
曲げ工具
【課題】長尺材の長手方向一方側をその他方側に影響を与えることなく曲げ加工することができる曲げ工具の提供。
【解決手段】長尺材100を曲げ加工する曲げ工具1において、長尺材100の短手方向一方側に位置する第1固定片10と、長尺材100の長手方向一方側において第1固定片10と間隔をあけて、長尺材100の短手向他方側に位置する第2固定片20と、長尺材100の長手方向一方側において第2固定片20と間隔をあけて、長尺材100の短手方向一方側に位置すると共に、第1固定片10及び第2固定片20と協働して長尺材100に対して曲げ加重を与える可動片30と、を有するという構成を採用する。
【解決手段】長尺材100を曲げ加工する曲げ工具1において、長尺材100の短手方向一方側に位置する第1固定片10と、長尺材100の長手方向一方側において第1固定片10と間隔をあけて、長尺材100の短手向他方側に位置する第2固定片20と、長尺材100の長手方向一方側において第2固定片20と間隔をあけて、長尺材100の短手方向一方側に位置すると共に、第1固定片10及び第2固定片20と協働して長尺材100に対して曲げ加重を与える可動片30と、を有するという構成を採用する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、角材、丸棒、パイプ等の長尺材を曲げ加工するための曲げ工具に関するものである。
【背景技術】
【0002】
長尺材を曲げ加工する曲げ工具として、例えば下記特許文献1には、複数本の棒状部に対してその湾曲形状がそろった状態に成形する曲げ加工を行うための曲げ加工器具が開示されている。この曲げ加工器具は、開閉可能な一対のレバー部材の交差点に曲げ支点を有し、当該レバー部材を操作することで、セットされた複数の棒状部を3点曲げする構成となっている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−283081号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、長尺材をその一端から他端に向かって、所定の部材と順々に溶接していく溶接作業等においては、当該溶接の際の熱変形による長尺材の非固定側(未溶接側)の位置関係の変動を矯正するための曲げ加工が必要となる。
しかしながら、上記従来技術では、曲げの影響が、曲げ支点に対してその両側に生じてしまう。したがって、上記従来技術では、非固定側だけでなく、固定側(溶接済側)においても応力負荷がかかって位置関係の変動を来たす場合があり、当該溶接の際の熱変形を矯正する曲げ加工を適切に行うことが困難であるという問題がある。
【0005】
本発明は、上記問題点に鑑みてなされたものであり、長尺材の長手方向一方側をその他方側に影響を与えることなく曲げ加工することができる曲げ工具の提供を目的とする。
【課題を解決するための手段】
【0006】
上記の課題を解決するために、本発明は、長尺材を曲げ加工する曲げ工具において、 上記長尺材の短手方向一方側に位置する第1固定片と、上記長尺材の長手方向一方側において上記第1固定片と間隔をあけて、上記長尺材の短手向他方側に位置する第2固定片と、上記長尺材の長手方向一方側において上記第2固定片と間隔をあけて、上記長尺材の短手方向一方側に位置すると共に、上記第1固定片及び上記第2固定片と協働して上記長尺材に対して曲げ加重を与える可動片と、を有するという構成を採用する。
この構成を採用することによって、本発明では、第1固定片、第2固定片、可動片の3点で長尺材を挟み、曲げ加工が施工される。可動片は、第2固定片よりも長尺材の長さ方向一方側に位置しているため、第2固定片を支点として、長尺材の長手方向一方側に曲げが加えられる。一方、第2固定片と、該第2固定片に対して長尺材の長手方向他方側に位置する第1固定片とは、互いの位置関係が変わらないので、長尺材の長手方向一方側に曲げが加えられても、長尺材の長手方向他方側に影響を与えることはない。
【0007】
また、本発明においては、上記可動片を可動させるネジ部を有するという構成を採用する。
この構成を採用することによって、本発明では、ネジ部の回転により可動片が精密可動するため、精密な曲げ加工が可能となる。
【0008】
また、本発明においては、上記第1固定片と上記第2固定片との間において、上記長尺材の上記第1固定片と上記第2固定片との間からの抜けを規制する規制部を有するという構成を採用する。
この構成を採用することによって、本発明では、第1固定片と第2固定片との間からの長尺材の抜けが規制されるため、抜けを心配することなくより強い力で曲げ加工することができる。
【発明の効果】
【0009】
したがって、本発明によれば、長尺材の長手方向一方側をその他方側に影響を与えることなく曲げ加工することができる曲げ工具が得られる。
