
有機発光素子アレイ
【課題】隣接する副画素間における電流リークを抑制しつつ、駆動電圧が低く、良好な画質を呈する有機発光素子アレイを提供する。
【解決手段】基板11上に、少なくとも下部電極12と、電荷注入層(第一電荷注入層13)と、上部電極18と、をこの順で備える有機発光素子を有する副画素が複数個配置され、下部電極12が電荷注入層13と接しており、該電荷注入層が該副画素に共通形成され、該電荷注入層のうち隣接する副画素間に形成される部分の電気抵抗について下記式1の関係を満たすことを特徴とする、有機発光素子アレイ1。

【解決手段】基板11上に、少なくとも下部電極12と、電荷注入層(第一電荷注入層13)と、上部電極18と、をこの順で備える有機発光素子を有する副画素が複数個配置され、下部電極12が電荷注入層13と接しており、該電荷注入層が該副画素に共通形成され、該電荷注入層のうち隣接する副画素間に形成される部分の電気抵抗について下記式1の関係を満たすことを特徴とする、有機発光素子アレイ1。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、有機発光素子を複数有する有機発光素子アレイに関する。
【背景技術】
【0002】
近年、有機発光素子に関しては、研究開発が精力的に進められており、単色や、青、赤等の色を加えたエリアカラータイプの有機発光素子アレイが製品化されている。現在は、フルカラー化へ向けた有機発光素子アレイの開発、製品化が活発化している。
【0003】
有機発光素子アレイを構成する有機発光素子は、陽極と陰極との間に有機化合物からなる薄膜が設けられている電子素子である。また有機発光素子は、陽極と陰極からそれぞれホールと電子とを注入し、これらホールと電子とが再結合した際に発生するエネルギーを光として取り出す電子素子である。ここで有機発光素子は、電荷の注入特性を向上させることにより、駆動電圧の低減、発光効率の向上、安定性の向上等がもたらされることが知られている。
【0004】
ここで有機発光素子の電荷注入特性の向上の手段として、既に、いくつかの具体案が提案されている。例えば特許文献1では、ホール注入特性を改善させる手法として、酸化バナジウム、酸化モリブテン、酸化ルビジウム等の金属酸化物とホール輸送材料との混合物からなる混合層をホール注入層として導入する技術が開示されている。また特許文献1では、導入した混合層の抵抗率が低いことも示されている。
【0005】
一方で、電子輸送材料と、アルカリ金属、アルカリ金属塩又はアルカリ金属酸化物との混合物からなる混合層を電子注入層として導入することにより、駆動電圧を低減できることはよく知られている。特許文献2では、種々の金属電極から電子を注入することを可能にする技術として、取り扱いの容易な炭酸セシウムと電子輸送材料とを混合してなる混合層を電子注入層として導入する技術が開示されている。
【0006】
【特許文献1】特開2006−024791号公報
【特許文献2】特開2005−183265号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
ところで有機発光素子を複数組み込んで素子アレイを形成する場合、有機発光素子を駆動する形式は単純マトリクス型やTFT駆動型であるのが一般的である。
【0008】
また有機発光素子を用いて多色或いはフルカラー表示を行う場合は、赤、緑、青等の発光を呈する有機発光素子をアレイ状に並べることで実現される。例えば、低分子蒸着型の有機発光素子であれば、蒸着マスクを用いて、発光層を画素毎に選択的に蒸着することで実現される。また、塗布型の有機発光素子であれば、発光層を印刷やインクジェット等で画素毎に選択的に塗り分けることで実現している。
【0009】
一方で発光層以外の層は、生産性の向上や、生産コストの削減の観点から、有機発光素子を形成する副画素間で共通形成をすることが望ましい。しかし、特許文献1や特許文献2等で開示されている電荷注入層を副画素間で共通形成すると、その抵抗率の低さにより、隣接する副画素間で電流リークが生じることにより、所望の画素以外が発光し、画質が低下するという問題があった。
【0010】
この問題は、発光層と同様に、マスク等を用いて副画素である領域に選択的に電荷注入層を形成することで回避することができる。しかし、電子注入ドーパントであるCs化合物や、ホール注入ドーパントである酸化バナジウム、酸化モリブテン等は、昇華温度が高く、昇華させたときに生じる輻射熱の影響によりマスクが熱膨張してしまう。このため、マスク等を用いて電荷注入層を選択的に蒸着するのが困難であるという問題があった。
【0011】
本発明は上記課題を解決するものであり、その目的は、隣接する副画素間における電流リークを抑制しつつ、駆動電圧が低く、良好な画質を呈する有機発光素子アレイを提供することである。
【課題を解決するための手段】
【0012】
本発明の有機発光素子アレイは、基板上に、少なくとも下部電極と、電荷注入層と、上部電極と、をこの順で備える有機発光素子を有する副画素が複数個配置され、
該下部電極が該電荷注入層と接しており、
該電荷注入層が該副画素に共通形成され、
該電荷注入層のうち隣接する副画素間に形成される部分の電気抵抗について下記式1の関係を満たすことを特徴とする。
【0013】
【数1】
(式1において、RCILは、隣接する副画素間に形成される電荷注入層が有する電気抵抗を表す。Vmaxは、最大輝度時の駆動電圧を表す。Imaxは、最大輝度時に副画素に流れる電流を表す。Vleakは、最大輝度時に副画素に流れる電流(Imax)を流すのに必要な電圧を表す。Cは、得たいコントラストを表す。)
【発明の効果】
【0014】
本発明によれば、隣接する副画素間における電流リークを抑制しつつ、駆動電圧が低く、良好な画質を呈する有機発光素子アレイを提供することができる。
【発明を実施するための最良の形態】
【0015】
本発明の有機発光素子アレイは、基板上に、少なくとも下部電極と、電荷注入層と、上部電極と、をこの順で備える有機発光素子を有する副画素が複数個配置されているものである。
【0016】
以下、図面を参照しながら本発明の有機発光素子アレイについて説明するが、本発明はこれに限定されるものではない。
【0017】
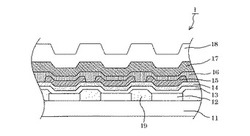
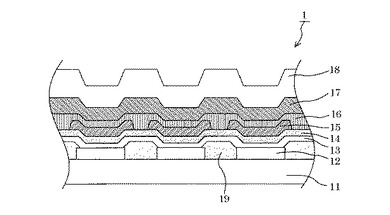
図1は、本発明の有機発光素子アレイにおける一実施形態を示す断面概略図である。図1の有機発光素子アレイ1は、基材11上に下部電極12が副画素となる位置にパターン形成されている。また各下部電極12間には、各下部電極12をそれぞれ区画するための画素分離膜19が形成されている。
【0018】
下部電極12及び画素分離膜19の上方には、下部電極12及び画素分離膜19を覆うように第一電荷注入層13が形成されている。この第一電荷注入層13上には第一電荷輸送層14が形成されている。この第一電荷輸送層14上には、発光層15が副画素となる位置にパターン形成されている。この発光層15上には、発光層15及び第一電荷輸送層14を覆うように第二電荷輸送層16が形成されている。この第二電荷輸送層16上には、第二電荷注入層17と、上部電極18とが順次形成されている。
【0019】
本発明の有機発光素子アレイは、少なくとも電荷注入層が各副画素に共通形成されるものである。ここで共通形成されるとは、各副画素に含まれる電荷注入層が共通する一層の薄膜で構成されていることをいう。また各副画素に共通形成される電荷注入層とは、例えば、図1の有機発光素子アレイにおいては第一電荷注入層13を指すものである。尚、共通形成される層は電荷注入層に限定されるものではない。例えば、図1に示される有機発光素子アレイ1のように、発光層15以外の層(第一電荷注入層13、第一電荷輸送層14、第二電荷輸送層16及び第二電荷注入層17)が各副画素に共通形成されていてもよい。また、本発明の有機発光素子アレイは、図1に示されるように下部電極11が電荷注入層(第一電荷注入層12)と接している。
