
曲げ加工部材及びその製造方法

【課題】自動車用部材に用いるのに好適な、優れた塗装後耐食性及び高強度を有する合金化溶融亜鉛めっき鋼材を素材とする曲げ加工部材を提供する。
【解決手段】少なくとも片面に合金化溶融亜鉛めっきを行われた合金化溶融亜鉛めっき鋼材の少なくとも一部を焼入可能温度域に加熱する熱処理を行われた合金化溶融亜鉛めっき熱処理鋼材である。熱処理を行われた部分の少なくとも一部の表面に残存する皮膜の付着量が片面当り30〜90g/m2であり、皮膜中のFe濃度が8〜50%であり、さらに、皮膜の表面における中心線平均粗さRaが2.0μm以下である。少なくとも片面に、付着量が片面当り30〜90g/m2であり、Fe含有量が8〜35質量%であるとともに、中心線平均粗さRaが2.0μm以下であるZn−Fe合金めっき皮膜を備える管状の金属材を、大気雰囲気、又は酸素を20体積%以下、残部は窒素、二酸化炭素及び水蒸気からなる雰囲気下で、500〜800℃の温度範囲で1〜60分間保持した後に、3DQで曲げ加工する。
【解決手段】少なくとも片面に合金化溶融亜鉛めっきを行われた合金化溶融亜鉛めっき鋼材の少なくとも一部を焼入可能温度域に加熱する熱処理を行われた合金化溶融亜鉛めっき熱処理鋼材である。熱処理を行われた部分の少なくとも一部の表面に残存する皮膜の付着量が片面当り30〜90g/m2であり、皮膜中のFe濃度が8〜50%であり、さらに、皮膜の表面における中心線平均粗さRaが2.0μm以下である。少なくとも片面に、付着量が片面当り30〜90g/m2であり、Fe含有量が8〜35質量%であるとともに、中心線平均粗さRaが2.0μm以下であるZn−Fe合金めっき皮膜を備える管状の金属材を、大気雰囲気、又は酸素を20体積%以下、残部は窒素、二酸化炭素及び水蒸気からなる雰囲気下で、500〜800℃の温度範囲で1〜60分間保持した後に、3DQで曲げ加工する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、曲げ加工部材及びその製造方法に関する。さらに詳しくは、本発明は、例えば自動車用部材に用いるのに好適な、高強度及び優れた耐食性を有する金属製の曲げ加工部材及びその製造方法に関する。
【背景技術】
【0002】
溶融Znめっき鋼板、合金化溶融Znめっき鋼板さらには電気Znめっき鋼板等の、低コストのZn系めっき鋼材が、使用環境における耐食性が必要十分であることから、自動車用部材、特に自動車車体を構成する自動車用部材に多用される。特に合金化溶融Znめっき鋼板は、鋼板を連続的に溶融Znめっきした後に500〜550℃程度の温度で熱処理してZn層と鋼素地との間に相互拡散を行わせることにより、めっき層全体をFe−Znの金属間化合物層に変化させたものであり、溶融Znめっき鋼板や電気Znめっき鋼板と比較するとめっき層が電気化学的に若干貴となるので犠牲防食能は僅かに低下する。しかし、合金化溶融Znめっき鋼板は、めっき層と塗装被膜との密着性が優れることから、化成処理及び電着塗装を行われて使用される自動車用部材に多用される。
【0003】
近年、衝突時の車体の安全性確保に対する要請が一段と強まっている。これに応えるために衝突時における自動車用部材のエネルギー吸収特性を高めることが推進されている。例えば、鋼管等の金属管の略全域に適当な湾曲形状を付与してドアー補強用のサイドインパクトビームとして用いることや、センターピラーの内部に配置される補強材の形状や曲率の適正化を図ること等によって、側面衝突の際の衝突エネルギーの吸収能の向上が図られている。こうした観点から、金属管、特に鋼管や鋼板のプレ成形品を、自動車用部材に適する形状に曲げ加工等する加工技術の開発も推進されている。
【0004】
また、自動車用部材には、地球温暖化防止のための車体の軽量化の観点から、軽量かつ高強度であることも強く要請されている。このような要請に応えるため、従来とは全く異なる強度レベルからなる高張力鋼、例えば、引張強さが780MPa以上、さらに900MPa以上という高張力鋼も用いられる。高張力鋼からなる素材に冷間で曲げ加工等を行うことは困難である。また、高張力鋼からなる素材に熱間で曲げ加工等を行う場合にも、不均一な歪みの発生による形状のばらつきが不可避的に発生し、形状凍結性が不芳である。さらに、上述した観点から、最適な形状に曲げ加工を行うために多岐にわたる曲げ形状、例えば、曲げ方向が2次元的、さらに3次元的に変化する曲げ形状を有する鋼材を高精度で曲げ加工する技術の開発が要請されている。
【0005】
本出願人らは、特許文献1により、真っ直ぐな鋼材に曲げ方向が3次元的に異なる連続曲げを行う場合であっても、後述するように、多次元に可動するローラダイス(以下、本明細書では「可動ローラダイス」という)を用いて被加工材の曲げ加工と焼入れとを、同時にかつ効率的に行うことができる曲げ加工方法及び曲げ加工装置を提案した。
【0006】
この曲げ加工方法(以降の本明細書では、この曲げ加工方法を「3DQ」とも略記する)では、高周波加熱コイルにより被加工材である鋼材を、逐次連続的に送りながら、鋼材の塑性加工が容易な温度、又は必要により鋼材の焼入れ可能な温度以上でかつ組織が粗粒化しない温度まで急速に加熱した後直ちに急速に冷却することによって、鋼材の長手方向の一部に、上記温度にある高温部(以下、本明細書では「赤熱部」という)を形成し、この赤熱部を、可動ローラダイスを用いて塑性変形させることによって、曲げ加工部材を製造する。3DQを実施する際には、製造コストを勘案すると、鋼材を大気中で加熱することが有利である。
【0007】
一方、上述したように、自動車用部材に用いられる鋼材は、耐食性を高めるために素材に亜鉛系めっき鋼材が多用し、化成処理や電着塗装が行われる。このため、3DQにおいて被加工材として亜鉛系めっき鋼材を用いることができれば、素地である鋼材の酸化抑制を図りながら、優れた耐食性を有する曲げ加工部材を製造できることとなるので、3DQにより多種の自動車用部材を製造できるようになる。
【0008】
しかし、亜鉛系めっき鋼材を焼入れ可能温度域(例えばAc3変態点以上)といった高温域に加熱すると、(a)亜鉛の蒸気圧が例えば200mmHg:788℃、400mmHg:844℃と温度の上昇とともに急増するため、加熱過程で気化するおそれがあること、(b)大気中での加熱に起因して亜鉛の酸化が生じること、及び(c)亜鉛系めっき鋼材を600℃以上、特にΓ相(Fe3Zn10)が分解する660℃を超える温度に加熱すると、鋼素地のフェライト中へのZnの固溶現象が顕著になり、めっき層が失われる可能性があること、といった様々な技術課題があり、めっき層としての機能が喪失されるおそれがある。
【0009】
特許文献2には、亜鉛めっきされた高周波焼入用鋼板をAr3点〜1000℃の焼入温度で、かつ加熱開始から350℃に冷却されるまでのヒートサイクルタイムを60秒間以内に制限して加熱及び冷却する高周波焼入を行って強化部材を製造する方法が開示されている。この方法によれば、焼入用鋼板を素板とする溶融亜鉛めっき鋼板を用いて強度を向上させる部位に高周波焼入を行って焼入れ強化部材を製造しても、焼入部にめっき皮膜を残存させることができ、しかも、めっき層中のFe濃度を35%以下(本明細書では特に断りがない限り「%」は「質量%」を意味する)に制御することができ、塗装性及び耐食性に優れる自動車用部材を提供できるとされている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】国際公開第2006/093006号パンフレット
【特許文献2】特開2000−248338号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明者らは、特許文献2により開示された焼入用鋼板に形成される亜鉛めっき層の挙動を明らかにするため、合金化溶融亜鉛めっき鋼材に高周波加熱による急速加熱及び急速冷却により熱処理する実験を行った。
【0012】
通常程度のめっき付着量である、片面当たりのめっき付着量60g/m2の合金化溶融亜鉛めっき鋼材を900℃程度に急速加熱してから急速冷却すると、残存する皮膜は15%以上のFeを含有する組成となり、この皮膜中にη相(化学式:Zn)が存在する。これは、合金化溶融亜鉛めっき鋼材を用いる場合を例として考察すると、高周波による加熱及び冷却の過程でめっき層の金属間化合物が一旦分解し、再構成されることによる。すなわち、900℃の加熱温度は、Fe−Zn系の金属間化合物であるζ相(化学式:FeZn13)、δ1相(同:FeZn7)、Γ1相(同:Fe5Zn21)及びΓ相(同:Fe3Zn10)のいずれの融点や分解温度よりも高いため、加熱過程の皮膜には高濃度のFeを含有するZnの液相のみが存在し、冷却過程では金属間化合物を析出しながら一部に液相Znを残存させたまま凝固するためと解される。
【0013】
