱融着を担う層と凝集破壊による易開封性を担う層とに機能分離した多層構成の易開封性蓋材であって、凝集破壊による易開封を担う層に、発泡粒子を含むことを特徴とする易開封性蓋材である。
【0011】
請求項2に係る発明は、発泡粒子を含む易開封性を担う層が、シール層と同じ樹脂成分で構成され、基材とシール層の間に設けられていることを特徴とする易開封性蓋材である。
【0012】
請求項3に係る発明は、発泡粒子の発泡開始温度が、蓋材をヒートシールするときの加熱温度より低いが、発泡粒子を含む樹脂層を形成する工程でかかる温度よりも高く、発泡粒子を含む樹脂層の形成肯定では発泡せず、蓋材をヒートシールする時の加熱で発泡することを特徴とする易開封性蓋材である。
【0013】
請求項4に係る発明は、発泡粒子の発泡開始温度が、120℃乃至150℃であることを特徴とする易開封性蓋材である。
【0014】
請求項5に係る発明は、容器に蓋材をヒートシールすることで、ヒートシールした部分のみ、発泡粒子を含む易開封性を担う層が多孔質化することを特徴とする易開封性蓋材である。
【発明の効果】
【0015】
上記構成によれば、易開封を担う層に発泡粒子を含むことから、発泡粒子の発泡温度以上に加熱すると、その発泡により当該層が多孔質化する。このとき、発泡粒子を含む層を構成する樹脂成分をシール層と同じ樹脂成分としておくことで、加熱シールするときの温度は当該樹脂の融点以上となるから、シール層と同様に発泡粒子を含む層の樹脂も溶融状態となり、発泡粒子は発泡し易い状態にある。当然ながら、この加熱シール温度は、発泡粒子の発泡温度以上である必要がある。
【0016】
また、発泡粒子を含む層とシール層の樹脂成分を同じにしてあることで、加熱シール時に両層が溶融して界面が強固に融着することから、発泡粒子を含む層とシール層の層間で軽剥離することが防止される。
【0017】
このようにして、加熱シール時に、発泡粒子を含む層が多孔質化することで、当該層は凝集破壊しやすくなり、蓋材剥離時に当該層が凝集剥離層となる。また、ヒートシールした部分のみを多孔質化することができることから、ヒートシール部分のみに凝集剥離層を形成することも可能である。例えば、カップ容器のフランジ部のみリング状に加熱するようなシール型を用いて、加熱シールすることで、フランジ部にのみリング状に凝集剥離層を形成することができ、蓋材の剥離したい部分のみを選択的に凝集剥離されることから、膜残りなどの剥離不良の起こることが防止される。
【図面の簡単な説明】
【0018】
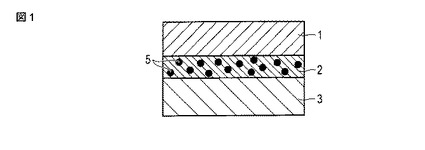
【図1】本発明に係る易開封性蓋材の層構成を説明するために要部を示した断面図である。
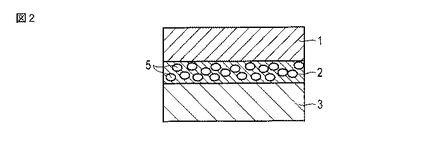
【図2】図1の凝集破壊層の中の発泡粒子が加熱により発泡されて空洞が生じた多孔質化した状態を示した断面図である。
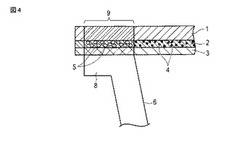
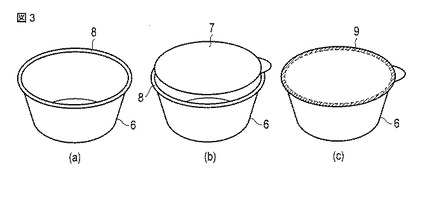
【図3】図1の易開封性蓋材をカップ容器上にシールする手順(a)〜(b)を示し、同図(c)が容器のフランジ8に対応してリング状に加熱シールした状態におけるシール部9を示した構成説明図である。
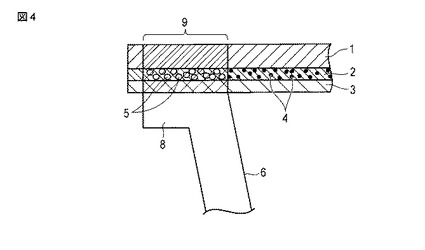
【図4】図3(c)におけるフランジ近傍の断面を示し、凝集破壊層において、フランジ部位に加熱シールされて空洞が生じて多孔質化した状態を示した断面図である。
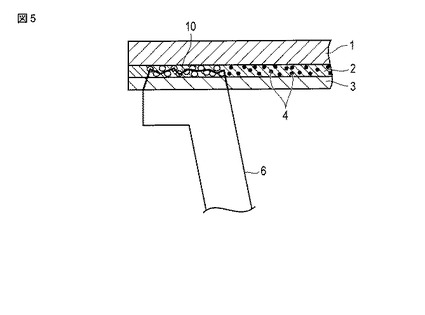
【図5】図4のフランジ部位に加熱シールされて空洞が生じて多孔質化した状態において、蓋材開封時の剥離面を示した断面図である。
【発明を実施するための形態】
【0019】
本発明の実施の形態に係る易開封性蓋材について、図面を参照して詳細に説明する。
