
有機繊維コードの改質方法
【課題】 接着剤液の含浸とともに行うコードの改質を、環境面で問題を生ずることなく高効率化することができる有機繊維コードの改質方法、その方法に使用するCO2レーザー照射装置および改質された有機繊維コードを提供する。
【解決手段】 有機繊維を撚糸してコードとなした有機繊維コードに対しCO2レーザーを照射して有機繊維コードを改質する有機繊維コードの改質方法である。上記改質方法に使用するCO2レーザー照射装置である。適宜間隔にて対向する2枚の平行な反射板と、その間に反射板に対し所定の角度でCO2レーザー光を一方から照射するレーザー発信機と、照射されたCO2レーザー光が反射板間で反射し合い他方から出てきたCO2レーザー光を所定の角度で反射させ、再度、2枚の平行な反射板同士の間に反射板に対し所定の角度でCO2レーザー光を反射する補助反射板と、を具備する。
【解決手段】 有機繊維を撚糸してコードとなした有機繊維コードに対しCO2レーザーを照射して有機繊維コードを改質する有機繊維コードの改質方法である。上記改質方法に使用するCO2レーザー照射装置である。適宜間隔にて対向する2枚の平行な反射板と、その間に反射板に対し所定の角度でCO2レーザー光を一方から照射するレーザー発信機と、照射されたCO2レーザー光が反射板間で反射し合い他方から出てきたCO2レーザー光を所定の角度で反射させ、再度、2枚の平行な反射板同士の間に反射板に対し所定の角度でCO2レーザー光を反射する補助反射板と、を具備する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、有機繊維を撚糸してコードとなした有機繊維コード(以下、単に「コード」とも称する)の改質方法、その方法に使用するCO2レーザー照射装置および改質された有機繊維コードに関し、詳しくは、タイヤ等のゴム物品の補強に用いられるコードを短時間でかつ均一に改質して接着性等の面で高機能化するための有機繊維コードの改質方法、その方法に使用するCO2レーザー照射装置および改質された有機繊維コードに関する。
【背景技術】
【0002】
タイヤを始めとするゴム物品補強用として用いられるポリエステルやポリアミド(ナイロン)等の有機繊維コードは、通常、ゴムとの接着のためにレゾルシン・ホルマリン/ゴムラテックス(RFL)液等の接着剤液を含浸した後、乾燥、熱処理を施すことにより改質されて、補強用コードとしての所望のコード性能を付与される。このコード改質工程は、従来、有機繊維コードに対し張力をかけながら熱延伸していく方法により行われることが一般的である。
【0003】
この際、従来の熱延伸装置では、内部の熱処理ゾーンを空気加熱により加温して、この熱処理ゾーンにコードを通過させることでタイヤコードを熱延伸している。かかる熱処理の主な目的としては、寸度安定性(高弾性化、低熱収縮化等)および耐疲労性の改善を行うためのコード改質と、コードと接着剤液との接着とを図ることにある。
【0004】
一方、有機繊維の改質に係る技術として、例えば、特許文献1〜3には、ポリエステル繊維の製造方法において、延伸時にレーザー光を照射する技術が記載されており、また、特許文献4および5には、熱可塑性樹脂に対しレーザー光を照射する工程を含む熱可塑性合成繊維の製造方法、および、熱可塑性合成樹脂からなるフラットヤーンの製造方法が夫々記載されている。
【特許文献1】特開昭61−75811号公報(特許請求の範囲等)
【特許文献2】特開2001−348727号公報(特許請求の範囲等)
【特許文献3】特開2002−242040号公報(特許請求の範囲等)
【特許文献4】特開2002−194761号公報(特許請求の範囲等)
【特許文献5】特開2002−363820号公報(特許請求の範囲等)
【発明の開示】
【発明が解決しようとする課題】
【0005】
従来、有機繊維の改質に係る技術として上述のようにレーザー光の照射を撚糸前の繊維に対し施すことは知られていたが、有機繊維コードに対しては行われておらず、上記のような空気加熱を用いた方法が一般に採用されていた。しかし、空気加熱を用いた方法によりタイヤコードの改質を行う場合には、伝熱媒体が空気であるため、伝熱手段が対流伝熱に限られてしまい、大半の熱エネルギーが大気中に放出されることになり、効率面および環境面で問題があった。そのため、コードに十分な量の熱エネルギーを与えて所望の改質を行い、工業的に大量生産するためには、改質機を大型化することが必要となっていた。
