
曲げ加工部のウィスカ発生を防止するめっき被膜部材、これを用いた電気電子部品、並びにめっき被膜部材の製造方法とめっき皮膜部材のウィスカ発生防止方法
【課題】鉛フリーはんだに対する高いはんだ付け性(濡れ性)を実現し、しかも特にその厳しい曲げ加工部におけるウィスカの発生を抑制ないし防止することができるめっき被膜部材の提供及びめっき被膜部材の曲げ部の形成方法並びにウィスカの防止方法の提供を目的とする。
【手段】表面のインジウムからなる第2めっき層とその下層の第1めっき層とを導電性基材上に他層を介してもしくは介さずに有する多層めっき材料をリフロー処理しかつ平面部と平面部との間に配置された曲げ加工部で曲げ加工してなるめっき被膜部材であって、リフロー処理前の前記多層めっき材料について、前記第1めっき層の厚さ(t1)と第2めっき層の厚さ(t2)とを特定の範囲とし、特定のInの拡散層を形成して、曲げ加工部のウィスカ発生を防止するめっき被膜部材。
【手段】表面のインジウムからなる第2めっき層とその下層の第1めっき層とを導電性基材上に他層を介してもしくは介さずに有する多層めっき材料をリフロー処理しかつ平面部と平面部との間に配置された曲げ加工部で曲げ加工してなるめっき被膜部材であって、リフロー処理前の前記多層めっき材料について、前記第1めっき層の厚さ(t1)と第2めっき層の厚さ(t2)とを特定の範囲とし、特定のInの拡散層を形成して、曲げ加工部のウィスカ発生を防止するめっき被膜部材。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鉛を含まないめっき被膜を有する部材、これを用いた電気電子部品、これに用いられるめっき被膜材及び多層めっき材料、並びにめっき被膜部材の製造方法に関する。
【背景技術】
【0002】
近年、携帯型電子機器等に搭載される電気電子部品は一層小型化され、一方で多様な製品開発の中にあり多機能化・高機能化の要求が益々高まっている。かかる状況を受け、異形小型電子部品の端子などの導電性部材についても、微小化を達成しつつ、曲げ加工性の向上や短絡等を生じない製品信頼性の向上が求められている。このようなニーズに対応するために、銅ないしその合金等の導電性の良好な基材を用い、それぞれのアプリケーションに応じためっきを施すことでその表面特性を改良することが行われている。
【0003】
スズめっきを利用した場合、これに特有の現象として、その内部応力や下地を含む基材金属の拡散等によりウィスカが発生しやすいという問題がある。ひとたびウィスカが発生し別の導電性部材等と電気的に接触するようなことがあれば、回路の短絡をおこす原因となる。それにより、デバイスの動作に影響することはもとより、電子素子や半導体に重大な損傷等を与えることともなりかねない。この対策として、スズめっきを施した後にリフロー処理することが提案されている。
【0004】
ところで、近年はんだ材料の成分が大きく変わった。従来、63Sn−37Pb(スズ−鉛)はんだが汎用されていたが、廃棄物処理法などの環境関連法規制により、鉛は特別管理物質に指定されているなど環境への影響が懸念されており、鉛を含まないはんだ(鉛フリーはんだ)への移行が急速に進んでいる。これに対応するために、鉛を含まないものを適用することが求められている。その上で上述したような摺動性及びはんだ付け性といった相反する特性の両立に加え、ウィスカの発生防止を実現しなければならず、これらを同時に満足する技術の開発は一層困難なものとなっている。
【0005】
特許文献1はスズめっきの上にインジウムめっきを施したものを開示する。これにより外観とはんだ付け性が良好となるとされる。また、特許文献2はスズの電気めっき層の上に銀、ビスマス、銅、インジウム、又は亜鉛の電気めっき層を施したものを開示し、これにより、摺動性、はんだ付け性、耐食性を改善しうるとされる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平11−279791号公報
【特許文献2】特開2002−317295号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本件発明者らは、上述のようなウィスカへの対策や鉛フリーはんだ性の維持を念頭に、挿抜して用いられる端子部品において、その摺動性の向上とはんだ付け性の向上とを両立する技術を開発した(特開2010−280955参照)。しかしながら、このめっき被膜部材は、挿抜性を必要としない曲げ加工を施した異形小型電子部品などでは、耐ウィスカ性において必ずしも十分な性能を発揮できない場合がある。すなわち、曲げ加工部のめっきに極めて微細なクラックが生じ、その亀裂面に露出したスズ層からウィスカが成長して、短絡の可能性があるため、異形小型電子部品等への適用ができないことがあることが分かってきた。
本発明は、上述したような鉛を含まない異形小型電子部品等の端子のめっき被膜に求められる特有の課題に鑑み、鉛フリーはんだに対する高いはんだ付け性(濡れ性)を実現し、しかも特にその厳しい曲げ加工部におけるウィスカの発生を抑制ないし防止することができるめっき被膜部材の提供及びめっき被膜部材の曲げ部の形成方法並びにウィスカの防止方法の提供を目的とする。さらに、それをめっき被膜部材として用いた異形小型電子部品等の電気電子部品の提供を目的とする。ここで、異形小型電子部品としては、電子回路基板に取り付けられるスイッチ、エンコーダ、センサ、可変抵抗器、カードコネクタ、電解コンデンサなどが挙げられ、本発明における部材は、例えば、樹脂と一体化され筐体を兼ねて使用され、そこに平面曲げ加工を施したはんだ付け端子等として用いられる。通常、これらの異形小型電子部品の端子は、プリント基板にはんだ付けして回路接続を行う端子と、アース端子と兼ねる基板への取り付け強度を確保するため筐体と一体化された枠端子、及びその両方の機能を兼ねる端子などがあるが、本発明の曲げ加工部のウィスカ発生を防止するめっき被膜部材は、これらの厳しい曲げ加工を受ける異形小型電子部品に好適に適用することができる。
【課題を解決するための手段】
【0008】
上記の課題は下記の手段により解決された。
(1)表面のインジウムからなる第2めっき層とその下層の第1めっき層とを導電性基材上に他層を介してもしくは介さずに有する多層めっき材料をリフロー処理しかつ平面部と平面部との間に配置された曲げ加工部で曲げ加工してなるめっき被膜部材であって、
リフロー処理前の前記多層めっき材料について、前記第1めっき層の厚さを0.8〜3μmとし、前記第2めっき層の厚さを0.08〜0.6μmとし、
さらに前記第1めっき層の厚さ(t1)に対する第2めっき層の厚さ(t2)の比率(t2/t1)を0.08〜0.26とし、
前記被膜部材に前記リフロー処理をすることにより、前記第2めっき層のインジウムの濃度がめっき表面側から導電性基材側に向けて傾斜的に減少しながら導電性基材側にまでInが到達するようにInの拡散層を形成して、曲げ加工部のウィスカ発生を防止することを特徴とするめっき被膜部材。
(2)前記曲げ加工部における曲げ加工を行う材料の板厚が0.05〜0.25mmであることを特徴とする(1)に記載の曲げ加工部のウィスカ発生を防止することを特徴とするめっき被膜部材。
(3)前記第1めっき層が、スズ、スズ−銀合金、スズ−ビスマス合金、スズ−銅合金、及びスズ−銀−銅合金の群から選ばれる少なくとも1種からなることを特徴とする(1)又は(2)のいずれかに記載の曲げ加工部のウィスカ発生を防止することを特徴とするめっき被膜部材。
(4)前記第1めっき層と前記導電性基材との間に、ニッケルまたはニッケル合金からなる下地めっき層が介在されている(1)〜(3)のいずれかに記載の曲げ加工部のウィスカ発生を防止することを特徴とするめっき被膜部材。
(5)前記第1めっき層と前記導電性基材との間に、銅または銅合金からなる下地めっき層が介在されている(1)〜(4)のいずれか1項に記載の曲げ加工部のウィスカ発生を防止することを特徴とするめっき被膜部材。
(6)(1)〜(5)のいずれか1項に記載の曲げ加工部のウィスカ発生を防止することを特徴とするめっき被膜部材を具備する電気電子部品。
(7)導電性基材の外側に、他の層を介してもしくは介さずに、スズもしくはスズ合金からなるめっき層の厚さが0.8〜3μmの第1めっき層を形成し、該第1めっき層の表面にインジウムからなるめっき層の厚さが0.08〜0.6μmである第2めっき層を形成し、さらに前記第1めっき層の厚さ(t1)に対する第2めっき層の厚さ(t2)の比率(t2/t1)を0.08〜0.26とした多層めっき被覆部材を、
該多層めっき材料をリフロー処理して、平面部と平面部との間に配置された曲げ加工部で曲げ加工するに当たり、
該多層めっき材料のリフロー処理により、前記リフロー後のめっき層のインジウムの濃度がめっき表面側から導電性基材側にむけ傾斜的に減少しながら導電性基材側にまでInが到達するようにInの拡散層を形成するめっき被膜部材の曲げ部の形成方法。
(8)導電性基材の外側に、他の層を介してもしくは介さずに、スズもしくはスズ合金からなるめっき層の厚さが0.3〜3μmの第1めっき層を形成し、該第1めっき層の表面にインジウムからなるめっき層の厚さが0.08〜0.6μm以下である第2めっき層を形成し、さらに前記第1めっき層の厚さ(t1)に対する第2めっき層の厚さ(t2)の比率(t2/t1)を0.08〜0.26とした多層めっき被覆部材をリフロー処理し、平面部と平面部との間に配置された曲げ加工部でかつ曲げ加工するに当たり、
