
昜開封容器
【課題】より確実に、かつ、より簡易で安価な方法によって、容器内方から蓋体に作用する引き剥がし力に対しては、安定した高い剥離強度を確保するとともに、容器外方から蓋体を剥離開封する際には、容易に蓋体を剥離できるようにした易開封性容器を得る。
【解決手段】開口部周辺にフランジ2aが形成された容器本体2とヒートシール層を裏面に備えた蓋体3を前記フランジ2aに対向させてヒートシールさせてなる昜開封容器において、蓋体3は開封用の摘み片3aを前記フランジ2aの外側に伸長させており、摘み片3aの片側からフランジ2aの上側に位置する容器開口部周辺のヒートシール部を周り、摘み片3aの逆側まで一周するように蓋体3の表面に切り込み4を入れる。
【解決手段】開口部周辺にフランジ2aが形成された容器本体2とヒートシール層を裏面に備えた蓋体3を前記フランジ2aに対向させてヒートシールさせてなる昜開封容器において、蓋体3は開封用の摘み片3aを前記フランジ2aの外側に伸長させており、摘み片3aの片側からフランジ2aの上側に位置する容器開口部周辺のヒートシール部を周り、摘み片3aの逆側まで一周するように蓋体3の表面に切り込み4を入れる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は容器本体と容器開口部周辺に設けられたフランジにヒートシールされた蓋体からなるいわゆる“イージーピール性”を付与された易開封容器において、容器内部からの剥がれには強いにもかかわらず、開封者が精神的負担無く開封できる容器、及びその製造方法に関する。
【背景技術】
【0002】
近年の消費者の生活の質的向上と高齢化社会、バリアフリー、PL法施行などに伴い、利便性や安全性が求められ、自立性、密閉性があり、昜開封性を合せ持つセミリジッドなポーション容器が広く用いられている。
【0003】
容器本体は低密度ポリスチレン樹脂等のプラスチックシートを凹状に成形し、開口部周辺上面にフランジ部を形成し、凹部に食品類などの内容物を置き、ヒートシール層を備えた蓋材をフランジ部にヒートシールして密閉された包装体を構成する方法である。尚、蓋材がヒートシールされた昜開封容器としては、容器本体がガラスやアルミ等の金属から作られたものもある。
【0004】
このような容器は、開封して内容物を取り出す際に、蓋体が容易に開封できる易開封性が求められるとともに、内容物を密封収容した後の加熱殺菌処理や、輸送時の落下衝撃などによる内圧上昇により蓋体が剥がれてしまわないように、高い剥離強度が要求される。高い温度と圧力により、短時間にヒートシールするのが最も高い生産性を確保できるが、易開封性と密封性を両立させるのが難しい。生産現場では上記のような剥離条件を満足するためにヒートシールの温度と圧力と時間をロット毎にコントロールし、剥離強度を適度な範囲に入れる微妙な管理が必要とされている。
【0005】
このため、容器内方から蓋体を引き剥がそうとする力に対しては高い剥離強度を示す一方、容器外方から蓋体を開封する際には、容易に蓋体を開封できるように構造的に対策した易開封性の容器が各種提案されている。
【0006】
例えば、特許文献1では、フランジ部に内側から切り込みを入れることにより、容器内側から圧力がかかると切り込み部が持ち上がり、切り込み部と蓋体との剪断力に変換することで剥離強度を確保しつつ、蓋体の接着強度をコントロールすることにより昜開封性を確保しようとした容器が提案されている。
【0007】
また、特許文献2では、容器本体を基材と基材から剥離可能な剥離層を有する複合材で構成し、剥離層のフランジ内側に切断線を設ける構成とし、フランジ全面が接合に使用できることで内圧に対する剥離強度を確保しつつ、開封時は剥離層が基材より層間剥離し、切断線で分離することで昜開封性を確保しようとした容器が提案されている。
また、特許文献3では、突きにより破壊する素面を設けた樹脂によるフィルムを含む積層体からなる蓋体で構成し、開封時は素面部を突き破ることで昜開封性を確保した容器が提案されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2006−206061号公報
【特許文献2】特開2004−345686号公報
【特許文献3】特開平9−193304号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら特許文献1では、フランジ部内側に切り込みを入れるのに容器又は切刃を動かす必要があり、加工時間がかかり生産性が低くなってしまう。レーザでの加工も平面的な加工ではないため容器を回転する必要があり、加工に時間がかかる。いずれの加工にしろ、フランジ部内側の形状が異なるとそれに合わせた大掛かりな設備変更が必要であり、生産切り替えが容易ではないという欠点があった。
【0010】
特許文献2では、容器本体に複合材を使わねばならず製品コストがあがってしまう。また、基材と剥離材の剥離強度を管理にしなければならないという生産上の煩雑さが増えるという欠点があった。
【0011】
特許文献3では、蓋体が積層体で素面を設ける必要があり製品コストがあがってしまうこと、突き刺して開封するために食品類には使えず内容物が限定されてしまうこと、などの欠点があった。