【0006】
そこで本発明の目的は、接着剤液の含浸とともに行うコードの改質を、環境面で問題を生ずることなく高効率化することができる有機繊維コードの改質方法、その方法に使用するCO2レーザー照射装置および改質された有機繊維コードを提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、上記課題を解決すべく鋭意検討した結果、コードの改質手段として所定の条件下でCO2レーザーを利用することにより、コード改質処理の均一化および高効率化を図ることが可能となることを見出し、本発明を完成するに至った。
【0008】
即ち、本発明の有機繊維コードの改質方法は、有機繊維を撚糸してコードとなした有機繊維コードに対しCO2レーザーを照射して該有機繊維コードを改質することを特徴とするものである。
【0009】
また、本発明のCO2レーザー照射装置は、前記改質方法に使用するCO2レーザー照射装置であって、適宜間隔にて対向する2枚の平行な反射板と、該2枚の平行な反射板同士の間に該反射板に対し所定の角度でCO2レーザー光を一方から照射するレーザー発信機と、照射されたCO2レーザー光が前記反射板間で反射し合い他方から出てきた該CO2レーザー光を所定の角度で反射させ、再度、前記2枚の平行な反射板同士の間に該反射板に対し所定の角度でCO2レーザー光を反射する補助反射板と、を具備することを特徴とするものである。
【0010】
さらに、本発明の有機繊維コードは、前記改質方法で改質されたことを特徴とするものである。
【発明の効果】
【0011】
本発明によれば、如何なる有機繊維コードに対しても、高速で均一な物性改質加工が可能となる。また、接着剤液含浸後においてもそれ以前の撚りコードの強力を極力維持でき、タイヤ等の補強材としての使用に対し適切な物性と接着性が維持される。よって、環境面で問題を生ずることなく、有機繊維コードの改質工程の高効率化を図ることが可能となる。
【発明を実施するための最良の形態】
【0012】
以下、本発明の好適な実施の形態について詳細に説明する。
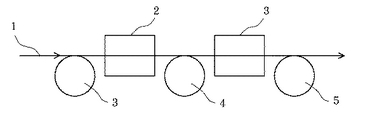
本発明の改質方法は、有機繊維を撚糸してコードとなした有機繊維コードに対しCO2レーザーを照射するCO2レーザー処理を施すことにより該有機繊維コードを改質するものであり、ゴム物品補強用としての有機繊維コードを接着剤液で含浸処理する含浸処理工程を含む改質方法において特に有用である。例えば、有機繊維コードにRFLによる通常の接着剤液への浸漬または塗布処理を施した後(処理後の有機繊維コードを「ディップコード」と称する)、図1に示すように、ディップコード1を少なくとも乾燥ゾーン2及び熱処理ゾーン3に通して接着熱処理を行うにあたり、この熱処理ゾーン3においてCO2レーザー処理を好適に施すことができる。図1中、符号3、4および5は夫々駆動ロールである。
【0013】
レーザーの出力および熱処理工程におけるコードの速度は、必要な付与エネルギー量に合わせ適宜設定することができ、特に制限されるものではないが、例えば、レーザーの出力は20〜400Wの範囲内とすることができ、また、熱処理工程におけるコードの速度は5〜1000m/minの範囲内とすることができる。この程度の範囲内とすることにより、コードの改質を、高効率でかつ十分に行うことが可能となる。
【0014】
本発明に用いることのできるレーザー発信機としては、上記処理条件を満足させるために、処理される有機繊維コードに吸収される波長のもの、即ち、主として赤外線領域のレーザーであって、かつ、10W以上程度の出力が得られるものを用いることが必要であり、かかる観点から波長10600nmのCO2レーザーを用いることができる。
【0015】
ここで、CO2レーザーでは照射により加熱対象物を急速に加熱することができるため、エネルギー効率に優れている。従って、これらの特長点より、CO2レーザーは、コードの熱延伸装置における熱処理において使用するに際し、従来の加熱空気に比し極めて有効である。
【0016】
CO2レーザーに対するディップコード1の暴露時間は、好ましくは1〜20秒間である。1秒未満であると熱処理が不十分の場合があり、一方、20秒あれば十分に所期の目的を達成することができ、それ以上はエネルギー効率面で却って好ましくない。
