
有機繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた有機繊維巻きテープと、その製造方法の提供。
【解決手段】式(I)から求められる有機繊維テープの幅(W)が5〜100mmの範囲であり、前記幅(W)が5〜100mmの範囲の有機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである有機繊維巻きテープ。2.5×10-5×N×d≦W≦2.5×10-4×N×d(I)(式(I)中、Wは有機繊維テープの幅であり、Nは有機繊維テープを構成する有機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは有機繊維の繊維径で5〜20μmの範囲である。)1.0×F×t≦D(II)(式(II)中、Fは有機繊維量で、20〜60質量%の範囲であり、tは有機繊維テープの厚みで、0.1〜1.0mmの範囲である。)
【解決手段】式(I)から求められる有機繊維テープの幅(W)が5〜100mmの範囲であり、前記幅(W)が5〜100mmの範囲の有機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである有機繊維巻きテープ。2.5×10-5×N×d≦W≦2.5×10-4×N×d(I)(式(I)中、Wは有機繊維テープの幅であり、Nは有機繊維テープを構成する有機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは有機繊維の繊維径で5〜20μmの範囲である。)1.0×F×t≦D(II)(式(II)中、Fは有機繊維量で、20〜60質量%の範囲であり、tは有機繊維テープの厚みで、0.1〜1.0mmの範囲である。)
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、円筒状芯材に炭素を除く有機繊維テープが巻き付けられた有機繊維巻きテープと、その製造方法に関する。
【背景技術】
【0002】
樹脂材料の強化繊維として、各種の無機繊維や有機繊維が使用されている。
特許文献1は、長繊維強化複合材料の製造方法の発明であり、段落番号0007には繊維の例として、ガラス繊維、炭素繊維、金属繊維、芳香族ポリアミド繊等の連続した繊維が示されている。しかし、実施例で使用しているものはガラス繊維のみである。
【0003】
特許文献2は、所定の条件式を満たす強化繊維を熱可塑性樹脂で含浸して得られるテープ状成形材料の発明である。段落番号0007では、強化繊維としてガラス繊維、炭素繊維、アラミド繊維、セラミックス繊維、金属繊維等が例示されている。しかし、実施例で使用しているものはガラス繊維のみである。
【0004】
特許文献3は、炭素繊維強化熱可塑性樹脂テープの製造装置の発明である。前記製造装置は、炭素繊維強化熱可塑性樹脂テープの製造時に発生する毛羽を排出することが特徴のものである。
【0005】
特許文献4は、炭素繊維強化熱可塑性樹脂テープの製造方法の発明であるが、有機繊維についての記載はない。また、得られたテープ厚みは130μm以下となり、130μmを超えるものは曲げ強度が劣っていることが記載されている(表1参照)。特許文献4の発明は、テープの厚みが大きいと曲げ強度が劣るとの知見に基づき、テープ厚みを小さくすることで、曲げ強度を高めようとしたものである。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第3119699号公報
【特許文献2】特許第3386158号公報
【特許文献3】特開2007−76224号公報
【特許文献4】特開2007−118216号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
有機繊維を含むテープを保管したり運搬したりする場合には、長いままでは取り扱いが難しいため、芯材に巻き取った巻きテープの状態で保管・運搬できれば容易であり、使用時の作業性も良くなる。さらに作業の種類によっては、小さな径の巻きテープが使い易い場合や、大きな径の巻きテープが使いやすい場合がある。
【0008】
しかし、有機繊維を含む1つのテープのみで、小さな径の巻きテープや大きな径の巻きテープを製造することは困難である。
例えば、特許文献4に記載に記載のとおり、有機繊維ではないが炭素繊維を含むテープの場合には、前記テープの厚みが大きくなると(厚みが130μmを超えると)曲げ強度が劣る(即ち、厚みが大きくなると巻き取り保存が困難である)ことが知られていた。この事実からすると、炭素繊維テープを薄くすれば良いことになるが、過度に薄くすることは技術的に困難であり、返って作業性を損なうことも考えられる。
以上のとおり従来は、異なる径の芯材に対して巻き取ることができ、さらに巻き取った状態で保管や運搬ができ、作業現場にて巻き取った状態から取り出して使用できる有機繊維テープは知られていなかった。
【0009】
本発明は、保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた有機繊維巻きテープと、その製造方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