【0020】
図1は、本発明の一実施の形態に係るに係る易開封性蓋材の層構成を示すもので、基材1には、凝集破壊層2、シール層3が順に積層される。そして、この凝集破壊層2中には、発泡粒子4が混入されて蓋材7が形成される(図3参照)。この凝集破壊層2中の発泡粒子4は、加熱により図2に示すように発泡されて空洞5を生じて多孔質化される。
【0021】
ここで、蓋体は、例えば図3に示すようにカップ容器等の容器6の開口側のリング状のフランジ8に加熱シールされと、シール部9が形成される。そして、蓋体7は、容器6のフランジ8に加熱シールされると、その凝集破壊層2において、容器6のフランジ8に対して加熱シールされると、空洞5が生じて多孔質化される(図4参照)。これにより、蓋体7は、蓋体開封時、その空洞5が生じた多孔質化した部位が剥離面10となり、剥離の防止を図る。
【0022】
ここで、本発明に係る易開封性蓋材を構成する基材1としては、アルミ箔、紙、延伸ポリエステルフィルム、延伸ナイロンフィルム、延伸ポリプロピレンフィルム、ポリスチレンフィルム、シリカ蒸着延伸ポリエステルフィルム、アルミ蒸着延伸ポリエステルフィルム、その他バリア性フィルムなど、一般に軟包装材の基材フィルムとして使うものであれば適用可能であり、内容物や用途によって、適宜最適な基材1を選定して用いることができる。
【0023】
凝集破壊層2およびシール層3には、熱可塑性の樹脂例えばポリエチレン、ポリプロピレン、ポリエステル、ポリスチレン、ポリ酢酸ビニル、アクリル系樹脂、ウレタン系樹脂などを用いることができるが、シール層は被着体すなわち容器の被着部の樹脂と同じ樹脂である必要があり、一般的にはポリエチレン、ポリプロピレンが用いられる場合が多い。また、凝集破壊層2とシール層3の層間の密着を良くするために、両層には同じ系統の樹脂を用いるのが望ましい。
【0024】
さらに、凝集破壊層2に用いる樹脂は、層内に含む発泡粒子4の発泡開始温度と同等もしくはそれ以下の融点の樹脂が望ましい。なぜなら、発泡粒子4が発泡するときには、周囲の樹脂は溶融していた方が発泡効率が良いからである。
【0025】
凝集破壊層2に含まれる発泡粒子4は、蓋材7のヒートシール時に発泡させることが望ましいため、ヒートシール温度よりも低い発泡開始温度のものを用いる必要がある。ただし、凝集破壊層2を形成する時点で発泡してしまわないように、当該層の形成時にかかる温度よりは高い発泡開始温度でなければならない。たとえば、凝集破壊層2を樹脂分散液の塗工および加熱乾燥で形成する場合、加熱乾燥温度よりも高い発泡開始温度の発泡粒子4を選定する必要がある。
【0026】
凝集破壊層2及びシール層3を形成する方法は、樹脂の押し出しラミネートではなく、ヒートシールラッカーなどの塗液を塗工して形成する必要がある。なぜなら、樹脂の押出しラミネートでは、ポリエチレンやポリプロピレンなどの樹脂であっても樹脂温を300℃近くまで上げる必要があるが、発泡開始温度が300℃より高い発泡微粒子は現状市販されていないからである。したがって、これらの層の形成には、ポリエチレンやポリプロピレンを樹脂成分とする有機溶剤系の塗液をグラビア印刷等で塗工し、80℃乃至100℃の乾燥温度で製膜する方法が望ましい。
【0027】
以上のことから、本発明に係る易開封性蓋材の望ましい構成は、用途により適宜選定した延伸ポリエステルフィルム、シリカ蒸着延伸ポリエステルフィルム、ナイロンフィルムまたはアルミ箔、あるいはこれらの積層フィルムを基材1として、その上に発泡開始温度130℃乃至150℃の発泡粒子4を分散させたポリエチレンまたはポリプロピレンを樹脂成分とする塗液を塗工して膜厚5μm乃至10μmの凝集破壊層2を形成し、さらにその上に凝集破壊層2と同じ系統の樹脂成分の塗液を塗工して、膜厚10μm乃至20μmのヒートシール層を形成する構成である。
【0028】
次に、本発明の一実施の形態に基づく実施例1−1,1−2、実施例2、実施例3を作製して詳細に説明するが、これらは、例示的なものであって、本発明をなんら限定するものではない。
