
曲管蛍光ランプの製造方法
【課題】現状設備で製作される直管ランプを用いながら従来よりも長い寸法で、かつ、任意のピッチの曲管蛍光ランプが製造できる曲管蛍光ランプの製造方法を提供する。
【解決手段】直管状の第1のランプ管11Aの内周面に蛍光体層を塗布形成し、第1のランプ管の一端部に電極14を溶着し、第1のランプ管に対して、連結予定箇所15を加熱軟化させてこの連結予定箇所に突出部16を形成し、直管状の第2のランプ管の内周面に蛍光体層を塗布形成し、第2のランプ管に対してその一端部に電極14を溶着し、第2のランプ管の他端部を所定のピッチのL字形状に曲げ加工して曲りランプ管11Bを作製し、第1のランプ管の突出部に対して曲りランプ管の曲げ部分21の先端部を溶融連結してコの字形状に連結された連結ランプ管11Cを作製する工程を有する曲管蛍光ランプの製造方法。
【解決手段】直管状の第1のランプ管11Aの内周面に蛍光体層を塗布形成し、第1のランプ管の一端部に電極14を溶着し、第1のランプ管に対して、連結予定箇所15を加熱軟化させてこの連結予定箇所に突出部16を形成し、直管状の第2のランプ管の内周面に蛍光体層を塗布形成し、第2のランプ管に対してその一端部に電極14を溶着し、第2のランプ管の他端部を所定のピッチのL字形状に曲げ加工して曲りランプ管11Bを作製し、第1のランプ管の突出部に対して曲りランプ管の曲げ部分21の先端部を溶融連結してコの字形状に連結された連結ランプ管11Cを作製する工程を有する曲管蛍光ランプの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、曲管蛍光ランプの製造方法に関する。
【背景技術】
【0002】
従来、蛍光ランプをU字又はコの字に、つまり曲管蛍光ランプに形成する方法として、特許第2561875号公報(特許文献1)に記載されているように、ガラス管の所定の領域を加熱・軟化させて曲げてU字形に成形する方法が知られている。また、特開2005−149798号公報(特許文献2)に記載された方法も知られている。
【0003】
しかしながら、これら広く知られた曲管蛍光ランプの製造方法では、曲げ寸法(ピッチ)が広すぎたり、逆に狭い寸法(ピッチ)にしか曲げることができなかったりして、任意の曲げ寸法(ピッチ)に曲げることができない問題点があった。
【0004】
直下式バックライトユニットに用いられる蛍光ランプとしては、従来長らくは直管タイプの蛍光ランプが用いられていたが、近年は、バックライトユニットのコスト低減、使用本数削減、点灯効率改善などの要求から、U字形状又はコの字形状をした曲管蛍光ランプを用いた直下式のバックライトユニットに移行している。
【0005】
この曲管蛍光ランプを光源とするバックライトユニットに、上述したようなU字管形状の曲管蛍光ランプを採用した場合、その曲げピッチによりピッチ寸法(直径)分がフレームにかかり、液晶パネルの有効画面サイズが小さくなるという問題点がある。
【0006】
そこで近年では、曲り部がコの字形状をした曲管蛍光ランプの使用が増加している。上記の特許文献1には、コの字形状の曲管蛍光ランプにおいてそのコの字形状の曲り部を形成する方法として、ガラス管を離隔した位置で保持する一対のチャックと、その一対のチャックを対向する方向にチャックが片側ずつ回転移動し、コの字形に成形する部分が作る円弧を円周の一部とする仮想円の直径(円周)を基準としたインボリュート曲線に沿って回転案内する回動案内溝と、この回動案内溝に沿って回動するチャックがスライダーを介して保持し回動する回動アームにより45度ずつ回動し、L字(90度)形状を形成する第1のベンディング工程と、それを取り出して搬送し、再度一対のチャックに保持させ、前述した方法により回動するチャックがスライダーを介して保持し回動する回動アームにより45度ずつ回動し、コの字に形成する第2のベンディング工程とにより形成する方法が記載されている。
