
曲げ加工性に優れた高強度冷延鋼板
【課題】曲げ加工において介在物を起点とした割れの抑制された曲げ加工性に優れた高強度冷延鋼板を提供する。
【解決手段】鋼板の成分が、C:0.05〜0.3%、Si:3.0%以下(0%を含まない)、Mn:1.5〜3.5%、P:0.1%以下(0%を含まない)、S:0.05%以下(0%を含まない)、およびAl:0.15%以下(0%を含まない)を満たし、残部が鉄および不可避的不純物からなり、鋼組織が、フェライト組織と、マルテンサイト組織を含む第2相とを含む複合組織であり、かつ、鋼板の表面から(板厚×0.1)深さまでの表層域において、規定のn回目の判定で定まるn次介在物群であって、この介在物群の2つの最外粒子の鋼板圧延方向における最外表面間距離が80μm以上であるものが、圧延面100cm2当たり120個以下であることを特徴とする曲げ加工性に優れた高強度冷延鋼板。
【解決手段】鋼板の成分が、C:0.05〜0.3%、Si:3.0%以下(0%を含まない)、Mn:1.5〜3.5%、P:0.1%以下(0%を含まない)、S:0.05%以下(0%を含まない)、およびAl:0.15%以下(0%を含まない)を満たし、残部が鉄および不可避的不純物からなり、鋼組織が、フェライト組織と、マルテンサイト組織を含む第2相とを含む複合組織であり、かつ、鋼板の表面から(板厚×0.1)深さまでの表層域において、規定のn回目の判定で定まるn次介在物群であって、この介在物群の2つの最外粒子の鋼板圧延方向における最外表面間距離が80μm以上であるものが、圧延面100cm2当たり120個以下であることを特徴とする曲げ加工性に優れた高強度冷延鋼板。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、曲げ加工性に優れた高強度冷延鋼板に関するものであり、曲げ加工において加工割れ不良率の小さい、高強度(特には引張強度が780MPa以上)の冷延鋼板に関するものである。
【背景技術】
【0002】
自動車の安全性および環境問題に配慮して、自動車用鋼板の高強度化が指向されている。一般に、高強度化に伴い加工性は低下するが、強さと加工性を兼備した鋼板がこれまでに種々考案され、実用化されている。例えばフェライト相と、マルテンサイトやベイナイトなどの低温変態相とを共存させた複合組織鋼板が、加工性に優れた高強度鋼板として用いられている。複合組織鋼板は、軟質なフェライト地に硬質な低温変態相を分散させることによって強度と加工性の向上を同時に図るものである。しかしこのような鋼板において、介在物を起点とした加工割れが問題となっている。
【0003】
この様な事情に鑑みて、介在物を制御して加工性の向上を図った技術がこれまでに提案されている。例えば特許文献1には、円相当換算で直径5μm以上の介在物を25個/mm2以下とすることで、曲げ加工性に優れた冷延鋼板が得られる旨示されている。特許文献2には、Si脱酸鋼において、短径が5μm以上の酸化物系介在物を35個/cm2以下にすることで延性に富む冷延鋼板が得られる旨示されている。また特許文献2には、展伸、破砕しやすい介在物組成にして微細化することが示されている。
【0004】
しかし、上記特許文献1や2の様に、個々の介在物が微細かつ低密度であっても、その分布次第では介在物を起点とした割れが生じる場合がある。よって、加工性(特には、自動車用鋼板に要求される曲げ加工性)を確実に高めるには更なる検討が必要であると考えられる。尚、特許文献1では、低硫鋼にする必要もありコストアップにつながる。また特許文献2には、加工性の中でも、特に自動車用鋼板に要求される曲げ加工性について述べられていない。
【0005】
また、特許文献3には、缶用冷延鋼板の圧延面に平行な任意断面で観察される、点列状介在物(酸化物系介在物のうち3個以上が圧延方向に平行に、且つ互いに200μm未満の間隔で直線状に並んだもの)の存在割合を、6003個/m2〜2×104個/m2とすることで、製缶不良を低減できる旨示されている。しかし、特許文献3は缶用に限定されており、その要求特性として、絞り加工が要求されるが、上記自動車用鋼板として用いられる場合に要求される曲げ加工性については検討されていない。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第3845554号公報
【特許文献2】特開2005−272888号公報
【特許文献3】特許第3421943号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上述した通り、従来は、主として個々の介在物サイズ・数量を厳密に制御することで、介在物性欠陥の少ない高強度鋼板を実現している。しかしながら、該鋼板を曲げ加工に供すると、著しく緩やかな加工条件においても割れが散発することがあり、生産性の悪化および検品等によるコストアップが問題視されている。
【0008】
本発明は上記の様な事情に着目してなされたものであって、その目的は、曲げ加工において介在物を起点とした曲げ割れ率を十分に小さくすることのできる、曲げ加工性に優れた高強度冷延鋼板を得ることにある。
【課題を解決するための手段】
【0009】
上記課題を解決し得た本発明の高強度冷延鋼板は、
鋼板の成分が、
C:0.05〜0.3%(質量%の意味。成分について以下同じ)、
Si:3.0%以下(0%を含まない)、
Mn:1.5〜3.5%、
P:0.1%以下(0%を含まない)、
S:0.05%以下(0%を含まない)、および
Al:0.15%以下(0%を含まない)
を満たし、残部が鉄および不可避不純物からなり、
鋼組織が、フェライト組織と、マルテンサイト組織を含む第2相とを含む複合組織であり、かつ、
鋼板の表面から(板厚×0.1)深さまでの表層域において、
下記に示すn回目の判定で定まるn次介在物群であって、この介在物群の2つの最外粒子の鋼板圧延方向における最外表面間距離が80μm以上であるものが、圧延面100cm2当たり120個以下であるところに特徴を有する。
【0010】
(n回目の判定)
n−1次介在物群(nは1以上の整数、n=1の場合、0次介在物群は介在物粒子をいう)と、近接する1以上のx次介在物群(x=0〜n−1、nは1以上の整数、0次介在物群は介在物粒子をいう)とからなり、このn−1次介在物群とx次介在物群の最近接粒子の最小表面間距離(λ)が、下記(1)式を満たしかつ60μm以下である介在物群を、「n次介在物群」とする。
【0011】
【数1】

【0012】
[(1)式において、
λ:n−1次介在物群とx次介在物群の最近接粒子の最小表面間距離(μm)
σy:鋼板の降伏強度(MPa)
d1:n−1次介在物群の、鋼板圧延方向の粒子径(n=1の場合)または2つの最外粒子の鋼板圧延方向における最外表面間距離(n≧2の場合)(μm)
d2:x次介在物群の、鋼板圧延方向の粒子径(x=0の場合)または2つの最外粒子の鋼板圧延方向における最外表面間距離(x≧1の場合)(μm)]
【0013】
本発明の鋼板は、更に他の元素として、
(A)Cr:1%以下(0%を含まない)および/またはMo:0.5%以下(0%を含まない);や、
(B)Ti:0.2%以下(0%を含まない)、V:0.2%以下(0%を含まない)、およびNb:0.3%以下(0%を含まない)よりなる群から選択される少なくとも1種の元素;
(C)Cu:0.5%以下(0%を含まない)および/またはNi:0.5%以下(0%を含まない);
(D)Ca:0.010%以下(0%を含まない)、Mg:0.010%以下(0%を含まない)、および希土類元素:0.005%以下(0%を含まない)よりなる群から選択される少なくとも1種の元素;
を含んでいてもよい。
【0014】
本発明には、上記高強度冷延鋼板に、溶融亜鉛めっきが施された溶融亜鉛めっき鋼板や、合金化溶融亜鉛めっきが施された合金化溶融亜鉛めっき鋼板が含まれる。
【発明の効果】
【0015】
本発明によれば、曲げ加工性に優れた高強度冷延鋼板が確実に得られ、例えばこれを、自動車用鋼板として用いることができる。具体的には、例えばフロントやリア部のサイドメンバ等の衝突部品や、センターピラーレインフォースなどのピラー類等の車体構成部品、シート部品等の製造に適した鋼板を提供できる。
【図面の簡単な説明】
【0016】
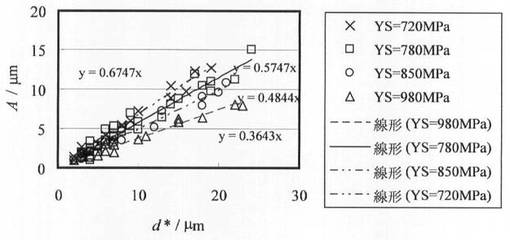
【図1】図1は、真の介在物粒子径(d*)とボイド成長範囲(A)との関係を、鋼板の降伏強度(YS)別に示したグラフである。
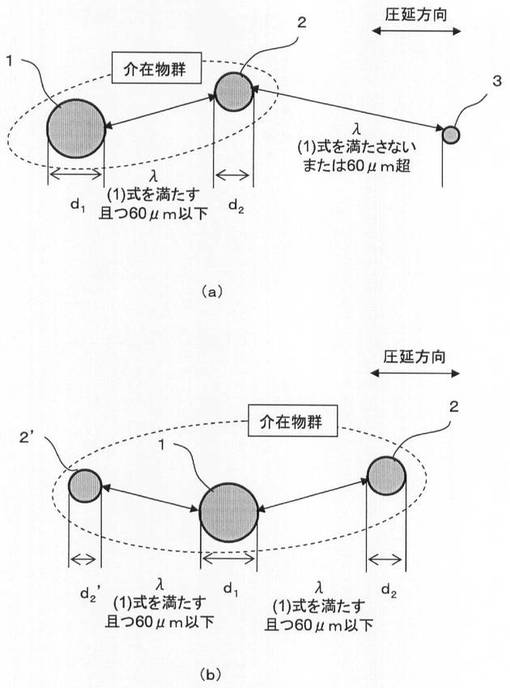
【図2】図2(a)(b)は、1次介在物群の態様を例示した図である。
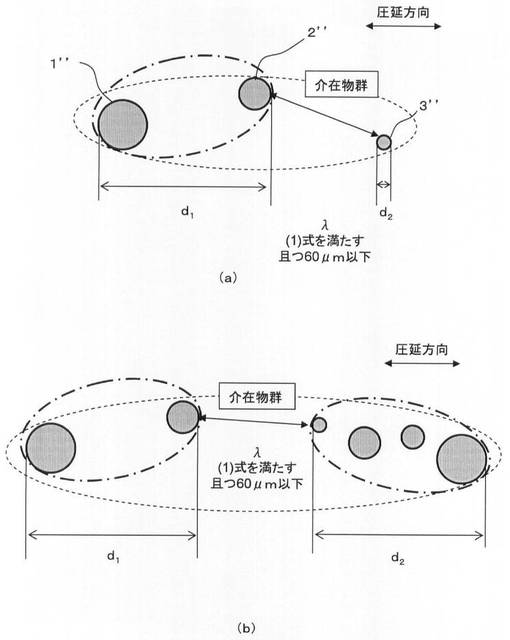
【図3】図3(a)(b)は、2次介在物群の態様を例示した図である。
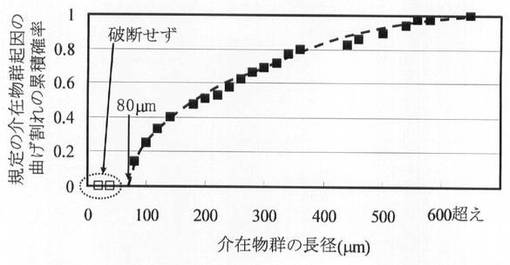
【図4】図4は、介在物群の長径と規定の介在物群起因の曲げ割れの累積確率との関係を示したグラフである。
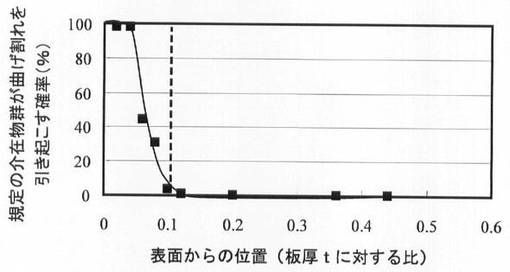
【図5】図5は、表面からの位置(板厚tに対する比)と、規定の介在物群が曲げ割れを引き起こす確率の関係を示したグラフである。
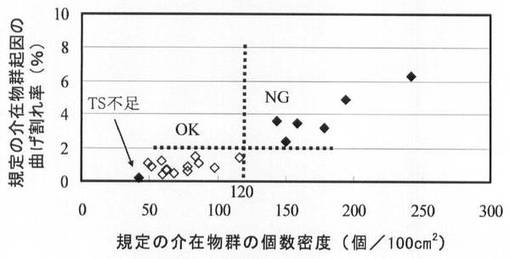
【図6】図6は、規定の介在物群の個数密度と規定の介在物群起因の曲げ割れ率の関係を示したグラフである。
【発明を実施するための形態】
【0017】
本発明者らは、上述した様に個々の介在物粒子の成分・組成を制御しても、加工(特に曲げ加工)において割れが生じることに鑑みて、鋭意研究を重ねてきた。その結果、まず、下記のことを見出した。
(1)曲げ割れの起点は、鋼板の圧延方向と平行に点列状に分布した介在物群であること。
(2)そして、上記介在物群を構成する個々の介在物粒子が、従来技術(例えば特許文献1)で規定するように微細であっても、これらが点列状に分布した介在物群となることによって、加工時に個々の介在物粒子の周辺に発生したボイド同士が合体し、単独で存在する介在物粒子周辺に発生するボイドに比べて、粗大で扁平な欠陥(ボイド)が形成されること。そして、この様な粗大で扁平な欠陥(ボイド)には、曲げ加工時に、単独で存在する介在物粒子周辺に発生するボイドと比較して非常に大きな応力が集中し、その結果、材料が容易に破断に至ると考えられること。
【0018】
これらの知見をもとに、介在物粒子の分布が具体的にどのような状態である場合に、上記粗大で扁平な欠陥(ボイド)が形成されるかについて調べた。その結果、まず2つの介在物粒子の分布が下記(1)式を充足する場合に、一つの長大な欠陥を形成する介在物群としてふるまうことがわかった。(1)式は、「個々の介在物粒子に発生したボイドが、隣接するボイドと合体するためには、ボイド間の材料が塑性変形する必要がある」との考えに基づき、欠陥周辺の応力集中がもたらす塑性変形範囲を考慮して実験的に得たものである。
