
有機無機複合材料、成形品および光学素子
【課題】 低線膨張性と透明性に優れた成形品およびそれを用いた光学素子を提供する。
【解決手段】 有機樹脂と、平均一次粒子径が1nm以上30nm以下の無機微粒子を含有する有機無機複合材料を成形してなる成形品であって、前記有機樹脂及び前記有機無機複合材料の成形品の各々の熱刺激電流の測定により得られた電流値が、−100℃以上0℃以下の範囲において少なくとも一つのピークを有し、前記有機樹脂の成形品のピーク電流値におけるピーク温度:−Tpoly(℃)と、前記有機無機複合材料の成形品のピーク電流値におけるピーク温度:−Tnc(℃)の関係が、(−Tnc)<(−Tpoly)で、且つ式(1)を満たす成形品およびそれを用いた光学素子。
2<|(−Tnc)−(−Tpoly)|<10 式(1)
【解決手段】 有機樹脂と、平均一次粒子径が1nm以上30nm以下の無機微粒子を含有する有機無機複合材料を成形してなる成形品であって、前記有機樹脂及び前記有機無機複合材料の成形品の各々の熱刺激電流の測定により得られた電流値が、−100℃以上0℃以下の範囲において少なくとも一つのピークを有し、前記有機樹脂の成形品のピーク電流値におけるピーク温度:−Tpoly(℃)と、前記有機無機複合材料の成形品のピーク電流値におけるピーク温度:−Tnc(℃)の関係が、(−Tnc)<(−Tpoly)で、且つ式(1)を満たす成形品およびそれを用いた光学素子。
2<|(−Tnc)−(−Tpoly)|<10 式(1)
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、有機無機複合材料、成形品および光学素子に関し、特に精密機器または光学機器に用いられる有機無機複合材料に関するものである。
【背景技術】
【0002】
一般に多くの物質は加熱により膨張する熱膨張性を示すが、特に有機樹脂材料の線膨張係数は無機材料に比べて大きいことが知られている。このような有機樹脂材料からなる部材を、例えば精密光学系に用いる光学素子などに使用した場合、上記の熱膨張による部材の寸法変化が光学系の位置ずれや屈折率の変化などを引き起こす要因となり得る。したがって、有機樹脂材料で精密光学系に使用する部材を作製する場合においては、その線膨張係数が低い材料であることが望ましい。
【0003】
有機樹脂材料の熱膨張を低減させる方法として、有機樹脂材料中にナノオーダーの無機微粒子を添加した有機無機複合材料により、線膨張係数を低下させる方法が知られている。例えば、特許文献1には、熱可塑性樹脂中に無機微粒子を含有させることにより、線膨張係数を低減した無機有機複合熱可塑性材料の製造方法が開示されている。
【0004】
また、有機無機複合材料をレンズ等の光学材料として用いる場合には、上記の線膨張係数の低減と同時に材料自体の透明性を確保する必要がある。そのためには、添加する無機微粒子が凝集することなく、ナノメートルレベルの一次粒子状態で有機樹脂中に分散していることが重要である。ここで一次粒子とは一般的に凝集していない粒子のことを指し、一次粒子が凝集して見かけの粒径が大きくなった粒子のことを二次粒子と呼ぶ。
【0005】
無機微粒子の分散状態が悪く、有機無機複合材料中に上記の二次粒子のような比較的粒径の大きい凝集粒子がごくわずかでも存在すると光学的な散乱を誘発する。このような散乱が発生すると有機無機複合材料としては透明性が失われ、光学材料として用いることは困難である。ところが微粒子は粒径が小さくなるにつれて、微粒子間に働く凝集力が格段に大きくなるため、一旦凝集した微粒子を有機樹脂中で一次粒子状態まで再分散させるには非常に大きな分散エネルギーが必要である。そのため、ナノメートルレベルの無機微粒子を有機樹脂中に均一分散させるためには、混合・分散プロセスにおいて凝集が発生しないように制御する必要があり、非常に高度な分散技術を要する。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−47452号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、有機樹脂中に無機微粒子を分散させた有機無機複合材料は、有機樹脂、無機微粒子、無機微粒子の一次粒子径、微粒子濃度、分散プロセスなどにより、線膨張係数や透明性が大きく異なることが判明した。すなわち、有機無機複合材料中の無機微粒子の濃度が同じで線膨張係数も同じ値を示す場合であっても、光散乱率ひいては透過率が大きく異なる場合がある。これは、有機樹脂中の無機微粒子の分散状態が異なることに起因すると考えられる。一方、透過率を測定することで、材料の光散乱の程度を評価することはできるが、この数値と微粒子の分散状態との相関は必ずしも明らかではなかった。そのため、有機無機複合材料の低線膨張性と透明性を両立するためには、作製した有機無機複合材料の線膨張係数や透過率を単に評価するだけでなく、材料中の無機微粒子の分散状態そのものを正しく評価する必要にせまられていた。
【0008】
このようなミクロ状態における微粒子の分散状態を評価する方法としては、SEMやTEMといった電子顕微鏡で直接観察する方法や作製した有機無機複合材料の散乱率を測定して、間接的に微粒子の分散状態を評価する方法などがある。しかし、これら従来の方法では、微粒子濃度が高くなった場合、微粒子の分散状態を定量的に評価できない場合が多い。したがって、微粒子の分散状態に起因する有機無機複合材料の線膨張係数の低減と透明性の相関が良くわからないといった課題があった。その結果、低線膨張性と透明性を両立するような有機無機複合材料を得るための材料と分散プロセスの最適化を図ることが非常に困難であった。
【0009】
本発明は、この様な背景技術に鑑みてなされたものであり、低線膨張性と透明性に優れた成形品を得ることができる有機無機複合材料、その成形品およびそれを用いた光学素子を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記の課題を解決する有機無機複合材料は、有機樹脂と無機微粒子を含有する有機無機複合材料であって、前記無機微粒子の平均一次粒子径が1nm以上30nm以下であり、前記有機樹脂及び前記有機無機複合材料の成形品の各々の熱刺激電流の測定により得られた電流値が、−100℃以上0℃以下の範囲において少なくとも一つのピークを有し、前記有機樹脂の成形品のピーク電流値におけるピーク温度:−Tpoly(℃)と、前記有機無機複合材料の成形品のピーク電流値におけるピーク温度:−Tnc(℃)の関係が、(−Tnc)<(−Tpoly)で、且つ下記式(1)を満たすことを特徴とする。
2<|(−Tnc)−(−Tpoly)|<10 式(1)
なお、|(−Tnc)−(−Tpoly)|は絶対値を表す。
【0011】
上記の課題を解決する成形品は、有機樹脂と、平均一次粒子径が1nm以上30nm以下の無機微粒子を含有し、前記無機微粒子の含有量が20体積%以上50体積%以下である有機無機複合材料を成形してなる成形品であって、前記有機樹脂及び前記有機無機複合材料の成形品の各々の熱刺激電流の測定により得られた電流値が、−100℃以上0℃以下の範囲において少なくとも一つのピークを有し、前記有機樹脂の成形品のピーク電流値におけるピーク温度:−Tpoly(℃)と、前記有機無機複合材料の成形品のピーク電流値におけるピーク温度:−Tnc(℃)の関係が、(−Tnc)<(−Tpoly)で、且つ下記式(1)を満たすことを特徴とする。
2<|(−Tnc)−(−Tpoly)|<10 式(1)
また、上記の課題を解決する光学素子は、上記の成形品を用いた光学素子である。
【発明の効果】
【0012】
本発明によれば、低線膨張性と透明性に優れた成形品を得ることができる有機無機複合材料、その成形品およびそれを用いた光学素子を提供することができる。
【図面の簡単な説明】
【0013】
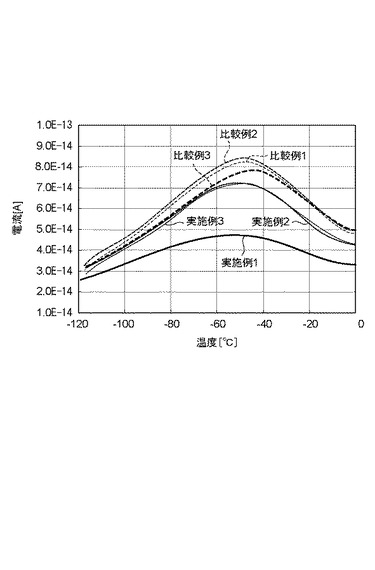
【図1】本発明の実施例および比較例の有機無機複合材料の熱刺激電流の測定結果を示す図である。
【図2】本発明の有機無機複合材料の成形方法を説明する説明図である。
【図3】本発明で用いる熱刺激電流測定装置の概略図である。
【図4】本発明の実施例および比較例の有機無機複合材料の線膨張係数を示す図である。
【発明を実施するための形態】
【0014】
次に本発明の実施の形態を詳細に説明する。
【0015】
本発明に係る有機無機複合材料は、有機樹脂と無機微粒子を含有する有機無機複合材料であって、前記無機微粒子の平均一次粒子径が1nm以上30nm以下であり、前記有機樹脂及び前記有機無機複合材料の成形品の各々の熱刺激電流の測定により得られた電流値が、−100℃以上0℃以下の範囲において少なくとも一つのピークを有し、前記有機樹脂の成形品のピーク電流値におけるピーク温度:−Tpoly(℃)と、前記有機無機複合材料の成形品のピーク電流値におけるピーク温度:−Tnc(℃)の関係が、(−Tnc)<(−Tpoly)で、且つ下記式(1)を満たすことを特徴とする。
