
有機繊維コードの接着剤処理方法
【課題】ゴムとの接着性およびコード物性を付与するのに必要な最少量の接着剤を塗布し、接着剤の消費量を低減するとともに接着剤カスのディップマシンへの付着、汚染を抑えることができる有機繊維コードの接着剤処理方法を提供する。
【解決手段】有機繊維コード11に接着剤液を塗布しコード表面に接着剤の薄膜を形成する有機繊維コードの接着剤処理方法であって、前記接着剤液の微粒子24が霧状をなして浮遊し含まれる密閉容器21中を前記コード11を通過させてコード表面に接着剤液の微粒子21を付着させる。接着剤液の微粒子24は、超音波振動により発生されたものでも、前記密閉容器内を減圧することにより発生されたものでもよい。
【解決手段】有機繊維コード11に接着剤液を塗布しコード表面に接着剤の薄膜を形成する有機繊維コードの接着剤処理方法であって、前記接着剤液の微粒子24が霧状をなして浮遊し含まれる密閉容器21中を前記コード11を通過させてコード表面に接着剤液の微粒子21を付着させる。接着剤液の微粒子24は、超音波振動により発生されたものでも、前記密閉容器内を減圧することにより発生されたものでもよい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、有機繊維コードの接着剤処理方法に関し、詳しくは、タイヤ補強用等に用いられる有機繊維コードに対し、ゴムとの接着性および適切なコード物性を付与するためのコード表面に接着剤を塗布する有機繊維コードの接着剤処理方法に関する。
【背景技術】
【0002】
タイヤ補強用等に用いられるポリエステルやナイロン等の有機繊維コードは、通常、ゴムとの接着性を向上するためにレゾルシン・ホルマリン・ゴムラテックス(RFL)液等の接着剤液を溜めたディップ浴中にコードを浸漬し接着剤液を塗布(ディップ工程)した後、乾燥、熱処理を施すことにより改質されて、補強用コードとしての接着性と所望のコード物性を付与される。
【0003】
このコード改質のための乾燥、熱処理工程においては、従来、処理する繊維ごとに所望する物性に合うよう、適切な張力下で、熱オーブン中の高温下に有機繊維コードを一定時間暴露する方法が用いられていた(特許文献1、2など)。
【0004】
従来、上記のディップ工程では、コードの処理速度が遅い時は問題が少ないが、処理速度が20m/分以上の高速になると、コード表面に過剰の接着剤液が付着し、理論的には単分子膜で覆うだけで良いはずの接着剤量は、ディップ直後の接着剤付着量が10〜14重量%にもなっていた。過剰の接着剤液は絞りロール、バキューム装置、エアーなどで除去し、接着剤付着量を4〜5重量%に調整されるが、除去できなかった接着剤液はカスとなってディップマシンのロールやガイドに付着するため、定期的にマシンを清掃する必要があった。
【0005】
また、コード表面に単分子膜で良い接着剤の膜厚が、数千〜数万倍の厚さになり、資源の多消費、生産性の低下を招き、結果としてコード価格を上昇させていた。
【0006】
下記特許文献3には、従来の接着剤液への浸漬方式に代えて、繊維撚りコードの表面に、薄く、均一な接着層を形成させる接着剤液の塗布方法として、コードを接着剤の噴霧によって被覆すること、具体的には、噴霧にはコーティングノズル、コーティングガイドなどの繊維用塗布器具を用い、さらにインターレーサー等のエアーブロー器具を用いて被覆を均一化させることが記載されている。しかしながら、コードに接着剤液を直接噴霧すると、たとえエアーブローにより被覆を均一化しようとしても、コード表面には接着剤の被覆ムラが生じ、またカス付き発生の問題が残されていた。
【特許文献1】特開平5−339838号公報
【特許文献2】特開2006−307365号公報