【0020】
以下に、各副画素に共通形成されている電荷注入層についてさらに詳しく説明する。
【0021】
図1に示される、各副画素に共通形成されている電荷注入層(第一電荷注入層13)は、層が形成されている位置により、副画素内に形成される領域と隣接する副画素間で形成される領域とに分けることができる。ここで隣接する副画素間に形成される部分における電気抵抗については、下記式1が成立する。
【0022】
【数2】
【0023】
式1において、RCILは、隣接する副画素間に形成される電荷注入層が有する電気抵抗を表す。
【0024】
式1において、Vmaxは、最大輝度時の駆動電圧を表す。
【0025】
式1において、Imaxは、最大輝度時に副画素に流れる電流を表す。
【0026】
式1において、Vleakは、最大輝度時に副画素に流れる電流(Imax)を流すのに必要な電圧を表す。
【0027】
式1において、Cは、得たいコントラストを表す。
【0028】
式1で示されるパラメータは、電荷注入層(第一電荷注入層13)の構成材料や層の膜厚に依存するものである。
【0029】
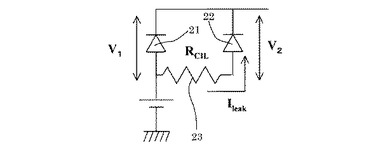
式1の意義について図面を参照しながら説明する。図2は、二種類の素子を備えた等価回路を示す図である。図2の等価回路は、陽極を駆動電源とし、陰極を共通電極とした場合における隣接する二種類の素子(第一素子21、第二素子22)に関する等価回路である。図2に示される第一素子21と第二素子22は、抵抗23を介して陽極側で電気的に接続している。ここで図2において示される抵抗23は、図1の有機発光素子アレイの構成部材である共通形成された第一電荷注入層13に相当する。
【0030】
図2に示される回路においては下記式2の関係が成り立つ。
【0031】
【数3】
【0032】
式2において、V1は、第一素子21に印加される電圧を表す。
【0033】
式2において、Ileakは、第一素子21に印加される電圧によって第二素子22へ流れる電流の大きさを表す。
【0034】
式2において、RCILは、抵抗23の電気抵抗(第一電荷注入層を介した第一素子21と第二素子22との電気抵抗)を表す。
【0035】
式2において、V2は、第二素子22に印加される電圧を表す。
【0036】
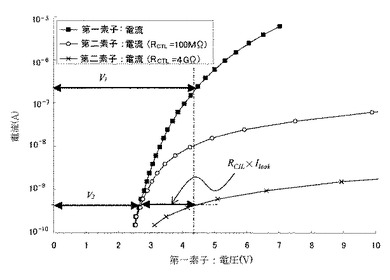
図3は、図2の等価回路における電流電圧特性の一例を示すグラフである。図3のグラフは、図2の等価回路に含まれる第一素子21に電圧V1を印加したときに、2×10-7Aの電流が流れることが示されている。また図3のグラフによれば、RCIL=100MΩの場合は、隣接画素に相当する第二素子22には、約1×10-8Aの電流が流れることになる。この値は電圧V1を印加したときに第一素子21に流れる電流(駆動電流)の1/20である。またRCIL=100MΩの場合は、隣接画素(第二素子22)において1/20程度の発光が観測される。一方、RCIL=4GΩの場合は、第二素子22には約4×10-10(A)が流れることになる。この値は第一素子21に流れる電流の1/500である。
【0037】
図3に示される電流特性を示す場合、500:1のコントラスト(C=500)を得るためには、隣接画素間の抵抗は、少なくとも4GΩ以上必要となる。
【0038】
一般的に表示素子や有機発光素子アレイに求められるコントラストは、高い方が好ましいが、コントラストを低くする要因は使用環境によって異なる。例えば、暗所で用いられる表示素子等であれば、素子がoffの場合の僅かな発光が問題となる。一方、屋外等で用いる表示素子であれば、素子自身のoff時の発光よりも、周囲光の反射の方が問題となるため、素子のOff時の発光はそれ程抑制する必要は無い。本発明の有機発光素子アレイによって抑制できるのは素子がoffの時の発光によるコントラストである。よってコントラストCの値は、そのディスプレイの用途や使用環境に応じて設定するとよい。
【0039】
以下に、本発明の有機発光素子アレイの構成部材について、詳細に説明する。
【0040】
基材として好適に使用される基板11の具体例としては、各種のガラス基板や、poly−SiでTFT等の駆動回路を形成したガラス基板、シリコンウエハー上に駆動回路を設けたもの等が挙げられる。また、基板11に対して反対側から発光した光を取り出す場合は、基板は透明である必要はないが、基板11側から発光した光を取り出す場合には、基板11は透明であることが好ましい。また、有機発光素子アレイがアクティブマトリックス型の駆動方式を採用する場合は、好ましくは、基板11上に副画素に対応したスイッチング素子を設ける。
【0041】
下部電極12及び上部電極18のうち、一方が陽極であり、もう一方が陰極である。下部電極12及び上部電極18の構成材料は、何れかが透明な材料であることが望ましい。
【0042】
陽極の構成材料として、好ましくは、仕事関数の高い材料である。具体的には、インジウム錫酸化物(ITO)等の仕事関数の大きな透明導電性材料が好適に使用される。
【0043】
陰極の構成材料として、好ましくは、仕事関数の小さい材料である。具体的には、アルミニウムやアルミニウム・リチウムの合金、マグネシウム・銀の合金等仕事関数の小さな金属が好適に使用される。
【0044】
尚、陰極を透明な電極とする場合は、有機化合物層と透明電極層との間に金属材料からなる薄膜を介在させてもよい。例えば、仕事関数が小さく陰極の構成材料として好適に使用可能な金属材料からなる薄膜を、有機化合物層と接する側に1nm〜10nm程度の膜厚で設けておいてから、この薄膜層の外側にITO等の透明導電性材料の層を設けてもよい。
【0045】
有機化合物層は、例えば、図1の有機発光素子アレイ1で示される第一電荷注入層13、第一電荷輸送層14、発光層15、第二電荷輸送層16、第二電荷注入層17等で構成される。ただし有機化合物層の構成は、下部電極12と直接接し、各副画素に共通形成される電荷注入層(第一電荷注入層13)を有する構成であれば特に限定されるものではない。有機化合物層は蒸着法等により形成されることが好ましいが、スピンコートや、スクリーン印刷、インクジェット法等を組み合わせてもよい。
【0046】
有機化合物層を構成する発光層15は、所望の発光を得る発光材料のみで構成されてもよいし、ホストとゲストとを組み合わせて構成されていてもよい。発光層がホストとゲストとで構成される場合、層の方法としては、ホスト材料と、ゲスト材料とを同時に真空蒸着し、それぞれの蒸着レートを調整することで任意のドープ濃度を有する発光層が得られる。このとき発光色に対応し、発光層の材料、或いは発光層を構成するホスト/ゲストの組み合わせを変えることにより、それぞれの有機発光素子で任意の発光を得ることができる。
【0047】
第一電荷輸送層14及び第二電荷輸送層16は、一方が正孔輸送材料からなる正孔輸送層であり、他方は電子輸送材料からなる電子輸送層である。また第一電荷注入層13及び第二電荷注入層17は、一方が正孔注入材料からなる正孔注入層であり、他方が電子注入材料からなる電子注入層である。これらは、使用する下部電極11及び上部電極18の極性に従って選択すればよい。即ち、下部電極12が陰極の場合は、第一電荷注入層13は電子注入材料で構成される電子注入層となり、第一電荷輸送層14は電子輸送材料からなる電子輸送層となる。