2<|(−Tnc)−(−Tpoly)|<10 式(1)
なお、|(−Tnc)−(−Tpoly)|は絶対値を表す。
【0016】
本発明は、有機樹脂中に無機微粒子を高分散状態で混合することで、低線膨張性と透明性を兼ね備えた成形品を得ることができる有機無機複合材料を提供するものである。特に、有機樹脂中の無機微粒子の分散状態を評価する手法として熱刺激電流測定を用い、その電流特性により、無機微粒子の分散状態による透明性を規定したことを特徴とする。
【0017】
<有機樹脂>
本発明で用いる有機樹脂としては、エネルギー硬化性樹脂、熱可塑性樹脂のいずれかを選択できるが、有機無機複合材料にした場合の線膨張係数の低減効果が大きく、成形性の良い熱可塑性樹脂が好ましい。このような熱可塑性樹脂としてはアクリル樹脂、ポリカーボネート樹脂、環状オレフィン樹脂、ポリエーテル樹脂、ポリチオエーテル樹脂、ポリエステル樹脂、ポリオレフィン樹脂が挙げられる。また、これらの樹脂を複数種混合又は共重合させたものであってもよい。熱可塑性樹脂の分子量については特に限定されるものではないが、成形性と成形品の強度を考慮すると、数平均分子量が3000以上であることが好ましい。
【0018】
また本発明で用いる熱可塑性樹脂のガラス転移温度は80℃以上300℃以下であることが好ましく、特に成形性の面から100℃以上200℃以下がより好ましい。ガラス転移温度が80℃未満であると光学素子を成形した後、使用環境下において十分な耐熱性が得られないおそれがある。一方、ガラス転移温度が300℃を超えると、成形加工時に高温でのプロセスが必要となるばかりでなく、樹脂自身が加熱により着色するなどの問題が生じるおそれがある。
【0019】
本発明で用いる熱可塑性樹脂には、添加剤が含まれていてもよい。添加剤としては、リン系加工熱安定剤、ヒドロキシルアミン類の加工熱安定剤、ヒンダートフェノール類等の酸化防止剤、ヒンダートアミン類等の光安定剤、ベンゾトリアゾール類やトリアジン類・ベンゾフェノン類・ベンゾエート類等の紫外線吸収剤、リン酸エステル類やフタル酸エステル類・クエン酸エステル類・ポリエステル類等の可塑剤、シリコーン類等の離型剤、リン酸エステル類やメラミン類等の難燃剤、脂肪酸エステル系界面活性剤類の帯電防止剤、有機色素着色剤、耐衝撃性改良剤等の物質が挙げられる。
【0020】
添加剤は、上記の添加剤を単独で用いてもよいし、組み合わせて使用してもよい。添加剤の添加量は、その総量が熱可塑性樹脂に対して20重量%以下となるように、添加量を調整するのが好ましい。添加剤の添加量が20重量パーセントを超える場合、添加後の熱可塑性樹脂の物性が添加前の熱可塑性樹脂の物性から大きく変化し、材料の軽量性や強度、線膨張係数等の所望の特性が得られないおそれがある。
【0021】
<無機微粒子>
本発明に用いる無機微粒子としては、金属微粒子、金属酸化物微粒子、フィラー類などが挙げられる。特に本発明の有機無機複合材料を光学用途として用いる場合には、金属微粒子よりも可視光領域において光吸収の少ない金属酸化物微粒子のほうが適している。このような金属酸化物微粒子としては、酸化ケイ素、酸化ジルコニウム、酸化アルミニウム、酸化チタン、酸化イットリウム、酸化ハフニウム、酸化ニオブなどを挙げることができるが、これらに限定されるものではない。またケイ酸ジルコニウム、リン酸ジルコニウム、酸化インジウムスズなどの複合金属酸化物微粒子であってもよい。フィラー類としては、カオリンやモンモリオナイト等のクレイや炭素繊維、ガラスビーズ、ガラスフィラー等が挙げられる。またこれら無機微粒子を複数種類混合したものであってもよい。
【0022】
上記の無機微粒子の組成や結晶性については特に限定しないが、有機無機複合材料に求められる物性、例えば屈折率や透過率などの光学特性や線膨張係数等の機械物性などにより、適宜選択することが可能である。
【0023】
有機樹脂中に無機微粒子を混合する場合、その分散性を向上させるために微粒子の表面修飾を行うことが一般的である。しかし、線膨張係数を低減させるためには、過剰な表面修飾は好ましくないばかりか、有機無機複合体の線膨張係数を悪化させることもある。また、表面修飾基の種類によっては、線膨張係数の低減効果に大きな差があることも判明した。これは、有機樹脂と無機微粒子あるいは無機微粒子同士の表面相互作用の影響や無機微粒子の分散状態が表面修飾基の種類によって、大きく異なることに起因すると考えられる。
【0024】
本発明において、表面修飾基は特に限定されるものではないが、線膨張係数をより大きく低減させるためには、微粒子表面がアミノ基、ヘキサデシル基で表面修飾されている微粒子であることが望ましい。また、表面修飾のされていない微粒子、すなわち表面修飾基として水酸基のみが存在する微粒子も好適である。
【0025】
本発明で用いる無機微粒子の平均一次粒子径は1nm以上で30nm以下、好ましくは3nm以上で20nm以下であることが望ましい。ここでいう平均一次粒子径とは凝集していない粒子における体積球相当直径を指す。一次粒子径が1nm未満では微粒子の結晶性が崩れ、無機材料としての物性が発現しない。また有機樹脂中への分散の際、単位体積あたりに存在する微粒子の個数が非常に多くなるため、微粒子間距離が小さくなり凝集が発生しやすくなる。そのため、有機無機複合材料中の微粒子体積濃度を大きくすることができなくなり、無機微粒子に起因する光学物性あるいは機械物性を十分高めることができない。一方、一次粒子径が30nmを超えると微粒子による光散乱が大きくなり、有機無機複合体を光学材料として用いるに十分な透明性を確保することができない。
【0026】
本発明で用いる無機微粒子は、有機樹脂に混合する時に粉体状態であっても微粒子分散液の状態であってもよいが、有機無機複合材料として無機微粒子を有機樹脂中により高分散化させるためには溶媒中に無機微粒子を分散させた微粒子分散液を用いる方が比較的容易である。ここで、使用する微粒子分散液は予め微粒化分散装置等により分散処理を施し、微粒子分散液の状態で高分散化及び高透明化させておく方が好ましい。この際に用いる微粒化分散装置としては、ビーズミル、ジェットミル、ディスクミル、ホモジナイザー、超音波処理装置など種々の分散装置を用いることができる。
【0027】
<有機樹脂と無機微粒子の混合>
有機樹脂と無機微粒子の混合方法については特に制限はない。しかし、本発明で用いる無機微粒子はその粒子径が非常に小さく、混合・分散プロセス中において凝集などを起こしやすいため、以下のような液分散法、または溶融分散法を用いることが望ましい。
【0028】
液分散法による有機樹脂と無機微粒子の混合は、溶媒中に有機樹脂を溶解させた樹脂溶液と無機微粒子を混合した後、溶媒を除去する方法で行う。用いる溶媒としては有機樹脂を溶解させるものであればよく、例えば有機樹脂がアクリル樹脂の場合は、アセトン、トルエン、テトラヒドロフラン、酢酸エチル、酢酸ブチル、キシレン、ジメチルホルムアミドなどが挙げられる。溶媒を除去する方法は特に限定されないが、残留溶媒は線膨張係数を悪化させる要因となるため、溶媒の除去は加熱や真空プロセスなどを用いることにより確実に行う必要がある。したがって、後工程で溶媒を除去することを考えると、沸点の比較的低い溶媒の方が好適である。
【0029】
無機微粒子は直接樹脂溶液中に混合してもよいし、先に記載したように予め溶媒中に無機微粒子を分散させた微粒子分散液と樹脂溶液を混合してもよい。この際に用いる溶媒の量は任意であり、最終的に除去可能であれば適宜追加しても構わない。微粒子または微粒子分散液と樹脂溶液を混合した後においても、各種微粒化分散装置によって分散処理を行うことが望ましい。微粒化分散装置としては、微粒子分散液の時と同様にビーズミル、ジェットミル、ディスクミル、ホモジナイザー、超音波処理装置など種々の分散装置を用いることができる。
【0030】
溶融分散法による有機樹脂と無機微粒子の混合は、加熱等により溶融状態にした有機樹脂中に無機微粒子を投入し、剪断力を加えることにより無機微粒子を有機樹脂中に分散させる方法で行う。このとき無機微粒子は液分散法と同様に直接粉体を投入してもよいし、微粒子分散液の状態で投入してもよい。微粒子分散液の状態で投入する場合には、分散液に用いられている溶媒を除去する機構、例えばベント機構などを溶融分散装置内に設ける必要がある。
【0031】
また、溶融時の加熱による樹脂劣化を防ぐため、溶融雰囲気をN2ガスや不活性ガス等で置換することが望ましい。微粒子を有機樹脂中に高分散化させるためには、剪断力を向上させた方がよいが、そのためには溶融粘度を低くすることが望ましい。溶融温度の上昇による粘度の低下は樹脂の変性や劣化を誘発させるため、溶融粘度の低下には可塑化を促進するガスの導入が最も効果的である。このような可塑化促進ガスとしては、超臨界流体、例えば超臨界CO2などが好適である。上記のような溶融分散を行う装置としては、ロールミル、ニーダー、ミキサー、二軸押出機、多軸押出機等がある。