【0017】
さらに、ディップコード1に対してCO2レーザーを対向する2方向から繰り返し照射することが好ましく、また、ディップコード1に対し、多数本同時にCO2レーザーを照射することが好ましい。これにより、効率的にディップコード1を改質することができる。
【0018】
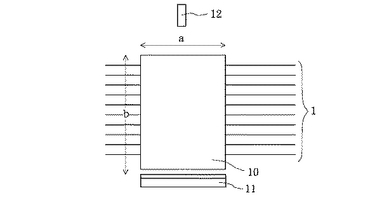
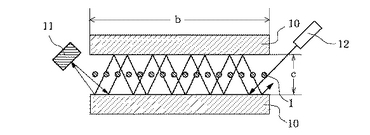
本発明の改質方法に好適に使用することができる本発明のCO2レーザー照射装置は、図2および図3に示すように、適宜間隔にて対向する2枚の平行な反射板10と、2枚の平行な反射板10同士の間に反射板10に対し所定の角度でCO2レーザーを一方から照射するレーザー発信機12と、照射されたCO2レーザーが反射板10間で反射し合い他方から出てきたCO2レーザーを所定の角度で反射させ、再度、2枚の平行な反射板10同士の間に反射板10に対し所定の角度でCO2レーザーを反射する補助反射板11とを具備するものである。
【0019】
CO2レーザー発信機12としては、特に制限されるものではなく、市場で入手し得る既知の発信機を用いることができる。また、反射板10および補助反射板11もレーザー光を良好に反射し得る鏡面を有するものであればいずれのものを用いることができる。また、レーザー発信機12から2枚の平行な反射板10同士の間にレーザー光を照射する際のその照射角度、および反射板10間で反射し合い他方から出てきたレーザー光を反射さる補助反射板11の角度は、効率面、処理量およびCO2レーザー発信機12のパワーに応じて最適に定めればよい。
【0020】
図2および図3において、反射板10の幅bもディップコード1の本数に応じて適宜定めればよい。また、幅aは、CO2レーザーに暴露される時間が1〜20秒間となるように適宜定めることが好ましい。さらに、幅cは、走行するディップコード1との接触を生じない程度に狭くすることが好ましい。
【0021】
本発明の有機繊維コードは、上記改質方法で改質されたコードであり、この繊維材料としてはナイロン、アラミドなどのポリアミド、ポリエチレンナフタレート(PEN)、ポリエチレンテレフタレート(PET)などのポリエステル、レーヨン、ポリケトン、ビニロン等、タイヤ、ベルトコンベヤ等に使用できるものは全て適用可能である。
【実施例】
【0022】
以下、本発明を実施例に基づき具体的に説明する。
実施例1〜3
CO2レーザー発信機として、鬼塚ガラス(株)製Laser100 30Wを使用し、発信するレーザー光を図2および図3に示すCO2レーザー照射装置の反射板10間に導入し、所定の時間照射加工した。
【0023】
改質する有機繊維コードは、PET繊維のディップコード(接着剤液は通常タイヤコードに使用されているRFL接着液を使用)とし、繊度:1670dtex、撚り構造:1670dtex/2で撚数39回/10cm(上下共)とした。また、エポキシ化合物で表面を改質する前処理を施した。
【0024】
乾燥ゾーンを160℃×40秒×2.2cN/texとし、熱処理ゾーンは張力を2.2cN/texとし、CO2レーザー光への暴露時間は実施例1〜3において下記の表1に示すように変化させた。
【0025】
比較例1〜3
比較例1では、実施例1と同様のPET繊維のディップコードに対し、乾燥ゾーンを160℃×40秒×2.2cN/texとし、かつ熱処理ゾーンを240℃×40秒×2.2cN/texとする従来法で改質処理した。また、比較例2および3では暴露時間を下記の表1に示すように変化させた以外は比較例1と同様の従来法で改質処理した。
【0026】
得られたコードに対し以下の物性評価を行った。
1)一定荷重時の伸度、破断強力
撚りコード、ディップコードとも、全てJIS L1017に従い、島津製作所(株)製オートグラフにて引っ張りテストを行い、一定荷重19.9cN/texでの伸び(%)、及び破断強力を求めた。このときの用いるコードのデニールは、原糸についてはJIS L1017の正量繊度を用いた。
【0027】
2)熱収縮率
177℃のオーブン中に50gの初期荷重をディップコードに加えて、30分間放置し、縮んだ長さを元の長さで割り、百分率で表した。
【0028】
3)接着力
