
曲率半径測定器
【目的】 リファイナのデスクリファイナプレートの刃の摩耗量の検査に使用する曲率半径測定器を提供する。
【構成】 角度θで拡開した2辺を有する当接部材と、この当接部材の中央から伸び出すプローブと、このプローブを精密に延び出させる繰出装置とからなり、試料を当接部材の2辺により挟み込んで当接させ、この状態で試料にプローブが当接するまでの押込長を測定することにより、試料の曲率半径を測定するようにした曲率半径測定器である。そして、繰出装置はマイクロメータの螺子機構、ノギスのスライド機構およびダイヤルゲージの押出機構である。
【構成】 角度θで拡開した2辺を有する当接部材と、この当接部材の中央から伸び出すプローブと、このプローブを精密に延び出させる繰出装置とからなり、試料を当接部材の2辺により挟み込んで当接させ、この状態で試料にプローブが当接するまでの押込長を測定することにより、試料の曲率半径を測定するようにした曲率半径測定器である。そして、繰出装置はマイクロメータの螺子機構、ノギスのスライド機構およびダイヤルゲージの押出機構である。
【発明の詳細な説明】
【0001】
【産業上の利用分野】この発明は、製紙用原料であるパルプの製造に使用される叩解機(リファイナ)の刃の摩耗量の検査に使用する曲率半径測定器に関するものである。
【0002】
【従来の技術】製紙用原料であるパルプをカッテングしたり、膨潤させたりする装置として種々の叩解機(リファイナ)が使用されている。このような叩解機としては、単一回転ディスクのディスクリファイナ,フローテングディスクのディスクリファイナおよび二重回転ディスクのディスクリファイナ等があり、その大きさも種々のものが使用されている。これらの装置はディスクリファイナプレートと呼ばれるディスク上に放射方向の多数の刃列が形成されていて、これを回転させることにより他の同様な固定側の刃(両方が逆方向に可動の場合もある)と噛み合わせて叩解させるものである。
【0003】ところで、このディスクリファイナプレートの刃は使用中に繊維をカッテングする際にエッジが摩耗して角が取れて丸く摩耗し、また、金属などの異物が混入したときに刃欠けが生じ、叩解機の能力がだんだん低下し、思うように原料の処理ができなくなってしまう。
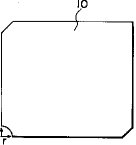
【0004】このため、刃の点検を常時行い、ディスクリファイナプレートを再研磨したり、肉盛りすべきかどうかの判定を行う必要がある。このとき用いられる従来の測定器は、図5に示すようにプレートの隅に曲率半径rとして0.1mmから1.0mmの曲率を設けた10種のゲージ10を用い、これらの中から選択して刃の摩耗部に当てがい、刃の曲率半径に近いゲージによりその摩耗した刃の曲率半径を計測し、その摩耗量を判定するようにしている。
【0005】このような方法では、ディスクリファイナプレートの数多くある刃列の刃に押し当てながら刃の横から覗いてちょうど隙間のなくなるゲージまで選択して測定することはなかなか時間のかかるものであり、刃の摩耗量を大ざっぱにしか測定することができなかった。また、もっと簡単な確認方法としては、刃に爪を当てて、爪に傷がついたら刃があると判断することも行われているが、これでは数値化は困難であった。
【0006】
【発明が解決しようとする課題】この発明は上述した点に鑑みてなされたもので、簡便で正確にディスクリファイナプレートの刃の曲率半径を測定し、摩耗量を確実に把握することとができる曲率半径測定器を得ることを目的とする。
【0007】
【課題を解決するための手段】この発明は、角度θで拡開した2辺を有する当接部材と、この当接部材の中央から伸び出すプローブと、このプローブを精密に延び出させる繰出装置とからなり、試料を当接部材の2辺により挟み込んで当接させ、この状態で試料にプローブが当接するまでの押込長を測定することにより、試料の曲率半径を測定するようにした曲率半径測定器である。