本発明は、課題の解決手段として、
有機繊維とオレフィン系樹脂を含む複合体からなる有機繊維テープが、円筒状芯材に巻き付けられた有機繊維巻きテープであって、
式(I)から求められる有機繊維テープの幅(W)が5〜100mmの範囲であり、
前記幅(W)が5〜100mmの範囲の有機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである有機繊維巻きテープを提供する。
2.5×10-5×N×d≦W≦2.5×10-4×N×d (I)
(式(I)中、Wは有機繊維テープの幅であり、Nは有機繊維テープを構成する有機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは有機繊維の繊維径で5〜20μmの範囲である。)
1.0×F×t≦D (II)
(式(II)中、Fは有機繊維量で、20〜60質量%の範囲であり、tは有機繊維テープの厚みで、0.1〜1.0mmの範囲である。)
【0011】
また本発明は、他の課題の解決手段として、
上記の有機繊維巻きテープの製造方法であって、
1本又は2本以上の有機繊維を含む集束体をクロスヘッドダイに導入する工程、
クロスヘットダイ内において、加熱及び加圧状態にて、有機繊維を含む集束体を開繊しながら溶融樹脂と接触させ、テープ状の有機繊維と熱可塑性樹脂が一体化されたテープ状の複合体を得る工程、
前記テープ状の複合体をクロスヘットダイのスリット出口から押し出し、厚さ方向の両側からローラーで支持し、かつ冷却することにより、有機繊維テープを得る工程、
得られた有機繊維テープ円筒状芯材に巻き付ける工程、
を有している有機繊維巻きテープの製造方法を提供する。
【発明の効果】
【0012】
本発明の有機繊維巻きテープは、芯材の周囲に有機繊維テープが巻き取られた形態であることから、保管及び運搬が容易であり、必要量だけ取り出して使用できることから、作業性も良い。
【図面の簡単な説明】
【0013】
【図1】有機繊維巻きテープの製造方法を説明するための製造フローを示す概略図。
【図2】有機繊維巻きテープの製造方法を説明するための他の製造フローを示す概略図。
【発明を実施するための形態】
【0014】
<有機繊維巻きテープ>
本発明の有機繊維巻きテープは、有機繊維テープが円筒状芯材の周囲に多数回(多数層)巻き付けられた(巻き取られた)ものである。
【0015】
本発明の有機繊維巻きテープで使用する有機繊維テープは、円筒状芯材に巻き取ることができ、かつ少なくとも実施例に記載の耐久試験1、2を実施したときに外観に変化がないもの(クラック等が生じないもの)である。
【0016】
本発明の有機繊維巻きテープで使用する有機繊維テープは、下記式(I)から求められる幅(W)が5〜100mmの範囲のものである。
2.5×10-5×N×d≦W≦2.5×10-4×N×d (I)
(式(I)中、Wは有機繊維テープの幅であり、Nは有機繊維テープを構成する有機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは有機繊維の繊維径で5〜20μmの範囲である。)
【0017】
式(I)から求められる有機繊維テープの幅(W)は、例えば、
繊維径5μmの有機繊維を40,000本使用することで、有機繊維テープの幅(W)を5〜50mmの範囲にすることができ、
繊維径10μmの有機繊維を20,000本使用することで、有機繊維テープの幅(W)を5〜50mmの範囲にすることができ、
繊維径20μmの有機繊維を10,000本使用することで、有機繊維テープの幅(W)を約5〜約50mmの範囲にすることができる。
式(I)から求められる有機繊維テープの幅(W)が5mm以上であると、樹脂(オレフィン系樹脂)の含浸が充分になるので、有機繊維テープ自体の強度が高められ、製造時の繊維切れが起こり難くなる。
式(I)から求められる有機繊維テープの幅(W)が100mm以下であると、テープ内の有機繊維の分布が均一になるので、有機繊維を含んでいることによる機能が充分に発現されるほか、取り扱いも容易である。
式(I)から求められる有機繊維テープの幅(W)は、10〜80mmが好ましく、10〜50mmがより好ましい。
【0018】
本発明の有機繊維巻きテープで使用する円筒状芯材は、幅(直径)方向の断面が円形のものであるが、多角形(三角形以上であるが、望ましくは六角形、八角形等)でもよいし、楕円形でもよい。
円筒状芯材は、紙、木、プラスチック、金属、セラミックス等からなるものを用いることができる。
【0019】
円筒状芯材の最小直径(最小外径)(D)は、式(II)から求められるものである。円筒状芯材の最小直径(D)は、上記幅(W)の有機繊維テープを巻き取ることができ、かつ少なくとも実施例に記載の耐久試験1、2を実施したときに外観に変化を生じさせない(クラック等を生じさせない)ような最小値である。
【0020】
1.0×F×t≦D (II)
(式(II)中、Fは有機繊維量で、20〜60質量%の範囲であり、tは有機繊維テープの厚みで、0.1〜1.0mmの範囲である。)