【0019】
【数2】
【0020】
[(1)式において、
λ:任意の介在物粒子とこれに近接する介在物粒子の最小表面間距離(μm)
σy:鋼板の降伏強度(MPa)
d1:任意の介在物粒子の、鋼板圧延方向の粒子径(μm)
d2:上記任意の介在物に近接する介在物粒子の、鋼板圧延方向の粒子径(μm)]
ここでは、まず基本的な考え方を示すため、上記(1)式のλ、d1、d2について上記の通り定義する。
【0021】
(1)式の導出方法は次のとおりである。後述する実施例のNo.4(強度が低い)を除く例において、破断面で観察される介在物粒子の、真の介在物粒子径(d*)とその周辺に形成されるボイド径(D)から、ボイド成長範囲(A=(D−d*)/2)とd*の関係を得た。この真の介在物粒子径(d*)とボイド成長範囲(A)との関係を、鋼板の降伏強度別に示したグラフを図1に示す。この図1で得た結果を、鋼板の降伏強度(YS=σy)で整理すると下記(2)式が得られる。
【0022】
【数3】
【0023】
また一般に、任意の面で観察される介在物粒子径(d)と真の介在物粒子径(d*)との間には下記(3)式の関係がある。
d *=1.27d …(3)
【0024】
上記(2)式および(3)式より、ボイド成長範囲(A)は、下記(4)式のように表すことができる。
A = (1.9-0.0015σy)d …(4)
【0025】
したがって、近接する介在物粒子の粒子径をそれぞれd1およびd2とすると、それぞれのボイド成長範囲の合計(A1+A2)が、2つの介在物粒子の最小表面間距離(λ)以上である場合にボイドが合体すると考え、上記(1)式を得た。
【0026】
また本発明では、上記λが60μmよりも大きくなると、後述する規定の介在物群の個数密度と規定の介在物群起因の曲げ割れ率との相関性が低くなるため、λを60μm以下とした。この様にλを60μm以下と規定することで、介在物粒子間が過剰に大きい場合も制御の必要な従来技術と比べ、コストアップを抑えることができる。
【0027】
そして本発明では、上記(1)式を満たすと共にλが60μm以下を満たす上記2つの介在物粒子からなるものを、曲げ加工時に粗大で扁平な欠陥(ボイド)を形成する「介在物群」であるとした。この介在物群について図2(a)に模式的に例示する。尚、図2(a)において、右端の介在物粒子3は、介在物粒子2との関係において、図2(a)に示す通り(1)式を満たさないかλが60μmを超えているため、介在物粒子2とは介在物群を構成しないことを示している。
【0028】
上記では、d1、d2について、いずれも介在物粒子である場合について述べたが、上記2つの介在物粒子からなる介在物群を、1つの介在物粒子とみなした場合、更にこれと近接する介在物粒子や別の介在物群との間で、(1)式を満たすと共にλが60μm以下を満たし、更に粗大な介在物群を構成する場合がある。よってこの様な場合には、上記2つの介在物粒子からなる介在物群と、これに近接する介在物粒子や別の介在物群との間で、更に、(1)式を満たすと共にλが60μm以下を満たすか否かの判定(2回目以降の判定)を行う必要がある。
【0029】
この様に、介在物群の判定[2つの介在物粒子または介在物群が、上記関係((1)式を満たすと共にλが60μm以下)を満たし、新たな介在物群を構成するか否かの判定]を、1回目、2回目…と段階的に繰り返し行うことによって、本発明の介在物群を特定することができる。
【0030】
尚、上記判定は、介在物群の周囲に、この介在物群との間で(1)式を満たしかつλが60μm以下である、介在物粒子や介在物群が存在しなくなるまで行い、最終的に得られた介在物群を1個の介在物群とカウントする。
【0031】
よって、例えば後述する図3(a)に例示した3個の介在物粒子(1''、2''および3'')からなる介在物群は、その構成が、1回目の判定で介在物群と判定された2個の介在物粒子1''および2''からなる介在物群と、2回目の判定で該介在物群と上記関係を満たすと判断された介在物粒子3''とからなるが、上記2個の介在物粒子(1''および2'')からなる介在物群と、該介在物群を含む3個の介在物粒子(1''、2''および3'')からなる介在物群とを分けて、介在物群2個とカウントするのではなく、2回目の判定で介在物群と判定された、介在物粒子1''、2''および3''からなる(2次)介在物群1個とカウントする。
【0032】
具体的には例えば、以下の様にして段階的に介在物群を判定することができる(下記では、3回目までの介在物群の判定を具体的に示している)。
【0033】
(i)1回目の判定(1次介在物群の判定)
少なくとも2つの介在物粒子の間で、λが、上記(1)式を満たすと共に60μm以下を満たす場合には、これらからなる介在物群を「1次介在物群」とする(図2(a)に模式的に例示する)。
【0034】
尚、図2(b)に例示する通り、介在物粒子1が介在物粒子2以外に、介在物粒子2’との関係においても、λが上記(1)式を満たすと共に60μm以下を満たす場合には、これら介在物粒子1、2および2’からなる介在物群を「1次介在物群」とする。
【0035】
(ii)2回目の判定(2次介在物群の判定)
(ii−1)上記1次介在物群と、近接する1以上の介在物粒子との間で、λが、(1)式を満たすと共に60μm以下を満たす場合には、これらからなる介在物群を「2次介在物群」とする。この2次介在物群を図3(a)に模式的に例示する。
【0036】
(ii−2)上記1次介在物群と、近接する1以上の別の1次介在物群との間で、λが、(1)式を満たすと共に60μm以下を満たす場合には、これらからなる介在物群を「2次介在物群」とする。この2次介在物群を図3(b)に模式的に例示する。
【0037】
(iii)3回目の判定(3次介在物群の判定)
(iii−1)上記2次介在物群と、近接する1以上の介在物粒子との間で、λが、(1)式を満たすと共に60μm以下を満たす場合には、これらからなる介在物群を「3次介在物群」とする。
【0038】
(iii−2)上記2次介在物群と、近接する1以上の1次介在物群との間で、λが、(1)式を満たすと共に60μm以下を満たす場合には、これらからなる介在物群を「3次介在物群」とする。
【0039】
(iii−3)上記2次介在物群と、近接する1以上の別の2次介在物群との間で、λが、(1)式を満たすと共に60μm以下を満たす場合には、これらからなる介在物群を「3次介在物群」とする。
【0040】
以降、4回目の判定(4次介在物群の判定)へと続く。
【0041】
上記判定の方法から、n回目(nは1以上の整数)の判定で定まる、任意の介在物群:n次介在物群について、下記の通り表すことができる。
【0042】
即ち、n次介在物群は、n−1次介在物群(nは1以上の整数、n=1の場合、0次介在物群は介在物粒子をいう)と、近接する1以上のx次介在物群(x=0〜n−1、nは1以上の整数、0次介在物群は介在物粒子をいう)とからなり、このn−1次介在物群とx次介在物群の最近接粒子の最小表面間距離(λ)が、下記(1)式を満たしかつ60μm以下である介在物群をいう。
【0043】
【数4】
【0044】
[(1)式において、
λ:n−1次介在物群とx次介在物群の最近接粒子の最小表面間距離(μm)
σy:鋼板の降伏強度(MPa)
d1:n−1次介在物群の、鋼板圧延方向の粒子径(n=1の場合)または2つの最外粒子の鋼板圧延方向における最外表面間距離(n≧2の場合)(μm)
d2:x次介在物群の、鋼板圧延方向の粒子径(x=0の場合)または2つの最外粒子の鋼板圧延方向における最外表面間距離(x≧1の場合)(μm)]
【0045】
上記「n回目の判定で定まる」とは、上述した通り、介在物群の周囲に、この介在物群との間で(1)式を満たしかつλが60μm以下である、介在物粒子や介在物群が存在しなくなるまで上記判定を繰り返し行って、最終的に得られる1つの介在物群を決定することをいう。
【0046】
尚、判定するにあたり、対象となる介在物粒子の鋼板圧延方向の粒子径の下限は0.5μm程度である。
【0047】
〔介在物群の長径について〕
上記判定により求められる介在物群であっても、その大きさによって、曲げ加工性に与える影響は異なる。よって、上記介在物群のサイズ(介在物群の長径=介在物群の2つの最外粒子の鋼板圧延方向における最外表面間距離)と、曲げ加工性(規定の介在物群起因の曲げ割れ率)との関係を調べた。図4は、後述する実施例のNo.4(強度が低い)を除いた例において、介在物群を起点に割れた試料の破断面を観察して、破断起点の介在物群の鋼板圧延方向の長径を求め、長径が例えば20以上40未満μm、40以上60未満μm、60以上80未満μm…の範囲内の介在物群を、それぞれ20μm、40μm、60μm…の介在物群として集計し、長径20μmごとの規定の介在物群起因の曲げ割れの累積確率を表したものである。
【0048】
この図4より、介在物群の長径:80μm以上で、この介在物群起因の割れ発生(累積確率>0)が認められたため、制御の対象とする介在物群の長径の下限を80μmとした(以下、長径80μm以上の介在物群を「規定の介在物群」ということがある)。
【0049】
〔観察領域について〕
上記規定の介在物群を原因として曲げ割れが顕著になるのは、特に曲げ加工時に多大な歪が導入される鋼板の表層域であることから、次の様な測定を行って本発明における観察領域を特定した。即ち、後述する実施例のNo.4(強度が低い)を除いた例の鋼板を用い、予め周波数30MHzおよび50MHzの条件で超音波探傷法により、圧延面における欠陥指示位置(介在物位置)を特定した。そして、曲げ稜線が圧延方向と平行になり、且つ当該調査で得た欠陥指示位置(介在物位置)と一致するように、後述する実施例に示す通り曲げ加工を実施した。
【0050】
曲げ加工を施して破断した試験片について、割れ起点の破断面を調査した。そして、規定の介在物群の存在有無を確認し、規定の介在物群が存在するものについては、表面からの位置(深さ)を測定した。また、破断しなかった試験片については、圧延面における欠陥指示位置から板厚方向に0.5t(t:板厚)まで研削し、表面から0.5t深さの範囲内における規定の介在物群の存在有無を確認した。
【0051】
そして、表面からの各測定位置において、規定の介在物群が曲げ割れを引き起こす確率(%)(後述する「規定の介在物群起因の曲げ割れ率」とは区別される。)を、100×(曲げ加工で破断した試験片であって規定の介在物群が存在した試験片の数)/[(曲げ加工で破断した試験片であって規定の介在物群が存在した試験片の数)+(曲げ加工で破断しなかった試験片であって規定の介在物群が存在した試験片の数)]より求めた。