なお、残存する皮膜の表面のη相は、急速加熱及び急速冷却を行われても生成しないことがある。詳細は不明であるが、めっき層中のFe濃度の上昇等によってめっきの融点が上昇した場合、非常に短時間の加熱では液相が生成されなくなってη相が生成できないからと解される。逆に加熱時間が非常に長くなると、液相の亜鉛が全て蒸発して液相が生成されなくなってη相が生成しなくなることも考えられる。
【0014】
このような加熱及び冷却により得られる皮膜の表面粗度は、非常に粗いものになる。このような急速加熱及び急速冷却によりZnが飛散して粗くなった皮膜は、Zn量が少ないため犠牲防食能が低下すること、及び、粗い部分が塗装工程で塗装欠陥(Zn露出、塗膜の気泡)の原因になることから、製造される自動車用部材の塗装後耐食性が著しく低下する。
【0015】
また、本発明者等が3DQによって素材であるZn系めっき鋼管に急速加熱及び急速冷却を行いながら曲げ加工部材を製造したところ、Znの沸点は907℃であるため、Zn系めっき鋼管の加熱温度が900℃程度以上において加熱時のZnの飛散が顕著に発生し、製造した曲げ加工部材の被膜におけるZnが減少し、曲げ加工部材の耐食性が劣化した。
【0016】
すなわち、亜鉛系めっき鋼材を、Ar3点以上のような高温域に急速加熱及び急速冷却すると、冷却後の表面に残存する皮膜のZnの飛散が顕著に発生するため、自動車用部材として要求される耐食性を確保できない。
【課題を解決するための手段】
【0017】
本発明者らは、上述した課題を解決するために鋭意検討を重ねた結果、略述すると、素材であるZn系めっき鋼管を3DQにより急速に加熱する前に、このZn系めっき鋼管を予備加熱し、この予備加熱の後に急速加熱及び急速冷却を行いながら曲げ加工部材を製造することによって、優れた耐食性及び高強度を有する曲げ加工部材を製造できることを知見し、さらに検討を重ねて本発明を完成した。
【0018】
本発明は、管状の金属材からなるとともに二次元又は三次元に屈曲する形状の、例えば、閉断面、開断面又は異形断面の本体を有する曲げ加工部材であって、この本体の少なくとも片面に、付着量が片面当り30〜90g/m2であり、Fe含有量が8〜50%であり、JIS B 0601により規定される表面粗度Raが2.0μm以下であるZn系の被膜を備え、この被膜は、Fe−Zn固溶相を厚さ1μm以上有するとともに、Γ相(Fe4Zn9)、又はΓ1相(Fe11Zn40)を有し、Γ相(Fe4Zn9)、Γ1相(Fe11Zn40)又はFe−Zn固溶相の表面に酸化Zn相が存在し、任意の観察視野における、酸化Zn相とΓ相(Fe4Zn9)、又はΓ1相(Fe11Zn40)又はFe−Zn固溶相との空隙の垂直高さが5μm以下である部分の水平方向の長さが、観察視野の水平方向の長さの半分以上であることを特徴とする曲げ加工部材である。
【0019】
本発明に係る曲げ加工部材は、例えば、少なくとも片面に、付着量が片面当り30〜90g/m2であり、Fe含有量が8〜35%であるとともに、JIS B 0601により規定される中心線平均粗さRaが2.0μm以下であるZn−Fe合金めっき皮膜を備える管状の金属材を、(i)大気雰囲気、又は酸素を20体積%以下、残部は窒素、二酸化炭素及び水蒸気からなる雰囲気下で、500〜800℃の温度範囲で1〜60分間保持した後に、(ii)金属材の軸方向に離間する二箇所の位置で金属材の外面を移動自在に支持し、金属材を軸方向へ送りながら、二箇所の位置の間で、3.0×102℃/秒以上の加熱速度でAc3点以上の温度域に加熱し、金属材の表面が8×102℃以上にある時間が2秒間以下になるように保持した後に1.5×102℃/秒以上の冷却速度で冷却することによって金属材の長手方向の一部に高温の赤熱部を形成し、(iii)赤熱部に、二箇所の位置のうち金属材の送り方向の下流の位置を二次元又は三次元で移動することにより、赤熱部に曲げモーメントを付与することによって、製造される。
【発明の効果】
【0020】
本発明によれば、いっそう高度化する自動車用部材に対する要求レベルを充分に満足することができる優れた耐食性及び高強度を有することから、例えば自動車用部材に用いるのに好適な曲げ加工部材及びその製造方法を提供できる。
【図面の簡単な説明】
【0021】
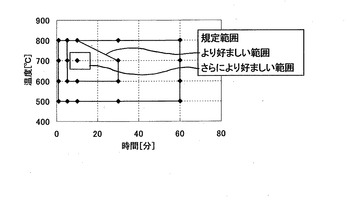
【図1】図1は、本発明における予備加熱の好ましい条件を示すグラフである。
【図2】図2は、特許文献1により開示された曲げ加工部材の製造装置の一例を簡略化して示す説明図である。
【図3】図3は、実施例の外観結果を示す説明図である。
【図4】図4は、実施例の皮膜断面SEM−EDXの観察結果を示す説明図である。
【図5】図5は、実施例の皮膜断面SEM−EDXの観察結果を示す説明図である。
【図6】図6は、実施例のXRD結果を示す説明図である。
【発明を実施するための形態】
【0022】
以下、本発明に係る曲げ加工部材及びその製造方法を実施するための形態を、添付図面も参照しながら詳細に説明する。以下の説明では、鋼製の曲げ加工部材を例にとる。本発明に係る曲げ加工部材は、鋼管からなるとともに二次元又は三次元に屈曲する形状の閉断面の本体を有する。
【0023】
本体は、特定の形状の横断面形状を有するものには限定されず、例えば、丸形、矩形さらには台形等の横断面形状を有する閉断面材、ロールフォーミング等により製造される開断面材(例えばチャンネルやアングル等)、押し出し加工により製造される異型断面材(例えばチャンネル)、又は、各種の横断面形状を有する棒材(丸棒、角棒、異型棒)でもよいし、さらには、これらの部材であって横断面積が長手方向へ連続的に変化する、いわゆるテーパー型の鋼材であってもよい。
【0024】
本体の、二次元又は三次元に屈曲する形状も、特定の形状に限定するものではなく、製品の仕様に応じた形状であればよい。
Zn系被膜がこの本体の少なくとも片面(例えば外面)に形成される。Zn系被膜の付着量は、片面当り30〜90g/m2である。Zn系被膜のFe含有量は8〜50%である。さらに、Zn系被膜の中心線平均粗さRaは2.0μm以下である。
【0025】
Zn系被膜の付着量が30g/m2未満であると、塗装疵部の腐食深さを抑制する効果が不足し、自動車用部材として要求される耐食性を満足できないおそれがある。一方、Zn系被膜の付着量が90g/m2超であると、加熱によりめっき層が液相状態になることに伴って、液タレやZn融液の飛沫付着を生じ易くなり、外観不良を生じるおそれがある。このため、Zn系被膜の付着量は30g/m2以上90g/m2以下とする。Zn系被膜の付着量は、好ましくは40g/m2以上80g/m2以下であり、さらに好ましくは50g/m2以上70g/m2以下である。
【0026】
なお、Zn系被膜の付着量は、Zn系被膜がFeやAlを含有する場合にはこれらも加算される。
Zn系被膜のFe含有量は、8%を下回ると、めっきの電位が卑になるとともに、めっき被膜上に塗装が施される際の塗膜密着性が劣るため、8%以上とする。一方、Zn系被膜のFe含有量が35%を超えると、Zn系被膜が電気化学的に貴となり過ぎて犠牲防食能が低下する。Zn系被膜のFe含有量は、好ましくは25%以下であり、さらに好ましくは20%以下である。
【0027】
Zn系被膜はAlを含有してもよい。しかし、Zn系被膜のAl含有量が0.5%を超える場合にはめっき層に凹凸が形成され易く、3DQの加熱過程でFe−Zn合金相が不均一に形成され、その後の冷却過程で、Al含有量が0.5%を超えて濃化し易くなり、Zn系被膜の表面粗度が著しく大きくなる。このため、Zn系被膜のAl含有量は0.5%以下であることが望ましい。AlはZnの酸化防止に効果があり、この効果は、3DQの素材である合金化溶融亜鉛めっき鋼材のめっき層がAlを0.05%以上含有することにより、得られる。
【0028】
さらに、Zn系被膜の中心線平均粗さRaが2.0μm超であると、一次防錆のために表面に塗布される防錆油の脱脂性が不十分となり、水はじきを生じたり、化成処理皮膜の付着量が不足することにより、その後に行われる電着塗膜の塗装後耐食性が劣化し易くなる。
【0029】
Zn系被膜は、Fe−Zn固溶相を厚さ1μm以上有する。Fe−Zn固溶相を有さない場合、又はFe−Zn固溶相の厚さが1μm未満である場合には、いずれの場合においても、被膜のZn量が少なく表面粗度が高い、防食性能が低いZn系被膜となるからである。
【0030】
X線回折法によりZn系被膜の表面をX線表面分析し、回折角度に応じたX線回折強度、すなわちXRDプロファイルを測定すると、Fe4Zn9(Γ相)、又はFe11Zn40(Γ1相)のピークが存在する。ここで、「ピークが存在する」とは各物質のJCPDSなどのデータベースと比較し、該当の物質でピークが観察されるべき角度に、製品のXRDプロファイルでバックグラウンド強度を補正した後も強度のピークが観察されることを意味する。
