
曲げることが容易な不織布パッドの製造装置、その製造装置を用いた不織布パッド製造方法、及びその製造方法によって製造された不織布パッド
【課題】病院ベッドのマットレス等用に、表面に適切な凹凸があり折曲が容易で耐久性があり環境・人体に優しい、発泡ウレタンに代わる不織布を用いた不織布パッドの安価な製造装置の提供。
【解決手段】円筒形の上、下部ローラと、その一方又は双方には、その外周縁に沿って突出した複数個の突出部を一定間隔で形成し、上部ローラが下部ローラより離隔して上方に位置するように上、下部ローラの両端を各々、ベアリングにより回転可能に支持する支持部とからなる。上、下部ローラの間を加熱した不織布を通過させ一定間隔の溝を形成した不織布パッドを製造する。好ましくは、上部ローラの両端にベアリングを収容するハウジングを設置し、支持部は上下方向に開いたガイド空間を備え、支持部のガイド上方に垂直に貫通形成した雌ねじに、内、外側先端に各々、ハウジングの上端とハンドルを固着した雄ねじを螺合して、ハウジングをガイドに沿って上下移動させる。
【解決手段】円筒形の上、下部ローラと、その一方又は双方には、その外周縁に沿って突出した複数個の突出部を一定間隔で形成し、上部ローラが下部ローラより離隔して上方に位置するように上、下部ローラの両端を各々、ベアリングにより回転可能に支持する支持部とからなる。上、下部ローラの間を加熱した不織布を通過させ一定間隔の溝を形成した不織布パッドを製造する。好ましくは、上部ローラの両端にベアリングを収容するハウジングを設置し、支持部は上下方向に開いたガイド空間を備え、支持部のガイド上方に垂直に貫通形成した雌ねじに、内、外側先端に各々、ハウジングの上端とハンドルを固着した雄ねじを螺合して、ハウジングをガイドに沿って上下移動させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は曲げることが容易な不織布パッドの製造装置、その製造装置を用いた不織布パッドの製造方法、及びその製造方法により製造された不織布パッドに関する。
【背景技術】
【0002】
一般的に病院ベッドは、大別して、マット構造のマットレスと前記マットレスを支持するフレームから構成し、付加的にフレームには下部に車輪を付けて移動を容易にし、一方フレームの側面には折畳みや上・下移動が可能であり、マットレス側面の上方に突出する側面フレームを構成し、患者がマットレスから落下するのを防止する。
【0003】
併わせて、マットレスとマットレスを支持するフレームは、容易に座れない患者のために、身体の上体部分、又は下体部分を一定角度だけ上げられるようにしていて、このために、マットレスは上体部分と下体部分を分離して構成している。
従来、マットレスの材質は発泡ウレタン(ウレタンフォーム)を主に使用していたが、最近では、適切な厚さを有する不織布パッドを使用する場合が増えてきた。その場合、不織布パッドに切れ目を入れてマットレスとしての折り曲げを容易にしている。
【0004】
しかし病院ベッドのマットレスの材質として用いるポリウレタンの場合には、耐久性が優秀ではなく、一度損傷が始まれば追加損傷が加速的に進行するという問題点があった。また、ポリウレタンは環境に優しくなく、環境ホルモンを排出するので、特に、病気を治療する病院での使用率がますます落ちている趨勢である。
また、マットレス材質のポリウレタンは熱気にも弱くて、加熱時ダイオキシンを排出するようになるので、火災時に患者に悪影響を及ぼすという問題点があった。
【0005】
そこでマットレスの代替として開発された不織布パッドの場合にも、修正工程で切れ目を入れなければならないために、製作が容易ではなく、頻繁な使用で切れ目に沿って不織布パッドが分離してしまうという問題点があった。
また、病院ベッドのマットレスは、一般的に表面が平面的なので、ずっと横になって生活する患者の寝返りが難しく、床擦れを防止するために患者の姿勢を頻繁に変えなければならないという問題点があった。
【発明の概要】
【発明が解決しようとする課題】
【0006】
このような病院ベッドのマットレスの他にも、一般的なマット、容器の底に敷いて使用するマット、ざぶとん、ソファーなどにも、表面に適切な凹凸があり、折り曲げが容易で且つ耐久性があり、環境・人体に優しい、発泡ウレタンに代わる安価なマット材質として不織布を用いた不織布パッド、従って、その安価な製造方法とそのための製造装置の必要性が台頭した。
【課題を解決するための手段】
【0007】
本発明は、上記の問題点を解決するためになされたものであって、曲げることが容易な不織布パッドの製造装置は、円筒形の下部ローラ及び上部ローラと、前記下部ローラと上部ローラの少なくとも一つには、その外周縁に沿って突出した複数個の突出部を一定間隔で形成し、前記下部ローラの両端をベアリングにより回転可能に支持し、前記上部ローラの両端を前記下部ローラより離隔して相対的に上方の位置にベアリングにより回転可能に支持する支持部とからなる不織布パッド製造装置を構成し、前記下部ローラと上部ローラの間を、加熱した不織布を通過させて、一定の間隔で溝を形成した不織布パッドを製造することを特徴とする。
【0008】
好ましくは、前記上部ローラの両端には前記ベアリングを収容するハウジングを設置し、前記支持部は上下方向に一定幅及び一定高さで開いた空間であるガイドを備え、前記支持部の前記ガイド上方に垂直に貫通形成した雌ねじに雄ねじを螺合し、前記雄ねじの外側先端にはハンドルを固着し、前記雄ねじの内側先端は前記ハウジングの上端に固着し、前記ハンドルを介して前記雄ねじを回転して前記ハウジングを前記ガイドに沿って上下移動し、前記上部ローラを昇降することにより前記下部ローラとの距離を調節することを特徴とする。
また好ましくは、前記下部ローラ及び上部ローラの、いずれか一つは外周縁の円周方向に沿った円周突出部を有し、前記円周突出部は長手方向に沿って一定間隔で形成され、前記下部ローラ及び上部ローラ間を通過して製造された不織布パッドは、前記不織布パッドの通過方向に沿って一定間隔の溝を有することを特徴とする。
また好ましくは、前記下部ローラ及び上部ローラの、いずれか一つは外周縁の長手方向に沿った長手突出部を有し、前記長手突出部は円周方向に沿って一定間隔で形成され、前記下部ローラ及び上部ローラ間を通過して製造された不織布パッドは、前記不織布パッドの幅方向に沿って一定間隔の溝を有することを特徴とする。
また好ましくは、前記下部ローラ及び上部ローラは、各々外周縁の円周方向に沿った円周突出部を有し、前記円周突出部は長手方向に沿って一定間隔で形成され、前記下部ローラ及び上部ローラ間を通過して製造された不織布パッドは、前記不織布パッドの通過方向に沿って一定間隔の溝を有することを特徴とする。
また好ましくは、前記下部ローラ及び上部ローラの円周突出部の間隔は等しく、前記支持部に設置された下部ローラ及び上部ローラの各円周突出部の位置は、相対的に半間隔で(即ち前記間隔の半分だけ)オフセットされ、前記下部ローラ及び上部ローラ間を通過して製造された不織布パッドは、曲げることがより一層容易であることを特徴とする。
また好ましくは、前記下部ローラ及び上部ローラは、各々外周縁の長手方向に沿った長手突出部を有し、前記長手突出部は円周方向に沿って一定の間隔で形成され、前記下部ローラ及び上部ローラ間を通過して製造された不織布パッドは、前記不織布パッドの幅方向に沿って一定間隔の溝を有することを特徴とする。
また好ましくは、前記下部ローラ及び上部ローラの長手突出部の間隔は等しく、前記支持部に設置された下部ローラ及び上部ローラの各長手突出部の位置は、相対的に半間隔でオフセットされ、前記下部ローラ及び上部ローラ間を通過して製造された不織布パッドは、曲げることがより一層容易であることを特徴とする。
【0009】
上記の問題点を解決するためになされた本発明による、曲げることが容易な不織布パッドの製造方法は、熱風式ウェブ結合器である加熱器と、好ましくは上記のいずれか1項に記載の不織布パッドの製造装置とを具備し、前記加熱器内部に積層ウェブを投入して加熱した不織布を形成し、前記加熱した不織布を、前記不織布パッドの製造装置を通過させた後、冷却硬化する方法で製造し、溝パターンが形成された不織布パッドを製造することを特徴とする。
【0010】
上記の問題点を解決するためになされた本発明による、曲げることが容易な不織布パッドは、好ましくは上記の製造方法により製造されることを特徴とする。
好ましくは、前記不織布パッドは、さらに抗菌処理、芳香処理、防臭処理、防炎処理の中から少なくとも一つ選択された後処理を受けて、機能性を向上することを特徴とする。
【発明の効果】
【0011】
本発明の不織布パッド製造装置により得られる不織布パッドは、一定の間隔で縦、横、又は格子状の溝が、両面又は片面に設けられ、容易に任意の箇所で曲げることができ、且つ曲げの繰返しに対する耐久性がある。また、材質に不織布を使うので、環境・人体に優しい。
従って、病院ベッド、一般ベッド、移動式ベッドなどと共に多様なマット類、又は、ざぶとんなどに好適である。