【0052】
その結果を整理したものを図5に示す。尚、図5における0.02t(板厚tに対する比が0.02)、0.04t、0.06t…の結果は、それぞれ表面(深さ0mm)〜0.02t、0.02t超〜0.04t、0.04t超〜0.06t…における測定結果を集計したものである。この図5から、本発明で規定の介在物群は、鋼板の表面から、板厚×0.1(0.1t)深さまでの範囲に存在する場合に、曲げ割れの原因となっていることがわかる。また、曲げ加工性は表層域の影響を強く受けていることがわかる。そこで本発明では、規定の介在物群の観察領域を、鋼板の表面から(板厚×0.1)深さまでとした。
【0053】
〔規定の介在物群の個数密度と曲げ加工性の関係について〕
次いで、本発明者らは、規定の介在物群の個数密度と、曲げ加工性(規定の介在物群起因の曲げ割れ率)との関係を調べた。図6は、後述する実施例に示す方法で求めた、規定の介在物群の個数密度と規定の介在物群起因の曲げ割れ率の関係を表したグラフである。尚、規定の介在物群起因の曲げ割れ率が2.0%以下であれば、実製品において問題ないことを別途確認している。
【0054】
この図6より、規定の介在物群起因の曲げ割れ率:2.0%以下を達成するには、規定の介在物群の個数密度を、圧延面100cm2当たり120個以下とする必要があることがわかる。好ましい個数密度は圧延面100cm2当たり100個以下である。
【0055】
上記規定の介在物群の測定は、後述する実施例に示す通り、例えば光学顕微鏡(倍率:100倍)にて目視観察して行うことができる。また、この光学顕微鏡観察結果を2値化した後、予め上記(1)式やλの境界値(60μm)の条件を設定した画像解析処理により自動測定することもできる。
【0056】
本発明は、介在物群の形態が上記規定を満たすことを要件としており、介在物群を構成する個々の介在物粒子の成分については特に規定されない。介在物粒子として、例えばAl、Si、Mn、Ca、Mg(Ca、Mgについては、選択元素として含んでいない場合にも、製造過程での炉壁からやスラグの巻き込みにより含まれうる)等を含む酸化物系介在物や、Mn、Ti等を含む硫化物系介在物、または、これらの複合介在物が挙げられる。また、選択元素として、上記CaやMgの他、希土類元素を含む場合には、これらの元素を含む酸化物系介在物や、硫化物系介在物が存在しうる。
【0057】
尚、本発明は、上述の通り、介在物群として制御したところにポイントがあるが、鋼板の介在物粒子の総数は、従来の通り低減されていることが好ましく、具体的には、鋼板圧延方向の粒子径が5μm以上の介在物粒子が、25個/mm2以下に抑えられていることが好ましい。
【0058】
〔鋼組織について〕
本発明の冷延鋼板を、例えば自動車用鋼板として用いる場合、特性として強度と加工性の兼備が要求される。フェライト組織は、優れた加工性を確保するのに有効であるが、多すぎると780MPa以上の高強度を確保することが困難となる。そこで、第2相として低温変態相を存在させるのがよい。特に、可動転位の導入による加工性の向上が期待できるマルテンサイト組織(焼戻しマルテンサイトを含んだマルテンサイト組織)の活用が効果的である。よって、第2相に占めるマルテンサイト組織の割合を70面積%以上とすることが好ましい。より好ましくは80面積%以上である。第2相の残部組織として、ベイナイト組織および/または残留オーステナイト組織を、高強度化および加工性に影響を及ぼさない程度(第2相に占める割合で30面積%以下)含んでいてもよい。
【0059】
本発明の鋼板は、上記フェライト組織、第2相以外に、製造工程で不可避的に含まれうる組織(パーライト等)も含みうる。
【0060】
上記介在物形態を含めた組織制御の効果を十分に発揮させて、曲げ加工性を確実に高めると共に、高強度と優れた加工性のバランスを兼備する鋼板を実現するには、下記の成分組成を満たすようにする必要がある。また後述する製造条件で製造することが推奨される。以下では、まず、鋼板の成分組成について詳述する。
【0061】
〔鋼板の成分組成について〕
〔C:0.05〜0.3%〕
Cは、強度確保のために0.05%以上(好ましくは0.07%以上)含有させることが必要である。しかし0.3%を超えると、フェライト組織と第2相の硬度差が大きくなり曲げ加工性が低下する。よって本発明では、C量を0.3%以下とする。好ましくは0.25%以下である。
【0062】
〔Si:3.0%以下(0%を含まない)〕
Siは、フェライト組織を固溶強化して強度を確保するのに必要な元素である。また、フェライト組織と第2相との硬度差を小さくして曲げ加工性を向上させるのに有効な元素でもある。これらの観点から、Siを0.5%以上含有させることが好ましい。しかし3.0%を超えてもこれらの効果は飽和し、熱間脆性を誘発する。よって本発明では、Si量を3.0%以下とする。好ましくは2.5%以下である。
【0063】
〔Mn:1.5〜3.5%〕
Mnは、焼き入れ性を向上させて強度を高めるのに有効な元素である。また、固溶強化元素でもあるため、その下限を1.5%とした。好ましくは1.7%以上である。しかし過剰に含まれると、低温変態相(マルテンサイト組織)の生成が必要以上に促進されることによる曲げ加工性の低下、およびMnSなどの介在物が増加することによる曲げ加工性の低下を招くため、その上限を3.5%とした。好ましくは3.0%以下である。
【0064】
〔P:0.1%以下(0%を含まない)〕
Pは、加工性を低下させる元素であるため、0.1%以下に抑える。好ましくは0.05%以下である。
【0065】
〔S:0.05%以下(0%を含まない)〕
Sは、介在物量を増加させ、曲げ加工性を低下させる元素であるため、0.05%以下に抑える。好ましくは0.03%以下、より好ましくは0.01%以下、特には0.005%以下である。
【0066】
〔Al:0.15%以下(0%を含まない)〕
Alは、脱酸に必要な元素であるためその下限は0.005%程度(下限は、特には0.01%程度)である。しかし過剰に含まれると、前記脱酸効果が飽和するだけでなく、介在物量の増加を招き、曲げ加工性を低下させるため、その上限を0.15%とした。好ましくは0.10%以下、より好ましくは0.05%以下である。
【0067】
本発明で規定する基本成分は前記の通りであって、残部は鉄および不可避不純物であり、該不可避不純物として、原料、資材、製造設備等の状況によって持ち込まれる元素の混入が許容され得る。更に、本発明の作用に悪影響を与えない範囲で下記元素を積極的に含有させることも可能である。
【0068】
〔Cr:1%以下(0%を含まない)および/またはMo:0.5%以下(0%を含まない)〕
Cr、Moは、鋼の焼き入れ性を向上させて高強度化に寄与する元素である。該効果を十分発揮させるには、Crの場合0.05%以上、Moの場合0.01%以上含有させることが好ましい。しかし上記元素が過剰に含まれると、加工性が悪化して曲げ不良率の増加を招く。よって、Cr量は1%以下(より好ましくは0.8%以下)、Moは0.5%以下(より好ましくは0.4%以下)とすることが好ましい。
【0069】
〔Ti:0.2%以下(0%を含まない)、V:0.2%以下(0%を含まない)、およびNb:0.3%以下(0%を含まない)よりなる群から選択される少なくとも1種の元素〕
Ti、V、Nbは、炭化物または窒化物による析出強化を発現させる元素である。該効果を十分発揮させるには、Tiの場合0.005%以上、Vの場合0.005%以上、Nbの場合0.005%以上含有させることが好ましい。しかし、上記元素が過剰に含まれると、加工性が悪化して曲げ不良率の増加を招く。よって、Ti量は0.2%以下(より好ましくは0.16%以下)、V量は0.2%以下(より好ましくは0.16%以下)、Nb量は0.3%以下(より好ましくは0.25%以下)とすることが好ましい。
【0070】
〔Cu:0.5%以下(0%を含まない)および/またはNi:0.5%以下(0%を含まない)〕
Cu、Niは、耐食性向上により耐遅れ破壊性を向上させるのに有効な元素である。この様な効果は、特に引張強度が980MPaを超える鋼板で有効に発揮される。該効果を十分発揮させるには、Cuの場合0.05%以上、Niの場合0.05%以上含有させることが好ましい。しかしながら、過剰に含まれると加工性が低下するため、Cu、Niの上限をいずれも0.5%とすることが好ましい。より好ましくはいずれも0.4%以下である。
【0071】
〔Ca:0.010%以下(0%を含まない)、Mg:0.010%以下(0%を含まない)、および希土類元素:0.005%以下(0%を含まない)よりなる群から選択される少なくとも1種の元素〕
Ca、Mgおよび希土類元素は介在物の形態制御に有効な元素である。該効果を十分発揮させるには、Caの場合0.0003%以上、Mgの場合0.0001%以上、希土類元素の場合0.0005%以上含有させることが好ましい。しかし過剰に含まれると、これらの元素自体が介在物となり曲げ加工性を低下させるため、Ca、Mgはいずれも0.010%以下(より好ましくは0.008%以下)、希土類元素は0.005%以下(より好ましくは0.004%以下)とすることが好ましい。
【0072】
上記希土類元素は、ランタノイド元素(周期表において、LaからLuまでの合計15元素)を意味する。これらの元素のなかでも、Laおよび/またはCeを含有することが好ましい。また、溶鋼へ添加するREMの形態は特に限定されず、例えば、REMとして、純Laや純Ceなど、或いはFe−Si−La合金,Fe−Si−Ce合金,Fe−Si−La−Ce合金などを添加すればよい。また、溶鋼へミッシュメタルを添加してもよい。ミッシュメタルとは、セリウム族希土類元素の混合物であり、具体的には、Ceを40〜50%程度、Laを20〜40%程度含有している。
【0073】
鋼板として、特に高強度域(780MPa以上、特には980MPa以上、上限は1200MPa程度)の鋼板を対象とした場合に、本発明の効果が存分に発揮される。
【0074】
本発明は、上記鋼板の製造方法まで規定するものではないが、上記規定の介在物形態を実現させるには、特に、熱間圧延時における約1000℃以下の温度域で圧延時の圧下率および冷間圧延時の圧下率(冷延率)の合計圧下率を制御することが推奨される。
【0075】
本発明は、上述の通り、介在物粒子の成分まで規定するものではないが、本発明の鋼板の成分組成においては、介在物が主として酸化物系介在物より構成されている場合が多く、塑性変形能が小さくなる比較的低温度域での圧延時に、この酸化物系介在物が破砕・分散することで、規定の介在物群が生じうる。微細に破砕され長距離に分散した介在物群には、上述した通り、曲げ加工時に長大で扁平な欠陥(ボイド)が形成され、この欠陥周辺で大きな応力集中が発生することで曲げ割れが生じる。したがって、当該温度域での圧下率を比較的小さくして、破砕の程度を抑制することが推奨される。