【0008】
【作用】プローブの押込長のみを測定することにより、簡単に刃の曲率半径を高精度に計測することができ、刃の摩耗量を確実に判定することが可能となる。
【0009】
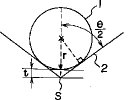
【実施例】まずこの発明の原理を図面を参照して説明する。図3は、曲率半径rを有する円(試料)1にS点において角度θに折れ曲がった当接部材2の2辺を当接させた状態を示す。このとき、当接部材2の中央のS点と円1との間隔tと、当接部材2の2辺のなす角度θと円1の半径rの関係は次式で示される。即ち、間隔tを測定すれば刃の摩耗量である曲率半径rを導き出すことが可能である。
【0010】
【数1】

【0011】
【数2】
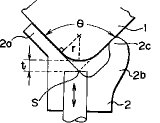
【0012】このとき、当接部材2の2辺のなす角度θは鋭角でもあるいは鈍角でも良い。また、この角度θを90度とした場合には、曲率半径r=(√2+1)×tとなる。当接部材2の2辺のなす角度θが既知のエッジの曲率半径rを求めるときには、図4に示すように曲率半径測定器の当接部材2の1辺2aを試料1の一面に沿わせて、もう1辺側は辺2bから突出した突起2cを点接触させても曲率半径rを求めることが可能である。ただし、この場合には中央部のS点と当接部材の1辺2aと突起2cとのなす角度がθ度とするのである。
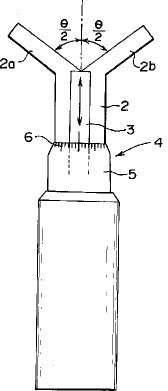
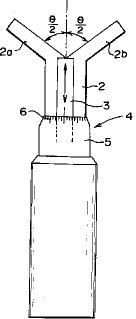
【0013】以下、図面に基づいてこの発明の実施例を説明する。図1は一実施例の曲率半径測定器を示す平面図である。即ち、曲率半径測定器は、主に先端に両側に角度θで拡開した2辺2a,2bを有する当接部材2と、この当接部材2の中央部から上方に延び出すプローブ3と、これを精密に繰り出す繰出装置4から構成されている。この繰出装置4はマイクロメータと同様に内部にねじ機構を有し、ノブ5を回転させることによりプローブ3を繰り出して試料である刃に当接させる。この時の繰出量tが押込長となる。従って、このときのプローブ3の繰出量を目盛6で測定することにより、刃の摩耗量である曲率半径rは上記(2)式から計算することができる。また、目盛を(2)式から計算した曲率半径に置き換えた目盛を設けておくことにより、直ちに刃の摩耗量を直読できるように形成しておくことも可能である。
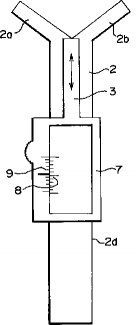
【0014】次に、図2は他の実施例の曲率半径測定器を示す平面図である。即ち、曲率半径測定器は、図1に示す実施例と同様に先端に拡開した2辺2a,2bを有する当接部材2と、この当接部材2の中央部から上方に延び出すプローブ3とから構成される。このとき、プローブ3を繰り出す機構は、この例の場合、ノギスと同様に当接部材2のスケール部2dの両側を基準とし上下にスライドできるように構成し、プローブ3を上端部に設けた簡単なスライド機構7である。そして、繰出装置7に基準の目盛8と副尺9が設けられていて、押込長tを正確に計測することが可能となっている。目盛を(2)式から計算した曲率半径に置き換えた目盛を設けておくことにより、直ちに刃の摩耗量を直読できるように形成しておくことも可能である。
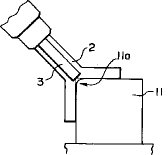