【0007】
しかしながら、既存設備で生産される直管のガラス管の長さには限界があるため、コの字形状蛍光ランプを直管ガラス管からベンディング加工によって製造する従来の曲管蛍光ランプの製造方法では、液晶テレビ、液晶ディスプレイの大型化に対応する大きな寸法のコの字形状の曲管蛍光ランプを製造することができない。また、盤面輝度の向上を目指し、現行の寸法(ピッチ)より短くベンディングすることはできない。また、特許文献2に記載の蛍光ランプの製造方法によれば、ランプ直径と同等のピッチから2倍程度の超短ピッチは製造可能であるが、その中間寸法のベンディングができない。
【0008】
既存設備では、直径φ3mm管の直管ガラス管に対して最小ベンディング加工を施した場合、ピッチ8mm、直径φ4mm管に対して最小ベンディング加工を施した場合でもピッチ15mmが限界である。ただし、量産性を考慮した場合、それぞれプラス5mmの余裕幅を持たせた曲げピッチが必要である。
【0009】
他方において、蛍光ランプが長尺管になればなるほど、そのランプ管の内面に蛍光体を塗布形成する時において塗り始め部分と塗り終わり部分とで蛍光体の膜厚に差が生じ、この結果としてランプ全体の明るさが低下することになる問題点もある。また、蛍光ランプが長尺管になればなるほど、上記蛍光体の塗布時において塗り始め部分と塗り終わり部分とで、RGBの蛍光体色素の比重の違いによりランプ軸方向に色度ズレが生じる問題点もある。
【特許文献1】特許第2561875号公報
【特許文献2】特開2005−149798号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明は、上述の従来の曲管蛍光ランプの製造方法の技術的課題に鑑みてなされたもので、現状設備で製作される直管ランプを用いながら従来よりも長い寸法のコの字形状の曲管蛍光ランプ及び機構的に曲げることのできない任意のピッチの曲管蛍光ランプを製造できる曲管蛍光ランプの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
請求項1の発明の曲管蛍光ランプの製造方法は、直管状の第1のランプ管の内周面に蛍光体層を塗布形成する工程と、前記第1のランプ管の一端部に電極を溶着する工程と、前記第1のランプ管に対して、連結予定箇所を加熱軟化させて当該連結予定箇所に突出部を形成する工程と、直管状の第2のランプ管の内周面に蛍光体層を塗布形成する工程と、前記第2のランプ管に対してその一端部に電極を溶着する工程と、前記第2のランプ管の他端部を所定のピッチのL字形状に曲げ加工して曲りランプ管を作製する工程と、前記第1のランプ管の前記突出部に対して前記曲りランプ管の曲げ部分の先端部を溶融連結してコの字形状に連結された連結ランプ管を作製する工程と、前記連結ランプ管の内部に放電媒体を封入する工程と、前記連結ランプ管の余剰部分を除去して曲管蛍光ランプを得る工程とを有することを特徴とするものである。
【0012】
請求項2の発明は、請求項1の曲管蛍光ランプの製造方法において、前記第1、第2のランプ管それぞれの外径はφ3mm〜φ4mm、内径はφ2mm〜φ3mmであることを特徴とするものである。
【0013】
請求項3の発明は、請求項1又は2の曲管蛍光ランプの製造方法において、前記第1、第2のランプ管を連結するときに、それらに塗布形成されている蛍光体層の蛍光体の塗り始め部分と塗り終わり部分とを互いに逆にして連結することを特徴とするものである。
【発明の効果】
【0014】
本発明の曲管蛍光ランプの製造方法によれば、現状設備で作製される直管ランプを用いながら従来よりも長い寸法のコの字形状の曲管蛍光ランプを製造することができ、また、機構的に曲げることのできない任意のピッチの曲管蛍光ランプを製造することができる。