なお、円筒状芯材の断面形状が多角形、例えば六角形の場合には、正対する角同士を結んだ長さが前記Dとなり、楕円形の場合には長径の長さが前記Dとなる。
【0021】
有機繊維テープは、有機繊維量が少ないほど(即ち、オレフィン系樹脂量が多いほど)、柔軟性が向上して芯材に巻きやすくなる。但し、取り扱い上などの観点から一定の幅を確保しようとすると繊維の均一分散が困難になり、有機繊維量が少ないため、機械的強度も低下する。
また、有機繊維量が多いほど(即ち、オレフィン系樹脂量が少ないほど)、柔軟性が低下して、芯材に巻き難くなるほか、テープに成形することができない場合もある。
さらに有機繊維テープは、厚みが大きいと製造は容易であるが、芯材に巻きにくくなり、厚みが小さいと製造が困難になるが、芯材に巻きやすくなる。
【0022】
式(II)は、有機繊維テープの有機繊維濃度(F)及び厚み(t)の関係から、有機繊維テープを巻き付けて保持できる円筒状芯材の最小直径(D)を求めるものである。
具体的には、様々な濃度(F)及び厚み(t)を有する有機繊維テープを様々な直径の芯材に巻き付けたとき、有機繊維テープに外観変化が生じない場合の芯材の最小直径(D)を実験により測定し、濃度(F)及び厚み(t)との関連から式(II)を導くことができる。
【0023】
式(II)から求められる円筒状芯材の最小直径(D)以上であると、巻き付けて保持したときに有機繊維テープにクラック等が生じることがない。なお、円筒状芯材の最小直径(D)は、運搬時、保管時、作業時等における取り扱い易さの観点からは、式(II)から求められる最小直径(D)を満たすものの内、25mm以上であることが好ましく、30mm以上であることがより好ましい。
また、円筒状芯材の上限値は、有機繊維テープを巻くことができ、かつクラック等を生じさせないとの理由からは制限はなく、製造工程、保管及び運搬、作業現場等の要請に応じて適宜選択することができるものであり、例えば1000mm以下にすることができるが、取り扱い上の観点からは800mm以下が好ましく、600mm以下、500mm以下がより好ましい。
【0024】
使用する有機繊維の種類により、同じテープ幅、テープ厚み、テープ長さであっても、テープの剛性(曲げ弾性率、引張強度等)が異なる。
このため、有機繊維テープの種類(有機繊維テープに含有される有機繊維の種類)によっては、式(II)で求められる芯材の最小直径(D)を調整することが望ましい。
例えば、式(I)から求められる幅50mm、厚さ0.4mm、長さ80mmで、オレフィン系樹脂60質量%の全芳香族ポリアミド繊維(アラミド繊維)テープの曲げ弾性率(又は引張強度)(S1)と最小直径(D1)を基準として、他の繊維の同じ条件の曲げ弾性率(又は引張強度)(S2)としたときの最小直径(D2)は、
次式:D2=D1×S2/S1、から求めることができる。
【0025】
有機繊維巻きテープとなる有機繊維テープは、有機繊維とオレフィン系樹脂を含む複合体からなるものである。なお、本発明で用いる有機繊維には炭素繊維は含まれない。
有機繊維としては、ポリアミド繊維、ポリビニルアルコール繊維、アクリル繊維、ポリオレフィン繊維、ポリオキシメチレン繊維、ポリテトラフルオロエチレン繊維、ポリエステル繊維(全芳香族ポリエステル繊維を含む)、ポリイミド繊維、液晶ポリエステル繊維を用いることができるが、これらの中でもポリアミド繊維が好ましい。
【0026】
ポリアミド繊維としては、全芳香族ポリアミド繊維、ジアミンとジカルボン酸のいずれか一方が芳香族化合物である半芳香族ポリアミド繊維、脂肪族ポリアミド繊維が好ましく、これらの中でも全芳香族ポリアミド繊維が好ましい。
全芳香族ポリアミド繊維としては、コポリp−フェニレン−3,4オキシジフェニレンテレフタルアミド繊維、ポリp−フェニレンテレフタルアミド繊維、ポリm−フェニレンテレフタルアミド繊維、ポリp−フェニレンイソフタルアミド繊維、ポリm−フェニレンイソフタルアミド繊維、ジアミノジフェニルエーテルとテレフタル酸又はイソフタル酸から得られる繊維から選ばれるものを用いることができる。
【0027】
オレフィン系樹脂は、ポリプロピレン、高密度、低密度及線状低密度ポリエチレン、ポリ−1−ブテン、ポリイソブチレン、エチレンとプロピレンの共重合体、エチレン−プロピレン−ジエン三元共重合体(原料としてのジエン成分が10質量%以下)、ポリメチルペンテン、エチレン又はプロピレン(50モル%以上)と他の共重合モノマー(酢酸ビニル、メタクリル酸アルキルエステル、アクリル酸アルキルエステル、芳香族ビニル等)とのランダム、ブロック、グラフト共重合体等を用いることができる。これらのオレフィン系樹脂は、1種でもよいし、2種以上を組み合わせて用いることもできる。
また、オレフィン系樹脂は、有機繊維との密着性を高めるため、オレフィン系樹脂中に酸変性ポリオレフィンを含有させることができる。酸変性ポリオレフィンの含有量は、オレフィン系樹脂と酸変性ポリオレフィンとの合計量中20質量%以下の量が好ましい。酸変性ポリオレフィンは、例えば、特開2005−125581号公報の〔0010〕〜〔0014〕に記載のものと同じものを用いることができる。
【0028】