【図面の簡単な説明】
【0010】
【図1】本発明の実施形態における曲げ工具を示す斜視図である。
【図2】本発明の実施形態における曲げ工具を示す分解斜視図である。
【図3】本発明の実施形態における曲げ工具を示す底面図である。
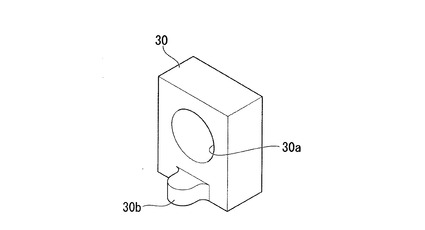
【図4】本発明の実施形態における可動片を示す斜視図である。
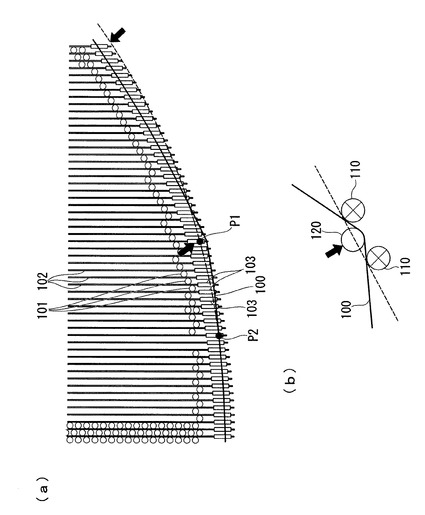
【図5】本発明の実施形態における曲げ工具を用いた曲げ加工について説明するための図である。
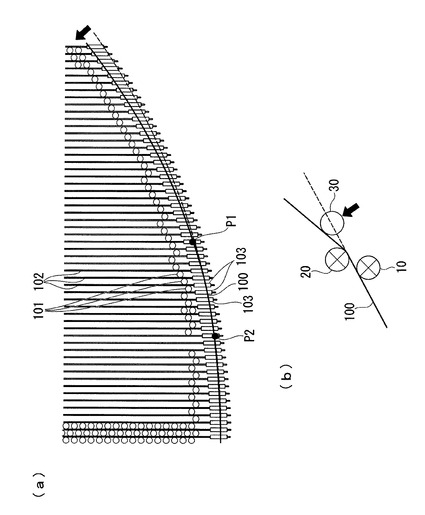
【図6】従来の曲げ工具を用いた場合の参考図である。
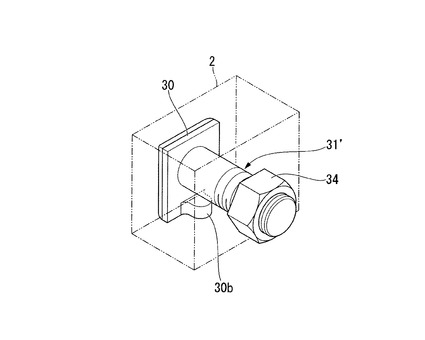
【図7】本発明の別実施形態における可動片を示す斜視図である。
【発明を実施するための形態】
【0011】
以下、本発明の実施形態について図面を参照して説明する。
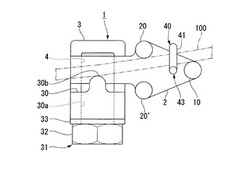
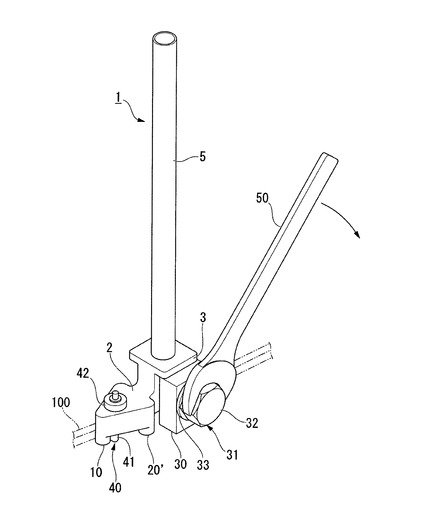
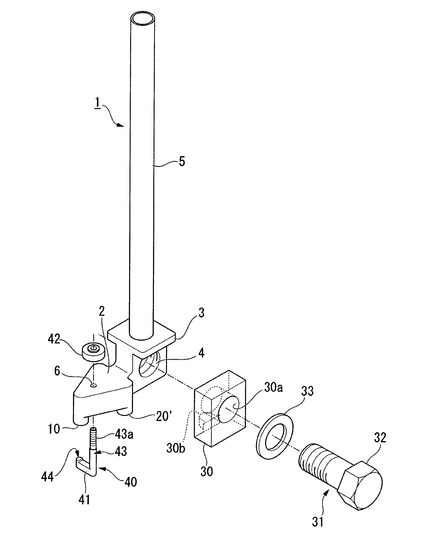
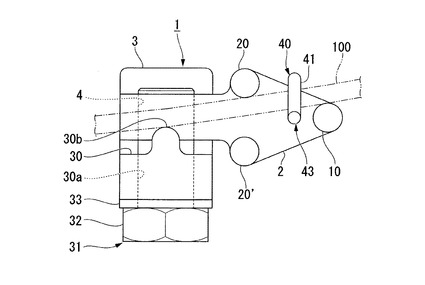
図1は、本発明の実施形態における曲げ工具1を示す斜視図である。図2は、本発明の実施形態における曲げ工具1を示す分解斜視図である。図3は、本発明の実施形態における曲げ工具1を示す底面図である。
【0012】
曲げ工具1は、図1に示すように、長尺材100を曲げ加工する工具である。長尺材100の対象としては、例えば、金属製の角材、丸棒、パイプ等がある。
曲げ工具1は、第1固定片10と、第2固定片20(図3参照)と、可動片30と、を有する。この曲げ工具1による長尺材100の曲げ加工時には、可動片30を可動させるためにトルクレンチ50を併用することが好ましい。
【0013】
第1固定片10は、図3に示すように、長尺材100の短手方向一方側(図3において紙面下側)に位置している。第1固定片10は、図2及び図3に示すように、本体部2に設けられている。本実施形態の第1固定片10は、所定方向に延びる円柱形状を有し、本体部2と一体で形成されている。
【0014】
第2固定片20は、図3に示すように、長尺材100の長手方向一方側(図3において紙面左側)において第1固定片10と間隔をあけて、長尺材100の短手向他方側(図3において紙面上側)に位置している。第2固定片20は、本体部2に設けられている。本実施形態の第2固定片20は、第1固定片10と平行して所定方向に延びる円柱形状を有し、本体部2と一体で形成されている。
【0015】
本実施形態の第2固定片20は、本体部2に対となって設けられている。符号20´は、もう一つの第2固定片を示す。もう一つの第2固定片20´は、長尺材100の逆曲げ用であり、図3に示すように長尺材100がセットされたときには用いられない。第2固定片20、もう一つの第2固定片20´は、第1固定片10を頂角とした場合の二等辺三角形の底角に対応する位置関係を有する。
【0016】
可動片30は、長尺材100の長手方向一方側(図3において紙面左側)において第2固定片20と間隔をあけて、長尺材100の短手方向一方側(図3において紙面下側)に位置すると共に、第1固定片10及び第2固定片20と協働して長尺材100に対して曲げ加重を与える構成となっている。本実施形態の可動片30は、本体部2と別体で形成されており、ネジ部31により可動する構成となっている。
【0017】
図4は、本発明の実施形態における可動片30を示す斜視図である。
可動片30は、ネジ部31の一部を構成する六角ボルト32(図2参照)が挿通される貫通孔30aを有する。可動片30は、全体で略直方体ブロック形状を有し、本体部2のフランジ3(図1参照)に係止することで、六角ボルト32周りの相対回転が規制される構成となっている。可動片30は、長尺材100を押圧するための凸部30bを有する。凸部30bの先端部は、所定の曲率を有し、丸みを帯びている。
【0018】
図2に戻り、ネジ部31は、六角ボルト32と、ワッシャー33と、本体部2に形成されたネジ孔4とを有する。六角ボルト32は、ワッシャー33と可動片30の貫通孔30aとを挿通して、ネジ孔4と螺合する構成となっている。したがって、六角ボルト32を回転させることにより、可動片30は、精密にネジ送りされ、長尺材100に対して所定方向(図3において紙面上下方向)において近接離間することが可能となる。
【0019】
