
易開封性軟包装袋
【課題】背シール部の切込み線を切っ掛けとして胴部を部分的に開封でき、製袋機の改造を必要とせず、包装袋の強度を弱めることがない易開封性軟包装袋を提供する。
【解決手段】合掌貼りの背シール部120を、製袋工程における原反積層フィルムの流れ方向に対して直角方向へ形成する軟包装袋100であって、原反積層フィルムの構成層中に、原反積層フィルムの流れ方向に対して直角方向へ選択的に延伸された特殊延伸フィルム層を、破断方向性付与のために少なくとも1層以上含み、最内層のシーラント樹脂層が80μm厚以下で、背シール部の外端から背シール部と胴部の境界線に達しない背シール部に対して直角方向の切込み線121を、背シール部の垂直方向に少なくとも2本以上間隔をもって並設する。
【解決手段】合掌貼りの背シール部120を、製袋工程における原反積層フィルムの流れ方向に対して直角方向へ形成する軟包装袋100であって、原反積層フィルムの構成層中に、原反積層フィルムの流れ方向に対して直角方向へ選択的に延伸された特殊延伸フィルム層を、破断方向性付与のために少なくとも1層以上含み、最内層のシーラント樹脂層が80μm厚以下で、背シール部の外端から背シール部と胴部の境界線に達しない背シール部に対して直角方向の切込み線121を、背シール部の垂直方向に少なくとも2本以上間隔をもって並設する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、羊羹やゼリーなどの内容物を収納するガゼット袋やピロー包装の軟包装袋の開封を、背シール部に設けられた切込み線により行う易開封性軟包装袋に関するものである。
【背景技術】
【0002】
従来、ガゼット袋やピロー袋などの軟包装袋の開封方法は、天地シール部に設けられた切込み線(ノッチ)から成り行きに任せて開封し、包装袋を全て剥離除去するため、残った内容物を保管するには、別個の保存容器が必要となった。必要な量だけ取り出すときには、包丁などで包装袋ごと内容物を切り分けていた。この問題を回避するために、背シール部に切込み線を設けて、この切込み線から包装袋の一部を開封する手法が検討されていたが、ポイントとなるのは、背シール部と胴部との切り離し手法の検討であった。例えば、背シール部を合掌貼りでなく封筒貼りにして、背シール部を胴部と剥離する手法や、合掌貼りの背シールの端縁に2つの切込み線を設け、この2つの切込み線によってできた摘み部の延長上の胴部へ移行する張り合わせ部の基端部又はその近傍に、切込み線と交差する方向の破断線を設けたもの(例えば、特許文献1参照。)などが検討された。
【特許文献1】特開平09−104449号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、背シール部を封筒貼りにして背シール部を胴部と剥離する手法は、内容物が液状物を含むような場合には、背シール部の接着強度に問題を生じることがあった。また、合掌貼りの背シール部の端縁に2つの切込み線を設け、この2つの切込み線によってできた摘み部の延長上の胴部との張り合わせ部の基端部又はその近傍に破断線を設けたものは、破断線を設けることにより包装袋の強度劣化を招く原因と成り得る危惧があり、また、製袋機の改造を必要とすることがあった。
【0004】
本発明は、上述の従来の軟包装袋の開封方法における問題点を解決したものであり、背シール部に設けた切込み線を切っ掛けとして胴部を部分的に開封でき、製袋機の改造を必要とせず、包装袋の強度を弱めることがない易開封性軟包装袋を提供するものである。
【課題を解決するための手段】
【0005】
すなわち、本発明の第1の発明は、合掌貼りの背シール部を、製袋工程における原反積層フィルムの流れ方向に対して直角方向へ形成する軟包装袋であって、原反積層フィルムの構成層中に、原反積層フィルムの流れ方向に対して直角方向へ選択的に延伸された特殊延伸フィルム層を、破断方向性付与のために少なくとも1層以上含み、最内層のシーラント樹脂層が80μm厚以下で、背シール部の外端から背シール部と胴部の境界線に達しない背シール部に対して直角方向の切込み線を、背シール部の垂直方向に少なくとも2本以上間隔をもって並設したことを特徴とする易開封性軟包装袋である。
【0006】