本発明の有機繊維巻きテープは、円筒状芯材に巻き取られた形態のものであり、作業時には、適当長さを繰り出し、所望長さに切断して、有機繊維テープとして使用することができる。
【0029】
本発明の有機繊維巻きテープから取り出した有機繊維テープは、各種樹脂成形体の補強材として使用することができる。
【0030】
本発明の有機繊維巻きテープから取り出した有機繊維テープは、平織り、綾織り、朱子織り等の方法を適用して、シート状の織物にすることもでき、前記のシート状の織物を筒状等に加工することもできる。
また本発明の有機繊維巻きテープから取り出した有機繊維テープを筒状に編み上げることもできる。
【0031】
本発明の有機繊維巻きテープから取り出した有機繊維テープ、それらから得られたシートや筒状体等は、オレフィン系樹脂を含んでいるため、加熱することにより、所望形状に変形させることができる。
【0032】
<有機繊維巻きテープの製造方法>
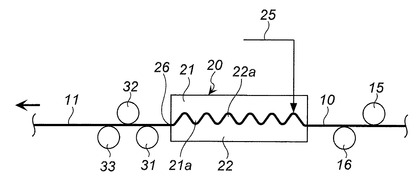
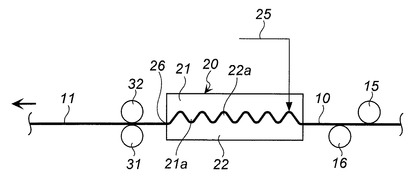
図1、図2により、有機繊維巻きテープの製造方法を説明する。
最初の工程にて、送りロール15、16で支持しながら、1本又は2本以上の有機繊維を含む集束体10をクロスヘッドダイ20に導入する。
集束体10は、繊維径が5〜24μm、繊維本数が1000〜200,000本の範囲の有機繊維束が好ましく、より好ましくは3000〜150,000本の範囲の有機繊維束である。
この有機繊維束は、市販の有機繊維束(例えば、20K=20,000本)をそのまま使用してもよいし、複数の市販の有機繊維束を組み合わせて使用(例えば、5K=5,000本の繊維束を4束組み合わせて20,000本にして使用)してもよい。
またこの集束体10は、有機繊維束をそのまま使用しもよいし、有機繊維束の表面を集束剤にて表面処理して仮留め状態(束がばらけることがなく、かつ後の開繊作業が損なわれない程度に一体化された状態)にしたものでもよい。
【0033】
次に、クロスヘットダイ20内において、加熱及び加圧状態にて、有機繊維を含む集束体10を開繊しながら溶融樹脂(溶融状態のオレフィン系樹脂)と接触させる。
【0034】
集束体10の開繊は、集束体10に対して厚み方向に圧力を加えることができる方法であればよく、本発明では、上型21と下型22とを組み合わせたクロスヘットダイ20を用いる。
【0035】
クロスヘッドダイ20は、長さ方向に連続して形成された波形状の凹凸21aを有する上型21と、上型21の波形状の凹凸21aと嵌合できるように形成された波形状の凹凸22aを有する下型22が組み合わされている。
【0036】
上型21(又は下型22でもよい)に溶融樹脂の導入ライン(導入孔)25が設けられており、上型21と下型22との間の集束体10の通過間隙に溶融樹脂を供給できるようになっている。
【0037】
上型21と下型22には、それぞれ加熱手段が取り付けられ、それらの通過間隙を通る集束体10を加熱する。このときの加熱温度は、導入ライン(導入孔)25から供給した樹脂(オレフィン系樹脂)の融点以上の温度である。
【0038】
集束体10は、上型21と下型22との間の通過間隙を通るとき、凹凸21a、22aの間隙をジグザグに通過する過程で開繊され、有機繊維間に溶融したオレフィン系樹脂が含浸される。
【0039】
その後、集束体10とオレフィン系樹脂が一体化された複合体が、クロスヘッドダイ20のスリット出口26からテープ状(有機繊維テープ11)に押し出される。このとき、スリット出口26の大きさを調整することで、有機繊維テープ11の厚みと幅が調整される。
【0040】
その後、適宜配置された冷却ロール31、32、33で冷却されながら引き取られ、円柱状の芯材に巻き取られ、有機繊維巻きテープが得られる。
図1では、冷却ロール31、32、33が、それぞれ有機繊維テープ11を介して当接しない位置に配置されており、有機繊維テープ11のいずれか一面が先に冷却され、続いて他面が冷却される。
図2では、冷却ロール31、32が、それぞれ有機繊維テープ11を介して当接する位置に配置されており、有機繊維テープ11の両面が同時に冷却される。
【実施例】
【0041】
製造例(有機繊維テープの製造)
図1に示すフローにより、表1に示す有機繊維濃度と厚みを有する有機繊維テープを製造した。
【0042】
<有機繊維集束体10>
アラミド繊維集束体:T241J HFY8330T5000(帝人テクノプロダクツ株式会社)
<オレフィン系樹脂>
ポリプロピレン(PMB60A(サンアロマー株式会社製))95質量%とマレイン酸変性ポリプロピレン(マレイン酸変性量1.0質量%,OREVAC CA100:アトフィナ社製)5質量%の混合物
<製造条件>
集束体10の送り速度:5m/分
クロスヘッドダイ20の加熱温度:290℃
スリット出口:幅(テープの厚み)0.1〜1.0mm×長さ(テープの幅)10〜50mm
冷却ロール31の表面温度:80℃
冷却ロール32の表面温度:80℃
冷却ロール33の表面温度:60℃
【0043】