【0076】
本発明の成分組成を満たす鋼板において存在しうる酸化物系介在物は、Al、Si、Mn、Mg、Ca、希土類元素の単独酸化物および/または複合酸化物であり、これらの軟化点および母材の変形能を勘案すると、約1000℃から室温領域での圧下率(具体的には、熱間圧延時における約1000℃以下の温度域での圧下率、および冷間圧延時の圧下率の合計圧下率)を適正化して、破砕・分散状態を制御することが重要となる。
【0077】
具体的には、本発明の成分組成を満たす鋼板の場合、熱間圧延時における約1000℃以下の温度域での圧下率、および冷間圧延時の圧下率の合計圧下率は、98%未満とすることが好ましい。より好ましくは96%以下である。一方、上記合計圧下率が小さすぎる場合には、粗大介在物が微細化されず、曲げ加工性がかえって劣化する場合がある。また、薄鋼板の製造自体が困難になる。よって上記合計圧下率は、少なくとも90%程度は必要である。
【0078】
また、鋼板中の介在物粒子の総数を抑制するには、転炉または電気炉で1次精錬後、取鍋にてLF法にて脱硫し、次いで真空脱ガス(例えばRH法)を行うことが推奨される。
【0079】
上記以外は、特に限定されるものでなく、例えば上記溶製後、常法に従って、連続鋳造によりスラブ等の鋼片を得た後、1100〜1250℃程度に加熱し、次いで熱間圧延を行い(好ましくは、仕上温度:Ar3点以上で熱間圧延を終了)、巻き取った後に酸洗し、冷間圧延(冷延率は約20〜70%)して鋼板を得ることができる。次いで、焼鈍処理を施す。この焼鈍処理は、例えば750〜900℃で10〜200秒間保持した後、好ましくは10℃/s以上の冷却速度で冷却して低温変態相を生成させるのがよい。冷却方法は、水焼き入れ、水冷ロール冷却、気水冷却、ガスジェット冷却等の適宜の方法を採ることができる。水焼き入れした場合、冷却の途中、または一旦室温まで冷却後、200〜500℃の温度まで再加熱し、該温度で30秒から5分程度保持する過時効処理を施すことが好ましい。
【0080】
上記焼鈍処理は、下記溶融亜鉛めっき鋼板や合金化溶融亜鉛めっき鋼板を得る場合には、例えば溶融亜鉛めっきラインにおいて行うことができる。
【0081】
本発明には、冷延鋼板だけでなく、冷延鋼板に溶融亜鉛めっきを施して得られる溶融亜鉛めっき鋼板(GI鋼板)や、冷延鋼板に上記溶融亜鉛めっきを施した後、これを合金化処理して得られる合金化溶融亜鉛めっき鋼板(GA鋼板)も含まれる。これらのめっき処理を施すことによって耐食性が向上する。尚、これらのめっき処理方法や合金化処理方法については、一般的に行われている条件を採用すればよい。
【0082】
本発明の高強度冷延鋼板は、自動車用強度部品、例えばフロントやリア部のサイドメンバやクラッシュボックスなどの衝突部品をはじめ、センターピラーレインフォースなどのピラー類、ルーフレールレインフォース、サイドシル、フロアメンバー、キック部などの車体構成部品、シート部品等の製造に使用できる。
【実施例】
【0083】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明はもとより下記実施例によって制限を受けるものではなく、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも勿論可能であり、それらはいずれも本発明の技術的範囲に包含される。
【0084】
表1に示す化学成分組成からなる鋼を溶製した。詳細には、転炉で1次精錬後、取鍋にて脱硫を実施した。また、必要に応じて取鍋精練後に真空脱ガス(例えばRH法)処理を実施した。その後、常法により連続鋳造を実施してスラブを得た。そして熱間圧延、常法で酸洗、冷間圧延を順次行って、板厚1.6mmの鋼板を得た。次いで、連続焼鈍を施した。連続焼鈍では、780〜830℃で180秒保持後に室温まで急冷し、さらに350℃まで再加熱し、同温にて100秒保持して過時効処理を行い、鋼組織をフェライト−マルテンサイト複合組織とした。尚、熱間圧延における約1000℃以下の温度域での圧下率と冷間圧延時の圧下率の合計圧下率は、表2に示す通りである。また、熱間圧延の条件は以下のとおりである。
【0085】
(熱間圧延)
加熱温度:1250℃
仕上温度:880℃
巻取り温度:550℃
仕上厚さ:2.6〜3.2mm
【0086】
そして、上記の様にして得られた鋼板(鋼帯)から各種試験片を作製し、下記に示す組織の観察や特性の評価を行った。
【0087】
(介在物群の測定)
試験片の採取位置は、鋼帯の圧延方向は任意で、板幅方向はw/8、w/4、w/2、3w/4、7w/8(w:板幅)位置の各位置で、圧延面のサイズが30mm角の試験片を各3枚採取し、圧延面(ND面)を表面から0.1t(t:板厚)まで、10μmピッチで研削し、その都度(10μm研削ごとに)、光学顕微鏡(倍率100倍)にて目視観察し、介在物の位置を確認して、規定の介在物群(上述したn次介在物群であって、該介在物群の2つの最外粒子の鋼板圧延方向における最外表面間距離が80μm以上であるもの)の個数を計測し、観察面積当たりの数量を算出して圧延面100cm2当たりに換算した。その結果(規定の介在物群の個数密度)を表2に示す。
【0088】
(ミクロ組織の観察)
1.6mm×20mm×20mmの試験片を切り出し、圧延方向と平行な断面を研磨し、レペラー腐食を行った後、t(板厚)/4位置を測定対象とした。そして光学顕微鏡により、約80μm×60μmの測定領域を倍率1000倍で観察した。尚、測定は任意の5視野について行った。その組織構成を表2に示す。
【0089】
(引張特性の評価)
引張強度(TS)は、鋼板の圧延方向に垂直な方向と試験片の長手方向が平行になるようJIS5号引張試験片を鋼板から採取し、JIS Z 2241に従って測定した。本実施例では、引張強度が780MPa以上のものを高強度であると評価した。その結果を表2に示す。参考のため、鋼板の降伏強度(YS)も表2に示している。
【0090】
(曲げ加工性の評価(規定の介在物群起因の曲げ割れ率の測定))
折りたたみ様式曲げ加工を、合計試験片数:1000枚について下記の条件で実施し、割れが発生した試験片について、割れ起点の断面部(板厚方向)を、SEMおよびEDXで観察して、規定の介在物群の有無を確認した。尚、割れ起点となった規定の介在物群は、いずれも0.1t以内に存在するものであった。
【0091】
そして、規定の介在物群起因の曲げ割れ率(%)を、100×(曲げ加工で破断した試験片であって規定の介在物群が存在した試験片の数)/(合計試験片数=1000枚)より求めた。その結果を表2に示す。
【0092】
〈折りたたみ様式曲げ加工条件〉
加工機器:アイダエンジニアリング(株)製 NC1−80(2)−B
加工スピード:40(S.P.M.ストローク/min)
クリアランス:板厚+0.1mm
金型パンチ半径:材料の限界曲げ半径(R/t)+0.5/t
(R:金型半径(mm)、t:試験片板厚(mm))
パンチ角度:90°
試験片サイズ:t×80mm以上(W)×30mm(L)
(Lと鋼帯の圧延方向が平行)
曲げ方向:試験片圧延方向と曲げ稜線が平行
試験数および試験位置:鋼帯の長手方向:任意位置とし、板幅方向でw/8、w/4、w/2、3w/4、7w/8(w:板幅)の位置において各200枚、合計1000枚
【0093】
〈上記限界曲げ半径の導出〉
例えば2.0mm、1.5mm、1.0mmのように異なる曲げ半径で下記の要領により曲げ加工を実施し、曲げ割れが発生しない最小の曲げ半径を限界曲げ半径とした。
・折りたたみ様式曲げ加工
・測定位置および試験数:w/4位置、各曲げ半径で2枚
・他の条件は上記と同様。
【0094】
【表1】
【0095】
【表2】
【0096】
表1、2より次のように考察できる。No.1、3、7、10、および12〜20は、本発明の要件を満たしているので、規定の介在物群起因の曲げ割れ率が小さく、曲げ加工性に優れていることがわかる。これに対し、No.2、8、および11は、介在物群の密度が高く、曲げ加工性に劣っている。これは、製造工程における約1000℃から室温までの圧下時の圧下率を推奨される範囲内としなかったためと思われる。No.4は、C量が不足しているため、高強度鋼板が得られなかった。No.5は、S量が過剰であるため、規定の介在物群が多くなり、曲げ加工性に劣る結果となった。No.6はAl量が過剰であるため、また、No.9はCa量が過剰であるため、いずれも規定の介在物群が多くなり、曲げ加工性に劣る結果となった。
【技術分野】
【0001】
本発明は、曲げ加工性に優れた高強度冷延鋼板に関するものであり、曲げ加工において加工割れ不良率の小さい、高強度(特には引張強度が780MPa以上)の冷延鋼板に関するものである。
【背景技術】
【0002】
自動車の安全性および環境問題に配慮して、自動車用鋼板の高強度化が指向されている。一般に、高強度化に伴い加工性は低下するが、強さと加工性を兼備した鋼板がこれまでに種々考案され、実用化されている。例えばフェライト相と、マルテンサイトやベイナイトなどの低温変態相とを共存させた複合組織鋼板が、加工性に優れた高強度鋼板として用いられている。複合組織鋼板は、軟質なフェライト地に硬質な低温変態相を分散させることによって強度と加工性の向上を同時に図るものである。しかしこのような鋼板において、介在物を起点とした加工割れが問題となっている。
【0003】
この様な事情に鑑みて、介在物を制御して加工性の向上を図った技術がこれまでに提案されている。例えば特許文献1には、円相当換算で直径5μm以上の介在物を25個/mm2以下とすることで、曲げ加工性に優れた冷延鋼板が得られる旨示されている。特許文献2には、Si脱酸鋼において、短径が5μm以上の酸化物系介在物を35個/cm2以下にすることで延性に富む冷延鋼板が得られる旨示されている。また特許文献2には、展伸、破砕しやすい介在物組成にして微細化することが示されている。
【0004】
しかし、上記特許文献1や2の様に、個々の介在物が微細かつ低密度であっても、その分布次第では介在物を起点とした割れが生じる場合がある。よって、加工性(特には、自動車用鋼板に要求される曲げ加工性)を確実に高めるには更なる検討が必要であると考えられる。尚、特許文献1では、低硫鋼にする必要もありコストアップにつながる。また特許文献2には、加工性の中でも、特に自動車用鋼板に要求される曲げ加工性について述べられていない。
【0005】