【0012】
本発明は、以上のような従来の技術が有する問題を解決するために提案されたものであり、より確実に、かつ、より簡易で安価な方法によって、容器内方から蓋体に作用する引き剥がし力に対しては、高い剥離強度を確保するとともに、容器外方から蓋体を開封する際には、容易に蓋体を開封できるようにした易開封性容器を得ることを目的とする。
【課題を解決するための手段】
【0013】
かかる目的を達成するために、請求項1に記載の発明は、開口部周辺にフランジが形成された容器本体と裏面に接合層を備えた蓋体とを有し、該蓋体の前記接合層を前記フランジに対向させて接合させてなる昜開封容器であって、前記蓋体の一部は前記フランジの外側に伸長されて開封用の摘み片を形成しており、前記摘み片から前記フランジの上側に位置する前記容器開口部周辺を一周するように前記蓋体の表面に切り込みを入れたことを主な特徴とする。
【0014】
請求項2に記載の発明は、請求項1に記載の構成に加え、前記蓋体の開口部周辺における切り込みの位置は、前記容器開口部から1mm〜6mm外周側に寄った位置であることを特徴とする。
【0015】
請求項3に記載の発明は、請求項1又は2に記載の構成に加え、前記切り込みの前記摘み片から前記容器開口部周辺へのつなぎの部分はR2mm以上の曲率を有することを特徴とする。
【0016】
請求項4に記載の発明は、請求項1乃至3の何れか一つに加え、前記蓋体の、開封したのちに前記容器本体の前記フランジ上に残る部分には、前記蓋体の製造又は前記容器本体の内部に収容されて販売される製品の販売を管理するために必要な情報を書き入れておくことを特徴とする。
【0017】
請求項5に記載の発明は、請求項1乃至4の何れか一つに記載の易開封性容器の製造方法であって、蓋体表面に設けられた前記切り込みはレーザにより形成されることを特徴とする。
【0018】
請求項6に記載の発明は、請求項5に記載の工程に加え、前記切り込みはCO2パルスレーザによる加工によって形成されたミシン目であることを特徴とする。
【0019】
請求項7に記載の発明は、請求項5又は6に記載の工程に加え、前記切り込みは容器本体と蓋体をヒートシールした後レーザ加工により形成されることを特徴とする。
【発明の効果】
【0020】
請求項1に記載の発明によれば、摘み片を捲っていくと蓋体は切り込みに沿って簡単に引き裂かれていく。また、ヒートシール部の内、切り込みと容器開口部で囲まれた小面積の部分が徐々に捲られていくためほとんど負担なく開封することができる。容器内側からの内圧に対しては蓋体の切り込みは引き裂かれ方向ではないので破れにくく、そのためフランジ全体のヒートシール部で支えられるので十分な剥離強度を確保できる。これにより、確実に、かつ、より簡易で安価な方法によって、容器内方から蓋体に作用する引き剥がし力に対しては高い剥離強度を確保するとともに、容器外方から蓋体を開封する際には、容易に蓋体を開封できるようにした易開封性容器とその製造方法を得ることができる。
【0021】
請求項2に記載の発明によれば、容器気密性、昜開封性は容器開口部からの切り込み位置までの幅で決まり、当該構成とすることにより、良好な容器機密性と易開封性を得ることができる。
【0022】
請求項3に記載の発明によれば、摘み片から容器開口部周辺へのつなぎに任意の値以上の曲率がないと開封の仕方によっては摘み片のみが千切れてしまうことがあるが、当該構成とすることにより、開封時に摘み片のみが千切れてしまう事態を防止できる。
【0023】
請求項4に記載の発明によれば、ポーション容器の場合、蓋体に必要な情報が印刷されているため、開封して蓋体を外してしまうと後から確認することができなくなるが、本発明では蓋体の切り込みよりも外側の部分がフランジに接合された状態のまま残るので、そこに必要な情報を記載しておけば、開封後も情報を確認することができる。これにより、開封した後も必要な情報を見ることができる易開封性容器を提供できる。
【0024】
請求項5に記載の発明によれば、2枚のミラーの角度をモータで振り、レーザ光を2次元的に走査する機能を有するガルバノシステムでレーザ光を走査しながら蓋体面に照射するようにしておけば蓋体への加工は平面上の加工なので、容器の形状が変わってもその容器に合せたプログラムを選択するだけで段取り替えができる。ガルバノシステムは高速走査が可能なので高い生産性が確保できる。
【0025】
請求項6に記載の発明によれば、薄い素材である蓋体に一定の深さで溝状の切り込み線を入れるのはレーザの焦点位置や出力の安定性など条件管理が難しくミシン目の方が安定した加工ができる。CO2パルスレーザは紙材やプラスチックシートの加工に向いているだけでなく、切り込みに必要な出力を有するレーザ発振器の価格も安い。レーザ走査速度とパルス発振の周波数をコントロールするだけで蓋体の切り裂き性を決めるミシン目のピッチと長さを安定的に作製できる。
【0026】
請求項7に記載の発明によれば、ヒートシールする前に蓋体に切り込みを加工しておくと容器と貼り合わせの際、ズレ等が生ずる可能性がある。貼り合わせ後、容器本体の外形基準でレーザを照射すれば容器と切り込み線のズレを心配する必要がなくなる。