前記リフロー処理により、前記リフロー後のめっき層のインジウムの濃度がめっき表面側から導電性基材側にむけ傾斜的に減少しながら前記導電性基材側にまでInが到達するようInの拡散層を形成するウィスカ発生防止方法。
【0009】
平面部と平面部との間に配置された曲げ加工部での曲げ加工(平面曲げ加工)とは、板状の部材の平面を維持して典型的にはその面内の1つの直線を基線とし、該基線を折り目にして曲げ加工を施す加工形態を指す。一方、面内の所定の基線を折り目として設定せず、緩やかに断面において弧を描くように曲げを施す丸曲げ加工とは区別される概念である。この時に、平面部と平面部が強く拘束または引張力を受けるため、前記緩やかな断面で円弧を描いて曲げた場合は、曲げ部への応力集中が大きくなるため、曲げ部の基線上の外表面に微小な割れが発生する。
【発明の効果】
【0010】
本発明のめっき被膜部材は、鉛を含まないめっき被膜を有する異形小型電子部品等の厳しい曲げ加工を受ける端子部材等に求められる特有の課題を解決し、鉛フリーはんだに対するはんだ付け性(濡れ性)の向上はもとより、スイッチなどの厳しい平面曲げ加工部を有する部品の曲げ加工部でのウィスカの発生及び成長を抑制・防止するという優れた作用効果を奏する。また、本発明の端子部材のめっき被膜材及び多層めっき材料は、上述した厳しい曲げ加工部を有する異形小型電子部品の端子等におけるめっき被膜部材の素材として特に適し、これを接点材として用いた微小スイッチ等の電気電子部品において安定した導通とともに長期間の使用においても短絡を生じさせない機器の信頼性を実現する。
また、本発明の方法によれば、上述した良好な特性を有するめっき被膜材を適用することができる。
【図面の簡単な説明】
【0011】
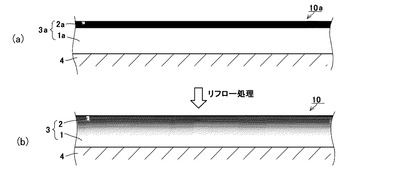
【図1】本発明の一実施態様における異形小型電子部品の端子部材についてそのめっき被膜の状態を模式的に示す断面図であり、図1(a)がリフロー前、図1(b)がリフロー後の状態を示す。
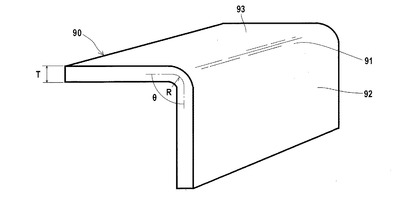
【図2】実施例で作製した曲げ加工を施しためっき被膜部材試験体を模式的に示した斜視図である。
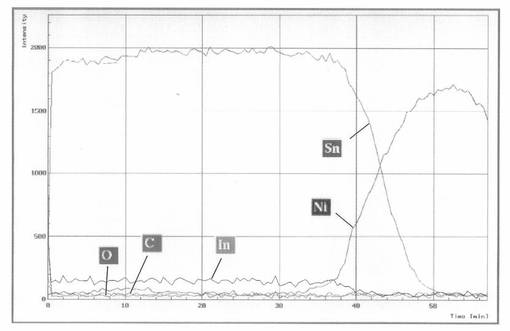
【図3】作製例で得られた異形小型電子部品のめっき被膜材(試験体)のスズとインジウムとの傾斜的な濃度分布を示すオージェ分析の結果を示すグラフである。
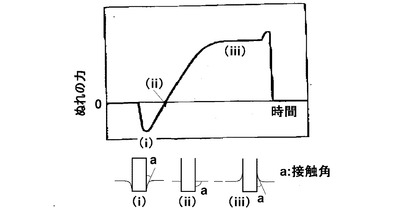
【図4】はんだ濡れ性試験における濡れの力の時間的変化と接触角の関係の一例を示したグラフ及び説明図である。
【発明を実施するための形態】
【0012】
本発明のめっき被膜部材及びその製造方法について、以下に、一部図面を参照しながら詳細に説明する。
【0013】
[導電性基材]
本発明のめっき被膜部材に用いることができる導電性基材の材料、形状は特に限定されず、通常の半導体装置に用いられる材料、形状のものを用いることができる。具体的には少なくともその表面が導電性を有する材料であればよく、例えば、銅、鉄、ニッケル、アルミニウム、及びこれらの組み合せによる基材などをあげることができる。目的や用途に応じて適宜に選定することができるが、本発明のような厳しい曲げが存在する異形小型電子部品の端子板等としての使用を考慮すると、少なくとも表面の構成材料は銅単体、銅合金、ステンレス、鉄系合金などが好ましい。導電性基材の形状は特に限定されないが、異形小型電子部品の端子材等としての使用を考慮すると曲げ加工を施す前の導電性基材の形状は、平板条やプレス済条が好ましい。
【0014】
[第1めっき層]
本発明において第1めっき層1a(図1参照)はスズもしくはスズ合金からなり、好ましくは、スズ(Sn)、スズ(Sn)−銀(Ag)合金、スズ(Sn)−ビスマス(Bi)合金、スズ(Sn)−銅(Cu)合金、及びスズ(Sn)−銀(Ag)−銅(Cu)合金の群から選ばれる少なくとも1種からなる。ここで、各金属ないし合金の融点は以下のとおりであり、後述するリフロー処理温度やインジウムの融点との関係で適用する材料を選定してもよい。なかでも、第1めっき層を構成する材料は、スズ、スズ−銀合金、スズ−ビスマス合金、又はスズ−銀−銅合金が好ましく、スズ又はスズ−銀合金がより好ましい。スズ単体の融点は231.9℃、スズ−3質量%銀合金は220℃、スズ−5質量%ビスマス合金は227℃、スズ−0.7質量%銅合金は227℃、スズ−3質量%銀−0.5質量%銅合金の融点は219℃である。スズ−銀合金の場合は銀含有量の上限値を4質量%とすることが好ましい。スズ−ビスマス合金の場合はビスマス含有量の上限値を5質量%とすることが好ましい。スズ−銅合金の場合は銅の含有量の上限値を1質量%とすることが好ましい。これらの合金において上記上限値の範囲内であると、クラックの抑制性やはんだ濡れ性が高まり好ましい。また、第2めっき層を構成するインジウムは、その融点が低く(156℃)、膜厚を細かく制御する目的から、第1めっき層の材料や厚さをそのばらつきの影響を打ち消すことができる範囲で適宜選定・調節することが好ましい。
【0015】
本発明において、第1めっき層の厚さは0.8〜3μmとされるが、その範囲で使用目的や用途に応じて適宜選択することができる。異形小型電子部品のはんだめっき層の耐久性等を考慮すると、第1めっき層の厚さは、第1めっき層の厚さの下限値が多少厚く、第1めっき層の厚さが1.0〜3μmとすることが好ましい。さらに、はんだ付け性を考慮して、1.2μm以上3μm以下とすることが好ましい。ここで、Snめっきの上限を3μm以下とするのは、3μm以上になると厳しい曲げ部の曲げ加工時のクラックが微細クラックではなく、粗大クラックに発達するものである。
【0016】
[第2めっき層]
本発明のめっき被膜材において、第2めっき層2a(図1参照)にはインジウムが用いられる。第2めっき層の厚さは0.08μm超0.6μm以下とされるが、使用目的等に応じて適宜選択することができる。異形小型電子部品の端子部材としたときの曲げ加工部におけるウィスカの抑制性やはんだ付け性の一層の良化を考慮して、その厚さを0.2〜0.6μmとすることが好ましい。上記インジウムめっき層の厚さを上記の下限値以上とすることにより特に曲げ加工部におけるウィスカの発生を顕著に抑える。上記上限値以下とすることによりはんだの融点低下を防止して耐熱性が良化し、例えばリフロー時に生じるめっき表面の微細な凹凸も好適に防ぐことができる。また、これを超えてインジウムの層を厚くするよりレアメタルの使用を抑え、コスト及び環境適合性等に資する。
【0017】
なお、異形小型電子部品の非曲げ加工部と、曲げ加工部とでIn濃度に差を設けてもよく、その場合は、曲げ加工部のIn濃度より、非曲げ加工部のIn濃度を低くすることが可能である。このようなIn濃度に差を設けたIn濃度の差厚めっきを施こすことにより、はんだ付け性と、非曲げ加工部及び曲げ加工部におけるウィスカの抑制性と、を両立して実現することができるとInの使用量を低減することができる。
【0018】
本発明においては、第2めっき層2aを構成するインジウム層を特定の厚さとし、第1めっき層1aとからなる多層めっき被膜3aを、リフロー処理してスズ層との傾斜した濃度分布とする。これによりめっき内層1及びめっき外層2からなる特有の傾斜濃度状態とされたリフロー後のめっき被膜層3を形成する(図1参照)。これによりもたらされる特有の作用が、とりわけ曲げ加工部での表面の微小割れによるメッキ層における圧縮応力の緩和過程でのウィスカの発生を抑制する作用である。
【0019】
このように両層の金属が濃度勾配をもって傾斜的に存在することによる相互作用について推定を含めていえば下記のように説明される。すなわち、表面相側のインジウムを下地金属側に適度に拡散し傾斜的に配置するとスズ中に拡散したインジウムのもつSn合金皮膜中における応力緩和作用により、SnIn合金中のウィスカへの圧縮応力が緩和され、ウィスカの発生・成長を抑止すると考えられる。つまりスズないしスズ合金層中の内部応力が緩和され、その結果ウィスカの発生が効果的に抑制される。
そして、スズ等の金属で構成される第1めっき層に対して、インジウムからなる第2めっき層が十分な厚さで存在するため、リフロー後には、相応の深さにまでインジウムが到達し深さ方向に進行した厚い傾斜層が形成される。その結果、曲げ加工によってめっき被覆層に微小なクラックが生じたとしても、その亀裂面には十分なインジウムが分布しており、そこからのウィスカの成長を効果的に抑止することができる。
【0020】
ところで、電子機器部品等におけるはんだ付け温度は、鉛入りはんだであるSn−37Pbを使用していた220℃から、鉛フリーはんだのSn−3Ag−0.5Cuの240℃以上へ移行したため、その差の分大きく上昇している。これに対し本発明によれば、めっき被膜部材表面のはんだ濡れ性を高め、より低温で濡れやすくすることができる。そのため、各種部材の製造工程におけるはんだ付け温度を下げることができ大幅なエネルギー削減とともに信頼性の向上につながる。