また、特許文献3には、缶用冷延鋼板の圧延面に平行な任意断面で観察される、点列状介在物(酸化物系介在物のうち3個以上が圧延方向に平行に、且つ互いに200μm未満の間隔で直線状に並んだもの)の存在割合を、6003個/m2〜2×104個/m2とすることで、製缶不良を低減できる旨示されている。しかし、特許文献3は缶用に限定されており、その要求特性として、絞り加工が要求されるが、上記自動車用鋼板として用いられる場合に要求される曲げ加工性については検討されていない。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第3845554号公報
【特許文献2】特開2005−272888号公報
【特許文献3】特許第3421943号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上述した通り、従来は、主として個々の介在物サイズ・数量を厳密に制御することで、介在物性欠陥の少ない高強度鋼板を実現している。しかしながら、該鋼板を曲げ加工に供すると、著しく緩やかな加工条件においても割れが散発することがあり、生産性の悪化および検品等によるコストアップが問題視されている。
【0008】
本発明は上記の様な事情に着目してなされたものであって、その目的は、曲げ加工において介在物を起点とした曲げ割れ率を十分に小さくすることのできる、曲げ加工性に優れた高強度冷延鋼板を得ることにある。
【課題を解決するための手段】
【0009】
上記課題を解決し得た本発明の高強度冷延鋼板は、
鋼板の成分が、
C:0.05〜0.3%(質量%の意味。成分について以下同じ)、
Si:3.0%以下(0%を含まない)、
Mn:1.5〜3.5%、
P:0.1%以下(0%を含まない)、
S:0.05%以下(0%を含まない)、および
Al:0.15%以下(0%を含まない)
を満たし、残部が鉄および不可避不純物からなり、
鋼組織が、フェライト組織と、マルテンサイト組織を含む第2相とを含む複合組織であり、かつ、
鋼板の表面から(板厚×0.1)深さまでの表層域において、
下記に示すn回目の判定で定まるn次介在物群であって、この介在物群の2つの最外粒子の鋼板圧延方向における最外表面間距離が80μm以上であるものが、圧延面100cm2当たり120個以下であるところに特徴を有する。
【0010】
(n回目の判定)
n−1次介在物群(nは1以上の整数、n=1の場合、0次介在物群は介在物粒子をいう)と、近接する1以上のx次介在物群(x=0〜n−1、nは1以上の整数、0次介在物群は介在物粒子をいう)とからなり、このn−1次介在物群とx次介在物群の最近接粒子の最小表面間距離(λ)が、下記(1)式を満たしかつ60μm以下である介在物群を、「n次介在物群」とする。
【0011】
【数1】
【0012】
[(1)式において、
λ:n−1次介在物群とx次介在物群の最近接粒子の最小表面間距離(μm)
σy:鋼板の降伏強度(MPa)
d1:n−1次介在物群の、鋼板圧延方向の粒子径(n=1の場合)または2つの最外粒子の鋼板圧延方向における最外表面間距離(n≧2の場合)(μm)
d2:x次介在物群の、鋼板圧延方向の粒子径(x=0の場合)または2つの最外粒子の鋼板圧延方向における最外表面間距離(x≧1の場合)(μm)]
【0013】
本発明の鋼板は、更に他の元素として、
(A)Cr:1%以下(0%を含まない)および/またはMo:0.5%以下(0%を含まない);や、
(B)Ti:0.2%以下(0%を含まない)、V:0.2%以下(0%を含まない)、およびNb:0.3%以下(0%を含まない)よりなる群から選択される少なくとも1種の元素;
(C)Cu:0.5%以下(0%を含まない)および/またはNi:0.5%以下(0%を含まない);
(D)Ca:0.010%以下(0%を含まない)、Mg:0.010%以下(0%を含まない)、および希土類元素:0.005%以下(0%を含まない)よりなる群から選択される少なくとも1種の元素;
を含んでいてもよい。
【0014】
本発明には、上記高強度冷延鋼板に、溶融亜鉛めっきが施された溶融亜鉛めっき鋼板や、合金化溶融亜鉛めっきが施された合金化溶融亜鉛めっき鋼板が含まれる。
【発明の効果】
【0015】
本発明によれば、曲げ加工性に優れた高強度冷延鋼板が確実に得られ、例えばこれを、自動車用鋼板として用いることができる。具体的には、例えばフロントやリア部のサイドメンバ等の衝突部品や、センターピラーレインフォースなどのピラー類等の車体構成部品、シート部品等の製造に適した鋼板を提供できる。
【図面の簡単な説明】
【0016】
【図1】図1は、真の介在物粒子径(d*)とボイド成長範囲(A)との関係を、鋼板の降伏強度(YS)別に示したグラフである。
【図2】図2(a)(b)は、1次介在物群の態様を例示した図である。
【図3】図3(a)(b)は、2次介在物群の態様を例示した図である。
【図4】図4は、介在物群の長径と規定の介在物群起因の曲げ割れの累積確率との関係を示したグラフである。
【図5】図5は、表面からの位置(板厚tに対する比)と、規定の介在物群が曲げ割れを引き起こす確率の関係を示したグラフである。
【図6】図6は、規定の介在物群の個数密度と規定の介在物群起因の曲げ割れ率の関係を示したグラフである。
【発明を実施するための形態】
【0017】
本発明者らは、上述した様に個々の介在物粒子の成分・組成を制御しても、加工(特に曲げ加工)において割れが生じることに鑑みて、鋭意研究を重ねてきた。その結果、まず、下記のことを見出した。
(1)曲げ割れの起点は、鋼板の圧延方向と平行に点列状に分布した介在物群であること。
(2)そして、上記介在物群を構成する個々の介在物粒子が、従来技術(例えば特許文献1)で規定するように微細であっても、これらが点列状に分布した介在物群となることによって、加工時に個々の介在物粒子の周辺に発生したボイド同士が合体し、単独で存在する介在物粒子周辺に発生するボイドに比べて、粗大で扁平な欠陥(ボイド)が形成されること。そして、この様な粗大で扁平な欠陥(ボイド)には、曲げ加工時に、単独で存在する介在物粒子周辺に発生するボイドと比較して非常に大きな応力が集中し、その結果、材料が容易に破断に至ると考えられること。
【0018】
これらの知見をもとに、介在物粒子の分布が具体的にどのような状態である場合に、上記粗大で扁平な欠陥(ボイド)が形成されるかについて調べた。その結果、まず2つの介在物粒子の分布が下記(1)式を充足する場合に、一つの長大な欠陥を形成する介在物群としてふるまうことがわかった。(1)式は、「個々の介在物粒子に発生したボイドが、隣接するボイドと合体するためには、ボイド間の材料が塑性変形する必要がある」との考えに基づき、欠陥周辺の応力集中がもたらす塑性変形範囲を考慮して実験的に得たものである。
【0019】
【数2】
【0020】
[(1)式において、
λ:任意の介在物粒子とこれに近接する介在物粒子の最小表面間距離(μm)
σy:鋼板の降伏強度(MPa)
d1:任意の介在物粒子の、鋼板圧延方向の粒子径(μm)
d2:上記任意の介在物に近接する介在物粒子の、鋼板圧延方向の粒子径(μm)]
ここでは、まず基本的な考え方を示すため、上記(1)式のλ、d1、d2について上記の通り定義する。
【0021】
(1)式の導出方法は次のとおりである。後述する実施例のNo.4(強度が低い)を除く例において、破断面で観察される介在物粒子の、真の介在物粒子径(d*)とその周辺に形成されるボイド径(D)から、ボイド成長範囲(A=(D−d*)/2)とd*の関係を得た。この真の介在物粒子径(d*)とボイド成長範囲(A)との関係を、鋼板の降伏強度別に示したグラフを図1に示す。この図1で得た結果を、鋼板の降伏強度(YS=σy)で整理すると下記(2)式が得られる。
【0022】
【数3】
【0023】
また一般に、任意の面で観察される介在物粒子径(d)と真の介在物粒子径(d*)との間には下記(3)式の関係がある。
d *=1.27d …(3)
【0024】
上記(2)式および(3)式より、ボイド成長範囲(A)は、下記(4)式のように表すことができる。
A = (1.9-0.0015σy)d …(4)
【0025】
したがって、近接する介在物粒子の粒子径をそれぞれd1およびd2とすると、それぞれのボイド成長範囲の合計(A1+A2)が、2つの介在物粒子の最小表面間距離(λ)以上である場合にボイドが合体すると考え、上記(1)式を得た。
【0026】
また本発明では、上記λが60μmよりも大きくなると、後述する規定の介在物群の個数密度と規定の介在物群起因の曲げ割れ率との相関性が低くなるため、λを60μm以下とした。この様にλを60μm以下と規定することで、介在物粒子間が過剰に大きい場合も制御の必要な従来技術と比べ、コストアップを抑えることができる。
【0027】
そして本発明では、上記(1)式を満たすと共にλが60μm以下を満たす上記2つの介在物粒子からなるものを、曲げ加工時に粗大で扁平な欠陥(ボイド)を形成する「介在物群」であるとした。この介在物群について図2(a)に模式的に例示する。尚、図2(a)において、右端の介在物粒子3は、介在物粒子2との関係において、図2(a)に示す通り(1)式を満たさないかλが60μmを超えているため、介在物粒子2とは介在物群を構成しないことを示している。
【0028】
上記では、d1、d2について、いずれも介在物粒子である場合について述べたが、上記2つの介在物粒子からなる介在物群を、1つの介在物粒子とみなした場合、更にこれと近接する介在物粒子や別の介在物群との間で、(1)式を満たすと共にλが60μm以下を満たし、更に粗大な介在物群を構成する場合がある。よってこの様な場合には、上記2つの介在物粒子からなる介在物群と、これに近接する介在物粒子や別の介在物群との間で、更に、(1)式を満たすと共にλが60μm以下を満たすか否かの判定(2回目以降の判定)を行う必要がある。
【0029】
この様に、介在物群の判定[2つの介在物粒子または介在物群が、上記関係((1)式を満たすと共にλが60μm以下)を満たし、新たな介在物群を構成するか否かの判定]を、1回目、2回目…と段階的に繰り返し行うことによって、本発明の介在物群を特定することができる。
【0030】
尚、上記判定は、介在物群の周囲に、この介在物群との間で(1)式を満たしかつλが60μm以下である、介在物粒子や介在物群が存在しなくなるまで行い、最終的に得られた介在物群を1個の介在物群とカウントする。
【0031】
よって、例えば後述する図3(a)に例示した3個の介在物粒子(1''、2''および3'')からなる介在物群は、その構成が、1回目の判定で介在物群と判定された2個の介在物粒子1''および2''からなる介在物群と、2回目の判定で該介在物群と上記関係を満たすと判断された介在物粒子3''とからなるが、上記2個の介在物粒子(1''および2'')からなる介在物群と、該介在物群を含む3個の介在物粒子(1''、2''および3'')からなる介在物群とを分けて、介在物群2個とカウントするのではなく、2回目の判定で介在物群と判定された、介在物粒子1''、2''および3''からなる(2次)介在物群1個とカウントする。