【0031】
Zn系被膜は、Fe4Zn9(Γ相)、Fe11Zn40(Γ1相)又はFe−Zn固溶相の表面に、酸化Zn相を有する。Zn系被膜がこのような状態にないと、3DQにより高温に急速加熱された赤熱部が曲げ加工された後に急速冷却されて焼入れされる際に、Znの飛散を生じるために曲げ加工部材の耐食性が劣化するからである。
【0032】
Zn系被膜では、Fe4Zn9(Γ相)、又はFe11Zn40(Γ1相)又はFe−Zn固溶相の表面に、酸化Zn相が密着して存在する。すなわち、任意の観察視野における、酸化Zn相とΓ相(Fe4Zn9)、又はΓ1相(Fe11Zn40)又はFe−Zn固溶相との空隙の垂直高さが5μm以下である部分の水平方向の長さが、観察視野の水平方向の長さの半分以上である。酸化Zn相が、Fe4Zn9(Γ相)、又はFe11Zn40(Γ1相)又はFe−Zn固溶相の表面にこのように密着して存在しないと、3DQにより高温に加熱されて曲げ加工及び冷却されて焼入れられる際に、Znの飛散が発生し、曲げ加工部材の耐食性が劣化するからである。
【0033】
酸化Zn相(ZnO)は、素材の予備加熱、および急速加熱により不可避的に被膜表面に生成する。過度に多くのZnOが表面に付着すると、化成処理や電着塗装において欠陥が発生する。化成処理性や電着塗装性の観点からは被膜の表面のZnOは少ないほど好ましい。このため、素材のめっき鋼板に予備加熱、急速加熱、曲げ加工及び急速冷却を行った後に、例えばショットブラスト、グリッドブラスト、薬液浸漬又は薬液噴霧等の手段によりZnOを除去してから素材を化成処理工程及び電着塗装工程に供することによって、化成処理及び電着塗装を良好に行うことができる。
【0034】
ZnOの付着量を測定したところ、素材の合金化溶融亜鉛めっき鋼板では約0〜1g/m2であり、これを予備加熱したものは5〜20g/m2であり、これを急速加熱及び急速冷却したものは10〜30g/m2であり、これを鋼球ショットブラストしたものは0〜10g/m2であった。
【0035】
なお、ZnOの測定方法は、試験材から分析用の小片を採取し、10%HClでめっき皮膜のみを溶解し、皮膜溶解前後の小片の重量差を測定した。また、溶解液中のZn、Al、Fe重量を分析した。溶解前後の重量差と、溶液中のZn、Al、Feの重量との合計を比較し、両者の差がZnOのO量であると仮定して、ZnOを推算した。
【0036】
本発明に係る曲げ加工部材は、以上のように構成される。次に、この本発明に係る曲げ加工部材の製造法を説明する。
素材として、少なくとも片面に、付着量が片面当り30〜90g/m2であり、Fe含有量が8〜35%以下であるとともに、中心線平均粗さRaが2.0μm以下であるZn−Fe合金めっき皮膜を備える鋼管を用いる。
【0037】
このようなZn−Fe合金めっき皮膜を備える鋼管は、母材である鋼管に溶融亜鉛めっき処理及び合金化熱処理を施して得られたものでもよく、あるいは電気亜鉛めっき鋼管を加熱して、合金化溶融亜鉛めっき鋼管として得られたものでよいし、さらには、合金化溶融亜鉛めっき鋼板の板材を素材として製管加工して得られたものでもよい。
【0038】
母材である鋼管の素材として、例えば、C:0.1〜0.3%、Si:0.01〜0.5%、Mn:0.5〜3.0%、P:0.003〜0.05%、S:0.05%以下、Cr:0.1〜0.5%、Ti:0.01〜0.1%、Al:1%以下、B:0.0002〜0.004%、及びN:0.01%以下を含有し、必要に応じてCu:1%以下、Ni:2%以下、Mo:1%以下、V:1%以下及びNb:1%以下からなる群から選ばれた1種又は2種以上、残部Fe及び不純物が、例示される。
【0039】
この化学成分を満足する鋼管を素材とすれば、焼入可能温度まで急速加熱してから急速冷却することにより、1200MPa以上の引張強度を与えることができる。
本発明では、この素材である鋼管に予備加熱を行う。この予備加熱は、大気雰囲気、又は酸素を20体積%以下、残部は窒素、二酸化炭素及び水蒸気からなる雰囲気下で、500〜800℃の温度範囲で1〜60分間保持した後、200℃以下に冷却して大気雰囲気に暴露することにより、行う。
【0040】
予備加熱は、めっき層を高温で比較的安定なFe−Zn金属間化合物相の層に変化させること、及び、めっき層の表面に酸化亜鉛主体の酸化物が密着した層を形成することによって、3DQの急速加熱時の亜鉛の飛散を抑制するために、行う。このため、予備加熱は、大気雰囲気下で行ってもよいし、あるいは酸素を20体積%以下、残部は窒素、二酸化炭素及び水素からなる雰囲気下で行ってもよい。
【0041】
予備加熱の加熱温度が500℃未満であると、めっき層をFe−Zn金属間化合物相の層に変化させること、及びめっき表面に酸化亜鉛主体の酸化物が密着した層を形成することがいずれも不十分となり、3DQの急速加熱時の亜鉛の飛散を抑制することができない。一方、予備加熱の加熱温度が800℃を超えると、この予備加熱の際に亜鉛の飛散が発生してしまう。
【0042】
予備加熱を過度に長時間行うと、商用時間と所用エネルギーの点から不経済であるばかりでなく、予備加熱中にZnが一部酸化して一部が母材中に拡散する量が増加して製品の耐食性に悪影響を及ぼす。
【0043】
図1は、本発明における予備加熱の好ましい条件を示すグラフである。図1のグラフに示すように、予備加熱は、図1のグラフにおいて、600℃〜700℃で5〜30分間の加熱、および700〜800℃で5〜10分間の加熱、および、(a)温度700℃以上、(b)時間10分間以上、(c)式 温度[℃]=−5×(時間[分]−10)+800の(a),(b),(c)の3本の直線で囲まれる温度・時間組み合わせ領域内の条件で行うことがより好ましい。さらにより好ましい条件は、温度650〜750℃、時間7分〜15分の範囲内である。
【0044】
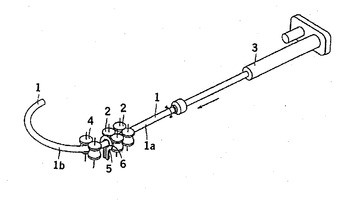
このようにして予備加熱を終了した鋼管に対して3DQによって曲げ加工部材を製造する。図2は、3DQによる曲げ加工部材の製造装置の一例を簡略化して示す説明図である。
【0045】
図2に示す製造装置では、被加工材1は横断面形状が円形の鋼管であり、被加工材である合金化溶融亜鉛めっき鋼管1aを逐次連続的に加熱及び冷却することにより合金化溶融亜鉛めっき鋼管1aの長手方向の一部に赤熱部を形成し、この赤熱部を可動ローラダイス4を用いて塑性変形させ、その直後で冷却することにより、曲げ加工部材1bを製造する。
【0046】
このため、合金化溶融亜鉛めっき鋼管1aを回転可能に保持するための二対の支持手段(具体的には、支持ロール)2と、その上流側には合金化溶融亜鉛めっき鋼管1aを逐次又は連続的に送り移動させるための送り装置3が配置され、一方、二対の支持手段(同、支持ロール)2の下流側には合金化溶融亜鉛めっき鋼管1aをクランプし、クランプ位置、又は、このクランプ位置及び移動速度を制御される可動ローラダイス4が配置される。
【0047】
さらに、可動ローラダイス4の入側には、移動する合金化溶融亜鉛めっき鋼管1aの外周に配置されて合金化溶融亜鉛めっき鋼管1aの一部又は全部を加熱するための誘導加熱コイル5と、誘導加熱コイル5により急速に加熱された合金化溶融亜鉛めっき鋼管1aを急冷するための冷却装置(本実施の形態では水冷装置)6が配置される。
【0048】
可動ローラダイス4は、その配置位置を上下方向へシフトする上下シフト機構と、その配置位置を左右方向へシフトする左右シフト機構と、その向きを上下方向へ傾斜する上下チルト機構と、その向きを左右方向へ傾斜する左右チルト機構と、その配置位置を前後方向へ移動する移動機構とを備える。これにより、可動ローラダイス4は3次元的に移動可能に配置されるので、合金化溶融亜鉛めっき鋼管1aを3次元的にクランプしながら、合金化溶融亜鉛めっき鋼管1aの所望の部分に曲げモーメントを付与することにより、2次元又は3次元に曲げ加工された曲げ加工部材1bを製造することができる。
【0049】
すなわち、合金化溶融亜鉛めっき鋼管1aの軸方向に離間する、第1の位置と、この第1の位置よりも合金化溶融亜鉛めっき鋼管1aの送り方向の下流に位置する第2の位置とにおいて合金化溶融亜鉛めっき鋼管1aの外面を移動自在に支持し、合金化溶融亜鉛めっき鋼管1aをその軸方向へ送る。
【0050】
合金化溶融亜鉛めっき鋼管1aをその軸方向へ送りながら、第1の位置と第2の位置との間で、合金化溶融亜鉛めっき鋼管1aを3.0×102℃/秒以上の加熱速度でAc3点以上の温度域に急速に加熱し、合金化溶融亜鉛めっき鋼管1aの表面が8×102℃以上にある時間が2秒間以下になるように保持してから1.5×102℃/秒以上の冷却速度で急速に冷却するとともに、第2の位置を二次元又は三次元で移動することにより、合金化溶融亜鉛めっき鋼管1aにおける加熱されて高温にある赤熱部に曲げモーメントを付与する。