【0048】
正孔輸送層を構成する正孔輸送材料としては、ホール輸送層はトリフェニルジアミン誘導体、オキサジアゾール誘導体、ポリフィリル誘導体、スチルベン誘導体等の低分子化合物等が挙げられるがこれらに限定されるものではない。
【0049】
電子輸送層を構成する電子輸送材料としては、アルミキノリノール誘導体、オキサジアゾール誘導体、トリアゾール誘導体、フェニルキノキサリン誘導体、シロール誘導体等、が挙げられるがこれらに限定されるものではない。
【0050】
正孔注入層を構成する正孔注入材料としては、酸化バナジウム(VOx)、酸化モリブテン(MoOx)、酸化ルビジウム(RuOx)等の金属酸化物が挙げられる。尚、正孔注入層は、酸化バナジウム等の金属酸化物からなる層であってもよいし、酸化バナジウム等の金属酸化物と、正孔輸送材料である有機化合物とを組み合わせた混合層であってもよい。
【0051】
電子注入層を構成する電子注入材料としては、アルカリ金属、アルカリ金属塩、アルカリ金属酸化物等のアルカリ金属化合物が挙げられる。尚、電子注入層は、アルカリ金属、アルカリ金属化合物等からなる層であってもよいし、アルカリ金属、アルカリ金属化合物等と、電子輸送材料である有機化合物とを組み合わせた混合層であってもよい。ここで電子注入層が混合層である場合、電子注入層は、好ましくは、セシウム化合物と電子輸送材料である有機化合物とを組み合わせた層である。またこの混合層に含まれるセシウム化合物は、好ましくは、炭酸セシウム又は炭酸セシウムを加熱して得られる物質である。
【実施例】
【0052】
以下、実施例により本発明についてさらに詳細に説明するが、本発明はこれらの実施例に限定されるものではない。
【0053】
[実施例1]
(有機発光素子アレイの作製)
図1に示される有機発光素子アレイを以下の工程により製造した。
【0054】
まず駆動回路等を備え、副画素の形状が一辺100μmの正方形であり、各画素の間隔は20μmであるアクティブマトリックス型基板(基板11)上に、スパッタ法により、AlNdを成膜して反射電極を形成した。このとき反射電極の膜厚を100nmとした。次に、スパッタ法により、反射電極上にITOを成膜してITO薄膜を形成した。このときITO薄膜の膜厚を20nmとした。次に、フォトリソグラフィーによりパターニングを行い、下部電極12を形成した。尚、本実施例において、下部電極12は、陰極として機能する。
【0055】
次に、フォトリソグラフィー法によりポリイミドをパターン成膜して画素分離膜19を形成した。このとき画素分離膜19の膜厚を1000nmとした。この画素分離膜19を形成したときに画素分離膜19で覆われていない下部電極11の大きさ(有効画素サイズ)は、100μm×100μmであった。
【0056】
次に、下部電極12及び画素分離膜19が形成されている基板11を、大気圧下でUVオゾン洗浄を行った後、真空チャンバーに移動した。
【0057】
次に、真空チャンバー内の圧力を10-4Paに制御しながら、抵抗加熱による連続成膜を行った。
【0058】
具体的には、まず上記の下部電極12及び画素分離膜19を覆うように、下記に示すET−1と炭酸セシウムとを、炭酸セシウムが層全体に対して2.9体積%となるように共蒸着して第一電荷注入層13を形成した。このとき第一電荷注入層13の膜厚を10nmとした。
【0059】
【化1】
【0060】
次に、第一電荷注入層13上に、ET−1を成膜して第一電荷輸送層14を形成した。このとき第一電荷輸送層14の膜厚を50nmとした。
【0061】
次に、第一電荷輸送層14上に、下記に示すEM−1とEM−2とを、EM−2が層全体に対して13体積%となるように共蒸着して発光層15を形成した。
【0062】
【化2】
【0063】
尚、発光層15を形成するときは、マスク蒸着を用いて所望のパターンで形成し、膜厚を20nmとした。ここで、EM−1とEM−2との混合層である発光層15は青色の発光を呈する。
【0064】
次に、発光層15上に、下記に示すHT−1を成膜して第二電荷輸送層16を形成した。このとき第二電荷輸送層16の膜厚を10nmとした。
【0065】
【化3】
【0066】
次に、第二電荷輸送層16上に、HT−1と酸化バナジウム(V2O5)とを、体積比で1:1となるように共蒸着して第二電荷注入層17を形成した。このとき第二電荷注入層17の膜厚を20nmとした。
【0067】
次に、第二電荷注入層17上にITOを成膜し上部電極18を形成した。このとき上部電極18の膜厚を30nmとした。尚、本実施例において上部電極18は陽極として機能する。
【0068】
以上の方法により有機発光素子アレイを得た。
【0069】
(電荷注入層の抵抗率の評価)
電荷注入層である正孔注入層及び電子注入層の抵抗率について、以下の方法で評価した。
【0070】
(i)正孔注入層
ガラス基板上にHT−1と酸化バナジウム(V2O5)とを、体積比で1:1となるように共蒸着して膜厚20nmの薄膜を形成した。
【0071】
この薄膜について櫛歯電極を用いて抵抗率を測定したところ、抵抗率ρEILは約100Ωmであった。
【0072】
(ii)電子輸送層
ガラス基板上にET−1と炭酸セシウムとを、炭酸セシウムが層全体に対して2.9体積%となるように共蒸着して膜厚10nmの薄膜を形成した。
【0073】
この薄膜について櫛歯電極を用いて抵抗率を測定したところ、抵抗率ρHILは約270Ωmであった。
【0074】
(有機発光素子アレイの特性評価)
このときの副画素間の抵抗RCILは以下の通りと予想される。
【0075】
【数4】
【0076】
また本実施例の有機発光素子アレイについてアクティブマトリクス駆動を行ったところ、輪郭がシャープでコントラストの高い良好な表示が得られた。
【0077】
[比較例1]
(有機発光素子アレイの作製)
実施例1において、第一電荷注入層の膜厚を50nmとし、第一電荷輸送層の膜厚を10nmとしたことを除いては、実施例1と同様の方法により有機発光素子アレイを得た。
【0078】
このときの副画素間の抵抗RCILは以下の通りと予想される。
【0079】
【数5】
【0080】
また本比較例の有機発光素子アレイについてアクティブマトリクス駆動を行ったが、白表示の輪郭がぼやけた表示となった。
【0081】
[実施例2]
(有機発光素子アレイの作製)
図1に示される有機発光素子アレイを以下の工程により製造した。
【0082】
まず実施例1と同様の方法により、下部電極11及び画素分離膜19が形成されているガラス基板(基板11)を作製した。尚、本実施例において、下部電極11は陽極として機能する。また、本実施例で使用した基板11は、副画素の形状が190μm×63μmの長方形であり、各画素の間隔は20μmであるアクティブマトリックス型基板である。さらに画素分離膜19を形成したときに画素分離膜19で覆われていない下部電極11の大きさ(有効画素サイズ)は、140μm×43μmである。
【0083】
次に、下部電極12及び画素分離膜19が形成されている基板11を、大気圧下でUVオゾン洗浄を行った後、真空チャンバーに移動した。
【0084】
次に、真空チャンバー内の圧力を10-4Paに制御しながら、抵抗加熱による連続成膜を行った。
【0085】
具体的には、まず下部電極11上に、HT−1と酸化バナジウムとを、体積比で1:1となるように共蒸着して、下部電極11と画素分離膜19とを覆う第一電荷注入層12を形成した。このとき第一電荷注入層12の膜厚を10nmとした。
【0086】
次に、第一電荷注入層12上に、HT−1を成膜して第一電荷輸送層13を形成した。このとき第一電荷輸送層13の膜厚を50nmとした。
【0087】