【実施例1】
【0029】
厚さ12μmのシリカ蒸着延伸ポリエステルフィルムを基材1として、その上にポリプロピレン系の樹脂成分と有機系の溶剤からなるヒートシールラッカーに、発泡粒子4を25重量パーセント添加して、グラビア印刷で膜厚10μmとなるよう塗工して凝集破壊層2を形成し、さらにその上に同じヒートシールラッカーを発泡粒子4を添加せずに膜厚10μmとなるように塗工してシール層を形成し、易開封性蓋材を作製した。
【0030】
凝集破壊層2及びシール層3の塗工後の乾燥温度はいずれも100℃で行った。凝集破壊層2に添加した発泡粒子4は、発泡開始温度130℃で、シェル成分がアクリルニトリル系、コア成分が低沸点炭化水素の発泡粒子4を用いた。
【実施例2】
【0031】
発泡開始温度100℃の発泡粒子4を用いて、その他は実施例1と同様にして易開封性蓋材を作製した。
【実施例3】
【0032】
発泡開始温度170℃の発泡粒子4を用いて、その他は実施例1と同様にして易開封性蓋材を作製した。
【0033】
実施例1乃至3について、次のような評価を実施した。フランジ8を有するポリプロピレン製のカップ容器6に水充填し、160℃のシール温度で加熱シールすることで蓋材7をシールした。この蓋材シール済みのカップ容器6を用いてシール性及び開封性を評価した。シール性の評価は、蓋材7に40kgの加重を1分間かけた後、シール部からの液漏れの有無で評価し、開封性の評価は手開封したときの、開け易さや異常開封がないかで評価した。
【0034】
実施例1では、フランジ部のみリング状に加熱してヒートシール方法(実施例1−1)と、蓋材前面を加熱してシールする方法(実施例1−2)との2通りでシールし、実施例2、3については、フランジ部のみリング状に加熱してヒートシール方法のみでシールした。この結果は、
【表1】

【0035】
に示す。
【0036】
即ち、実施例1の場合には、フランジ部のみ加熱したものは、凝集破壊層2のフランジ8に対応した部分のみ発泡により多孔質化しており、シール性、開封性ともに良好であった。
【0037】
実施例1の場合では、全面加熱したものは、蓋材全面の凝集破壊層2が発泡により多孔質しており、蓋材開封時に蓋材の全面に亘って凝集破壊層部分で剥離し、シール層3の膜残り現象がみられ、開封不良であった。
【0038】
実施例2の場合では、発泡粒子4の発泡開始温度が100℃であるため、凝集剥離層形成時の乾燥温度(100℃)で全面に亘って発泡してしまった。またそれにより、凝集破壊層表面に凹凸が生じ、シール層3の塗工にムラが生じた。そのためヒートシールにもムラが生じて、部分的にシール不良を起こした。また、全面で発泡して多孔質化しているため、開封時の膜残りも生じた。
【0039】
実施例3の場合では、発泡粒子4の発泡開始温度が170℃であったため、160℃の加熱シール温度では発泡せず、凝集破壊層2は全く多孔質化しなかった。そのため、蓋材開封時の剥離強度が大きく、開封しずらい結果となった。
【0040】
本発明は、上記実施の形態に限ることなく、その他、実施段階ではその要旨を逸脱しない範囲で種々の変形を実施し得ることが可能である。さらに、上記実施形態には、種々の段階の発明が含まれており、開示される複数の構成要件における適宜な組合せにより、種々の発明が抽出され得る。
【0041】
例えば実施形態に示される全構成要件から幾つかの構成要件が削除されても、発明が解決しようとする課題の欄で述べた課題が解決でき、発明の効果で述べられている効果が得られる場合には、この構成要件が削除された構成が発明として抽出され得る。
【産業上の利用可能性】
【0042】
本発明の易開封性蓋材は、易開封を担う層に発泡粒子を含むことから、発泡粒子の発泡温度以上に加熱すると、その発泡により当該層が多孔質化する。このとき、発泡粒子を含む層を構成する樹脂成分をシール層と同じ樹脂成分としておくことで、加熱シールするときの温度は当該樹脂の融点以上となるから、シール層と同様に発泡粒子を含む層の樹脂も溶融状態となり、発泡粒子は発泡し易い状態にある。