次に、本発明の第2の発明は、特殊延伸フィルム層が、ポリプロピレン又はポリエチレン主体の積層フィルム層であって、原反積層フィルムの流れ方向に対して直角方向へ延伸された基本層と、原反積層フィルムの流れ方向と原反積層フィルムの流れ方向に対して直角方向の二軸方向へ延伸された表層と、それらの層を接合する接着性ポリプロピレン又は接着性ポリエチレン層からなり、基本層と表層の厚みの割合が、4:1〜1:1の範囲であることを特徴とする第1の発明に記載の易開封性軟包装袋である。
【0007】
次に、本発明の第3の発明は原反積層フィルムの構成層中に、バリア性とデッドホールド性を付与するためのアルミニウム箔層を有することを特徴とする第1の発明に記載の易開封性軟包装袋である。
【0008】
そして、本発明の第4の発明は、原反積層フィルムの構成層中に、バリア性を付与するための無機酸化物蒸着フィルム層を有することを特徴とする第1の発明に記載の易開封性軟包装袋である。
【発明の効果】
【0009】
本発明の易開封性軟包装袋は、背シール部の外端から背シール部と胴部の境界線に達しない背シール部に対して直角方向の切込み線を、背シール部の垂直方向に少なくとも2本以上間隔をもって並設されており、また、包装袋を形成する積層フィルムの構成層中に、背シール部に対して直角方向に選択的に延伸された破断方向性付与のための特殊延伸フィルム層が少なくとも1層以上含まれているため、背シール部に設けられた2本の込み線間を胴部に達すまで切り裂き、更に、一方の切込み線の延長部から他方の切込み線の延長部まで捩じり上げて、胴部を背シール部に対して直角方向へ部分的に切り裂いて開封することができる。このため、部分的に内容物を取り出すことができ、食べ残した内容物の保管が容易である。
【0010】
また、本発明の易開封性軟包装袋には、背シール部の外端から背シール部と胴部の境界線に達しない背シール部に対して直角方向の切込み線以外は、前述した従来の易開封性軟包装袋のような背シール部と胴部の境界線の基端部又はその近傍に切込み線と交差する方向の破断線やハーフカット線を設けることがなく、また、背シールが封筒貼りでなく、合掌貼りであるので包装袋の強度を弱めることがなく、従って、液漏れなどの危惧がなく、広い分野の内容物に使用することができ、液体含有物や冷凍用途にも適用することが可能となる。また、ハーフカット線の加工のための製袋機の改造が不要であり、別途のヒートシール材の塗工加工も必要がない。
【0011】
また、本発明の易開封性軟包装袋は、原反積層フィルムの構成層中に、アルミニウム箔層や無機酸化物蒸着フィルム層を積層すると、包装袋にバリア性やデッドホールド性を付与することができる。
【発明を実施するための最良の形態】
【0012】
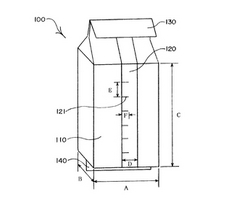
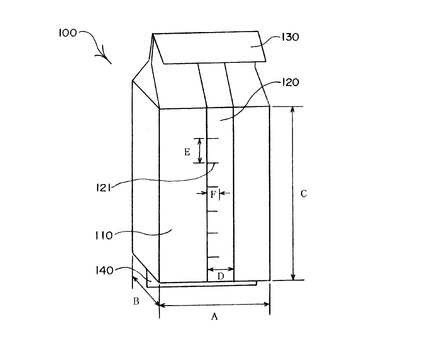
本発明の易開封性軟包装袋(100)は、図1に示すように、合掌貼りの背シール部(120)を、製袋工程における原反積層フィルムの流れ方向に対して直角方向つまり包装袋の縦方向へ形成するガゼット袋又はビロー袋である。背シール部の位置は、特に限定するものでないが、角部でなく胴部(110)平面に位置させるものであり、通常、平面に対して180°に倒して、背シール部の片面を胴部に接触させた状態に形成するものである。なお、背シール部と胴部との境界線に沿って部分的に線シールを設けてもよい。そして、原反積層フィルムの構成層中に、原反積層フィルムの流れ方向に対して直角方向つまり包装袋の横方向へ選択的に延伸された特殊延伸フィルム層を、破断方向性付与のために少なくとも1層以上含み、最内層つまり包装袋の内面層に、80μm厚以下のシーラント樹脂層を形成するものである。80μm厚以上になると包装袋の開封がしにくくなる。シーラント樹脂としては、熱融着可能なポリエチレンやポリプロピレンなどのポリオレフィンやその共重合体であり、好ましくは50μm厚以下の低密度ポリエチレンである。そして、背シール部の外端から背シール部と胴部の境界線に達しない背シール部に対して直角方向つまり包装袋の横方向の切込み線を、背シール部の垂直方向つまり縦方向に少なくとも2本以上間隔をもって並設するものである。包装袋は、内容物を充填したのち、天地シール(130,140)により密封するものである。
【0013】