【特許文献3】特開2005−68572号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の目的は、前記の従来技術における問題点を解決するもので、有機繊維コードに対し、ゴムとの接着性およびコード物性を付与するのに必要な最少量の接着剤を均一塗布し、接着剤の消費量を低減するとともに接着剤カスのディップマシンへの付着、汚染を抑えることで、省資源化、生産性を向上させることができる有機繊維コードの接着剤処理方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明は、有機繊維コードに接着剤液を塗布して該有機繊維コード表面に接着剤液の薄膜を形成する有機繊維コードの接着剤処理方法であって、前記接着剤液の微粒子が霧状をなして含まれる密閉容器中を前記有機繊維コードを通過させて該有機繊維コード表面に前記接着剤液の微粒子を付着させることを特徴とする有機繊維コードの接着剤処理方法である。
【0009】
本発明においては、前記接着剤液の微粒子が、超音波振動により発生させたものでも、前記密閉容器内を減圧することにより発生させたものでもよい。
【0010】
また、前記接着剤液の微粒子径は、1〜100μmであると好適である。
【発明の効果】
【0011】
本発明によれば、有機繊維コードに対して必要最少量の接着剤を均一に塗布することで、ゴムとの接着性およびコード物性を付与しつつ、RFLなどの接着材料の消費量を低減し、またディップマシンへのカス付きなどの汚染を防止することでマシンの稼働率を向上し、有機繊維コード処理工程の操業性、生産性を向上することができる。
【発明を実施するための最良の形態】
【0012】
次に、本発明を実施するための形態を、添付の図面を用いて説明する。本実施形態においては、タイヤ用シングルコードのディップ処理加工の例に従い説明するが、本発明は本例に限定されるものではない。
【0013】
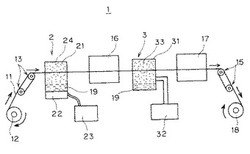
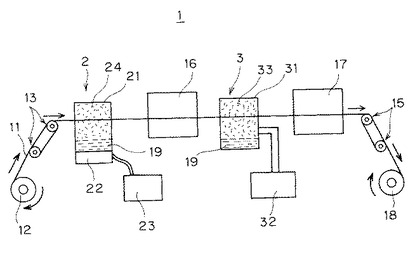
図1は、本発明に係る有機繊維コードの処理装置1の構成を示す概略図である。
【0014】
図1に示すように、処理装置1は、有機繊維コード(以下、コードと言うことがある)11に対して2回の接着剤液処理を行うもので、コード11の繰り出しロール12、コード11に張力を付与する延伸ロール13、15、第1の接着剤液塗布装置2、および第2の接着剤液塗布装置3、接着剤液塗布後の乾燥、熱処理を行う第1の熱処理炉16、第2の熱処理炉17、そして処理コードを巻き取る巻き取りロール18から構成される。
【0015】
図1において、繰り出しロール12から引き出されたコード11は、延伸ロール13、15の間で張力が付加された状態で、第1の接着剤液塗布装置2において接着剤液が塗布された後、第1の熱処理炉16(処理温度120〜260℃、温度毎に分割された複数の処理炉を持つものでもよい)に送られて乾燥、熱処理が行われる。次に、第2の接着剤液塗布装置3において2回目の接着剤液が塗布された後第2の熱処理炉17(処理温度120〜260℃、温度毎に分割された複数の処理炉を持つものでもよい)において乾燥、熱処理され処理コードとなって巻き取りロール18に巻き取られる。
【0016】
接着剤液塗布装置1および2は、コード11に接着剤液を塗布してコード11の表面に接着剤液の薄膜を形成するもので、コードに対して必要最少量の接着剤を均一に塗布することで、ゴムとの接着性およびコード物性を付与するとともに、接着剤液や接着性樹脂などの高価な接着材料の消費量を低減することができる。
【0017】
本発明において、上記コード11表面に接着剤液の薄膜を形成する方法としては、接着剤液の微粒子が霧状をなして浮遊しながら含まれる密閉容器中をコード11を通過させることでコード表面に接着剤液の微粒子を均一に付着させるものである。
【0018】
霧状の接着剤液をコード11表面に塗布するには、例えば、スプレー方式により霧状の接着剤液をコード11に噴霧することが考えられるが、この場合スプレーの噴霧方向、噴霧量のコントロール、また複数方向からの噴霧など、必要最少量の接着剤液を均一に塗布するのは困難であり、また接着剤液の浪費の問題も残される。これに対して、本発明に係る上記方法では、霧状をなして浮遊する接着剤液の微粒子中を通過させることにより、密閉容器内でコード11の全周において接着剤液の微粒子が「濡れの作用」により付着するので、塗布の均一性が向上するとともに、接着剤液の微粒子径や濃度を調整し、またコードの通過速度により塗布量を最適化することができ、かつ接着剤液の無駄な消費も抑えられる。