【0043】
また、発泡粒子を含む層とシール層の樹脂成分を同じにしてあることで、加熱シール時に両層が溶融して界面が強固に融着することから、発泡粒子を含む層とシール層の層間で軽剥離することが防止される。
【0044】
このようにして、加熱シール時に、発泡粒子を含む層が多孔質化することで、当該層は凝集破壊しやすくなり、蓋材剥離時に当該層が凝集剥離層となる。また、ヒートシールした部分のみを多孔質化することができることから、ヒートシール部分のみに凝集剥離層を形成することも可能である。例えば、カップ容器のフランジ部のみリング状に加熱するようなシール型を用いて、加熱シールすることで、フランジ部にのみリング状に凝集剥離層を形成することができ、蓋材の剥離したい部分のみを選択的に凝集剥離されることから、膜残りなどの剥離不良の起こることが防止される。
【符号の説明】
【0045】
1…基材
2…凝集破壊層
3…シール層
4…発泡粒子
5…空洞
6…カップ容器
7…蓋材
8…フランジ
9…シール部
10…剥離面
【技術分野】
【0001】
本発明は、ヒートシールによって容器を密閉する蓋材に係り、特に、易開封性を有する蓋材に関する。
【背景技術】
【0002】
一般に、デザートカップと呼ばれる、ヨーグルトやプリン等のカップ容器や、ポーションパックと呼ばれる、コーヒー用のミルクやシロップ等の小型のカップ容器や、加熱調理食品等のトレイやカップ容器等の蓋材として基材及びシール材から成るフィルムシートが用いられる。
【0003】
このような蓋材に求められる主な機能は、内容物が漏れることがないような密閉シール性と、人が手で開封するのに開け易い易開封性である。また、内容物の種類や商品の賞味期限、殺菌方法、流通手段によっては、酸素バリア性や耐熱性等が求められる場合もある。
【0004】
一般に、易開封性フタ材に用いられるシール材には、主に層間剥離タイプと凝集剥離タイプの2種類のタイプがある。層間剥離タイプはシール層と保持層と基材で構成され、シール層は被着体と同種の樹脂で形成することで、被着体としっかり熱融着して強固なシール状態を保つようにし、保持層はシール層と異種の樹脂で形成することで、シール層と保持層の層間で剥がれ易くすることで易開封性を持たせるものである(例えば、特許文献1参照)。
【0005】
しかし、層間剥離タイプの場合には、層間の剥離強度が凝集剥離に比べて小さいため、シール部分だけでなく、非シール部分まで層間で剥離してしまい、いわゆる膜残り現象を起してフタ材をうまく開封できないといったことも起こりやすい。
【0006】
一方、凝集剥離タイプは、シール層と保持層と基材という構成は同じだが、シール層は被着体と同種の樹脂及び保持層と同種の樹脂の2種の樹脂のポリマーブレンドで形成されている。これによりヒートシール時に、シール層は、部分的に被着体と熱融着し、剥離時にはポリマーブレンドした樹脂の界面でシール層自体を凝集破壊しながら剥離していく。従って、シール層がシール性と剥離性の両方の機能を持つことになるが、シール層と被着体の熱融着は部分的であるため、一定以上のシール強度を得ることができないといった問題点がある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2009−7034号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
従来の易開封性蓋材では、易開封性シーラントの内、層間剥離タイプの課題である層間での剥離強度の弱さに由来する膜残り等の剥離の不具合や、凝集剥離タイプの課題であるシール層と被着体の熱融着が部分的であることに由来して、シール強度に限界を有するという問題を有する。
【0009】