特に、片面又は両面に格子パターンの溝を形成した不織布パッドは、通気性が優秀である。
【図面の簡単な説明】
【0012】
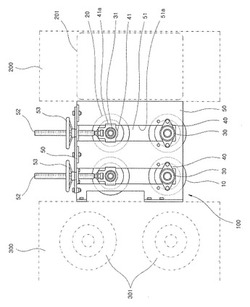
【図1】図1は本発明に係る不織布パッドの製造装置の側面図。
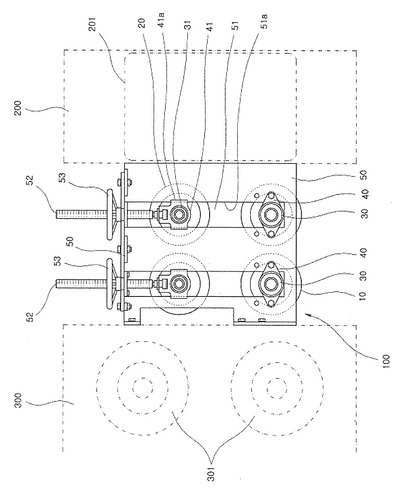
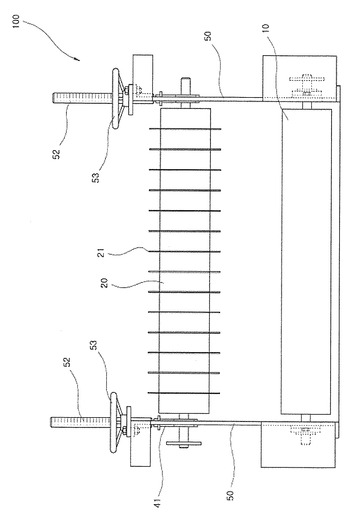
【図2】図2は本発明に係る不織布パッドの製造装置の正面図。
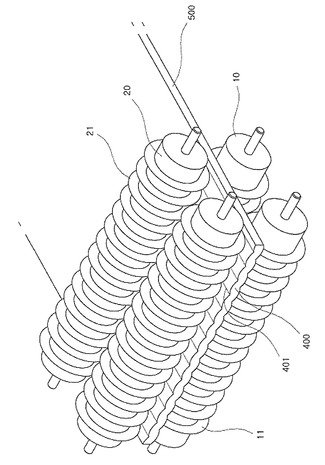
【図3】図3は本発明に係る下部ローラと上部ローラの組合せ例示3を用いた不織布パッドの製造過程に対する斜視図。
【図4】図4は本発明に係る下部ローラと上部ローラの組合せ例示3を用いた不織布パッドの製造過程に対する正面図。
【図5】図5は本発明に係る下部ローラと上部ローラの組合せ例示4を用いた不織布パッドの製造過程に対する斜視図。
【図6】図6は本発明に係る下部ローラと上部ローラの組合せ例示4を用いた不織布パッドの製造過程に対する側面図。
【図7】図7は本発明に係る下部ローラと上部ローラの組合せ例示3を用いて製造された不織布パッドの斜視図。
【図8】図8は図7のA部分の拡大側面図及び曲げた側面図。
【図9】図9は本発明に係る下部ローラと上部ローラの組合せ例示1を用いた不織布パッドの製造過程に対する斜視図。
【図10】図10は本発明に係る下部ローラと上部ローラの組合せ例示1を用いて製造された不織布パッドの斜視図。
【図11】図11は本発明に係る格子溝パターン例1の製造過程に対する斜視図。
【図12】図12は本発明に係る格子溝パターン例1の不織布パッドの斜視図。
【図13】図13は本発明に係る格子溝パターン例3の製造過程に対する斜視図。
【図14】図14は本発明に係る格子溝パターン例3の不織布パッドの斜視図。
【発明を実施するための形態】
【0013】
以下に添付図面を参照して本発明の好適な実施形態について詳細に説明する。
【0014】
最初に本発明に係る、不織布パッドの製造装置を説明し、続いて、その製造装置を用いた不織布パッドの製造方法を説明し、次にその製造方法により製造された不織布パッド及び不織布パッドの使用方法を説明する。
【0015】
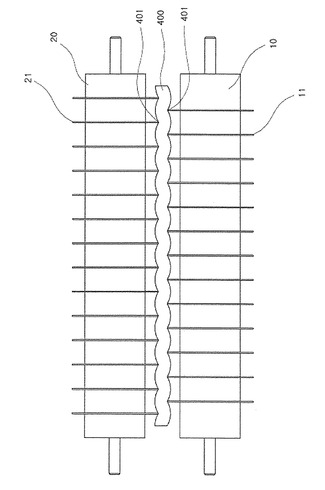
図1、2は、本発明に係る不織布パッドの製造装置100の側面図及び正面図であって、不織布パッドの製造装置100は、大別して、支持部50と下部ローラ10及び上部ローラ20から構成される。
図1、2に示した通り、下部ローラ10と上部ローラ20は各々、基本的に円筒形の構造で、各両端にベアリング30、31が結合され、自由に回転できるように構成する。下部ローラ10と上部ローラ20の円筒形の構造は、その細部の差異によって次のように3種類の実施例を持つ。
【0016】
下部ローラと上部ローラの第1実施例は、図2の下部ローラ10として示した通り、その表面が平滑で無地の円筒形の構造である。
一方、下部ローラと上部ローラの第2実施例及び第3実施例は、下部ローラ又は上部ローラの外周縁に突出部を有しており、突出部の形態には、円周突出部と長手突出部がある。
【0017】
下部ローラと上部ローラの第2実施例は、図2の上部ローラ20として示した通り、表面に円周突出部21を有しており、円周突出部21は下部ローラ又は上部ローラの円周方向に沿って一定の高さで突出した構造を有し、円周突出部21の断面は、一定の厚さの、又は先端に行くほど狭くなる断面を有する板型に形成される(円周突出部の断面は薄いことが望ましい)。
円周突出部は下部ローラ又は上部ローラの長手方向を沿って一定間隔で複多数個形成される。
【0018】
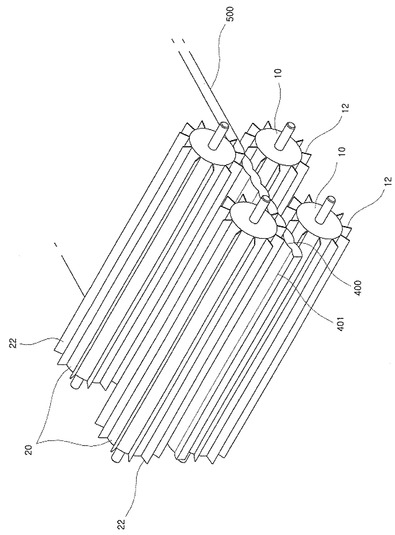
下部ローラと上部ローラの第3実施例は、後述の図5に下部ローラ10又は上部ローラ20として示した通り、表面に各々、長手突出部12、22を有しており、長手突出部12、22は、下部ローラ又は上部ローラの外周縁の長手方向に沿って一定の高さで突出した構造を有し、長手突出部12、22の断面は各々、一定の厚さの、又は先端にば行くほど狭くなる断面を有する板型に形成される(長手突出部の断面は薄いことが望ましい)。
長手突出部12、22は下部ローラ又は上部ローラの円周方向に沿って一定間隔で複多数個形成される。
【0019】
そして支持部50は、図1及び図2に示した通り、下部ローラ10と上部ローラ20を、各々の両端で支持することで、各々に一定の高さを持たせている。
下部ローラ10は支持部50に対して自由回転可能になるように組み立てられる。即ち、ハウジング40に収容したベアリング30を下部ローラ10の両端に組み立てた後、ハウジング40を支持部50に固定することにより、下部ローラ10が自由回転可能になるように設置する。
また、上部ローラ20は下部ローラ10より離隔して相対的に高い位置の支持部50に、自由回転可能になるように組立てられる。即ち、ハウジング41に収容したベアリング31を上部ローラ20の両端に組み立てた後、ハウジング41を支持部50に対して自由回転可能になるように設置する。
【0020】
但し、下部ローラ10の上端部と上部ローラ20の下端部は適切な距離を有するように調節できることが望ましいので、上部ローラ20は上下方向に移動後任意の位置で固定可能にする。
そのため、ハウジング41を移動可能にしたい支持部50の部分に沿って、上下方向に一定の幅及び一定の高さで開いた空間であるガイド51を形成し、ガイド51の両内側面には固定レール51aを形成する。固定レール51aは、通常のT字型レール、凹凸レール、又は適切な傾斜角度(30度〜90度)の台形断面を有するレールで構成する。
これに対して、ハウジング41の両外側面には固定レール51aに結合される移動レール41aを形成する。移動レール41aは、固定レール51aの断面形状に相補的に対応する断面形状のレールで構成する。
【0021】
従って、ハウジング41をガイド51に、移動レール41a及び固定レール51aを介して組み付け、支持部50のガイド51上方に水平に貫通形成した雌ねじに、雄ねじ52(TMスクリュー、ボルスクリュー、ロールラスクリュー等、雌ねじとねじ結合できるあらゆる雄ねじが可能である)を螺合し、支持部50の上方に突出した雄ねじ52の外側先端にはハンドル53を固着し、雄ねじ52の内側先端はハウジング41の上端に固着する。
ここで雄ねじ52のハンドル53を回すと、雄ねじ52が回転しながら、ハウジング41の上昇又は下降に合わせて、上部ローラ20が上昇又は下降して、下部ローラ10と上部ローラ20間の距離を調節できる。
【0022】
さらに、上部ローラ20及び下部ローラ10は、例えば図2に示したように各々一つずつ配置することもできるが、例えば後述の図3及び図5に示した通り、水平方向に並列して複多数個形成することもできる。
このように、上述の第1〜第3実施例のいずれかの種類の、単数又は複数の下部ローラ10及び上部ローラ20が、支持部50に互いに上下に調節された間隔を置いて配列され、各々自由回転可能に設置されることで、本願の不織布パッドの製造装置100が構成される。
【0023】
ここで下部ローラ10及び上部ローラ20の種類及び配列に関する複数個の具体例を例示として挙げると次の通りである。
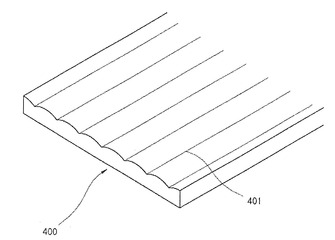
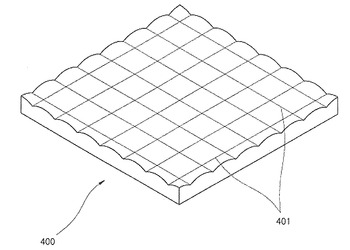
例示1は、図2及び図9に示した通り、不織布パッドの製造装置100として、第1実施例の下部ローラ10と第2実施例の上部ローラ20を各々複数個(2個)配列した場合であり、このような下部ローラ10及び上部ローラ20の配列を通して、図10に示した通り、不織布パッド400の一面(上面)に、上部ローラ20により形成された円周突出部21の間隔と同じ間隔の溝401を有する不織布パッド400を生産できる。
【0024】
例示2は、不織布パッドの製造装置100として、第1実施例の下部ローラ10と第3実施例の上部ローラ20を各々単数個又は複数個配列した場合であり、このような下部ローラ10及び上部ローラ20の配列を通して、不織布パッド400の一面に、上部ローラ20に形成された長手突出部22の間隔と同じ間隔の溝401を有する不織布パッド400を生産できる。
例示1による不織布パッドの製造装置100では、生産される不織布パッド400の流れる方向と平行に、即ち不織布パッド400の幅方向に対して垂直に、溝401が形成される。
他方、例示2による不織布パッドの製造装置100では、不織布パッド400の流れる方向と垂直に、即ち不織布パッド400の幅方向に対して平行に、溝401が形成される。
【0025】
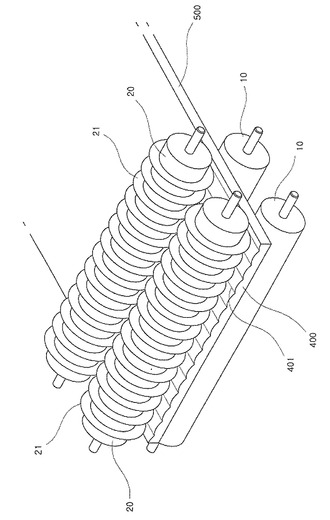