【0032】
有機樹脂に対する無機微粒子の配合割合は、所望する有機無機複合材料の光学物性及び機械物性により適宜選択することになるが、線膨張係数を大きく低減させるには、有機無機複合材料中に含まれる無機微粒子の含有量が、有機樹脂および無機微粒子の合計に対して20体積%以上50体積%以下が望ましい。無機微粒子の含有量が20体積%以上になると有機無機複合材料の線膨張係数が急激に低下する。より線膨張係数を低減するためには無機微粒子の含有量を多くすることが有効であるが、含有量が増えるにつれて脆くなり成形性が悪化するため、含有量は50体積%以下であることが好ましい。また同じ含有量においても無機微粒子の分散状態によっては、異なる線膨張係数を有することがある。
【0033】
<成形品>
本発明に係る成形品は、有機樹脂と、平均一次粒子径が1nm以上30nm以下の無機微粒子を含有し、前記無機微粒子の含有量が20体積%以上50体積%以下である有機無機複合材料を成形してなる成形品であって、前記有機樹脂及び前記有機無機複合材料の成形品の各々の熱刺激電流の測定により得られた電流値が、−100℃以上0℃以下の範囲において少なくとも一つのピークを有し、前記有機樹脂の成形品のピーク電流値におけるピーク温度:−Tpoly(℃)と、前記有機無機複合材料の成形品のピーク電流値におけるピーク温度:−Tnc(℃)の関係が、(−Tnc)<(−Tpoly)で、且つ下記式(1)を満たすことを特徴とする。
2<|(−Tnc)−(−Tpoly)|<10 式(1)
【0034】
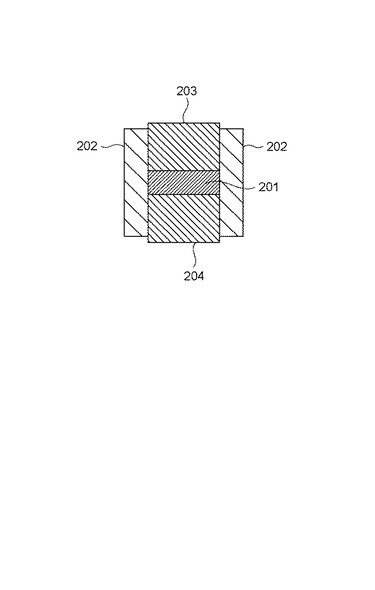
有機樹脂と無機微粒子を混合した材料は、射出成形やヒートプレス成形など公知の方法で成形することで成形品が得られる。図2は、本発明の有機無機複合材料の成形方法を説明する説明図である。図2において、201は有機無機複合材料、202は胴型、203は上型、204は下型を表す。具体的には、胴型202、上型203、下型204からなる成形型中に投入した有機無機複合材料201を加熱し、そのガラス転移温度以上の条件下において加圧することで任意の形状に成形する。成形時の温度が低すぎると目的の形状を転写できず、逆に高すぎると樹脂の劣化を招き、かえって線膨張係数が悪化する要因となることから、150から300℃の範囲が適当である。成形圧力は特に限定されないが、型形状を正確に転写させるためには50MPa以上であることが好ましい。
【0035】
また、成形品の形状としては、球状、棒状、板状、ブロック状、筒状、錘状、繊維状、格子状、フィルム又はシート形状等多様な形態で成形することが可能であり、種々の精密機器に用いる内外装部品及び光学素子として利用することが可能である。
【0036】
<熱刺激電流測定>
本発明における有機無機複合材料の成形品の熱刺激電流(TSC)は、試料内部に分極や電荷トラップを発生させた後、昇温過程における脱分極現象によって生じる微弱電流を検出することにより測定される。このような熱刺激電流を測定する装置として、熱刺激電流測定システム(TS−POLAR:株式会社リガク製)がある。なお、以下の熱刺激電流の測定の説明において、有機樹脂及び有機無機複合材料の各々の成形品を、単に有機樹脂及び有機無機複合材料と称して説明する。
【0037】
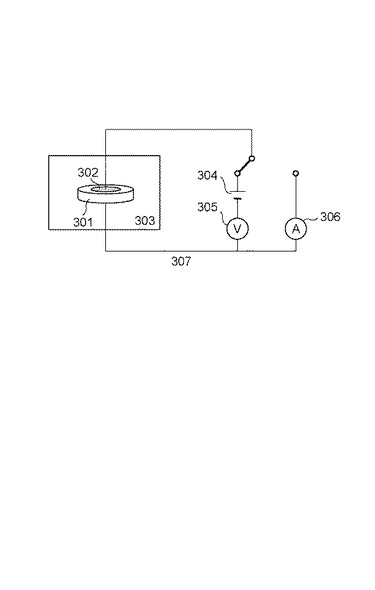
具体的な熱刺激電流の測定方法は以下とおりである。図3は、本発明で用いる熱刺激電流測定装置の概略図である。図3において、301は測定試料、302は電極、303は測定チャンバー、304は電源、305は電圧計、306は電流計、307は熱刺激電流測定装置を表す。まず、コイン状に成形した測定試料301の両表面に、蒸着法により一定の面積を有する金属薄膜の電極302を形成し、測定チャンバー303に収容する。その後、測定試料301を加温した状態で、上記で作製した電極間に数十から数千Vの直流電圧を印加することで測定試料に電界を掛け、その電界を一定時間保持することにより、測定試料内部に分極を発生させる。次に測定試料を冷却して、試料内部の分極状態を保持した後、一定の昇温速度で加熱し、その過程における脱分極現象により発生する微弱電流、すなわち熱刺激電流を試料表面の電極に取り付けた電流計306により検出する。なお、測定した熱刺激電流値は試料の厚さ及び有機樹脂成分量(体積%)で規格化する。すなわち、有機無機複合材料中の有機樹脂成分量をあわせた状態で熱刺激電流値を比較する。
【0038】
一般的に有機樹脂材料の熱刺激電流を測定すると、0℃以下における第一のピークと、数十℃以上における第二のピークが観察される。この第一のピークは、有機樹脂材料の側鎖の回転運動または主鎖の局所運動に起因するものであり、第二のピークは主鎖全体のミクロブラウン運動、すなわち材料のガラス転移に起因するものと考えられている。材料の線膨張性にはいずれの運動も大きく関与していると思われるが、有機無機複合材料においては材料の低線膨張性と微粒子の分散性の両立を図る上で、第一のピーク形状がより材料のミクロ状態を示唆していることを本発明者は見出した。すなわち、有機樹脂単体のときの熱刺激電流測定結果に比べて、有機無機複合材料のピーク温度が低いほうが、微粒子の分散性が良く、有機無機複合材料として光散乱率が小さいことが判明した。この現象の詳細は不明であるが、微粒子の分散性が良くなったため、有機無機複合材料としての熱伝導性が良くなり、熱刺激電流測定の脱分極過程における昇温速度が見かけ上、大きくなったためと考えられる。
【0039】
特に、有機樹脂及び有機無機複合材料の成形品の各々の熱刺激電流の測定により得られた電流値が、−100℃以上0℃以下の範囲において一つのピークを有する。本発明は、前記有機樹脂のピーク電流値におけるピーク温度:−Tpoly(℃)と、前記有機無機複合材料のピーク電流値におけるピーク温度:−Tnc(℃)の関係が、(−Tnc)<(−Tpoly)で、且つ下記式(1)を満たすことを特徴とする。
2<|(−Tnc)−(−Tpoly)|<10 式(1)
ピーク温度の差(−Tnc)−(−Tpoly)の絶対値が2から10の範囲、好ましくは2から7の範囲にある場合、有機無機複合材料中の微粒子分散状態が良く、透明性が高くなる。
【0040】
一方、第一のピーク電流値が小さいほうが、有機無機複合材料としての線膨張係数も小さいことが判明した。これはピーク電流値が小さいほうが、有機樹脂の膨張要因である有機樹脂の側鎖の回転運動及び主鎖の局所運動を束縛した状態を示していると考えられ、その結果、有機無機複合材料としての線膨張係数が小さくなると考えられる。特に、有機無機複合材料の成形品のピーク温度:−Tpoly(℃)における電流値が、4.0×10−14A以上7.5×10−14A以下の場合、有機無機複合材料の成形品の線膨張係数が50×10−6/℃以下となり、光学素子として用いるのに十分小さな値を示した。このピーク値は、微粒子の添加濃度に大きく依存し、高濃度にするほどピーク値は下がるが、有機無機複合材料としては微粒子の添加濃度が50体積%を超えると脆性が高くなるので、ピーク電流値の下限としては4.0×10−14Aが好ましい。
【0041】
以上、ピーク値が小さくなり、かつピーク温度も小さくなるような材料種、及びプロセスを選択すれば、有機無機複合材料の線膨張係数を低減し、かつ光散乱率が小さい材料を作製することができる。このような材料は今まで非常に困難であった低線膨張性と微粒子の分散性(透明性)の両立を図ることができ、光学素子として用いる場合において非常に好適な材料である。
【0042】
本発明の光学素子は、上記の有機無機複合材料の成形品を用いた光学素子である。
【0043】
有機無機複合材料の成形品を精密機器または光学機器の光学素子として用いることができる。光学素子の具体例としては、撮像レンズ、照明レンズ、ファインダーレンズなどが挙げられる。
【実施例】
【0044】
以下、実施例及び比較例を挙げて本発明を更に具体的に説明をする。本発明は何らこれら実施例に限定されるものではない。
【0045】
(実施例1)
<有機樹脂と無機微粒子の混合>
有機樹脂としてポリメチルメタクリレート樹脂(PMMA)(デルペット70NH[製品名];旭化成ケミカルズ社製)を用い、アセトン溶媒に対してPMMAが5wt%になるように混合し、超音波処理により常温にてPMMAを溶解させ、PMMA/アセトン溶液を作製した。
【0046】
無機微粒子として表面処理のされていないシリカ微粒子(アエロジル300[製品名]、平均一次粒子径7nm;日本アエロジル社製)をアセトンに対して5wt%になるように混合し、微粒子/アセトン溶液を作製した。
【0047】