【0051】
昇温速度が3.0×102℃/秒未満であったり、冷却速度が1.5×102℃/秒未満であったりすると、3DQの加熱のヒートサイクルが長時間になるのでZnの蒸発や酸化が促進され、めっき層中の合金化が過剰になり、素地鋼によっては溶融亜鉛の脆化の危険も生じる。
【0052】
また、合金化溶融亜鉛めっき鋼管1aを、8.0×102℃以上の温度に2秒間超保持すると、めっき層中で過度の合金化が進展し、Znの蒸発が進むため、亜鉛系めっき層としての耐食性が劣化する。同様の観点から滞在時間は1秒間以下であることが望ましい。
【0053】
また、加熱時の合金化溶融亜鉛めっき鋼管1aの最高到達温度は、9.5×102℃以下とすることが望ましい。Fe−Zn合金の平衡状態図によれば、Feを約10%含有するZn−Fe合金の融点(全量が液相)は約930℃付近であることから、加熱時の合金化溶融亜鉛めっき鋼管1aの温度が高すぎると、表面の流動化や蒸発が格段に進行し、めっき皮膜の消失につながる。
【0054】
このようにして、本発明に係る曲げ加工部材が製造される。上述したように、本発明では素材である合金化溶融亜鉛めっき鋼管1aに予備加熱を行って、素材である合金化溶融亜鉛めっき鋼管1aの表面のめっき層を高温で比較的安定なFe−Zn金属間化合物相の層に変化させるとともに、めっき層の表面に酸化亜鉛主体の酸化物が密着した層を形成するため、3DQの急速加熱時における亜鉛の飛散を抑制することができる。
【0055】
また、本発明に係る製造方法によれば、長尺の合金化溶融亜鉛めっき鋼管1aを素材として用い、焼入、若しくは3DQの加熱後に曲げ加工、または同時に焼入と曲げ加工とを行うため、低コストで曲げ加工部材を製造することができる。
【実施例1】
【0056】
実施例を参照しながら、本発明をより具体的に説明する。本発明の効果を確認するため、表1に示す化学組成(表1に示す以外の残部はFe及び不純物、単位は質量%)を有する鋼管(肉厚2.3mm、外径31.8mm、長さ200mm)、鋼板(板厚2.3mm、幅40mm、長さ200mm)に溶融亜鉛めっき及び合金化処理を施し、合金化溶融亜鉛めっき鋼管又は合金化溶融亜鉛めっき鋼板とした。これらのZn−Fe合金めっき皮膜の付着量、Fe含有量及び中心線平均粗さRaを測定した。
【0057】
【表1】

【0058】
これらに対して、ガス炉を用いて予備加熱(酸素2体積%、残部窒素、二酸化炭素及び水蒸気、空燃比1.1、加熱温度及び在炉時間:700℃×10分間、800℃×10分間、800℃×30分間の3水準)を行った後、常温まで放冷して大気雰囲気に暴露した。
【0059】
その後、3DQを実施する場合を模擬して、SAP装置により150℃/秒の昇温速度で目標温度950℃に急速に加熱し、表面が8.0×102℃にある時間が2秒間以下になるように保持してから1.5×102℃/秒以上の冷却速度で冷却した。
【0060】
また、予備加熱を行わない以外は、上記と同じ条件で3DQを模擬した急速加熱を行った。そして、これらについて、外観、粗度、皮膜分析、皮膜断面SEM−EDXを観察した。
【0061】
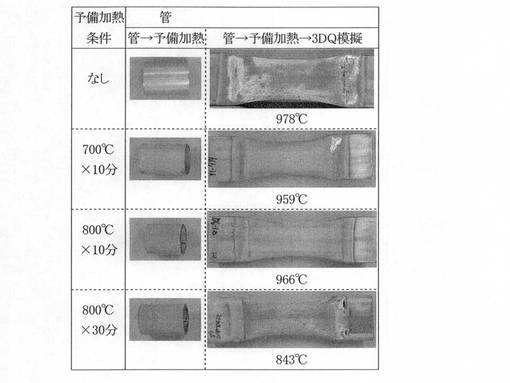
外観結果を図3に示し、粗度・皮膜分析結果を表2に示し、皮膜断面SEM−EDXの観察結果を図4、5に示し、XRD結果を図6に示す。
【0062】
【表2】
【0063】
(i)外観結果
図3に示すように、予備加熱条件がなしであると白色ZnOが多量に発生し、耐食性能が劣化するが、予備加熱条件がありであると白色ZnOの発生が少なく、耐食性能が向上する。
(ii)粗度・皮膜分析結果
表2は、粗度・皮膜分析結果である。表2におけるZn付着量は、断面SEMとの比較から、固溶相のZnも含む値である。犠牲防食するZn量はこれより小さいと考えられる。
表2に示すように、予備加熱を行うことにより、急速加熱時の粗度上昇代(急速加熱後の粗度−急速加熱前の粗度)を小さくすることができ、急速加熱後の粗度を相対的に低く抑えることができる。表2から、予備加熱条件は700℃×10分間が最も粗度を小さくすることがわかる。
【0064】
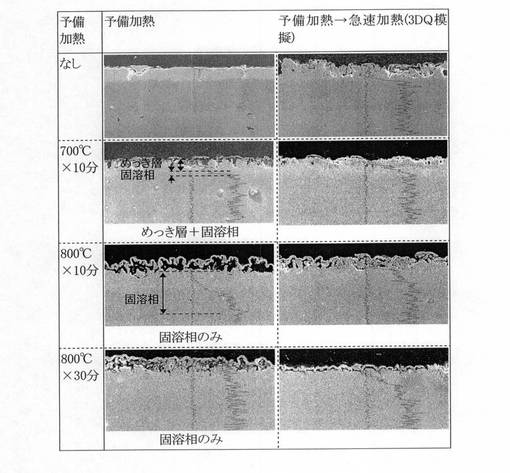
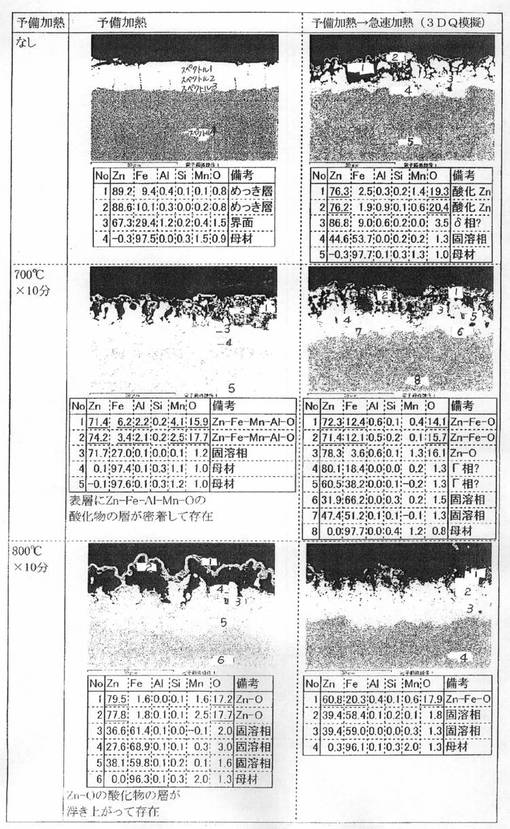
(iii)皮膜断面SEM−EDX
図4は、SEM−EDXによる線分析(断面観察)結果を示し、図5は点分析(組成成分)結果を示す。
図4、5に示すように、予備加熱なし→急速加熱(3DQ模擬)の条件では固溶相が形成されず、表層の酸化亜鉛とめっき層の間に空隙があるのに対し、予備加熱→急速加熱(3DQ模擬)では固溶相が存在し、めっき表層に酸化亜鉛が密着して存在しており、急速加熱(3DQ模擬)時の亜鉛飛散が十分に抑制されていることがわかる。
【0065】
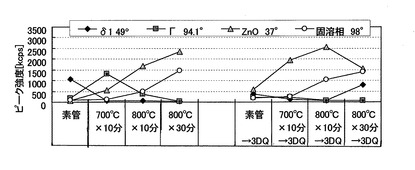
(iv)XRD結果
X線源にCo管球を用い、X線回折プロファイルを測定した。図6は、実施例のXRD結果を示す説明図である。
図6に示すように、700℃以上の予備加熱によりδ相ピーク強度が低下し、Γ相、ZnO相が増加する。δ1相量はCo管球で2θ=49°のピークの強度を指標とした。Γ相については2θ=94.1°、ZnOについては2θ=37°、固溶相については2θ=98°のピークの強度を指標とした。
【0066】
このように、本発明により予備加熱を行ってから急速加熱を行うことにより、
(a)δ相の低下及びΓ相の増加が図られる。Γ相はδ相に比較してFe%が高く、昇温時に層が分解する温度が高く、このためΓ相はδ相に比較して高温でも安定な相である。これにより、高温で安定な相が形成されてZnの飛散が減少すること、及び
(b)Zn−Fe−Al−Mn−O層がZnの飛散を抑制すること
が得られると考えられる。
【実施例2】
【0067】
合金化溶融亜鉛めっき鋼管(化学組成は表1に示す。めっきは付着量49g/m2、Fe:11.6%、Ra:0.53μm、肉厚:1.6mm、外径31.8mmの丸管)を準備した。
【0068】
この鋼管に予備加熱を行った。雰囲気は大気雰囲気と、都市ガスを空燃比1.1で燃焼させた酸素0.2体積%の雰囲気の二通りとし、加熱温度は500〜800℃の範囲とし、加熱時間は5分〜60分の範囲内とした。
【0069】
その後、3DQを実施する場合を模擬して、薄板急速加熱冷却装置(薄板鋼材の急速加熱と急速冷却が可能な装置)により150℃/秒の昇温速度で目標温度950℃に急速に加熱し、表面が8.0×102℃にある時間が2秒間以下になるように保持してから1.5×102℃/秒以上の冷却速度で冷却した。
【0070】
作成した試験材について皮膜分析(付着量とFe%測定)、粗度測定、X線回折によるη相、Γ相、Γ1相の存在測定、断面SEMによる固溶相厚さ測定、めっき表面のZnO層の観察を行った。結果を表3にまとめて示す。
なお、表1における予熱とは予備加熱を意味する。
【0071】
【表3】
【0072】
表1におけるNo.1およびNo.2は予熱を行わない比較例であり、予熱を行わないことにより急速加熱950℃以上では加熱中にZnが蒸発し、めっき付着量が少なくなるため、耐食性に劣ると推定される。
【0073】
これに対し、急速加熱(3DQ模擬)の前に予備加熱を行うことにより、めっきの耐熱性が向上しこれらの特性が向上した。耐食性に優れると推定される。
【符号の説明】
【0074】
1 被加工材
1a 合金化溶融亜鉛めっき鋼管
1b 曲げ加工部材
2 支持手段
3 送り装置
4 可動ローラダイス
5 高周波加熱コイル
6 冷却装置
【技術分野】
【0001】
本発明は、曲げ加工部材及びその製造方法に関する。さらに詳しくは、本発明は、例えば自動車用部材に用いるのに好適な、高強度及び優れた耐食性を有する金属製の曲げ加工部材及びその製造方法に関する。
【背景技術】
【0002】
溶融Znめっき鋼板、合金化溶融Znめっき鋼板さらには電気Znめっき鋼板等の、低コストのZn系めっき鋼材が、使用環境における耐食性が必要十分であることから、自動車用部材、特に自動車車体を構成する自動車用部材に多用される。特に合金化溶融Znめっき鋼板は、鋼板を連続的に溶融Znめっきした後に500〜550℃程度の温度で熱処理してZn層と鋼素地との間に相互拡散を行わせることにより、めっき層全体をFe−Znの金属間化合物層に変化させたものであり、溶融Znめっき鋼板や電気Znめっき鋼板と比較するとめっき層が電気化学的に若干貴となるので犠牲防食能は僅かに低下する。しかし、合金化溶融Znめっき鋼板は、めっき層と塗装被膜との密着性が優れることから、化成処理及び電着塗装を行われて使用される自動車用部材に多用される。
【0003】