本発明は、上記の事情に鑑みてなされたもので、一定以上のシール強度を有しながら、易開封性も併せ持ち、膜残り等の開封時の不具合も起き難い、カップ容器用の易開封性蓋材を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は、上記のような課題を解決するために成されたもので、請求項1に係る発明は、
容器を密閉するためのヒートシール性と容器から蓋材を剥がすための易開封性を併せ持つ蓋材のうち、容器との熱融着を担う層と凝集破壊による易開封性を担う層とに機能分離した多層構成の易開封性蓋材であって、凝集破壊による易開封を担う層に、発泡粒子を含むことを特徴とする易開封性蓋材である。
【0011】
請求項2に係る発明は、発泡粒子を含む易開封性を担う層が、シール層と同じ樹脂成分で構成され、基材とシール層の間に設けられていることを特徴とする易開封性蓋材である。
【0012】
請求項3に係る発明は、発泡粒子の発泡開始温度が、蓋材をヒートシールするときの加熱温度より低いが、発泡粒子を含む樹脂層を形成する工程でかかる温度よりも高く、発泡粒子を含む樹脂層の形成肯定では発泡せず、蓋材をヒートシールする時の加熱で発泡することを特徴とする易開封性蓋材である。
【0013】
請求項4に係る発明は、発泡粒子の発泡開始温度が、120℃乃至150℃であることを特徴とする易開封性蓋材である。
【0014】
請求項5に係る発明は、容器に蓋材をヒートシールすることで、ヒートシールした部分のみ、発泡粒子を含む易開封性を担う層が多孔質化することを特徴とする易開封性蓋材である。
【発明の効果】
【0015】
上記構成によれば、易開封を担う層に発泡粒子を含むことから、発泡粒子の発泡温度以上に加熱すると、その発泡により当該層が多孔質化する。このとき、発泡粒子を含む層を構成する樹脂成分をシール層と同じ樹脂成分としておくことで、加熱シールするときの温度は当該樹脂の融点以上となるから、シール層と同様に発泡粒子を含む層の樹脂も溶融状態となり、発泡粒子は発泡し易い状態にある。当然ながら、この加熱シール温度は、発泡粒子の発泡温度以上である必要がある。
【0016】
また、発泡粒子を含む層とシール層の樹脂成分を同じにしてあることで、加熱シール時に両層が溶融して界面が強固に融着することから、発泡粒子を含む層とシール層の層間で軽剥離することが防止される。
【0017】
このようにして、加熱シール時に、発泡粒子を含む層が多孔質化することで、当該層は凝集破壊しやすくなり、蓋材剥離時に当該層が凝集剥離層となる。また、ヒートシールした部分のみを多孔質化することができることから、ヒートシール部分のみに凝集剥離層を形成することも可能である。例えば、カップ容器のフランジ部のみリング状に加熱するようなシール型を用いて、加熱シールすることで、フランジ部にのみリング状に凝集剥離層を形成することができ、蓋材の剥離したい部分のみを選択的に凝集剥離されることから、膜残りなどの剥離不良の起こることが防止される。
【図面の簡単な説明】
【0018】
【図1】本発明に係る易開封性蓋材の層構成を説明するために要部を示した断面図である。
【図2】図1の凝集破壊層の中の発泡粒子が加熱により発泡されて空洞が生じた多孔質化した状態を示した断面図である。
【図3】図1の易開封性蓋材をカップ容器上にシールする手順(a)〜(b)を示し、同図(c)が容器のフランジ8に対応してリング状に加熱シールした状態におけるシール部9を示した構成説明図である。
【図4】図3(c)におけるフランジ近傍の断面を示し、凝集破壊層において、フランジ部位に加熱シールされて空洞が生じて多孔質化した状態を示した断面図である。
【図5】図4のフランジ部位に加熱シールされて空洞が生じて多孔質化した状態において、蓋材開封時の剥離面を示した断面図である。
【発明を実施するための形態】
【0019】
本発明の実施の形態に係る易開封性蓋材について、図面を参照して詳細に説明する。
【0020】