作製したPMMA/アセトン溶液(5wt%):14gに対し、微粒子/アセトン溶液(5wt%)を21g滴下し、超音波処理装置を用いてよく混合した。混合溶液中のアセトンを攪拌処理しながら乾燥させた後、真空加熱炉で約210℃にておよそ4時間加熱することにより、残留溶媒の除去を行い、PMMA/微粒子混合材料(微粒子濃度:60.0wt%)を得た。
【0048】
<成形>
φ15mmのプレス成形用金型の成形面に離型剤(ノベック−1720[製品名];住友スリーエム社製)を滴下してよく拭き取る。PMMA/微粒子混合材料を前記プレス成形用金型に充填し、加熱プレス機にセットした後、250℃まで加熱した。加熱プレス機の上面と下面の温度が250℃に達した後に110MPaの荷重を付与し、100℃まで風冷しながら荷重を自然開放させた。100℃で完全に荷重を除き、金型からPMMA/微粒子混合材料を離型することでコイン状の有機無機複合材料の成形品(厚さ:1mm)を得た。この成形品中の微粒子濃度は47.2体積%であった。
【0049】
(実施例2)
実施例1において、PMMA/アセトン溶液(5wt%):18gに対して、微粒子/アセトン溶液(5wt%)を12g加えて混合溶液を作製した以外は同様にして、成形品を得た。この成形品中の微粒子濃度は28.4体積%(40.0wt%)であった。
【0050】
(実施例3)
実施例1において、PMMA/アセトン溶液(5wt%):19gに対して、微粒子/アセトン溶液(5wt%)を8g加えて混合溶液を作製した以外は同様にして、成形品を得た。この成形品中の微粒子濃度は20.0体積%(29.6wt%)であった。
【0051】
(比較例1)
φ15mmのプレス成形用金型の成形面に離型剤(ノベック−1720[製品名];住友スリーエム社製)を滴下してよく拭き取り、PMMA樹脂材料:2.0gのみを前記プレス成形用金型に充填し、加熱プレス機にセットした後、250℃まで加熱した。加熱プレス機の上面と下面の温度が250℃に達した後に110MPaの荷重を付与し、100℃まで風冷しながら荷重を自然開放させた。100℃で完全に荷重を除き、金型からPMMA樹脂を離型することでコイン状のPMMA樹脂の成形品を得た。
【0052】
(比較例2)
実施例1において、PMMA/アセトン溶液(5wt%):24gに対して、微粒子/アセトン溶液(5wt%)を6g加えて混合溶液を作製した。この混合溶液中のアセトンを乾燥除去する工程において、攪拌処理せずにアセトンを除去させた以外は同様にして、成形品を得た。この成形品中の微粒子濃度は12.9体積%(20.0wt%)であった。
【0053】
(比較例3)
比較例2において、PMMA/アセトン溶液(5wt%):18gに対して、微粒子/アセトン溶液(5wt%)を12g加えた以外は同様にして、成形品を得た。この成形品中の微粒子濃度は28.4体積%(40.0wt%)であった。
【0054】
<線膨張係数測定>
熱機械測定装置TMA(TMA Q400;TAインスツルメント社製)にて、0から80℃で3サイクル温度負荷を与え、厚み方向に対する20から60℃の平均線膨張係数を算出した。変位の測定には膨張プローブを使用した。無機微粒子の含有量の測定はTGA(TGA Q500;TAインスツルメント社製)を用いて行った。
【0055】
<無機微粒子の含有量>
無機微粒子の含有量を重量%(wt%)から体積%(vol%)への換算に際し、各材料の比重値として、PMMA樹脂:1.19、SiO2微粒子:2.00を使用した。なお、各成形品は適宜適当な大きさにカットして評価を行った。
【0056】
<熱刺激電流測定>
成形品(厚さ:約1mm)の両表面にAuの電極(φ:6.6mm、膜厚:15nm)を蒸着により形成したのち、銅線をAgペーストで固定した。この試料を図3で示した熱刺激電流測定装置の測定チャンバー303内のサンプルホルダーにセットし、電極を装置内部の回路に接続した。次に測定チャンバー内部の雰囲気をHeで置換した後、110℃に加温し、1×105V/mの電界を加え、30分間保持した。次に測定チャンバー内を−130℃に冷却した後、電界を取り去り、回路を電源側から電流計側に切替えた。その状態を10分間保持したのち、試料を5℃/minの昇温速度で加熱し、その過程における脱分極現象によって生じる微弱電流、すなわち熱刺激電流を測定した。
【0057】
なお測定した熱刺激電流値は、試料厚さ(mm)及び試料中の有機樹脂成分量(体積%)により、以下の式(2)で規格化した。
【0058】
【数1】

【0059】
実施例および比較例の成形品の測定結果を表1に示す。
【0060】
【表1】
【0061】
(注1)温度差(℃)は、(−Tnc)−(−Tpoly)を表す。実施例1の温度差は、(−52℃)−(−45℃)=7(絶対値)である。
【0062】
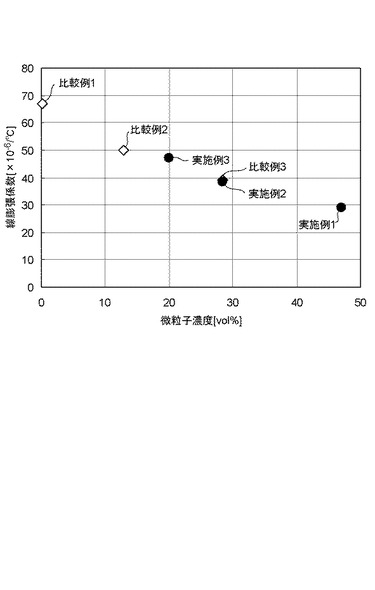
また、表1の結果を図面に示して説明する。図1は、本発明の実施例および比較例の有機無機複合材料の熱刺激電流の測定結果を示す図である。図4は、本発明の実施例および比較例の有機無機複合材料の線膨張係数を示す図である。
【0063】
表1から明らかな通り、実施例1のように微粒子濃度が高いものは、比較例1のPMMA樹脂単体と比べると熱刺激電流のピーク温度が大きく低下していることがわかる。またピーク電流値も60%程度を示している。このことから、無機複合材料中の微粒子の分散が良くなっており、またこれらの微粒子が有機樹脂の側鎖部分を効果的に拘束しており、その結果として線膨張係数が小さくなっていることが伺える。
【0064】
また、実施例2と比較例3では、有機無機複合材料中の微粒子濃度は同じであるが、溶媒除去プロセス中において、攪拌処理の有無を実施した。その結果、成形品の透明性は実施例2のほうが良く、微粒子の分散状態が違うことが予想されるが、有機無機複合材料の線膨張係数はほぼ同等の値を示した。一方、熱刺激電流測定を行うと、実施例2のほうが比較例3に比べてピーク温度及びピーク電流値共に低い値を示した。
【0065】
さらに、比較例2のように微粒子濃度が低く、微粒子の分散性が悪い場合でも、添加した微粒子濃度に比例する形で線膨張係数は低下するが、熱刺激電流測定の結果は、比較例1のPMMA樹脂単体の場合とほとんど変わらなかった。
【0066】
以上の結果から、有機無機複合材料中の微粒子の分散状態は線膨張係数の値だけからは評価することができないが、熱刺激電流測定の結果を用いれば、ピーク温度の低下具合から微粒子の分散状態が、ピーク電流の低下具合から試料の低線膨張性が評価できる。微粒子の分散状態は有機無機複合材料の透明性に大きく関与していることがわかっているため、本発明の熱刺激電流測定を用いれば、有機無機複合材料の透明性と低線膨張性の両方を同時に評価することが可能である。したがって、精密光学系の光学素子に使用する場合に必要な特性である低熱膨張性と透明性を両立した有機無機複合材料を提供することができる。
【産業上の利用可能性】
【0067】
本発明の有機無機複合材料の成形品は、低線膨張性と透明性に優れているので、精密機器または光学機器の光学素子として利用することができる。
【符号の説明】
【0068】
201 有機無機複合材料
202 胴型
203 上型
204 下型
301 測定試料
302 電極
303 測定チャンバー
304 電源
305 電圧計
306 電流計
307 熱刺激電流測定装置
【技術分野】
【0001】
本発明は、有機無機複合材料、成形品および光学素子に関し、特に精密機器または光学機器に用いられる有機無機複合材料に関するものである。
【背景技術】
【0002】
一般に多くの物質は加熱により膨張する熱膨張性を示すが、特に有機樹脂材料の線膨張係数は無機材料に比べて大きいことが知られている。このような有機樹脂材料からなる部材を、例えば精密光学系に用いる光学素子などに使用した場合、上記の熱膨張による部材の寸法変化が光学系の位置ずれや屈折率の変化などを引き起こす要因となり得る。したがって、有機樹脂材料で精密光学系に使用する部材を作製する場合においては、その線膨張係数が低い材料であることが望ましい。
【0003】
有機樹脂材料の熱膨張を低減させる方法として、有機樹脂材料中にナノオーダーの無機微粒子を添加した有機無機複合材料により、線膨張係数を低下させる方法が知られている。例えば、特許文献1には、熱可塑性樹脂中に無機微粒子を含有させることにより、線膨張係数を低減した無機有機複合熱可塑性材料の製造方法が開示されている。
【0004】
また、有機無機複合材料をレンズ等の光学材料として用いる場合には、上記の線膨張係数の低減と同時に材料自体の透明性を確保する必要がある。そのためには、添加する無機微粒子が凝集することなく、ナノメートルレベルの一次粒子状態で有機樹脂中に分散していることが重要である。ここで一次粒子とは一般的に凝集していない粒子のことを指し、一次粒子が凝集して見かけの粒径が大きくなった粒子のことを二次粒子と呼ぶ。
【0005】