【発明を実施するための最良の形態】
【0015】
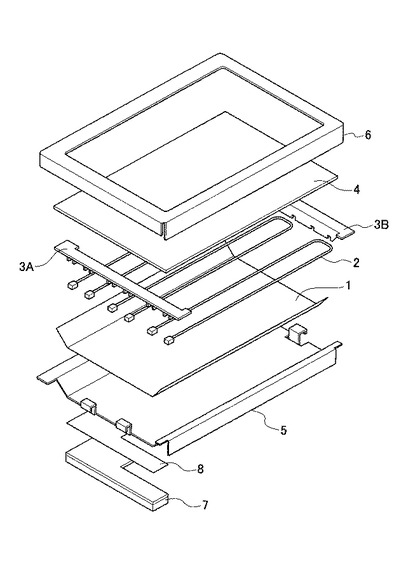
以下、本発明に実施の形態を図に基づいて詳説する。図1は、一般的な曲管蛍光ランプを光源とするバックライトユニットの構造を示している。曲管蛍光ランプを光源とするバックライトユニットは、下側に反射シート1を配置し、この反射シート1の上に曲管蛍光ランプ2を必要本数、本実施の形態では3本配置し、これらの曲管蛍光ランプ2の両端を樹脂ホルダー3Aにて保持し、また各曲管蛍光ランプ2の曲り部側も樹脂ホルダー3Bにて保持し、この複数本の曲管蛍光ランプ2の表側に光を拡散させて輝度の均斉化を図る拡散板4を配し、これらの各要素をバックフレーム5とフロントフレーム6とで構成されるバックライト筐体7内に収容している。そして曲管蛍光ランプ2への給電のためにバックフレーム5の背面側に高周波電源としてのインバータ7を絶縁シート8を介して配置している。
【0016】
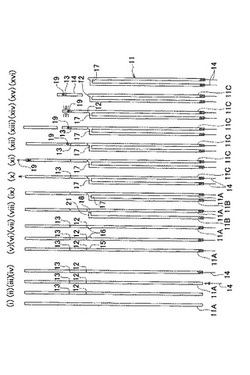
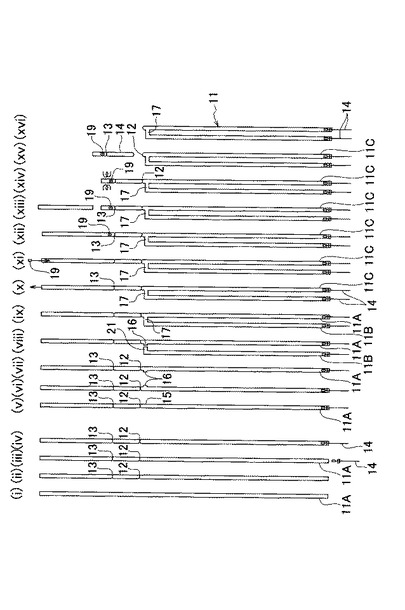
このようなバックライトユニットに使用する曲管蛍光ランプ2は、図2〜図4に示した製造方法によって製造される。本実施の形態の曲管蛍光ランプの製造方法は、まず現状の設備を利用して直管ランプ管11Aを作製し、その内周面には蛍光体層を塗布形成する(工程i)。例えば、全長750mm対応設備及び1200mm対応設備を利用して長尺管を作製する。この設備で作製される長尺管の直管ランプ管を2本又は複数本を後述する本実施の形態の製造方法にて連結することにより、横置きで32インチ以上の大型画面にも対応できるような曲管蛍光ランプを製造できる。
【0017】
次に、作製した直管ランプ管11Aの上部の余剰部として除去する予定の部分の下端位置と、水銀ゲッタ19の挿入予定箇所の下端位置とをバーナーによって加熱軟化させてくびれ12,13を付ける(工程ii)。続いて、直管ランプ管11Aの下端開口部に電極ブロック14を挿入し、バーナーで加熱溶融させて溶着し、ランプ管11Aの下端部を封止する(工程iii,iv)。
【0018】
続いて、工程ivまでで得たくびれ12,13が付けられ、下端に電極ブロック14が溶着されている直管ランプ管11Aに対して、連結予定箇所15を加熱軟化させながら当該直管ランプ管11Aに対してエア、窒素等の気体を吹き込み、連結予定箇所15に吹き込まれた気体による内圧によって突出部16を形成する(工程v〜vii)。
【0019】
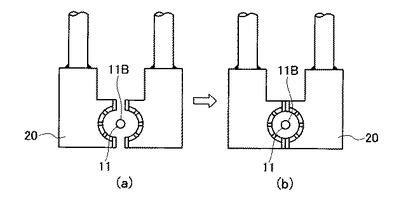
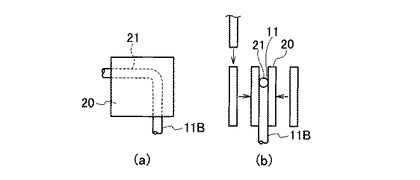
他方、工程iにて作製した別の直管ランプ管に対してその下端に電極ブロック14を加熱溶着し、この直管ランプ管の上端部近くを図3、図4に示す工程によりバーナー20にて加熱曲げ加工し、必要ピッチに合わせた曲げ部分21が形成されたL字形状の曲りランプ管11Bを作製する。尚、上記直管ランプ11Aと曲りランプ管11Bについては、例えば、直管蛍光ランプ11Aに対しては内周面に蛍光体層の塗布形成時に下側(塗り始め側)に位置させた端部に電極ブロック14を溶着し、逆に曲りランプ管11Bについては蛍光体層の塗布形成時に上側(塗り終わり側)に位置させた端部に電極ブロック14を溶着し、あるいはその逆にする。
【0020】
次に、図2の工程viii〜ixに示すように、突出部16が形成された直管ランプ管11Aと曲げ部分21が形成された曲りランプ管11Bとを、連結予定部分が向い合うように保持した状態で突出部16と曲げ部分21の先端部分とをバーナーで加熱溶融し、両者を連結する。これにより、連結部17にてランプ管11A,11Bが連結されてコの字形状になった連結ランプ管11Cが得られる。