【0021】
リフローの前の第1めっき層1aの厚さと第2めっき層2aの厚さの関係を以下のように調節することが好ましい。すなわち、第1めっき層の厚さ(t1)と第2めっき層の厚さ(t2)の比率(t2/t1)も考慮することが好ましい。第1めっき層の厚さと第2めっき層の厚さとの比率(t2/t1)は0.08〜0.26とし、0.10〜0.26の範囲とすることが好ましく、0.10〜0.20の範囲とすることがより好ましい。めっき厚さの比率の下限値を0.10以上にすることで拡散層形成の確実性を一層好適に実現することができ、上記比率を0.20以下とすることで耐熱性を発揮させリフロー後の外観を良化しコストを低減することができる。
【0022】
[リフロー処理]
めっき被膜部材とする熱処理としてのリフローの条件は、基材及びめっきの厚さ等を考慮して設定してもよい。本発明によれば、この熱処理としてリフローとはんだ付けにおける加熱処理とをかねてもよく、この加熱処理温度を低減することができ好ましい。上記熱処理としてリフローするときの炉内雰囲気温度としていえば、300〜600℃とすることが好ましい。リフロー処理する時間は1〜10秒であることが好ましく、2〜5秒であることがより好ましい。リフロー処理温度が上記下限値以上であるとインジウムの拡散を十分に進行させ、所望の傾斜状態が得られる点で好ましい。リフロー温度が上記上限値以下であると、インジウムの傾斜を必要以上に進行させず例えばウィスカの抑制性を十分に発揮させることができ、また電子部品等の品質維持にも対応することができる。
【0023】
[下地層]
本発明のめっき被膜材においては、スズないしスズ合金のめっきに先立ち、導電性基材の表面に予め下地層を配設しておくことが好ましい。下地層としては、ニッケルまたはニッケル合金からなる層を電気めっきにより形成することが挙げられる。これらの下地めっき層は導電性基材の銅などの熱拡散を抑制するためのバリアとして有効に機能し、この上に形成された2層構造のめっき層の耐熱性を向上させることができる。また、ニッケル合金を下地めっきとして施しておくと、リフロー時の銅のめっき層への拡散を抑制ないし防止することができ好ましい。さらにまた、導電性基材の表面に予め銅または銅合金を下地めっきしておくことにより、一層良好な導電性を付与することができ好ましい。他方、第2めっき層の外側に他の層等を設けてもよい。
【0024】
[製造方法等]
本発明の製造方法の好ましい実施態様を挙げると、下記(1)〜(9)の工程を適宜組み合せることが挙げられ、これらをその順で順次行うことが好ましい。(1)導電性基材を浸漬脱脂し必要により水洗する工程、(2)電解脱脂し必要により水洗する工程、(3)酸洗浄し必要により水洗する工程、(4)ニッケルめっき(電気めっき)を施し必要により水洗する工程、(5)スズめっき(電気めっき)を施し必要により水洗する工程、(6)インジウムめっき(電気めっき)を施し必要により水洗する工程、(7)乾燥工程、(8)多層めっき材料への熱処理としてのリフロー処理する工程、(9)リフローの後に曲げ加工を施す工程。
【0025】
浸漬脱脂する工程(1)では、市販の浸漬脱脂液を濃度2〜4%の範囲で、温度50℃、約20秒間で行うことが可能である。電解脱脂する工程(2)でも、それぞれ市販の電解脱脂液を濃度5%程度で、室温付近で電流密度2〜4A/dm2、約20秒間で行うことが可能である。酸洗浄工程(3)は、好ましくは濃度5%硫酸で、室温、20秒間で行うことが可能である。ニッケルめっき工程(4)は、スルファミン酸ニッケル浴を用いて約55℃で、電流密度5A/dm2、30秒間で行うことが可能である。スズめっき工程(5)は、酸性スズめっき浴を用いて約30℃で、電流密度5A/dm2、40秒間で行うことが可能である。インジウムめっき工程(6)は、めっき浴を用いて約30℃で、電流密度0.5A/dm2、120秒間で行うことが可能である。このように、めっき工程における電流密度及びめっき処理時間を適宜設定して、第1めっき層(スズ,スズ合金)及び第2めっき層(インジウム)の厚さを上記特定のものとすることができる。
【0026】
本発明のめっき被膜材の形状等は特に限定されないが、曲げ加工しためっき被膜部材とするためには板材であることが実際的である。その厚さTは0.05〜0.25μmの範囲の板厚の材料が使用されるが、曲げ加工性と強度のバランスを考慮すると、0.10〜0.20μmであることがより好ましい。上記曲げ加工の手順や操作はこの種の製品に適用される通常の手法によればよいが、例えば、プレスによる90°曲げが挙げられる。例えば、異形小型電子部品のコーナ部に沿って曲げられるため、曲げ角度はθは90°に曲げられるが、曲げられる材料のスプリングバックや曲げ加工時のばらつきを考えると、曲げ後の成形品の成形後の曲げ角度が90±5°であれば良いとされているが、実際の異形小型部品の作成時には成形後の曲げ角度は90±2°とすることが必要とされる。また、異形小型電子部品の種類によっては、120±2°、150±2°等の異なる曲げ角度で、曲げられることもある。
同様の観点から、本実施形態のめっき部材の板厚は、その用途が異形の小型電子部品であるため、0.05〜0.25mmの範囲となる。基材の厚さが0.05mm未満であると、異形小型電子部品の金属部分の強度が不足し、0.25mm以上になると、強度が高すぎて90°曲げ加工が困難になる。
また、異形小型電子部品の各端子部の曲げRは、異形小型電子部品のウィスカは曲げ半径が0.05mm〜0.3mmの範囲の場合に発生するが、特に曲げ半径が0.05〜0.2mmの場合にウィスカの発生が顕著になる。この観点では曲げ半径は約0.38mm以下に設定されることが本発明の効果が好適に発揮され好ましく、上記の曲げ半径がより好ましい。曲げ部の曲げ半径と基材の板厚の比率の関係は、この比率が小さいほど曲げが厳しい。その範囲は、1.0〜1.5(曲げ半径/板厚)となるが、適宜加工条件等により若干の差は許容される。
ここで、本発明におけるめっき皮膜部材の曲げは、対象製品が異形小型電子部品であるため、前述のように、異形小型電子部品の筐体の輪郭に沿って、平面部と平面部の間に配置された曲げ加工部が成形される。曲げ加工部が、その両側の平面部が金型により拘束されて、引張り力受ける状態で成形されるので、曲げ加工部は両側の平面部から引張力を受けると同時に、曲げ加工部中央部分に歪が集中しやすく、曲げ加工部の外表面に割れが発生する。そして、その割れの一部がめっき皮膜基底部に達して、割れ部断面からウィスカが発生する。
【0027】
本発明のめっき被膜材が適用される異形小型電子部品としては、例えば、携帯電話などに用いられる小型スイッチが挙げられ、その端子部として適用することでその効果が発揮され好ましい。異形小型電子部品としては、スイッチの他、エンコーダ、センサ、可変抵抗器、カードコネクタ、電解コンデンサなどがあり、これらの異形小型電子部品のはんだ端子として用いられる。これらの異形小型電子部品の端子は、少なくとも電極端子やアース端子などの複数の端子や筐体と一体化された枠端子が1−2mmの間隔で近接して配置されているため、ウィスカが発生する近接する端子が短絡するため、これらの異形小型電子部品の曲げ加工部のウィスカ発生を防止できるため、本発明めっき被膜部材は、これらの厳しい曲げ加工を受ける異形小型電子部品に適用すると効果的である。
【実施例】
【0028】
以下、本発明について実施例に基づきさらに詳細に説明するが、本発明がこれにより限定して解釈されるものではない。
(実施例)
試験に用いた材料の基材は、0.20mm(厚さT)×8mm(長さ・幅)の黄銅(35/65黄銅)からなる導電性基材を用い、これに、ニッケル下地めっきを0.5μmの厚さで設けた。その後、上記下地めっきの表面に第1めっき層としてスズめっき層を表1の厚さで施し、さらにそのスズめっき層の表面に第2めっき層として、インジウムめっき層を表1に示す各種厚さで形成して多層めっき材料を得た。この多層めっき材料に対し、雰囲気温度400〜450℃の条件でリフロー処理を行ない、めっき被膜材前駆体を得た。このめっき被膜材前駆体に対して、曲げ角度:90°、曲げR:0.20mmの曲げ加工を施し、図2に示したような外形を有する曲げ部材としての試験体を得た。図2中、90は試験体、91は曲げ加工部、92,93は非曲げ加工面を意味する。なお、曲げ半径は、板厚の中心線における角度で評価した(図2参照)。
【0029】
表1のように第1めっき層のSn厚さと、第2めっき層のIn厚さを変えた、本発明の実施例に係る曲げ加工が施された試験体1〜11を作製した。また、Sn層,In層の厚さあるいはIn層/Sn層の厚さの比率のいずれかが本発明の規定から外れるがその他は本発明の規定を満足する材料を試作してこれを試験体12〜14とした。さらに、Sn層,In層の厚さ及びIn層/Sn層の厚さの比率は本発明の規定を満足するが、リフロー処理を行わなかったものを、試験体15とした。ここで、試験体1〜8は、板厚0.20mmの黄銅基材にNi下地めっきを0.5μm施した後、Sn,Inめっきを,本発明を満足する範囲で施したものである。さらに、基材を板厚0.15mmのSUS基板にNi下地めっきを0.5μmを施した後、Snめっき層、Inめっき層をそれぞれ1.5μm、0.3μmのめっきを施した後、リフロー処理を行った試験体を、試験体9、それぞれ3.0μm、0.3μmのめっきを施した後、リフロー処理を行った試験体を、試験体10とした。試験体9と同様のSn,Inめっきを施し、SUS基材の板厚を0.06μmとし、Ni下地めっき層がないものを、試験体11とした。ここで、試験体Kは、Snめっき部材が厳しい曲げ部を有する異形小型電子部品に使用できなかったことから、これまで異形小型電子部品に使用されている金メッキ材を従来材として比較のために用意したものである。