特殊延伸フィルムは、ポリプロピレン又はポリエチレン主体の積層フィルムであり、積層フィルムの流れ方向に対して直角方向つまり包装袋の横方向へ延伸された基本層と、原反積層フィルムの流れ方向つまり包装袋の縦方向と原反積層フィルムの流れ方向に対して直角方向つまり包装袋の横方向の二軸方向へ延伸された表層と、それらの層を接合する接着性ポリプロピレン又は接着性ポリエチレン層からなり、基本層と表層の厚みの割合が、4:1〜1:1の範囲のものである。この範囲より基本層が厚いと包装袋の強度が低下し、表層が厚いと包装袋が開封しにくくなる。
【0014】
また、原反積層フィルムの構成層としては、包装袋の使用目的により、バリア性とデッドホールド性を付与するためにアルミニウム箔層を、また、バリア性を付与するために無機酸化物蒸着フィルム層を使用することができる。
【実施例】
【0015】
以下に、本発明の具体的実施例について説明する。
【0016】
<実施例1>
まず、〔包装袋外側〕25μm厚ポリプロピレン主体特殊延伸フィルム(YT42)層/接着剤層/25μm厚ポリプロピレン主体特殊延伸フィルム(YT42)層/接着剤層/9μm厚アルミニウム箔層/50μm厚低密度ポリエチレン層(シーラント樹脂層)〔包装袋内側〕構成の原反積層フィルムをラミネート加工により作製し、次に、この原反積層フィルムを製袋して、図1に示す合掌背シール部(120)をもつ実施例1のガゼット袋(100)を作製した。包装袋の仕様は、幅(A)が50mmで、奥行き(B)が30mmで、胴部の高さ(C)が150mmであり、背シール部の幅(D)が15mmであり、背シール部の外端から幅(D)が4mmの横方向の切込み線(121)を、背シール部の縦方向に20mmの間隔で6本並列させて設けた。
【0017】
<実施例2>
まず、〔包装袋外側〕25μm厚ポリプロピレン主体特殊延伸フィルム(YT42)層/接着剤層/25μm厚ポリプロピレン主体特殊延伸フィルム(YT42)層/50μm厚低密度ポリエチレン層(シーラント樹脂層)〔包装袋内側〕構成の原反積層フィルムをラミネート加工により作製し、次に、この原反積層フィルムを製袋して、実施例1と同様の合掌背シール部をもつ実施例2のガゼット袋を作製した。包装袋の仕様は、実施例1と同じである。
【0018】
<実施例3>
まず、〔包装袋外側〕25μm厚ポリプロピレン主体特殊延伸フィルム(YT42)層/接着剤層/9μm厚アルミニウム箔層/50μm厚低密度ポリエチレン層(シーラント樹脂層)〔包装袋内側〕構成の原反積層フィルムをラミネート加工により作製し、次に、この原反積層フィルムを製袋して、実施例1と同様の合掌背シール部をもつ実施例3のガゼット袋を作製した。包装袋の仕様は、実施例1と同じである。
【0019】
<実施例4>
まず、〔包装袋外側〕12μm厚ポリエチレンテレフタレートフィルム層/接着剤層/25μm厚ポリプロピレン主体特殊延伸フィルム(YT42)層/50μm厚低密度ポリエチレン層(シーラント樹脂層)〔包装袋内側〕構成の原反積層フィルムをラミネート加工により作製し、次に、この原反積層フィルムを製袋して、実施例1と同様の合掌背シール部をもつ実施例4のガゼット袋を作製した。包装袋の仕様は、実施例1と同じである。
【0020】
<実施例5>
まず、〔包装袋外側〕12μm厚ポリエチレンテレフタレートフィルム層/接着剤層/18μm厚ポリエチレン主体特殊延伸フィルム(カラリアンY)層/50μm厚低密度ポリエチレン層(シーラント樹脂層)〔包装袋内側〕構成の原反積層フィルムをラミネート加工により作製し、次に、この原反積層フィルムを製袋して、実施例1と同様の合掌背シール部をもつ実施例5のガゼット袋を作製した。包装袋の仕様は、実施例1と同じである。
【0021】
以下に、本発明の比較例について説明する。
【0022】
<比較例1>
まず、〔包装袋外側〕12μm厚ポリエチレンテレフタレートフィルム層/接着剤層/9μm厚アルミニウム箔層/50μm厚低密度ポリエチレン層(シーラント樹脂層)〔包装袋内側〕構成の原反積層フィルムをラミネート加工により作製し、次に、この原反積層フィルムを製袋して、実施例1と同様の合掌背シール部をもつ比較例1のガゼット袋を作製した。包装袋の仕様は、実施例1と同じであるが、背シール部と胴部の境界線に沿って、背シール部の表側フィルムにハーフカット線を設けた。
【0023】
<比較例2>
まず、〔包装袋外側〕25μm厚ポリプロピレン主体特殊延伸フィルム(YT42)層/接着剤層/25μm厚ポリプロピレン主体特殊延伸フィルム(YT42)層/接着剤層/9μm厚アルミニウム箔層/90μm厚低密度ポリエチレン層(シーラント樹脂層)〔包装袋内側〕構成の原反積層フィルムをラミネート加工により作製し、次に、この原反積層フィルムを製袋して、実施例1と同様の合掌背シール部をもつ比較例2のガゼット袋を作製した。包装袋の仕様は、実施例1と同じであるが、背シール部と胴部の境界線に沿って、背シール部の表側フィルムにハーフカット線を設けた。