【0021】
この後は、通常の蛍光ランプの製造工程により、連結ランプ管11Cに対して排気を行い、放電媒体となる不活性ガスを封入し(工程x)、水銀ゲッタ19を挿入して封止し(工程xi〜xii)、水銀ゲッタ19を高周波加熱して水銀蒸気を連結ランプ管11C内に導入する(工程xiii〜xiv)。そしてこの水銀蒸気の封入後に、下側のくびれ12から余剰部14を加熱溶断して除去し、曲管蛍光ランプ11を得る(工程xv,xvi)。
【0022】
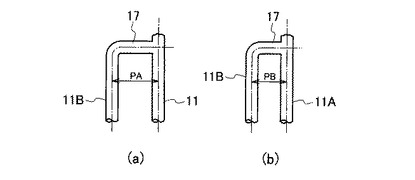
本実施の形態の曲管蛍光ランプの製造方法によれば、図3、図4に示した工程で曲りランプ管11Bを作製するときに曲げ部分21の長さを任意に調整することができ、この結果、この曲りランプ管11Bと直管ランプ管11Aとを連結することで、図5(a),(b)に示すように任意のピッチPA,PB(PA>PB)に連結された、直管ランプ管の長さとほぼ同等の長さまでの任意の長さの曲管蛍光ランプ11を得ることができる。
【0023】
このように本実施の形態の曲管蛍光ランプの製造方法によれば、既存の設備にて作製された直管ランプ管11A,11Bを連結して長尺の曲管蛍光ランプ11を作製するので、大型液晶ディスプレイ、大型液晶テレビに使用されるバックライト用ランプを低コストで作製することができる。しかも、管径により対応不可能な短い曲げピッチにもランプ長に関係なく対応ができる。また、直管を曲げてコの字形状にするのではなく、一端部をL字形状に曲げ加工して得た曲りランプ管11Bと直管ランプ管11Aとの2本の蛍光ランプ管をつなげてコの字形状の曲管蛍光ランプ11を作製するのに、蛍光体の塗り始め側となる端部と塗り終わり側となる端部とを互い反転させて連結することにより、1200mm、1500mmの長尺の直管ランプ管を曲げ加工して曲管蛍光ランプを作製するよりもランプ軸方向の色度ズレを低減でき、同時に、蛍光体膜厚の差に起因する輝度の均斉度の不揃いも防止でき、輝度分布をより均一化でき、蛍光体層の厚膜化によって明るさも向上できる。
【図面の簡単な説明】
【0024】
【図1】一般的な曲管蛍光ランプを光源として採用するバックライトユニットの分解斜視図。
【図2】上記バックライトユニットに使用する曲管蛍光ランプの製造方法の1つの実施の形態の工程図。
【図3】上記バックライトユニットに使用する曲管蛍光ランプの製造方法の1つの実施の形態において、曲りランプ管の作製工程を示す工程図その1。
【図4】上記バックライトユニットに使用する曲管蛍光ランプの製造方法の1つの実施の形態において、曲りランプ管の作製工程を示す工程図その2。
【図5】本発明の1つの実施の形態の曲管蛍光ランプの製造方法により任意のピッチの曲管蛍光ランプが得られることを示す説明図。
【符号の説明】
【0025】
11 曲管蛍光ランプ
11A 直管ランプ管
11B 曲りランプ管
11C 連結ランプ管
14 電極
16 突出部
17 連結部
21 曲げ部分
【技術分野】
【0001】
本発明は、曲管蛍光ランプの製造方法に関する。
【背景技術】
【0002】
従来、蛍光ランプをU字又はコの字に、つまり曲管蛍光ランプに形成する方法として、特許第2561875号公報(特許文献1)に記載されているように、ガラス管の所定の領域を加熱・軟化させて曲げてU字形に成形する方法が知られている。また、特開2005−149798号公報(特許文献2)に記載された方法も知られている。
【0003】
しかしながら、これら広く知られた曲管蛍光ランプの製造方法では、曲げ寸法(ピッチ)が広すぎたり、逆に狭い寸法(ピッチ)にしか曲げることができなかったりして、任意の曲げ寸法(ピッチ)に曲げることができない問題点があった。