【0019】
上記接着剤液の塗布方法において、接着剤液の微粒子を発生させる方法としては、特に限定されないが、超音波振動により微粒子を発生させるもの、接着剤液を密封した密閉容器内を減圧することにより発生させるもの、ヒーター等により加熱し接着剤液を蒸気化する方法などが挙げられる。
【0020】
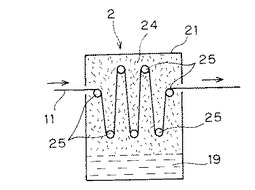
超音波振動により接着剤液の微粒子を発生させるものとしては、図1の第1の接着剤液塗布装置2に示すように、接着剤液の微粒子を霧状に浮遊させる密閉容器21、接着剤液を霧化する超音波発振機22、発振器22のコントローラ23から構成される。密閉容器21の底部には接着剤液19が封入されている。
【0021】
超音波発振機22から発振される超音波振動によって、密閉容器21内に接着剤液の微粒子24が発生し、容器21内をほぼ充満状態で浮遊し、密閉容器21内をコード11を通過させることでコード11の全周において接着剤液の微粒子が「濡れの作用」により付着する。
【0022】
図2に示すように、接着剤液塗布装置2では、コード11を密閉容器21内でターンローラ25を介して方向転換し、接着剤液処理時間を調整することができる。もちろん、第2の接着剤液塗布装置3にも適用される。
【0023】
超音波発振周波数としては2〜3MHzの範囲が好ましく、これにより発生する接着剤液微粒子径は、1〜100μmであることが好ましく、さらに3〜70μmがより好ましく、5〜50μmであるものが好適である。微粒子径が1μm未満であるとコード11に対する付着性が悪くなり、接着剤液塗布の均一性低下、塗布量の確保が困難となり、接着性が不十分となる。また、100μmを超えると塗布量の増加やコード周上および長手方向にバラツキを生じやすくし、また容器21の内壁に接着剤液の結露を起こしやすくする。
【0024】
また、密閉容器21内の接着剤液の濃度は0.5〜25%程度であり、濃度が0.5%未満では接着剤付着量が少なくなり十分な接着力が得られず、25%を超えると付着量が多くなり、塗布均一性の低下、コードの高剛性化やカス付きの原因となり好ましくない。
【0025】
この超音波発振機装置としては、例えば、本多電子(株)の超音波霧化ユニット「HM−2412」、「HM−303N」などの市販品を利用することができる。
【0026】
減圧により接着剤液の微粒子を発生させるものとしては、図1の第2の接着剤液塗布装置3に示すように、接着剤液の微粒子を霧状に浮遊させる密閉容器31、接着剤液を霧化する減圧装置32から構成される。密閉容器31の底部には接着剤液19が封入されている。
【0027】
減圧装置32により、密閉容器31内を減圧することで、接着剤液19が蒸気化し密閉容器31内に接着剤液の微粒子33が発生し、容器31内をほぼ充満状態で浮遊し、密閉容器31内をコード11を通過させることでコード11の全周において接着剤液の微粒子が「濡れの作用」により付着する。
【0028】
密閉容器31内の真空度は5〜20mmHgが好ましく、20mmHg超えると接着剤液の微粒子発生が少なく、塗布の均一性低下、塗布量の確保が困難となり、接着性が不十分となる。また、5mmHg未満になると接着剤液の微粒子発生が過多となり、塗布量の増加やコード周上および長手方向にバラツキを生じやすくし、また容器31の内壁に結露を起こしやすくする。
【0029】
また、減圧による方法では、密閉容器31内が負圧となるので、接着剤液微粒子が、例えばコード11の出入り口から外部に放出されることがなく、無駄な接着剤液の消費を抑えることもできる。
【0030】
この減圧装置としては、減圧ポンプ、減圧ターボポンプなどが使用でき、例えば、昭和電機(株)の「ターボファンSB−151型」などの市販品を利用することができる。
【0031】