【0032】
具体的には例えば、以下の様にして段階的に介在物群を判定することができる(下記では、3回目までの介在物群の判定を具体的に示している)。
【0033】
(i)1回目の判定(1次介在物群の判定)
少なくとも2つの介在物粒子の間で、λが、上記(1)式を満たすと共に60μm以下を満たす場合には、これらからなる介在物群を「1次介在物群」とする(図2(a)に模式的に例示する)。
【0034】
尚、図2(b)に例示する通り、介在物粒子1が介在物粒子2以外に、介在物粒子2’との関係においても、λが上記(1)式を満たすと共に60μm以下を満たす場合には、これら介在物粒子1、2および2’からなる介在物群を「1次介在物群」とする。
【0035】
(ii)2回目の判定(2次介在物群の判定)
(ii−1)上記1次介在物群と、近接する1以上の介在物粒子との間で、λが、(1)式を満たすと共に60μm以下を満たす場合には、これらからなる介在物群を「2次介在物群」とする。この2次介在物群を図3(a)に模式的に例示する。
【0036】
(ii−2)上記1次介在物群と、近接する1以上の別の1次介在物群との間で、λが、(1)式を満たすと共に60μm以下を満たす場合には、これらからなる介在物群を「2次介在物群」とする。この2次介在物群を図3(b)に模式的に例示する。
【0037】
(iii)3回目の判定(3次介在物群の判定)
(iii−1)上記2次介在物群と、近接する1以上の介在物粒子との間で、λが、(1)式を満たすと共に60μm以下を満たす場合には、これらからなる介在物群を「3次介在物群」とする。
【0038】
(iii−2)上記2次介在物群と、近接する1以上の1次介在物群との間で、λが、(1)式を満たすと共に60μm以下を満たす場合には、これらからなる介在物群を「3次介在物群」とする。
【0039】
(iii−3)上記2次介在物群と、近接する1以上の別の2次介在物群との間で、λが、(1)式を満たすと共に60μm以下を満たす場合には、これらからなる介在物群を「3次介在物群」とする。
【0040】
以降、4回目の判定(4次介在物群の判定)へと続く。
【0041】
上記判定の方法から、n回目(nは1以上の整数)の判定で定まる、任意の介在物群:n次介在物群について、下記の通り表すことができる。
【0042】
即ち、n次介在物群は、n−1次介在物群(nは1以上の整数、n=1の場合、0次介在物群は介在物粒子をいう)と、近接する1以上のx次介在物群(x=0〜n−1、nは1以上の整数、0次介在物群は介在物粒子をいう)とからなり、このn−1次介在物群とx次介在物群の最近接粒子の最小表面間距離(λ)が、下記(1)式を満たしかつ60μm以下である介在物群をいう。
【0043】
【数4】
【0044】
[(1)式において、
λ:n−1次介在物群とx次介在物群の最近接粒子の最小表面間距離(μm)
σy:鋼板の降伏強度(MPa)
d1:n−1次介在物群の、鋼板圧延方向の粒子径(n=1の場合)または2つの最外粒子の鋼板圧延方向における最外表面間距離(n≧2の場合)(μm)
d2:x次介在物群の、鋼板圧延方向の粒子径(x=0の場合)または2つの最外粒子の鋼板圧延方向における最外表面間距離(x≧1の場合)(μm)]
【0045】
上記「n回目の判定で定まる」とは、上述した通り、介在物群の周囲に、この介在物群との間で(1)式を満たしかつλが60μm以下である、介在物粒子や介在物群が存在しなくなるまで上記判定を繰り返し行って、最終的に得られる1つの介在物群を決定することをいう。
【0046】
尚、判定するにあたり、対象となる介在物粒子の鋼板圧延方向の粒子径の下限は0.5μm程度である。
【0047】
〔介在物群の長径について〕
上記判定により求められる介在物群であっても、その大きさによって、曲げ加工性に与える影響は異なる。よって、上記介在物群のサイズ(介在物群の長径=介在物群の2つの最外粒子の鋼板圧延方向における最外表面間距離)と、曲げ加工性(規定の介在物群起因の曲げ割れ率)との関係を調べた。図4は、後述する実施例のNo.4(強度が低い)を除いた例において、介在物群を起点に割れた試料の破断面を観察して、破断起点の介在物群の鋼板圧延方向の長径を求め、長径が例えば20以上40未満μm、40以上60未満μm、60以上80未満μm…の範囲内の介在物群を、それぞれ20μm、40μm、60μm…の介在物群として集計し、長径20μmごとの規定の介在物群起因の曲げ割れの累積確率を表したものである。
【0048】
この図4より、介在物群の長径:80μm以上で、この介在物群起因の割れ発生(累積確率>0)が認められたため、制御の対象とする介在物群の長径の下限を80μmとした(以下、長径80μm以上の介在物群を「規定の介在物群」ということがある)。
【0049】
〔観察領域について〕
上記規定の介在物群を原因として曲げ割れが顕著になるのは、特に曲げ加工時に多大な歪が導入される鋼板の表層域であることから、次の様な測定を行って本発明における観察領域を特定した。即ち、後述する実施例のNo.4(強度が低い)を除いた例の鋼板を用い、予め周波数30MHzおよび50MHzの条件で超音波探傷法により、圧延面における欠陥指示位置(介在物位置)を特定した。そして、曲げ稜線が圧延方向と平行になり、且つ当該調査で得た欠陥指示位置(介在物位置)と一致するように、後述する実施例に示す通り曲げ加工を実施した。
【0050】
曲げ加工を施して破断した試験片について、割れ起点の破断面を調査した。そして、規定の介在物群の存在有無を確認し、規定の介在物群が存在するものについては、表面からの位置(深さ)を測定した。また、破断しなかった試験片については、圧延面における欠陥指示位置から板厚方向に0.5t(t:板厚)まで研削し、表面から0.5t深さの範囲内における規定の介在物群の存在有無を確認した。
【0051】
そして、表面からの各測定位置において、規定の介在物群が曲げ割れを引き起こす確率(%)(後述する「規定の介在物群起因の曲げ割れ率」とは区別される。)を、100×(曲げ加工で破断した試験片であって規定の介在物群が存在した試験片の数)/[(曲げ加工で破断した試験片であって規定の介在物群が存在した試験片の数)+(曲げ加工で破断しなかった試験片であって規定の介在物群が存在した試験片の数)]より求めた。
【0052】
その結果を整理したものを図5に示す。尚、図5における0.02t(板厚tに対する比が0.02)、0.04t、0.06t…の結果は、それぞれ表面(深さ0mm)〜0.02t、0.02t超〜0.04t、0.04t超〜0.06t…における測定結果を集計したものである。この図5から、本発明で規定の介在物群は、鋼板の表面から、板厚×0.1(0.1t)深さまでの範囲に存在する場合に、曲げ割れの原因となっていることがわかる。また、曲げ加工性は表層域の影響を強く受けていることがわかる。そこで本発明では、規定の介在物群の観察領域を、鋼板の表面から(板厚×0.1)深さまでとした。
【0053】
〔規定の介在物群の個数密度と曲げ加工性の関係について〕
次いで、本発明者らは、規定の介在物群の個数密度と、曲げ加工性(規定の介在物群起因の曲げ割れ率)との関係を調べた。図6は、後述する実施例に示す方法で求めた、規定の介在物群の個数密度と規定の介在物群起因の曲げ割れ率の関係を表したグラフである。尚、規定の介在物群起因の曲げ割れ率が2.0%以下であれば、実製品において問題ないことを別途確認している。
【0054】
この図6より、規定の介在物群起因の曲げ割れ率:2.0%以下を達成するには、規定の介在物群の個数密度を、圧延面100cm2当たり120個以下とする必要があることがわかる。好ましい個数密度は圧延面100cm2当たり100個以下である。
【0055】
上記規定の介在物群の測定は、後述する実施例に示す通り、例えば光学顕微鏡(倍率:100倍)にて目視観察して行うことができる。また、この光学顕微鏡観察結果を2値化した後、予め上記(1)式やλの境界値(60μm)の条件を設定した画像解析処理により自動測定することもできる。
【0056】
本発明は、介在物群の形態が上記規定を満たすことを要件としており、介在物群を構成する個々の介在物粒子の成分については特に規定されない。介在物粒子として、例えばAl、Si、Mn、Ca、Mg(Ca、Mgについては、選択元素として含んでいない場合にも、製造過程での炉壁からやスラグの巻き込みにより含まれうる)等を含む酸化物系介在物や、Mn、Ti等を含む硫化物系介在物、または、これらの複合介在物が挙げられる。また、選択元素として、上記CaやMgの他、希土類元素を含む場合には、これらの元素を含む酸化物系介在物や、硫化物系介在物が存在しうる。
【0057】
尚、本発明は、上述の通り、介在物群として制御したところにポイントがあるが、鋼板の介在物粒子の総数は、従来の通り低減されていることが好ましく、具体的には、鋼板圧延方向の粒子径が5μm以上の介在物粒子が、25個/mm2以下に抑えられていることが好ましい。
【0058】
〔鋼組織について〕
本発明の冷延鋼板を、例えば自動車用鋼板として用いる場合、特性として強度と加工性の兼備が要求される。フェライト組織は、優れた加工性を確保するのに有効であるが、多すぎると780MPa以上の高強度を確保することが困難となる。そこで、第2相として低温変態相を存在させるのがよい。特に、可動転位の導入による加工性の向上が期待できるマルテンサイト組織(焼戻しマルテンサイトを含んだマルテンサイト組織)の活用が効果的である。よって、第2相に占めるマルテンサイト組織の割合を70面積%以上とすることが好ましい。より好ましくは80面積%以上である。第2相の残部組織として、ベイナイト組織および/または残留オーステナイト組織を、高強度化および加工性に影響を及ぼさない程度(第2相に占める割合で30面積%以下)含んでいてもよい。
【0059】
本発明の鋼板は、上記フェライト組織、第2相以外に、製造工程で不可避的に含まれうる組織(パーライト等)も含みうる。
【0060】
上記介在物形態を含めた組織制御の効果を十分に発揮させて、曲げ加工性を確実に高めると共に、高強度と優れた加工性のバランスを兼備する鋼板を実現するには、下記の成分組成を満たすようにする必要がある。また後述する製造条件で製造することが推奨される。以下では、まず、鋼板の成分組成について詳述する。
【0061】
〔鋼板の成分組成について〕
〔C:0.05〜0.3%〕
Cは、強度確保のために0.05%以上(好ましくは0.07%以上)含有させることが必要である。しかし0.3%を超えると、フェライト組織と第2相の硬度差が大きくなり曲げ加工性が低下する。よって本発明では、C量を0.3%以下とする。好ましくは0.25%以下である。
【0062】
〔Si:3.0%以下(0%を含まない)〕