得られた各有機繊維テープの有機繊維濃度(F)と厚み(t)を用い、式(II):3.0×F×t≦D、から円筒状芯材の最小直径(D)を求めたものを表1に示す。
【表1】

表1の結果から、アラミド繊維濃度(F)が40質量%で、厚み(t)が0.9mmのときは、最小直径(D)36mmの芯材に巻き取ることができることになる。
なお、アラミド繊維以外の有機繊維を用いた場合には、上記した式:D2=D1×S2/S1、から最小直径(D)を求めることができる。
【0044】
実施例及び比較例
上記製造例により、表2、3に示す各有機繊維テープを製造した。表2、表3に示す有機繊維テープについて、下記の耐久試験1を実施した。
【0045】
耐久試験1
有機繊維巻きテープは、図1に示す装置を使用し、表2、3に示す直径の芯材に対して機械的に3〜5層となるように巻き取って製造した。巻き終わり端部は粘着テープで固定した。得られた有機繊維巻きテープは、肉眼観察では各層が密な状態で巻き取られていた。得られた有機繊維巻きテープについて、次に示す耐久試験1をした。
有機繊維巻きテープを、室温(20〜25℃)で、湿度(50%)の雰囲気で24時間(1日間)以上保持した。
その後、有機繊維巻きテープから有機繊維テープを全て繰り出し、その表面を肉眼で観察して、クラック等の変化があるかどうかを観察した。結果を表2、3に示す。
【表2】
【表3】
【0046】
比較例Aは、アラミド繊維濃度が本発明の範囲外の例(10質量%)であり、繊維分散が不均一になった結果、繊維間隔が開きすぎて外観不良を起こすとともに、アラミド繊維を配合したことによる充分な機械的性質が得られず、製品不良となった。
比較例Bは、幅(W)が本発明の範囲外(1mm)であり、製造時において繊維切れが発生してテープの製造ができかなった。
比較例Cは、アラミド繊維濃度が本発明の範囲外(80質量%)であり、テープに成形することができなかった。
実施例1〜6と比較例1〜6がそれぞれ対の例である。実施例1〜6では、芯材として表1に示した最小直径(D)を満たすものを使用したことにより、クラックの発生がなかったが、比較例1〜6は、最小直径(D)よりも小さな直径の芯材を使用したため、クラックの発生があった。
【0047】
耐久試験2
表2、表3に示す実施例1〜6の各テープは、テープの一端を固定した状態で、他端をつかんで180°回転させて変形させた後、他端を解放すると直ちに元の形状に回復した。これを10回以上繰り返してもテープの外観には変化が見られなかった。
【符号の説明】
【0048】
10 有機繊維のテープ状集束体
11 有機繊維テープ
20 クロスヘッドダイ
21 上型
22 下型
25 溶融樹脂の供給ライン(供給孔)
26 スリット出口
31、32、33 冷却ロール
【技術分野】
【0001】
本発明は、円筒状芯材に炭素を除く有機繊維テープが巻き付けられた有機繊維巻きテープと、その製造方法に関する。
【背景技術】
【0002】
樹脂材料の強化繊維として、各種の無機繊維や有機繊維が使用されている。
特許文献1は、長繊維強化複合材料の製造方法の発明であり、段落番号0007には繊維の例として、ガラス繊維、炭素繊維、金属繊維、芳香族ポリアミド繊等の連続した繊維が示されている。しかし、実施例で使用しているものはガラス繊維のみである。
【0003】
特許文献2は、所定の条件式を満たす強化繊維を熱可塑性樹脂で含浸して得られるテープ状成形材料の発明である。段落番号0007では、強化繊維としてガラス繊維、炭素繊維、アラミド繊維、セラミックス繊維、金属繊維等が例示されている。しかし、実施例で使用しているものはガラス繊維のみである。
【0004】
特許文献3は、炭素繊維強化熱可塑性樹脂テープの製造装置の発明である。前記製造装置は、炭素繊維強化熱可塑性樹脂テープの製造時に発生する毛羽を排出することが特徴のものである。
【0005】
特許文献4は、炭素繊維強化熱可塑性樹脂テープの製造方法の発明であるが、有機繊維についての記載はない。また、得られたテープ厚みは130μm以下となり、130μmを超えるものは曲げ強度が劣っていることが記載されている(表1参照)。特許文献4の発明は、テープの厚みが大きいと曲げ強度が劣るとの知見に基づき、テープ厚みを小さくすることで、曲げ強度を高めようとしたものである。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第3119699号公報
【特許文献2】特許第3386158号公報
【特許文献3】特開2007−76224号公報
【特許文献4】特開2007−118216号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
有機繊維を含むテープを保管したり運搬したりする場合には、長いままでは取り扱いが難しいため、芯材に巻き取った巻きテープの状態で保管・運搬できれば容易であり、使用時の作業性も良くなる。さらに作業の種類によっては、小さな径の巻きテープが使い易い場合や、大きな径の巻きテープが使いやすい場合がある。
【0008】
しかし、有機繊維を含む1つのテープのみで、小さな径の巻きテープや大きな径の巻きテープを製造することは困難である。