【図面の簡単な説明】
【0027】
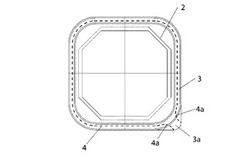
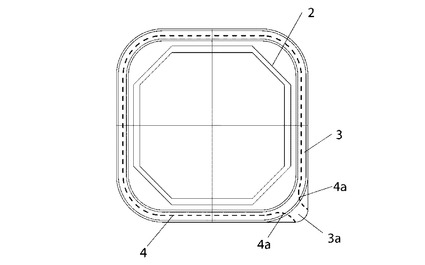
【図1】図1は昜開封容器の蓋体に切り込み(ミシン目)を入れた本実施例の上面図である。
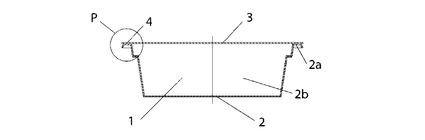
【図2】図2は図1の断面図である。
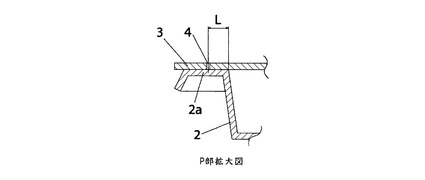
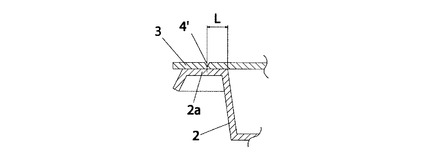
【図3】図3は図2の主要部(P部)拡大図である。
【図4】図4は図3のミシン目を切り溝にした時の主要部(P部)拡大図である。
【図5】図5は昜開封容器の蓋体に切れ込みを入れた本実施例の斜視図である。
【図6】図6は従来の昜開封容器の斜視図である。
【図7】図7は本発明を実現するための製造方法の1実施例前面図である。
【図8】図8は本発明を実現するための製造方法の1実施例側面図である。
【発明を実施するための形態】
【0028】
以下、図1乃至図8にこの発明の実施の形態を示す。
【0029】
この実施の形態においては、フランジ面に蓋体がヒートシールによって接合された昜開封容器において、蓋体の開封用摘み片の一端から本体容器開口部周辺のヒートシール部を周り、摘み片他端まで一周するように蓋体表面に切り込みを入れることで、密閉性が高く、開封が容易な上に、生産コストの安価な昜開閉容器が実現している。
【実施例1】
【0030】
図1は、本発明の1実施例の上面図で、2は容器本体、3は蓋体である。蓋体3には本発明の「切り込み」であるミシン目4が設けられている。図2は図1の断面図で、1は昜開封容器である。容器本体2は低密度ポリスチレン樹脂等のプラスチックシートで出来ており、中心には内容物を入れる為の凹部2bと、上面開口部周辺には蓋体3をヒートシールにて接合させるためのフランジ2aが形成されている。図3は図2の主要部(P部)拡大図である。図4は図3において切り込みを切り溝4’にした場合の図である。
【0031】
蓋体3は基材として厚さ0.1mm程度の紙材やプラスチックシートからなり可撓性と密封性を有し、裏面側に容器本体2への「接合層」としてのヒートシール層を備えている。蓋体3は上面視においてフランジ2aとほぼ同じ大きさである。蓋体3の一部(図1における右下の角部)は、フランジ2aの外側に伸長されてフランジ2aの外周に突出する摘み片3aを有している。なお、この実施の形態において摘み片3aは蓋体3の一の角部に一つ設けられているが、蓋体3の複数の角部にそれぞれ一つずつ形成されていてもよいし、辺部分に設けられていてもよい。
【0032】
ミシン目4は摘み片3aの片側から始まり、フランジ2aの上側に位置する容器開口部周辺のシートシール部を一周し、摘み片3aの逆側で終わっている。このような構成で摘み片3aを捲ると、蓋体3は切り込みに沿って引き裂かれ、ヒートシール部の内、ミシン目4と容器開口部で囲まれた小面積の部分のみが徐々に捲られていくためほとんど負担なく開封することができる。別な切り込みの実施例である切り溝4’は図4の様にV字状かU字状などで一定の深さまで切り込まれており、ミシン目4と同様な効果が期待できる。
【0033】
昜開封性と密閉性は容器開口部から切り込みまでの幅で決まる。近すぎると加工バラツキで容器開口部にミシン目4が来てしまい密閉性が損なわれてしまう。遠すぎると、昜開封性が無くなってしまう。実験的には容器開口部から1mm〜6mm外周側に寄った位置で良い結果が得られた。また、摘み片3aから容器開口部へミシン目が連続する箇所である、切り込みのつなぎ部4aは、なだらかなカーブを描いて連続する形状としてのR状になっていないと摘み片3aを勢いよく引っ張るとつなぎ部でちぎれてしまう。実験的にはつなぎ部4aのRはR2以上が必要であった。
【0034】
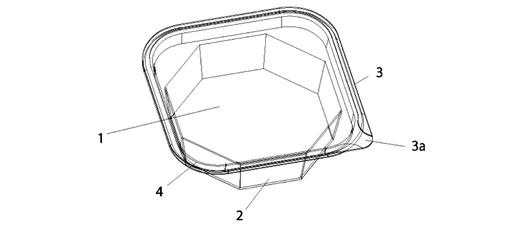
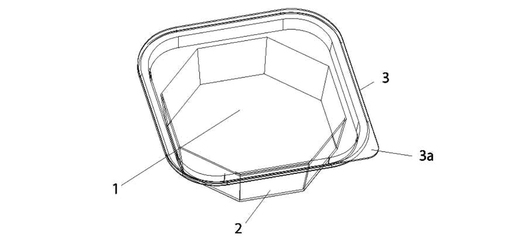
容器収納部2bからの内圧に関しては、切り込みにかかる力は切り裂かれ方向ではなく、ヒートシール部全体で受けられるので十分な強度が確保できる。このような構成では、ヒートシール剥離強度が高くなっても開封容易性は確保できるので、ヒートシール条件の幅が広がり、高温、高圧での高速ヒートシールも可能となり生産性が大幅に向上する。図5は本発明による昜開封容器の斜視図、図6は従来の昜開封容器の斜視図である。
【0035】