次に、第一電荷輸送層14上に、EM−1とEM−2とを、EM−2が層全体に対して13体積%となるように共蒸着して発光層15を形成した。このとき発光層15の膜厚を20nmとした。尚、発光層15を形成する方法は実施例1と同様である。
【0088】
次に、発光層15上に、ET−1を成膜して第二電荷輸送層16を形成した。このとき二電荷輸送層16の膜厚を10nmとした。
【0089】
次に、第二電荷輸送層16上にET−1と炭酸セシウムとを、炭酸セシウムが層全体に対して2.9体積%となるように共蒸着して第二電荷注入層17を形成した。このとき第二電荷注入層17の膜厚を20nmとした。
【0090】
次に、第二電荷注入層17上にITOを成膜し上部電極18を形成した。このとき上部電極18の膜厚を30nmとした。尚、本実施例において上部電極18は陰極として機能する。
【0091】
以上の方法により有機発光素子アレイを得た。
【0092】
このときの副画素間の抵抗RCILは以下の通りと予想される。
【0093】
【数6】
【0094】
また本実施例の有機発光素子アレイについてアクティブマトリクス駆動を行ったところ、実施例1と同様に、輪郭がシャープでコントラストの高い良好な表示が得られた。
【0095】
[比較例2]
(有機発光素子アレイの作製)
実施例2において、第一電荷注入層の膜厚を50nmとし、第一電荷輸送層の膜厚を10nmとしたことを除いては、実施例2と同様の方法により有機発光素子アレイを得た。
このときのRCILは以下の通りと予想される。
【0096】
このときの副画素間の抵抗RCILは以下の通りと予想される。
【0097】
【数7】
【0098】
また本比較例の有機発光素子アレイについてアクティブマトリクス駆動を行ったが、白表示の輪郭がぼやけた表示となった。
【0099】
[実施例3]
(有機発光素子アレイの作製)
図1に示される有機発光素子アレイを以下の工程により製造した。
【0100】
まず実施例1と同様の方法により、下部電極11及び画素分離膜19が形成されているガラス基板(基板11)を作製した。尚、本実施例において、下部電極11は陰極として機能する。また、本実施例で使用した基板11は、副画素の形状が96μm×32μmの長方形であり、各画素の間隔は20μmであるアクティブマトリックス型基板である。さらに画素分離膜19を形成したときに画素分離膜19で覆われていない下部電極11の大きさ(有効画素サイズ)は、76μm×12μmである。
【0101】
次に、下部電極12及び画素分離膜19が形成されている基板11を、大気圧下でUVオゾン洗浄を行った後、真空チャンバーに移動した。
【0102】
次に、真空チャンバー内の圧力を10-4Paに制御しながら、抵抗加熱による連続成膜を行った。
【0103】
具体的には、まず上記の下部電極12及び画素分離膜19を覆うように、ET−1と炭酸セシウムとを、炭酸セシウムが層全体に対して0.3体積%となるように共蒸着して第一電荷注入層13を形成した。このとき第一電荷注入層13の膜厚を10nmとした。
【0104】
次に、第一電荷注入層13上に、ET−1を成膜して第一電荷輸送層14を形成した。このとき第一電荷輸送層14の膜厚を50nmとした。
【0105】
次に、第一電荷輸送層14上に、EM−1とEM−2とを、EM−2が層全体に対して13体積%となるように共蒸着して発光層15を形成した。尚、発光層15を形成するときは、マスク蒸着を用いて所望のパターンで形成し、膜厚を20nmとした。
【0106】
次に、発光層15上に、HT−1を成膜して第二電荷輸送層16を形成した。このとき第二電荷輸送層16の膜厚を10nmとした。
【0107】
次に、第二電荷輸送層16上に、HT−1と酸化バナジウムとを、体積比で1:1となるように共蒸着して第二電荷注入層17を形成した。このとき第二電荷注入層17の膜厚を20nmとした。
【0108】
次に、第二電荷注入層17上にITOを成膜し上部電極18を形成した。このとき上部電極18の膜厚を30nmとした。尚、本実施例において上部電極18は陽極として機能する。
【0109】
以上の方法により有機発光素子アレイを得た。
【0110】
ここで、実施例3に用いた電子注入層、すなわち、電子注入層:ET−1と炭酸セシウム0.6Vol%の共蒸着層について抵抗率の測定をおこなったところ、抵抗率ρEILは約350Ωmであった。
【0111】
このときの副画素間の抵抗RCILは以下の通りと予想される。
【0112】
【数8】
【0113】
また本実施例の有機発光素子アレイについてアクティブマトリクス駆動を行ったところ、実施例1と同様に、輪郭がシャープでコントラストの高い良好な表示が得られた。
【0114】
[比較例3]
(有機発光素子アレイの作製)
実施例3において、第一電荷注入層の膜厚を50nmとし、第一電荷輸送層の膜厚を10nmとしたことを除いては、実施例3と同様の方法により有機発光素子アレイを得た。
【0115】
このときの副画素間の抵抗RCILは以下の通りと予想される。
【0116】
【数9】
【0117】
また本比較例の有機発光素子アレイについてアクティブマトリクス駆動を行ったが、白表示の輪郭がぼやけた表示となった。
【図面の簡単な説明】
【0118】
【図1】本発明の有機発光素子アレイにおける一実施形態を示す断面概略図である。
【図2】二種類の素子を備えた等価回路を示す図である。
【図3】図2の等価回路における電流電圧特性の一例を示すグラフである。
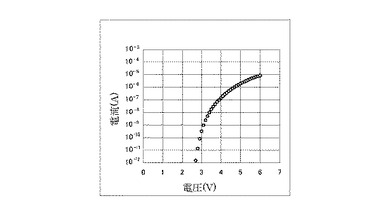
【図4】実施例1及び比較例1の有機発光素子アレイにおける電流電圧特性を示すグラフである。
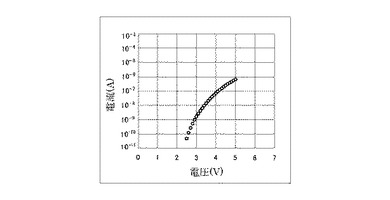
【図5】実施例2及び比較例2の有機発光素子アレイにおける電流電圧特性を示すグラフである。
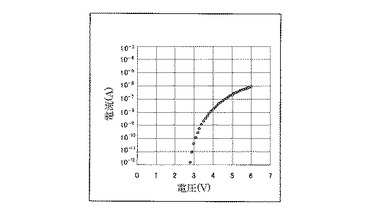
【図6】実施例3及び比較例3の有機発光素子アレイにおける電流電圧特性を示すグラフである。
【符号の説明】
【0119】
1 有機発光素子
11 基板
12 下部電極
13 第一電荷注入層
14 第一電荷輸送層
15 発光層
16 第二電荷輸送層
17 第二電荷注入層
18 対向電極
21 第一素子
22 第二素子
23 抵抗
【技術分野】
【0001】
本発明は、有機発光素子を複数有する有機発光素子アレイに関する。
【背景技術】
【0002】
近年、有機発光素子に関しては、研究開発が精力的に進められており、単色や、青、赤等の色を加えたエリアカラータイプの有機発光素子アレイが製品化されている。現在は、フルカラー化へ向けた有機発光素子アレイの開発、製品化が活発化している。
【0003】
有機発光素子アレイを構成する有機発光素子は、陽極と陰極との間に有機化合物からなる薄膜が設けられている電子素子である。また有機発光素子は、陽極と陰極からそれぞれホールと電子とを注入し、これらホールと電子とが再結合した際に発生するエネルギーを光として取り出す電子素子である。ここで有機発光素子は、電荷の注入特性を向上させることにより、駆動電圧の低減、発光効率の向上、安定性の向上等がもたらされることが知られている。
【0004】
ここで有機発光素子の電荷注入特性の向上の手段として、既に、いくつかの具体案が提案されている。例えば特許文献1では、ホール注入特性を改善させる手法として、酸化バナジウム、酸化モリブテン、酸化ルビジウム等の金属酸化物とホール輸送材料との混合物からなる混合層をホール注入層として導入する技術が開示されている。また特許文献1では、導入した混合層の抵抗率が低いことも示されている。
【0005】