【0015】次に、上記構成の曲率半径測定器で測定する方法について、図6を参照して説明する。刃11の左側の摩耗部11aに曲率半径測定器の当接部材2の2辺2a,2bをしっかりと刃11の2面に当接する。そして、ノブ5を回転あるいはスライド機構7をスライドしてプローブ3を刃先に当接するまで押し込み、押込長tを測定するのである。この押込長tからは、前記式で予め曲率半径と押込長をの関係をグラフにしておいたものから換算して出すことも可能であるが、曲率半径測定器の目盛を換算した目盛を設けておき、直読できるようにしておくと便利である。このとき、当接部材の2辺のなす角度θは、ディスクリファイナプレートの刃の形状に対応した角度に形成しておく。また、刃の形状が特殊な場合には、前述した当接部材の一辺に突起部を設けて計測し易く形成すると良い。
【0016】上記の例では、押込長tをスケールで読み取る形式のものについて説明したが、これはプローブを測定前に0に合わせておき、試料にスプリングで押し当てた後、緩めてプローブを飛び出させて読み取るダイヤルゲージ式であっても良い。
【0017】
【発明の効果】以上説明したとおり、この発明の曲率半径測定器は、簡便にディスクリファイナプレートの数多くある刃列の中の刃の曲率半径を高精度で測定することが可能である。従って、摩耗した刃の摩耗量を正確に判定することができる。
【図面の簡単な説明】
【図1】一実施例の曲率半径測定器を示す平面図、
【図2】他の実施例の曲率半径測定器を示す平面図、
【図3】曲率半径測定器の原理を説明するための線図、
【図4】曲率半径測定器の原理を説明するための線図、
【図5】従来の曲率半径を測定するためのゲージを示す正面図、
【図6】測定方法を説明するための側面図である。
【符号の説明】
1 円(試料)
2 当接部材
3 プローブ
4,7 プローブ繰出装置
5 ノブ
6,8 目盛
S 基準位置
10 ゲージ
11 刃
【0001】
【産業上の利用分野】この発明は、製紙用原料であるパルプの製造に使用される叩解機(リファイナ)の刃の摩耗量の検査に使用する曲率半径測定器に関するものである。
【0002】
【従来の技術】製紙用原料であるパルプをカッテングしたり、膨潤させたりする装置として種々の叩解機(リファイナ)が使用されている。このような叩解機としては、単一回転ディスクのディスクリファイナ,フローテングディスクのディスクリファイナおよび二重回転ディスクのディスクリファイナ等があり、その大きさも種々のものが使用されている。これらの装置はディスクリファイナプレートと呼ばれるディスク上に放射方向の多数の刃列が形成されていて、これを回転させることにより他の同様な固定側の刃(両方が逆方向に可動の場合もある)と噛み合わせて叩解させるものである。
【0003】ところで、このディスクリファイナプレートの刃は使用中に繊維をカッテングする際にエッジが摩耗して角が取れて丸く摩耗し、また、金属などの異物が混入したときに刃欠けが生じ、叩解機の能力がだんだん低下し、思うように原料の処理ができなくなってしまう。
【0004】このため、刃の点検を常時行い、ディスクリファイナプレートを再研磨したり、肉盛りすべきかどうかの判定を行う必要がある。このとき用いられる従来の測定器は、図5に示すようにプレートの隅に曲率半径rとして0.1mmから1.0mmの曲率を設けた10種のゲージ10を用い、これらの中から選択して刃の摩耗部に当てがい、刃の曲率半径に近いゲージによりその摩耗した刃の曲率半径を計測し、その摩耗量を判定するようにしている。
【0005】このような方法では、ディスクリファイナプレートの数多くある刃列の刃に押し当てながら刃の横から覗いてちょうど隙間のなくなるゲージまで選択して測定することはなかなか時間のかかるものであり、刃の摩耗量を大ざっぱにしか測定することができなかった。また、もっと簡単な確認方法としては、刃に爪を当てて、爪に傷がついたら刃があると判断することも行われているが、これでは数値化は困難であった。