無機微粒子の分散状態が悪く、有機無機複合材料中に上記の二次粒子のような比較的粒径の大きい凝集粒子がごくわずかでも存在すると光学的な散乱を誘発する。このような散乱が発生すると有機無機複合材料としては透明性が失われ、光学材料として用いることは困難である。ところが微粒子は粒径が小さくなるにつれて、微粒子間に働く凝集力が格段に大きくなるため、一旦凝集した微粒子を有機樹脂中で一次粒子状態まで再分散させるには非常に大きな分散エネルギーが必要である。そのため、ナノメートルレベルの無機微粒子を有機樹脂中に均一分散させるためには、混合・分散プロセスにおいて凝集が発生しないように制御する必要があり、非常に高度な分散技術を要する。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−47452号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、有機樹脂中に無機微粒子を分散させた有機無機複合材料は、有機樹脂、無機微粒子、無機微粒子の一次粒子径、微粒子濃度、分散プロセスなどにより、線膨張係数や透明性が大きく異なることが判明した。すなわち、有機無機複合材料中の無機微粒子の濃度が同じで線膨張係数も同じ値を示す場合であっても、光散乱率ひいては透過率が大きく異なる場合がある。これは、有機樹脂中の無機微粒子の分散状態が異なることに起因すると考えられる。一方、透過率を測定することで、材料の光散乱の程度を評価することはできるが、この数値と微粒子の分散状態との相関は必ずしも明らかではなかった。そのため、有機無機複合材料の低線膨張性と透明性を両立するためには、作製した有機無機複合材料の線膨張係数や透過率を単に評価するだけでなく、材料中の無機微粒子の分散状態そのものを正しく評価する必要にせまられていた。
【0008】
このようなミクロ状態における微粒子の分散状態を評価する方法としては、SEMやTEMといった電子顕微鏡で直接観察する方法や作製した有機無機複合材料の散乱率を測定して、間接的に微粒子の分散状態を評価する方法などがある。しかし、これら従来の方法では、微粒子濃度が高くなった場合、微粒子の分散状態を定量的に評価できない場合が多い。したがって、微粒子の分散状態に起因する有機無機複合材料の線膨張係数の低減と透明性の相関が良くわからないといった課題があった。その結果、低線膨張性と透明性を両立するような有機無機複合材料を得るための材料と分散プロセスの最適化を図ることが非常に困難であった。
【0009】
本発明は、この様な背景技術に鑑みてなされたものであり、低線膨張性と透明性に優れた成形品を得ることができる有機無機複合材料、その成形品およびそれを用いた光学素子を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記の課題を解決する有機無機複合材料は、有機樹脂と無機微粒子を含有する有機無機複合材料であって、前記無機微粒子の平均一次粒子径が1nm以上30nm以下であり、前記有機樹脂及び前記有機無機複合材料の成形品の各々の熱刺激電流の測定により得られた電流値が、−100℃以上0℃以下の範囲において少なくとも一つのピークを有し、前記有機樹脂の成形品のピーク電流値におけるピーク温度:−Tpoly(℃)と、前記有機無機複合材料の成形品のピーク電流値におけるピーク温度:−Tnc(℃)の関係が、(−Tnc)<(−Tpoly)で、且つ下記式(1)を満たすことを特徴とする。
2<|(−Tnc)−(−Tpoly)|<10 式(1)
なお、|(−Tnc)−(−Tpoly)|は絶対値を表す。
【0011】
上記の課題を解決する成形品は、有機樹脂と、平均一次粒子径が1nm以上30nm以下の無機微粒子を含有し、前記無機微粒子の含有量が20体積%以上50体積%以下である有機無機複合材料を成形してなる成形品であって、前記有機樹脂及び前記有機無機複合材料の成形品の各々の熱刺激電流の測定により得られた電流値が、−100℃以上0℃以下の範囲において少なくとも一つのピークを有し、前記有機樹脂の成形品のピーク電流値におけるピーク温度:−Tpoly(℃)と、前記有機無機複合材料の成形品のピーク電流値におけるピーク温度:−Tnc(℃)の関係が、(−Tnc)<(−Tpoly)で、且つ下記式(1)を満たすことを特徴とする。
2<|(−Tnc)−(−Tpoly)|<10 式(1)
また、上記の課題を解決する光学素子は、上記の成形品を用いた光学素子である。
【発明の効果】
【0012】
本発明によれば、低線膨張性と透明性に優れた成形品を得ることができる有機無機複合材料、その成形品およびそれを用いた光学素子を提供することができる。
【図面の簡単な説明】
【0013】
【図1】本発明の実施例および比較例の有機無機複合材料の熱刺激電流の測定結果を示す図である。
【図2】本発明の有機無機複合材料の成形方法を説明する説明図である。
【図3】本発明で用いる熱刺激電流測定装置の概略図である。
【図4】本発明の実施例および比較例の有機無機複合材料の線膨張係数を示す図である。
【発明を実施するための形態】
【0014】
次に本発明の実施の形態を詳細に説明する。
【0015】
本発明に係る有機無機複合材料は、有機樹脂と無機微粒子を含有する有機無機複合材料であって、前記無機微粒子の平均一次粒子径が1nm以上30nm以下であり、前記有機樹脂及び前記有機無機複合材料の成形品の各々の熱刺激電流の測定により得られた電流値が、−100℃以上0℃以下の範囲において少なくとも一つのピークを有し、前記有機樹脂の成形品のピーク電流値におけるピーク温度:−Tpoly(℃)と、前記有機無機複合材料の成形品のピーク電流値におけるピーク温度:−Tnc(℃)の関係が、(−Tnc)<(−Tpoly)で、且つ下記式(1)を満たすことを特徴とする。
2<|(−Tnc)−(−Tpoly)|<10 式(1)
なお、|(−Tnc)−(−Tpoly)|は絶対値を表す。
【0016】
本発明は、有機樹脂中に無機微粒子を高分散状態で混合することで、低線膨張性と透明性を兼ね備えた成形品を得ることができる有機無機複合材料を提供するものである。特に、有機樹脂中の無機微粒子の分散状態を評価する手法として熱刺激電流測定を用い、その電流特性により、無機微粒子の分散状態による透明性を規定したことを特徴とする。
【0017】
<有機樹脂>
本発明で用いる有機樹脂としては、エネルギー硬化性樹脂、熱可塑性樹脂のいずれかを選択できるが、有機無機複合材料にした場合の線膨張係数の低減効果が大きく、成形性の良い熱可塑性樹脂が好ましい。このような熱可塑性樹脂としてはアクリル樹脂、ポリカーボネート樹脂、環状オレフィン樹脂、ポリエーテル樹脂、ポリチオエーテル樹脂、ポリエステル樹脂、ポリオレフィン樹脂が挙げられる。また、これらの樹脂を複数種混合又は共重合させたものであってもよい。熱可塑性樹脂の分子量については特に限定されるものではないが、成形性と成形品の強度を考慮すると、数平均分子量が3000以上であることが好ましい。
【0018】
また本発明で用いる熱可塑性樹脂のガラス転移温度は80℃以上300℃以下であることが好ましく、特に成形性の面から100℃以上200℃以下がより好ましい。ガラス転移温度が80℃未満であると光学素子を成形した後、使用環境下において十分な耐熱性が得られないおそれがある。一方、ガラス転移温度が300℃を超えると、成形加工時に高温でのプロセスが必要となるばかりでなく、樹脂自身が加熱により着色するなどの問題が生じるおそれがある。
【0019】
本発明で用いる熱可塑性樹脂には、添加剤が含まれていてもよい。添加剤としては、リン系加工熱安定剤、ヒドロキシルアミン類の加工熱安定剤、ヒンダートフェノール類等の酸化防止剤、ヒンダートアミン類等の光安定剤、ベンゾトリアゾール類やトリアジン類・ベンゾフェノン類・ベンゾエート類等の紫外線吸収剤、リン酸エステル類やフタル酸エステル類・クエン酸エステル類・ポリエステル類等の可塑剤、シリコーン類等の離型剤、リン酸エステル類やメラミン類等の難燃剤、脂肪酸エステル系界面活性剤類の帯電防止剤、有機色素着色剤、耐衝撃性改良剤等の物質が挙げられる。
【0020】
添加剤は、上記の添加剤を単独で用いてもよいし、組み合わせて使用してもよい。添加剤の添加量は、その総量が熱可塑性樹脂に対して20重量%以下となるように、添加量を調整するのが好ましい。添加剤の添加量が20重量パーセントを超える場合、添加後の熱可塑性樹脂の物性が添加前の熱可塑性樹脂の物性から大きく変化し、材料の軽量性や強度、線膨張係数等の所望の特性が得られないおそれがある。
【0021】
<無機微粒子>
本発明に用いる無機微粒子としては、金属微粒子、金属酸化物微粒子、フィラー類などが挙げられる。特に本発明の有機無機複合材料を光学用途として用いる場合には、金属微粒子よりも可視光領域において光吸収の少ない金属酸化物微粒子のほうが適している。このような金属酸化物微粒子としては、酸化ケイ素、酸化ジルコニウム、酸化アルミニウム、酸化チタン、酸化イットリウム、酸化ハフニウム、酸化ニオブなどを挙げることができるが、これらに限定されるものではない。またケイ酸ジルコニウム、リン酸ジルコニウム、酸化インジウムスズなどの複合金属酸化物微粒子であってもよい。フィラー類としては、カオリンやモンモリオナイト等のクレイや炭素繊維、ガラスビーズ、ガラスフィラー等が挙げられる。またこれら無機微粒子を複数種類混合したものであってもよい。