【0004】
直下式バックライトユニットに用いられる蛍光ランプとしては、従来長らくは直管タイプの蛍光ランプが用いられていたが、近年は、バックライトユニットのコスト低減、使用本数削減、点灯効率改善などの要求から、U字形状又はコの字形状をした曲管蛍光ランプを用いた直下式のバックライトユニットに移行している。
【0005】
この曲管蛍光ランプを光源とするバックライトユニットに、上述したようなU字管形状の曲管蛍光ランプを採用した場合、その曲げピッチによりピッチ寸法(直径)分がフレームにかかり、液晶パネルの有効画面サイズが小さくなるという問題点がある。
【0006】
そこで近年では、曲り部がコの字形状をした曲管蛍光ランプの使用が増加している。上記の特許文献1には、コの字形状の曲管蛍光ランプにおいてそのコの字形状の曲り部を形成する方法として、ガラス管を離隔した位置で保持する一対のチャックと、その一対のチャックを対向する方向にチャックが片側ずつ回転移動し、コの字形に成形する部分が作る円弧を円周の一部とする仮想円の直径(円周)を基準としたインボリュート曲線に沿って回転案内する回動案内溝と、この回動案内溝に沿って回動するチャックがスライダーを介して保持し回動する回動アームにより45度ずつ回動し、L字(90度)形状を形成する第1のベンディング工程と、それを取り出して搬送し、再度一対のチャックに保持させ、前述した方法により回動するチャックがスライダーを介して保持し回動する回動アームにより45度ずつ回動し、コの字に形成する第2のベンディング工程とにより形成する方法が記載されている。
【0007】
しかしながら、既存設備で生産される直管のガラス管の長さには限界があるため、コの字形状蛍光ランプを直管ガラス管からベンディング加工によって製造する従来の曲管蛍光ランプの製造方法では、液晶テレビ、液晶ディスプレイの大型化に対応する大きな寸法のコの字形状の曲管蛍光ランプを製造することができない。また、盤面輝度の向上を目指し、現行の寸法(ピッチ)より短くベンディングすることはできない。また、特許文献2に記載の蛍光ランプの製造方法によれば、ランプ直径と同等のピッチから2倍程度の超短ピッチは製造可能であるが、その中間寸法のベンディングができない。
【0008】
既存設備では、直径φ3mm管の直管ガラス管に対して最小ベンディング加工を施した場合、ピッチ8mm、直径φ4mm管に対して最小ベンディング加工を施した場合でもピッチ15mmが限界である。ただし、量産性を考慮した場合、それぞれプラス5mmの余裕幅を持たせた曲げピッチが必要である。
【0009】
他方において、蛍光ランプが長尺管になればなるほど、そのランプ管の内面に蛍光体を塗布形成する時において塗り始め部分と塗り終わり部分とで蛍光体の膜厚に差が生じ、この結果としてランプ全体の明るさが低下することになる問題点もある。また、蛍光ランプが長尺管になればなるほど、上記蛍光体の塗布時において塗り始め部分と塗り終わり部分とで、RGBの蛍光体色素の比重の違いによりランプ軸方向に色度ズレが生じる問題点もある。
【特許文献1】特許第2561875号公報
【特許文献2】特開2005−149798号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明は、上述の従来の曲管蛍光ランプの製造方法の技術的課題に鑑みてなされたもので、現状設備で製作される直管ランプを用いながら従来よりも長い寸法のコの字形状の曲管蛍光ランプ及び機構的に曲げることのできない任意のピッチの曲管蛍光ランプを製造できる曲管蛍光ランプの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