【0024】
<比較評価1>
次に、実施例1、実施例2、実施例3、実施例4、実施例5及び比較例1、比較例2の7種類のガゼット袋について、100袋ずつ作製し、250gの本練り羊羹を80℃中粘度状態でホット充填して密封し、5℃で冷却して固化したのちに、シール部からの内容物漏れの有無、開封のし易さを官能評価した。開封方法は、実施例のガゼット袋については、2本の込み線間を胴部に達すまで切り裂き、更に、一方の切込み線の延長部から他方の切込み線延長部まで捻じり上げて切り裂くものであり、比較例のガゼット袋については、2本の込み線間を胴部に達すまで切り裂き、更に、ハーフカット線による包装袋の強度の弱さを利用して切込み線の2点間を一気に切り離すものである。評価結果を、表1に示す。
【0025】
【表1】

評価結果は、表1に示すように、内容物漏れ発生個数は、実施1、実施例2、実施例3、実施例4、実施例5の5種類のガゼット袋について、皆無であった。一方、比較例1、比較例2の2種類のガゼット袋については、ハーフカット線により包装袋の強度の低下により内容物漏れを発生したものがあった。また、開封可能な個数については、実施1、実施例2、実施例3、実施例4、実施例5の5種類のガゼット袋について、全て容易に開封した。一方、比較例1、比較例2の2種類のガゼット袋については、比較例1のガゼット袋には、積層フィルムの構成層中に破断方向性付与のための特殊延伸フィルム層がないため、また、比較例2のガゼット袋は、積層フィルムの最内層のシーラント樹脂層が厚いため、共に、開封可能な個数が少なかった。
【0026】
<比較評価2>
次に、実施例1、実施例2、実施例3、実施例4、実施例5及び比較例1、比較例2の
7種類のガゼット袋について、100袋ずつ作製し、250gのアイスクリームを5℃の液体状態で充填して密封し、−20℃で冷却して固化したのちに、比較評価1と同様にシール部からの内容物漏れの有無、開封のし易さを官能評価した。開封方法は、比較評価1と同様である。評価結果を、表2に示す。
【0027】
【表2】
評価結果は、表2に示すように、内容物漏れ発生個数は、実施1、実施例2、実施例3、実施例4、実施例5の5種類のガゼット袋について、皆無であった。一方、比較例1、比較例2の2種類のガゼット袋については、ハーフカット線により包装袋の強度の低下により内容物漏れを発生したものがあった。また、開封可能な個数については、実施1、実施例2、実施例3、実施例4、実施例5の5種類のガゼット袋について、全て容易に開封した。一方、比較例1、比較例2の2種類のガゼット袋については、比較例1のガゼット袋には、積層フィルムの構成層中に破断方向性付与のための特殊延伸フィルム層がないため、また、比較例2のガゼット袋は、積層フィルムの最内層のシーラント樹脂層が厚いため、共に、開封可能な個数が少なかった。
【図面の簡単な説明】
【0028】
【図1】本発明の一実施形態の易開封性軟包装袋の斜視図である。
【符号の説明】
【0029】
100……包装袋又はガゼット袋
110……胴部
120……背シール部
121……切込み線
130……天シール部
140……地シール部
A,D,F……幅
B……奥行き
C……高さ
E……間隔
【技術分野】
【0001】
本発明は、羊羹やゼリーなどの内容物を収納するガゼット袋やピロー包装の軟包装袋の開封を、背シール部に設けられた切込み線により行う易開封性軟包装袋に関するものである。
【背景技術】
【0002】
従来、ガゼット袋やピロー袋などの軟包装袋の開封方法は、天地シール部に設けられた切込み線(ノッチ)から成り行きに任せて開封し、包装袋を全て剥離除去するため、残った内容物を保管するには、別個の保存容器が必要となった。必要な量だけ取り出すときには、包丁などで包装袋ごと内容物を切り分けていた。この問題を回避するために、背シール部に切込み線を設けて、この切込み線から包装袋の一部を開封する手法が検討されていたが、ポイントとなるのは、背シール部と胴部との切り離し手法の検討であった。例えば、背シール部を合掌貼りでなく封筒貼りにして、背シール部を胴部と剥離する手法や、合掌貼りの背シールの端縁に2つの切込み線を設け、この2つの切込み線によってできた摘み部の延長上の胴部へ移行する張り合わせ部の基端部又はその近傍に、切込み線と交差する方向の破断線を設けたもの(例えば、特許文献1参照。)などが検討された。