得られたディップコードを通常のタイヤ用ゴム中に埋没させ、所定の温度圧力下で加硫し、その後ゴムから引き抜く時の力を接着力とした。値は従来法(比較例1)を100として指数で表した。数値が大なる程接着力が大きいことを示す。
【0029】
ディップコードの各評価結果を下記の表1に示す。なお、接着剤処理前の撚りコードは、強力240N、66N荷重時の中間伸度11.8%、熱収縮率7.0%であった。
【0030】
【表1】

【0031】
従来法では乾燥時間30分以下では接着剤液が乾燥しなかった。未乾燥状態で熱処理をした場合、接着剤液のむら付きが起こり、均一な接着が得られないため、好ましくない。
【0032】
実施例4
実施例1と同様のCO2レーザー照射装置を使用し、改質する有機繊維コードは、6,6−ナイロン繊維のディップコード(接着剤液は通常タイヤコードに使用されているRFL接着液を使用)とし、繊度:1400dtex、撚り構造:1400dtex/2で撚数39回/10cm(上下共)とした。乾燥ゾーンを140℃×60秒×7.1cN/texとし、熱処理ゾーンは張力を7.1cN/texとし、CO2レーザー光への暴露時間は下記の表1に示すように1秒とした。
【0033】
比較例4
比較例4では、実施例4と同様の6,6−ナイロン繊維コードに対し、乾燥ゾーンを140℃×60秒×7.1cN/texとし、熱処理ゾーンを235℃×30秒×7.1cN/texとする従来法で改質処理した。
【0034】
得られたコードに対し実施例1と同様の物性評価を行った。ディップコードの各評価結果を下記の表2に示す。なお、接着剤処理前の撚りコードは、強力238N、66N荷重時の中間伸度11.8%、熱収縮率7.0%であった。
【0035】
【表2】
【0036】
実施例5
実施例1と同様のCO2レーザー照射装置を使用し、改質する有機繊維コードは、レーヨン繊維のディップコード(接着剤液は通常タイヤコードに使用されているRFL接着液を使用)とし、繊度:1840dtex、撚り構造:1840dtex/2で撚数47回/10cm(上下共)とした。乾燥ゾーンを140℃×60秒×2.2cN/texとし、熱処理ゾーンは張力を2.2cN/texとし、CO2レーザー光への暴露時間は下記の表1に示すように1秒とした。
【0037】
比較例5
比較例5では、実施例5と同様のレーヨン繊維コードに対し、乾燥ゾーンを140℃×60秒×2.2cN/texとし、熱処理ゾーンを180℃×30秒×2.2cN/texとする従来法で改質処理した。
【0038】
得られたコードに対し実施例1と同様の物性評価を行った。ディップコードの各評価結果を下記の表3に示す。なお、接着剤処理前の撚りコードは、強力153N、44N荷重時の中間伸度3.3%、熱収縮率1.5%であった。
【0039】
【表3】
【0040】
上記結果より、実施例の改質法は、比較例の従来法に対し約8分の1の加工時間で目的とする繊維改質加工と接着加工を施すことができることがわかる。
【図面の簡単な説明】
【0041】
【図1】接着剤処理後の乾燥ゾーンおよび熱処理ゾーンの工程を示す概略図である。
【図2】本発明の好適実施形態に係るCO2レーザー照射装置の概略平面図である。
【図3】図2に示すCO2レーザー照射装置の断面図である。
【符号の説明】
【0042】
1 ディップコード
2 乾燥ゾーン
3 熱処理ゾーン
4,5,6 駆動ロール
10 反射板
11 補助反射板
12 CO2レーザー発信機
【技術分野】
【0001】
本発明は、有機繊維を撚糸してコードとなした有機繊維コード(以下、単に「コード」とも称する)の改質方法、その方法に使用するCO2レーザー照射装置および改質された有機繊維コードに関し、詳しくは、タイヤ等のゴム物品の補強に用いられるコードを短時間でかつ均一に改質して接着性等の面で高機能化するための有機繊維コードの改質方法、その方法に使用するCO2レーザー照射装置および改質された有機繊維コードに関する。
【背景技術】
【0002】
タイヤを始めとするゴム物品補強用として用いられるポリエステルやポリアミド(ナイロン)等の有機繊維コードは、通常、ゴムとの接着のためにレゾルシン・ホルマリン/ゴムラテックス(RFL)液等の接着剤液を含浸した後、乾燥、熱処理を施すことにより改質されて、補強用コードとしての所望のコード性能を付与される。このコード改質工程は、従来、有機繊維コードに対し張力をかけながら熱延伸していく方法により行われることが一般的である。
【0003】