【0006】
【発明が解決しようとする課題】この発明は上述した点に鑑みてなされたもので、簡便で正確にディスクリファイナプレートの刃の曲率半径を測定し、摩耗量を確実に把握することとができる曲率半径測定器を得ることを目的とする。
【0007】
【課題を解決するための手段】この発明は、角度θで拡開した2辺を有する当接部材と、この当接部材の中央から伸び出すプローブと、このプローブを精密に延び出させる繰出装置とからなり、試料を当接部材の2辺により挟み込んで当接させ、この状態で試料にプローブが当接するまでの押込長を測定することにより、試料の曲率半径を測定するようにした曲率半径測定器である。
【0008】
【作用】プローブの押込長のみを測定することにより、簡単に刃の曲率半径を高精度に計測することができ、刃の摩耗量を確実に判定することが可能となる。
【0009】
【実施例】まずこの発明の原理を図面を参照して説明する。図3は、曲率半径rを有する円(試料)1にS点において角度θに折れ曲がった当接部材2の2辺を当接させた状態を示す。このとき、当接部材2の中央のS点と円1との間隔tと、当接部材2の2辺のなす角度θと円1の半径rの関係は次式で示される。即ち、間隔tを測定すれば刃の摩耗量である曲率半径rを導き出すことが可能である。
【0010】
【数1】
【0011】
【数2】
【0012】このとき、当接部材2の2辺のなす角度θは鋭角でもあるいは鈍角でも良い。また、この角度θを90度とした場合には、曲率半径r=(√2+1)×tとなる。当接部材2の2辺のなす角度θが既知のエッジの曲率半径rを求めるときには、図4に示すように曲率半径測定器の当接部材2の1辺2aを試料1の一面に沿わせて、もう1辺側は辺2bから突出した突起2cを点接触させても曲率半径rを求めることが可能である。ただし、この場合には中央部のS点と当接部材の1辺2aと突起2cとのなす角度がθ度とするのである。
【0013】以下、図面に基づいてこの発明の実施例を説明する。図1は一実施例の曲率半径測定器を示す平面図である。即ち、曲率半径測定器は、主に先端に両側に角度θで拡開した2辺2a,2bを有する当接部材2と、この当接部材2の中央部から上方に延び出すプローブ3と、これを精密に繰り出す繰出装置4から構成されている。この繰出装置4はマイクロメータと同様に内部にねじ機構を有し、ノブ5を回転させることによりプローブ3を繰り出して試料である刃に当接させる。この時の繰出量tが押込長となる。従って、このときのプローブ3の繰出量を目盛6で測定することにより、刃の摩耗量である曲率半径rは上記(2)式から計算することができる。また、目盛を(2)式から計算した曲率半径に置き換えた目盛を設けておくことにより、直ちに刃の摩耗量を直読できるように形成しておくことも可能である。
【0014】次に、図2は他の実施例の曲率半径測定器を示す平面図である。即ち、曲率半径測定器は、図1に示す実施例と同様に先端に拡開した2辺2a,2bを有する当接部材2と、この当接部材2の中央部から上方に延び出すプローブ3とから構成される。このとき、プローブ3を繰り出す機構は、この例の場合、ノギスと同様に当接部材2のスケール部2dの両側を基準とし上下にスライドできるように構成し、プローブ3を上端部に設けた簡単なスライド機構7である。そして、繰出装置7に基準の目盛8と副尺9が設けられていて、押込長tを正確に計測することが可能となっている。目盛を(2)式から計算した曲率半径に置き換えた目盛を設けておくことにより、直ちに刃の摩耗量を直読できるように形成しておくことも可能である。