なお、可動片30の本体部2に対する取り付け向きを逆にすることも可能である。この場合、六角ボルト32のネジ孔4に対する螺入を、図3に示す螺入と逆側から行うようにする必要がある。このように、本実施形態では、可動片30は、本体部2に対し、第2固定片20側(図3において紙面上側)、対となるもう一つの第2固定片20´側(図3において紙面下側)のいずれの側からも取り付け可能であるため、第2固定片20と協働しての曲げだけでなく、もう一つの第2固定片20´と協働しての逆曲げも可能である。
【0020】
本体部2には、図1及び図2に示すように、取手部5が設けられている。本実施形態の取手部5は、金属製パイプであり、本体部2に対して溶接されている。取手部5は、ネジ部31(六角ボルト32)の回転半径方向に延在して設けられている。この取手部5は、所定の長さを有しており、本体部2からある程度離れた位置を把持することで、ネジ部31の回転時に発生するトルクを効率よく抑えることができるよう構成されている。
【0021】
また、本体部2には、規制部40が設けられている。規制部40は、図3に示すように、互いに平行に延在する第1固定片10と第2固定片20との間において、その延在方向における長尺材100の第1固定片10と第2固定片20との間からの抜けを規制するよう構成されている。規制部40は、ロックキー41と、ナット42とを有する。
【0022】
図2に示すように、ロックキー41は、直角に屈曲した略L字状の部材である。ロックキー41は、ネジ溝43aが形成されている軸部43を有する。ロックキー41は、軸部43を本体部2に形成された貫通孔6(図2参照)に挿通させ、ネジ溝43aにナット42を螺着させることで、本体部2に対して回転自在に取り付けられる。
【0023】
したがって、ロックキー41を軸部43周りに回転させることで、長尺材100の規制と規制解除との切り替えが可能となる。なお、ロックキー41の先端部には、軸部43と同一の方向に立設した凸部44が設けられている。凸部44は、セットした長尺材100の短手方向における引っ掛かりとなる微小な突起部位である。凸部44と軸部43との間の距離は、少なくとも長尺材100の短手方向の長さより長くなっている。
【0024】
続いて、上記構成の曲げ工具1を用いた曲げ加工について、図5及び図6を参照して説明する。
図5は、本発明の実施形態における曲げ工具1を用いた曲げ加工について説明するための図である。図6は、従来の曲げ工具を用いた場合の参考図である。なお、図5及び図6に示すように、以下説明する曲げ対象となる長尺材100は、蒸気発生器に設けられたリテイニングリングである。リテイニングリングは、例えばニッケル基合金から形成された断面矩形状の角材である。
【0025】
蒸気発生器においては、伝熱管101の振動を防止するための振動防止板102を、伝熱管101の各層間に配設している。振動防止板102の端部は、伝熱管101の層の外部まで延出しており、外部に配置されたブロック103に挿入・支持される。ブロック103は、リテイニングリングである長尺材100に溶接される。この溶接作業においては、図5(a)及び図6(b)に示すように、長尺材100をその一端(紙面左端)から他端(紙面右端)に向かって、ブロック103と順々に溶接していくこととなるが、当該溶接の際の熱変形によって長尺材100の非固定側(未溶接側:紙面右側)の位置関係が変動し、ブロック103との位置ずれが生じ得る(点線で示す)。
【0026】
そこで、長尺材100の非固定側の位置関係の変動を矯正するための曲げ加工が必要となる。当該曲げ加工位置P1は、現在溶接位置P2に対して所定距離だけ離間した位置で行う。
仮に、従来の曲げ工具を用いて曲げ加工(3点曲げ)を施工すると、図6(a)に示すように、曲げ加工位置P1に対して、長尺材100の長手方向一方側(非固定側:紙面右側)だけでなく、長尺材100の長手方向他方側(固定側:紙面左側)においても位置関係の変動を来たす虞がある(図6(a)において実線で示す)。
【0027】
すなわち、従来の曲げ工具を用いた曲げ加工では、図6(b)に示すように、対となった固定片110の間で、可動片120が曲げ加重を加えることとなるため、長尺材100の曲げ部が外側に突き出してしまう。このため、長尺材100の長手方向一方側だけでなく、長尺材100の長手方向他方側にも応力負荷が同様にかかってしまい、結果、曲げ加工禁止範囲である長尺材100の長手方向他方側の位置関係の変動来たす場合がある。これを是正するには、曲げ加工中に、この工具の姿勢を都度変えなければならなく、煩雑である。
【0028】
対して、本実施形態における曲げ工具1を用いた曲げ加工では、長尺材100の長手方向一方側をその他方側に影響を与えることなく曲げ加工することができる。