この際、従来の熱延伸装置では、内部の熱処理ゾーンを空気加熱により加温して、この熱処理ゾーンにコードを通過させることでタイヤコードを熱延伸している。かかる熱処理の主な目的としては、寸度安定性(高弾性化、低熱収縮化等)および耐疲労性の改善を行うためのコード改質と、コードと接着剤液との接着とを図ることにある。
【0004】
一方、有機繊維の改質に係る技術として、例えば、特許文献1〜3には、ポリエステル繊維の製造方法において、延伸時にレーザー光を照射する技術が記載されており、また、特許文献4および5には、熱可塑性樹脂に対しレーザー光を照射する工程を含む熱可塑性合成繊維の製造方法、および、熱可塑性合成樹脂からなるフラットヤーンの製造方法が夫々記載されている。
【特許文献1】特開昭61−75811号公報(特許請求の範囲等)
【特許文献2】特開2001−348727号公報(特許請求の範囲等)
【特許文献3】特開2002−242040号公報(特許請求の範囲等)
【特許文献4】特開2002−194761号公報(特許請求の範囲等)
【特許文献5】特開2002−363820号公報(特許請求の範囲等)
【発明の開示】
【発明が解決しようとする課題】
【0005】
従来、有機繊維の改質に係る技術として上述のようにレーザー光の照射を撚糸前の繊維に対し施すことは知られていたが、有機繊維コードに対しては行われておらず、上記のような空気加熱を用いた方法が一般に採用されていた。しかし、空気加熱を用いた方法によりタイヤコードの改質を行う場合には、伝熱媒体が空気であるため、伝熱手段が対流伝熱に限られてしまい、大半の熱エネルギーが大気中に放出されることになり、効率面および環境面で問題があった。そのため、コードに十分な量の熱エネルギーを与えて所望の改質を行い、工業的に大量生産するためには、改質機を大型化することが必要となっていた。
【0006】
そこで本発明の目的は、接着剤液の含浸とともに行うコードの改質を、環境面で問題を生ずることなく高効率化することができる有機繊維コードの改質方法、その方法に使用するCO2レーザー照射装置および改質された有機繊維コードを提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、上記課題を解決すべく鋭意検討した結果、コードの改質手段として所定の条件下でCO2レーザーを利用することにより、コード改質処理の均一化および高効率化を図ることが可能となることを見出し、本発明を完成するに至った。
【0008】
即ち、本発明の有機繊維コードの改質方法は、有機繊維を撚糸してコードとなした有機繊維コードに対しCO2レーザーを照射して該有機繊維コードを改質することを特徴とするものである。
【0009】
また、本発明のCO2レーザー照射装置は、前記改質方法に使用するCO2レーザー照射装置であって、適宜間隔にて対向する2枚の平行な反射板と、該2枚の平行な反射板同士の間に該反射板に対し所定の角度でCO2レーザー光を一方から照射するレーザー発信機と、照射されたCO2レーザー光が前記反射板間で反射し合い他方から出てきた該CO2レーザー光を所定の角度で反射させ、再度、前記2枚の平行な反射板同士の間に該反射板に対し所定の角度でCO2レーザー光を反射する補助反射板と、を具備することを特徴とするものである。
【0010】
さらに、本発明の有機繊維コードは、前記改質方法で改質されたことを特徴とするものである。
【発明の効果】
【0011】
本発明によれば、如何なる有機繊維コードに対しても、高速で均一な物性改質加工が可能となる。また、接着剤液含浸後においてもそれ以前の撚りコードの強力を極力維持でき、タイヤ等の補強材としての使用に対し適切な物性と接着性が維持される。よって、環境面で問題を生ずることなく、有機繊維コードの改質工程の高効率化を図ることが可能となる。
【発明を実施するための最良の形態】
【0012】
以下、本発明の好適な実施の形態について詳細に説明する。
本発明の改質方法は、有機繊維を撚糸してコードとなした有機繊維コードに対しCO2レーザーを照射するCO2レーザー処理を施すことにより該有機繊維コードを改質するものであり、ゴム物品補強用としての有機繊維コードを接着剤液で含浸処理する含浸処理工程を含む改質方法において特に有用である。例えば、有機繊維コードにRFLによる通常の接着剤液への浸漬または塗布処理を施した後(処理後の有機繊維コードを「ディップコード」と称する)、図1に示すように、ディップコード1を少なくとも乾燥ゾーン2及び熱処理ゾーン3に通して接着熱処理を行うにあたり、この熱処理ゾーン3においてCO2レーザー処理を好適に施すことができる。図1中、符号3、4および5は夫々駆動ロールである。