近年、衝突時の車体の安全性確保に対する要請が一段と強まっている。これに応えるために衝突時における自動車用部材のエネルギー吸収特性を高めることが推進されている。例えば、鋼管等の金属管の略全域に適当な湾曲形状を付与してドアー補強用のサイドインパクトビームとして用いることや、センターピラーの内部に配置される補強材の形状や曲率の適正化を図ること等によって、側面衝突の際の衝突エネルギーの吸収能の向上が図られている。こうした観点から、金属管、特に鋼管や鋼板のプレ成形品を、自動車用部材に適する形状に曲げ加工等する加工技術の開発も推進されている。
【0004】
また、自動車用部材には、地球温暖化防止のための車体の軽量化の観点から、軽量かつ高強度であることも強く要請されている。このような要請に応えるため、従来とは全く異なる強度レベルからなる高張力鋼、例えば、引張強さが780MPa以上、さらに900MPa以上という高張力鋼も用いられる。高張力鋼からなる素材に冷間で曲げ加工等を行うことは困難である。また、高張力鋼からなる素材に熱間で曲げ加工等を行う場合にも、不均一な歪みの発生による形状のばらつきが不可避的に発生し、形状凍結性が不芳である。さらに、上述した観点から、最適な形状に曲げ加工を行うために多岐にわたる曲げ形状、例えば、曲げ方向が2次元的、さらに3次元的に変化する曲げ形状を有する鋼材を高精度で曲げ加工する技術の開発が要請されている。
【0005】
本出願人らは、特許文献1により、真っ直ぐな鋼材に曲げ方向が3次元的に異なる連続曲げを行う場合であっても、後述するように、多次元に可動するローラダイス(以下、本明細書では「可動ローラダイス」という)を用いて被加工材の曲げ加工と焼入れとを、同時にかつ効率的に行うことができる曲げ加工方法及び曲げ加工装置を提案した。
【0006】
この曲げ加工方法(以降の本明細書では、この曲げ加工方法を「3DQ」とも略記する)では、高周波加熱コイルにより被加工材である鋼材を、逐次連続的に送りながら、鋼材の塑性加工が容易な温度、又は必要により鋼材の焼入れ可能な温度以上でかつ組織が粗粒化しない温度まで急速に加熱した後直ちに急速に冷却することによって、鋼材の長手方向の一部に、上記温度にある高温部(以下、本明細書では「赤熱部」という)を形成し、この赤熱部を、可動ローラダイスを用いて塑性変形させることによって、曲げ加工部材を製造する。3DQを実施する際には、製造コストを勘案すると、鋼材を大気中で加熱することが有利である。
【0007】
一方、上述したように、自動車用部材に用いられる鋼材は、耐食性を高めるために素材に亜鉛系めっき鋼材が多用し、化成処理や電着塗装が行われる。このため、3DQにおいて被加工材として亜鉛系めっき鋼材を用いることができれば、素地である鋼材の酸化抑制を図りながら、優れた耐食性を有する曲げ加工部材を製造できることとなるので、3DQにより多種の自動車用部材を製造できるようになる。
【0008】
しかし、亜鉛系めっき鋼材を焼入れ可能温度域(例えばAc3変態点以上)といった高温域に加熱すると、(a)亜鉛の蒸気圧が例えば200mmHg:788℃、400mmHg:844℃と温度の上昇とともに急増するため、加熱過程で気化するおそれがあること、(b)大気中での加熱に起因して亜鉛の酸化が生じること、及び(c)亜鉛系めっき鋼材を600℃以上、特にΓ相(Fe3Zn10)が分解する660℃を超える温度に加熱すると、鋼素地のフェライト中へのZnの固溶現象が顕著になり、めっき層が失われる可能性があること、といった様々な技術課題があり、めっき層としての機能が喪失されるおそれがある。
【0009】
特許文献2には、亜鉛めっきされた高周波焼入用鋼板をAr3点〜1000℃の焼入温度で、かつ加熱開始から350℃に冷却されるまでのヒートサイクルタイムを60秒間以内に制限して加熱及び冷却する高周波焼入を行って強化部材を製造する方法が開示されている。この方法によれば、焼入用鋼板を素板とする溶融亜鉛めっき鋼板を用いて強度を向上させる部位に高周波焼入を行って焼入れ強化部材を製造しても、焼入部にめっき皮膜を残存させることができ、しかも、めっき層中のFe濃度を35%以下(本明細書では特に断りがない限り「%」は「質量%」を意味する)に制御することができ、塗装性及び耐食性に優れる自動車用部材を提供できるとされている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】国際公開第2006/093006号パンフレット
【特許文献2】特開2000−248338号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明者らは、特許文献2により開示された焼入用鋼板に形成される亜鉛めっき層の挙動を明らかにするため、合金化溶融亜鉛めっき鋼材に高周波加熱による急速加熱及び急速冷却により熱処理する実験を行った。
【0012】
通常程度のめっき付着量である、片面当たりのめっき付着量60g/m2の合金化溶融亜鉛めっき鋼材を900℃程度に急速加熱してから急速冷却すると、残存する皮膜は15%以上のFeを含有する組成となり、この皮膜中にη相(化学式:Zn)が存在する。これは、合金化溶融亜鉛めっき鋼材を用いる場合を例として考察すると、高周波による加熱及び冷却の過程でめっき層の金属間化合物が一旦分解し、再構成されることによる。すなわち、900℃の加熱温度は、Fe−Zn系の金属間化合物であるζ相(化学式:FeZn13)、δ1相(同:FeZn7)、Γ1相(同:Fe5Zn21)及びΓ相(同:Fe3Zn10)のいずれの融点や分解温度よりも高いため、加熱過程の皮膜には高濃度のFeを含有するZnの液相のみが存在し、冷却過程では金属間化合物を析出しながら一部に液相Znを残存させたまま凝固するためと解される。
【0013】
なお、残存する皮膜の表面のη相は、急速加熱及び急速冷却を行われても生成しないことがある。詳細は不明であるが、めっき層中のFe濃度の上昇等によってめっきの融点が上昇した場合、非常に短時間の加熱では液相が生成されなくなってη相が生成できないからと解される。逆に加熱時間が非常に長くなると、液相の亜鉛が全て蒸発して液相が生成されなくなってη相が生成しなくなることも考えられる。
【0014】
このような加熱及び冷却により得られる皮膜の表面粗度は、非常に粗いものになる。このような急速加熱及び急速冷却によりZnが飛散して粗くなった皮膜は、Zn量が少ないため犠牲防食能が低下すること、及び、粗い部分が塗装工程で塗装欠陥(Zn露出、塗膜の気泡)の原因になることから、製造される自動車用部材の塗装後耐食性が著しく低下する。
【0015】
また、本発明者等が3DQによって素材であるZn系めっき鋼管に急速加熱及び急速冷却を行いながら曲げ加工部材を製造したところ、Znの沸点は907℃であるため、Zn系めっき鋼管の加熱温度が900℃程度以上において加熱時のZnの飛散が顕著に発生し、製造した曲げ加工部材の被膜におけるZnが減少し、曲げ加工部材の耐食性が劣化した。
【0016】
すなわち、亜鉛系めっき鋼材を、Ar3点以上のような高温域に急速加熱及び急速冷却すると、冷却後の表面に残存する皮膜のZnの飛散が顕著に発生するため、自動車用部材として要求される耐食性を確保できない。
【課題を解決するための手段】
【0017】
本発明者らは、上述した課題を解決するために鋭意検討を重ねた結果、略述すると、素材であるZn系めっき鋼管を3DQにより急速に加熱する前に、このZn系めっき鋼管を予備加熱し、この予備加熱の後に急速加熱及び急速冷却を行いながら曲げ加工部材を製造することによって、優れた耐食性及び高強度を有する曲げ加工部材を製造できることを知見し、さらに検討を重ねて本発明を完成した。
【0018】
本発明は、管状の金属材からなるとともに二次元又は三次元に屈曲する形状の、例えば、閉断面、開断面又は異形断面の本体を有する曲げ加工部材であって、この本体の少なくとも片面に、付着量が片面当り30〜90g/m2であり、Fe含有量が8〜50%であり、JIS B 0601により規定される表面粗度Raが2.0μm以下であるZn系の被膜を備え、この被膜は、Fe−Zn固溶相を厚さ1μm以上有するとともに、Γ相(Fe4Zn9)、又はΓ1相(Fe11Zn40)を有し、Γ相(Fe4Zn9)、Γ1相(Fe11Zn40)又はFe−Zn固溶相の表面に酸化Zn相が存在し、任意の観察視野における、酸化Zn相とΓ相(Fe4Zn9)、又はΓ1相(Fe11Zn40)又はFe−Zn固溶相との空隙の垂直高さが5μm以下である部分の水平方向の長さが、観察視野の水平方向の長さの半分以上であることを特徴とする曲げ加工部材である。
【0019】