請求項1の発明の曲管蛍光ランプの製造方法は、直管状の第1のランプ管の内周面に蛍光体層を塗布形成する工程と、前記第1のランプ管の一端部に電極を溶着する工程と、前記第1のランプ管に対して、連結予定箇所を加熱軟化させて当該連結予定箇所に突出部を形成する工程と、直管状の第2のランプ管の内周面に蛍光体層を塗布形成する工程と、前記第2のランプ管に対してその一端部に電極を溶着する工程と、前記第2のランプ管の他端部を所定のピッチのL字形状に曲げ加工して曲りランプ管を作製する工程と、前記第1のランプ管の前記突出部に対して前記曲りランプ管の曲げ部分の先端部を溶融連結してコの字形状に連結された連結ランプ管を作製する工程と、前記連結ランプ管の内部に放電媒体を封入する工程と、前記連結ランプ管の余剰部分を除去して曲管蛍光ランプを得る工程とを有することを特徴とするものである。
【0012】
請求項2の発明は、請求項1の曲管蛍光ランプの製造方法において、前記第1、第2のランプ管それぞれの外径はφ3mm〜φ4mm、内径はφ2mm〜φ3mmであることを特徴とするものである。
【0013】
請求項3の発明は、請求項1又は2の曲管蛍光ランプの製造方法において、前記第1、第2のランプ管を連結するときに、それらに塗布形成されている蛍光体層の蛍光体の塗り始め部分と塗り終わり部分とを互いに逆にして連結することを特徴とするものである。
【発明の効果】
【0014】
本発明の曲管蛍光ランプの製造方法によれば、現状設備で作製される直管ランプを用いながら従来よりも長い寸法のコの字形状の曲管蛍光ランプを製造することができ、また、機構的に曲げることのできない任意のピッチの曲管蛍光ランプを製造することができる。
【発明を実施するための最良の形態】
【0015】
以下、本発明に実施の形態を図に基づいて詳説する。図1は、一般的な曲管蛍光ランプを光源とするバックライトユニットの構造を示している。曲管蛍光ランプを光源とするバックライトユニットは、下側に反射シート1を配置し、この反射シート1の上に曲管蛍光ランプ2を必要本数、本実施の形態では3本配置し、これらの曲管蛍光ランプ2の両端を樹脂ホルダー3Aにて保持し、また各曲管蛍光ランプ2の曲り部側も樹脂ホルダー3Bにて保持し、この複数本の曲管蛍光ランプ2の表側に光を拡散させて輝度の均斉化を図る拡散板4を配し、これらの各要素をバックフレーム5とフロントフレーム6とで構成されるバックライト筐体7内に収容している。そして曲管蛍光ランプ2への給電のためにバックフレーム5の背面側に高周波電源としてのインバータ7を絶縁シート8を介して配置している。
【0016】
このようなバックライトユニットに使用する曲管蛍光ランプ2は、図2〜図4に示した製造方法によって製造される。本実施の形態の曲管蛍光ランプの製造方法は、まず現状の設備を利用して直管ランプ管11Aを作製し、その内周面には蛍光体層を塗布形成する(工程i)。例えば、全長750mm対応設備及び1200mm対応設備を利用して長尺管を作製する。この設備で作製される長尺管の直管ランプ管を2本又は複数本を後述する本実施の形態の製造方法にて連結することにより、横置きで32インチ以上の大型画面にも対応できるような曲管蛍光ランプを製造できる。
【0017】
次に、作製した直管ランプ管11Aの上部の余剰部として除去する予定の部分の下端位置と、水銀ゲッタ19の挿入予定箇所の下端位置とをバーナーによって加熱軟化させてくびれ12,13を付ける(工程ii)。続いて、直管ランプ管11Aの下端開口部に電極ブロック14を挿入し、バーナーで加熱溶融させて溶着し、ランプ管11Aの下端部を封止する(工程iii,iv)。
【0018】
続いて、工程ivまでで得たくびれ12,13が付けられ、下端に電極ブロック14が溶着されている直管ランプ管11Aに対して、連結予定箇所15を加熱軟化させながら当該直管ランプ管11Aに対してエア、窒素等の気体を吹き込み、連結予定箇所15に吹き込まれた気体による内圧によって突出部16を形成する(工程v〜vii)。