一方で、電子輸送材料と、アルカリ金属、アルカリ金属塩又はアルカリ金属酸化物との混合物からなる混合層を電子注入層として導入することにより、駆動電圧を低減できることはよく知られている。特許文献2では、種々の金属電極から電子を注入することを可能にする技術として、取り扱いの容易な炭酸セシウムと電子輸送材料とを混合してなる混合層を電子注入層として導入する技術が開示されている。
【0006】
【特許文献1】特開2006−024791号公報
【特許文献2】特開2005−183265号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
ところで有機発光素子を複数組み込んで素子アレイを形成する場合、有機発光素子を駆動する形式は単純マトリクス型やTFT駆動型であるのが一般的である。
【0008】
また有機発光素子を用いて多色或いはフルカラー表示を行う場合は、赤、緑、青等の発光を呈する有機発光素子をアレイ状に並べることで実現される。例えば、低分子蒸着型の有機発光素子であれば、蒸着マスクを用いて、発光層を画素毎に選択的に蒸着することで実現される。また、塗布型の有機発光素子であれば、発光層を印刷やインクジェット等で画素毎に選択的に塗り分けることで実現している。
【0009】
一方で発光層以外の層は、生産性の向上や、生産コストの削減の観点から、有機発光素子を形成する副画素間で共通形成をすることが望ましい。しかし、特許文献1や特許文献2等で開示されている電荷注入層を副画素間で共通形成すると、その抵抗率の低さにより、隣接する副画素間で電流リークが生じることにより、所望の画素以外が発光し、画質が低下するという問題があった。
【0010】
この問題は、発光層と同様に、マスク等を用いて副画素である領域に選択的に電荷注入層を形成することで回避することができる。しかし、電子注入ドーパントであるCs化合物や、ホール注入ドーパントである酸化バナジウム、酸化モリブテン等は、昇華温度が高く、昇華させたときに生じる輻射熱の影響によりマスクが熱膨張してしまう。このため、マスク等を用いて電荷注入層を選択的に蒸着するのが困難であるという問題があった。
【0011】
本発明は上記課題を解決するものであり、その目的は、隣接する副画素間における電流リークを抑制しつつ、駆動電圧が低く、良好な画質を呈する有機発光素子アレイを提供することである。
【課題を解決するための手段】
【0012】
本発明の有機発光素子アレイは、基板上に、少なくとも下部電極と、電荷注入層と、上部電極と、をこの順で備える有機発光素子を有する副画素が複数個配置され、
該下部電極が該電荷注入層と接しており、
該電荷注入層が該副画素に共通形成され、
該電荷注入層のうち隣接する副画素間に形成される部分の電気抵抗について下記式1の関係を満たすことを特徴とする。
【0013】
【数1】
(式1において、RCILは、隣接する副画素間に形成される電荷注入層が有する電気抵抗を表す。Vmaxは、最大輝度時の駆動電圧を表す。Imaxは、最大輝度時に副画素に流れる電流を表す。Vleakは、最大輝度時に副画素に流れる電流(Imax)を流すのに必要な電圧を表す。Cは、得たいコントラストを表す。)
【発明の効果】
【0014】
本発明によれば、隣接する副画素間における電流リークを抑制しつつ、駆動電圧が低く、良好な画質を呈する有機発光素子アレイを提供することができる。
【発明を実施するための最良の形態】
【0015】
本発明の有機発光素子アレイは、基板上に、少なくとも下部電極と、電荷注入層と、上部電極と、をこの順で備える有機発光素子を有する副画素が複数個配置されているものである。
【0016】
以下、図面を参照しながら本発明の有機発光素子アレイについて説明するが、本発明はこれに限定されるものではない。
【0017】
図1は、本発明の有機発光素子アレイにおける一実施形態を示す断面概略図である。図1の有機発光素子アレイ1は、基材11上に下部電極12が副画素となる位置にパターン形成されている。また各下部電極12間には、各下部電極12をそれぞれ区画するための画素分離膜19が形成されている。
【0018】
下部電極12及び画素分離膜19の上方には、下部電極12及び画素分離膜19を覆うように第一電荷注入層13が形成されている。この第一電荷注入層13上には第一電荷輸送層14が形成されている。この第一電荷輸送層14上には、発光層15が副画素となる位置にパターン形成されている。この発光層15上には、発光層15及び第一電荷輸送層14を覆うように第二電荷輸送層16が形成されている。この第二電荷輸送層16上には、第二電荷注入層17と、上部電極18とが順次形成されている。
【0019】
本発明の有機発光素子アレイは、少なくとも電荷注入層が各副画素に共通形成されるものである。ここで共通形成されるとは、各副画素に含まれる電荷注入層が共通する一層の薄膜で構成されていることをいう。また各副画素に共通形成される電荷注入層とは、例えば、図1の有機発光素子アレイにおいては第一電荷注入層13を指すものである。尚、共通形成される層は電荷注入層に限定されるものではない。例えば、図1に示される有機発光素子アレイ1のように、発光層15以外の層(第一電荷注入層13、第一電荷輸送層14、第二電荷輸送層16及び第二電荷注入層17)が各副画素に共通形成されていてもよい。また、本発明の有機発光素子アレイは、図1に示されるように下部電極11が電荷注入層(第一電荷注入層12)と接している。
【0020】
以下に、各副画素に共通形成されている電荷注入層についてさらに詳しく説明する。
【0021】
図1に示される、各副画素に共通形成されている電荷注入層(第一電荷注入層13)は、層が形成されている位置により、副画素内に形成される領域と隣接する副画素間で形成される領域とに分けることができる。ここで隣接する副画素間に形成される部分における電気抵抗については、下記式1が成立する。
【0022】
【数2】
【0023】
式1において、RCILは、隣接する副画素間に形成される電荷注入層が有する電気抵抗を表す。
【0024】
式1において、Vmaxは、最大輝度時の駆動電圧を表す。
【0025】
式1において、Imaxは、最大輝度時に副画素に流れる電流を表す。
【0026】
式1において、Vleakは、最大輝度時に副画素に流れる電流(Imax)を流すのに必要な電圧を表す。
【0027】
式1において、Cは、得たいコントラストを表す。
【0028】
式1で示されるパラメータは、電荷注入層(第一電荷注入層13)の構成材料や層の膜厚に依存するものである。
【0029】
式1の意義について図面を参照しながら説明する。図2は、二種類の素子を備えた等価回路を示す図である。図2の等価回路は、陽極を駆動電源とし、陰極を共通電極とした場合における隣接する二種類の素子(第一素子21、第二素子22)に関する等価回路である。図2に示される第一素子21と第二素子22は、抵抗23を介して陽極側で電気的に接続している。ここで図2において示される抵抗23は、図1の有機発光素子アレイの構成部材である共通形成された第一電荷注入層13に相当する。
【0030】
図2に示される回路においては下記式2の関係が成り立つ。
【0031】
【数3】
【0032】
式2において、V1は、第一素子21に印加される電圧を表す。
【0033】
式2において、Ileakは、第一素子21に印加される電圧によって第二素子22へ流れる電流の大きさを表す。
【0034】
式2において、RCILは、抵抗23の電気抵抗(第一電荷注入層を介した第一素子21と第二素子22との電気抵抗)を表す。
【0035】
式2において、V2は、第二素子22に印加される電圧を表す。
【0036】