図1は、本発明の一実施の形態に係るに係る易開封性蓋材の層構成を示すもので、基材1には、凝集破壊層2、シール層3が順に積層される。そして、この凝集破壊層2中には、発泡粒子4が混入されて蓋材7が形成される(図3参照)。この凝集破壊層2中の発泡粒子4は、加熱により図2に示すように発泡されて空洞5を生じて多孔質化される。
【0021】
ここで、蓋体は、例えば図3に示すようにカップ容器等の容器6の開口側のリング状のフランジ8に加熱シールされと、シール部9が形成される。そして、蓋体7は、容器6のフランジ8に加熱シールされると、その凝集破壊層2において、容器6のフランジ8に対して加熱シールされると、空洞5が生じて多孔質化される(図4参照)。これにより、蓋体7は、蓋体開封時、その空洞5が生じた多孔質化した部位が剥離面10となり、剥離の防止を図る。
【0022】
ここで、本発明に係る易開封性蓋材を構成する基材1としては、アルミ箔、紙、延伸ポリエステルフィルム、延伸ナイロンフィルム、延伸ポリプロピレンフィルム、ポリスチレンフィルム、シリカ蒸着延伸ポリエステルフィルム、アルミ蒸着延伸ポリエステルフィルム、その他バリア性フィルムなど、一般に軟包装材の基材フィルムとして使うものであれば適用可能であり、内容物や用途によって、適宜最適な基材1を選定して用いることができる。
【0023】
凝集破壊層2およびシール層3には、熱可塑性の樹脂例えばポリエチレン、ポリプロピレン、ポリエステル、ポリスチレン、ポリ酢酸ビニル、アクリル系樹脂、ウレタン系樹脂などを用いることができるが、シール層は被着体すなわち容器の被着部の樹脂と同じ樹脂である必要があり、一般的にはポリエチレン、ポリプロピレンが用いられる場合が多い。また、凝集破壊層2とシール層3の層間の密着を良くするために、両層には同じ系統の樹脂を用いるのが望ましい。
【0024】
さらに、凝集破壊層2に用いる樹脂は、層内に含む発泡粒子4の発泡開始温度と同等もしくはそれ以下の融点の樹脂が望ましい。なぜなら、発泡粒子4が発泡するときには、周囲の樹脂は溶融していた方が発泡効率が良いからである。
【0025】
凝集破壊層2に含まれる発泡粒子4は、蓋材7のヒートシール時に発泡させることが望ましいため、ヒートシール温度よりも低い発泡開始温度のものを用いる必要がある。ただし、凝集破壊層2を形成する時点で発泡してしまわないように、当該層の形成時にかかる温度よりは高い発泡開始温度でなければならない。たとえば、凝集破壊層2を樹脂分散液の塗工および加熱乾燥で形成する場合、加熱乾燥温度よりも高い発泡開始温度の発泡粒子4を選定する必要がある。
【0026】
凝集破壊層2及びシール層3を形成する方法は、樹脂の押し出しラミネートではなく、ヒートシールラッカーなどの塗液を塗工して形成する必要がある。なぜなら、樹脂の押出しラミネートでは、ポリエチレンやポリプロピレンなどの樹脂であっても樹脂温を300℃近くまで上げる必要があるが、発泡開始温度が300℃より高い発泡微粒子は現状市販されていないからである。したがって、これらの層の形成には、ポリエチレンやポリプロピレンを樹脂成分とする有機溶剤系の塗液をグラビア印刷等で塗工し、80℃乃至100℃の乾燥温度で製膜する方法が望ましい。
【0027】
以上のことから、本発明に係る易開封性蓋材の望ましい構成は、用途により適宜選定した延伸ポリエステルフィルム、シリカ蒸着延伸ポリエステルフィルム、ナイロンフィルムまたはアルミ箔、あるいはこれらの積層フィルムを基材1として、その上に発泡開始温度130℃乃至150℃の発泡粒子4を分散させたポリエチレンまたはポリプロピレンを樹脂成分とする塗液を塗工して膜厚5μm乃至10μmの凝集破壊層2を形成し、さらにその上に凝集破壊層2と同じ系統の樹脂成分の塗液を塗工して、膜厚10μm乃至20μmのヒートシール層を形成する構成である。
【0028】
次に、本発明の一実施の形態に基づく実施例1−1,1−2、実施例2、実施例3を作製して詳細に説明するが、これらは、例示的なものであって、本発明をなんら限定するものではない。
【実施例1】
【0029】