本発明に係る曲げ加工部材は、例えば、少なくとも片面に、付着量が片面当り30〜90g/m2であり、Fe含有量が8〜35%であるとともに、JIS B 0601により規定される中心線平均粗さRaが2.0μm以下であるZn−Fe合金めっき皮膜を備える管状の金属材を、(i)大気雰囲気、又は酸素を20体積%以下、残部は窒素、二酸化炭素及び水蒸気からなる雰囲気下で、500〜800℃の温度範囲で1〜60分間保持した後に、(ii)金属材の軸方向に離間する二箇所の位置で金属材の外面を移動自在に支持し、金属材を軸方向へ送りながら、二箇所の位置の間で、3.0×102℃/秒以上の加熱速度でAc3点以上の温度域に加熱し、金属材の表面が8×102℃以上にある時間が2秒間以下になるように保持した後に1.5×102℃/秒以上の冷却速度で冷却することによって金属材の長手方向の一部に高温の赤熱部を形成し、(iii)赤熱部に、二箇所の位置のうち金属材の送り方向の下流の位置を二次元又は三次元で移動することにより、赤熱部に曲げモーメントを付与することによって、製造される。
【発明の効果】
【0020】
本発明によれば、いっそう高度化する自動車用部材に対する要求レベルを充分に満足することができる優れた耐食性及び高強度を有することから、例えば自動車用部材に用いるのに好適な曲げ加工部材及びその製造方法を提供できる。
【図面の簡単な説明】
【0021】
【図1】図1は、本発明における予備加熱の好ましい条件を示すグラフである。
【図2】図2は、特許文献1により開示された曲げ加工部材の製造装置の一例を簡略化して示す説明図である。
【図3】図3は、実施例の外観結果を示す説明図である。
【図4】図4は、実施例の皮膜断面SEM−EDXの観察結果を示す説明図である。
【図5】図5は、実施例の皮膜断面SEM−EDXの観察結果を示す説明図である。
【図6】図6は、実施例のXRD結果を示す説明図である。
【発明を実施するための形態】
【0022】
以下、本発明に係る曲げ加工部材及びその製造方法を実施するための形態を、添付図面も参照しながら詳細に説明する。以下の説明では、鋼製の曲げ加工部材を例にとる。本発明に係る曲げ加工部材は、鋼管からなるとともに二次元又は三次元に屈曲する形状の閉断面の本体を有する。
【0023】
本体は、特定の形状の横断面形状を有するものには限定されず、例えば、丸形、矩形さらには台形等の横断面形状を有する閉断面材、ロールフォーミング等により製造される開断面材(例えばチャンネルやアングル等)、押し出し加工により製造される異型断面材(例えばチャンネル)、又は、各種の横断面形状を有する棒材(丸棒、角棒、異型棒)でもよいし、さらには、これらの部材であって横断面積が長手方向へ連続的に変化する、いわゆるテーパー型の鋼材であってもよい。
【0024】
本体の、二次元又は三次元に屈曲する形状も、特定の形状に限定するものではなく、製品の仕様に応じた形状であればよい。
Zn系被膜がこの本体の少なくとも片面(例えば外面)に形成される。Zn系被膜の付着量は、片面当り30〜90g/m2である。Zn系被膜のFe含有量は8〜50%である。さらに、Zn系被膜の中心線平均粗さRaは2.0μm以下である。
【0025】
Zn系被膜の付着量が30g/m2未満であると、塗装疵部の腐食深さを抑制する効果が不足し、自動車用部材として要求される耐食性を満足できないおそれがある。一方、Zn系被膜の付着量が90g/m2超であると、加熱によりめっき層が液相状態になることに伴って、液タレやZn融液の飛沫付着を生じ易くなり、外観不良を生じるおそれがある。このため、Zn系被膜の付着量は30g/m2以上90g/m2以下とする。Zn系被膜の付着量は、好ましくは40g/m2以上80g/m2以下であり、さらに好ましくは50g/m2以上70g/m2以下である。
【0026】
なお、Zn系被膜の付着量は、Zn系被膜がFeやAlを含有する場合にはこれらも加算される。
Zn系被膜のFe含有量は、8%を下回ると、めっきの電位が卑になるとともに、めっき被膜上に塗装が施される際の塗膜密着性が劣るため、8%以上とする。一方、Zn系被膜のFe含有量が35%を超えると、Zn系被膜が電気化学的に貴となり過ぎて犠牲防食能が低下する。Zn系被膜のFe含有量は、好ましくは25%以下であり、さらに好ましくは20%以下である。
【0027】
Zn系被膜はAlを含有してもよい。しかし、Zn系被膜のAl含有量が0.5%を超える場合にはめっき層に凹凸が形成され易く、3DQの加熱過程でFe−Zn合金相が不均一に形成され、その後の冷却過程で、Al含有量が0.5%を超えて濃化し易くなり、Zn系被膜の表面粗度が著しく大きくなる。このため、Zn系被膜のAl含有量は0.5%以下であることが望ましい。AlはZnの酸化防止に効果があり、この効果は、3DQの素材である合金化溶融亜鉛めっき鋼材のめっき層がAlを0.05%以上含有することにより、得られる。
【0028】
さらに、Zn系被膜の中心線平均粗さRaが2.0μm超であると、一次防錆のために表面に塗布される防錆油の脱脂性が不十分となり、水はじきを生じたり、化成処理皮膜の付着量が不足することにより、その後に行われる電着塗膜の塗装後耐食性が劣化し易くなる。
【0029】
Zn系被膜は、Fe−Zn固溶相を厚さ1μm以上有する。Fe−Zn固溶相を有さない場合、又はFe−Zn固溶相の厚さが1μm未満である場合には、いずれの場合においても、被膜のZn量が少なく表面粗度が高い、防食性能が低いZn系被膜となるからである。
【0030】
X線回折法によりZn系被膜の表面をX線表面分析し、回折角度に応じたX線回折強度、すなわちXRDプロファイルを測定すると、Fe4Zn9(Γ相)、又はFe11Zn40(Γ1相)のピークが存在する。ここで、「ピークが存在する」とは各物質のJCPDSなどのデータベースと比較し、該当の物質でピークが観察されるべき角度に、製品のXRDプロファイルでバックグラウンド強度を補正した後も強度のピークが観察されることを意味する。
【0031】
Zn系被膜は、Fe4Zn9(Γ相)、Fe11Zn40(Γ1相)又はFe−Zn固溶相の表面に、酸化Zn相を有する。Zn系被膜がこのような状態にないと、3DQにより高温に急速加熱された赤熱部が曲げ加工された後に急速冷却されて焼入れされる際に、Znの飛散を生じるために曲げ加工部材の耐食性が劣化するからである。
【0032】
Zn系被膜では、Fe4Zn9(Γ相)、又はFe11Zn40(Γ1相)又はFe−Zn固溶相の表面に、酸化Zn相が密着して存在する。すなわち、任意の観察視野における、酸化Zn相とΓ相(Fe4Zn9)、又はΓ1相(Fe11Zn40)又はFe−Zn固溶相との空隙の垂直高さが5μm以下である部分の水平方向の長さが、観察視野の水平方向の長さの半分以上である。酸化Zn相が、Fe4Zn9(Γ相)、又はFe11Zn40(Γ1相)又はFe−Zn固溶相の表面にこのように密着して存在しないと、3DQにより高温に加熱されて曲げ加工及び冷却されて焼入れられる際に、Znの飛散が発生し、曲げ加工部材の耐食性が劣化するからである。
【0033】
酸化Zn相(ZnO)は、素材の予備加熱、および急速加熱により不可避的に被膜表面に生成する。過度に多くのZnOが表面に付着すると、化成処理や電着塗装において欠陥が発生する。化成処理性や電着塗装性の観点からは被膜の表面のZnOは少ないほど好ましい。このため、素材のめっき鋼板に予備加熱、急速加熱、曲げ加工及び急速冷却を行った後に、例えばショットブラスト、グリッドブラスト、薬液浸漬又は薬液噴霧等の手段によりZnOを除去してから素材を化成処理工程及び電着塗装工程に供することによって、化成処理及び電着塗装を良好に行うことができる。
【0034】
ZnOの付着量を測定したところ、素材の合金化溶融亜鉛めっき鋼板では約0〜1g/m2であり、これを予備加熱したものは5〜20g/m2であり、これを急速加熱及び急速冷却したものは10〜30g/m2であり、これを鋼球ショットブラストしたものは0〜10g/m2であった。
【0035】
なお、ZnOの測定方法は、試験材から分析用の小片を採取し、10%HClでめっき皮膜のみを溶解し、皮膜溶解前後の小片の重量差を測定した。また、溶解液中のZn、Al、Fe重量を分析した。溶解前後の重量差と、溶液中のZn、Al、Feの重量との合計を比較し、両者の差がZnOのO量であると仮定して、ZnOを推算した。
【0036】
本発明に係る曲げ加工部材は、以上のように構成される。次に、この本発明に係る曲げ加工部材の製造法を説明する。
素材として、少なくとも片面に、付着量が片面当り30〜90g/m2であり、Fe含有量が8〜35%以下であるとともに、中心線平均粗さRaが2.0μm以下であるZn−Fe合金めっき皮膜を備える鋼管を用いる。
【0037】
このようなZn−Fe合金めっき皮膜を備える鋼管は、母材である鋼管に溶融亜鉛めっき処理及び合金化熱処理を施して得られたものでもよく、あるいは電気亜鉛めっき鋼管を加熱して、合金化溶融亜鉛めっき鋼管として得られたものでよいし、さらには、合金化溶融亜鉛めっき鋼板の板材を素材として製管加工して得られたものでもよい。
【0038】