上記超音波振動もしくは減圧により接着剤液微粒子を発生させるものは、塗布処理が1回の場合は超音波発振、減圧のいずれを使用してもよく、2回以上の場合はそれぞれの単独を2回以上使用しても、組み合わせて使用してもよいことは、もちろんである。
【0032】
本発明におけるコード11としては、ナイロン6、ナイロン66、アラミドなどのポリアミド、ポリエチレンナフタレート(PEN)、ポリエチレンテレフタレート(PET)などのポリエステル、レーヨン、ポリケトン、ビニロン等があり、タイヤを始めとして各種ゴム製品に使用できるものは全て適用可能である。
【実施例】
【0033】
以下、実施例に基づき本発明を具体的に説明する。
【0034】
図1の概略図に示すコードの処理装置を作製した。タイヤ補強用のアラミドコード、1670dtex/2コード(東レ・デュポン(株)「KEVLAR」、上×下撚数=38×38回/10cm)を、シングルコードで接着剤処理を行った。第1の接着剤液塗布装置2には、本多電子(株)の超音波霧化ユニット「HM−303N」(発振周波数2.4MHz)、第2の接着剤液塗布装置3には、昭和電機(株)の「ターボファンSB−151型」を使用し、真空度15mmHgとした。
【0035】
実施例は、接着剤として下記第1接着剤処方を第1の接着剤液塗布装置2に、第2接着剤処方を第2の接着剤液塗布装置3に使用し、コードを20m/分の処理速度で2回処理し接着剤をコード表面に塗布した後、熱処理炉にて乾燥、熱処理した後、処理コードを巻き取った。
【0036】
比較例は、市金工業社(株)製のシングルコード処理機を使用し、同様の接着剤処方にて従来の浸漬法により2回のディップ処理でコードに接着剤を塗布した。処理速度は20m/分、熱処理条件は実施例と同様とした。
【0037】
処理コードの第1接着剤処理後、および第2接着剤処理後の接着剤付着率(JIS L1017に記載のディップピックアップ(溶解法)、アラミドの場合に準拠)、および接着力(JIS L1017に記載のTテスト(A法、埋め込み長さ10mm))を評価した。なお、第2接着剤付着率は、第2接着剤付着率=全体の接着剤付着率−第1接着剤付着率、とした。結果を表1に示す。
【0038】
[接着剤処方]
第1接着剤処方
水:258g
エポキシ系水性樹脂(長瀬産業(株)「デナコールEX421」):5.55g
10%苛性ソーダ:0.7g
陰イオン界面活性剤(花王(株)「ペレックスOTP」):2.33g
【0039】
第2接着剤処方
A液 水:152g
レゾルシン:7g
37%ホルマリン:10.4g
10%苛性ソーダ:2g
B液 水:174g
40.5%ビニルピリジンラテックス(住友エイビイエス・ラテックス(株)):112.5g
49%SBRラテックス(住友エイビイエス・ラテックス(株)):38.7g
28%アンモニア水:7g
A液を20℃で、16時間熟成後、B液に混合し使用。
【0040】
【表1】

【0041】
表に示される通り、従来の浸漬法に比べ、必要最少量の接着剤をコード表面に均一塗布できることから、接着剤消費量を低減しながら、優れた接着力が得られる。
【産業上の利用可能性】
【0042】
本発明に係る有機繊維タイヤコード熱処理方法は、アラミド、ナイロン、ポリエステルなどのタイヤコードのシングルコードの熱処理、コードセッターによる複数本のタイヤコードの同時処理に使用できる。
【図面の簡単な説明】
【0043】
【図1】実施形態のコード処理装置を示す概略図である。
【図2】塗布装置の密閉容器内を示す概略図である。
【符号の説明】
【0044】
11……有機繊維コード
21……密閉容器
24……接着剤液の微粒子
【技術分野】
【0001】
本発明は、有機繊維コードの接着剤処理方法に関し、詳しくは、タイヤ補強用等に用いられる有機繊維コードに対し、ゴムとの接着性および適切なコード物性を付与するためのコード表面に接着剤を塗布する有機繊維コードの接着剤処理方法に関する。
【背景技術】
【0002】