【0013】
レーザーの出力および熱処理工程におけるコードの速度は、必要な付与エネルギー量に合わせ適宜設定することができ、特に制限されるものではないが、例えば、レーザーの出力は20〜400Wの範囲内とすることができ、また、熱処理工程におけるコードの速度は5〜1000m/minの範囲内とすることができる。この程度の範囲内とすることにより、コードの改質を、高効率でかつ十分に行うことが可能となる。
【0014】
本発明に用いることのできるレーザー発信機としては、上記処理条件を満足させるために、処理される有機繊維コードに吸収される波長のもの、即ち、主として赤外線領域のレーザーであって、かつ、10W以上程度の出力が得られるものを用いることが必要であり、かかる観点から波長10600nmのCO2レーザーを用いることができる。
【0015】
ここで、CO2レーザーでは照射により加熱対象物を急速に加熱することができるため、エネルギー効率に優れている。従って、これらの特長点より、CO2レーザーは、コードの熱延伸装置における熱処理において使用するに際し、従来の加熱空気に比し極めて有効である。
【0016】
CO2レーザーに対するディップコード1の暴露時間は、好ましくは1〜20秒間である。1秒未満であると熱処理が不十分の場合があり、一方、20秒あれば十分に所期の目的を達成することができ、それ以上はエネルギー効率面で却って好ましくない。
【0017】
さらに、ディップコード1に対してCO2レーザーを対向する2方向から繰り返し照射することが好ましく、また、ディップコード1に対し、多数本同時にCO2レーザーを照射することが好ましい。これにより、効率的にディップコード1を改質することができる。
【0018】
本発明の改質方法に好適に使用することができる本発明のCO2レーザー照射装置は、図2および図3に示すように、適宜間隔にて対向する2枚の平行な反射板10と、2枚の平行な反射板10同士の間に反射板10に対し所定の角度でCO2レーザーを一方から照射するレーザー発信機12と、照射されたCO2レーザーが反射板10間で反射し合い他方から出てきたCO2レーザーを所定の角度で反射させ、再度、2枚の平行な反射板10同士の間に反射板10に対し所定の角度でCO2レーザーを反射する補助反射板11とを具備するものである。
【0019】
CO2レーザー発信機12としては、特に制限されるものではなく、市場で入手し得る既知の発信機を用いることができる。また、反射板10および補助反射板11もレーザー光を良好に反射し得る鏡面を有するものであればいずれのものを用いることができる。また、レーザー発信機12から2枚の平行な反射板10同士の間にレーザー光を照射する際のその照射角度、および反射板10間で反射し合い他方から出てきたレーザー光を反射さる補助反射板11の角度は、効率面、処理量およびCO2レーザー発信機12のパワーに応じて最適に定めればよい。
【0020】
図2および図3において、反射板10の幅bもディップコード1の本数に応じて適宜定めればよい。また、幅aは、CO2レーザーに暴露される時間が1〜20秒間となるように適宜定めることが好ましい。さらに、幅cは、走行するディップコード1との接触を生じない程度に狭くすることが好ましい。
【0021】
本発明の有機繊維コードは、上記改質方法で改質されたコードであり、この繊維材料としてはナイロン、アラミドなどのポリアミド、ポリエチレンナフタレート(PEN)、ポリエチレンテレフタレート(PET)などのポリエステル、レーヨン、ポリケトン、ビニロン等、タイヤ、ベルトコンベヤ等に使用できるものは全て適用可能である。
【実施例】
【0022】
以下、本発明を実施例に基づき具体的に説明する。
実施例1〜3
CO2レーザー発信機として、鬼塚ガラス(株)製Laser100 30Wを使用し、発信するレーザー光を図2および図3に示すCO2レーザー照射装置の反射板10間に導入し、所定の時間照射加工した。
【0023】
改質する有機繊維コードは、PET繊維のディップコード(接着剤液は通常タイヤコードに使用されているRFL接着液を使用)とし、繊度:1670dtex、撚り構造:1670dtex/2で撚数39回/10cm(上下共)とした。また、エポキシ化合物で表面を改質する前処理を施した。