蓋体3の、開封したのちに容器本体2のフランジ上2aに残る部分(即ち、図1において、蓋体3の、フランジ2a上に位置するミシン目4よりも外周側の部分)には、蓋体3の製造又は容器本体2の内部に収容されて販売される製品の販売を管理するために必要な情報(例えば蓋体3の製造番号や製造工場名や製造年月日、容器本体2に収容される物品の製造年月日や製造工場や賞味期限等)を書き入れておく。たとえば、この実施の形態の易開封性容器がポーション容器の場合、蓋体3に必要な情報が印刷されているため、開封して蓋体3を外してしまうと後から確認することができなくなるが、この実施の形態では蓋体3の切り込みよりも外側の部分がフランジ2aに接合された状態のまま残るので、そこに必要な情報を記載しておけば、開封後も情報を確認することができる。これにより、開封した後も必要な情報を見ることができる易開封性容器を提供できる。なお、「必要な情報」は、上述したもの以外のどのような情報であってもよい。
【0036】
蓋体3への切り込みは機械加工でも可能だがレーザによる製造方法の方が生産性、自由度が高い。レーザ装置では2枚のミラーの角度をモータで振り、レーザ光を2次元的に走査する機能を有するガルバノシステムが広く使われているがこのシステムを使うことで1000mm/秒以上の高速加工も可能である。生産ロットの切り替えで容器の形状が変わってもプログラムの変更だけで簡単に対応できる。
【0037】
紙材やプラスチックシートからなる蓋材3への切り込みはCO2パルスレーザによる加工で形成されるミシン目4が望ましい。切り溝4’は厚さ0.1mm程度の素材に一定の深さに加工する必要があり、レーザ出力の安定性などを考えると実用化は難しく、ミシン目4の方が生産に適している。CO2レーザは蓋材に対する加工性が良いし、切り込みを入れるのに必要な出力を有するレーザ発振器の価格が他のレーザに比べて安い。パルスレーザならレーザ走査速度とパルス発振の周波数をコントロールするだけで蓋体の切り裂き性を決めるミシン目4のピッチと長さを自由に変更できる。
【0038】
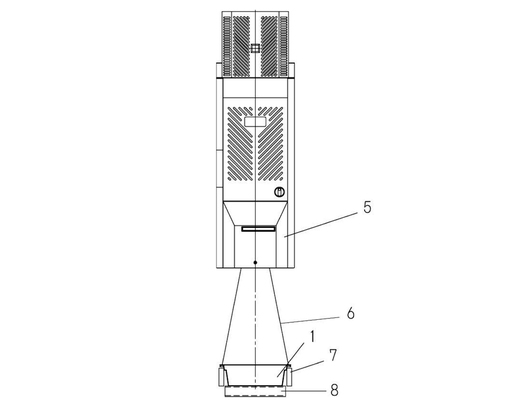
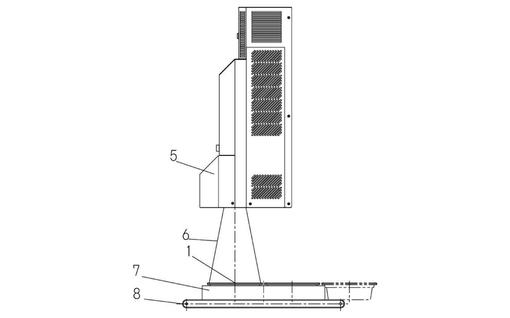
図7は本発明を実現するための1実施例である生産ラインの前面図で、図8はその側面図である。8はコンベアでその上に昜開封容器1が搬送されている。昜開封容器1は前工程で図示していないヒートシール装置により蓋材3がヒートシールされている。7はコンベアのガイドで容器本体2の外形で位置決めしている。5はレーザ装置で図示していないガルバノシステムにより、レーザ光6を2次元的に走査する機能を有している。レーザ装置5は図示していないコンベア8上の架台に設置されている。
【0039】
レーザ装置5はガルバノシステムを内蔵し、レーザマーカとして市販されているレーザ装置でも良く、専用の装置を開発するのに比べ、設備に要する費用も時間も最低限で済むメリットがある。実験では40WCO2レーザで1000mm/秒以上の加工速度が可能であった。
【0040】
昜開封容器1が所定の位置に来ると、図示していないセンサーで探知し、レーザ光6を照射し切れ込みを入れる。このように構成すると蓋材3に切れ込みを入れた後、ヒートシールするのに比べ、蓋体3と容器本体2の貼り合せズレの影響がなくなる。レーザは非接触加工のため、昜開封容器1が変形したり、蓋体3が破れたりすることがない。ヒートシールされているフランジ2aの上側に位置する容器開口部周辺の蓋体3を加工するので、レーザが蓋体3を貫通して、フランジ2aに抜けても機密性など機能的な影響もないので、切り込み工程での不良が発生しない。
【0041】
なお、上記実施の形態においては、蓋体3の裏面側にヒートシール層を形成して蓋体3とフランジ2aとヒートシールにて接合させる構成としたが、これに限らず、蓋体3とフランジ2aとを接合させ得る構成であればどのような手段によって接合させてもよい。
【0042】
上記実施の形態は本発明の例示であり、本発明がこの実施の形態のみに限定されることを意味するものではないことは、いうまでもない。
【産業上の利用可能性】
【0043】
蓋体面積の小さな容器では多数個まとめて加工することもできる。
【符号の説明】
【0044】
1 昜開封容器
2 容器本体
3 蓋体
4 ミシン目
5 レーザ装置
6 レーザ光
7 ガイド
8 コンベア
【技術分野】
【0001】
本発明は容器本体と容器開口部周辺に設けられたフランジにヒートシールされた蓋体からなるいわゆる“イージーピール性”を付与された易開封容器において、容器内部からの剥がれには強いにもかかわらず、開封者が精神的負担無く開封できる容器、及びその製造方法に関する。
【背景技術】
【0002】
近年の消費者の生活の質的向上と高齢化社会、バリアフリー、PL法施行などに伴い、利便性や安全性が求められ、自立性、密閉性があり、昜開封性を合せ持つセミリジッドなポーション容器が広く用いられている。
【0003】
容器本体は低密度ポリスチレン樹脂等のプラスチックシートを凹状に成形し、開口部周辺上面にフランジ部を形成し、凹部に食品類などの内容物を置き、ヒートシール層を備えた蓋材をフランジ部にヒートシールして密閉された包装体を構成する方法である。尚、蓋材がヒートシールされた昜開封容器としては、容器本体がガラスやアルミ等の金属から作られたものもある。
【0004】