タイヤ補強用等に用いられるポリエステルやナイロン等の有機繊維コードは、通常、ゴムとの接着性を向上するためにレゾルシン・ホルマリン・ゴムラテックス(RFL)液等の接着剤液を溜めたディップ浴中にコードを浸漬し接着剤液を塗布(ディップ工程)した後、乾燥、熱処理を施すことにより改質されて、補強用コードとしての接着性と所望のコード物性を付与される。
【0003】
このコード改質のための乾燥、熱処理工程においては、従来、処理する繊維ごとに所望する物性に合うよう、適切な張力下で、熱オーブン中の高温下に有機繊維コードを一定時間暴露する方法が用いられていた(特許文献1、2など)。
【0004】
従来、上記のディップ工程では、コードの処理速度が遅い時は問題が少ないが、処理速度が20m/分以上の高速になると、コード表面に過剰の接着剤液が付着し、理論的には単分子膜で覆うだけで良いはずの接着剤量は、ディップ直後の接着剤付着量が10〜14重量%にもなっていた。過剰の接着剤液は絞りロール、バキューム装置、エアーなどで除去し、接着剤付着量を4〜5重量%に調整されるが、除去できなかった接着剤液はカスとなってディップマシンのロールやガイドに付着するため、定期的にマシンを清掃する必要があった。
【0005】
また、コード表面に単分子膜で良い接着剤の膜厚が、数千〜数万倍の厚さになり、資源の多消費、生産性の低下を招き、結果としてコード価格を上昇させていた。
【0006】
下記特許文献3には、従来の接着剤液への浸漬方式に代えて、繊維撚りコードの表面に、薄く、均一な接着層を形成させる接着剤液の塗布方法として、コードを接着剤の噴霧によって被覆すること、具体的には、噴霧にはコーティングノズル、コーティングガイドなどの繊維用塗布器具を用い、さらにインターレーサー等のエアーブロー器具を用いて被覆を均一化させることが記載されている。しかしながら、コードに接着剤液を直接噴霧すると、たとえエアーブローにより被覆を均一化しようとしても、コード表面には接着剤の被覆ムラが生じ、またカス付き発生の問題が残されていた。
【特許文献1】特開平5−339838号公報
【特許文献2】特開2006−307365号公報
【特許文献3】特開2005−68572号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の目的は、前記の従来技術における問題点を解決するもので、有機繊維コードに対し、ゴムとの接着性およびコード物性を付与するのに必要な最少量の接着剤を均一塗布し、接着剤の消費量を低減するとともに接着剤カスのディップマシンへの付着、汚染を抑えることで、省資源化、生産性を向上させることができる有機繊維コードの接着剤処理方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明は、有機繊維コードに接着剤液を塗布して該有機繊維コード表面に接着剤液の薄膜を形成する有機繊維コードの接着剤処理方法であって、前記接着剤液の微粒子が霧状をなして含まれる密閉容器中を前記有機繊維コードを通過させて該有機繊維コード表面に前記接着剤液の微粒子を付着させることを特徴とする有機繊維コードの接着剤処理方法である。
【0009】
本発明においては、前記接着剤液の微粒子が、超音波振動により発生させたものでも、前記密閉容器内を減圧することにより発生させたものでもよい。
【0010】
また、前記接着剤液の微粒子径は、1〜100μmであると好適である。
【発明の効果】
【0011】
本発明によれば、有機繊維コードに対して必要最少量の接着剤を均一に塗布することで、ゴムとの接着性およびコード物性を付与しつつ、RFLなどの接着材料の消費量を低減し、またディップマシンへのカス付きなどの汚染を防止することでマシンの稼働率を向上し、有機繊維コード処理工程の操業性、生産性を向上することができる。
【発明を実施するための最良の形態】
【0012】
次に、本発明を実施するための形態を、添付の図面を用いて説明する。本実施形態においては、タイヤ用シングルコードのディップ処理加工の例に従い説明するが、本発明は本例に限定されるものではない。
【0013】
図1は、本発明に係る有機繊維コードの処理装置1の構成を示す概略図である。
【0014】