母材である鋼管の素材として、例えば、C:0.1〜0.3%、Si:0.01〜0.5%、Mn:0.5〜3.0%、P:0.003〜0.05%、S:0.05%以下、Cr:0.1〜0.5%、Ti:0.01〜0.1%、Al:1%以下、B:0.0002〜0.004%、及びN:0.01%以下を含有し、必要に応じてCu:1%以下、Ni:2%以下、Mo:1%以下、V:1%以下及びNb:1%以下からなる群から選ばれた1種又は2種以上、残部Fe及び不純物が、例示される。
【0039】
この化学成分を満足する鋼管を素材とすれば、焼入可能温度まで急速加熱してから急速冷却することにより、1200MPa以上の引張強度を与えることができる。
本発明では、この素材である鋼管に予備加熱を行う。この予備加熱は、大気雰囲気、又は酸素を20体積%以下、残部は窒素、二酸化炭素及び水蒸気からなる雰囲気下で、500〜800℃の温度範囲で1〜60分間保持した後、200℃以下に冷却して大気雰囲気に暴露することにより、行う。
【0040】
予備加熱は、めっき層を高温で比較的安定なFe−Zn金属間化合物相の層に変化させること、及び、めっき層の表面に酸化亜鉛主体の酸化物が密着した層を形成することによって、3DQの急速加熱時の亜鉛の飛散を抑制するために、行う。このため、予備加熱は、大気雰囲気下で行ってもよいし、あるいは酸素を20体積%以下、残部は窒素、二酸化炭素及び水素からなる雰囲気下で行ってもよい。
【0041】
予備加熱の加熱温度が500℃未満であると、めっき層をFe−Zn金属間化合物相の層に変化させること、及びめっき表面に酸化亜鉛主体の酸化物が密着した層を形成することがいずれも不十分となり、3DQの急速加熱時の亜鉛の飛散を抑制することができない。一方、予備加熱の加熱温度が800℃を超えると、この予備加熱の際に亜鉛の飛散が発生してしまう。
【0042】
予備加熱を過度に長時間行うと、商用時間と所用エネルギーの点から不経済であるばかりでなく、予備加熱中にZnが一部酸化して一部が母材中に拡散する量が増加して製品の耐食性に悪影響を及ぼす。
【0043】
図1は、本発明における予備加熱の好ましい条件を示すグラフである。図1のグラフに示すように、予備加熱は、図1のグラフにおいて、600℃〜700℃で5〜30分間の加熱、および700〜800℃で5〜10分間の加熱、および、(a)温度700℃以上、(b)時間10分間以上、(c)式 温度[℃]=−5×(時間[分]−10)+800の(a),(b),(c)の3本の直線で囲まれる温度・時間組み合わせ領域内の条件で行うことがより好ましい。さらにより好ましい条件は、温度650〜750℃、時間7分〜15分の範囲内である。
【0044】
このようにして予備加熱を終了した鋼管に対して3DQによって曲げ加工部材を製造する。図2は、3DQによる曲げ加工部材の製造装置の一例を簡略化して示す説明図である。
【0045】
図2に示す製造装置では、被加工材1は横断面形状が円形の鋼管であり、被加工材である合金化溶融亜鉛めっき鋼管1aを逐次連続的に加熱及び冷却することにより合金化溶融亜鉛めっき鋼管1aの長手方向の一部に赤熱部を形成し、この赤熱部を可動ローラダイス4を用いて塑性変形させ、その直後で冷却することにより、曲げ加工部材1bを製造する。
【0046】
このため、合金化溶融亜鉛めっき鋼管1aを回転可能に保持するための二対の支持手段(具体的には、支持ロール)2と、その上流側には合金化溶融亜鉛めっき鋼管1aを逐次又は連続的に送り移動させるための送り装置3が配置され、一方、二対の支持手段(同、支持ロール)2の下流側には合金化溶融亜鉛めっき鋼管1aをクランプし、クランプ位置、又は、このクランプ位置及び移動速度を制御される可動ローラダイス4が配置される。
【0047】
さらに、可動ローラダイス4の入側には、移動する合金化溶融亜鉛めっき鋼管1aの外周に配置されて合金化溶融亜鉛めっき鋼管1aの一部又は全部を加熱するための誘導加熱コイル5と、誘導加熱コイル5により急速に加熱された合金化溶融亜鉛めっき鋼管1aを急冷するための冷却装置(本実施の形態では水冷装置)6が配置される。
【0048】
可動ローラダイス4は、その配置位置を上下方向へシフトする上下シフト機構と、その配置位置を左右方向へシフトする左右シフト機構と、その向きを上下方向へ傾斜する上下チルト機構と、その向きを左右方向へ傾斜する左右チルト機構と、その配置位置を前後方向へ移動する移動機構とを備える。これにより、可動ローラダイス4は3次元的に移動可能に配置されるので、合金化溶融亜鉛めっき鋼管1aを3次元的にクランプしながら、合金化溶融亜鉛めっき鋼管1aの所望の部分に曲げモーメントを付与することにより、2次元又は3次元に曲げ加工された曲げ加工部材1bを製造することができる。
【0049】
すなわち、合金化溶融亜鉛めっき鋼管1aの軸方向に離間する、第1の位置と、この第1の位置よりも合金化溶融亜鉛めっき鋼管1aの送り方向の下流に位置する第2の位置とにおいて合金化溶融亜鉛めっき鋼管1aの外面を移動自在に支持し、合金化溶融亜鉛めっき鋼管1aをその軸方向へ送る。
【0050】
合金化溶融亜鉛めっき鋼管1aをその軸方向へ送りながら、第1の位置と第2の位置との間で、合金化溶融亜鉛めっき鋼管1aを3.0×102℃/秒以上の加熱速度でAc3点以上の温度域に急速に加熱し、合金化溶融亜鉛めっき鋼管1aの表面が8×102℃以上にある時間が2秒間以下になるように保持してから1.5×102℃/秒以上の冷却速度で急速に冷却するとともに、第2の位置を二次元又は三次元で移動することにより、合金化溶融亜鉛めっき鋼管1aにおける加熱されて高温にある赤熱部に曲げモーメントを付与する。
【0051】
昇温速度が3.0×102℃/秒未満であったり、冷却速度が1.5×102℃/秒未満であったりすると、3DQの加熱のヒートサイクルが長時間になるのでZnの蒸発や酸化が促進され、めっき層中の合金化が過剰になり、素地鋼によっては溶融亜鉛の脆化の危険も生じる。
【0052】
また、合金化溶融亜鉛めっき鋼管1aを、8.0×102℃以上の温度に2秒間超保持すると、めっき層中で過度の合金化が進展し、Znの蒸発が進むため、亜鉛系めっき層としての耐食性が劣化する。同様の観点から滞在時間は1秒間以下であることが望ましい。
【0053】
また、加熱時の合金化溶融亜鉛めっき鋼管1aの最高到達温度は、9.5×102℃以下とすることが望ましい。Fe−Zn合金の平衡状態図によれば、Feを約10%含有するZn−Fe合金の融点(全量が液相)は約930℃付近であることから、加熱時の合金化溶融亜鉛めっき鋼管1aの温度が高すぎると、表面の流動化や蒸発が格段に進行し、めっき皮膜の消失につながる。
【0054】
このようにして、本発明に係る曲げ加工部材が製造される。上述したように、本発明では素材である合金化溶融亜鉛めっき鋼管1aに予備加熱を行って、素材である合金化溶融亜鉛めっき鋼管1aの表面のめっき層を高温で比較的安定なFe−Zn金属間化合物相の層に変化させるとともに、めっき層の表面に酸化亜鉛主体の酸化物が密着した層を形成するため、3DQの急速加熱時における亜鉛の飛散を抑制することができる。
【0055】
また、本発明に係る製造方法によれば、長尺の合金化溶融亜鉛めっき鋼管1aを素材として用い、焼入、若しくは3DQの加熱後に曲げ加工、または同時に焼入と曲げ加工とを行うため、低コストで曲げ加工部材を製造することができる。
【実施例1】
【0056】
実施例を参照しながら、本発明をより具体的に説明する。本発明の効果を確認するため、表1に示す化学組成(表1に示す以外の残部はFe及び不純物、単位は質量%)を有する鋼管(肉厚2.3mm、外径31.8mm、長さ200mm)、鋼板(板厚2.3mm、幅40mm、長さ200mm)に溶融亜鉛めっき及び合金化処理を施し、合金化溶融亜鉛めっき鋼管又は合金化溶融亜鉛めっき鋼板とした。これらのZn−Fe合金めっき皮膜の付着量、Fe含有量及び中心線平均粗さRaを測定した。
【0057】
【表1】
【0058】
これらに対して、ガス炉を用いて予備加熱(酸素2体積%、残部窒素、二酸化炭素及び水蒸気、空燃比1.1、加熱温度及び在炉時間:700℃×10分間、800℃×10分間、800℃×30分間の3水準)を行った後、常温まで放冷して大気雰囲気に暴露した。
【0059】
その後、3DQを実施する場合を模擬して、SAP装置により150℃/秒の昇温速度で目標温度950℃に急速に加熱し、表面が8.0×102℃にある時間が2秒間以下になるように保持してから1.5×102℃/秒以上の冷却速度で冷却した。
【0060】
また、予備加熱を行わない以外は、上記と同じ条件で3DQを模擬した急速加熱を行った。そして、これらについて、外観、粗度、皮膜分析、皮膜断面SEM−EDXを観察した。
【0061】
外観結果を図3に示し、粗度・皮膜分析結果を表2に示し、皮膜断面SEM−EDXの観察結果を図4、5に示し、XRD結果を図6に示す。
【0062】
【表2】
【0063】