Siは、フェライト組織を固溶強化して強度を確保するのに必要な元素である。また、フェライト組織と第2相との硬度差を小さくして曲げ加工性を向上させるのに有効な元素でもある。これらの観点から、Siを0.5%以上含有させることが好ましい。しかし3.0%を超えてもこれらの効果は飽和し、熱間脆性を誘発する。よって本発明では、Si量を3.0%以下とする。好ましくは2.5%以下である。
【0063】
〔Mn:1.5〜3.5%〕
Mnは、焼き入れ性を向上させて強度を高めるのに有効な元素である。また、固溶強化元素でもあるため、その下限を1.5%とした。好ましくは1.7%以上である。しかし過剰に含まれると、低温変態相(マルテンサイト組織)の生成が必要以上に促進されることによる曲げ加工性の低下、およびMnSなどの介在物が増加することによる曲げ加工性の低下を招くため、その上限を3.5%とした。好ましくは3.0%以下である。
【0064】
〔P:0.1%以下(0%を含まない)〕
Pは、加工性を低下させる元素であるため、0.1%以下に抑える。好ましくは0.05%以下である。
【0065】
〔S:0.05%以下(0%を含まない)〕
Sは、介在物量を増加させ、曲げ加工性を低下させる元素であるため、0.05%以下に抑える。好ましくは0.03%以下、より好ましくは0.01%以下、特には0.005%以下である。
【0066】
〔Al:0.15%以下(0%を含まない)〕
Alは、脱酸に必要な元素であるためその下限は0.005%程度(下限は、特には0.01%程度)である。しかし過剰に含まれると、前記脱酸効果が飽和するだけでなく、介在物量の増加を招き、曲げ加工性を低下させるため、その上限を0.15%とした。好ましくは0.10%以下、より好ましくは0.05%以下である。
【0067】
本発明で規定する基本成分は前記の通りであって、残部は鉄および不可避不純物であり、該不可避不純物として、原料、資材、製造設備等の状況によって持ち込まれる元素の混入が許容され得る。更に、本発明の作用に悪影響を与えない範囲で下記元素を積極的に含有させることも可能である。
【0068】
〔Cr:1%以下(0%を含まない)および/またはMo:0.5%以下(0%を含まない)〕
Cr、Moは、鋼の焼き入れ性を向上させて高強度化に寄与する元素である。該効果を十分発揮させるには、Crの場合0.05%以上、Moの場合0.01%以上含有させることが好ましい。しかし上記元素が過剰に含まれると、加工性が悪化して曲げ不良率の増加を招く。よって、Cr量は1%以下(より好ましくは0.8%以下)、Moは0.5%以下(より好ましくは0.4%以下)とすることが好ましい。
【0069】
〔Ti:0.2%以下(0%を含まない)、V:0.2%以下(0%を含まない)、およびNb:0.3%以下(0%を含まない)よりなる群から選択される少なくとも1種の元素〕
Ti、V、Nbは、炭化物または窒化物による析出強化を発現させる元素である。該効果を十分発揮させるには、Tiの場合0.005%以上、Vの場合0.005%以上、Nbの場合0.005%以上含有させることが好ましい。しかし、上記元素が過剰に含まれると、加工性が悪化して曲げ不良率の増加を招く。よって、Ti量は0.2%以下(より好ましくは0.16%以下)、V量は0.2%以下(より好ましくは0.16%以下)、Nb量は0.3%以下(より好ましくは0.25%以下)とすることが好ましい。
【0070】
〔Cu:0.5%以下(0%を含まない)および/またはNi:0.5%以下(0%を含まない)〕
Cu、Niは、耐食性向上により耐遅れ破壊性を向上させるのに有効な元素である。この様な効果は、特に引張強度が980MPaを超える鋼板で有効に発揮される。該効果を十分発揮させるには、Cuの場合0.05%以上、Niの場合0.05%以上含有させることが好ましい。しかしながら、過剰に含まれると加工性が低下するため、Cu、Niの上限をいずれも0.5%とすることが好ましい。より好ましくはいずれも0.4%以下である。
【0071】
〔Ca:0.010%以下(0%を含まない)、Mg:0.010%以下(0%を含まない)、および希土類元素:0.005%以下(0%を含まない)よりなる群から選択される少なくとも1種の元素〕
Ca、Mgおよび希土類元素は介在物の形態制御に有効な元素である。該効果を十分発揮させるには、Caの場合0.0003%以上、Mgの場合0.0001%以上、希土類元素の場合0.0005%以上含有させることが好ましい。しかし過剰に含まれると、これらの元素自体が介在物となり曲げ加工性を低下させるため、Ca、Mgはいずれも0.010%以下(より好ましくは0.008%以下)、希土類元素は0.005%以下(より好ましくは0.004%以下)とすることが好ましい。
【0072】
上記希土類元素は、ランタノイド元素(周期表において、LaからLuまでの合計15元素)を意味する。これらの元素のなかでも、Laおよび/またはCeを含有することが好ましい。また、溶鋼へ添加するREMの形態は特に限定されず、例えば、REMとして、純Laや純Ceなど、或いはFe−Si−La合金,Fe−Si−Ce合金,Fe−Si−La−Ce合金などを添加すればよい。また、溶鋼へミッシュメタルを添加してもよい。ミッシュメタルとは、セリウム族希土類元素の混合物であり、具体的には、Ceを40〜50%程度、Laを20〜40%程度含有している。
【0073】
鋼板として、特に高強度域(780MPa以上、特には980MPa以上、上限は1200MPa程度)の鋼板を対象とした場合に、本発明の効果が存分に発揮される。
【0074】
本発明は、上記鋼板の製造方法まで規定するものではないが、上記規定の介在物形態を実現させるには、特に、熱間圧延時における約1000℃以下の温度域で圧延時の圧下率および冷間圧延時の圧下率(冷延率)の合計圧下率を制御することが推奨される。
【0075】
本発明は、上述の通り、介在物粒子の成分まで規定するものではないが、本発明の鋼板の成分組成においては、介在物が主として酸化物系介在物より構成されている場合が多く、塑性変形能が小さくなる比較的低温度域での圧延時に、この酸化物系介在物が破砕・分散することで、規定の介在物群が生じうる。微細に破砕され長距離に分散した介在物群には、上述した通り、曲げ加工時に長大で扁平な欠陥(ボイド)が形成され、この欠陥周辺で大きな応力集中が発生することで曲げ割れが生じる。したがって、当該温度域での圧下率を比較的小さくして、破砕の程度を抑制することが推奨される。
【0076】
本発明の成分組成を満たす鋼板において存在しうる酸化物系介在物は、Al、Si、Mn、Mg、Ca、希土類元素の単独酸化物および/または複合酸化物であり、これらの軟化点および母材の変形能を勘案すると、約1000℃から室温領域での圧下率(具体的には、熱間圧延時における約1000℃以下の温度域での圧下率、および冷間圧延時の圧下率の合計圧下率)を適正化して、破砕・分散状態を制御することが重要となる。
【0077】
具体的には、本発明の成分組成を満たす鋼板の場合、熱間圧延時における約1000℃以下の温度域での圧下率、および冷間圧延時の圧下率の合計圧下率は、98%未満とすることが好ましい。より好ましくは96%以下である。一方、上記合計圧下率が小さすぎる場合には、粗大介在物が微細化されず、曲げ加工性がかえって劣化する場合がある。また、薄鋼板の製造自体が困難になる。よって上記合計圧下率は、少なくとも90%程度は必要である。
【0078】
また、鋼板中の介在物粒子の総数を抑制するには、転炉または電気炉で1次精錬後、取鍋にてLF法にて脱硫し、次いで真空脱ガス(例えばRH法)を行うことが推奨される。
【0079】
上記以外は、特に限定されるものでなく、例えば上記溶製後、常法に従って、連続鋳造によりスラブ等の鋼片を得た後、1100〜1250℃程度に加熱し、次いで熱間圧延を行い(好ましくは、仕上温度:Ar3点以上で熱間圧延を終了)、巻き取った後に酸洗し、冷間圧延(冷延率は約20〜70%)して鋼板を得ることができる。次いで、焼鈍処理を施す。この焼鈍処理は、例えば750〜900℃で10〜200秒間保持した後、好ましくは10℃/s以上の冷却速度で冷却して低温変態相を生成させるのがよい。冷却方法は、水焼き入れ、水冷ロール冷却、気水冷却、ガスジェット冷却等の適宜の方法を採ることができる。水焼き入れした場合、冷却の途中、または一旦室温まで冷却後、200〜500℃の温度まで再加熱し、該温度で30秒から5分程度保持する過時効処理を施すことが好ましい。
【0080】
上記焼鈍処理は、下記溶融亜鉛めっき鋼板や合金化溶融亜鉛めっき鋼板を得る場合には、例えば溶融亜鉛めっきラインにおいて行うことができる。
【0081】
本発明には、冷延鋼板だけでなく、冷延鋼板に溶融亜鉛めっきを施して得られる溶融亜鉛めっき鋼板(GI鋼板)や、冷延鋼板に上記溶融亜鉛めっきを施した後、これを合金化処理して得られる合金化溶融亜鉛めっき鋼板(GA鋼板)も含まれる。これらのめっき処理を施すことによって耐食性が向上する。尚、これらのめっき処理方法や合金化処理方法については、一般的に行われている条件を採用すればよい。
【0082】
本発明の高強度冷延鋼板は、自動車用強度部品、例えばフロントやリア部のサイドメンバやクラッシュボックスなどの衝突部品をはじめ、センターピラーレインフォースなどのピラー類、ルーフレールレインフォース、サイドシル、フロアメンバー、キック部などの車体構成部品、シート部品等の製造に使用できる。
【実施例】
【0083】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明はもとより下記実施例によって制限を受けるものではなく、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも勿論可能であり、それらはいずれも本発明の技術的範囲に包含される。
【0084】
表1に示す化学成分組成からなる鋼を溶製した。詳細には、転炉で1次精錬後、取鍋にて脱硫を実施した。また、必要に応じて取鍋精練後に真空脱ガス(例えばRH法)処理を実施した。その後、常法により連続鋳造を実施してスラブを得た。そして熱間圧延、常法で酸洗、冷間圧延を順次行って、板厚1.6mmの鋼板を得た。次いで、連続焼鈍を施した。連続焼鈍では、780〜830℃で180秒保持後に室温まで急冷し、さらに350℃まで再加熱し、同温にて100秒保持して過時効処理を行い、鋼組織をフェライト−マルテンサイト複合組織とした。尚、熱間圧延における約1000℃以下の温度域での圧下率と冷間圧延時の圧下率の合計圧下率は、表2に示す通りである。また、熱間圧延の条件は以下のとおりである。
【0085】
(熱間圧延)
加熱温度:1250℃
仕上温度:880℃
巻取り温度:550℃
仕上厚さ:2.6〜3.2mm
【0086】
そして、上記の様にして得られた鋼板(鋼帯)から各種試験片を作製し、下記に示す組織の観察や特性の評価を行った。