すなわち、曲げ工具1を用いた曲げ加工では、図5(b)に示すように、第1固定片10、第2固定片20、可動片30の3点で長尺材100を挟み、曲げ加工が施工される。可動片30は、第2固定片20よりも長尺材の長さ方向一方側に位置しているため、第2固定片20を支点として、長尺材100の長手方向一方側に曲げが加えられる。
【0029】
一方、第2固定片20と、該第2固定片20に対して長尺材100の長手方向他方側に位置する第1固定片10とは、当該曲げ加工によっても長尺材100の長手方向他方側に対する互いの位置関係が変わらない。したがって、曲げ工具1を用いた曲げ加工では、図5(a)に示すように、長尺材100の長手方向他方側に影響を与えることなく、長尺材100の長手方向一方側のみを曲げることができる(図5(a)において実線で示す)。さらに、従来のような、曲げ加工中に、この工具の姿勢を都度変える必要はなくなり、煩雑さが解消される。
【0030】
また、本実施形態では、可動片30をネジ部31によって可動させるよう構成しているため、六角ボルト32の回転による精密なネジ送りによって、精密な曲げ加工が可能となる。また、可動機構としてネジ部31を採用することにより、例えば油圧シリンダを採用した場合のように油を用いることがないため、蒸気発生器のように、クリーン度が高く、不純物の混入・付着が禁止されている作業現場において特に有用である。
【0031】
また、本体部2には、ネジ部31の回転半径方向に延在する取手部5が設けられているため、取手部5を把持することで、トルクレンチ50によって六角ボルト32を回転させる時に発生するトルクを効率よく抑えることができる。さらに、本体部2には、規制部40が設けられているため、長尺材100の第1固定片10と第2固定片20との間からの抜けが規制され、抜けを心配することなくより強い力で、適切な曲げ加工を施工することができる。
【0032】
したがって、上述の本実施形態によれば、長尺材100を曲げ加工する曲げ工具1において、長尺材100の短手方向一方側に位置する第1固定片10と、長尺材100の長手方向一方側において第1固定片10と間隔をあけて、長尺材100の短手向他方側に位置する第2固定片20と、長尺材100の長手方向一方側において第2固定片20と間隔をあけて、長尺材100の短手方向一方側に位置すると共に、第1固定片10及び第2固定片20と協働して長尺材100に対して曲げ加重を与える可動片30と、を有するという構成を採用することによって、可動片30により第2固定片20を支点として、長尺材100の長手方向一方側に曲げが加えられる一方で、第1固定片10と第2固定片20との長尺材100の長手方向他方側に対する互いの位置関係は変わらない。
したがって、本実施形態によれば、長尺材100の長手方向一方側を、その他方側に影響を与えることなく曲げ加工することができる。
【0033】
以上、図面を参照しながら本発明の好適な実施形態について説明したが、本発明は上記実施形態に限定されるものではない。上述した実施形態において示した各構成部材の諸形状や組み合わせ等は一例であって、本発明の主旨から逸脱しない範囲において設計要求等に基づき種々変更可能である。
【0034】
例えば、上記実施形態では、可動片とネジ部とを別体とした形態について説明したが、図7に示すように、可動片30とネジ部31´とを一体とした形態としても良い。曲げ工具としては、部品点数が少ない方が組み立て易く、クリーン度が高い蒸気発生器の組立現場においても使用し易いためである。なお、可動片30に、図7に示すネジ部31´を設けると、代わりに六角ナット34が必要となるが、本体部2にネジ孔を形成する必要がなくなるため、上記実施形態よりも本体部2に対する可動片30の取り外し/取り付けが容易となる。したがって、可動片30の本体部2に対する取り付け向きを逆にしての、長尺材100の逆曲げが迅速且つ容易に行える。
【0035】
また、例えば、上記実施形態での、第1固定片10、第2固定片20、もう一つの第2固定片20´、可動片30の配置は一例である。よって、例えば、可動片30を、第1固定片10、第2固定片20等との位置から、さらに長く延長してより離れた位置に配置変更してもよい。この構成によれば、曲げ位置と、荷重付与位置とを離すことができるため、狭隘な部分において曲げを施したい場合でも、離れた位置でネジ部の回転を行うためのスペースを確保できるといった利点がある。
【符号の説明】
【0036】
1…曲げ工具、2…本体部、5…取手部、10…第1固定片、20…第2固定片、20´…第2固定片、30…可動片、31…ネジ部、40…規制部、100…長尺材
【技術分野】
【0001】
本発明は、角材、丸棒、パイプ等の長尺材を曲げ加工するための曲げ工具に関するものである。
【背景技術】
【0002】