例示3は、図3及び図4に図示した通り、不織布パッドの製造装置100として、第2実施例の下部ローラ10と第2実施例の上部ローラ20を各々複数個(2個)配列した場合であり、このような下部ローラ10及び上部ローラ20の配列を通して、不織布パッド400の両面に、下部ローラ10及び上部ローラ20に各々形成された円周突出部11、21の間隔と同じ間隔の溝401を有する不織布パッド400を生産できる。
例示3において、下部ローラ10及び上部ローラ20の各円周突出部11、21の間隔を同一にすると、不織布パッド400の両面に形成される溝401が幅方向の同じ位置に形成でき、下部ローラ10及び上部ローラ20の各円周突出部11、21の間隔を異ならせると、不織布パッド400の両面に形成される溝401を幅方向の異なる位置に形成できる。
また、例示3において、下部ローラ10及び上部ローラ20の円周突出部11、21の間隔を同一にし、且つ互いの位置をオフセットすると、不織布パッド400の一面に形成された溝401の位置に対して他面の溝401の位置がオフセットされて形成される。
【0026】
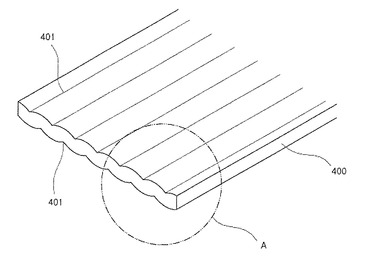
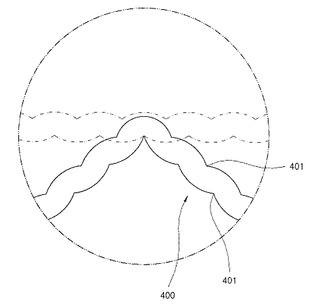
ここで、図7に示した通り、下部ローラ10及び上部ローラ20の円形突出部の間隔は同一である場合、下部ローラ10及び上部ローラ20の円形突出部の位置は、互いに半間隔だけオフセットされることが望ましい。
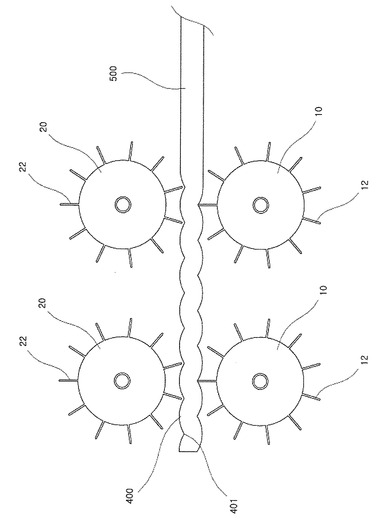
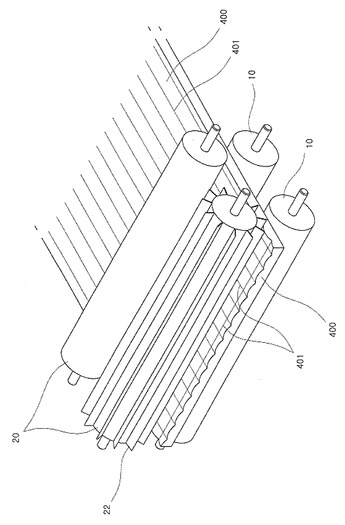
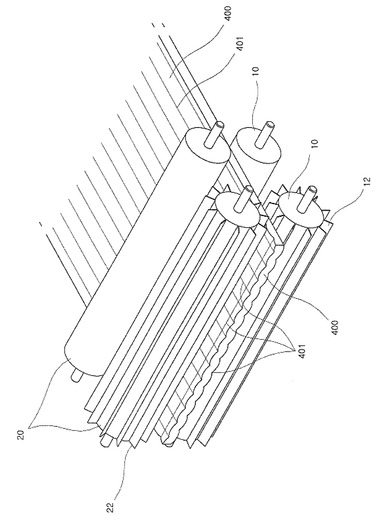
例示4は、図5及び図6に示した通り、不織布パッドの製造装置100として、第3実施例の下部ローラ10と第3実施例の上部ローラ20を各々複数個(2個)配列した場合であり、このような下部ローラ10及び上部ローラ20の配列を通して、不織布パッド400の両面に、下部ローラ10及び上部ローラ20に形成された長手突出部12、22の間隔と同じ間隔の溝401を有する不織布パッド400を生産できる。
例示4において、不織布パッド400の両面の溝401の位置は、例示3に関して上述したのと同様に、下部ローラ10と上部ローラ20の長手突出部の間隔と位置を調節することにより、両面の溝401の位置を一致させたり、又は異ならせたり、さらには一定の距離をオフセットさせることができる。
しかしながら、図5、6に示した通り、下部ローラ10及び上部ローラ20の長手突出部の間隔が同一である場合、下部ローラ10及び上部ローラ20の長手突出部の位置が互いに半間隔だけオフセットされることが望ましい。
【0027】
例示5は、不織布パッドの製造装置100として、第2実施例の下部ローラ10と第3実施例の上部ローラ20を各々単数個又は複数個配列した場合であり、このような下部ローラ10及び上部ローラ20の配列を通して、不織布パッド400の一面に、下部ローラ10に形成された円周突出部11の間隔と同じ間隔の溝401を形成し、他面には上部ローラ20に形成された長手突出部22の間隔と同じ間隔の溝401を形成された不織布パッド400、即ち両面の溝401の形成方向が互いに直交する不織布パッド400を生産できる。
【0028】
参考までに説明すると、以上の下部ローラ10及び上部ローラ20の種類及び配列に関する例示1〜5において、上部ローラ20と下部ローラ10の種類を交換しても、製造される不織布のパッドに形成される溝401は、上下の面が交換された結果になる。
例えば、例示1は、不織布パッドの製造装置100として、第1実施例の下部ローラ10と第2実施例の上部ローラ20を適用した場合であるが、第2実施例の下部ローラ10と第1実施例の上部ローラ20を適用した場合でも、不織布パッド400の一面(下面)に、下部ローラ10に形成された円周突出部11の間隔と同じ間隔の溝401を有する不織布パッド400を生産できる。
【0029】
上記のように本発明によれば、望みの溝形状の不織布パッド400を得るための下部ローラ10及び上部ローラ20の多様な組合せが可能な不織布パッドの製造装置100を構成できる。このような不織布パッドの製造装置100を用いた不織布パッドの製造方法を説明すれば次の通りである。
最初に、不織布パッド400の原材料である積層ウェブを、ウェブを適切な厚さになるよう積み重ねて形成する。
ウェブは通常、不織布の原材料をオープニングとカーディングしてシーツ形態に形成したものである。
オープニングは通常のオープニング機器(opening machine、打綿機)を通して、塊り形態のベール(bale)として供給される不織布の原材料を解いて広げて、雑物を除去する、即ち塊り状の原材料繊維を解いて綿形態にしながら原材料繊維に含まれた異質物を除去する。
カーディングは、外面にブラッシュが形成されたロールが多数個噛み合った構造のカーディング器(carder)を通し、オープニングした不織布の原材料から、シーツ形態のウェブを作り、その際、カーディング器のブラッシュは、オープニングした原材料繊維を通過しながら、ブラッシング作用(くしけずること)で繊維を移動及び蓄積して、平面のシーツ形態を有するウェブを形成する。
【0030】
上記のようにして作られたウェブは複数枚積層されて積層ウェブを構成し、積層ウェブの厚さは製造する不織布パッドの厚さ及び柔らかさ等によって調節しなければならないが、一般に生産する不織布パッドの厚さに対して、3〜15倍に該当する厚さを有する積層ウェブを供給する。
一方、積層ウェブに使われる繊維は、天然繊維と合成繊維の一方又は双方が可能であるが、一般の多様な天然繊維は勿論のこと、ポリエステル(PE)、ポリプロフィレン(PP)、エチレンテレフタルレート(PET)、塩化ビニール(PVC)、ナイロン等の熱融着が可能な合成繊維を使用できる。その際、積層ウェブを構成する繊維としては、同じ融点を持つ繊維ではなく、融点が130℃以下である低融点繊維15〜60%と、融点が300℃以上である高融点繊維40〜85%を混合する。
このような積層ウェブの繊維の種類と、製造しようとする不織布パッドの性質及び厚さによって、下部ローラ10と上部ローラ20間の距離が決定される。
また、本発明に係る不織布パッド400を得るためには、図1に戻って示した通り、加熱器200、本発明に係る不織布パッドの製造装置100、及び冷却器300に加えて、図示しない切断機及び積載部を順に配置列して、積層ウェブを、この順に通過させて不織布パッド400を製造する。
加熱器200は、一般的な不織布の熱風式ウェブ結合器で構成することが望ましい。
【0031】
参考までに説明すると、不織布のウェブ結合に使用する通常の熱風式ウェブ結合器は、上下にローラ、又はコンベヤー(主に、メッシュ形態)を含む圧縮部201を具備し、圧縮部201の空間内に上下方向から熱風を吹き出す構造となっていて、熱風式ウェブ結合器に一定の厚さの積層ウェブを投入すると、熱風によりウェブが結合すると共に圧縮され、積層ウェブが熱風式ウェブ結合器を通過した後に冷却すると、通常の不織布構造を有する。
また冷却器300は、不織布パッドの製造装置100を通過して加熱された不織布500を冷却するためのものであり、冷却方法には、(自然)空冷方式及び風冷方式があって、空冷の場合、格別の冷却器300を用意せず、不織布パッドの製造装置100と、これにつながり積載部に至る間にコンベヤーやロールを設置して、これらを通過する間に不織布の製造装置を通過した不織布パッド400を常温まで冷却する。
一方、風冷方式は、不織布の製造装置を通過した不織布パッド400に、送風機301を通し常温の風、又は冷風を吹き付ける。
高速冷却のためには、風冷方式の冷却器300を使用することが望ましい。
次に、冷却された不織布パッド400は、図示しない切断機を通して適切な長さに切断した後、図示しない積載部において、適切な大きさで製造されたフレームを有するパレットに積載される。
【0032】
従って、不織布パッド400の望みの形態の溝401を得るために、例示1〜例示5のいずれかの下部ローラ10と上部ローラ20を設置し、積層ウェブを加熱器200に投入して、積層ウェブを加熱・圧縮し、加熱器200では、内部の上下から熱風を吹き出すことと同時に、加熱器200内部に備わった圧縮部201により積層ウェブが1/3倍〜1/15倍に圧縮されて、一定の厚さを有する加熱した不織布500(実際に、積層ウェブは加熱器を通過して冷却すると、ウェブが不完全に結合した状態の、通常の不織布構造を有するが、以下この加熱・圧縮した積層ウェブを、加熱した不織布と称する)を形成する。
そして加熱した不織布500は連続的に不織布パッドの製造装置100の下部ローラ10と上部ローラ20との間を通過しながら、下部ローラ10と上部ローラ20の種類によって異なるパターンの溝401が、加熱した不織布500の一面又は両面に形成されて不織布パッド400となる。
異なるパターンの溝401の説明は、上述のように下部ローラ10と上部ローラ20の組合せの例示1〜5で説明したので省略する。