【0030】
[クラック・ウィスカの発生評価試験]
上記で作製した各試験体について、ウィスカの発生確認試験を行った。試験条件は、室温(約20℃)で静置し、3000時間後の状態を、電子顕微鏡で観察することにより行った。ウィスカの発生が確認されたものを「あり」として、ウィスカと明確に判断できるものがなかった場合には「なし」とした。同様に、曲げ加工表面のクラックの有無も確認、判定した。
【0031】
[はんだ濡れ性試験]
はんだ濡れ性は、JIS C0053 環境試験方法−電気・電子−はんだ付け試験方法(平衡法)に準拠して行なった。参考として、はんだ濡れ性試験における濡れの力の時間的変化と接触角の関係の一例を、図4に示した。各試験体はプレッシャークッカー試験(PCT)装置により、105℃、100%RHの条件で8時間処理した。溶融したはんだ(千住金属工業社製、Sn−3Ag−0.5Cu、フラックスマイルドロジン NA200[商品名])に、上記試験体を、はんだ温度245℃でそれぞれ2mm/秒、浸漬深さ0.1mm、浸漬時間5秒の条件で浸漬して、そのはんだの濡れ性をメニスコグラフ法で測定してゼロクロス時間を求めた。ゼロクロス時間とははんだが浸漬開始から濡れ始めて作用力がゼロとなるまでの時間であり短いほどはんだがめっき表面に濡れやすいことを示す。結果は以下のように区分して表1に示した。さらに、同時に最大濡れ力をメニスコグラフ法で測定した、最大濡れ力は、一般には大きいほど優れることになるが、実用上、試験体Kとほぼ同等の実用上問題ないレベルとして、0.80mN以上であれば問題なしとした。
・はんだ濡れ性(245℃)
《ゼロクロスタイム》
○・・・ゼロクロス時間が3秒以内の場合
×・・・ゼロクロス時間が3秒を超える場合
《最大濡れ力》
○・・・最大濡れ力が0.80mNを以上の場合
×・・・最大濡れ力が0.80mN未満の場合
【0032】
【表1】

【0033】
ここで、試験体1〜8の実施例材料は、いずれも曲げ部に微細なクラックが生じたが、非曲げ加工部、および平面部と平面部の間に形成された曲げ加工部ともにウィスカは生じなかった。これに対して、試験体12〜14に記載の比較例としての試験体は、Sn層,In層とも、In/Snの比率が0.10〜0.26の範囲を満たさないか、あるいは、Sn層,In層ともその厚さが本発明の範囲を満たさず、Ni下地めっき層あるいは基材層までInが拡散しないため、曲げ加工部に、曲げ部の底部からウィスカが発生した。また、試験体15は、Sn層、In層の厚さ、In/Sn比率ともに本発明の規定を満足するが、第1めっき層、第2めっき層のめっきを行った後、リフロー処理を行わなかったために、曲げ加工部に割れが生じた。また、試験体9〜11に記載のSUS基板の場合も、Sn,Inめっき層の厚さとIn/Sn層の比率ともに本発明の範囲内であるために、基材の板厚や下地めっきの有無に関係なく曲げ部のウィスカは発生せず、はんだ濡れ性も問題ないものであった。
【0034】
上記試験体1の非曲げ加工面について、インジウム表面側から基材側にエッチングしスズとインジウムとの組成を測定するオージェ分析を行なった。その結果、表面側にインジウムが高濃度で存在し、基材側に進むにつれその濃度が減少してInが下地Ni層に到達していることが確認できた(図3参照)。また、試験体2〜8、試験体9〜11においても同様に下地めっきであるNi層まで到達するInの拡散によるInの拡散層の形成が認められた。下地めっきを施さないSUS基材においても、SUS基材の表面まで、Inの拡散が行われていた。
また、試験体1〜8、試験体9〜11におけるはんだ濡れ性は、現行のAuめっきの場合と同等のレベルで、いずれの場合もゼロクロスタイムは、0.20秒以内であった。また、最大濡れ力は、いずれの試験体においても、Auめっきの場合とほぼ同様であった。
従って、試験体1〜11のめっき皮膜部材のはんだ濡れ性は、ゼロクロスタイムの評価において、最大濡れ力の評価においても全く問題ないものであった。
試験体16は、Snが多く範囲外となり、またIn/Sn比率が高く範囲外となる。その結果、融点が低下し耐熱性が劣り、めっきの表面の凹凸が大きいものとなった。試験体17は、Snが更に多く大きく特定の範囲を外れ、めっきの表面の凹凸が大きくなる。また、コストの点でも不利である。
〔異形小型電子部品での確認試験〕
表1に示す、ウィスカが発生しなかった試験体1〜8、試験体9〜11に示す各種めっき材料について、異形小型電子部品(約4mm×4mm)である小型スイッチを試作して、はんだめっき層の耐久性とウィスカの発生について確認したところ、所定の作動力で100万回の作動試験においても問題なく使用することができ、ウィスカの発生も認められなかった。
【0035】
上記の結果から分かるように、本発明のめっき被膜によれば、はんだの濡れ性について良好な性能が維持されつつ、曲げ加工部においてウィスカの発生が効果的に抑制され、スイッチの接点材等の電気電子部品用途に適していることが分かる。
【符号の説明】
【0036】
1 めっき内層(リフロー後の第1めっき層側の領域)
1a 第1めっき層
2 めっき外層(リフロー後の第2めっき層側の領域)
2a 第2めっき層
3 リフロー後のめっき被膜層
3a 多層めっき被膜
90 めっき被膜材試験体
91 曲げ加工部
92、93 非曲げ加工面
R 曲げ半径
θ 曲げ角度
【技術分野】
【0001】
本発明は、鉛を含まないめっき被膜を有する部材、これを用いた電気電子部品、これに用いられるめっき被膜材及び多層めっき材料、並びにめっき被膜部材の製造方法に関する。
【背景技術】
【0002】
近年、携帯型電子機器等に搭載される電気電子部品は一層小型化され、一方で多様な製品開発の中にあり多機能化・高機能化の要求が益々高まっている。かかる状況を受け、異形小型電子部品の端子などの導電性部材についても、微小化を達成しつつ、曲げ加工性の向上や短絡等を生じない製品信頼性の向上が求められている。このようなニーズに対応するために、銅ないしその合金等の導電性の良好な基材を用い、それぞれのアプリケーションに応じためっきを施すことでその表面特性を改良することが行われている。
【0003】
スズめっきを利用した場合、これに特有の現象として、その内部応力や下地を含む基材金属の拡散等によりウィスカが発生しやすいという問題がある。ひとたびウィスカが発生し別の導電性部材等と電気的に接触するようなことがあれば、回路の短絡をおこす原因となる。それにより、デバイスの動作に影響することはもとより、電子素子や半導体に重大な損傷等を与えることともなりかねない。この対策として、スズめっきを施した後にリフロー処理することが提案されている。
【0004】
ところで、近年はんだ材料の成分が大きく変わった。従来、63Sn−37Pb(スズ−鉛)はんだが汎用されていたが、廃棄物処理法などの環境関連法規制により、鉛は特別管理物質に指定されているなど環境への影響が懸念されており、鉛を含まないはんだ(鉛フリーはんだ)への移行が急速に進んでいる。これに対応するために、鉛を含まないものを適用することが求められている。その上で上述したような摺動性及びはんだ付け性といった相反する特性の両立に加え、ウィスカの発生防止を実現しなければならず、これらを同時に満足する技術の開発は一層困難なものとなっている。
【0005】
特許文献1はスズめっきの上にインジウムめっきを施したものを開示する。これにより外観とはんだ付け性が良好となるとされる。また、特許文献2はスズの電気めっき層の上に銀、ビスマス、銅、インジウム、又は亜鉛の電気めっき層を施したものを開示し、これにより、摺動性、はんだ付け性、耐食性を改善しうるとされる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平11−279791号公報
【特許文献2】特開2002−317295号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本件発明者らは、上述のようなウィスカへの対策や鉛フリーはんだ性の維持を念頭に、挿抜して用いられる端子部品において、その摺動性の向上とはんだ付け性の向上とを両立する技術を開発した(特開2010−280955参照)。しかしながら、このめっき被膜部材は、挿抜性を必要としない曲げ加工を施した異形小型電子部品などでは、耐ウィスカ性において必ずしも十分な性能を発揮できない場合がある。すなわち、曲げ加工部のめっきに極めて微細なクラックが生じ、その亀裂面に露出したスズ層からウィスカが成長して、短絡の可能性があるため、異形小型電子部品等への適用ができないことがあることが分かってきた。