長尺材を曲げ加工する曲げ工具として、例えば下記特許文献1には、複数本の棒状部に対してその湾曲形状がそろった状態に成形する曲げ加工を行うための曲げ加工器具が開示されている。この曲げ加工器具は、開閉可能な一対のレバー部材の交差点に曲げ支点を有し、当該レバー部材を操作することで、セットされた複数の棒状部を3点曲げする構成となっている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−283081号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、長尺材をその一端から他端に向かって、所定の部材と順々に溶接していく溶接作業等においては、当該溶接の際の熱変形による長尺材の非固定側(未溶接側)の位置関係の変動を矯正するための曲げ加工が必要となる。
しかしながら、上記従来技術では、曲げの影響が、曲げ支点に対してその両側に生じてしまう。したがって、上記従来技術では、非固定側だけでなく、固定側(溶接済側)においても応力負荷がかかって位置関係の変動を来たす場合があり、当該溶接の際の熱変形を矯正する曲げ加工を適切に行うことが困難であるという問題がある。
【0005】
本発明は、上記問題点に鑑みてなされたものであり、長尺材の長手方向一方側をその他方側に影響を与えることなく曲げ加工することができる曲げ工具の提供を目的とする。
【課題を解決するための手段】
【0006】
上記の課題を解決するために、本発明は、長尺材を曲げ加工する曲げ工具において、 上記長尺材の短手方向一方側に位置する第1固定片と、上記長尺材の長手方向一方側において上記第1固定片と間隔をあけて、上記長尺材の短手向他方側に位置する第2固定片と、上記長尺材の長手方向一方側において上記第2固定片と間隔をあけて、上記長尺材の短手方向一方側に位置すると共に、上記第1固定片及び上記第2固定片と協働して上記長尺材に対して曲げ加重を与える可動片と、を有するという構成を採用する。
この構成を採用することによって、本発明では、第1固定片、第2固定片、可動片の3点で長尺材を挟み、曲げ加工が施工される。可動片は、第2固定片よりも長尺材の長さ方向一方側に位置しているため、第2固定片を支点として、長尺材の長手方向一方側に曲げが加えられる。一方、第2固定片と、該第2固定片に対して長尺材の長手方向他方側に位置する第1固定片とは、互いの位置関係が変わらないので、長尺材の長手方向一方側に曲げが加えられても、長尺材の長手方向他方側に影響を与えることはない。
【0007】
また、本発明においては、上記可動片を可動させるネジ部を有するという構成を採用する。
この構成を採用することによって、本発明では、ネジ部の回転により可動片が精密可動するため、精密な曲げ加工が可能となる。
【0008】
また、本発明においては、上記第1固定片と上記第2固定片との間において、上記長尺材の上記第1固定片と上記第2固定片との間からの抜けを規制する規制部を有するという構成を採用する。
この構成を採用することによって、本発明では、第1固定片と第2固定片との間からの長尺材の抜けが規制されるため、抜けを心配することなくより強い力で曲げ加工することができる。
【発明の効果】
【0009】
したがって、本発明によれば、長尺材の長手方向一方側をその他方側に影響を与えることなく曲げ加工することができる曲げ工具が得られる。
【図面の簡単な説明】
【0010】
【図1】本発明の実施形態における曲げ工具を示す斜視図である。
【図2】本発明の実施形態における曲げ工具を示す分解斜視図である。
【図3】本発明の実施形態における曲げ工具を示す底面図である。
【図4】本発明の実施形態における可動片を示す斜視図である。
【図5】本発明の実施形態における曲げ工具を用いた曲げ加工について説明するための図である。
【図6】従来の曲げ工具を用いた場合の参考図である。
【図7】本発明の別実施形態における可動片を示す斜視図である。
【発明を実施するための形態】
【0011】
以下、本発明の実施形態について図面を参照して説明する。
図1は、本発明の実施形態における曲げ工具1を示す斜視図である。図2は、本発明の実施形態における曲げ工具1を示す分解斜視図である。図3は、本発明の実施形態における曲げ工具1を示す底面図である。
【0012】
曲げ工具1は、図1に示すように、長尺材100を曲げ加工する工具である。長尺材100の対象としては、例えば、金属製の角材、丸棒、パイプ等がある。
曲げ工具1は、第1固定片10と、第2固定片20(図3参照)と、可動片30と、を有する。この曲げ工具1による長尺材100の曲げ加工時には、可動片30を可動させるためにトルクレンチ50を併用することが好ましい。
【0013】