このような容器は、開封して内容物を取り出す際に、蓋体が容易に開封できる易開封性が求められるとともに、内容物を密封収容した後の加熱殺菌処理や、輸送時の落下衝撃などによる内圧上昇により蓋体が剥がれてしまわないように、高い剥離強度が要求される。高い温度と圧力により、短時間にヒートシールするのが最も高い生産性を確保できるが、易開封性と密封性を両立させるのが難しい。生産現場では上記のような剥離条件を満足するためにヒートシールの温度と圧力と時間をロット毎にコントロールし、剥離強度を適度な範囲に入れる微妙な管理が必要とされている。
【0005】
このため、容器内方から蓋体を引き剥がそうとする力に対しては高い剥離強度を示す一方、容器外方から蓋体を開封する際には、容易に蓋体を開封できるように構造的に対策した易開封性の容器が各種提案されている。
【0006】
例えば、特許文献1では、フランジ部に内側から切り込みを入れることにより、容器内側から圧力がかかると切り込み部が持ち上がり、切り込み部と蓋体との剪断力に変換することで剥離強度を確保しつつ、蓋体の接着強度をコントロールすることにより昜開封性を確保しようとした容器が提案されている。
【0007】
また、特許文献2では、容器本体を基材と基材から剥離可能な剥離層を有する複合材で構成し、剥離層のフランジ内側に切断線を設ける構成とし、フランジ全面が接合に使用できることで内圧に対する剥離強度を確保しつつ、開封時は剥離層が基材より層間剥離し、切断線で分離することで昜開封性を確保しようとした容器が提案されている。
また、特許文献3では、突きにより破壊する素面を設けた樹脂によるフィルムを含む積層体からなる蓋体で構成し、開封時は素面部を突き破ることで昜開封性を確保した容器が提案されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2006−206061号公報
【特許文献2】特開2004−345686号公報
【特許文献3】特開平9−193304号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら特許文献1では、フランジ部内側に切り込みを入れるのに容器又は切刃を動かす必要があり、加工時間がかかり生産性が低くなってしまう。レーザでの加工も平面的な加工ではないため容器を回転する必要があり、加工に時間がかかる。いずれの加工にしろ、フランジ部内側の形状が異なるとそれに合わせた大掛かりな設備変更が必要であり、生産切り替えが容易ではないという欠点があった。
【0010】
特許文献2では、容器本体に複合材を使わねばならず製品コストがあがってしまう。また、基材と剥離材の剥離強度を管理にしなければならないという生産上の煩雑さが増えるという欠点があった。
【0011】
特許文献3では、蓋体が積層体で素面を設ける必要があり製品コストがあがってしまうこと、突き刺して開封するために食品類には使えず内容物が限定されてしまうこと、などの欠点があった。
【0012】
本発明は、以上のような従来の技術が有する問題を解決するために提案されたものであり、より確実に、かつ、より簡易で安価な方法によって、容器内方から蓋体に作用する引き剥がし力に対しては、高い剥離強度を確保するとともに、容器外方から蓋体を開封する際には、容易に蓋体を開封できるようにした易開封性容器を得ることを目的とする。
【課題を解決するための手段】
【0013】
かかる目的を達成するために、請求項1に記載の発明は、開口部周辺にフランジが形成された容器本体と裏面に接合層を備えた蓋体とを有し、該蓋体の前記接合層を前記フランジに対向させて接合させてなる昜開封容器であって、前記蓋体の一部は前記フランジの外側に伸長されて開封用の摘み片を形成しており、前記摘み片から前記フランジの上側に位置する前記容器開口部周辺を一周するように前記蓋体の表面に切り込みを入れたことを主な特徴とする。
【0014】
請求項2に記載の発明は、請求項1に記載の構成に加え、前記蓋体の開口部周辺における切り込みの位置は、前記容器開口部から1mm〜6mm外周側に寄った位置であることを特徴とする。
【0015】
請求項3に記載の発明は、請求項1又は2に記載の構成に加え、前記切り込みの前記摘み片から前記容器開口部周辺へのつなぎの部分はR2mm以上の曲率を有することを特徴とする。
【0016】
請求項4に記載の発明は、請求項1乃至3の何れか一つに加え、前記蓋体の、開封したのちに前記容器本体の前記フランジ上に残る部分には、前記蓋体の製造又は前記容器本体の内部に収容されて販売される製品の販売を管理するために必要な情報を書き入れておくことを特徴とする。
【0017】
請求項5に記載の発明は、請求項1乃至4の何れか一つに記載の易開封性容器の製造方法であって、蓋体表面に設けられた前記切り込みはレーザにより形成されることを特徴とする。
【0018】
請求項6に記載の発明は、請求項5に記載の工程に加え、前記切り込みはCO2パルスレーザによる加工によって形成されたミシン目であることを特徴とする。
【0019】
請求項7に記載の発明は、請求項5又は6に記載の工程に加え、前記切り込みは容器本体と蓋体をヒートシールした後レーザ加工により形成されることを特徴とする。
【発明の効果】
【0020】