(i)外観結果
図3に示すように、予備加熱条件がなしであると白色ZnOが多量に発生し、耐食性能が劣化するが、予備加熱条件がありであると白色ZnOの発生が少なく、耐食性能が向上する。
(ii)粗度・皮膜分析結果
表2は、粗度・皮膜分析結果である。表2におけるZn付着量は、断面SEMとの比較から、固溶相のZnも含む値である。犠牲防食するZn量はこれより小さいと考えられる。
表2に示すように、予備加熱を行うことにより、急速加熱時の粗度上昇代(急速加熱後の粗度−急速加熱前の粗度)を小さくすることができ、急速加熱後の粗度を相対的に低く抑えることができる。表2から、予備加熱条件は700℃×10分間が最も粗度を小さくすることがわかる。
【0064】
(iii)皮膜断面SEM−EDX
図4は、SEM−EDXによる線分析(断面観察)結果を示し、図5は点分析(組成成分)結果を示す。
図4、5に示すように、予備加熱なし→急速加熱(3DQ模擬)の条件では固溶相が形成されず、表層の酸化亜鉛とめっき層の間に空隙があるのに対し、予備加熱→急速加熱(3DQ模擬)では固溶相が存在し、めっき表層に酸化亜鉛が密着して存在しており、急速加熱(3DQ模擬)時の亜鉛飛散が十分に抑制されていることがわかる。
【0065】
(iv)XRD結果
X線源にCo管球を用い、X線回折プロファイルを測定した。図6は、実施例のXRD結果を示す説明図である。
図6に示すように、700℃以上の予備加熱によりδ相ピーク強度が低下し、Γ相、ZnO相が増加する。δ1相量はCo管球で2θ=49°のピークの強度を指標とした。Γ相については2θ=94.1°、ZnOについては2θ=37°、固溶相については2θ=98°のピークの強度を指標とした。
【0066】
このように、本発明により予備加熱を行ってから急速加熱を行うことにより、
(a)δ相の低下及びΓ相の増加が図られる。Γ相はδ相に比較してFe%が高く、昇温時に層が分解する温度が高く、このためΓ相はδ相に比較して高温でも安定な相である。これにより、高温で安定な相が形成されてZnの飛散が減少すること、及び
(b)Zn−Fe−Al−Mn−O層がZnの飛散を抑制すること
が得られると考えられる。
【実施例2】
【0067】
合金化溶融亜鉛めっき鋼管(化学組成は表1に示す。めっきは付着量49g/m2、Fe:11.6%、Ra:0.53μm、肉厚:1.6mm、外径31.8mmの丸管)を準備した。
【0068】
この鋼管に予備加熱を行った。雰囲気は大気雰囲気と、都市ガスを空燃比1.1で燃焼させた酸素0.2体積%の雰囲気の二通りとし、加熱温度は500〜800℃の範囲とし、加熱時間は5分〜60分の範囲内とした。
【0069】
その後、3DQを実施する場合を模擬して、薄板急速加熱冷却装置(薄板鋼材の急速加熱と急速冷却が可能な装置)により150℃/秒の昇温速度で目標温度950℃に急速に加熱し、表面が8.0×102℃にある時間が2秒間以下になるように保持してから1.5×102℃/秒以上の冷却速度で冷却した。
【0070】
作成した試験材について皮膜分析(付着量とFe%測定)、粗度測定、X線回折によるη相、Γ相、Γ1相の存在測定、断面SEMによる固溶相厚さ測定、めっき表面のZnO層の観察を行った。結果を表3にまとめて示す。
なお、表1における予熱とは予備加熱を意味する。
【0071】
【表3】
【0072】
表1におけるNo.1およびNo.2は予熱を行わない比較例であり、予熱を行わないことにより急速加熱950℃以上では加熱中にZnが蒸発し、めっき付着量が少なくなるため、耐食性に劣ると推定される。
【0073】
これに対し、急速加熱(3DQ模擬)の前に予備加熱を行うことにより、めっきの耐熱性が向上しこれらの特性が向上した。耐食性に優れると推定される。
【符号の説明】
【0074】
1 被加工材
1a 合金化溶融亜鉛めっき鋼管
1b 曲げ加工部材
2 支持手段
3 送り装置
4 可動ローラダイス
5 高周波加熱コイル
6 冷却装置
【特許請求の範囲】
【請求項1】
管状の金属材からなるとともに二次元又は三次元に屈曲する形状の本体を有する曲げ加工部材であって、該本体の少なくとも片面に、付着量が片面当り30〜90g/m2であり、Fe含有量が8〜50質量%であり、JIS B 0601により規定される表面粗度Raが2.0μm以下であるZn系の被膜を備え、該被膜は、Fe−Zn固溶相を厚さ1μm以上有するとともに、Γ相、又はΓ1相を有し、Γ相、Γ1相又はFe−Zn固溶相の表面に酸化Zn相が存在し、任意の観察視野における、酸化Zn相とΓ相、又はΓ1相又はFe−Zn固溶相との空隙の垂直高さが5μm以下である部分の水平方向の長さが、観察視野の水平方向の長さの半分以上であることを特徴とする曲げ加工部材。
【請求項2】
前記本体は、閉断面、開断面又は異形断面を有する請求項1に記載された曲げ加工部材。
【請求項3】
少なくとも片面に、付着量が片面当り30〜90g/m2であり、Fe含有量が8〜35質量%であるとともに、JIS B 0601により規定される中心線平均粗さRaが2.0μm以下であるZn−Fe合金めっき皮膜を備える管状の金属材を、
大気雰囲気、又は酸素を20体積%以下、残部は窒素、二酸化炭素及び水蒸気からなる雰囲気下で、500〜800℃の温度範囲で1〜60分間保持した後に、
該金属材の軸方向に離間する二箇所の位置で該金属材の外面を移動自在に支持し、該金属材を前記軸方向へ送りながら、前記二箇所の位置の間で、3.0×102℃/秒以上の加熱速度でAc3点以上の温度域に加熱し、前記金属材の表面が8×102℃以上にある時間が2秒間以下になるように保持した後に1.5×102℃/秒以上の冷却速度で冷却することによって該金属材の長手方向の一部に高温の赤熱部を形成し、
該赤熱部に、前記二箇所の位置のうち前記金属材の送り方向の下流の位置を二次元又は三次元で移動することにより、前記赤熱部に曲げモーメントを付与すること
によって、請求項1又は請求項2に記載された曲げ加工部材を製造すること
を特徴とする曲げ加工部材の製造方法。
【請求項1】
管状の金属材からなるとともに二次元又は三次元に屈曲する形状の本体を有する曲げ加工部材であって、該本体の少なくとも片面に、付着量が片面当り30〜90g/m2であり、Fe含有量が8〜50質量%であり、JIS B 0601により規定される表面粗度Raが2.0μm以下であるZn系の被膜を備え、該被膜は、Fe−Zn固溶相を厚さ1μm以上有するとともに、Γ相、又はΓ1相を有し、Γ相、Γ1相又はFe−Zn固溶相の表面に酸化Zn相が存在し、任意の観察視野における、酸化Zn相とΓ相、又はΓ1相又はFe−Zn固溶相との空隙の垂直高さが5μm以下である部分の水平方向の長さが、観察視野の水平方向の長さの半分以上であることを特徴とする曲げ加工部材。
【請求項2】
前記本体は、閉断面、開断面又は異形断面を有する請求項1に記載された曲げ加工部材。
【請求項3】
少なくとも片面に、付着量が片面当り30〜90g/m2であり、Fe含有量が8〜35質量%であるとともに、JIS B 0601により規定される中心線平均粗さRaが2.0μm以下であるZn−Fe合金めっき皮膜を備える管状の金属材を、
大気雰囲気、又は酸素を20体積%以下、残部は窒素、二酸化炭素及び水蒸気からなる雰囲気下で、500〜800℃の温度範囲で1〜60分間保持した後に、
該金属材の軸方向に離間する二箇所の位置で該金属材の外面を移動自在に支持し、該金属材を前記軸方向へ送りながら、前記二箇所の位置の間で、3.0×102℃/秒以上の加熱速度でAc3点以上の温度域に加熱し、前記金属材の表面が8×102℃以上にある時間が2秒間以下になるように保持した後に1.5×102℃/秒以上の冷却速度で冷却することによって該金属材の長手方向の一部に高温の赤熱部を形成し、
該赤熱部に、前記二箇所の位置のうち前記金属材の送り方向の下流の位置を二次元又は三次元で移動することにより、前記赤熱部に曲げモーメントを付与すること
によって、請求項1又は請求項2に記載された曲げ加工部材を製造すること
を特徴とする曲げ加工部材の製造方法。
【図1】

【図2】
【図6】
【図3】
【図4】
【図5】
【図2】
【図6】
【図3】
【図4】
【図5】
【公開番号】特開2011−122240(P2011−122240A)
【公開日】平成23年6月23日(2011.6.23)
【国際特許分類】
【出願番号】特願2010−252173(P2010−252173)
【出願日】平成22年11月10日(2010.11.10)
【出願人】(000002118)住友金属工業株式会社 (2,544)
【Fターム(参考)】
【公開日】平成23年6月23日(2011.6.23)
【国際特許分類】
【出願日】平成22年11月10日(2010.11.10)
【出願人】(000002118)住友金属工業株式会社 (2,544)
【Fターム(参考)】
[ Back to top ]