例えば、特許文献4に記載に記載のとおり、有機繊維ではないが炭素繊維を含むテープの場合には、前記テープの厚みが大きくなると(厚みが130μmを超えると)曲げ強度が劣る(即ち、厚みが大きくなると巻き取り保存が困難である)ことが知られていた。この事実からすると、炭素繊維テープを薄くすれば良いことになるが、過度に薄くすることは技術的に困難であり、返って作業性を損なうことも考えられる。
以上のとおり従来は、異なる径の芯材に対して巻き取ることができ、さらに巻き取った状態で保管や運搬ができ、作業現場にて巻き取った状態から取り出して使用できる有機繊維テープは知られていなかった。
【0009】
本発明は、保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた有機繊維巻きテープと、その製造方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
本発明は、課題の解決手段として、
有機繊維とオレフィン系樹脂を含む複合体からなる有機繊維テープが、円筒状芯材に巻き付けられた有機繊維巻きテープであって、
式(I)から求められる有機繊維テープの幅(W)が5〜100mmの範囲であり、
前記幅(W)が5〜100mmの範囲の有機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである有機繊維巻きテープを提供する。
2.5×10-5×N×d≦W≦2.5×10-4×N×d (I)
(式(I)中、Wは有機繊維テープの幅であり、Nは有機繊維テープを構成する有機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは有機繊維の繊維径で5〜20μmの範囲である。)
1.0×F×t≦D (II)
(式(II)中、Fは有機繊維量で、20〜60質量%の範囲であり、tは有機繊維テープの厚みで、0.1〜1.0mmの範囲である。)
【0011】
また本発明は、他の課題の解決手段として、
上記の有機繊維巻きテープの製造方法であって、
1本又は2本以上の有機繊維を含む集束体をクロスヘッドダイに導入する工程、
クロスヘットダイ内において、加熱及び加圧状態にて、有機繊維を含む集束体を開繊しながら溶融樹脂と接触させ、テープ状の有機繊維と熱可塑性樹脂が一体化されたテープ状の複合体を得る工程、
前記テープ状の複合体をクロスヘットダイのスリット出口から押し出し、厚さ方向の両側からローラーで支持し、かつ冷却することにより、有機繊維テープを得る工程、
得られた有機繊維テープ円筒状芯材に巻き付ける工程、
を有している有機繊維巻きテープの製造方法を提供する。
【発明の効果】
【0012】
本発明の有機繊維巻きテープは、芯材の周囲に有機繊維テープが巻き取られた形態であることから、保管及び運搬が容易であり、必要量だけ取り出して使用できることから、作業性も良い。
【図面の簡単な説明】
【0013】
【図1】有機繊維巻きテープの製造方法を説明するための製造フローを示す概略図。
【図2】有機繊維巻きテープの製造方法を説明するための他の製造フローを示す概略図。
【発明を実施するための形態】
【0014】
<有機繊維巻きテープ>
本発明の有機繊維巻きテープは、有機繊維テープが円筒状芯材の周囲に多数回(多数層)巻き付けられた(巻き取られた)ものである。
【0015】
本発明の有機繊維巻きテープで使用する有機繊維テープは、円筒状芯材に巻き取ることができ、かつ少なくとも実施例に記載の耐久試験1、2を実施したときに外観に変化がないもの(クラック等が生じないもの)である。
【0016】
本発明の有機繊維巻きテープで使用する有機繊維テープは、下記式(I)から求められる幅(W)が5〜100mmの範囲のものである。
2.5×10-5×N×d≦W≦2.5×10-4×N×d (I)
(式(I)中、Wは有機繊維テープの幅であり、Nは有機繊維テープを構成する有機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは有機繊維の繊維径で5〜20μmの範囲である。)
【0017】
式(I)から求められる有機繊維テープの幅(W)は、例えば、
繊維径5μmの有機繊維を40,000本使用することで、有機繊維テープの幅(W)を5〜50mmの範囲にすることができ、
繊維径10μmの有機繊維を20,000本使用することで、有機繊維テープの幅(W)を5〜50mmの範囲にすることができ、
繊維径20μmの有機繊維を10,000本使用することで、有機繊維テープの幅(W)を約5〜約50mmの範囲にすることができる。
式(I)から求められる有機繊維テープの幅(W)が5mm以上であると、樹脂(オレフィン系樹脂)の含浸が充分になるので、有機繊維テープ自体の強度が高められ、製造時の繊維切れが起こり難くなる。
式(I)から求められる有機繊維テープの幅(W)が100mm以下であると、テープ内の有機繊維の分布が均一になるので、有機繊維を含んでいることによる機能が充分に発現されるほか、取り扱いも容易である。
式(I)から求められる有機繊維テープの幅(W)は、10〜80mmが好ましく、10〜50mmがより好ましい。
【0018】