請求項1に記載の発明によれば、摘み片を捲っていくと蓋体は切り込みに沿って簡単に引き裂かれていく。また、ヒートシール部の内、切り込みと容器開口部で囲まれた小面積の部分が徐々に捲られていくためほとんど負担なく開封することができる。容器内側からの内圧に対しては蓋体の切り込みは引き裂かれ方向ではないので破れにくく、そのためフランジ全体のヒートシール部で支えられるので十分な剥離強度を確保できる。これにより、確実に、かつ、より簡易で安価な方法によって、容器内方から蓋体に作用する引き剥がし力に対しては高い剥離強度を確保するとともに、容器外方から蓋体を開封する際には、容易に蓋体を開封できるようにした易開封性容器とその製造方法を得ることができる。
【0021】
請求項2に記載の発明によれば、容器気密性、昜開封性は容器開口部からの切り込み位置までの幅で決まり、当該構成とすることにより、良好な容器機密性と易開封性を得ることができる。
【0022】
請求項3に記載の発明によれば、摘み片から容器開口部周辺へのつなぎに任意の値以上の曲率がないと開封の仕方によっては摘み片のみが千切れてしまうことがあるが、当該構成とすることにより、開封時に摘み片のみが千切れてしまう事態を防止できる。
【0023】
請求項4に記載の発明によれば、ポーション容器の場合、蓋体に必要な情報が印刷されているため、開封して蓋体を外してしまうと後から確認することができなくなるが、本発明では蓋体の切り込みよりも外側の部分がフランジに接合された状態のまま残るので、そこに必要な情報を記載しておけば、開封後も情報を確認することができる。これにより、開封した後も必要な情報を見ることができる易開封性容器を提供できる。
【0024】
請求項5に記載の発明によれば、2枚のミラーの角度をモータで振り、レーザ光を2次元的に走査する機能を有するガルバノシステムでレーザ光を走査しながら蓋体面に照射するようにしておけば蓋体への加工は平面上の加工なので、容器の形状が変わってもその容器に合せたプログラムを選択するだけで段取り替えができる。ガルバノシステムは高速走査が可能なので高い生産性が確保できる。
【0025】
請求項6に記載の発明によれば、薄い素材である蓋体に一定の深さで溝状の切り込み線を入れるのはレーザの焦点位置や出力の安定性など条件管理が難しくミシン目の方が安定した加工ができる。CO2パルスレーザは紙材やプラスチックシートの加工に向いているだけでなく、切り込みに必要な出力を有するレーザ発振器の価格も安い。レーザ走査速度とパルス発振の周波数をコントロールするだけで蓋体の切り裂き性を決めるミシン目のピッチと長さを安定的に作製できる。
【0026】
請求項7に記載の発明によれば、ヒートシールする前に蓋体に切り込みを加工しておくと容器と貼り合わせの際、ズレ等が生ずる可能性がある。貼り合わせ後、容器本体の外形基準でレーザを照射すれば容器と切り込み線のズレを心配する必要がなくなる。
【図面の簡単な説明】
【0027】
【図1】図1は昜開封容器の蓋体に切り込み(ミシン目)を入れた本実施例の上面図である。
【図2】図2は図1の断面図である。
【図3】図3は図2の主要部(P部)拡大図である。
【図4】図4は図3のミシン目を切り溝にした時の主要部(P部)拡大図である。
【図5】図5は昜開封容器の蓋体に切れ込みを入れた本実施例の斜視図である。
【図6】図6は従来の昜開封容器の斜視図である。
【図7】図7は本発明を実現するための製造方法の1実施例前面図である。
【図8】図8は本発明を実現するための製造方法の1実施例側面図である。
【発明を実施するための形態】
【0028】
以下、図1乃至図8にこの発明の実施の形態を示す。
【0029】
この実施の形態においては、フランジ面に蓋体がヒートシールによって接合された昜開封容器において、蓋体の開封用摘み片の一端から本体容器開口部周辺のヒートシール部を周り、摘み片他端まで一周するように蓋体表面に切り込みを入れることで、密閉性が高く、開封が容易な上に、生産コストの安価な昜開閉容器が実現している。
【実施例1】
【0030】
図1は、本発明の1実施例の上面図で、2は容器本体、3は蓋体である。蓋体3には本発明の「切り込み」であるミシン目4が設けられている。図2は図1の断面図で、1は昜開封容器である。容器本体2は低密度ポリスチレン樹脂等のプラスチックシートで出来ており、中心には内容物を入れる為の凹部2bと、上面開口部周辺には蓋体3をヒートシールにて接合させるためのフランジ2aが形成されている。図3は図2の主要部(P部)拡大図である。図4は図3において切り込みを切り溝4’にした場合の図である。
【0031】
蓋体3は基材として厚さ0.1mm程度の紙材やプラスチックシートからなり可撓性と密封性を有し、裏面側に容器本体2への「接合層」としてのヒートシール層を備えている。蓋体3は上面視においてフランジ2aとほぼ同じ大きさである。蓋体3の一部(図1における右下の角部)は、フランジ2aの外側に伸長されてフランジ2aの外周に突出する摘み片3aを有している。なお、この実施の形態において摘み片3aは蓋体3の一の角部に一つ設けられているが、蓋体3の複数の角部にそれぞれ一つずつ形成されていてもよいし、辺部分に設けられていてもよい。