厚さ12μmのシリカ蒸着延伸ポリエステルフィルムを基材1として、その上にポリプロピレン系の樹脂成分と有機系の溶剤からなるヒートシールラッカーに、発泡粒子4を25重量パーセント添加して、グラビア印刷で膜厚10μmとなるよう塗工して凝集破壊層2を形成し、さらにその上に同じヒートシールラッカーを発泡粒子4を添加せずに膜厚10μmとなるように塗工してシール層を形成し、易開封性蓋材を作製した。
【0030】
凝集破壊層2及びシール層3の塗工後の乾燥温度はいずれも100℃で行った。凝集破壊層2に添加した発泡粒子4は、発泡開始温度130℃で、シェル成分がアクリルニトリル系、コア成分が低沸点炭化水素の発泡粒子4を用いた。
【実施例2】
【0031】
発泡開始温度100℃の発泡粒子4を用いて、その他は実施例1と同様にして易開封性蓋材を作製した。
【実施例3】
【0032】
発泡開始温度170℃の発泡粒子4を用いて、その他は実施例1と同様にして易開封性蓋材を作製した。
【0033】
実施例1乃至3について、次のような評価を実施した。フランジ8を有するポリプロピレン製のカップ容器6に水充填し、160℃のシール温度で加熱シールすることで蓋材7をシールした。この蓋材シール済みのカップ容器6を用いてシール性及び開封性を評価した。シール性の評価は、蓋材7に40kgの加重を1分間かけた後、シール部からの液漏れの有無で評価し、開封性の評価は手開封したときの、開け易さや異常開封がないかで評価した。
【0034】
実施例1では、フランジ部のみリング状に加熱してヒートシール方法(実施例1−1)と、蓋材前面を加熱してシールする方法(実施例1−2)との2通りでシールし、実施例2、3については、フランジ部のみリング状に加熱してヒートシール方法のみでシールした。この結果は、
【表1】
【0035】
に示す。
【0036】
即ち、実施例1の場合には、フランジ部のみ加熱したものは、凝集破壊層2のフランジ8に対応した部分のみ発泡により多孔質化しており、シール性、開封性ともに良好であった。
【0037】
実施例1の場合では、全面加熱したものは、蓋材全面の凝集破壊層2が発泡により多孔質しており、蓋材開封時に蓋材の全面に亘って凝集破壊層部分で剥離し、シール層3の膜残り現象がみられ、開封不良であった。
【0038】
実施例2の場合では、発泡粒子4の発泡開始温度が100℃であるため、凝集剥離層形成時の乾燥温度(100℃)で全面に亘って発泡してしまった。またそれにより、凝集破壊層表面に凹凸が生じ、シール層3の塗工にムラが生じた。そのためヒートシールにもムラが生じて、部分的にシール不良を起こした。また、全面で発泡して多孔質化しているため、開封時の膜残りも生じた。
【0039】
実施例3の場合では、発泡粒子4の発泡開始温度が170℃であったため、160℃の加熱シール温度では発泡せず、凝集破壊層2は全く多孔質化しなかった。そのため、蓋材開封時の剥離強度が大きく、開封しずらい結果となった。
【0040】
本発明は、上記実施の形態に限ることなく、その他、実施段階ではその要旨を逸脱しない範囲で種々の変形を実施し得ることが可能である。さらに、上記実施形態には、種々の段階の発明が含まれており、開示される複数の構成要件における適宜な組合せにより、種々の発明が抽出され得る。
【0041】
例えば実施形態に示される全構成要件から幾つかの構成要件が削除されても、発明が解決しようとする課題の欄で述べた課題が解決でき、発明の効果で述べられている効果が得られる場合には、この構成要件が削除された構成が発明として抽出され得る。
【産業上の利用可能性】
【0042】
本発明の易開封性蓋材は、易開封を担う層に発泡粒子を含むことから、発泡粒子の発泡温度以上に加熱すると、その発泡により当該層が多孔質化する。このとき、発泡粒子を含む層を構成する樹脂成分をシール層と同じ樹脂成分としておくことで、加熱シールするときの温度は当該樹脂の融点以上となるから、シール層と同様に発泡粒子を含む層の樹脂も溶融状態となり、発泡粒子は発泡し易い状態にある。