第1固定片10は、図3に示すように、長尺材100の短手方向一方側(図3において紙面下側)に位置している。第1固定片10は、図2及び図3に示すように、本体部2に設けられている。本実施形態の第1固定片10は、所定方向に延びる円柱形状を有し、本体部2と一体で形成されている。
【0014】
第2固定片20は、図3に示すように、長尺材100の長手方向一方側(図3において紙面左側)において第1固定片10と間隔をあけて、長尺材100の短手向他方側(図3において紙面上側)に位置している。第2固定片20は、本体部2に設けられている。本実施形態の第2固定片20は、第1固定片10と平行して所定方向に延びる円柱形状を有し、本体部2と一体で形成されている。
【0015】
本実施形態の第2固定片20は、本体部2に対となって設けられている。符号20´は、もう一つの第2固定片を示す。もう一つの第2固定片20´は、長尺材100の逆曲げ用であり、図3に示すように長尺材100がセットされたときには用いられない。第2固定片20、もう一つの第2固定片20´は、第1固定片10を頂角とした場合の二等辺三角形の底角に対応する位置関係を有する。
【0016】
可動片30は、長尺材100の長手方向一方側(図3において紙面左側)において第2固定片20と間隔をあけて、長尺材100の短手方向一方側(図3において紙面下側)に位置すると共に、第1固定片10及び第2固定片20と協働して長尺材100に対して曲げ加重を与える構成となっている。本実施形態の可動片30は、本体部2と別体で形成されており、ネジ部31により可動する構成となっている。
【0017】
図4は、本発明の実施形態における可動片30を示す斜視図である。
可動片30は、ネジ部31の一部を構成する六角ボルト32(図2参照)が挿通される貫通孔30aを有する。可動片30は、全体で略直方体ブロック形状を有し、本体部2のフランジ3(図1参照)に係止することで、六角ボルト32周りの相対回転が規制される構成となっている。可動片30は、長尺材100を押圧するための凸部30bを有する。凸部30bの先端部は、所定の曲率を有し、丸みを帯びている。
【0018】
図2に戻り、ネジ部31は、六角ボルト32と、ワッシャー33と、本体部2に形成されたネジ孔4とを有する。六角ボルト32は、ワッシャー33と可動片30の貫通孔30aとを挿通して、ネジ孔4と螺合する構成となっている。したがって、六角ボルト32を回転させることにより、可動片30は、精密にネジ送りされ、長尺材100に対して所定方向(図3において紙面上下方向)において近接離間することが可能となる。
【0019】
なお、可動片30の本体部2に対する取り付け向きを逆にすることも可能である。この場合、六角ボルト32のネジ孔4に対する螺入を、図3に示す螺入と逆側から行うようにする必要がある。このように、本実施形態では、可動片30は、本体部2に対し、第2固定片20側(図3において紙面上側)、対となるもう一つの第2固定片20´側(図3において紙面下側)のいずれの側からも取り付け可能であるため、第2固定片20と協働しての曲げだけでなく、もう一つの第2固定片20´と協働しての逆曲げも可能である。
【0020】
本体部2には、図1及び図2に示すように、取手部5が設けられている。本実施形態の取手部5は、金属製パイプであり、本体部2に対して溶接されている。取手部5は、ネジ部31(六角ボルト32)の回転半径方向に延在して設けられている。この取手部5は、所定の長さを有しており、本体部2からある程度離れた位置を把持することで、ネジ部31の回転時に発生するトルクを効率よく抑えることができるよう構成されている。
【0021】
また、本体部2には、規制部40が設けられている。規制部40は、図3に示すように、互いに平行に延在する第1固定片10と第2固定片20との間において、その延在方向における長尺材100の第1固定片10と第2固定片20との間からの抜けを規制するよう構成されている。規制部40は、ロックキー41と、ナット42とを有する。
【0022】
図2に示すように、ロックキー41は、直角に屈曲した略L字状の部材である。ロックキー41は、ネジ溝43aが形成されている軸部43を有する。ロックキー41は、軸部43を本体部2に形成された貫通孔6(図2参照)に挿通させ、ネジ溝43aにナット42を螺着させることで、本体部2に対して回転自在に取り付けられる。
【0023】
したがって、ロックキー41を軸部43周りに回転させることで、長尺材100の規制と規制解除との切り替えが可能となる。なお、ロックキー41の先端部には、軸部43と同一の方向に立設した凸部44が設けられている。凸部44は、セットした長尺材100の短手方向における引っ掛かりとなる微小な突起部位である。凸部44と軸部43との間の距離は、少なくとも長尺材100の短手方向の長さより長くなっている。
【0024】