【0032】
ミシン目4は摘み片3aの片側から始まり、フランジ2aの上側に位置する容器開口部周辺のシートシール部を一周し、摘み片3aの逆側で終わっている。このような構成で摘み片3aを捲ると、蓋体3は切り込みに沿って引き裂かれ、ヒートシール部の内、ミシン目4と容器開口部で囲まれた小面積の部分のみが徐々に捲られていくためほとんど負担なく開封することができる。別な切り込みの実施例である切り溝4’は図4の様にV字状かU字状などで一定の深さまで切り込まれており、ミシン目4と同様な効果が期待できる。
【0033】
昜開封性と密閉性は容器開口部から切り込みまでの幅で決まる。近すぎると加工バラツキで容器開口部にミシン目4が来てしまい密閉性が損なわれてしまう。遠すぎると、昜開封性が無くなってしまう。実験的には容器開口部から1mm〜6mm外周側に寄った位置で良い結果が得られた。また、摘み片3aから容器開口部へミシン目が連続する箇所である、切り込みのつなぎ部4aは、なだらかなカーブを描いて連続する形状としてのR状になっていないと摘み片3aを勢いよく引っ張るとつなぎ部でちぎれてしまう。実験的にはつなぎ部4aのRはR2以上が必要であった。
【0034】
容器収納部2bからの内圧に関しては、切り込みにかかる力は切り裂かれ方向ではなく、ヒートシール部全体で受けられるので十分な強度が確保できる。このような構成では、ヒートシール剥離強度が高くなっても開封容易性は確保できるので、ヒートシール条件の幅が広がり、高温、高圧での高速ヒートシールも可能となり生産性が大幅に向上する。図5は本発明による昜開封容器の斜視図、図6は従来の昜開封容器の斜視図である。
【0035】
蓋体3の、開封したのちに容器本体2のフランジ上2aに残る部分(即ち、図1において、蓋体3の、フランジ2a上に位置するミシン目4よりも外周側の部分)には、蓋体3の製造又は容器本体2の内部に収容されて販売される製品の販売を管理するために必要な情報(例えば蓋体3の製造番号や製造工場名や製造年月日、容器本体2に収容される物品の製造年月日や製造工場や賞味期限等)を書き入れておく。たとえば、この実施の形態の易開封性容器がポーション容器の場合、蓋体3に必要な情報が印刷されているため、開封して蓋体3を外してしまうと後から確認することができなくなるが、この実施の形態では蓋体3の切り込みよりも外側の部分がフランジ2aに接合された状態のまま残るので、そこに必要な情報を記載しておけば、開封後も情報を確認することができる。これにより、開封した後も必要な情報を見ることができる易開封性容器を提供できる。なお、「必要な情報」は、上述したもの以外のどのような情報であってもよい。
【0036】
蓋体3への切り込みは機械加工でも可能だがレーザによる製造方法の方が生産性、自由度が高い。レーザ装置では2枚のミラーの角度をモータで振り、レーザ光を2次元的に走査する機能を有するガルバノシステムが広く使われているがこのシステムを使うことで1000mm/秒以上の高速加工も可能である。生産ロットの切り替えで容器の形状が変わってもプログラムの変更だけで簡単に対応できる。
【0037】
紙材やプラスチックシートからなる蓋材3への切り込みはCO2パルスレーザによる加工で形成されるミシン目4が望ましい。切り溝4’は厚さ0.1mm程度の素材に一定の深さに加工する必要があり、レーザ出力の安定性などを考えると実用化は難しく、ミシン目4の方が生産に適している。CO2レーザは蓋材に対する加工性が良いし、切り込みを入れるのに必要な出力を有するレーザ発振器の価格が他のレーザに比べて安い。パルスレーザならレーザ走査速度とパルス発振の周波数をコントロールするだけで蓋体の切り裂き性を決めるミシン目4のピッチと長さを自由に変更できる。
【0038】
図7は本発明を実現するための1実施例である生産ラインの前面図で、図8はその側面図である。8はコンベアでその上に昜開封容器1が搬送されている。昜開封容器1は前工程で図示していないヒートシール装置により蓋材3がヒートシールされている。7はコンベアのガイドで容器本体2の外形で位置決めしている。5はレーザ装置で図示していないガルバノシステムにより、レーザ光6を2次元的に走査する機能を有している。レーザ装置5は図示していないコンベア8上の架台に設置されている。
【0039】
レーザ装置5はガルバノシステムを内蔵し、レーザマーカとして市販されているレーザ装置でも良く、専用の装置を開発するのに比べ、設備に要する費用も時間も最低限で済むメリットがある。実験では40WCO2レーザで1000mm/秒以上の加工速度が可能であった。
【0040】
昜開封容器1が所定の位置に来ると、図示していないセンサーで探知し、レーザ光6を照射し切れ込みを入れる。このように構成すると蓋材3に切れ込みを入れた後、ヒートシールするのに比べ、蓋体3と容器本体2の貼り合せズレの影響がなくなる。レーザは非接触加工のため、昜開封容器1が変形したり、蓋体3が破れたりすることがない。ヒートシールされているフランジ2aの上側に位置する容器開口部周辺の蓋体3を加工するので、レーザが蓋体3を貫通して、フランジ2aに抜けても機密性など機能的な影響もないので、切り込み工程での不良が発生しない。