そして溝401が形成された不織布パッド400は冷却器300を通過すると、溝401が形成された状態で硬化した不織布パッド400を構成し、不織布パッド400は連続的に移動しながら切断機により所望の大きさに切断された後、積載部に移動して積層しながら載置される。
【0033】
ここで、上述の例示1〜例示5を要約して、下部ローラ10と上部ローラ20の組合せを変更することによって可能になった不織布パッド400の溝401のパターンを次の[表1]に示す。
【表1】

【0034】
参考までに上述の説明を繰り返すと、下部ローラ10と上部ローラ20の種類(実施例)を入れ替えても、最終的に製造される不織布パッド400の溝401のパターンは(上下の面の逆転を考慮しなければ)同一になる。
例えば、例示1の反対、即ち、下部ローラ10としては第2実施例に係るローラを使用し、上部ローラ20としては第1実施例に係るローラを使用しても最終的に生産される不織布パッド400の溝パターンは、上下の面の逆転を考慮しなければ例示1と同一になる。
【0035】
さらに、上述の不織布パッドの製造方法において、例示1〜例示5に係る下部ローラ10と上部ローラ20の組合せの中の特定の組合せを用いて不織布パッド400を製造した後、その不織布パッド400を、下部ローラ10と上部ローラ20の組合せを変更した不織布パッドの製造装置100を再度通過させると、格子パターンの溝401を有する不織布パッド400を得ることができる。
その際、最終的な不織布パッド400の厚さ及び性質を考慮して、不織布パッド400が2度目に加熱器200を通過する時には、単純に熱風のみを吹き出して圧縮はしない、又は圧縮部201を通し圧縮することも可能である。
【0036】
格子パターンの例1(以下、格子例1と言う)として、最初に、下部ローラ10と上部ローラ20の例示1の組合せを用いた不織布パッドの製造装置100により不織布パッド400を形成し、次に、図11に示すように、製造された不織布パッド400の上面に形成された溝401が上面にある状態を維持しながら、不織布パッド400を、下部ローラ10と上部ローラ20の例示2の組合せを用いた不織布パッドの製造装置100を通過させると、図12に示した通り、一面(上面)に格子パターンの溝401を有する不織布パッド400を得ることができる。
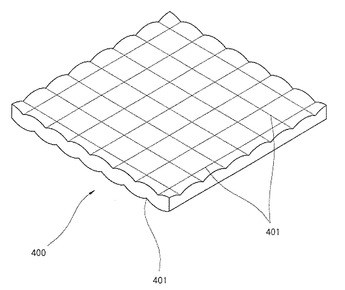
格子例2として、最初に、下部ローラ10と上部ローラ20の例示1の組合せを用いた不織布パッドの製造装置100により不織布パッド400を形成し、次に、図13に図示すように、製造された不織布パッド400の上面に形成された溝401が上面にある状態を維持しながら、不織布パッド400を、下部ローラ10と上部ローラ20の例示4の組合せを用いた不織布パッドの製造装置100を通過させると、図14に示した通り、一面(上面)に格子パターンの溝401を有し、他面(下面)に製造方向に沿い幅方向に一定間隔で形成された溝401を有する不織布パッド400を得ることができる。
【0037】
上記のように、格子パターンの溝401を有する不織布パッド400を得るためには、上下部ローラの組合せ例示1〜例示5の中で、さらに特定の例示を組合わさなければならない。そのような組合せの例(格子例)と、それにより得られる格子溝パターンを次の[表2]に示す。
【表2】
【0038】
[表2]に示した格子例において、最初と2度目に用いる不織布パッドの製造装置100の順序を入れ替えても、最終的に製造される不織布パッド400の溝401のパターンは(不織布パッド400の表裏の逆転を除いて)同一である。
例えば、格子例1において、最初と2度目の不織布パッドの製造装置100の上下ローラの組の種類を各々、例示2、例示1として製造しても最終的に生産される不織布パッド400の溝パターンは格子例1と同一になる。
【0039】
上記のように製造した不織布パッド400は、病院ベッド、一般ベッド、移動式ベッドなどと共に多様なマット類、又は、ざぶとんなどに適用できる。
一面、又は両面に溝401が形成された不織布パッド400は溝401に沿って曲げることが容易なので、病院ベッドのマットレスに適用すると、頻繁な曲げにも耐久性が優秀で、また、不織布を材質として採用しているので、発泡ウレタンと異なり人体に無害である。
特に、不織布パッド400の両面に、同じ方向に溝401を形成するものの、下部ローラ10と上部ローラ20の、例示3又は例示4の組合せを用いて形成した不織布パッド400の中でも、例えば図7に示したように、不織布パッド400の両面の溝401の間隔が同一であり、且つ一面の溝401の位置が他面の溝401の位置に対して半間隔でオフセットされている場合には、図8に示したように、不織布パッド400が曲げられた時、一面が溝401に沿って容易に屈曲し、一方他面の中央には溝401が無いので容易に弛緩するので、より一層曲げることが容易になる。
【0040】
さらに、不織布パッド400に格子パターンの溝401を形成する場合には、格子パターンの溝401の存在により通気性が優秀になるので、不織布パッド400を使用する患者などの使用者が不織布に直接触れる背部、臀部を快適にできる効果がある。
さらに、製造した不織布パッド400に坑菌処理、芳香処理、防臭処理を施すと、不織布の耐抗菌性を増進して衛生的で、使用者が快適に使用することができ、また、製造した不織布パッド400に防炎処理をすれば、火災にも安全で、使用者の安全性を高めることができる。
【符号の説明】
【0041】
10 下部ローラ
11、21 円周突出部
12、22 長手突出部
20 上部ローラ
30、31 ベアリング
40、41 ハウジング
50 支持部
51 ガイド
52 雄ねじ
53 ハンドル
100 不織布パッドの製造装置
200 加熱器
201 圧縮部
300 冷却器
301 送風機
400 不織布パッド
401 溝
500 加熱した不織布
【技術分野】
【0001】
本発明は曲げることが容易な不織布パッドの製造装置、その製造装置を用いた不織布パッドの製造方法、及びその製造方法により製造された不織布パッドに関する。
【背景技術】
【0002】
一般的に病院ベッドは、大別して、マット構造のマットレスと前記マットレスを支持するフレームから構成し、付加的にフレームには下部に車輪を付けて移動を容易にし、一方フレームの側面には折畳みや上・下移動が可能であり、マットレス側面の上方に突出する側面フレームを構成し、患者がマットレスから落下するのを防止する。
【0003】
併わせて、マットレスとマットレスを支持するフレームは、容易に座れない患者のために、身体の上体部分、又は下体部分を一定角度だけ上げられるようにしていて、このために、マットレスは上体部分と下体部分を分離して構成している。
従来、マットレスの材質は発泡ウレタン(ウレタンフォーム)を主に使用していたが、最近では、適切な厚さを有する不織布パッドを使用する場合が増えてきた。その場合、不織布パッドに切れ目を入れてマットレスとしての折り曲げを容易にしている。
【0004】
しかし病院ベッドのマットレスの材質として用いるポリウレタンの場合には、耐久性が優秀ではなく、一度損傷が始まれば追加損傷が加速的に進行するという問題点があった。また、ポリウレタンは環境に優しくなく、環境ホルモンを排出するので、特に、病気を治療する病院での使用率がますます落ちている趨勢である。
また、マットレス材質のポリウレタンは熱気にも弱くて、加熱時ダイオキシンを排出するようになるので、火災時に患者に悪影響を及ぼすという問題点があった。
【0005】
そこでマットレスの代替として開発された不織布パッドの場合にも、修正工程で切れ目を入れなければならないために、製作が容易ではなく、頻繁な使用で切れ目に沿って不織布パッドが分離してしまうという問題点があった。
また、病院ベッドのマットレスは、一般的に表面が平面的なので、ずっと横になって生活する患者の寝返りが難しく、床擦れを防止するために患者の姿勢を頻繁に変えなければならないという問題点があった。
【発明の概要】
【発明が解決しようとする課題】
【0006】
このような病院ベッドのマットレスの他にも、一般的なマット、容器の底に敷いて使用するマット、ざぶとん、ソファーなどにも、表面に適切な凹凸があり、折り曲げが容易で且つ耐久性があり、環境・人体に優しい、発泡ウレタンに代わる安価なマット材質として不織布を用いた不織布パッド、従って、その安価な製造方法とそのための製造装置の必要性が台頭した。
【課題を解決するための手段】
【0007】
本発明は、上記の問題点を解決するためになされたものであって、曲げることが容易な不織布パッドの製造装置は、円筒形の下部ローラ及び上部ローラと、前記下部ローラと上部ローラの少なくとも一つには、その外周縁に沿って突出した複数個の突出部を一定間隔で形成し、前記下部ローラの両端をベアリングにより回転可能に支持し、前記上部ローラの両端を前記下部ローラより離隔して相対的に上方の位置にベアリングにより回転可能に支持する支持部とからなる不織布パッド製造装置を構成し、前記下部ローラと上部ローラの間を、加熱した不織布を通過させて、一定の間隔で溝を形成した不織布パッドを製造することを特徴とする。