続いて、上記構成の曲げ工具1を用いた曲げ加工について、図5及び図6を参照して説明する。
図5は、本発明の実施形態における曲げ工具1を用いた曲げ加工について説明するための図である。図6は、従来の曲げ工具を用いた場合の参考図である。なお、図5及び図6に示すように、以下説明する曲げ対象となる長尺材100は、蒸気発生器に設けられたリテイニングリングである。リテイニングリングは、例えばニッケル基合金から形成された断面矩形状の角材である。
【0025】
蒸気発生器においては、伝熱管101の振動を防止するための振動防止板102を、伝熱管101の各層間に配設している。振動防止板102の端部は、伝熱管101の層の外部まで延出しており、外部に配置されたブロック103に挿入・支持される。ブロック103は、リテイニングリングである長尺材100に溶接される。この溶接作業においては、図5(a)及び図6(b)に示すように、長尺材100をその一端(紙面左端)から他端(紙面右端)に向かって、ブロック103と順々に溶接していくこととなるが、当該溶接の際の熱変形によって長尺材100の非固定側(未溶接側:紙面右側)の位置関係が変動し、ブロック103との位置ずれが生じ得る(点線で示す)。
【0026】
そこで、長尺材100の非固定側の位置関係の変動を矯正するための曲げ加工が必要となる。当該曲げ加工位置P1は、現在溶接位置P2に対して所定距離だけ離間した位置で行う。
仮に、従来の曲げ工具を用いて曲げ加工(3点曲げ)を施工すると、図6(a)に示すように、曲げ加工位置P1に対して、長尺材100の長手方向一方側(非固定側:紙面右側)だけでなく、長尺材100の長手方向他方側(固定側:紙面左側)においても位置関係の変動を来たす虞がある(図6(a)において実線で示す)。
【0027】
すなわち、従来の曲げ工具を用いた曲げ加工では、図6(b)に示すように、対となった固定片110の間で、可動片120が曲げ加重を加えることとなるため、長尺材100の曲げ部が外側に突き出してしまう。このため、長尺材100の長手方向一方側だけでなく、長尺材100の長手方向他方側にも応力負荷が同様にかかってしまい、結果、曲げ加工禁止範囲である長尺材100の長手方向他方側の位置関係の変動来たす場合がある。これを是正するには、曲げ加工中に、この工具の姿勢を都度変えなければならなく、煩雑である。
【0028】
対して、本実施形態における曲げ工具1を用いた曲げ加工では、長尺材100の長手方向一方側をその他方側に影響を与えることなく曲げ加工することができる。
すなわち、曲げ工具1を用いた曲げ加工では、図5(b)に示すように、第1固定片10、第2固定片20、可動片30の3点で長尺材100を挟み、曲げ加工が施工される。可動片30は、第2固定片20よりも長尺材の長さ方向一方側に位置しているため、第2固定片20を支点として、長尺材100の長手方向一方側に曲げが加えられる。
【0029】
一方、第2固定片20と、該第2固定片20に対して長尺材100の長手方向他方側に位置する第1固定片10とは、当該曲げ加工によっても長尺材100の長手方向他方側に対する互いの位置関係が変わらない。したがって、曲げ工具1を用いた曲げ加工では、図5(a)に示すように、長尺材100の長手方向他方側に影響を与えることなく、長尺材100の長手方向一方側のみを曲げることができる(図5(a)において実線で示す)。さらに、従来のような、曲げ加工中に、この工具の姿勢を都度変える必要はなくなり、煩雑さが解消される。
【0030】
また、本実施形態では、可動片30をネジ部31によって可動させるよう構成しているため、六角ボルト32の回転による精密なネジ送りによって、精密な曲げ加工が可能となる。また、可動機構としてネジ部31を採用することにより、例えば油圧シリンダを採用した場合のように油を用いることがないため、蒸気発生器のように、クリーン度が高く、不純物の混入・付着が禁止されている作業現場において特に有用である。
【0031】
また、本体部2には、ネジ部31の回転半径方向に延在する取手部5が設けられているため、取手部5を把持することで、トルクレンチ50によって六角ボルト32を回転させる時に発生するトルクを効率よく抑えることができる。さらに、本体部2には、規制部40が設けられているため、長尺材100の第1固定片10と第2固定片20との間からの抜けが規制され、抜けを心配することなくより強い力で、適切な曲げ加工を施工することができる。
【0032】