本発明は、上述したような鉛を含まない異形小型電子部品等の端子のめっき被膜に求められる特有の課題に鑑み、鉛フリーはんだに対する高いはんだ付け性(濡れ性)を実現し、しかも特にその厳しい曲げ加工部におけるウィスカの発生を抑制ないし防止することができるめっき被膜部材の提供及びめっき被膜部材の曲げ部の形成方法並びにウィスカの防止方法の提供を目的とする。さらに、それをめっき被膜部材として用いた異形小型電子部品等の電気電子部品の提供を目的とする。ここで、異形小型電子部品としては、電子回路基板に取り付けられるスイッチ、エンコーダ、センサ、可変抵抗器、カードコネクタ、電解コンデンサなどが挙げられ、本発明における部材は、例えば、樹脂と一体化され筐体を兼ねて使用され、そこに平面曲げ加工を施したはんだ付け端子等として用いられる。通常、これらの異形小型電子部品の端子は、プリント基板にはんだ付けして回路接続を行う端子と、アース端子と兼ねる基板への取り付け強度を確保するため筐体と一体化された枠端子、及びその両方の機能を兼ねる端子などがあるが、本発明の曲げ加工部のウィスカ発生を防止するめっき被膜部材は、これらの厳しい曲げ加工を受ける異形小型電子部品に好適に適用することができる。
【課題を解決するための手段】
【0008】
上記の課題は下記の手段により解決された。
(1)表面のインジウムからなる第2めっき層とその下層の第1めっき層とを導電性基材上に他層を介してもしくは介さずに有する多層めっき材料をリフロー処理しかつ平面部と平面部との間に配置された曲げ加工部で曲げ加工してなるめっき被膜部材であって、
リフロー処理前の前記多層めっき材料について、前記第1めっき層の厚さを0.8〜3μmとし、前記第2めっき層の厚さを0.08〜0.6μmとし、
さらに前記第1めっき層の厚さ(t1)に対する第2めっき層の厚さ(t2)の比率(t2/t1)を0.08〜0.26とし、
前記被膜部材に前記リフロー処理をすることにより、前記第2めっき層のインジウムの濃度がめっき表面側から導電性基材側に向けて傾斜的に減少しながら導電性基材側にまでInが到達するようにInの拡散層を形成して、曲げ加工部のウィスカ発生を防止することを特徴とするめっき被膜部材。
(2)前記曲げ加工部における曲げ加工を行う材料の板厚が0.05〜0.25mmであることを特徴とする(1)に記載の曲げ加工部のウィスカ発生を防止することを特徴とするめっき被膜部材。
(3)前記第1めっき層が、スズ、スズ−銀合金、スズ−ビスマス合金、スズ−銅合金、及びスズ−銀−銅合金の群から選ばれる少なくとも1種からなることを特徴とする(1)又は(2)のいずれかに記載の曲げ加工部のウィスカ発生を防止することを特徴とするめっき被膜部材。
(4)前記第1めっき層と前記導電性基材との間に、ニッケルまたはニッケル合金からなる下地めっき層が介在されている(1)〜(3)のいずれかに記載の曲げ加工部のウィスカ発生を防止することを特徴とするめっき被膜部材。
(5)前記第1めっき層と前記導電性基材との間に、銅または銅合金からなる下地めっき層が介在されている(1)〜(4)のいずれか1項に記載の曲げ加工部のウィスカ発生を防止することを特徴とするめっき被膜部材。
(6)(1)〜(5)のいずれか1項に記載の曲げ加工部のウィスカ発生を防止することを特徴とするめっき被膜部材を具備する電気電子部品。
(7)導電性基材の外側に、他の層を介してもしくは介さずに、スズもしくはスズ合金からなるめっき層の厚さが0.8〜3μmの第1めっき層を形成し、該第1めっき層の表面にインジウムからなるめっき層の厚さが0.08〜0.6μmである第2めっき層を形成し、さらに前記第1めっき層の厚さ(t1)に対する第2めっき層の厚さ(t2)の比率(t2/t1)を0.08〜0.26とした多層めっき被覆部材を、
該多層めっき材料をリフロー処理して、平面部と平面部との間に配置された曲げ加工部で曲げ加工するに当たり、
該多層めっき材料のリフロー処理により、前記リフロー後のめっき層のインジウムの濃度がめっき表面側から導電性基材側にむけ傾斜的に減少しながら導電性基材側にまでInが到達するようにInの拡散層を形成するめっき被膜部材の曲げ部の形成方法。
(8)導電性基材の外側に、他の層を介してもしくは介さずに、スズもしくはスズ合金からなるめっき層の厚さが0.3〜3μmの第1めっき層を形成し、該第1めっき層の表面にインジウムからなるめっき層の厚さが0.08〜0.6μm以下である第2めっき層を形成し、さらに前記第1めっき層の厚さ(t1)に対する第2めっき層の厚さ(t2)の比率(t2/t1)を0.08〜0.26とした多層めっき被覆部材をリフロー処理し、平面部と平面部との間に配置された曲げ加工部でかつ曲げ加工するに当たり、
前記リフロー処理により、前記リフロー後のめっき層のインジウムの濃度がめっき表面側から導電性基材側にむけ傾斜的に減少しながら前記導電性基材側にまでInが到達するようInの拡散層を形成するウィスカ発生防止方法。
【0009】
平面部と平面部との間に配置された曲げ加工部での曲げ加工(平面曲げ加工)とは、板状の部材の平面を維持して典型的にはその面内の1つの直線を基線とし、該基線を折り目にして曲げ加工を施す加工形態を指す。一方、面内の所定の基線を折り目として設定せず、緩やかに断面において弧を描くように曲げを施す丸曲げ加工とは区別される概念である。この時に、平面部と平面部が強く拘束または引張力を受けるため、前記緩やかな断面で円弧を描いて曲げた場合は、曲げ部への応力集中が大きくなるため、曲げ部の基線上の外表面に微小な割れが発生する。
【発明の効果】
【0010】
本発明のめっき被膜部材は、鉛を含まないめっき被膜を有する異形小型電子部品等の厳しい曲げ加工を受ける端子部材等に求められる特有の課題を解決し、鉛フリーはんだに対するはんだ付け性(濡れ性)の向上はもとより、スイッチなどの厳しい平面曲げ加工部を有する部品の曲げ加工部でのウィスカの発生及び成長を抑制・防止するという優れた作用効果を奏する。また、本発明の端子部材のめっき被膜材及び多層めっき材料は、上述した厳しい曲げ加工部を有する異形小型電子部品の端子等におけるめっき被膜部材の素材として特に適し、これを接点材として用いた微小スイッチ等の電気電子部品において安定した導通とともに長期間の使用においても短絡を生じさせない機器の信頼性を実現する。
また、本発明の方法によれば、上述した良好な特性を有するめっき被膜材を適用することができる。
【図面の簡単な説明】
【0011】
【図1】本発明の一実施態様における異形小型電子部品の端子部材についてそのめっき被膜の状態を模式的に示す断面図であり、図1(a)がリフロー前、図1(b)がリフロー後の状態を示す。
【図2】実施例で作製した曲げ加工を施しためっき被膜部材試験体を模式的に示した斜視図である。
【図3】作製例で得られた異形小型電子部品のめっき被膜材(試験体)のスズとインジウムとの傾斜的な濃度分布を示すオージェ分析の結果を示すグラフである。
【図4】はんだ濡れ性試験における濡れの力の時間的変化と接触角の関係の一例を示したグラフ及び説明図である。
【発明を実施するための形態】
【0012】
本発明のめっき被膜部材及びその製造方法について、以下に、一部図面を参照しながら詳細に説明する。
【0013】
[導電性基材]
本発明のめっき被膜部材に用いることができる導電性基材の材料、形状は特に限定されず、通常の半導体装置に用いられる材料、形状のものを用いることができる。具体的には少なくともその表面が導電性を有する材料であればよく、例えば、銅、鉄、ニッケル、アルミニウム、及びこれらの組み合せによる基材などをあげることができる。目的や用途に応じて適宜に選定することができるが、本発明のような厳しい曲げが存在する異形小型電子部品の端子板等としての使用を考慮すると、少なくとも表面の構成材料は銅単体、銅合金、ステンレス、鉄系合金などが好ましい。導電性基材の形状は特に限定されないが、異形小型電子部品の端子材等としての使用を考慮すると曲げ加工を施す前の導電性基材の形状は、平板条やプレス済条が好ましい。
【0014】
[第1めっき層]
本発明において第1めっき層1a(図1参照)はスズもしくはスズ合金からなり、好ましくは、スズ(Sn)、スズ(Sn)−銀(Ag)合金、スズ(Sn)−ビスマス(Bi)合金、スズ(Sn)−銅(Cu)合金、及びスズ(Sn)−銀(Ag)−銅(Cu)合金の群から選ばれる少なくとも1種からなる。ここで、各金属ないし合金の融点は以下のとおりであり、後述するリフロー処理温度やインジウムの融点との関係で適用する材料を選定してもよい。なかでも、第1めっき層を構成する材料は、スズ、スズ−銀合金、スズ−ビスマス合金、又はスズ−銀−銅合金が好ましく、スズ又はスズ−銀合金がより好ましい。スズ単体の融点は231.9℃、スズ−3質量%銀合金は220℃、スズ−5質量%ビスマス合金は227℃、スズ−0.7質量%銅合金は227℃、スズ−3質量%銀−0.5質量%銅合金の融点は219℃である。スズ−銀合金の場合は銀含有量の上限値を4質量%とすることが好ましい。スズ−ビスマス合金の場合はビスマス含有量の上限値を5質量%とすることが好ましい。スズ−銅合金の場合は銅の含有量の上限値を1質量%とすることが好ましい。これらの合金において上記上限値の範囲内であると、クラックの抑制性やはんだ濡れ性が高まり好ましい。また、第2めっき層を構成するインジウムは、その融点が低く(156℃)、膜厚を細かく制御する目的から、第1めっき層の材料や厚さをそのばらつきの影響を打ち消すことができる範囲で適宜選定・調節することが好ましい。