【0024】
乾燥ゾーンを160℃×40秒×2.2cN/texとし、熱処理ゾーンは張力を2.2cN/texとし、CO2レーザー光への暴露時間は実施例1〜3において下記の表1に示すように変化させた。
【0025】
比較例1〜3
比較例1では、実施例1と同様のPET繊維のディップコードに対し、乾燥ゾーンを160℃×40秒×2.2cN/texとし、かつ熱処理ゾーンを240℃×40秒×2.2cN/texとする従来法で改質処理した。また、比較例2および3では暴露時間を下記の表1に示すように変化させた以外は比較例1と同様の従来法で改質処理した。
【0026】
得られたコードに対し以下の物性評価を行った。
1)一定荷重時の伸度、破断強力
撚りコード、ディップコードとも、全てJIS L1017に従い、島津製作所(株)製オートグラフにて引っ張りテストを行い、一定荷重19.9cN/texでの伸び(%)、及び破断強力を求めた。このときの用いるコードのデニールは、原糸についてはJIS L1017の正量繊度を用いた。
【0027】
2)熱収縮率
177℃のオーブン中に50gの初期荷重をディップコードに加えて、30分間放置し、縮んだ長さを元の長さで割り、百分率で表した。
【0028】
3)接着力
得られたディップコードを通常のタイヤ用ゴム中に埋没させ、所定の温度圧力下で加硫し、その後ゴムから引き抜く時の力を接着力とした。値は従来法(比較例1)を100として指数で表した。数値が大なる程接着力が大きいことを示す。
【0029】
ディップコードの各評価結果を下記の表1に示す。なお、接着剤処理前の撚りコードは、強力240N、66N荷重時の中間伸度11.8%、熱収縮率7.0%であった。
【0030】
【表1】
【0031】
従来法では乾燥時間30分以下では接着剤液が乾燥しなかった。未乾燥状態で熱処理をした場合、接着剤液のむら付きが起こり、均一な接着が得られないため、好ましくない。
【0032】
実施例4
実施例1と同様のCO2レーザー照射装置を使用し、改質する有機繊維コードは、6,6−ナイロン繊維のディップコード(接着剤液は通常タイヤコードに使用されているRFL接着液を使用)とし、繊度:1400dtex、撚り構造:1400dtex/2で撚数39回/10cm(上下共)とした。乾燥ゾーンを140℃×60秒×7.1cN/texとし、熱処理ゾーンは張力を7.1cN/texとし、CO2レーザー光への暴露時間は下記の表1に示すように1秒とした。
【0033】
比較例4
比較例4では、実施例4と同様の6,6−ナイロン繊維コードに対し、乾燥ゾーンを140℃×60秒×7.1cN/texとし、熱処理ゾーンを235℃×30秒×7.1cN/texとする従来法で改質処理した。
【0034】
得られたコードに対し実施例1と同様の物性評価を行った。ディップコードの各評価結果を下記の表2に示す。なお、接着剤処理前の撚りコードは、強力238N、66N荷重時の中間伸度11.8%、熱収縮率7.0%であった。
【0035】
【表2】
【0036】
実施例5
実施例1と同様のCO2レーザー照射装置を使用し、改質する有機繊維コードは、レーヨン繊維のディップコード(接着剤液は通常タイヤコードに使用されているRFL接着液を使用)とし、繊度:1840dtex、撚り構造:1840dtex/2で撚数47回/10cm(上下共)とした。乾燥ゾーンを140℃×60秒×2.2cN/texとし、熱処理ゾーンは張力を2.2cN/texとし、CO2レーザー光への暴露時間は下記の表1に示すように1秒とした。
【0037】
比較例5
比較例5では、実施例5と同様のレーヨン繊維コードに対し、乾燥ゾーンを140℃×60秒×2.2cN/texとし、熱処理ゾーンを180℃×30秒×2.2cN/texとする従来法で改質処理した。
【0038】
得られたコードに対し実施例1と同様の物性評価を行った。ディップコードの各評価結果を下記の表3に示す。なお、接着剤処理前の撚りコードは、強力153N、44N荷重時の中間伸度3.3%、熱収縮率1.5%であった。
【0039】
【表3】
【0040】
上記結果より、実施例の改質法は、比較例の従来法に対し約8分の1の加工時間で目的とする繊維改質加工と接着加工を施すことができることがわかる。
【図面の簡単な説明】
【0041】