【0008】
好ましくは、前記上部ローラの両端には前記ベアリングを収容するハウジングを設置し、前記支持部は上下方向に一定幅及び一定高さで開いた空間であるガイドを備え、前記支持部の前記ガイド上方に垂直に貫通形成した雌ねじに雄ねじを螺合し、前記雄ねじの外側先端にはハンドルを固着し、前記雄ねじの内側先端は前記ハウジングの上端に固着し、前記ハンドルを介して前記雄ねじを回転して前記ハウジングを前記ガイドに沿って上下移動し、前記上部ローラを昇降することにより前記下部ローラとの距離を調節することを特徴とする。
また好ましくは、前記下部ローラ及び上部ローラの、いずれか一つは外周縁の円周方向に沿った円周突出部を有し、前記円周突出部は長手方向に沿って一定間隔で形成され、前記下部ローラ及び上部ローラ間を通過して製造された不織布パッドは、前記不織布パッドの通過方向に沿って一定間隔の溝を有することを特徴とする。
また好ましくは、前記下部ローラ及び上部ローラの、いずれか一つは外周縁の長手方向に沿った長手突出部を有し、前記長手突出部は円周方向に沿って一定間隔で形成され、前記下部ローラ及び上部ローラ間を通過して製造された不織布パッドは、前記不織布パッドの幅方向に沿って一定間隔の溝を有することを特徴とする。
また好ましくは、前記下部ローラ及び上部ローラは、各々外周縁の円周方向に沿った円周突出部を有し、前記円周突出部は長手方向に沿って一定間隔で形成され、前記下部ローラ及び上部ローラ間を通過して製造された不織布パッドは、前記不織布パッドの通過方向に沿って一定間隔の溝を有することを特徴とする。
また好ましくは、前記下部ローラ及び上部ローラの円周突出部の間隔は等しく、前記支持部に設置された下部ローラ及び上部ローラの各円周突出部の位置は、相対的に半間隔で(即ち前記間隔の半分だけ)オフセットされ、前記下部ローラ及び上部ローラ間を通過して製造された不織布パッドは、曲げることがより一層容易であることを特徴とする。
また好ましくは、前記下部ローラ及び上部ローラは、各々外周縁の長手方向に沿った長手突出部を有し、前記長手突出部は円周方向に沿って一定の間隔で形成され、前記下部ローラ及び上部ローラ間を通過して製造された不織布パッドは、前記不織布パッドの幅方向に沿って一定間隔の溝を有することを特徴とする。
また好ましくは、前記下部ローラ及び上部ローラの長手突出部の間隔は等しく、前記支持部に設置された下部ローラ及び上部ローラの各長手突出部の位置は、相対的に半間隔でオフセットされ、前記下部ローラ及び上部ローラ間を通過して製造された不織布パッドは、曲げることがより一層容易であることを特徴とする。
【0009】
上記の問題点を解決するためになされた本発明による、曲げることが容易な不織布パッドの製造方法は、熱風式ウェブ結合器である加熱器と、好ましくは上記のいずれか1項に記載の不織布パッドの製造装置とを具備し、前記加熱器内部に積層ウェブを投入して加熱した不織布を形成し、前記加熱した不織布を、前記不織布パッドの製造装置を通過させた後、冷却硬化する方法で製造し、溝パターンが形成された不織布パッドを製造することを特徴とする。
【0010】
上記の問題点を解決するためになされた本発明による、曲げることが容易な不織布パッドは、好ましくは上記の製造方法により製造されることを特徴とする。
好ましくは、前記不織布パッドは、さらに抗菌処理、芳香処理、防臭処理、防炎処理の中から少なくとも一つ選択された後処理を受けて、機能性を向上することを特徴とする。
【発明の効果】
【0011】
本発明の不織布パッド製造装置により得られる不織布パッドは、一定の間隔で縦、横、又は格子状の溝が、両面又は片面に設けられ、容易に任意の箇所で曲げることができ、且つ曲げの繰返しに対する耐久性がある。また、材質に不織布を使うので、環境・人体に優しい。
従って、病院ベッド、一般ベッド、移動式ベッドなどと共に多様なマット類、又は、ざぶとんなどに好適である。
特に、片面又は両面に格子パターンの溝を形成した不織布パッドは、通気性が優秀である。
【図面の簡単な説明】
【0012】
【図1】図1は本発明に係る不織布パッドの製造装置の側面図。
【図2】図2は本発明に係る不織布パッドの製造装置の正面図。
【図3】図3は本発明に係る下部ローラと上部ローラの組合せ例示3を用いた不織布パッドの製造過程に対する斜視図。
【図4】図4は本発明に係る下部ローラと上部ローラの組合せ例示3を用いた不織布パッドの製造過程に対する正面図。
【図5】図5は本発明に係る下部ローラと上部ローラの組合せ例示4を用いた不織布パッドの製造過程に対する斜視図。
【図6】図6は本発明に係る下部ローラと上部ローラの組合せ例示4を用いた不織布パッドの製造過程に対する側面図。
【図7】図7は本発明に係る下部ローラと上部ローラの組合せ例示3を用いて製造された不織布パッドの斜視図。
【図8】図8は図7のA部分の拡大側面図及び曲げた側面図。
【図9】図9は本発明に係る下部ローラと上部ローラの組合せ例示1を用いた不織布パッドの製造過程に対する斜視図。
【図10】図10は本発明に係る下部ローラと上部ローラの組合せ例示1を用いて製造された不織布パッドの斜視図。
【図11】図11は本発明に係る格子溝パターン例1の製造過程に対する斜視図。
【図12】図12は本発明に係る格子溝パターン例1の不織布パッドの斜視図。
【図13】図13は本発明に係る格子溝パターン例3の製造過程に対する斜視図。
【図14】図14は本発明に係る格子溝パターン例3の不織布パッドの斜視図。
【発明を実施するための形態】
【0013】
以下に添付図面を参照して本発明の好適な実施形態について詳細に説明する。
【0014】
最初に本発明に係る、不織布パッドの製造装置を説明し、続いて、その製造装置を用いた不織布パッドの製造方法を説明し、次にその製造方法により製造された不織布パッド及び不織布パッドの使用方法を説明する。
【0015】
図1、2は、本発明に係る不織布パッドの製造装置100の側面図及び正面図であって、不織布パッドの製造装置100は、大別して、支持部50と下部ローラ10及び上部ローラ20から構成される。
図1、2に示した通り、下部ローラ10と上部ローラ20は各々、基本的に円筒形の構造で、各両端にベアリング30、31が結合され、自由に回転できるように構成する。下部ローラ10と上部ローラ20の円筒形の構造は、その細部の差異によって次のように3種類の実施例を持つ。
【0016】
下部ローラと上部ローラの第1実施例は、図2の下部ローラ10として示した通り、その表面が平滑で無地の円筒形の構造である。
一方、下部ローラと上部ローラの第2実施例及び第3実施例は、下部ローラ又は上部ローラの外周縁に突出部を有しており、突出部の形態には、円周突出部と長手突出部がある。
【0017】
下部ローラと上部ローラの第2実施例は、図2の上部ローラ20として示した通り、表面に円周突出部21を有しており、円周突出部21は下部ローラ又は上部ローラの円周方向に沿って一定の高さで突出した構造を有し、円周突出部21の断面は、一定の厚さの、又は先端に行くほど狭くなる断面を有する板型に形成される(円周突出部の断面は薄いことが望ましい)。
円周突出部は下部ローラ又は上部ローラの長手方向を沿って一定間隔で複多数個形成される。
【0018】
下部ローラと上部ローラの第3実施例は、後述の図5に下部ローラ10又は上部ローラ20として示した通り、表面に各々、長手突出部12、22を有しており、長手突出部12、22は、下部ローラ又は上部ローラの外周縁の長手方向に沿って一定の高さで突出した構造を有し、長手突出部12、22の断面は各々、一定の厚さの、又は先端にば行くほど狭くなる断面を有する板型に形成される(長手突出部の断面は薄いことが望ましい)。
長手突出部12、22は下部ローラ又は上部ローラの円周方向に沿って一定間隔で複多数個形成される。
【0019】
そして支持部50は、図1及び図2に示した通り、下部ローラ10と上部ローラ20を、各々の両端で支持することで、各々に一定の高さを持たせている。
下部ローラ10は支持部50に対して自由回転可能になるように組み立てられる。即ち、ハウジング40に収容したベアリング30を下部ローラ10の両端に組み立てた後、ハウジング40を支持部50に固定することにより、下部ローラ10が自由回転可能になるように設置する。
また、上部ローラ20は下部ローラ10より離隔して相対的に高い位置の支持部50に、自由回転可能になるように組立てられる。即ち、ハウジング41に収容したベアリング31を上部ローラ20の両端に組み立てた後、ハウジング41を支持部50に対して自由回転可能になるように設置する。
【0020】
但し、下部ローラ10の上端部と上部ローラ20の下端部は適切な距離を有するように調節できることが望ましいので、上部ローラ20は上下方向に移動後任意の位置で固定可能にする。
そのため、ハウジング41を移動可能にしたい支持部50の部分に沿って、上下方向に一定の幅及び一定の高さで開いた空間であるガイド51を形成し、ガイド51の両内側面には固定レール51aを形成する。固定レール51aは、通常のT字型レール、凹凸レール、又は適切な傾斜角度(30度〜90度)の台形断面を有するレールで構成する。