【特許文献1】特開平09−104449号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、背シール部を封筒貼りにして背シール部を胴部と剥離する手法は、内容物が液状物を含むような場合には、背シール部の接着強度に問題を生じることがあった。また、合掌貼りの背シール部の端縁に2つの切込み線を設け、この2つの切込み線によってできた摘み部の延長上の胴部との張り合わせ部の基端部又はその近傍に破断線を設けたものは、破断線を設けることにより包装袋の強度劣化を招く原因と成り得る危惧があり、また、製袋機の改造を必要とすることがあった。
【0004】
本発明は、上述の従来の軟包装袋の開封方法における問題点を解決したものであり、背シール部に設けた切込み線を切っ掛けとして胴部を部分的に開封でき、製袋機の改造を必要とせず、包装袋の強度を弱めることがない易開封性軟包装袋を提供するものである。
【課題を解決するための手段】
【0005】
すなわち、本発明の第1の発明は、合掌貼りの背シール部を、製袋工程における原反積層フィルムの流れ方向に対して直角方向へ形成する軟包装袋であって、原反積層フィルムの構成層中に、原反積層フィルムの流れ方向に対して直角方向へ選択的に延伸された特殊延伸フィルム層を、破断方向性付与のために少なくとも1層以上含み、最内層のシーラント樹脂層が80μm厚以下で、背シール部の外端から背シール部と胴部の境界線に達しない背シール部に対して直角方向の切込み線を、背シール部の垂直方向に少なくとも2本以上間隔をもって並設したことを特徴とする易開封性軟包装袋である。
【0006】
次に、本発明の第2の発明は、特殊延伸フィルム層が、ポリプロピレン又はポリエチレン主体の積層フィルム層であって、原反積層フィルムの流れ方向に対して直角方向へ延伸された基本層と、原反積層フィルムの流れ方向と原反積層フィルムの流れ方向に対して直角方向の二軸方向へ延伸された表層と、それらの層を接合する接着性ポリプロピレン又は接着性ポリエチレン層からなり、基本層と表層の厚みの割合が、4:1〜1:1の範囲であることを特徴とする第1の発明に記載の易開封性軟包装袋である。
【0007】
次に、本発明の第3の発明は原反積層フィルムの構成層中に、バリア性とデッドホールド性を付与するためのアルミニウム箔層を有することを特徴とする第1の発明に記載の易開封性軟包装袋である。
【0008】
そして、本発明の第4の発明は、原反積層フィルムの構成層中に、バリア性を付与するための無機酸化物蒸着フィルム層を有することを特徴とする第1の発明に記載の易開封性軟包装袋である。
【発明の効果】
【0009】
本発明の易開封性軟包装袋は、背シール部の外端から背シール部と胴部の境界線に達しない背シール部に対して直角方向の切込み線を、背シール部の垂直方向に少なくとも2本以上間隔をもって並設されており、また、包装袋を形成する積層フィルムの構成層中に、背シール部に対して直角方向に選択的に延伸された破断方向性付与のための特殊延伸フィルム層が少なくとも1層以上含まれているため、背シール部に設けられた2本の込み線間を胴部に達すまで切り裂き、更に、一方の切込み線の延長部から他方の切込み線の延長部まで捩じり上げて、胴部を背シール部に対して直角方向へ部分的に切り裂いて開封することができる。このため、部分的に内容物を取り出すことができ、食べ残した内容物の保管が容易である。
【0010】
また、本発明の易開封性軟包装袋には、背シール部の外端から背シール部と胴部の境界線に達しない背シール部に対して直角方向の切込み線以外は、前述した従来の易開封性軟包装袋のような背シール部と胴部の境界線の基端部又はその近傍に切込み線と交差する方向の破断線やハーフカット線を設けることがなく、また、背シールが封筒貼りでなく、合掌貼りであるので包装袋の強度を弱めることがなく、従って、液漏れなどの危惧がなく、広い分野の内容物に使用することができ、液体含有物や冷凍用途にも適用することが可能となる。また、ハーフカット線の加工のための製袋機の改造が不要であり、別途のヒートシール材の塗工加工も必要がない。
【0011】
また、本発明の易開封性軟包装袋は、原反積層フィルムの構成層中に、アルミニウム箔層や無機酸化物蒸着フィルム層を積層すると、包装袋にバリア性やデッドホールド性を付与することができる。