本発明の有機繊維巻きテープで使用する円筒状芯材は、幅(直径)方向の断面が円形のものであるが、多角形(三角形以上であるが、望ましくは六角形、八角形等)でもよいし、楕円形でもよい。
円筒状芯材は、紙、木、プラスチック、金属、セラミックス等からなるものを用いることができる。
【0019】
円筒状芯材の最小直径(最小外径)(D)は、式(II)から求められるものである。円筒状芯材の最小直径(D)は、上記幅(W)の有機繊維テープを巻き取ることができ、かつ少なくとも実施例に記載の耐久試験1、2を実施したときに外観に変化を生じさせない(クラック等を生じさせない)ような最小値である。
【0020】
1.0×F×t≦D (II)
(式(II)中、Fは有機繊維量で、20〜60質量%の範囲であり、tは有機繊維テープの厚みで、0.1〜1.0mmの範囲である。)
なお、円筒状芯材の断面形状が多角形、例えば六角形の場合には、正対する角同士を結んだ長さが前記Dとなり、楕円形の場合には長径の長さが前記Dとなる。
【0021】
有機繊維テープは、有機繊維量が少ないほど(即ち、オレフィン系樹脂量が多いほど)、柔軟性が向上して芯材に巻きやすくなる。但し、取り扱い上などの観点から一定の幅を確保しようとすると繊維の均一分散が困難になり、有機繊維量が少ないため、機械的強度も低下する。
また、有機繊維量が多いほど(即ち、オレフィン系樹脂量が少ないほど)、柔軟性が低下して、芯材に巻き難くなるほか、テープに成形することができない場合もある。
さらに有機繊維テープは、厚みが大きいと製造は容易であるが、芯材に巻きにくくなり、厚みが小さいと製造が困難になるが、芯材に巻きやすくなる。
【0022】
式(II)は、有機繊維テープの有機繊維濃度(F)及び厚み(t)の関係から、有機繊維テープを巻き付けて保持できる円筒状芯材の最小直径(D)を求めるものである。
具体的には、様々な濃度(F)及び厚み(t)を有する有機繊維テープを様々な直径の芯材に巻き付けたとき、有機繊維テープに外観変化が生じない場合の芯材の最小直径(D)を実験により測定し、濃度(F)及び厚み(t)との関連から式(II)を導くことができる。
【0023】
式(II)から求められる円筒状芯材の最小直径(D)以上であると、巻き付けて保持したときに有機繊維テープにクラック等が生じることがない。なお、円筒状芯材の最小直径(D)は、運搬時、保管時、作業時等における取り扱い易さの観点からは、式(II)から求められる最小直径(D)を満たすものの内、25mm以上であることが好ましく、30mm以上であることがより好ましい。
また、円筒状芯材の上限値は、有機繊維テープを巻くことができ、かつクラック等を生じさせないとの理由からは制限はなく、製造工程、保管及び運搬、作業現場等の要請に応じて適宜選択することができるものであり、例えば1000mm以下にすることができるが、取り扱い上の観点からは800mm以下が好ましく、600mm以下、500mm以下がより好ましい。
【0024】
使用する有機繊維の種類により、同じテープ幅、テープ厚み、テープ長さであっても、テープの剛性(曲げ弾性率、引張強度等)が異なる。
このため、有機繊維テープの種類(有機繊維テープに含有される有機繊維の種類)によっては、式(II)で求められる芯材の最小直径(D)を調整することが望ましい。
例えば、式(I)から求められる幅50mm、厚さ0.4mm、長さ80mmで、オレフィン系樹脂60質量%の全芳香族ポリアミド繊維(アラミド繊維)テープの曲げ弾性率(又は引張強度)(S1)と最小直径(D1)を基準として、他の繊維の同じ条件の曲げ弾性率(又は引張強度)(S2)としたときの最小直径(D2)は、
次式:D2=D1×S2/S1、から求めることができる。
【0025】
有機繊維巻きテープとなる有機繊維テープは、有機繊維とオレフィン系樹脂を含む複合体からなるものである。なお、本発明で用いる有機繊維には炭素繊維は含まれない。
有機繊維としては、ポリアミド繊維、ポリビニルアルコール繊維、アクリル繊維、ポリオレフィン繊維、ポリオキシメチレン繊維、ポリテトラフルオロエチレン繊維、ポリエステル繊維(全芳香族ポリエステル繊維を含む)、ポリイミド繊維、液晶ポリエステル繊維を用いることができるが、これらの中でもポリアミド繊維が好ましい。
【0026】
ポリアミド繊維としては、全芳香族ポリアミド繊維、ジアミンとジカルボン酸のいずれか一方が芳香族化合物である半芳香族ポリアミド繊維、脂肪族ポリアミド繊維が好ましく、これらの中でも全芳香族ポリアミド繊維が好ましい。
全芳香族ポリアミド繊維としては、コポリp−フェニレン−3,4オキシジフェニレンテレフタルアミド繊維、ポリp−フェニレンテレフタルアミド繊維、ポリm−フェニレンテレフタルアミド繊維、ポリp−フェニレンイソフタルアミド繊維、ポリm−フェニレンイソフタルアミド繊維、ジアミノジフェニルエーテルとテレフタル酸又はイソフタル酸から得られる繊維から選ばれるものを用いることができる。
【0027】