【0019】
他方、工程iにて作製した別の直管ランプ管に対してその下端に電極ブロック14を加熱溶着し、この直管ランプ管の上端部近くを図3、図4に示す工程によりバーナー20にて加熱曲げ加工し、必要ピッチに合わせた曲げ部分21が形成されたL字形状の曲りランプ管11Bを作製する。尚、上記直管ランプ11Aと曲りランプ管11Bについては、例えば、直管蛍光ランプ11Aに対しては内周面に蛍光体層の塗布形成時に下側(塗り始め側)に位置させた端部に電極ブロック14を溶着し、逆に曲りランプ管11Bについては蛍光体層の塗布形成時に上側(塗り終わり側)に位置させた端部に電極ブロック14を溶着し、あるいはその逆にする。
【0020】
次に、図2の工程viii〜ixに示すように、突出部16が形成された直管ランプ管11Aと曲げ部分21が形成された曲りランプ管11Bとを、連結予定部分が向い合うように保持した状態で突出部16と曲げ部分21の先端部分とをバーナーで加熱溶融し、両者を連結する。これにより、連結部17にてランプ管11A,11Bが連結されてコの字形状になった連結ランプ管11Cが得られる。
【0021】
この後は、通常の蛍光ランプの製造工程により、連結ランプ管11Cに対して排気を行い、放電媒体となる不活性ガスを封入し(工程x)、水銀ゲッタ19を挿入して封止し(工程xi〜xii)、水銀ゲッタ19を高周波加熱して水銀蒸気を連結ランプ管11C内に導入する(工程xiii〜xiv)。そしてこの水銀蒸気の封入後に、下側のくびれ12から余剰部14を加熱溶断して除去し、曲管蛍光ランプ11を得る(工程xv,xvi)。
【0022】
本実施の形態の曲管蛍光ランプの製造方法によれば、図3、図4に示した工程で曲りランプ管11Bを作製するときに曲げ部分21の長さを任意に調整することができ、この結果、この曲りランプ管11Bと直管ランプ管11Aとを連結することで、図5(a),(b)に示すように任意のピッチPA,PB(PA>PB)に連結された、直管ランプ管の長さとほぼ同等の長さまでの任意の長さの曲管蛍光ランプ11を得ることができる。
【0023】
このように本実施の形態の曲管蛍光ランプの製造方法によれば、既存の設備にて作製された直管ランプ管11A,11Bを連結して長尺の曲管蛍光ランプ11を作製するので、大型液晶ディスプレイ、大型液晶テレビに使用されるバックライト用ランプを低コストで作製することができる。しかも、管径により対応不可能な短い曲げピッチにもランプ長に関係なく対応ができる。また、直管を曲げてコの字形状にするのではなく、一端部をL字形状に曲げ加工して得た曲りランプ管11Bと直管ランプ管11Aとの2本の蛍光ランプ管をつなげてコの字形状の曲管蛍光ランプ11を作製するのに、蛍光体の塗り始め側となる端部と塗り終わり側となる端部とを互い反転させて連結することにより、1200mm、1500mmの長尺の直管ランプ管を曲げ加工して曲管蛍光ランプを作製するよりもランプ軸方向の色度ズレを低減でき、同時に、蛍光体膜厚の差に起因する輝度の均斉度の不揃いも防止でき、輝度分布をより均一化でき、蛍光体層の厚膜化によって明るさも向上できる。
【図面の簡単な説明】
【0024】
【図1】一般的な曲管蛍光ランプを光源として採用するバックライトユニットの分解斜視図。
【図2】上記バックライトユニットに使用する曲管蛍光ランプの製造方法の1つの実施の形態の工程図。
【図3】上記バックライトユニットに使用する曲管蛍光ランプの製造方法の1つの実施の形態において、曲りランプ管の作製工程を示す工程図その1。
【図4】上記バックライトユニットに使用する曲管蛍光ランプの製造方法の1つの実施の形態において、曲りランプ管の作製工程を示す工程図その2。