【発明を実施するための最良の形態】
【0012】
本発明の易開封性軟包装袋(100)は、図1に示すように、合掌貼りの背シール部(120)を、製袋工程における原反積層フィルムの流れ方向に対して直角方向つまり包装袋の縦方向へ形成するガゼット袋又はビロー袋である。背シール部の位置は、特に限定するものでないが、角部でなく胴部(110)平面に位置させるものであり、通常、平面に対して180°に倒して、背シール部の片面を胴部に接触させた状態に形成するものである。なお、背シール部と胴部との境界線に沿って部分的に線シールを設けてもよい。そして、原反積層フィルムの構成層中に、原反積層フィルムの流れ方向に対して直角方向つまり包装袋の横方向へ選択的に延伸された特殊延伸フィルム層を、破断方向性付与のために少なくとも1層以上含み、最内層つまり包装袋の内面層に、80μm厚以下のシーラント樹脂層を形成するものである。80μm厚以上になると包装袋の開封がしにくくなる。シーラント樹脂としては、熱融着可能なポリエチレンやポリプロピレンなどのポリオレフィンやその共重合体であり、好ましくは50μm厚以下の低密度ポリエチレンである。そして、背シール部の外端から背シール部と胴部の境界線に達しない背シール部に対して直角方向つまり包装袋の横方向の切込み線を、背シール部の垂直方向つまり縦方向に少なくとも2本以上間隔をもって並設するものである。包装袋は、内容物を充填したのち、天地シール(130,140)により密封するものである。
【0013】
特殊延伸フィルムは、ポリプロピレン又はポリエチレン主体の積層フィルムであり、積層フィルムの流れ方向に対して直角方向つまり包装袋の横方向へ延伸された基本層と、原反積層フィルムの流れ方向つまり包装袋の縦方向と原反積層フィルムの流れ方向に対して直角方向つまり包装袋の横方向の二軸方向へ延伸された表層と、それらの層を接合する接着性ポリプロピレン又は接着性ポリエチレン層からなり、基本層と表層の厚みの割合が、4:1〜1:1の範囲のものである。この範囲より基本層が厚いと包装袋の強度が低下し、表層が厚いと包装袋が開封しにくくなる。
【0014】
また、原反積層フィルムの構成層としては、包装袋の使用目的により、バリア性とデッドホールド性を付与するためにアルミニウム箔層を、また、バリア性を付与するために無機酸化物蒸着フィルム層を使用することができる。
【実施例】
【0015】
以下に、本発明の具体的実施例について説明する。
【0016】
<実施例1>
まず、〔包装袋外側〕25μm厚ポリプロピレン主体特殊延伸フィルム(YT42)層/接着剤層/25μm厚ポリプロピレン主体特殊延伸フィルム(YT42)層/接着剤層/9μm厚アルミニウム箔層/50μm厚低密度ポリエチレン層(シーラント樹脂層)〔包装袋内側〕構成の原反積層フィルムをラミネート加工により作製し、次に、この原反積層フィルムを製袋して、図1に示す合掌背シール部(120)をもつ実施例1のガゼット袋(100)を作製した。包装袋の仕様は、幅(A)が50mmで、奥行き(B)が30mmで、胴部の高さ(C)が150mmであり、背シール部の幅(D)が15mmであり、背シール部の外端から幅(D)が4mmの横方向の切込み線(121)を、背シール部の縦方向に20mmの間隔で6本並列させて設けた。
【0017】
<実施例2>
まず、〔包装袋外側〕25μm厚ポリプロピレン主体特殊延伸フィルム(YT42)層/接着剤層/25μm厚ポリプロピレン主体特殊延伸フィルム(YT42)層/50μm厚低密度ポリエチレン層(シーラント樹脂層)〔包装袋内側〕構成の原反積層フィルムをラミネート加工により作製し、次に、この原反積層フィルムを製袋して、実施例1と同様の合掌背シール部をもつ実施例2のガゼット袋を作製した。包装袋の仕様は、実施例1と同じである。
【0018】
<実施例3>
まず、〔包装袋外側〕25μm厚ポリプロピレン主体特殊延伸フィルム(YT42)層/接着剤層/9μm厚アルミニウム箔層/50μm厚低密度ポリエチレン層(シーラント樹脂層)〔包装袋内側〕構成の原反積層フィルムをラミネート加工により作製し、次に、この原反積層フィルムを製袋して、実施例1と同様の合掌背シール部をもつ実施例3のガゼット袋を作製した。包装袋の仕様は、実施例1と同じである。
【0019】
<実施例4>