【図1】接着剤処理後の乾燥ゾーンおよび熱処理ゾーンの工程を示す概略図である。
【図2】本発明の好適実施形態に係るCO2レーザー照射装置の概略平面図である。
【図3】図2に示すCO2レーザー照射装置の断面図である。
【符号の説明】
【0042】
1 ディップコード
2 乾燥ゾーン
3 熱処理ゾーン
4,5,6 駆動ロール
10 反射板
11 補助反射板
12 CO2レーザー発信機
【特許請求の範囲】
【請求項1】
有機繊維を撚糸してコードとなした有機繊維コードに対しCO2レーザーを照射して該有機繊維コードを改質することを特徴とする有機繊維コードの改質方法。
【請求項2】
前記有機繊維コードに接着剤液を含浸処理した後、該有機繊維コードを少なくとも乾燥ゾーン及び熱処理ゾーンに通して接着熱処理を行うにあたり、前記熱処理ゾーンにおいて前記CO2レーザーの照射を行う請求項1記載の改質方法。
【請求項3】
前記有機繊維コードに対しCO2レーザーを1〜20秒間照射する請求項2記載の改質方法。
【請求項4】
前記有機繊維コードに対してCO2レーザーを対向する2方向から繰り返し照射する請求項1〜3のうちいずれか一項記載の改質方法。
【請求項5】
前記有機繊維コードに対し、多数本同時にCO2レーザーを照射する請求項1〜4のうちいずれか一項記載の改質方法。
【請求項6】
請求項1〜5のうちいずれか一項記載の改質方法に使用するCO2レーザー照射装置であって、適宜間隔にて対向する2枚の平行な反射板と、該2枚の平行な反射板同士の間に該反射板に対し所定の角度でCO2レーザー光を一方から照射するレーザー発信機と、照射されたCO2レーザー光が前記反射板間で反射し合い他方から出てきた該CO2レーザー光を所定の角度で反射させ、再度、前記2枚の平行な反射板同士の間に該反射板に対し所定の角度でCO2レーザー光を反射する補助反射板と、を具備することを特徴とするCO2レーザー照射装置。
【請求項7】
請求項1〜5のうちいずれか一項記載の改質方法で改質されたことを特徴とする有機繊維コード。
【請求項1】
有機繊維を撚糸してコードとなした有機繊維コードに対しCO2レーザーを照射して該有機繊維コードを改質することを特徴とする有機繊維コードの改質方法。
【請求項2】
前記有機繊維コードに接着剤液を含浸処理した後、該有機繊維コードを少なくとも乾燥ゾーン及び熱処理ゾーンに通して接着熱処理を行うにあたり、前記熱処理ゾーンにおいて前記CO2レーザーの照射を行う請求項1記載の改質方法。
【請求項3】
前記有機繊維コードに対しCO2レーザーを1〜20秒間照射する請求項2記載の改質方法。
【請求項4】
前記有機繊維コードに対してCO2レーザーを対向する2方向から繰り返し照射する請求項1〜3のうちいずれか一項記載の改質方法。
【請求項5】
前記有機繊維コードに対し、多数本同時にCO2レーザーを照射する請求項1〜4のうちいずれか一項記載の改質方法。
【請求項6】
請求項1〜5のうちいずれか一項記載の改質方法に使用するCO2レーザー照射装置であって、適宜間隔にて対向する2枚の平行な反射板と、該2枚の平行な反射板同士の間に該反射板に対し所定の角度でCO2レーザー光を一方から照射するレーザー発信機と、照射されたCO2レーザー光が前記反射板間で反射し合い他方から出てきた該CO2レーザー光を所定の角度で反射させ、再度、前記2枚の平行な反射板同士の間に該反射板に対し所定の角度でCO2レーザー光を反射する補助反射板と、を具備することを特徴とするCO2レーザー照射装置。
【請求項7】
請求項1〜5のうちいずれか一項記載の改質方法で改質されたことを特徴とする有機繊維コード。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2006−97155(P2006−97155A)
【公開日】平成18年4月13日(2006.4.13)
【国際特許分類】
【出願番号】特願2004−282182(P2004−282182)
【出願日】平成16年9月28日(2004.9.28)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
【公開日】平成18年4月13日(2006.4.13)
【国際特許分類】
【出願日】平成16年9月28日(2004.9.28)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
[ Back to top ]