これに対して、ハウジング41の両外側面には固定レール51aに結合される移動レール41aを形成する。移動レール41aは、固定レール51aの断面形状に相補的に対応する断面形状のレールで構成する。
【0021】
従って、ハウジング41をガイド51に、移動レール41a及び固定レール51aを介して組み付け、支持部50のガイド51上方に水平に貫通形成した雌ねじに、雄ねじ52(TMスクリュー、ボルスクリュー、ロールラスクリュー等、雌ねじとねじ結合できるあらゆる雄ねじが可能である)を螺合し、支持部50の上方に突出した雄ねじ52の外側先端にはハンドル53を固着し、雄ねじ52の内側先端はハウジング41の上端に固着する。
ここで雄ねじ52のハンドル53を回すと、雄ねじ52が回転しながら、ハウジング41の上昇又は下降に合わせて、上部ローラ20が上昇又は下降して、下部ローラ10と上部ローラ20間の距離を調節できる。
【0022】
さらに、上部ローラ20及び下部ローラ10は、例えば図2に示したように各々一つずつ配置することもできるが、例えば後述の図3及び図5に示した通り、水平方向に並列して複多数個形成することもできる。
このように、上述の第1〜第3実施例のいずれかの種類の、単数又は複数の下部ローラ10及び上部ローラ20が、支持部50に互いに上下に調節された間隔を置いて配列され、各々自由回転可能に設置されることで、本願の不織布パッドの製造装置100が構成される。
【0023】
ここで下部ローラ10及び上部ローラ20の種類及び配列に関する複数個の具体例を例示として挙げると次の通りである。
例示1は、図2及び図9に示した通り、不織布パッドの製造装置100として、第1実施例の下部ローラ10と第2実施例の上部ローラ20を各々複数個(2個)配列した場合であり、このような下部ローラ10及び上部ローラ20の配列を通して、図10に示した通り、不織布パッド400の一面(上面)に、上部ローラ20により形成された円周突出部21の間隔と同じ間隔の溝401を有する不織布パッド400を生産できる。
【0024】
例示2は、不織布パッドの製造装置100として、第1実施例の下部ローラ10と第3実施例の上部ローラ20を各々単数個又は複数個配列した場合であり、このような下部ローラ10及び上部ローラ20の配列を通して、不織布パッド400の一面に、上部ローラ20に形成された長手突出部22の間隔と同じ間隔の溝401を有する不織布パッド400を生産できる。
例示1による不織布パッドの製造装置100では、生産される不織布パッド400の流れる方向と平行に、即ち不織布パッド400の幅方向に対して垂直に、溝401が形成される。
他方、例示2による不織布パッドの製造装置100では、不織布パッド400の流れる方向と垂直に、即ち不織布パッド400の幅方向に対して平行に、溝401が形成される。
【0025】
例示3は、図3及び図4に図示した通り、不織布パッドの製造装置100として、第2実施例の下部ローラ10と第2実施例の上部ローラ20を各々複数個(2個)配列した場合であり、このような下部ローラ10及び上部ローラ20の配列を通して、不織布パッド400の両面に、下部ローラ10及び上部ローラ20に各々形成された円周突出部11、21の間隔と同じ間隔の溝401を有する不織布パッド400を生産できる。
例示3において、下部ローラ10及び上部ローラ20の各円周突出部11、21の間隔を同一にすると、不織布パッド400の両面に形成される溝401が幅方向の同じ位置に形成でき、下部ローラ10及び上部ローラ20の各円周突出部11、21の間隔を異ならせると、不織布パッド400の両面に形成される溝401を幅方向の異なる位置に形成できる。
また、例示3において、下部ローラ10及び上部ローラ20の円周突出部11、21の間隔を同一にし、且つ互いの位置をオフセットすると、不織布パッド400の一面に形成された溝401の位置に対して他面の溝401の位置がオフセットされて形成される。
【0026】
ここで、図7に示した通り、下部ローラ10及び上部ローラ20の円形突出部の間隔は同一である場合、下部ローラ10及び上部ローラ20の円形突出部の位置は、互いに半間隔だけオフセットされることが望ましい。
例示4は、図5及び図6に示した通り、不織布パッドの製造装置100として、第3実施例の下部ローラ10と第3実施例の上部ローラ20を各々複数個(2個)配列した場合であり、このような下部ローラ10及び上部ローラ20の配列を通して、不織布パッド400の両面に、下部ローラ10及び上部ローラ20に形成された長手突出部12、22の間隔と同じ間隔の溝401を有する不織布パッド400を生産できる。
例示4において、不織布パッド400の両面の溝401の位置は、例示3に関して上述したのと同様に、下部ローラ10と上部ローラ20の長手突出部の間隔と位置を調節することにより、両面の溝401の位置を一致させたり、又は異ならせたり、さらには一定の距離をオフセットさせることができる。
しかしながら、図5、6に示した通り、下部ローラ10及び上部ローラ20の長手突出部の間隔が同一である場合、下部ローラ10及び上部ローラ20の長手突出部の位置が互いに半間隔だけオフセットされることが望ましい。
【0027】
例示5は、不織布パッドの製造装置100として、第2実施例の下部ローラ10と第3実施例の上部ローラ20を各々単数個又は複数個配列した場合であり、このような下部ローラ10及び上部ローラ20の配列を通して、不織布パッド400の一面に、下部ローラ10に形成された円周突出部11の間隔と同じ間隔の溝401を形成し、他面には上部ローラ20に形成された長手突出部22の間隔と同じ間隔の溝401を形成された不織布パッド400、即ち両面の溝401の形成方向が互いに直交する不織布パッド400を生産できる。
【0028】
参考までに説明すると、以上の下部ローラ10及び上部ローラ20の種類及び配列に関する例示1〜5において、上部ローラ20と下部ローラ10の種類を交換しても、製造される不織布のパッドに形成される溝401は、上下の面が交換された結果になる。
例えば、例示1は、不織布パッドの製造装置100として、第1実施例の下部ローラ10と第2実施例の上部ローラ20を適用した場合であるが、第2実施例の下部ローラ10と第1実施例の上部ローラ20を適用した場合でも、不織布パッド400の一面(下面)に、下部ローラ10に形成された円周突出部11の間隔と同じ間隔の溝401を有する不織布パッド400を生産できる。
【0029】
上記のように本発明によれば、望みの溝形状の不織布パッド400を得るための下部ローラ10及び上部ローラ20の多様な組合せが可能な不織布パッドの製造装置100を構成できる。このような不織布パッドの製造装置100を用いた不織布パッドの製造方法を説明すれば次の通りである。
最初に、不織布パッド400の原材料である積層ウェブを、ウェブを適切な厚さになるよう積み重ねて形成する。
ウェブは通常、不織布の原材料をオープニングとカーディングしてシーツ形態に形成したものである。
オープニングは通常のオープニング機器(opening machine、打綿機)を通して、塊り形態のベール(bale)として供給される不織布の原材料を解いて広げて、雑物を除去する、即ち塊り状の原材料繊維を解いて綿形態にしながら原材料繊維に含まれた異質物を除去する。
カーディングは、外面にブラッシュが形成されたロールが多数個噛み合った構造のカーディング器(carder)を通し、オープニングした不織布の原材料から、シーツ形態のウェブを作り、その際、カーディング器のブラッシュは、オープニングした原材料繊維を通過しながら、ブラッシング作用(くしけずること)で繊維を移動及び蓄積して、平面のシーツ形態を有するウェブを形成する。
【0030】
上記のようにして作られたウェブは複数枚積層されて積層ウェブを構成し、積層ウェブの厚さは製造する不織布パッドの厚さ及び柔らかさ等によって調節しなければならないが、一般に生産する不織布パッドの厚さに対して、3〜15倍に該当する厚さを有する積層ウェブを供給する。
一方、積層ウェブに使われる繊維は、天然繊維と合成繊維の一方又は双方が可能であるが、一般の多様な天然繊維は勿論のこと、ポリエステル(PE)、ポリプロフィレン(PP)、エチレンテレフタルレート(PET)、塩化ビニール(PVC)、ナイロン等の熱融着が可能な合成繊維を使用できる。その際、積層ウェブを構成する繊維としては、同じ融点を持つ繊維ではなく、融点が130℃以下である低融点繊維15〜60%と、融点が300℃以上である高融点繊維40〜85%を混合する。
このような積層ウェブの繊維の種類と、製造しようとする不織布パッドの性質及び厚さによって、下部ローラ10と上部ローラ20間の距離が決定される。
また、本発明に係る不織布パッド400を得るためには、図1に戻って示した通り、加熱器200、本発明に係る不織布パッドの製造装置100、及び冷却器300に加えて、図示しない切断機及び積載部を順に配置列して、積層ウェブを、この順に通過させて不織布パッド400を製造する。