【0043】
また、発泡粒子を含む層とシール層の樹脂成分を同じにしてあることで、加熱シール時に両層が溶融して界面が強固に融着することから、発泡粒子を含む層とシール層の層間で軽剥離することが防止される。
【0044】
このようにして、加熱シール時に、発泡粒子を含む層が多孔質化することで、当該層は凝集破壊しやすくなり、蓋材剥離時に当該層が凝集剥離層となる。また、ヒートシールした部分のみを多孔質化することができることから、ヒートシール部分のみに凝集剥離層を形成することも可能である。例えば、カップ容器のフランジ部のみリング状に加熱するようなシール型を用いて、加熱シールすることで、フランジ部にのみリング状に凝集剥離層を形成することができ、蓋材の剥離したい部分のみを選択的に凝集剥離されることから、膜残りなどの剥離不良の起こることが防止される。
【符号の説明】
【0045】
1…基材
2…凝集破壊層
3…シール層
4…発泡粒子
5…空洞
6…カップ容器
7…蓋材
8…フランジ
9…シール部
10…剥離面
【特許請求の範囲】
【請求項1】
容器を密閉するためのヒートシール性と容器から剥がすための易開封性を併せ持ち、前記容器との熱融着を担う層と凝集破壊による易開封性を担う層とに機能分離した多層構成の易開封性蓋材であって、
前記凝集破壊による易開封を担う層に、発泡粒子を含むことを特徴とする易開封性蓋材。
【請求項2】
前記発泡粒子を含む易開封性を担う層が、シール層と同じ樹脂成分で構成され、基材と前記シール層の間に設けられていることを特徴とする請求項1記載の易開封性蓋材。
【請求項3】
前記発泡粒子の発泡開始温度が、ヒートシールされる時の加熱温度より低いが、前記発泡粒子を含む層を形成する工程でかかる温度よりも高く、前記発泡粒子を含む層の形成肯定では発泡せず、前記ヒートシールされる時の加熱で発泡することを特徴とする請求項1又は請求項2記載の易開封性蓋材。
【請求項4】
前記発泡粒子の発泡開始温度が、130℃乃至150℃であることを特徴とする請求項1乃至3のいずれか記載の易開封性蓋材。
【請求項5】
前記容器にヒートシールされることで、ヒートシールした部分のみ、前記発泡粒子を含む易開封性を担う層が多孔質化することを特徴とする請求項1乃至請求項4のいずれか記載の易開封性蓋材。
【請求項1】
容器を密閉するためのヒートシール性と容器から剥がすための易開封性を併せ持ち、前記容器との熱融着を担う層と凝集破壊による易開封性を担う層とに機能分離した多層構成の易開封性蓋材であって、
前記凝集破壊による易開封を担う層に、発泡粒子を含むことを特徴とする易開封性蓋材。
【請求項2】
前記発泡粒子を含む易開封性を担う層が、シール層と同じ樹脂成分で構成され、基材と前記シール層の間に設けられていることを特徴とする請求項1記載の易開封性蓋材。
【請求項3】
前記発泡粒子の発泡開始温度が、ヒートシールされる時の加熱温度より低いが、前記発泡粒子を含む層を形成する工程でかかる温度よりも高く、前記発泡粒子を含む層の形成肯定では発泡せず、前記ヒートシールされる時の加熱で発泡することを特徴とする請求項1又は請求項2記載の易開封性蓋材。
【請求項4】
前記発泡粒子の発泡開始温度が、130℃乃至150℃であることを特徴とする請求項1乃至3のいずれか記載の易開封性蓋材。
【請求項5】
前記容器にヒートシールされることで、ヒートシールした部分のみ、前記発泡粒子を含む易開封性を担う層が多孔質化することを特徴とする請求項1乃至請求項4のいずれか記載の易開封性蓋材。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−75718(P2013−75718A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−218143(P2011−218143)
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]