【0015】
本発明において、第1めっき層の厚さは0.8〜3μmとされるが、その範囲で使用目的や用途に応じて適宜選択することができる。異形小型電子部品のはんだめっき層の耐久性等を考慮すると、第1めっき層の厚さは、第1めっき層の厚さの下限値が多少厚く、第1めっき層の厚さが1.0〜3μmとすることが好ましい。さらに、はんだ付け性を考慮して、1.2μm以上3μm以下とすることが好ましい。ここで、Snめっきの上限を3μm以下とするのは、3μm以上になると厳しい曲げ部の曲げ加工時のクラックが微細クラックではなく、粗大クラックに発達するものである。
【0016】
[第2めっき層]
本発明のめっき被膜材において、第2めっき層2a(図1参照)にはインジウムが用いられる。第2めっき層の厚さは0.08μm超0.6μm以下とされるが、使用目的等に応じて適宜選択することができる。異形小型電子部品の端子部材としたときの曲げ加工部におけるウィスカの抑制性やはんだ付け性の一層の良化を考慮して、その厚さを0.2〜0.6μmとすることが好ましい。上記インジウムめっき層の厚さを上記の下限値以上とすることにより特に曲げ加工部におけるウィスカの発生を顕著に抑える。上記上限値以下とすることによりはんだの融点低下を防止して耐熱性が良化し、例えばリフロー時に生じるめっき表面の微細な凹凸も好適に防ぐことができる。また、これを超えてインジウムの層を厚くするよりレアメタルの使用を抑え、コスト及び環境適合性等に資する。
【0017】
なお、異形小型電子部品の非曲げ加工部と、曲げ加工部とでIn濃度に差を設けてもよく、その場合は、曲げ加工部のIn濃度より、非曲げ加工部のIn濃度を低くすることが可能である。このようなIn濃度に差を設けたIn濃度の差厚めっきを施こすことにより、はんだ付け性と、非曲げ加工部及び曲げ加工部におけるウィスカの抑制性と、を両立して実現することができるとInの使用量を低減することができる。
【0018】
本発明においては、第2めっき層2aを構成するインジウム層を特定の厚さとし、第1めっき層1aとからなる多層めっき被膜3aを、リフロー処理してスズ層との傾斜した濃度分布とする。これによりめっき内層1及びめっき外層2からなる特有の傾斜濃度状態とされたリフロー後のめっき被膜層3を形成する(図1参照)。これによりもたらされる特有の作用が、とりわけ曲げ加工部での表面の微小割れによるメッキ層における圧縮応力の緩和過程でのウィスカの発生を抑制する作用である。
【0019】
このように両層の金属が濃度勾配をもって傾斜的に存在することによる相互作用について推定を含めていえば下記のように説明される。すなわち、表面相側のインジウムを下地金属側に適度に拡散し傾斜的に配置するとスズ中に拡散したインジウムのもつSn合金皮膜中における応力緩和作用により、SnIn合金中のウィスカへの圧縮応力が緩和され、ウィスカの発生・成長を抑止すると考えられる。つまりスズないしスズ合金層中の内部応力が緩和され、その結果ウィスカの発生が効果的に抑制される。
そして、スズ等の金属で構成される第1めっき層に対して、インジウムからなる第2めっき層が十分な厚さで存在するため、リフロー後には、相応の深さにまでインジウムが到達し深さ方向に進行した厚い傾斜層が形成される。その結果、曲げ加工によってめっき被覆層に微小なクラックが生じたとしても、その亀裂面には十分なインジウムが分布しており、そこからのウィスカの成長を効果的に抑止することができる。
【0020】
ところで、電子機器部品等におけるはんだ付け温度は、鉛入りはんだであるSn−37Pbを使用していた220℃から、鉛フリーはんだのSn−3Ag−0.5Cuの240℃以上へ移行したため、その差の分大きく上昇している。これに対し本発明によれば、めっき被膜部材表面のはんだ濡れ性を高め、より低温で濡れやすくすることができる。そのため、各種部材の製造工程におけるはんだ付け温度を下げることができ大幅なエネルギー削減とともに信頼性の向上につながる。
【0021】
リフローの前の第1めっき層1aの厚さと第2めっき層2aの厚さの関係を以下のように調節することが好ましい。すなわち、第1めっき層の厚さ(t1)と第2めっき層の厚さ(t2)の比率(t2/t1)も考慮することが好ましい。第1めっき層の厚さと第2めっき層の厚さとの比率(t2/t1)は0.08〜0.26とし、0.10〜0.26の範囲とすることが好ましく、0.10〜0.20の範囲とすることがより好ましい。めっき厚さの比率の下限値を0.10以上にすることで拡散層形成の確実性を一層好適に実現することができ、上記比率を0.20以下とすることで耐熱性を発揮させリフロー後の外観を良化しコストを低減することができる。
【0022】
[リフロー処理]
めっき被膜部材とする熱処理としてのリフローの条件は、基材及びめっきの厚さ等を考慮して設定してもよい。本発明によれば、この熱処理としてリフローとはんだ付けにおける加熱処理とをかねてもよく、この加熱処理温度を低減することができ好ましい。上記熱処理としてリフローするときの炉内雰囲気温度としていえば、300〜600℃とすることが好ましい。リフロー処理する時間は1〜10秒であることが好ましく、2〜5秒であることがより好ましい。リフロー処理温度が上記下限値以上であるとインジウムの拡散を十分に進行させ、所望の傾斜状態が得られる点で好ましい。リフロー温度が上記上限値以下であると、インジウムの傾斜を必要以上に進行させず例えばウィスカの抑制性を十分に発揮させることができ、また電子部品等の品質維持にも対応することができる。
【0023】
[下地層]
本発明のめっき被膜材においては、スズないしスズ合金のめっきに先立ち、導電性基材の表面に予め下地層を配設しておくことが好ましい。下地層としては、ニッケルまたはニッケル合金からなる層を電気めっきにより形成することが挙げられる。これらの下地めっき層は導電性基材の銅などの熱拡散を抑制するためのバリアとして有効に機能し、この上に形成された2層構造のめっき層の耐熱性を向上させることができる。また、ニッケル合金を下地めっきとして施しておくと、リフロー時の銅のめっき層への拡散を抑制ないし防止することができ好ましい。さらにまた、導電性基材の表面に予め銅または銅合金を下地めっきしておくことにより、一層良好な導電性を付与することができ好ましい。他方、第2めっき層の外側に他の層等を設けてもよい。
【0024】
[製造方法等]
本発明の製造方法の好ましい実施態様を挙げると、下記(1)〜(9)の工程を適宜組み合せることが挙げられ、これらをその順で順次行うことが好ましい。(1)導電性基材を浸漬脱脂し必要により水洗する工程、(2)電解脱脂し必要により水洗する工程、(3)酸洗浄し必要により水洗する工程、(4)ニッケルめっき(電気めっき)を施し必要により水洗する工程、(5)スズめっき(電気めっき)を施し必要により水洗する工程、(6)インジウムめっき(電気めっき)を施し必要により水洗する工程、(7)乾燥工程、(8)多層めっき材料への熱処理としてのリフロー処理する工程、(9)リフローの後に曲げ加工を施す工程。
【0025】
浸漬脱脂する工程(1)では、市販の浸漬脱脂液を濃度2〜4%の範囲で、温度50℃、約20秒間で行うことが可能である。電解脱脂する工程(2)でも、それぞれ市販の電解脱脂液を濃度5%程度で、室温付近で電流密度2〜4A/dm2、約20秒間で行うことが可能である。酸洗浄工程(3)は、好ましくは濃度5%硫酸で、室温、20秒間で行うことが可能である。ニッケルめっき工程(4)は、スルファミン酸ニッケル浴を用いて約55℃で、電流密度5A/dm2、30秒間で行うことが可能である。スズめっき工程(5)は、酸性スズめっき浴を用いて約30℃で、電流密度5A/dm2、40秒間で行うことが可能である。インジウムめっき工程(6)は、めっき浴を用いて約30℃で、電流密度0.5A/dm2、120秒間で行うことが可能である。このように、めっき工程における電流密度及びめっき処理時間を適宜設定して、第1めっき層(スズ,スズ合金)及び第2めっき層(インジウム)の厚さを上記特定のものとすることができる。
【0026】
本発明のめっき被膜材の形状等は特に限定されないが、曲げ加工しためっき被膜部材とするためには板材であることが実際的である。その厚さTは0.05〜0.25μmの範囲の板厚の材料が使用されるが、曲げ加工性と強度のバランスを考慮すると、0.10〜0.20μmであることがより好ましい。上記曲げ加工の手順や操作はこの種の製品に適用される通常の手法によればよいが、例えば、プレスによる90°曲げが挙げられる。例えば、異形小型電子部品のコーナ部に沿って曲げられるため、曲げ角度はθは90°に曲げられるが、曲げられる材料のスプリングバックや曲げ加工時のばらつきを考えると、曲げ後の成形品の成形後の曲げ角度が90±5°であれば良いとされているが、実際の異形小型部品の作成時には成形後の曲げ角度は90±2°とすることが必要とされる。また、異形小型電子部品の種類によっては、120±2°、150±2°等の異なる曲げ角度で、曲げられることもある。