【0022】
上記の無機微粒子の組成や結晶性については特に限定しないが、有機無機複合材料に求められる物性、例えば屈折率や透過率などの光学特性や線膨張係数等の機械物性などにより、適宜選択することが可能である。
【0023】
有機樹脂中に無機微粒子を混合する場合、その分散性を向上させるために微粒子の表面修飾を行うことが一般的である。しかし、線膨張係数を低減させるためには、過剰な表面修飾は好ましくないばかりか、有機無機複合体の線膨張係数を悪化させることもある。また、表面修飾基の種類によっては、線膨張係数の低減効果に大きな差があることも判明した。これは、有機樹脂と無機微粒子あるいは無機微粒子同士の表面相互作用の影響や無機微粒子の分散状態が表面修飾基の種類によって、大きく異なることに起因すると考えられる。
【0024】
本発明において、表面修飾基は特に限定されるものではないが、線膨張係数をより大きく低減させるためには、微粒子表面がアミノ基、ヘキサデシル基で表面修飾されている微粒子であることが望ましい。また、表面修飾のされていない微粒子、すなわち表面修飾基として水酸基のみが存在する微粒子も好適である。
【0025】
本発明で用いる無機微粒子の平均一次粒子径は1nm以上で30nm以下、好ましくは3nm以上で20nm以下であることが望ましい。ここでいう平均一次粒子径とは凝集していない粒子における体積球相当直径を指す。一次粒子径が1nm未満では微粒子の結晶性が崩れ、無機材料としての物性が発現しない。また有機樹脂中への分散の際、単位体積あたりに存在する微粒子の個数が非常に多くなるため、微粒子間距離が小さくなり凝集が発生しやすくなる。そのため、有機無機複合材料中の微粒子体積濃度を大きくすることができなくなり、無機微粒子に起因する光学物性あるいは機械物性を十分高めることができない。一方、一次粒子径が30nmを超えると微粒子による光散乱が大きくなり、有機無機複合体を光学材料として用いるに十分な透明性を確保することができない。
【0026】
本発明で用いる無機微粒子は、有機樹脂に混合する時に粉体状態であっても微粒子分散液の状態であってもよいが、有機無機複合材料として無機微粒子を有機樹脂中により高分散化させるためには溶媒中に無機微粒子を分散させた微粒子分散液を用いる方が比較的容易である。ここで、使用する微粒子分散液は予め微粒化分散装置等により分散処理を施し、微粒子分散液の状態で高分散化及び高透明化させておく方が好ましい。この際に用いる微粒化分散装置としては、ビーズミル、ジェットミル、ディスクミル、ホモジナイザー、超音波処理装置など種々の分散装置を用いることができる。
【0027】
<有機樹脂と無機微粒子の混合>
有機樹脂と無機微粒子の混合方法については特に制限はない。しかし、本発明で用いる無機微粒子はその粒子径が非常に小さく、混合・分散プロセス中において凝集などを起こしやすいため、以下のような液分散法、または溶融分散法を用いることが望ましい。
【0028】
液分散法による有機樹脂と無機微粒子の混合は、溶媒中に有機樹脂を溶解させた樹脂溶液と無機微粒子を混合した後、溶媒を除去する方法で行う。用いる溶媒としては有機樹脂を溶解させるものであればよく、例えば有機樹脂がアクリル樹脂の場合は、アセトン、トルエン、テトラヒドロフラン、酢酸エチル、酢酸ブチル、キシレン、ジメチルホルムアミドなどが挙げられる。溶媒を除去する方法は特に限定されないが、残留溶媒は線膨張係数を悪化させる要因となるため、溶媒の除去は加熱や真空プロセスなどを用いることにより確実に行う必要がある。したがって、後工程で溶媒を除去することを考えると、沸点の比較的低い溶媒の方が好適である。
【0029】
無機微粒子は直接樹脂溶液中に混合してもよいし、先に記載したように予め溶媒中に無機微粒子を分散させた微粒子分散液と樹脂溶液を混合してもよい。この際に用いる溶媒の量は任意であり、最終的に除去可能であれば適宜追加しても構わない。微粒子または微粒子分散液と樹脂溶液を混合した後においても、各種微粒化分散装置によって分散処理を行うことが望ましい。微粒化分散装置としては、微粒子分散液の時と同様にビーズミル、ジェットミル、ディスクミル、ホモジナイザー、超音波処理装置など種々の分散装置を用いることができる。
【0030】
溶融分散法による有機樹脂と無機微粒子の混合は、加熱等により溶融状態にした有機樹脂中に無機微粒子を投入し、剪断力を加えることにより無機微粒子を有機樹脂中に分散させる方法で行う。このとき無機微粒子は液分散法と同様に直接粉体を投入してもよいし、微粒子分散液の状態で投入してもよい。微粒子分散液の状態で投入する場合には、分散液に用いられている溶媒を除去する機構、例えばベント機構などを溶融分散装置内に設ける必要がある。
【0031】
また、溶融時の加熱による樹脂劣化を防ぐため、溶融雰囲気をN2ガスや不活性ガス等で置換することが望ましい。微粒子を有機樹脂中に高分散化させるためには、剪断力を向上させた方がよいが、そのためには溶融粘度を低くすることが望ましい。溶融温度の上昇による粘度の低下は樹脂の変性や劣化を誘発させるため、溶融粘度の低下には可塑化を促進するガスの導入が最も効果的である。このような可塑化促進ガスとしては、超臨界流体、例えば超臨界CO2などが好適である。上記のような溶融分散を行う装置としては、ロールミル、ニーダー、ミキサー、二軸押出機、多軸押出機等がある。
【0032】
有機樹脂に対する無機微粒子の配合割合は、所望する有機無機複合材料の光学物性及び機械物性により適宜選択することになるが、線膨張係数を大きく低減させるには、有機無機複合材料中に含まれる無機微粒子の含有量が、有機樹脂および無機微粒子の合計に対して20体積%以上50体積%以下が望ましい。無機微粒子の含有量が20体積%以上になると有機無機複合材料の線膨張係数が急激に低下する。より線膨張係数を低減するためには無機微粒子の含有量を多くすることが有効であるが、含有量が増えるにつれて脆くなり成形性が悪化するため、含有量は50体積%以下であることが好ましい。また同じ含有量においても無機微粒子の分散状態によっては、異なる線膨張係数を有することがある。
【0033】
<成形品>
本発明に係る成形品は、有機樹脂と、平均一次粒子径が1nm以上30nm以下の無機微粒子を含有し、前記無機微粒子の含有量が20体積%以上50体積%以下である有機無機複合材料を成形してなる成形品であって、前記有機樹脂及び前記有機無機複合材料の成形品の各々の熱刺激電流の測定により得られた電流値が、−100℃以上0℃以下の範囲において少なくとも一つのピークを有し、前記有機樹脂の成形品のピーク電流値におけるピーク温度:−Tpoly(℃)と、前記有機無機複合材料の成形品のピーク電流値におけるピーク温度:−Tnc(℃)の関係が、(−Tnc)<(−Tpoly)で、且つ下記式(1)を満たすことを特徴とする。
2<|(−Tnc)−(−Tpoly)|<10 式(1)
【0034】
有機樹脂と無機微粒子を混合した材料は、射出成形やヒートプレス成形など公知の方法で成形することで成形品が得られる。図2は、本発明の有機無機複合材料の成形方法を説明する説明図である。図2において、201は有機無機複合材料、202は胴型、203は上型、204は下型を表す。具体的には、胴型202、上型203、下型204からなる成形型中に投入した有機無機複合材料201を加熱し、そのガラス転移温度以上の条件下において加圧することで任意の形状に成形する。成形時の温度が低すぎると目的の形状を転写できず、逆に高すぎると樹脂の劣化を招き、かえって線膨張係数が悪化する要因となることから、150から300℃の範囲が適当である。成形圧力は特に限定されないが、型形状を正確に転写させるためには50MPa以上であることが好ましい。
【0035】
また、成形品の形状としては、球状、棒状、板状、ブロック状、筒状、錘状、繊維状、格子状、フィルム又はシート形状等多様な形態で成形することが可能であり、種々の精密機器に用いる内外装部品及び光学素子として利用することが可能である。
【0036】
<熱刺激電流測定>
本発明における有機無機複合材料の成形品の熱刺激電流(TSC)は、試料内部に分極や電荷トラップを発生させた後、昇温過程における脱分極現象によって生じる微弱電流を検出することにより測定される。このような熱刺激電流を測定する装置として、熱刺激電流測定システム(TS−POLAR:株式会社リガク製)がある。なお、以下の熱刺激電流の測定の説明において、有機樹脂及び有機無機複合材料の各々の成形品を、単に有機樹脂及び有機無機複合材料と称して説明する。
【0037】