【0087】
(介在物群の測定)
試験片の採取位置は、鋼帯の圧延方向は任意で、板幅方向はw/8、w/4、w/2、3w/4、7w/8(w:板幅)位置の各位置で、圧延面のサイズが30mm角の試験片を各3枚採取し、圧延面(ND面)を表面から0.1t(t:板厚)まで、10μmピッチで研削し、その都度(10μm研削ごとに)、光学顕微鏡(倍率100倍)にて目視観察し、介在物の位置を確認して、規定の介在物群(上述したn次介在物群であって、該介在物群の2つの最外粒子の鋼板圧延方向における最外表面間距離が80μm以上であるもの)の個数を計測し、観察面積当たりの数量を算出して圧延面100cm2当たりに換算した。その結果(規定の介在物群の個数密度)を表2に示す。
【0088】
(ミクロ組織の観察)
1.6mm×20mm×20mmの試験片を切り出し、圧延方向と平行な断面を研磨し、レペラー腐食を行った後、t(板厚)/4位置を測定対象とした。そして光学顕微鏡により、約80μm×60μmの測定領域を倍率1000倍で観察した。尚、測定は任意の5視野について行った。その組織構成を表2に示す。
【0089】
(引張特性の評価)
引張強度(TS)は、鋼板の圧延方向に垂直な方向と試験片の長手方向が平行になるようJIS5号引張試験片を鋼板から採取し、JIS Z 2241に従って測定した。本実施例では、引張強度が780MPa以上のものを高強度であると評価した。その結果を表2に示す。参考のため、鋼板の降伏強度(YS)も表2に示している。
【0090】
(曲げ加工性の評価(規定の介在物群起因の曲げ割れ率の測定))
折りたたみ様式曲げ加工を、合計試験片数:1000枚について下記の条件で実施し、割れが発生した試験片について、割れ起点の断面部(板厚方向)を、SEMおよびEDXで観察して、規定の介在物群の有無を確認した。尚、割れ起点となった規定の介在物群は、いずれも0.1t以内に存在するものであった。
【0091】
そして、規定の介在物群起因の曲げ割れ率(%)を、100×(曲げ加工で破断した試験片であって規定の介在物群が存在した試験片の数)/(合計試験片数=1000枚)より求めた。その結果を表2に示す。
【0092】
〈折りたたみ様式曲げ加工条件〉
加工機器:アイダエンジニアリング(株)製 NC1−80(2)−B
加工スピード:40(S.P.M.ストローク/min)
クリアランス:板厚+0.1mm
金型パンチ半径:材料の限界曲げ半径(R/t)+0.5/t
(R:金型半径(mm)、t:試験片板厚(mm))
パンチ角度:90°
試験片サイズ:t×80mm以上(W)×30mm(L)
(Lと鋼帯の圧延方向が平行)
曲げ方向:試験片圧延方向と曲げ稜線が平行
試験数および試験位置:鋼帯の長手方向:任意位置とし、板幅方向でw/8、w/4、w/2、3w/4、7w/8(w:板幅)の位置において各200枚、合計1000枚
【0093】
〈上記限界曲げ半径の導出〉
例えば2.0mm、1.5mm、1.0mmのように異なる曲げ半径で下記の要領により曲げ加工を実施し、曲げ割れが発生しない最小の曲げ半径を限界曲げ半径とした。
・折りたたみ様式曲げ加工
・測定位置および試験数:w/4位置、各曲げ半径で2枚
・他の条件は上記と同様。
【0094】
【表1】
【0095】
【表2】
【0096】
表1、2より次のように考察できる。No.1、3、7、10、および12〜20は、本発明の要件を満たしているので、規定の介在物群起因の曲げ割れ率が小さく、曲げ加工性に優れていることがわかる。これに対し、No.2、8、および11は、介在物群の密度が高く、曲げ加工性に劣っている。これは、製造工程における約1000℃から室温までの圧下時の圧下率を推奨される範囲内としなかったためと思われる。No.4は、C量が不足しているため、高強度鋼板が得られなかった。No.5は、S量が過剰であるため、規定の介在物群が多くなり、曲げ加工性に劣る結果となった。No.6はAl量が過剰であるため、また、No.9はCa量が過剰であるため、いずれも規定の介在物群が多くなり、曲げ加工性に劣る結果となった。
【特許請求の範囲】
【請求項1】
鋼板の成分が、
C:0.05〜0.3%(質量%の意味。成分について以下同じ)、
Si:3.0%以下(0%を含まない)、
Mn:1.5〜3.5%、
P:0.1%以下(0%を含まない)、
S:0.05%以下(0%を含まない)、および
Al:0.15%以下(0%を含まない)
を満たし、残部が鉄および不可避不純物からなり、
鋼組織が、フェライト組織と、マルテンサイト組織を含む第2相とを含む複合組織であり、かつ、
鋼板の表面から(板厚×0.1)深さまでの表層域において、
下記に示すn回目の判定で定まるn次介在物群であって、この介在物群の2つの最外粒子の鋼板圧延方向における最外表面間距離が80μm以上であるものが、圧延面100cm2当たり120個以下であることを特徴とする曲げ加工性に優れた高強度冷延鋼板。
(n回目の判定)
n−1次介在物群(nは1以上の整数、n=1の場合、0次介在物群は介在物粒子をいう)と、近接する1以上のx次介在物群(x=0〜n−1、nは1以上の整数、0次介在物群は介在物粒子をいう)とからなり、このn−1次介在物群とx次介在物群の最近接粒子の最小表面間距離(λ)が、下記(1)式を満たしかつ60μm以下である介在物群を、「n次介在物群」とする。
【数1】
[(1)式において、
λ:n−1次介在物群とx次介在物群の最近接粒子の最小表面間距離(μm)
σy:鋼板の降伏強度(MPa)
d1:n−1次介在物群の、鋼板圧延方向の粒子径(n=1の場合)または2つの最外粒子の鋼板圧延方向における最外表面間距離(n≧2の場合)(μm)
d2:x次介在物群の、鋼板圧延方向の粒子径(x=0の場合)または2つの最外粒子の鋼板圧延方向における最外表面間距離(x≧1の場合)(μm)]
【請求項2】
更に他の元素として、Cr:1%以下(0%を含まない)および/またはMo:0.5%以下(0%を含まない)を含む請求項1に記載の高強度冷延鋼板。
【請求項3】
更に他の元素として、
Ti:0.2%以下(0%を含まない)、
V:0.2%以下(0%を含まない)、および
Nb:0.3%以下(0%を含まない)
よりなる群から選択される少なくとも1種の元素を含有する請求項1または2に記載の高強度冷延鋼板。
【請求項4】
更に他の元素として、Cu:0.5%以下(0%を含まない)および/またはNi:0.5%以下(0%を含まない)を含む請求項1〜3のいずれかに記載の高強度冷延鋼板。
【請求項5】
更に他の元素として、
Ca:0.010%以下(0%を含まない)、
Mg:0.010%以下(0%を含まない)、および
希土類元素:0.005%以下(0%を含まない)
よりなる群から選択される少なくとも1種の元素を含有する請求項1〜4のいずれかに記載の高強度冷延鋼板。
【請求項6】
請求項1〜5のいずれかに記載の高強度冷延鋼板に、溶融亜鉛めっきが施された溶融亜鉛めっき鋼板。
【請求項7】
請求項1〜5のいずれかに記載の高強度冷延鋼板に、合金化溶融亜鉛めっきが施された合金化溶融亜鉛めっき鋼板。
【請求項1】
鋼板の成分が、
C:0.05〜0.3%(質量%の意味。成分について以下同じ)、
Si:3.0%以下(0%を含まない)、
Mn:1.5〜3.5%、
P:0.1%以下(0%を含まない)、
S:0.05%以下(0%を含まない)、および
Al:0.15%以下(0%を含まない)
を満たし、残部が鉄および不可避不純物からなり、
鋼組織が、フェライト組織と、マルテンサイト組織を含む第2相とを含む複合組織であり、かつ、
鋼板の表面から(板厚×0.1)深さまでの表層域において、
下記に示すn回目の判定で定まるn次介在物群であって、この介在物群の2つの最外粒子の鋼板圧延方向における最外表面間距離が80μm以上であるものが、圧延面100cm2当たり120個以下であることを特徴とする曲げ加工性に優れた高強度冷延鋼板。
(n回目の判定)
n−1次介在物群(nは1以上の整数、n=1の場合、0次介在物群は介在物粒子をいう)と、近接する1以上のx次介在物群(x=0〜n−1、nは1以上の整数、0次介在物群は介在物粒子をいう)とからなり、このn−1次介在物群とx次介在物群の最近接粒子の最小表面間距離(λ)が、下記(1)式を満たしかつ60μm以下である介在物群を、「n次介在物群」とする。
【数1】
[(1)式において、
λ:n−1次介在物群とx次介在物群の最近接粒子の最小表面間距離(μm)
σy:鋼板の降伏強度(MPa)
d1:n−1次介在物群の、鋼板圧延方向の粒子径(n=1の場合)または2つの最外粒子の鋼板圧延方向における最外表面間距離(n≧2の場合)(μm)
d2:x次介在物群の、鋼板圧延方向の粒子径(x=0の場合)または2つの最外粒子の鋼板圧延方向における最外表面間距離(x≧1の場合)(μm)]
【請求項2】
更に他の元素として、Cr:1%以下(0%を含まない)および/またはMo:0.5%以下(0%を含まない)を含む請求項1に記載の高強度冷延鋼板。
【請求項3】
更に他の元素として、
Ti:0.2%以下(0%を含まない)、
V:0.2%以下(0%を含まない)、および
Nb:0.3%以下(0%を含まない)
よりなる群から選択される少なくとも1種の元素を含有する請求項1または2に記載の高強度冷延鋼板。
【請求項4】
更に他の元素として、Cu:0.5%以下(0%を含まない)および/またはNi:0.5%以下(0%を含まない)を含む請求項1〜3のいずれかに記載の高強度冷延鋼板。
【請求項5】
更に他の元素として、
Ca:0.010%以下(0%を含まない)、
Mg:0.010%以下(0%を含まない)、および
希土類元素:0.005%以下(0%を含まない)
よりなる群から選択される少なくとも1種の元素を含有する請求項1〜4のいずれかに記載の高強度冷延鋼板。
【請求項6】
請求項1〜5のいずれかに記載の高強度冷延鋼板に、溶融亜鉛めっきが施された溶融亜鉛めっき鋼板。
【請求項7】
請求項1〜5のいずれかに記載の高強度冷延鋼板に、合金化溶融亜鉛めっきが施された合金化溶融亜鉛めっき鋼板。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2010−236052(P2010−236052A)
【公開日】平成22年10月21日(2010.10.21)
【国際特許分類】
【出願番号】特願2009−87407(P2009−87407)
【出願日】平成21年3月31日(2009.3.31)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成22年10月21日(2010.10.21)
【国際特許分類】
【出願日】平成21年3月31日(2009.3.31)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]