図3は、図2の等価回路における電流電圧特性の一例を示すグラフである。図3のグラフは、図2の等価回路に含まれる第一素子21に電圧V1を印加したときに、2×10-7Aの電流が流れることが示されている。また図3のグラフによれば、RCIL=100MΩの場合は、隣接画素に相当する第二素子22には、約1×10-8Aの電流が流れることになる。この値は電圧V1を印加したときに第一素子21に流れる電流(駆動電流)の1/20である。またRCIL=100MΩの場合は、隣接画素(第二素子22)において1/20程度の発光が観測される。一方、RCIL=4GΩの場合は、第二素子22には約4×10-10(A)が流れることになる。この値は第一素子21に流れる電流の1/500である。
【0037】
図3に示される電流特性を示す場合、500:1のコントラスト(C=500)を得るためには、隣接画素間の抵抗は、少なくとも4GΩ以上必要となる。
【0038】
一般的に表示素子や有機発光素子アレイに求められるコントラストは、高い方が好ましいが、コントラストを低くする要因は使用環境によって異なる。例えば、暗所で用いられる表示素子等であれば、素子がoffの場合の僅かな発光が問題となる。一方、屋外等で用いる表示素子であれば、素子自身のoff時の発光よりも、周囲光の反射の方が問題となるため、素子のOff時の発光はそれ程抑制する必要は無い。本発明の有機発光素子アレイによって抑制できるのは素子がoffの時の発光によるコントラストである。よってコントラストCの値は、そのディスプレイの用途や使用環境に応じて設定するとよい。
【0039】
以下に、本発明の有機発光素子アレイの構成部材について、詳細に説明する。
【0040】
基材として好適に使用される基板11の具体例としては、各種のガラス基板や、poly−SiでTFT等の駆動回路を形成したガラス基板、シリコンウエハー上に駆動回路を設けたもの等が挙げられる。また、基板11に対して反対側から発光した光を取り出す場合は、基板は透明である必要はないが、基板11側から発光した光を取り出す場合には、基板11は透明であることが好ましい。また、有機発光素子アレイがアクティブマトリックス型の駆動方式を採用する場合は、好ましくは、基板11上に副画素に対応したスイッチング素子を設ける。
【0041】
下部電極12及び上部電極18のうち、一方が陽極であり、もう一方が陰極である。下部電極12及び上部電極18の構成材料は、何れかが透明な材料であることが望ましい。
【0042】
陽極の構成材料として、好ましくは、仕事関数の高い材料である。具体的には、インジウム錫酸化物(ITO)等の仕事関数の大きな透明導電性材料が好適に使用される。
【0043】
陰極の構成材料として、好ましくは、仕事関数の小さい材料である。具体的には、アルミニウムやアルミニウム・リチウムの合金、マグネシウム・銀の合金等仕事関数の小さな金属が好適に使用される。
【0044】
尚、陰極を透明な電極とする場合は、有機化合物層と透明電極層との間に金属材料からなる薄膜を介在させてもよい。例えば、仕事関数が小さく陰極の構成材料として好適に使用可能な金属材料からなる薄膜を、有機化合物層と接する側に1nm〜10nm程度の膜厚で設けておいてから、この薄膜層の外側にITO等の透明導電性材料の層を設けてもよい。
【0045】
有機化合物層は、例えば、図1の有機発光素子アレイ1で示される第一電荷注入層13、第一電荷輸送層14、発光層15、第二電荷輸送層16、第二電荷注入層17等で構成される。ただし有機化合物層の構成は、下部電極12と直接接し、各副画素に共通形成される電荷注入層(第一電荷注入層13)を有する構成であれば特に限定されるものではない。有機化合物層は蒸着法等により形成されることが好ましいが、スピンコートや、スクリーン印刷、インクジェット法等を組み合わせてもよい。
【0046】
有機化合物層を構成する発光層15は、所望の発光を得る発光材料のみで構成されてもよいし、ホストとゲストとを組み合わせて構成されていてもよい。発光層がホストとゲストとで構成される場合、層の方法としては、ホスト材料と、ゲスト材料とを同時に真空蒸着し、それぞれの蒸着レートを調整することで任意のドープ濃度を有する発光層が得られる。このとき発光色に対応し、発光層の材料、或いは発光層を構成するホスト/ゲストの組み合わせを変えることにより、それぞれの有機発光素子で任意の発光を得ることができる。
【0047】
第一電荷輸送層14及び第二電荷輸送層16は、一方が正孔輸送材料からなる正孔輸送層であり、他方は電子輸送材料からなる電子輸送層である。また第一電荷注入層13及び第二電荷注入層17は、一方が正孔注入材料からなる正孔注入層であり、他方が電子注入材料からなる電子注入層である。これらは、使用する下部電極11及び上部電極18の極性に従って選択すればよい。即ち、下部電極12が陰極の場合は、第一電荷注入層13は電子注入材料で構成される電子注入層となり、第一電荷輸送層14は電子輸送材料からなる電子輸送層となる。
【0048】
正孔輸送層を構成する正孔輸送材料としては、ホール輸送層はトリフェニルジアミン誘導体、オキサジアゾール誘導体、ポリフィリル誘導体、スチルベン誘導体等の低分子化合物等が挙げられるがこれらに限定されるものではない。
【0049】
電子輸送層を構成する電子輸送材料としては、アルミキノリノール誘導体、オキサジアゾール誘導体、トリアゾール誘導体、フェニルキノキサリン誘導体、シロール誘導体等、が挙げられるがこれらに限定されるものではない。
【0050】
正孔注入層を構成する正孔注入材料としては、酸化バナジウム(VOx)、酸化モリブテン(MoOx)、酸化ルビジウム(RuOx)等の金属酸化物が挙げられる。尚、正孔注入層は、酸化バナジウム等の金属酸化物からなる層であってもよいし、酸化バナジウム等の金属酸化物と、正孔輸送材料である有機化合物とを組み合わせた混合層であってもよい。
【0051】
電子注入層を構成する電子注入材料としては、アルカリ金属、アルカリ金属塩、アルカリ金属酸化物等のアルカリ金属化合物が挙げられる。尚、電子注入層は、アルカリ金属、アルカリ金属化合物等からなる層であってもよいし、アルカリ金属、アルカリ金属化合物等と、電子輸送材料である有機化合物とを組み合わせた混合層であってもよい。ここで電子注入層が混合層である場合、電子注入層は、好ましくは、セシウム化合物と電子輸送材料である有機化合物とを組み合わせた層である。またこの混合層に含まれるセシウム化合物は、好ましくは、炭酸セシウム又は炭酸セシウムを加熱して得られる物質である。
【実施例】
【0052】
以下、実施例により本発明についてさらに詳細に説明するが、本発明はこれらの実施例に限定されるものではない。
【0053】
[実施例1]
(有機発光素子アレイの作製)
図1に示される有機発光素子アレイを以下の工程により製造した。
【0054】
まず駆動回路等を備え、副画素の形状が一辺100μmの正方形であり、各画素の間隔は20μmであるアクティブマトリックス型基板(基板11)上に、スパッタ法により、AlNdを成膜して反射電極を形成した。このとき反射電極の膜厚を100nmとした。次に、スパッタ法により、反射電極上にITOを成膜してITO薄膜を形成した。このときITO薄膜の膜厚を20nmとした。次に、フォトリソグラフィーによりパターニングを行い、下部電極12を形成した。尚、本実施例において、下部電極12は、陰極として機能する。
【0055】
次に、フォトリソグラフィー法によりポリイミドをパターン成膜して画素分離膜19を形成した。このとき画素分離膜19の膜厚を1000nmとした。この画素分離膜19を形成したときに画素分離膜19で覆われていない下部電極11の大きさ(有効画素サイズ)は、100μm×100μmであった。
【0056】
次に、下部電極12及び画素分離膜19が形成されている基板11を、大気圧下でUVオゾン洗浄を行った後、真空チャンバーに移動した。