したがって、上述の本実施形態によれば、長尺材100を曲げ加工する曲げ工具1において、長尺材100の短手方向一方側に位置する第1固定片10と、長尺材100の長手方向一方側において第1固定片10と間隔をあけて、長尺材100の短手向他方側に位置する第2固定片20と、長尺材100の長手方向一方側において第2固定片20と間隔をあけて、長尺材100の短手方向一方側に位置すると共に、第1固定片10及び第2固定片20と協働して長尺材100に対して曲げ加重を与える可動片30と、を有するという構成を採用することによって、可動片30により第2固定片20を支点として、長尺材100の長手方向一方側に曲げが加えられる一方で、第1固定片10と第2固定片20との長尺材100の長手方向他方側に対する互いの位置関係は変わらない。
したがって、本実施形態によれば、長尺材100の長手方向一方側を、その他方側に影響を与えることなく曲げ加工することができる。
【0033】
以上、図面を参照しながら本発明の好適な実施形態について説明したが、本発明は上記実施形態に限定されるものではない。上述した実施形態において示した各構成部材の諸形状や組み合わせ等は一例であって、本発明の主旨から逸脱しない範囲において設計要求等に基づき種々変更可能である。
【0034】
例えば、上記実施形態では、可動片とネジ部とを別体とした形態について説明したが、図7に示すように、可動片30とネジ部31´とを一体とした形態としても良い。曲げ工具としては、部品点数が少ない方が組み立て易く、クリーン度が高い蒸気発生器の組立現場においても使用し易いためである。なお、可動片30に、図7に示すネジ部31´を設けると、代わりに六角ナット34が必要となるが、本体部2にネジ孔を形成する必要がなくなるため、上記実施形態よりも本体部2に対する可動片30の取り外し/取り付けが容易となる。したがって、可動片30の本体部2に対する取り付け向きを逆にしての、長尺材100の逆曲げが迅速且つ容易に行える。
【0035】
また、例えば、上記実施形態での、第1固定片10、第2固定片20、もう一つの第2固定片20´、可動片30の配置は一例である。よって、例えば、可動片30を、第1固定片10、第2固定片20等との位置から、さらに長く延長してより離れた位置に配置変更してもよい。この構成によれば、曲げ位置と、荷重付与位置とを離すことができるため、狭隘な部分において曲げを施したい場合でも、離れた位置でネジ部の回転を行うためのスペースを確保できるといった利点がある。
【符号の説明】
【0036】
1…曲げ工具、2…本体部、5…取手部、10…第1固定片、20…第2固定片、20´…第2固定片、30…可動片、31…ネジ部、40…規制部、100…長尺材
【特許請求の範囲】
【請求項1】
長尺材を曲げ加工する曲げ工具において、
前記長尺材の短手方向一方側に位置する第1固定片と、
前記長尺材の長手方向一方側において前記第1固定片と間隔をあけて、前記長尺材の短手向他方側に位置する第2固定片と、
前記長尺材の長手方向一方側において前記第2固定片と間隔をあけて、前記長尺材の短手方向一方側に位置すると共に、前記第1固定片及び前記第2固定片と協働して前記長尺材に対して曲げ加重を与える可動片と、を有することを特徴とする曲げ工具。
【請求項2】
前記可動片を可動させるネジ部を有することを特徴とする請求項1に記載の曲げ工具。
【請求項3】
前記第1固定片と前記第2固定片との間において、前記長尺材の前記第1固定片と前記第2固定片との間からの抜けを規制する規制部を有することを特徴とする請求項1または2に記載の曲げ工具。
【請求項1】
長尺材を曲げ加工する曲げ工具において、
前記長尺材の短手方向一方側に位置する第1固定片と、
前記長尺材の長手方向一方側において前記第1固定片と間隔をあけて、前記長尺材の短手向他方側に位置する第2固定片と、
前記長尺材の長手方向一方側において前記第2固定片と間隔をあけて、前記長尺材の短手方向一方側に位置すると共に、前記第1固定片及び前記第2固定片と協働して前記長尺材に対して曲げ加重を与える可動片と、を有することを特徴とする曲げ工具。
【請求項2】
前記可動片を可動させるネジ部を有することを特徴とする請求項1に記載の曲げ工具。
【請求項3】
前記第1固定片と前記第2固定片との間において、前記長尺材の前記第1固定片と前記第2固定片との間からの抜けを規制する規制部を有することを特徴とする請求項1または2に記載の曲げ工具。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−86126(P2013−86126A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−228490(P2011−228490)
【出願日】平成23年10月18日(2011.10.18)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月18日(2011.10.18)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
[ Back to top ]