まず、〔包装袋外側〕12μm厚ポリエチレンテレフタレートフィルム層/接着剤層/25μm厚ポリプロピレン主体特殊延伸フィルム(YT42)層/50μm厚低密度ポリエチレン層(シーラント樹脂層)〔包装袋内側〕構成の原反積層フィルムをラミネート加工により作製し、次に、この原反積層フィルムを製袋して、実施例1と同様の合掌背シール部をもつ実施例4のガゼット袋を作製した。包装袋の仕様は、実施例1と同じである。
【0020】
<実施例5>
まず、〔包装袋外側〕12μm厚ポリエチレンテレフタレートフィルム層/接着剤層/18μm厚ポリエチレン主体特殊延伸フィルム(カラリアンY)層/50μm厚低密度ポリエチレン層(シーラント樹脂層)〔包装袋内側〕構成の原反積層フィルムをラミネート加工により作製し、次に、この原反積層フィルムを製袋して、実施例1と同様の合掌背シール部をもつ実施例5のガゼット袋を作製した。包装袋の仕様は、実施例1と同じである。
【0021】
以下に、本発明の比較例について説明する。
【0022】
<比較例1>
まず、〔包装袋外側〕12μm厚ポリエチレンテレフタレートフィルム層/接着剤層/9μm厚アルミニウム箔層/50μm厚低密度ポリエチレン層(シーラント樹脂層)〔包装袋内側〕構成の原反積層フィルムをラミネート加工により作製し、次に、この原反積層フィルムを製袋して、実施例1と同様の合掌背シール部をもつ比較例1のガゼット袋を作製した。包装袋の仕様は、実施例1と同じであるが、背シール部と胴部の境界線に沿って、背シール部の表側フィルムにハーフカット線を設けた。
【0023】
<比較例2>
まず、〔包装袋外側〕25μm厚ポリプロピレン主体特殊延伸フィルム(YT42)層/接着剤層/25μm厚ポリプロピレン主体特殊延伸フィルム(YT42)層/接着剤層/9μm厚アルミニウム箔層/90μm厚低密度ポリエチレン層(シーラント樹脂層)〔包装袋内側〕構成の原反積層フィルムをラミネート加工により作製し、次に、この原反積層フィルムを製袋して、実施例1と同様の合掌背シール部をもつ比較例2のガゼット袋を作製した。包装袋の仕様は、実施例1と同じであるが、背シール部と胴部の境界線に沿って、背シール部の表側フィルムにハーフカット線を設けた。
【0024】
<比較評価1>
次に、実施例1、実施例2、実施例3、実施例4、実施例5及び比較例1、比較例2の7種類のガゼット袋について、100袋ずつ作製し、250gの本練り羊羹を80℃中粘度状態でホット充填して密封し、5℃で冷却して固化したのちに、シール部からの内容物漏れの有無、開封のし易さを官能評価した。開封方法は、実施例のガゼット袋については、2本の込み線間を胴部に達すまで切り裂き、更に、一方の切込み線の延長部から他方の切込み線延長部まで捻じり上げて切り裂くものであり、比較例のガゼット袋については、2本の込み線間を胴部に達すまで切り裂き、更に、ハーフカット線による包装袋の強度の弱さを利用して切込み線の2点間を一気に切り離すものである。評価結果を、表1に示す。
【0025】
【表1】
評価結果は、表1に示すように、内容物漏れ発生個数は、実施1、実施例2、実施例3、実施例4、実施例5の5種類のガゼット袋について、皆無であった。一方、比較例1、比較例2の2種類のガゼット袋については、ハーフカット線により包装袋の強度の低下により内容物漏れを発生したものがあった。また、開封可能な個数については、実施1、実施例2、実施例3、実施例4、実施例5の5種類のガゼット袋について、全て容易に開封した。一方、比較例1、比較例2の2種類のガゼット袋については、比較例1のガゼット袋には、積層フィルムの構成層中に破断方向性付与のための特殊延伸フィルム層がないため、また、比較例2のガゼット袋は、積層フィルムの最内層のシーラント樹脂層が厚いため、共に、開封可能な個数が少なかった。
【0026】
<比較評価2>
次に、実施例1、実施例2、実施例3、実施例4、実施例5及び比較例1、比較例2の
7種類のガゼット袋について、100袋ずつ作製し、250gのアイスクリームを5℃の液体状態で充填して密封し、−20℃で冷却して固化したのちに、比較評価1と同様にシール部からの内容物漏れの有無、開封のし易さを官能評価した。開封方法は、比較評価1と同様である。評価結果を、表2に示す。
【0027】
【表2】