【図5】本発明の1つの実施の形態の曲管蛍光ランプの製造方法により任意のピッチの曲管蛍光ランプが得られることを示す説明図。
【符号の説明】
【0025】
11 曲管蛍光ランプ
11A 直管ランプ管
11B 曲りランプ管
11C 連結ランプ管
14 電極
16 突出部
17 連結部
21 曲げ部分
【特許請求の範囲】
【請求項1】
直管状の第1のランプ管の内周面に蛍光体層を塗布形成する工程と、
前記第1のランプ管の一端部に電極を溶着する工程と、
前記第1のランプ管に対して、連結予定箇所を加熱軟化させて当該連結予定箇所に突出部を形成する工程と、
直管状の第2のランプ管の内周面に蛍光体層を塗布形成する工程と、
前記第2のランプ管に対してその一端部に電極を溶着する工程と、
前記第2のランプ管の他端部を所定のピッチのL字形状に曲げ加工して曲りランプ管を作製する工程と、
前記第1のランプ管の前記突出部に対して前記曲りランプ管の曲げ部分の先端部を溶融連結してコの字形状に連結された連結ランプ管を作製する工程と、
前記連結ランプ管の内部に放電媒体を封入する工程と、
前記連結ランプ管の余剰部分を除去して曲管蛍光ランプを得る工程とを有することを特徴とする曲管蛍光ランプの製造方法。
【請求項2】
前記第1、第2のランプ管それぞれの外径はφ3mm〜φ4mm、内径はφ2mm〜φ3mmであることを特徴とする請求項1に記載の曲管蛍光ランプの製造方法。
【請求項3】
前記第1、第2のランプ管を連結するときに、それらに塗布形成されている蛍光体層の蛍光体の塗り始め部分と塗り終わり部分とを互いに逆にして連結することを特徴とする請求項1又は2に記載の曲管蛍光ランプの製造方法。
【請求項1】
直管状の第1のランプ管の内周面に蛍光体層を塗布形成する工程と、
前記第1のランプ管の一端部に電極を溶着する工程と、
前記第1のランプ管に対して、連結予定箇所を加熱軟化させて当該連結予定箇所に突出部を形成する工程と、
直管状の第2のランプ管の内周面に蛍光体層を塗布形成する工程と、
前記第2のランプ管に対してその一端部に電極を溶着する工程と、
前記第2のランプ管の他端部を所定のピッチのL字形状に曲げ加工して曲りランプ管を作製する工程と、
前記第1のランプ管の前記突出部に対して前記曲りランプ管の曲げ部分の先端部を溶融連結してコの字形状に連結された連結ランプ管を作製する工程と、
前記連結ランプ管の内部に放電媒体を封入する工程と、
前記連結ランプ管の余剰部分を除去して曲管蛍光ランプを得る工程とを有することを特徴とする曲管蛍光ランプの製造方法。
【請求項2】
前記第1、第2のランプ管それぞれの外径はφ3mm〜φ4mm、内径はφ2mm〜φ3mmであることを特徴とする請求項1に記載の曲管蛍光ランプの製造方法。
【請求項3】
前記第1、第2のランプ管を連結するときに、それらに塗布形成されている蛍光体層の蛍光体の塗り始め部分と塗り終わり部分とを互いに逆にして連結することを特徴とする請求項1又は2に記載の曲管蛍光ランプの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2007−265848(P2007−265848A)
【公開日】平成19年10月11日(2007.10.11)
【国際特許分類】
【出願番号】特願2006−90527(P2006−90527)
【出願日】平成18年3月29日(2006.3.29)
【出願人】(000111672)ハリソン東芝ライティング株式会社 (995)
【Fターム(参考)】
【公開日】平成19年10月11日(2007.10.11)
【国際特許分類】
【出願日】平成18年3月29日(2006.3.29)
【出願人】(000111672)ハリソン東芝ライティング株式会社 (995)
【Fターム(参考)】
[ Back to top ]