同様の観点から、本実施形態のめっき部材の板厚は、その用途が異形の小型電子部品であるため、0.05〜0.25mmの範囲となる。基材の厚さが0.05mm未満であると、異形小型電子部品の金属部分の強度が不足し、0.25mm以上になると、強度が高すぎて90°曲げ加工が困難になる。
また、異形小型電子部品の各端子部の曲げRは、異形小型電子部品のウィスカは曲げ半径が0.05mm〜0.3mmの範囲の場合に発生するが、特に曲げ半径が0.05〜0.2mmの場合にウィスカの発生が顕著になる。この観点では曲げ半径は約0.38mm以下に設定されることが本発明の効果が好適に発揮され好ましく、上記の曲げ半径がより好ましい。曲げ部の曲げ半径と基材の板厚の比率の関係は、この比率が小さいほど曲げが厳しい。その範囲は、1.0〜1.5(曲げ半径/板厚)となるが、適宜加工条件等により若干の差は許容される。
ここで、本発明におけるめっき皮膜部材の曲げは、対象製品が異形小型電子部品であるため、前述のように、異形小型電子部品の筐体の輪郭に沿って、平面部と平面部の間に配置された曲げ加工部が成形される。曲げ加工部が、その両側の平面部が金型により拘束されて、引張り力受ける状態で成形されるので、曲げ加工部は両側の平面部から引張力を受けると同時に、曲げ加工部中央部分に歪が集中しやすく、曲げ加工部の外表面に割れが発生する。そして、その割れの一部がめっき皮膜基底部に達して、割れ部断面からウィスカが発生する。
【0027】
本発明のめっき被膜材が適用される異形小型電子部品としては、例えば、携帯電話などに用いられる小型スイッチが挙げられ、その端子部として適用することでその効果が発揮され好ましい。異形小型電子部品としては、スイッチの他、エンコーダ、センサ、可変抵抗器、カードコネクタ、電解コンデンサなどがあり、これらの異形小型電子部品のはんだ端子として用いられる。これらの異形小型電子部品の端子は、少なくとも電極端子やアース端子などの複数の端子や筐体と一体化された枠端子が1−2mmの間隔で近接して配置されているため、ウィスカが発生する近接する端子が短絡するため、これらの異形小型電子部品の曲げ加工部のウィスカ発生を防止できるため、本発明めっき被膜部材は、これらの厳しい曲げ加工を受ける異形小型電子部品に適用すると効果的である。
【実施例】
【0028】
以下、本発明について実施例に基づきさらに詳細に説明するが、本発明がこれにより限定して解釈されるものではない。
(実施例)
試験に用いた材料の基材は、0.20mm(厚さT)×8mm(長さ・幅)の黄銅(35/65黄銅)からなる導電性基材を用い、これに、ニッケル下地めっきを0.5μmの厚さで設けた。その後、上記下地めっきの表面に第1めっき層としてスズめっき層を表1の厚さで施し、さらにそのスズめっき層の表面に第2めっき層として、インジウムめっき層を表1に示す各種厚さで形成して多層めっき材料を得た。この多層めっき材料に対し、雰囲気温度400〜450℃の条件でリフロー処理を行ない、めっき被膜材前駆体を得た。このめっき被膜材前駆体に対して、曲げ角度:90°、曲げR:0.20mmの曲げ加工を施し、図2に示したような外形を有する曲げ部材としての試験体を得た。図2中、90は試験体、91は曲げ加工部、92,93は非曲げ加工面を意味する。なお、曲げ半径は、板厚の中心線における角度で評価した(図2参照)。
【0029】
表1のように第1めっき層のSn厚さと、第2めっき層のIn厚さを変えた、本発明の実施例に係る曲げ加工が施された試験体1〜11を作製した。また、Sn層,In層の厚さあるいはIn層/Sn層の厚さの比率のいずれかが本発明の規定から外れるがその他は本発明の規定を満足する材料を試作してこれを試験体12〜14とした。さらに、Sn層,In層の厚さ及びIn層/Sn層の厚さの比率は本発明の規定を満足するが、リフロー処理を行わなかったものを、試験体15とした。ここで、試験体1〜8は、板厚0.20mmの黄銅基材にNi下地めっきを0.5μm施した後、Sn,Inめっきを,本発明を満足する範囲で施したものである。さらに、基材を板厚0.15mmのSUS基板にNi下地めっきを0.5μmを施した後、Snめっき層、Inめっき層をそれぞれ1.5μm、0.3μmのめっきを施した後、リフロー処理を行った試験体を、試験体9、それぞれ3.0μm、0.3μmのめっきを施した後、リフロー処理を行った試験体を、試験体10とした。試験体9と同様のSn,Inめっきを施し、SUS基材の板厚を0.06μmとし、Ni下地めっき層がないものを、試験体11とした。ここで、試験体Kは、Snめっき部材が厳しい曲げ部を有する異形小型電子部品に使用できなかったことから、これまで異形小型電子部品に使用されている金メッキ材を従来材として比較のために用意したものである。
【0030】
[クラック・ウィスカの発生評価試験]
上記で作製した各試験体について、ウィスカの発生確認試験を行った。試験条件は、室温(約20℃)で静置し、3000時間後の状態を、電子顕微鏡で観察することにより行った。ウィスカの発生が確認されたものを「あり」として、ウィスカと明確に判断できるものがなかった場合には「なし」とした。同様に、曲げ加工表面のクラックの有無も確認、判定した。
【0031】
[はんだ濡れ性試験]
はんだ濡れ性は、JIS C0053 環境試験方法−電気・電子−はんだ付け試験方法(平衡法)に準拠して行なった。参考として、はんだ濡れ性試験における濡れの力の時間的変化と接触角の関係の一例を、図4に示した。各試験体はプレッシャークッカー試験(PCT)装置により、105℃、100%RHの条件で8時間処理した。溶融したはんだ(千住金属工業社製、Sn−3Ag−0.5Cu、フラックスマイルドロジン NA200[商品名])に、上記試験体を、はんだ温度245℃でそれぞれ2mm/秒、浸漬深さ0.1mm、浸漬時間5秒の条件で浸漬して、そのはんだの濡れ性をメニスコグラフ法で測定してゼロクロス時間を求めた。ゼロクロス時間とははんだが浸漬開始から濡れ始めて作用力がゼロとなるまでの時間であり短いほどはんだがめっき表面に濡れやすいことを示す。結果は以下のように区分して表1に示した。さらに、同時に最大濡れ力をメニスコグラフ法で測定した、最大濡れ力は、一般には大きいほど優れることになるが、実用上、試験体Kとほぼ同等の実用上問題ないレベルとして、0.80mN以上であれば問題なしとした。
・はんだ濡れ性(245℃)
《ゼロクロスタイム》
○・・・ゼロクロス時間が3秒以内の場合
×・・・ゼロクロス時間が3秒を超える場合
《最大濡れ力》
○・・・最大濡れ力が0.80mNを以上の場合
×・・・最大濡れ力が0.80mN未満の場合
【0032】
【表1】
【0033】
ここで、試験体1〜8の実施例材料は、いずれも曲げ部に微細なクラックが生じたが、非曲げ加工部、および平面部と平面部の間に形成された曲げ加工部ともにウィスカは生じなかった。これに対して、試験体12〜14に記載の比較例としての試験体は、Sn層,In層とも、In/Snの比率が0.10〜0.26の範囲を満たさないか、あるいは、Sn層,In層ともその厚さが本発明の範囲を満たさず、Ni下地めっき層あるいは基材層までInが拡散しないため、曲げ加工部に、曲げ部の底部からウィスカが発生した。また、試験体15は、Sn層、In層の厚さ、In/Sn比率ともに本発明の規定を満足するが、第1めっき層、第2めっき層のめっきを行った後、リフロー処理を行わなかったために、曲げ加工部に割れが生じた。また、試験体9〜11に記載のSUS基板の場合も、Sn,Inめっき層の厚さとIn/Sn層の比率ともに本発明の範囲内であるために、基材の板厚や下地めっきの有無に関係なく曲げ部のウィスカは発生せず、はんだ濡れ性も問題ないものであった。
【0034】
上記試験体1の非曲げ加工面について、インジウム表面側から基材側にエッチングしスズとインジウムとの組成を測定するオージェ分析を行なった。その結果、表面側にインジウムが高濃度で存在し、基材側に進むにつれその濃度が減少してInが下地Ni層に到達していることが確認できた(図3参照)。また、試験体2〜8、試験体9〜11においても同様に下地めっきであるNi層まで到達するInの拡散によるInの拡散層の形成が認められた。下地めっきを施さないSUS基材においても、SUS基材の表面まで、Inの拡散が行われていた。
また、試験体1〜8、試験体9〜11におけるはんだ濡れ性は、現行のAuめっきの場合と同等のレベルで、いずれの場合もゼロクロスタイムは、0.20秒以内であった。また、最大濡れ力は、いずれの試験体においても、Auめっきの場合とほぼ同様であった。
従って、試験体1〜11のめっき皮膜部材のはんだ濡れ性は、ゼロクロスタイムの評価において、最大濡れ力の評価においても全く問題ないものであった。
試験体16は、Snが多く範囲外となり、またIn/Sn比率が高く範囲外となる。その結果、融点が低下し耐熱性が劣り、めっきの表面の凹凸が大きいものとなった。試験体17は、Snが更に多く大きく特定の範囲を外れ、めっきの表面の凹凸が大きくなる。また、コストの点でも不利である。
〔異形小型電子部品での確認試験〕