評価結果は、表2に示すように、内容物漏れ発生個数は、実施1、実施例2、実施例3、実施例4、実施例5の5種類のガゼット袋について、皆無であった。一方、比較例1、比較例2の2種類のガゼット袋については、ハーフカット線により包装袋の強度の低下により内容物漏れを発生したものがあった。また、開封可能な個数については、実施1、実施例2、実施例3、実施例4、実施例5の5種類のガゼット袋について、全て容易に開封した。一方、比較例1、比較例2の2種類のガゼット袋については、比較例1のガゼット袋には、積層フィルムの構成層中に破断方向性付与のための特殊延伸フィルム層がないため、また、比較例2のガゼット袋は、積層フィルムの最内層のシーラント樹脂層が厚いため、共に、開封可能な個数が少なかった。
【図面の簡単な説明】
【0028】
【図1】本発明の一実施形態の易開封性軟包装袋の斜視図である。
【符号の説明】
【0029】
100……包装袋又はガゼット袋
110……胴部
120……背シール部
121……切込み線
130……天シール部
140……地シール部
A,D,F……幅
B……奥行き
C……高さ
E……間隔
【特許請求の範囲】
【請求項1】
合掌貼りの背シール部を、製袋工程における原反積層フィルムの流れ方向に対して直角方向へ形成する軟包装袋であって、原反積層フィルムの構成層中に、原反積層フィルムの流れ方向に対して直角方向へ選択的に延伸された特殊延伸フィルム層を、破断方向性付与のために少なくとも1層以上含み、最内層のシーラント樹脂層が80μm厚以下で、背シール部の外端から背シール部と胴部の境界線に達しない背シール部に対して直角方向の切込み線を、背シール部の垂直方向に少なくとも2本以上間隔をもって並設したことを特徴とする易開封性軟包装袋。
【請求項2】
特殊延伸フィルム層が、ポリプロピレン又はポリエチレン主体の積層フィルム層であって、原反積層フィルムの流れ方向に対して直角方向へ延伸された基本層と、原反積層フィルムの流れ方向と原反積層フィルムの流れ方向に対して直角方向の二軸方向へ延伸された表層と、それらの層を接合する接着性ポリプロピレン又は接着性ポリエチレン層からなり、基本層と表層の厚みの割合が、4:1〜1:1の範囲であることを特徴とする請求項1記載の易開封性軟包装袋。
【請求項3】
原反積層フィルムの構成層中に、バリア性とデッドホールド性を付与するためのアルミニウム箔層を有することを特徴とする請求項1記載の易開封性軟包装袋。
【請求項4】
原反積層フィルムの構成層中に、バリア性を付与するための無機酸化物蒸着フィルム層を有することを特徴とする請求項1記載の易開封性軟包装袋。
【請求項1】
合掌貼りの背シール部を、製袋工程における原反積層フィルムの流れ方向に対して直角方向へ形成する軟包装袋であって、原反積層フィルムの構成層中に、原反積層フィルムの流れ方向に対して直角方向へ選択的に延伸された特殊延伸フィルム層を、破断方向性付与のために少なくとも1層以上含み、最内層のシーラント樹脂層が80μm厚以下で、背シール部の外端から背シール部と胴部の境界線に達しない背シール部に対して直角方向の切込み線を、背シール部の垂直方向に少なくとも2本以上間隔をもって並設したことを特徴とする易開封性軟包装袋。
【請求項2】
特殊延伸フィルム層が、ポリプロピレン又はポリエチレン主体の積層フィルム層であって、原反積層フィルムの流れ方向に対して直角方向へ延伸された基本層と、原反積層フィルムの流れ方向と原反積層フィルムの流れ方向に対して直角方向の二軸方向へ延伸された表層と、それらの層を接合する接着性ポリプロピレン又は接着性ポリエチレン層からなり、基本層と表層の厚みの割合が、4:1〜1:1の範囲であることを特徴とする請求項1記載の易開封性軟包装袋。
【請求項3】
原反積層フィルムの構成層中に、バリア性とデッドホールド性を付与するためのアルミニウム箔層を有することを特徴とする請求項1記載の易開封性軟包装袋。
【請求項4】
原反積層フィルムの構成層中に、バリア性を付与するための無機酸化物蒸着フィルム層を有することを特徴とする請求項1記載の易開封性軟包装袋。
【図1】

【公開番号】特開2006−240652(P2006−240652A)
【公開日】平成18年9月14日(2006.9.14)
【国際特許分類】
【出願番号】特願2005−57026(P2005−57026)
【出願日】平成17年3月2日(2005.3.2)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成18年9月14日(2006.9.14)
【国際特許分類】
【出願日】平成17年3月2日(2005.3.2)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]