【0057】
次に、真空チャンバー内の圧力を10-4Paに制御しながら、抵抗加熱による連続成膜を行った。
【0058】
具体的には、まず上記の下部電極12及び画素分離膜19を覆うように、下記に示すET−1と炭酸セシウムとを、炭酸セシウムが層全体に対して2.9体積%となるように共蒸着して第一電荷注入層13を形成した。このとき第一電荷注入層13の膜厚を10nmとした。
【0059】
【化1】
【0060】
次に、第一電荷注入層13上に、ET−1を成膜して第一電荷輸送層14を形成した。このとき第一電荷輸送層14の膜厚を50nmとした。
【0061】
次に、第一電荷輸送層14上に、下記に示すEM−1とEM−2とを、EM−2が層全体に対して13体積%となるように共蒸着して発光層15を形成した。
【0062】
【化2】
【0063】
尚、発光層15を形成するときは、マスク蒸着を用いて所望のパターンで形成し、膜厚を20nmとした。ここで、EM−1とEM−2との混合層である発光層15は青色の発光を呈する。
【0064】
次に、発光層15上に、下記に示すHT−1を成膜して第二電荷輸送層16を形成した。このとき第二電荷輸送層16の膜厚を10nmとした。
【0065】
【化3】
【0066】
次に、第二電荷輸送層16上に、HT−1と酸化バナジウム(V2O5)とを、体積比で1:1となるように共蒸着して第二電荷注入層17を形成した。このとき第二電荷注入層17の膜厚を20nmとした。
【0067】
次に、第二電荷注入層17上にITOを成膜し上部電極18を形成した。このとき上部電極18の膜厚を30nmとした。尚、本実施例において上部電極18は陽極として機能する。
【0068】
以上の方法により有機発光素子アレイを得た。
【0069】
(電荷注入層の抵抗率の評価)
電荷注入層である正孔注入層及び電子注入層の抵抗率について、以下の方法で評価した。
【0070】
(i)正孔注入層
ガラス基板上にHT−1と酸化バナジウム(V2O5)とを、体積比で1:1となるように共蒸着して膜厚20nmの薄膜を形成した。
【0071】
この薄膜について櫛歯電極を用いて抵抗率を測定したところ、抵抗率ρEILは約100Ωmであった。
【0072】
(ii)電子輸送層
ガラス基板上にET−1と炭酸セシウムとを、炭酸セシウムが層全体に対して2.9体積%となるように共蒸着して膜厚10nmの薄膜を形成した。
【0073】
この薄膜について櫛歯電極を用いて抵抗率を測定したところ、抵抗率ρHILは約270Ωmであった。
【0074】
(有機発光素子アレイの特性評価)
このときの副画素間の抵抗RCILは以下の通りと予想される。
【0075】
【数4】
【0076】
また本実施例の有機発光素子アレイについてアクティブマトリクス駆動を行ったところ、輪郭がシャープでコントラストの高い良好な表示が得られた。
【0077】
[比較例1]
(有機発光素子アレイの作製)
実施例1において、第一電荷注入層の膜厚を50nmとし、第一電荷輸送層の膜厚を10nmとしたことを除いては、実施例1と同様の方法により有機発光素子アレイを得た。
【0078】
このときの副画素間の抵抗RCILは以下の通りと予想される。
【0079】
【数5】
【0080】
また本比較例の有機発光素子アレイについてアクティブマトリクス駆動を行ったが、白表示の輪郭がぼやけた表示となった。
【0081】
[実施例2]
(有機発光素子アレイの作製)
図1に示される有機発光素子アレイを以下の工程により製造した。
【0082】
まず実施例1と同様の方法により、下部電極11及び画素分離膜19が形成されているガラス基板(基板11)を作製した。尚、本実施例において、下部電極11は陽極として機能する。また、本実施例で使用した基板11は、副画素の形状が190μm×63μmの長方形であり、各画素の間隔は20μmであるアクティブマトリックス型基板である。さらに画素分離膜19を形成したときに画素分離膜19で覆われていない下部電極11の大きさ(有効画素サイズ)は、140μm×43μmである。
【0083】
次に、下部電極12及び画素分離膜19が形成されている基板11を、大気圧下でUVオゾン洗浄を行った後、真空チャンバーに移動した。
【0084】
次に、真空チャンバー内の圧力を10-4Paに制御しながら、抵抗加熱による連続成膜を行った。
【0085】
具体的には、まず下部電極11上に、HT−1と酸化バナジウムとを、体積比で1:1となるように共蒸着して、下部電極11と画素分離膜19とを覆う第一電荷注入層12を形成した。このとき第一電荷注入層12の膜厚を10nmとした。
【0086】
次に、第一電荷注入層12上に、HT−1を成膜して第一電荷輸送層13を形成した。このとき第一電荷輸送層13の膜厚を50nmとした。
【0087】
次に、第一電荷輸送層14上に、EM−1とEM−2とを、EM−2が層全体に対して13体積%となるように共蒸着して発光層15を形成した。このとき発光層15の膜厚を20nmとした。尚、発光層15を形成する方法は実施例1と同様である。
【0088】
次に、発光層15上に、ET−1を成膜して第二電荷輸送層16を形成した。このとき二電荷輸送層16の膜厚を10nmとした。
【0089】
次に、第二電荷輸送層16上にET−1と炭酸セシウムとを、炭酸セシウムが層全体に対して2.9体積%となるように共蒸着して第二電荷注入層17を形成した。このとき第二電荷注入層17の膜厚を20nmとした。
【0090】
次に、第二電荷注入層17上にITOを成膜し上部電極18を形成した。このとき上部電極18の膜厚を30nmとした。尚、本実施例において上部電極18は陰極として機能する。
【0091】
以上の方法により有機発光素子アレイを得た。
【0092】
このときの副画素間の抵抗RCILは以下の通りと予想される。
【0093】
【数6】
【0094】
また本実施例の有機発光素子アレイについてアクティブマトリクス駆動を行ったところ、実施例1と同様に、輪郭がシャープでコントラストの高い良好な表示が得られた。
【0095】
[比較例2]
(有機発光素子アレイの作製)
実施例2において、第一電荷注入層の膜厚を50nmとし、第一電荷輸送層の膜厚を10nmとしたことを除いては、実施例2と同様の方法により有機発光素子アレイを得た。
このときのRCILは以下の通りと予想される。
【0096】
このときの副画素間の抵抗RCILは以下の通りと予想される。
【0097】
【数7】
【0098】
また本比較例の有機発光素子アレイについてアクティブマトリクス駆動を行ったが、白表示の輪郭がぼやけた表示となった。
【0099】
[実施例3]
(有機発光素子アレイの作製)
図1に示される有機発光素子アレイを以下の工程により製造した。
【0100】
まず実施例1と同様の方法により、下部電極11及び画素分離膜19が形成されているガラス基板(基板11)を作製した。尚、本実施例において、下部電極11は陰極として機能する。また、本実施例で使用した基板11は、副画素の形状が96μm×32μmの長方形であり、各画素の間隔は20μmであるアクティブマトリックス型基板である。さらに画素分離膜19を形成したときに画素分離膜19で覆われていない下部電極11の大きさ(有効画素サイズ)は、76μm×12μmである。
【0101】
次に、下部電極12及び画素分離膜19が形成されている基板11を、大気圧下でUVオゾン洗浄を行った後、真空チャンバーに移動した。
【0102】
次に、真空チャンバー内の圧力を10-4Paに制御しながら、抵抗加熱による連続成膜を行った。
【0103】
具体的には、まず上記の下部電極12及び画素分離膜19を覆うように、ET−1と炭酸セシウムとを、炭酸セシウムが層全体に対して0.3体積%となるように共蒸着して第一電荷注入層13を形成した。このとき第一電荷注入層13の膜厚を10nmとした。