【0015】次に、上記構成の曲率半径測定器で測定する方法について、図6を参照して説明する。刃11の左側の摩耗部11aに曲率半径測定器の当接部材2の2辺2a,2bをしっかりと刃11の2面に当接する。そして、ノブ5を回転あるいはスライド機構7をスライドしてプローブ3を刃先に当接するまで押し込み、押込長tを測定するのである。この押込長tからは、前記式で予め曲率半径と押込長をの関係をグラフにしておいたものから換算して出すことも可能であるが、曲率半径測定器の目盛を換算した目盛を設けておき、直読できるようにしておくと便利である。このとき、当接部材の2辺のなす角度θは、ディスクリファイナプレートの刃の形状に対応した角度に形成しておく。また、刃の形状が特殊な場合には、前述した当接部材の一辺に突起部を設けて計測し易く形成すると良い。
【0016】上記の例では、押込長tをスケールで読み取る形式のものについて説明したが、これはプローブを測定前に0に合わせておき、試料にスプリングで押し当てた後、緩めてプローブを飛び出させて読み取るダイヤルゲージ式であっても良い。
【0017】
【発明の効果】以上説明したとおり、この発明の曲率半径測定器は、簡便にディスクリファイナプレートの数多くある刃列の中の刃の曲率半径を高精度で測定することが可能である。従って、摩耗した刃の摩耗量を正確に判定することができる。
【図面の簡単な説明】
【図1】一実施例の曲率半径測定器を示す平面図、
【図2】他の実施例の曲率半径測定器を示す平面図、
【図3】曲率半径測定器の原理を説明するための線図、
【図4】曲率半径測定器の原理を説明するための線図、
【図5】従来の曲率半径を測定するためのゲージを示す正面図、
【図6】測定方法を説明するための側面図である。
【符号の説明】
1 円(試料)
2 当接部材
3 プローブ
4,7 プローブ繰出装置
5 ノブ
6,8 目盛
S 基準位置
10 ゲージ
11 刃
【特許請求の範囲】
【請求項1】 角度θで拡開した2辺を有する当接部材と、この当接部材の中央から伸び出すプローブと、このプローブを精密に延び出させる繰出装置とからなり、試料を当接部材の2辺により挟み込んで当接させ、この状態で試料にプローブが当接するまでの押込長を測定することにより、試料の曲率半径を測定するようにしたことを特徴とする曲率半径測定器。
【請求項2】 上記繰出装置はマイクロメータの螺子機構であることを特徴とする請求項1記載の曲率半径測定器。
【請求項3】 上記繰出装置はノギスのスライド機構であることを特徴とする請求項1記載の曲率半径測定器。
【請求項4】 上記繰出装置はダイヤルゲージの押出機構であることを特徴とする請求項1記載の曲率半径測定器。
【請求項1】 角度θで拡開した2辺を有する当接部材と、この当接部材の中央から伸び出すプローブと、このプローブを精密に延び出させる繰出装置とからなり、試料を当接部材の2辺により挟み込んで当接させ、この状態で試料にプローブが当接するまでの押込長を測定することにより、試料の曲率半径を測定するようにしたことを特徴とする曲率半径測定器。
【請求項2】 上記繰出装置はマイクロメータの螺子機構であることを特徴とする請求項1記載の曲率半径測定器。
【請求項3】 上記繰出装置はノギスのスライド機構であることを特徴とする請求項1記載の曲率半径測定器。
【請求項4】 上記繰出装置はダイヤルゲージの押出機構であることを特徴とする請求項1記載の曲率半径測定器。
【図3】

【図4】
【図1】
【図2】
【図5】
【図6】
【図4】
【図1】
【図2】
【図5】
【図6】
【公開番号】特開平7−234101
【公開日】平成7年(1995)9月5日
【国際特許分類】
【出願番号】特願平6−47986
【出願日】平成6年(1994)2月23日
【出願人】(000005407)本州製紙株式会社 (4)
【公開日】平成7年(1995)9月5日
【国際特許分類】
【出願日】平成6年(1994)2月23日
【出願人】(000005407)本州製紙株式会社 (4)
[ Back to top ]