加熱器200は、一般的な不織布の熱風式ウェブ結合器で構成することが望ましい。
【0031】
参考までに説明すると、不織布のウェブ結合に使用する通常の熱風式ウェブ結合器は、上下にローラ、又はコンベヤー(主に、メッシュ形態)を含む圧縮部201を具備し、圧縮部201の空間内に上下方向から熱風を吹き出す構造となっていて、熱風式ウェブ結合器に一定の厚さの積層ウェブを投入すると、熱風によりウェブが結合すると共に圧縮され、積層ウェブが熱風式ウェブ結合器を通過した後に冷却すると、通常の不織布構造を有する。
また冷却器300は、不織布パッドの製造装置100を通過して加熱された不織布500を冷却するためのものであり、冷却方法には、(自然)空冷方式及び風冷方式があって、空冷の場合、格別の冷却器300を用意せず、不織布パッドの製造装置100と、これにつながり積載部に至る間にコンベヤーやロールを設置して、これらを通過する間に不織布の製造装置を通過した不織布パッド400を常温まで冷却する。
一方、風冷方式は、不織布の製造装置を通過した不織布パッド400に、送風機301を通し常温の風、又は冷風を吹き付ける。
高速冷却のためには、風冷方式の冷却器300を使用することが望ましい。
次に、冷却された不織布パッド400は、図示しない切断機を通して適切な長さに切断した後、図示しない積載部において、適切な大きさで製造されたフレームを有するパレットに積載される。
【0032】
従って、不織布パッド400の望みの形態の溝401を得るために、例示1〜例示5のいずれかの下部ローラ10と上部ローラ20を設置し、積層ウェブを加熱器200に投入して、積層ウェブを加熱・圧縮し、加熱器200では、内部の上下から熱風を吹き出すことと同時に、加熱器200内部に備わった圧縮部201により積層ウェブが1/3倍〜1/15倍に圧縮されて、一定の厚さを有する加熱した不織布500(実際に、積層ウェブは加熱器を通過して冷却すると、ウェブが不完全に結合した状態の、通常の不織布構造を有するが、以下この加熱・圧縮した積層ウェブを、加熱した不織布と称する)を形成する。
そして加熱した不織布500は連続的に不織布パッドの製造装置100の下部ローラ10と上部ローラ20との間を通過しながら、下部ローラ10と上部ローラ20の種類によって異なるパターンの溝401が、加熱した不織布500の一面又は両面に形成されて不織布パッド400となる。
異なるパターンの溝401の説明は、上述のように下部ローラ10と上部ローラ20の組合せの例示1〜5で説明したので省略する。
そして溝401が形成された不織布パッド400は冷却器300を通過すると、溝401が形成された状態で硬化した不織布パッド400を構成し、不織布パッド400は連続的に移動しながら切断機により所望の大きさに切断された後、積載部に移動して積層しながら載置される。
【0033】
ここで、上述の例示1〜例示5を要約して、下部ローラ10と上部ローラ20の組合せを変更することによって可能になった不織布パッド400の溝401のパターンを次の[表1]に示す。
【表1】
【0034】
参考までに上述の説明を繰り返すと、下部ローラ10と上部ローラ20の種類(実施例)を入れ替えても、最終的に製造される不織布パッド400の溝401のパターンは(上下の面の逆転を考慮しなければ)同一になる。
例えば、例示1の反対、即ち、下部ローラ10としては第2実施例に係るローラを使用し、上部ローラ20としては第1実施例に係るローラを使用しても最終的に生産される不織布パッド400の溝パターンは、上下の面の逆転を考慮しなければ例示1と同一になる。
【0035】
さらに、上述の不織布パッドの製造方法において、例示1〜例示5に係る下部ローラ10と上部ローラ20の組合せの中の特定の組合せを用いて不織布パッド400を製造した後、その不織布パッド400を、下部ローラ10と上部ローラ20の組合せを変更した不織布パッドの製造装置100を再度通過させると、格子パターンの溝401を有する不織布パッド400を得ることができる。
その際、最終的な不織布パッド400の厚さ及び性質を考慮して、不織布パッド400が2度目に加熱器200を通過する時には、単純に熱風のみを吹き出して圧縮はしない、又は圧縮部201を通し圧縮することも可能である。
【0036】
格子パターンの例1(以下、格子例1と言う)として、最初に、下部ローラ10と上部ローラ20の例示1の組合せを用いた不織布パッドの製造装置100により不織布パッド400を形成し、次に、図11に示すように、製造された不織布パッド400の上面に形成された溝401が上面にある状態を維持しながら、不織布パッド400を、下部ローラ10と上部ローラ20の例示2の組合せを用いた不織布パッドの製造装置100を通過させると、図12に示した通り、一面(上面)に格子パターンの溝401を有する不織布パッド400を得ることができる。
格子例2として、最初に、下部ローラ10と上部ローラ20の例示1の組合せを用いた不織布パッドの製造装置100により不織布パッド400を形成し、次に、図13に図示すように、製造された不織布パッド400の上面に形成された溝401が上面にある状態を維持しながら、不織布パッド400を、下部ローラ10と上部ローラ20の例示4の組合せを用いた不織布パッドの製造装置100を通過させると、図14に示した通り、一面(上面)に格子パターンの溝401を有し、他面(下面)に製造方向に沿い幅方向に一定間隔で形成された溝401を有する不織布パッド400を得ることができる。
【0037】
上記のように、格子パターンの溝401を有する不織布パッド400を得るためには、上下部ローラの組合せ例示1〜例示5の中で、さらに特定の例示を組合わさなければならない。そのような組合せの例(格子例)と、それにより得られる格子溝パターンを次の[表2]に示す。
【表2】
【0038】
[表2]に示した格子例において、最初と2度目に用いる不織布パッドの製造装置100の順序を入れ替えても、最終的に製造される不織布パッド400の溝401のパターンは(不織布パッド400の表裏の逆転を除いて)同一である。
例えば、格子例1において、最初と2度目の不織布パッドの製造装置100の上下ローラの組の種類を各々、例示2、例示1として製造しても最終的に生産される不織布パッド400の溝パターンは格子例1と同一になる。
【0039】
上記のように製造した不織布パッド400は、病院ベッド、一般ベッド、移動式ベッドなどと共に多様なマット類、又は、ざぶとんなどに適用できる。
一面、又は両面に溝401が形成された不織布パッド400は溝401に沿って曲げることが容易なので、病院ベッドのマットレスに適用すると、頻繁な曲げにも耐久性が優秀で、また、不織布を材質として採用しているので、発泡ウレタンと異なり人体に無害である。
特に、不織布パッド400の両面に、同じ方向に溝401を形成するものの、下部ローラ10と上部ローラ20の、例示3又は例示4の組合せを用いて形成した不織布パッド400の中でも、例えば図7に示したように、不織布パッド400の両面の溝401の間隔が同一であり、且つ一面の溝401の位置が他面の溝401の位置に対して半間隔でオフセットされている場合には、図8に示したように、不織布パッド400が曲げられた時、一面が溝401に沿って容易に屈曲し、一方他面の中央には溝401が無いので容易に弛緩するので、より一層曲げることが容易になる。
【0040】
さらに、不織布パッド400に格子パターンの溝401を形成する場合には、格子パターンの溝401の存在により通気性が優秀になるので、不織布パッド400を使用する患者などの使用者が不織布に直接触れる背部、臀部を快適にできる効果がある。
さらに、製造した不織布パッド400に坑菌処理、芳香処理、防臭処理を施すと、不織布の耐抗菌性を増進して衛生的で、使用者が快適に使用することができ、また、製造した不織布パッド400に防炎処理をすれば、火災にも安全で、使用者の安全性を高めることができる。
【符号の説明】
【0041】
10 下部ローラ
11、21 円周突出部
12、22 長手突出部
20 上部ローラ
30、31 ベアリング
40、41 ハウジング
50 支持部
51 ガイド
52 雄ねじ
53 ハンドル
100 不織布パッドの製造装置
200 加熱器
201 圧縮部
300 冷却器
301 送風機
400 不織布パッド
401 溝
500 加熱した不織布
【特許請求の範囲】
【請求項1】
円筒形の下部ローラ及び上部ローラと、
前記下部ローラと上部ローラの少なくとも一つには、その外周縁に沿って突出した複数個の突出部を一定間隔で形成し、
前記下部ローラの両端をベアリングにより回転可能に支持し、前記上部ローラの両端を前記下部ローラより離隔して相対的に上方の位置にベアリングにより回転可能に支持する支持部とからなる不織布パッド製造装置を構成し、
前記下部ローラと上部ローラの間を、加熱した不織布を通過させて、一定の間隔で溝を形成した不織布パッドを製造することを特徴とする、曲げることが容易な不織布パッドの製造装置。
【請求項2】