図1に示すように、処理装置1は、有機繊維コード(以下、コードと言うことがある)11に対して2回の接着剤液処理を行うもので、コード11の繰り出しロール12、コード11に張力を付与する延伸ロール13、15、第1の接着剤液塗布装置2、および第2の接着剤液塗布装置3、接着剤液塗布後の乾燥、熱処理を行う第1の熱処理炉16、第2の熱処理炉17、そして処理コードを巻き取る巻き取りロール18から構成される。
【0015】
図1において、繰り出しロール12から引き出されたコード11は、延伸ロール13、15の間で張力が付加された状態で、第1の接着剤液塗布装置2において接着剤液が塗布された後、第1の熱処理炉16(処理温度120〜260℃、温度毎に分割された複数の処理炉を持つものでもよい)に送られて乾燥、熱処理が行われる。次に、第2の接着剤液塗布装置3において2回目の接着剤液が塗布された後第2の熱処理炉17(処理温度120〜260℃、温度毎に分割された複数の処理炉を持つものでもよい)において乾燥、熱処理され処理コードとなって巻き取りロール18に巻き取られる。
【0016】
接着剤液塗布装置1および2は、コード11に接着剤液を塗布してコード11の表面に接着剤液の薄膜を形成するもので、コードに対して必要最少量の接着剤を均一に塗布することで、ゴムとの接着性およびコード物性を付与するとともに、接着剤液や接着性樹脂などの高価な接着材料の消費量を低減することができる。
【0017】
本発明において、上記コード11表面に接着剤液の薄膜を形成する方法としては、接着剤液の微粒子が霧状をなして浮遊しながら含まれる密閉容器中をコード11を通過させることでコード表面に接着剤液の微粒子を均一に付着させるものである。
【0018】
霧状の接着剤液をコード11表面に塗布するには、例えば、スプレー方式により霧状の接着剤液をコード11に噴霧することが考えられるが、この場合スプレーの噴霧方向、噴霧量のコントロール、また複数方向からの噴霧など、必要最少量の接着剤液を均一に塗布するのは困難であり、また接着剤液の浪費の問題も残される。これに対して、本発明に係る上記方法では、霧状をなして浮遊する接着剤液の微粒子中を通過させることにより、密閉容器内でコード11の全周において接着剤液の微粒子が「濡れの作用」により付着するので、塗布の均一性が向上するとともに、接着剤液の微粒子径や濃度を調整し、またコードの通過速度により塗布量を最適化することができ、かつ接着剤液の無駄な消費も抑えられる。
【0019】
上記接着剤液の塗布方法において、接着剤液の微粒子を発生させる方法としては、特に限定されないが、超音波振動により微粒子を発生させるもの、接着剤液を密封した密閉容器内を減圧することにより発生させるもの、ヒーター等により加熱し接着剤液を蒸気化する方法などが挙げられる。
【0020】
超音波振動により接着剤液の微粒子を発生させるものとしては、図1の第1の接着剤液塗布装置2に示すように、接着剤液の微粒子を霧状に浮遊させる密閉容器21、接着剤液を霧化する超音波発振機22、発振器22のコントローラ23から構成される。密閉容器21の底部には接着剤液19が封入されている。
【0021】
超音波発振機22から発振される超音波振動によって、密閉容器21内に接着剤液の微粒子24が発生し、容器21内をほぼ充満状態で浮遊し、密閉容器21内をコード11を通過させることでコード11の全周において接着剤液の微粒子が「濡れの作用」により付着する。
【0022】
図2に示すように、接着剤液塗布装置2では、コード11を密閉容器21内でターンローラ25を介して方向転換し、接着剤液処理時間を調整することができる。もちろん、第2の接着剤液塗布装置3にも適用される。
【0023】
超音波発振周波数としては2〜3MHzの範囲が好ましく、これにより発生する接着剤液微粒子径は、1〜100μmであることが好ましく、さらに3〜70μmがより好ましく、5〜50μmであるものが好適である。微粒子径が1μm未満であるとコード11に対する付着性が悪くなり、接着剤液塗布の均一性低下、塗布量の確保が困難となり、接着性が不十分となる。また、100μmを超えると塗布量の増加やコード周上および長手方向にバラツキを生じやすくし、また容器21の内壁に接着剤液の結露を起こしやすくする。