【0104】
次に、第一電荷注入層13上に、ET−1を成膜して第一電荷輸送層14を形成した。このとき第一電荷輸送層14の膜厚を50nmとした。
【0105】
次に、第一電荷輸送層14上に、EM−1とEM−2とを、EM−2が層全体に対して13体積%となるように共蒸着して発光層15を形成した。尚、発光層15を形成するときは、マスク蒸着を用いて所望のパターンで形成し、膜厚を20nmとした。
【0106】
次に、発光層15上に、HT−1を成膜して第二電荷輸送層16を形成した。このとき第二電荷輸送層16の膜厚を10nmとした。
【0107】
次に、第二電荷輸送層16上に、HT−1と酸化バナジウムとを、体積比で1:1となるように共蒸着して第二電荷注入層17を形成した。このとき第二電荷注入層17の膜厚を20nmとした。
【0108】
次に、第二電荷注入層17上にITOを成膜し上部電極18を形成した。このとき上部電極18の膜厚を30nmとした。尚、本実施例において上部電極18は陽極として機能する。
【0109】
以上の方法により有機発光素子アレイを得た。
【0110】
ここで、実施例3に用いた電子注入層、すなわち、電子注入層:ET−1と炭酸セシウム0.6Vol%の共蒸着層について抵抗率の測定をおこなったところ、抵抗率ρEILは約350Ωmであった。
【0111】
このときの副画素間の抵抗RCILは以下の通りと予想される。
【0112】
【数8】
【0113】
また本実施例の有機発光素子アレイについてアクティブマトリクス駆動を行ったところ、実施例1と同様に、輪郭がシャープでコントラストの高い良好な表示が得られた。
【0114】
[比較例3]
(有機発光素子アレイの作製)
実施例3において、第一電荷注入層の膜厚を50nmとし、第一電荷輸送層の膜厚を10nmとしたことを除いては、実施例3と同様の方法により有機発光素子アレイを得た。
【0115】
このときの副画素間の抵抗RCILは以下の通りと予想される。
【0116】
【数9】
【0117】
また本比較例の有機発光素子アレイについてアクティブマトリクス駆動を行ったが、白表示の輪郭がぼやけた表示となった。
【図面の簡単な説明】
【0118】
【図1】本発明の有機発光素子アレイにおける一実施形態を示す断面概略図である。
【図2】二種類の素子を備えた等価回路を示す図である。
【図3】図2の等価回路における電流電圧特性の一例を示すグラフである。
【図4】実施例1及び比較例1の有機発光素子アレイにおける電流電圧特性を示すグラフである。
【図5】実施例2及び比較例2の有機発光素子アレイにおける電流電圧特性を示すグラフである。
【図6】実施例3及び比較例3の有機発光素子アレイにおける電流電圧特性を示すグラフである。
【符号の説明】
【0119】
1 有機発光素子
11 基板
12 下部電極
13 第一電荷注入層
14 第一電荷輸送層
15 発光層
16 第二電荷輸送層
17 第二電荷注入層
18 対向電極
21 第一素子
22 第二素子
23 抵抗
【特許請求の範囲】
【請求項1】
基板上に、少なくとも下部電極と、電荷注入層と、上部電極と、をこの順で備える有機発光素子を有する副画素が複数個配置され、
該下部電極が該電荷注入層と接しており、
該電荷注入層が該副画素に共通形成され、
該電荷注入層のうち隣接する副画素間に形成される部分の電気抵抗について下記式1の関係を満たすことを特徴とする、有機発光素子アレイ。
【数1】
(式1において、RCILは、隣接する副画素間に形成される電荷注入層が有する電気抵抗を表す。Vmaxは、最大輝度時の駆動電圧を表す。Imaxは、最大輝度時に副画素に流れる電流を表す。Vleakは、最大輝度時に副画素に流れる電流(Imax)を流すのに必要な電圧を表す。Cは、得たいコントラストを表す。)
【請求項2】
前記電荷注入層が電子注入層であることを特徴とする、請求項1記載の有機発光素子アレイ。
【請求項3】
前記電子注入層がアルカリ金属又はアルカリ金属化合物と電子輸送材料とから構成されることを特徴とする、請求項1又は2に記載の有機発光素子アレイ。
【請求項4】
前記アルカリ金属化合物がセシウム化合物であることを特徴とする、請求項3に記載の有機発光素子アレイ。
【請求項5】
前記セシウム化合物が炭酸セシウム又は該炭酸セシウムを加熱して得られる物質であることを特徴とする、請求項1乃至4記載の有機発光素子アレイ。
【請求項6】
前記電荷注入層が正孔注入層であることを特徴とする、請求項1記載の有機発光素子アレイ。
【請求項7】
前記正孔注入層が金属酸化物から構成されることを特徴とする、請求項6記載の有機発光素子アレイ。
【請求項8】
前記正孔注入層が金属酸化物から構成される層と、正孔輸送材料との混合層からなることを特徴とする、請求項6記載の有機発光素子アレイ。
【請求項9】
前記副画素に対応する位置にスイッチング素子が設けられていることを特徴とする、請求項1乃至8の有機発光素子アレイ。
【請求項1】
基板上に、少なくとも下部電極と、電荷注入層と、上部電極と、をこの順で備える有機発光素子を有する副画素が複数個配置され、
該下部電極が該電荷注入層と接しており、
該電荷注入層が該副画素に共通形成され、
該電荷注入層のうち隣接する副画素間に形成される部分の電気抵抗について下記式1の関係を満たすことを特徴とする、有機発光素子アレイ。
【数1】
(式1において、RCILは、隣接する副画素間に形成される電荷注入層が有する電気抵抗を表す。Vmaxは、最大輝度時の駆動電圧を表す。Imaxは、最大輝度時に副画素に流れる電流を表す。Vleakは、最大輝度時に副画素に流れる電流(Imax)を流すのに必要な電圧を表す。Cは、得たいコントラストを表す。)
【請求項2】
前記電荷注入層が電子注入層であることを特徴とする、請求項1記載の有機発光素子アレイ。
【請求項3】
前記電子注入層がアルカリ金属又はアルカリ金属化合物と電子輸送材料とから構成されることを特徴とする、請求項1又は2に記載の有機発光素子アレイ。
【請求項4】
前記アルカリ金属化合物がセシウム化合物であることを特徴とする、請求項3に記載の有機発光素子アレイ。
【請求項5】
前記セシウム化合物が炭酸セシウム又は該炭酸セシウムを加熱して得られる物質であることを特徴とする、請求項1乃至4記載の有機発光素子アレイ。
【請求項6】
前記電荷注入層が正孔注入層であることを特徴とする、請求項1記載の有機発光素子アレイ。
【請求項7】
前記正孔注入層が金属酸化物から構成されることを特徴とする、請求項6記載の有機発光素子アレイ。
【請求項8】
前記正孔注入層が金属酸化物から構成される層と、正孔輸送材料との混合層からなることを特徴とする、請求項6記載の有機発光素子アレイ。
【請求項9】
前記副画素に対応する位置にスイッチング素子が設けられていることを特徴とする、請求項1乃至8の有機発光素子アレイ。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2010−10576(P2010−10576A)
【公開日】平成22年1月14日(2010.1.14)
【国際特許分類】
【出願番号】特願2008−170674(P2008−170674)
【出願日】平成20年6月30日(2008.6.30)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
【公開日】平成22年1月14日(2010.1.14)
【国際特許分類】
【出願日】平成20年6月30日(2008.6.30)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
[ Back to top ]