前記上部ローラの両端には前記ベアリングを収容するハウジングを設置し、前記支持部は上下方向に一定幅及び一定高さで開いた空間であるガイドを備え、前記ハウジングを前記ガイドに沿って上下移動可能にし、
前記支持部の前記ガイド上方に垂直に貫通形成した雌ねじに、雄ねじを螺合し、前記雄ねじの外側先端にはハンドルを固着し、前記雄ねじの内側先端は前記ハウジングの上端に固着し、前記ハンドルを介して前記雄ねじを回転して前記上部ローラを昇降することにより前記下部ローラとの距離を調節することを特徴とする請求項1に記載の、曲げることが容易な不織布パッドの製造装置。
【請求項3】
前記下部ローラ及び上部ローラの、いずれか一つはその外周縁の円周方向に沿った円周突出部を有し、
前記円周突出部は長手方向に沿って一定間隔で形成され、
前記下部ローラ及び上部ローラ間を通過して製造された不織布パッドは、前記不織布パッドの通過方向に沿って一定間隔の溝を有することを特徴とする請求項2に記載の、曲げることが容易な不織布パッドの製造装置。
【請求項4】
前記下部ローラ及び上部ローラの、いずれか一つはその外周縁の長手方向に沿った長手突出部を有し、
前記長手突出部は円周方向に沿って一定間隔で形成され、
前記下部ローラ及び上部ローラ間を通過して製造された不織布パッドは、前記不織布パッドの幅方向に沿って一定間隔の溝を有することを特徴とする請求項2に記載の、曲げることが容易な不織布パッドの製造装置。
【請求項5】
前記下部ローラ及び上部ローラは、各々外周縁の円周方向に沿った円周突出部を有し、
前記円周突出部は長手方向に沿って一定間隔で形成され、
前記下部ローラ及び上部ローラ間を通過して製造された不織布パッドは、前記不織布パッドの通過方向に沿って一定間隔の溝を有することを特徴とする請求項2に記載の、曲げることが容易な不織布パッドの製造装置。
【請求項6】
前記下部ローラ及び上部ローラの円周突出部の間隔は等しく、
前記支持部に設置された下部ローラ及び上部ローラの各円周突出部の位置は、相対的に半間隔で(即ち前記間隔の半分だけ)オフセットされ、
前記下部ローラ及び上部ローラ間を通過して製造された不織布パッドは、曲げることがより一層容易であることを特徴とする請求項5に記載の、曲げることが容易な不織布パッドの製造装置。
【請求項7】
前記下部ローラ及び上部ローラは、各々外周縁の長手方向に沿った長手突出部を有し、
前記長手突出部は円周方向に沿って一定の間隔で形成され、
前記下部ローラ及び上部ローラ間を通過して製造された不織布パッドは、前記不織布パッドの幅方向に沿って一定間隔の溝を有することを特徴とする請求項2に記載の、曲げることが容易な不織布パッドの製造装置。
【請求項8】
前記下部ローラ及び上部ローラの長手突出部の間隔は等しく、
前記支持部に設置された下部ローラ及び上部ローラの各長手突出部の位置は、相対的に半間隔でオフセットされ、
前記下部ローラ及び上部ローラ間を通過して製造された不織布パッドは、曲げることがより一層容易であることを特徴とする請求項7に記載の、曲げることが容易な不織布パッドの製造装置。
【請求項9】
熱風式ウェブ結合器である加熱器と、前記請求項1ないし請求項8の中いずれか1項に記載の不織布パッドの製造装置とを具備し、
前記加熱器内部に積層ウェブを投入して加熱した不織布を形成し、前記加熱した不織布を、前記不織布パッドの製造装置を通過させた後、冷却硬化する方法で製造し、
溝パターンが形成された不織布パッドを製造することを特徴とする、曲げることが容易な不織布パッドの製造方法。
【請求項10】
前記請求項9の製造方法により製造されることを特徴とする、曲げることが容易な不織布パッド。
【請求項11】
前記不織布パッドは、さらに抗菌処理、芳香処理、防臭処理、防炎処理の中から少なくとも一つ選択された後処理を受けて、機能性を向上することを特徴とする請求項10に記載の、曲げることが容易な不織布パッド。
【請求項1】
円筒形の下部ローラ及び上部ローラと、
前記下部ローラと上部ローラの少なくとも一つには、その外周縁に沿って突出した複数個の突出部を一定間隔で形成し、
前記下部ローラの両端をベアリングにより回転可能に支持し、前記上部ローラの両端を前記下部ローラより離隔して相対的に上方の位置にベアリングにより回転可能に支持する支持部とからなる不織布パッド製造装置を構成し、
前記下部ローラと上部ローラの間を、加熱した不織布を通過させて、一定の間隔で溝を形成した不織布パッドを製造することを特徴とする、曲げることが容易な不織布パッドの製造装置。
【請求項2】
前記上部ローラの両端には前記ベアリングを収容するハウジングを設置し、前記支持部は上下方向に一定幅及び一定高さで開いた空間であるガイドを備え、前記ハウジングを前記ガイドに沿って上下移動可能にし、
前記支持部の前記ガイド上方に垂直に貫通形成した雌ねじに、雄ねじを螺合し、前記雄ねじの外側先端にはハンドルを固着し、前記雄ねじの内側先端は前記ハウジングの上端に固着し、前記ハンドルを介して前記雄ねじを回転して前記上部ローラを昇降することにより前記下部ローラとの距離を調節することを特徴とする請求項1に記載の、曲げることが容易な不織布パッドの製造装置。
【請求項3】
前記下部ローラ及び上部ローラの、いずれか一つはその外周縁の円周方向に沿った円周突出部を有し、
前記円周突出部は長手方向に沿って一定間隔で形成され、
前記下部ローラ及び上部ローラ間を通過して製造された不織布パッドは、前記不織布パッドの通過方向に沿って一定間隔の溝を有することを特徴とする請求項2に記載の、曲げることが容易な不織布パッドの製造装置。
【請求項4】
前記下部ローラ及び上部ローラの、いずれか一つはその外周縁の長手方向に沿った長手突出部を有し、
前記長手突出部は円周方向に沿って一定間隔で形成され、
前記下部ローラ及び上部ローラ間を通過して製造された不織布パッドは、前記不織布パッドの幅方向に沿って一定間隔の溝を有することを特徴とする請求項2に記載の、曲げることが容易な不織布パッドの製造装置。
【請求項5】
前記下部ローラ及び上部ローラは、各々外周縁の円周方向に沿った円周突出部を有し、
前記円周突出部は長手方向に沿って一定間隔で形成され、
前記下部ローラ及び上部ローラ間を通過して製造された不織布パッドは、前記不織布パッドの通過方向に沿って一定間隔の溝を有することを特徴とする請求項2に記載の、曲げることが容易な不織布パッドの製造装置。
【請求項6】
前記下部ローラ及び上部ローラの円周突出部の間隔は等しく、
前記支持部に設置された下部ローラ及び上部ローラの各円周突出部の位置は、相対的に半間隔で(即ち前記間隔の半分だけ)オフセットされ、
前記下部ローラ及び上部ローラ間を通過して製造された不織布パッドは、曲げることがより一層容易であることを特徴とする請求項5に記載の、曲げることが容易な不織布パッドの製造装置。
【請求項7】
前記下部ローラ及び上部ローラは、各々外周縁の長手方向に沿った長手突出部を有し、
前記長手突出部は円周方向に沿って一定の間隔で形成され、
前記下部ローラ及び上部ローラ間を通過して製造された不織布パッドは、前記不織布パッドの幅方向に沿って一定間隔の溝を有することを特徴とする請求項2に記載の、曲げることが容易な不織布パッドの製造装置。
【請求項8】
前記下部ローラ及び上部ローラの長手突出部の間隔は等しく、
前記支持部に設置された下部ローラ及び上部ローラの各長手突出部の位置は、相対的に半間隔でオフセットされ、
前記下部ローラ及び上部ローラ間を通過して製造された不織布パッドは、曲げることがより一層容易であることを特徴とする請求項7に記載の、曲げることが容易な不織布パッドの製造装置。
【請求項9】
熱風式ウェブ結合器である加熱器と、前記請求項1ないし請求項8の中いずれか1項に記載の不織布パッドの製造装置とを具備し、
前記加熱器内部に積層ウェブを投入して加熱した不織布を形成し、前記加熱した不織布を、前記不織布パッドの製造装置を通過させた後、冷却硬化する方法で製造し、
溝パターンが形成された不織布パッドを製造することを特徴とする、曲げることが容易な不織布パッドの製造方法。
【請求項10】
前記請求項9の製造方法により製造されることを特徴とする、曲げることが容易な不織布パッド。
【請求項11】
前記不織布パッドは、さらに抗菌処理、芳香処理、防臭処理、防炎処理の中から少なくとも一つ選択された後処理を受けて、機能性を向上することを特徴とする請求項10に記載の、曲げることが容易な不織布パッド。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2010−203029(P2010−203029A)
【公開日】平成22年9月16日(2010.9.16)
【国際特許分類】
【出願番号】特願2009−280874(P2009−280874)
【出願日】平成21年12月10日(2009.12.10)
【出願人】(509340230)
【Fターム(参考)】
【公開日】平成22年9月16日(2010.9.16)
【国際特許分類】
【出願日】平成21年12月10日(2009.12.10)
【出願人】(509340230)
【Fターム(参考)】
[ Back to top ]