【0024】
また、密閉容器21内の接着剤液の濃度は0.5〜25%程度であり、濃度が0.5%未満では接着剤付着量が少なくなり十分な接着力が得られず、25%を超えると付着量が多くなり、塗布均一性の低下、コードの高剛性化やカス付きの原因となり好ましくない。
【0025】
この超音波発振機装置としては、例えば、本多電子(株)の超音波霧化ユニット「HM−2412」、「HM−303N」などの市販品を利用することができる。
【0026】
減圧により接着剤液の微粒子を発生させるものとしては、図1の第2の接着剤液塗布装置3に示すように、接着剤液の微粒子を霧状に浮遊させる密閉容器31、接着剤液を霧化する減圧装置32から構成される。密閉容器31の底部には接着剤液19が封入されている。
【0027】
減圧装置32により、密閉容器31内を減圧することで、接着剤液19が蒸気化し密閉容器31内に接着剤液の微粒子33が発生し、容器31内をほぼ充満状態で浮遊し、密閉容器31内をコード11を通過させることでコード11の全周において接着剤液の微粒子が「濡れの作用」により付着する。
【0028】
密閉容器31内の真空度は5〜20mmHgが好ましく、20mmHg超えると接着剤液の微粒子発生が少なく、塗布の均一性低下、塗布量の確保が困難となり、接着性が不十分となる。また、5mmHg未満になると接着剤液の微粒子発生が過多となり、塗布量の増加やコード周上および長手方向にバラツキを生じやすくし、また容器31の内壁に結露を起こしやすくする。
【0029】
また、減圧による方法では、密閉容器31内が負圧となるので、接着剤液微粒子が、例えばコード11の出入り口から外部に放出されることがなく、無駄な接着剤液の消費を抑えることもできる。
【0030】
この減圧装置としては、減圧ポンプ、減圧ターボポンプなどが使用でき、例えば、昭和電機(株)の「ターボファンSB−151型」などの市販品を利用することができる。
【0031】
上記超音波振動もしくは減圧により接着剤液微粒子を発生させるものは、塗布処理が1回の場合は超音波発振、減圧のいずれを使用してもよく、2回以上の場合はそれぞれの単独を2回以上使用しても、組み合わせて使用してもよいことは、もちろんである。
【0032】
本発明におけるコード11としては、ナイロン6、ナイロン66、アラミドなどのポリアミド、ポリエチレンナフタレート(PEN)、ポリエチレンテレフタレート(PET)などのポリエステル、レーヨン、ポリケトン、ビニロン等があり、タイヤを始めとして各種ゴム製品に使用できるものは全て適用可能である。
【実施例】
【0033】
以下、実施例に基づき本発明を具体的に説明する。
【0034】
図1の概略図に示すコードの処理装置を作製した。タイヤ補強用のアラミドコード、1670dtex/2コード(東レ・デュポン(株)「KEVLAR」、上×下撚数=38×38回/10cm)を、シングルコードで接着剤処理を行った。第1の接着剤液塗布装置2には、本多電子(株)の超音波霧化ユニット「HM−303N」(発振周波数2.4MHz)、第2の接着剤液塗布装置3には、昭和電機(株)の「ターボファンSB−151型」を使用し、真空度15mmHgとした。
【0035】
実施例は、接着剤として下記第1接着剤処方を第1の接着剤液塗布装置2に、第2接着剤処方を第2の接着剤液塗布装置3に使用し、コードを20m/分の処理速度で2回処理し接着剤をコード表面に塗布した後、熱処理炉にて乾燥、熱処理した後、処理コードを巻き取った。
【0036】
比較例は、市金工業社(株)製のシングルコード処理機を使用し、同様の接着剤処方にて従来の浸漬法により2回のディップ処理でコードに接着剤を塗布した。処理速度は20m/分、熱処理条件は実施例と同様とした。
【0037】
処理コードの第1接着剤処理後、および第2接着剤処理後の接着剤付着率(JIS L1017に記載のディップピックアップ(溶解法)、アラミドの場合に準拠)、および接着力(JIS L1017に記載のTテスト(A法、埋め込み長さ10mm))を評価した。なお、第2接着剤付着率は、第2接着剤付着率=全体の接着剤付着率−第1接着剤付着率、とした。結果を表1に示す。