表1に示す、ウィスカが発生しなかった試験体1〜8、試験体9〜11に示す各種めっき材料について、異形小型電子部品(約4mm×4mm)である小型スイッチを試作して、はんだめっき層の耐久性とウィスカの発生について確認したところ、所定の作動力で100万回の作動試験においても問題なく使用することができ、ウィスカの発生も認められなかった。
【0035】
上記の結果から分かるように、本発明のめっき被膜によれば、はんだの濡れ性について良好な性能が維持されつつ、曲げ加工部においてウィスカの発生が効果的に抑制され、スイッチの接点材等の電気電子部品用途に適していることが分かる。
【符号の説明】
【0036】
1 めっき内層(リフロー後の第1めっき層側の領域)
1a 第1めっき層
2 めっき外層(リフロー後の第2めっき層側の領域)
2a 第2めっき層
3 リフロー後のめっき被膜層
3a 多層めっき被膜
90 めっき被膜材試験体
91 曲げ加工部
92、93 非曲げ加工面
R 曲げ半径
θ 曲げ角度
【特許請求の範囲】
【請求項1】
表面のインジウムからなる第2めっき層とその下層の第1めっき層とを導電性基材上に他層を介してもしくは介さずに有する多層めっき材料をリフロー処理しかつ平面部と平面部との間に配置された曲げ加工部で曲げ加工してなるめっき被膜部材であって、
リフロー処理前の前記多層めっき材料について、前記第1めっき層の厚さを0.8〜3μmとし、前記第2めっき層の厚さを0.08〜0.6μmとし、
さらに前記第1めっき層の厚さ(t1)に対する第2めっき層の厚さ(t2)の比率(t2/t1)を0.08〜0.26とし、
前記被膜部材に前記リフロー処理をすることにより、前記第2めっき層のインジウムの濃度がめっき表面側から導電性基材側に向けて傾斜的に減少しながら導電性基材側にまでInが到達するようにInの拡散層を形成して、曲げ加工部のウィスカ発生を防止することを特徴とするめっき被膜部材。
【請求項2】
前記曲げ加工部における曲げ加工を行う材料の板厚が0.05〜0.25mmであることを特徴とする請求項1に記載の曲げ加工部のウィスカ発生を防止することを特徴とするめっき被膜部材。
【請求項3】
前記第1めっき層が、スズ、スズ−銀合金、スズ−ビスマス合金、スズ−銅合金、及びスズ−銀−銅合金の群から選ばれる少なくとも1種からなることを特徴とする請求項1又は2のいずれかに記載の曲げ加工部のウィスカ発生を防止することを特徴とするめっき被膜部材。
【請求項4】
前記第1めっき層と前記導電性基材との間に、ニッケルまたはニッケル合金からなる下地めっき層が介在されている請求項1〜3のいずれかに記載の曲げ加工部のウィスカ発生を防止することを特徴とするめっき被膜部材。
【請求項5】
前記第1めっき層と前記導電性基材との間に、銅または銅合金からなる下地めっき層が介在されている請求項1〜4のいずれか1項に記載の曲げ加工部のウィスカ発生を防止することを特徴とするめっき被膜部材。
【請求項6】
請求項1〜5のいずれか1項に記載の曲げ加工部のウィスカ発生を防止することを特徴とするめっき被膜部材を具備する電気電子部品。
【請求項7】
導電性基材の外側に、他の層を介してもしくは介さずに、スズもしくはスズ合金からなるめっき層の厚さが0.8〜3μmの第1めっき層を形成し、該第1めっき層の表面にインジウムからなるめっき層の厚さが0.08〜0.6μmである第2めっき層を形成し、さらに前記第1めっき層の厚さ(t1)に対する第2めっき層の厚さ(t2)の比率(t2/t1)を0.08〜0.26とした多層めっき被覆部材を、
該多層めっき材料をリフロー処理して、平面部と平面部との間に配置された曲げ加工部で曲げ加工するに当たり、
該多層めっき材料のリフロー処理により、前記リフロー後のめっき層のインジウムの濃度がめっき表面側から導電性基材側にむけ傾斜的に減少しながら導電性基材側にまでInが到達するようにInの拡散層を形成するめっき被膜部材の曲げ部の形成方法。
【請求項8】
導電性基材の外側に、他の層を介してもしくは介さずに、スズもしくはスズ合金からなるめっき層の厚さが0.3〜3μmの第1めっき層を形成し、該第1めっき層の表面にインジウムからなるめっき層の厚さが0.08〜0.6μm以下である第2めっき層を形成し、さらに前記第1めっき層の厚さ(t1)に対する第2めっき層の厚さ(t2)の比率(t2/t1)を0.08〜0.26とした多層めっき被覆部材をリフロー処理し、平面部と平面部との間に配置された曲げ加工部でかつ曲げ加工するに当たり、
前記リフロー処理により、前記リフロー後のめっき層のインジウムの濃度がめっき表面側から導電性基材側にむけ傾斜的に減少しながら前記導電性基材側にまでInが到達するようInの拡散層を形成するウィスカ発生防止方法。
【請求項1】
表面のインジウムからなる第2めっき層とその下層の第1めっき層とを導電性基材上に他層を介してもしくは介さずに有する多層めっき材料をリフロー処理しかつ平面部と平面部との間に配置された曲げ加工部で曲げ加工してなるめっき被膜部材であって、
リフロー処理前の前記多層めっき材料について、前記第1めっき層の厚さを0.8〜3μmとし、前記第2めっき層の厚さを0.08〜0.6μmとし、
さらに前記第1めっき層の厚さ(t1)に対する第2めっき層の厚さ(t2)の比率(t2/t1)を0.08〜0.26とし、
前記被膜部材に前記リフロー処理をすることにより、前記第2めっき層のインジウムの濃度がめっき表面側から導電性基材側に向けて傾斜的に減少しながら導電性基材側にまでInが到達するようにInの拡散層を形成して、曲げ加工部のウィスカ発生を防止することを特徴とするめっき被膜部材。
【請求項2】
前記曲げ加工部における曲げ加工を行う材料の板厚が0.05〜0.25mmであることを特徴とする請求項1に記載の曲げ加工部のウィスカ発生を防止することを特徴とするめっき被膜部材。
【請求項3】
前記第1めっき層が、スズ、スズ−銀合金、スズ−ビスマス合金、スズ−銅合金、及びスズ−銀−銅合金の群から選ばれる少なくとも1種からなることを特徴とする請求項1又は2のいずれかに記載の曲げ加工部のウィスカ発生を防止することを特徴とするめっき被膜部材。
【請求項4】
前記第1めっき層と前記導電性基材との間に、ニッケルまたはニッケル合金からなる下地めっき層が介在されている請求項1〜3のいずれかに記載の曲げ加工部のウィスカ発生を防止することを特徴とするめっき被膜部材。
【請求項5】
前記第1めっき層と前記導電性基材との間に、銅または銅合金からなる下地めっき層が介在されている請求項1〜4のいずれか1項に記載の曲げ加工部のウィスカ発生を防止することを特徴とするめっき被膜部材。
【請求項6】
請求項1〜5のいずれか1項に記載の曲げ加工部のウィスカ発生を防止することを特徴とするめっき被膜部材を具備する電気電子部品。
【請求項7】
導電性基材の外側に、他の層を介してもしくは介さずに、スズもしくはスズ合金からなるめっき層の厚さが0.8〜3μmの第1めっき層を形成し、該第1めっき層の表面にインジウムからなるめっき層の厚さが0.08〜0.6μmである第2めっき層を形成し、さらに前記第1めっき層の厚さ(t1)に対する第2めっき層の厚さ(t2)の比率(t2/t1)を0.08〜0.26とした多層めっき被覆部材を、
該多層めっき材料をリフロー処理して、平面部と平面部との間に配置された曲げ加工部で曲げ加工するに当たり、
該多層めっき材料のリフロー処理により、前記リフロー後のめっき層のインジウムの濃度がめっき表面側から導電性基材側にむけ傾斜的に減少しながら導電性基材側にまでInが到達するようにInの拡散層を形成するめっき被膜部材の曲げ部の形成方法。
【請求項8】
導電性基材の外側に、他の層を介してもしくは介さずに、スズもしくはスズ合金からなるめっき層の厚さが0.3〜3μmの第1めっき層を形成し、該第1めっき層の表面にインジウムからなるめっき層の厚さが0.08〜0.6μm以下である第2めっき層を形成し、さらに前記第1めっき層の厚さ(t1)に対する第2めっき層の厚さ(t2)の比率(t2/t1)を0.08〜0.26とした多層めっき被覆部材をリフロー処理し、平面部と平面部との間に配置された曲げ加工部でかつ曲げ加工するに当たり、
前記リフロー処理により、前記リフロー後のめっき層のインジウムの濃度がめっき表面側から導電性基材側にむけ傾斜的に減少しながら前記導電性基材側にまでInが到達するようInの拡散層を形成するウィスカ発生防止方法。
【図1】

【図2】
【図4】
【図3】
【図2】
【図4】
【図3】
【公開番号】特開2012−140678(P2012−140678A)
【公開日】平成24年7月26日(2012.7.26)
【国際特許分類】
【出願番号】特願2010−293970(P2010−293970)
【出願日】平成22年12月28日(2010.12.28)
【出願人】(390024464)協和電線株式会社 (13)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【Fターム(参考)】
【公開日】平成24年7月26日(2012.7.26)
【国際特許分類】
【出願日】平成22年12月28日(2010.12.28)
【出願人】(390024464)協和電線株式会社 (13)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【Fターム(参考)】
[ Back to top ]