【0041】
なお、上記実施の形態においては、蓋体3の裏面側にヒートシール層を形成して蓋体3とフランジ2aとヒートシールにて接合させる構成としたが、これに限らず、蓋体3とフランジ2aとを接合させ得る構成であればどのような手段によって接合させてもよい。
【0042】
上記実施の形態は本発明の例示であり、本発明がこの実施の形態のみに限定されることを意味するものではないことは、いうまでもない。
【産業上の利用可能性】
【0043】
蓋体面積の小さな容器では多数個まとめて加工することもできる。
【符号の説明】
【0044】
1 昜開封容器
2 容器本体
3 蓋体
4 ミシン目
5 レーザ装置
6 レーザ光
7 ガイド
8 コンベア
【特許請求の範囲】
【請求項1】
開口部周辺にフランジが形成された容器本体と裏面に接合層を備えた蓋体とを有し、該蓋体の前記接合層を前記フランジに対向させて接合させてなる昜開封容器であって、
前記蓋体の一部は前記フランジの外側に伸長されて開封用の摘み片を形成しており、前記摘み片から前記フランジの上側に位置する前記容器開口部周辺を一周するように前記蓋体の表面に切り込みを入れたことを特徴とする易開封容器。
【請求項2】
前記蓋体の前記容器開口部周辺における切り込みの位置は前記容器開口部から1mm〜6mm外周側に寄った位置であることを特徴とした請求項1に記載の易開封容器。
【請求項3】
前記切り込みの前記摘み片から前記容器開口部周辺へのつなぎ部はR2mm以上の曲率を有することを特徴とした請求項1又は2に記載の易開封容器。
【請求項4】
前記蓋体の、開封したのちに前記容器本体の前記フランジ上に残る部分には、前記蓋体の製造又は前記容器本体の内部に収容されて販売される製品の販売を管理するために必要な情報を書き入れておくことを特徴とした請求項1乃至3のいずれか1項に記載の易開封容器。
【請求項5】
請求項1乃至4の何れか1項に記載の易開封容器の製造方法であって、
蓋体表面に設けられた前記切り込みはレーザ加工により形成されることを特徴とした易開封容器の製造方法。
【請求項6】
前記切り込みはCO2パルスレーザによる加工によって形成されたミシン目であることを特徴とした請求項5に記載の易開封容器の製造方法。
【請求項7】
前記切り込みは容器本体と前記蓋体をヒートシールした後レーザ加工により形成されることを特徴とした請求項5又は6に記載の易開封容器の製造方法。
【請求項1】
開口部周辺にフランジが形成された容器本体と裏面に接合層を備えた蓋体とを有し、該蓋体の前記接合層を前記フランジに対向させて接合させてなる昜開封容器であって、
前記蓋体の一部は前記フランジの外側に伸長されて開封用の摘み片を形成しており、前記摘み片から前記フランジの上側に位置する前記容器開口部周辺を一周するように前記蓋体の表面に切り込みを入れたことを特徴とする易開封容器。
【請求項2】
前記蓋体の前記容器開口部周辺における切り込みの位置は前記容器開口部から1mm〜6mm外周側に寄った位置であることを特徴とした請求項1に記載の易開封容器。
【請求項3】
前記切り込みの前記摘み片から前記容器開口部周辺へのつなぎ部はR2mm以上の曲率を有することを特徴とした請求項1又は2に記載の易開封容器。
【請求項4】
前記蓋体の、開封したのちに前記容器本体の前記フランジ上に残る部分には、前記蓋体の製造又は前記容器本体の内部に収容されて販売される製品の販売を管理するために必要な情報を書き入れておくことを特徴とした請求項1乃至3のいずれか1項に記載の易開封容器。
【請求項5】
請求項1乃至4の何れか1項に記載の易開封容器の製造方法であって、
蓋体表面に設けられた前記切り込みはレーザ加工により形成されることを特徴とした易開封容器の製造方法。
【請求項6】
前記切り込みはCO2パルスレーザによる加工によって形成されたミシン目であることを特徴とした請求項5に記載の易開封容器の製造方法。
【請求項7】
前記切り込みは容器本体と前記蓋体をヒートシールした後レーザ加工により形成されることを特徴とした請求項5又は6に記載の易開封容器の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−86843(P2013−86843A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−228789(P2011−228789)
【出願日】平成23年10月18日(2011.10.18)
【特許番号】特許第5082008号(P5082008)
【特許公報発行日】平成24年11月28日(2012.11.28)
【出願人】(301052700)株式会社埼玉富士 (7)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月18日(2011.10.18)
【特許番号】特許第5082008号(P5082008)
【特許公報発行日】平成24年11月28日(2012.11.28)
【出願人】(301052700)株式会社埼玉富士 (7)
【Fターム(参考)】
[ Back to top ]