【0038】
[接着剤処方]
第1接着剤処方
水:258g
エポキシ系水性樹脂(長瀬産業(株)「デナコールEX421」):5.55g
10%苛性ソーダ:0.7g
陰イオン界面活性剤(花王(株)「ペレックスOTP」):2.33g
【0039】
第2接着剤処方
A液 水:152g
レゾルシン:7g
37%ホルマリン:10.4g
10%苛性ソーダ:2g
B液 水:174g
40.5%ビニルピリジンラテックス(住友エイビイエス・ラテックス(株)):112.5g
49%SBRラテックス(住友エイビイエス・ラテックス(株)):38.7g
28%アンモニア水:7g
A液を20℃で、16時間熟成後、B液に混合し使用。
【0040】
【表1】
【0041】
表に示される通り、従来の浸漬法に比べ、必要最少量の接着剤をコード表面に均一塗布できることから、接着剤消費量を低減しながら、優れた接着力が得られる。
【産業上の利用可能性】
【0042】
本発明に係る有機繊維タイヤコード熱処理方法は、アラミド、ナイロン、ポリエステルなどのタイヤコードのシングルコードの熱処理、コードセッターによる複数本のタイヤコードの同時処理に使用できる。
【図面の簡単な説明】
【0043】
【図1】実施形態のコード処理装置を示す概略図である。
【図2】塗布装置の密閉容器内を示す概略図である。
【符号の説明】
【0044】
11……有機繊維コード
21……密閉容器
24……接着剤液の微粒子
【特許請求の範囲】
【請求項1】
有機繊維コードに接着剤液を塗布して該有機繊維コード表面に接着剤液の薄膜を形成する有機繊維コードの接着剤処理方法であって、
前記接着剤液の微粒子が霧状をなして含まれる密閉容器中を前記有機繊維コードを通過させて該有機繊維コード表面に前記接着剤液の微粒子を付着させる
ことを特徴とする有機繊維コードの接着剤処理方法。
【請求項2】
前記接着剤液の微粒子が、超音波振動により発生させたものである
ことを特徴とする請求項1に記載の有機繊維コードの接着剤処理方法。
【請求項3】
前記接着剤液の微粒子が、前記密閉容器内を減圧することにより発生させたものである
ことを特徴とする請求項1に記載の有機繊維コードの接着剤処理方法。
【請求項4】
前記接着剤液の微粒子径が1〜100μmである
ことを特徴とする請求項1〜3のいずれかに記載の有機繊維コードの接着剤処理方法。
【請求項1】
有機繊維コードに接着剤液を塗布して該有機繊維コード表面に接着剤液の薄膜を形成する有機繊維コードの接着剤処理方法であって、
前記接着剤液の微粒子が霧状をなして含まれる密閉容器中を前記有機繊維コードを通過させて該有機繊維コード表面に前記接着剤液の微粒子を付着させる
ことを特徴とする有機繊維コードの接着剤処理方法。
【請求項2】
前記接着剤液の微粒子が、超音波振動により発生させたものである
ことを特徴とする請求項1に記載の有機繊維コードの接着剤処理方法。
【請求項3】
前記接着剤液の微粒子が、前記密閉容器内を減圧することにより発生させたものである
ことを特徴とする請求項1に記載の有機繊維コードの接着剤処理方法。
【請求項4】
前記接着剤液の微粒子径が1〜100μmである
ことを特徴とする請求項1〜3のいずれかに記載の有機繊維コードの接着剤処理方法。
【図1】

【図2】
【図2】
【公開番号】特開2009−138279(P2009−138279A)
【公開日】平成21年6月25日(2009.6.25)
【国際特許分類】
【出願番号】特願2007−312327(P2007−312327)
【出願日】平成19年12月3日(2007.12.3)
【出願人】(000003148)東洋ゴム工業株式会社 (2,711)
【Fターム(参考)】
【公開日】平成21年6月25日(2009.6.25)
【国際特許分類】
【出願日】平成19年12月3日(2007.12.3)
【出願人】(000003148)東洋ゴム工業株式会社 (2,711)
【Fターム(参考)】
[ Back to top ]