具体的な熱刺激電流の測定方法は以下とおりである。図3は、本発明で用いる熱刺激電流測定装置の概略図である。図3において、301は測定試料、302は電極、303は測定チャンバー、304は電源、305は電圧計、306は電流計、307は熱刺激電流測定装置を表す。まず、コイン状に成形した測定試料301の両表面に、蒸着法により一定の面積を有する金属薄膜の電極302を形成し、測定チャンバー303に収容する。その後、測定試料301を加温した状態で、上記で作製した電極間に数十から数千Vの直流電圧を印加することで測定試料に電界を掛け、その電界を一定時間保持することにより、測定試料内部に分極を発生させる。次に測定試料を冷却して、試料内部の分極状態を保持した後、一定の昇温速度で加熱し、その過程における脱分極現象により発生する微弱電流、すなわち熱刺激電流を試料表面の電極に取り付けた電流計306により検出する。なお、測定した熱刺激電流値は試料の厚さ及び有機樹脂成分量(体積%)で規格化する。すなわち、有機無機複合材料中の有機樹脂成分量をあわせた状態で熱刺激電流値を比較する。
【0038】
一般的に有機樹脂材料の熱刺激電流を測定すると、0℃以下における第一のピークと、数十℃以上における第二のピークが観察される。この第一のピークは、有機樹脂材料の側鎖の回転運動または主鎖の局所運動に起因するものであり、第二のピークは主鎖全体のミクロブラウン運動、すなわち材料のガラス転移に起因するものと考えられている。材料の線膨張性にはいずれの運動も大きく関与していると思われるが、有機無機複合材料においては材料の低線膨張性と微粒子の分散性の両立を図る上で、第一のピーク形状がより材料のミクロ状態を示唆していることを本発明者は見出した。すなわち、有機樹脂単体のときの熱刺激電流測定結果に比べて、有機無機複合材料のピーク温度が低いほうが、微粒子の分散性が良く、有機無機複合材料として光散乱率が小さいことが判明した。この現象の詳細は不明であるが、微粒子の分散性が良くなったため、有機無機複合材料としての熱伝導性が良くなり、熱刺激電流測定の脱分極過程における昇温速度が見かけ上、大きくなったためと考えられる。
【0039】
特に、有機樹脂及び有機無機複合材料の成形品の各々の熱刺激電流の測定により得られた電流値が、−100℃以上0℃以下の範囲において一つのピークを有する。本発明は、前記有機樹脂のピーク電流値におけるピーク温度:−Tpoly(℃)と、前記有機無機複合材料のピーク電流値におけるピーク温度:−Tnc(℃)の関係が、(−Tnc)<(−Tpoly)で、且つ下記式(1)を満たすことを特徴とする。
2<|(−Tnc)−(−Tpoly)|<10 式(1)
ピーク温度の差(−Tnc)−(−Tpoly)の絶対値が2から10の範囲、好ましくは2から7の範囲にある場合、有機無機複合材料中の微粒子分散状態が良く、透明性が高くなる。
【0040】
一方、第一のピーク電流値が小さいほうが、有機無機複合材料としての線膨張係数も小さいことが判明した。これはピーク電流値が小さいほうが、有機樹脂の膨張要因である有機樹脂の側鎖の回転運動及び主鎖の局所運動を束縛した状態を示していると考えられ、その結果、有機無機複合材料としての線膨張係数が小さくなると考えられる。特に、有機無機複合材料の成形品のピーク温度:−Tpoly(℃)における電流値が、4.0×10−14A以上7.5×10−14A以下の場合、有機無機複合材料の成形品の線膨張係数が50×10−6/℃以下となり、光学素子として用いるのに十分小さな値を示した。このピーク値は、微粒子の添加濃度に大きく依存し、高濃度にするほどピーク値は下がるが、有機無機複合材料としては微粒子の添加濃度が50体積%を超えると脆性が高くなるので、ピーク電流値の下限としては4.0×10−14Aが好ましい。
【0041】
以上、ピーク値が小さくなり、かつピーク温度も小さくなるような材料種、及びプロセスを選択すれば、有機無機複合材料の線膨張係数を低減し、かつ光散乱率が小さい材料を作製することができる。このような材料は今まで非常に困難であった低線膨張性と微粒子の分散性(透明性)の両立を図ることができ、光学素子として用いる場合において非常に好適な材料である。
【0042】
本発明の光学素子は、上記の有機無機複合材料の成形品を用いた光学素子である。
【0043】
有機無機複合材料の成形品を精密機器または光学機器の光学素子として用いることができる。光学素子の具体例としては、撮像レンズ、照明レンズ、ファインダーレンズなどが挙げられる。
【実施例】
【0044】
以下、実施例及び比較例を挙げて本発明を更に具体的に説明をする。本発明は何らこれら実施例に限定されるものではない。
【0045】
(実施例1)
<有機樹脂と無機微粒子の混合>
有機樹脂としてポリメチルメタクリレート樹脂(PMMA)(デルペット70NH[製品名];旭化成ケミカルズ社製)を用い、アセトン溶媒に対してPMMAが5wt%になるように混合し、超音波処理により常温にてPMMAを溶解させ、PMMA/アセトン溶液を作製した。
【0046】
無機微粒子として表面処理のされていないシリカ微粒子(アエロジル300[製品名]、平均一次粒子径7nm;日本アエロジル社製)をアセトンに対して5wt%になるように混合し、微粒子/アセトン溶液を作製した。
【0047】
作製したPMMA/アセトン溶液(5wt%):14gに対し、微粒子/アセトン溶液(5wt%)を21g滴下し、超音波処理装置を用いてよく混合した。混合溶液中のアセトンを攪拌処理しながら乾燥させた後、真空加熱炉で約210℃にておよそ4時間加熱することにより、残留溶媒の除去を行い、PMMA/微粒子混合材料(微粒子濃度:60.0wt%)を得た。
【0048】
<成形>
φ15mmのプレス成形用金型の成形面に離型剤(ノベック−1720[製品名];住友スリーエム社製)を滴下してよく拭き取る。PMMA/微粒子混合材料を前記プレス成形用金型に充填し、加熱プレス機にセットした後、250℃まで加熱した。加熱プレス機の上面と下面の温度が250℃に達した後に110MPaの荷重を付与し、100℃まで風冷しながら荷重を自然開放させた。100℃で完全に荷重を除き、金型からPMMA/微粒子混合材料を離型することでコイン状の有機無機複合材料の成形品(厚さ:1mm)を得た。この成形品中の微粒子濃度は47.2体積%であった。
【0049】
(実施例2)
実施例1において、PMMA/アセトン溶液(5wt%):18gに対して、微粒子/アセトン溶液(5wt%)を12g加えて混合溶液を作製した以外は同様にして、成形品を得た。この成形品中の微粒子濃度は28.4体積%(40.0wt%)であった。
【0050】
(実施例3)
実施例1において、PMMA/アセトン溶液(5wt%):19gに対して、微粒子/アセトン溶液(5wt%)を8g加えて混合溶液を作製した以外は同様にして、成形品を得た。この成形品中の微粒子濃度は20.0体積%(29.6wt%)であった。
【0051】
(比較例1)
φ15mmのプレス成形用金型の成形面に離型剤(ノベック−1720[製品名];住友スリーエム社製)を滴下してよく拭き取り、PMMA樹脂材料:2.0gのみを前記プレス成形用金型に充填し、加熱プレス機にセットした後、250℃まで加熱した。加熱プレス機の上面と下面の温度が250℃に達した後に110MPaの荷重を付与し、100℃まで風冷しながら荷重を自然開放させた。100℃で完全に荷重を除き、金型からPMMA樹脂を離型することでコイン状のPMMA樹脂の成形品を得た。
【0052】
(比較例2)
実施例1において、PMMA/アセトン溶液(5wt%):24gに対して、微粒子/アセトン溶液(5wt%)を6g加えて混合溶液を作製した。この混合溶液中のアセトンを乾燥除去する工程において、攪拌処理せずにアセトンを除去させた以外は同様にして、成形品を得た。この成形品中の微粒子濃度は12.9体積%(20.0wt%)であった。
【0053】
(比較例3)
比較例2において、PMMA/アセトン溶液(5wt%):18gに対して、微粒子/アセトン溶液(5wt%)を12g加えた以外は同様にして、成形品を得た。この成形品中の微粒子濃度は28.4体積%(40.0wt%)であった。
【0054】
<線膨張係数測定>
熱機械測定装置TMA(TMA Q400;TAインスツルメント社製)にて、0から80℃で3サイクル温度負荷を与え、厚み方向に対する20から60℃の平均線膨張係数を算出した。変位の測定には膨張プローブを使用した。無機微粒子の含有量の測定はTGA(TGA Q500;TAインスツルメント社製)を用いて行った。
【0055】
<無機微粒子の含有量>
無機微粒子の含有量を重量%(wt%)から体積%(vol%)への換算に際し、各材料の比重値として、PMMA樹脂:1.19、SiO2微粒子:2.00を使用した。なお、各成形品は適宜適当な大きさにカットして評価を行った。
【0056】
<熱刺激電流測定>
成形品(厚さ:約1mm)の両表面にAuの電極(φ:6.6mm、膜厚:15nm)を蒸着により形成したのち、銅線をAgペーストで固定した。この試料を図3で示した熱刺激電流測定装置の測定チャンバー303内のサンプルホルダーにセットし、電極を装置内部の回路に接続した。次に測定チャンバー内部の雰囲気をHeで置換した後、110℃に加温し、1×105V/mの電界を加え、30分間保持した。次に測定チャンバー内を−130℃に冷却した後、電界を取り去り、回路を電源側から電流計側に切替えた。その状態を10分間保持したのち、試料を5℃/minの昇温速度で加熱し、その過程における脱分極現象によって生じる微弱電流、すなわち熱刺激電流を測定した。
【0057】
なお測定した熱刺激電流値は、試料厚さ(mm)及び試料中の有機樹脂成分量(体積%)により、以下の式(2)で規格化した。
【0058】
【数1】
【0059】
実施例および比較例の成形品の測定結果を表1に示す。
【0060】
【表1】
【0061】
(注1)温度差(℃)は、(−Tnc)−(−Tpoly)を表す。実施例1の温度差は、(−52℃)−(−45℃)=7(絶対値)である。
【0062】
また、表1の結果を図面に示して説明する。図1は、本発明の実施例および比較例の有機無機複合材料の熱刺激電流の測定結果を示す図である。図4は、本発明の実施例および比較例の有機無機複合材料の線膨張係数を示す図である。
【0063】
表1から明らかな通り、実施例1のように微粒子濃度が高いものは、比較例1のPMMA樹脂単体と比べると熱刺激電流のピーク温度が大きく低下していることがわかる。またピーク電流値も60%程度を示している。このことから、無機複合材料中の微粒子の分散が良くなっており、またこれらの微粒子が有機樹脂の側鎖部分を効果的に拘束しており、その結果として線膨張係数が小さくなっていることが伺える。
【0064】
また、実施例2と比較例3では、有機無機複合材料中の微粒子濃度は同じであるが、溶媒除去プロセス中において、攪拌処理の有無を実施した。その結果、成形品の透明性は実施例2のほうが良く、微粒子の分散状態が違うことが予想されるが、有機無機複合材料の線膨張係数はほぼ同等の値を示した。一方、熱刺激電流測定を行うと、実施例2のほうが比較例3に比べてピーク温度及びピーク電流値共に低い値を示した。
【0065】
さらに、比較例2のように微粒子濃度が低く、微粒子の分散性が悪い場合でも、添加した微粒子濃度に比例する形で線膨張係数は低下するが、熱刺激電流測定の結果は、比較例1のPMMA樹脂単体の場合とほとんど変わらなかった。
【0066】
以上の結果から、有機無機複合材料中の微粒子の分散状態は線膨張係数の値だけからは評価することができないが、熱刺激電流測定の結果を用いれば、ピーク温度の低下具合から微粒子の分散状態が、ピーク電流の低下具合から試料の低線膨張性が評価できる。微粒子の分散状態は有機無機複合材料の透明性に大きく関与していることがわかっているため、本発明の熱刺激電流測定を用いれば、有機無機複合材料の透明性と低線膨張性の両方を同時に評価することが可能である。したがって、精密光学系の光学素子に使用する場合に必要な特性である低熱膨張性と透明性を両立した有機無機複合材料を提供することができる。
【産業上の利用可能性】
【0067】
本発明の有機無機複合材料の成形品は、低線膨張性と透明性に優れているので、精密機器または光学機器の光学素子として利用することができる。
【符号の説明】
【0068】
201 有機無機複合材料
202 胴型
203 上型
204 下型
301 測定試料
302 電極
303 測定チャンバー
304 電源
305 電圧計
306 電流計
307 熱刺激電流測定装置
【特許請求の範囲】
【請求項1】
有機樹脂と無機微粒子を含有する有機無機複合材料であって、前記無機微粒子の平均一次粒子径が1nm以上30nm以下であり、前記有機樹脂及び前記有機無機複合材料の成形品の各々の熱刺激電流の測定により得られた電流値が、−100℃以上0℃以下の範囲において少なくとも一つのピークを有し、前記有機樹脂の成形品のピーク電流値におけるピーク温度:−Tpoly(℃)と、前記有機無機複合材料の成形品のピーク電流値におけるピーク温度:−Tnc(℃)の関係が、(−Tnc)<(−Tpoly)で、且つ下記式(1)を満たすことを特徴とする有機無機複合材料。
2<|(−Tnc)−(−Tpoly)|<10 式(1)
【請求項2】
前記有機無機複合材料中に含まれる無機微粒子の含有量が、20体積%以上50体積%以下であることを特徴とする請求項1に記載の有機無機複合材料。
【請求項3】
前記無機微粒子が金属酸化物微粒子であることを特徴とする請求項1または2に記載の有機無機複合材料。
【請求項4】
前記有機樹脂が熱可塑性樹脂であることを特徴とする請求項1乃至3のいずれかの項に記載の有機無機複合材料。
【請求項5】
有機樹脂と、平均一次粒子径が1nm以上30nm以下の無機微粒子を含有し、前記無機微粒子の含有量が20体積%以上50体積%以下である有機無機複合材料を成形してなる成形品であって、前記有機樹脂及び前記有機無機複合材料の成形品の各々の熱刺激電流の測定により得られた電流値が、−100℃以上0℃以下の範囲において少なくとも一つのピークを有し、前記有機樹脂の成形品のピーク電流値におけるピーク温度:−Tpoly(℃)と、前記有機無機複合材料の成形品のピーク電流値におけるピーク温度:−Tnc(℃)の関係が、(−Tnc)<(−Tpoly)で、且つ下記式(1)を満たすことを特徴とする成形品。
2<|(−Tnc)−(−Tpoly)|<10 式(1)
【請求項6】
前記有機無機複合材料の成形品のピーク温度:−Tpoly(℃)における電流値が、4.0×10−14A以上7.5×10−14A以下であることを特徴とする請求項5に記載の成形品。
【請求項7】
前記有機無機複合材料の成形品の線膨張係数が50×10−6/℃以下であることを特徴とする請求項5または6に記載の成形品。
【請求項8】
請求項5乃至7のいずれかに記載の成形品を用いた光学素子。
【請求項1】
有機樹脂と無機微粒子を含有する有機無機複合材料であって、前記無機微粒子の平均一次粒子径が1nm以上30nm以下であり、前記有機樹脂及び前記有機無機複合材料の成形品の各々の熱刺激電流の測定により得られた電流値が、−100℃以上0℃以下の範囲において少なくとも一つのピークを有し、前記有機樹脂の成形品のピーク電流値におけるピーク温度:−Tpoly(℃)と、前記有機無機複合材料の成形品のピーク電流値におけるピーク温度:−Tnc(℃)の関係が、(−Tnc)<(−Tpoly)で、且つ下記式(1)を満たすことを特徴とする有機無機複合材料。
2<|(−Tnc)−(−Tpoly)|<10 式(1)
【請求項2】
前記有機無機複合材料中に含まれる無機微粒子の含有量が、20体積%以上50体積%以下であることを特徴とする請求項1に記載の有機無機複合材料。
【請求項3】
前記無機微粒子が金属酸化物微粒子であることを特徴とする請求項1または2に記載の有機無機複合材料。
【請求項4】
前記有機樹脂が熱可塑性樹脂であることを特徴とする請求項1乃至3のいずれかの項に記載の有機無機複合材料。
【請求項5】
有機樹脂と、平均一次粒子径が1nm以上30nm以下の無機微粒子を含有し、前記無機微粒子の含有量が20体積%以上50体積%以下である有機無機複合材料を成形してなる成形品であって、前記有機樹脂及び前記有機無機複合材料の成形品の各々の熱刺激電流の測定により得られた電流値が、−100℃以上0℃以下の範囲において少なくとも一つのピークを有し、前記有機樹脂の成形品のピーク電流値におけるピーク温度:−Tpoly(℃)と、前記有機無機複合材料の成形品のピーク電流値におけるピーク温度:−Tnc(℃)の関係が、(−Tnc)<(−Tpoly)で、且つ下記式(1)を満たすことを特徴とする成形品。
2<|(−Tnc)−(−Tpoly)|<10 式(1)
【請求項6】
前記有機無機複合材料の成形品のピーク温度:−Tpoly(℃)における電流値が、4.0×10−14A以上7.5×10−14A以下であることを特徴とする請求項5に記載の成形品。
【請求項7】
前記有機無機複合材料の成形品の線膨張係数が50×10−6/℃以下であることを特徴とする請求項5または6に記載の成形品。
【請求項8】
請求項5乃至7のいずれかに記載の成形品を用いた光学素子。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−28748(P2013−28748A)
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願番号】特願2011−166801(P2011−166801)
【出願日】平成23年7月29日(2011.7.29)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願日】平成23年7月29日(2011.7.29)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
[ Back to top ]