オレフィン系樹脂は、ポリプロピレン、高密度、低密度及線状低密度ポリエチレン、ポリ−1−ブテン、ポリイソブチレン、エチレンとプロピレンの共重合体、エチレン−プロピレン−ジエン三元共重合体(原料としてのジエン成分が10質量%以下)、ポリメチルペンテン、エチレン又はプロピレン(50モル%以上)と他の共重合モノマー(酢酸ビニル、メタクリル酸アルキルエステル、アクリル酸アルキルエステル、芳香族ビニル等)とのランダム、ブロック、グラフト共重合体等を用いることができる。これらのオレフィン系樹脂は、1種でもよいし、2種以上を組み合わせて用いることもできる。
また、オレフィン系樹脂は、有機繊維との密着性を高めるため、オレフィン系樹脂中に酸変性ポリオレフィンを含有させることができる。酸変性ポリオレフィンの含有量は、オレフィン系樹脂と酸変性ポリオレフィンとの合計量中20質量%以下の量が好ましい。酸変性ポリオレフィンは、例えば、特開2005−125581号公報の〔0010〕〜〔0014〕に記載のものと同じものを用いることができる。
【0028】
本発明の有機繊維巻きテープは、円筒状芯材に巻き取られた形態のものであり、作業時には、適当長さを繰り出し、所望長さに切断して、有機繊維テープとして使用することができる。
【0029】
本発明の有機繊維巻きテープから取り出した有機繊維テープは、各種樹脂成形体の補強材として使用することができる。
【0030】
本発明の有機繊維巻きテープから取り出した有機繊維テープは、平織り、綾織り、朱子織り等の方法を適用して、シート状の織物にすることもでき、前記のシート状の織物を筒状等に加工することもできる。
また本発明の有機繊維巻きテープから取り出した有機繊維テープを筒状に編み上げることもできる。
【0031】
本発明の有機繊維巻きテープから取り出した有機繊維テープ、それらから得られたシートや筒状体等は、オレフィン系樹脂を含んでいるため、加熱することにより、所望形状に変形させることができる。
【0032】
<有機繊維巻きテープの製造方法>
図1、図2により、有機繊維巻きテープの製造方法を説明する。
最初の工程にて、送りロール15、16で支持しながら、1本又は2本以上の有機繊維を含む集束体10をクロスヘッドダイ20に導入する。
集束体10は、繊維径が5〜24μm、繊維本数が1000〜200,000本の範囲の有機繊維束が好ましく、より好ましくは3000〜150,000本の範囲の有機繊維束である。
この有機繊維束は、市販の有機繊維束(例えば、20K=20,000本)をそのまま使用してもよいし、複数の市販の有機繊維束を組み合わせて使用(例えば、5K=5,000本の繊維束を4束組み合わせて20,000本にして使用)してもよい。
またこの集束体10は、有機繊維束をそのまま使用しもよいし、有機繊維束の表面を集束剤にて表面処理して仮留め状態(束がばらけることがなく、かつ後の開繊作業が損なわれない程度に一体化された状態)にしたものでもよい。
【0033】
次に、クロスヘットダイ20内において、加熱及び加圧状態にて、有機繊維を含む集束体10を開繊しながら溶融樹脂(溶融状態のオレフィン系樹脂)と接触させる。
【0034】
集束体10の開繊は、集束体10に対して厚み方向に圧力を加えることができる方法であればよく、本発明では、上型21と下型22とを組み合わせたクロスヘットダイ20を用いる。
【0035】
クロスヘッドダイ20は、長さ方向に連続して形成された波形状の凹凸21aを有する上型21と、上型21の波形状の凹凸21aと嵌合できるように形成された波形状の凹凸22aを有する下型22が組み合わされている。
【0036】
上型21(又は下型22でもよい)に溶融樹脂の導入ライン(導入孔)25が設けられており、上型21と下型22との間の集束体10の通過間隙に溶融樹脂を供給できるようになっている。
【0037】
上型21と下型22には、それぞれ加熱手段が取り付けられ、それらの通過間隙を通る集束体10を加熱する。このときの加熱温度は、導入ライン(導入孔)25から供給した樹脂(オレフィン系樹脂)の融点以上の温度である。
【0038】
集束体10は、上型21と下型22との間の通過間隙を通るとき、凹凸21a、22aの間隙をジグザグに通過する過程で開繊され、有機繊維間に溶融したオレフィン系樹脂が含浸される。
【0039】
その後、集束体10とオレフィン系樹脂が一体化された複合体が、クロスヘッドダイ20のスリット出口26からテープ状(有機繊維テープ11)に押し出される。このとき、スリット出口26の大きさを調整することで、有機繊維テープ11の厚みと幅が調整される。
【0040】
その後、適宜配置された冷却ロール31、32、33で冷却されながら引き取られ、円柱状の芯材に巻き取られ、有機繊維巻きテープが得られる。
図1では、冷却ロール31、32、33が、それぞれ有機繊維テープ11を介して当接しない位置に配置されており、有機繊維テープ11のいずれか一面が先に冷却され、続いて他面が冷却される。
図2では、冷却ロール31、32が、それぞれ有機繊維テープ11を介して当接する位置に配置されており、有機繊維テープ11の両面が同時に冷却される。
【実施例】
【0041】
製造例(有機繊維テープの製造)
図1に示すフローにより、表1に示す有機繊維濃度と厚みを有する有機繊維テープを製造した。
【0042】
<有機繊維集束体10>
アラミド繊維集束体:T241J HFY8330T5000(帝人テクノプロダクツ株式会社)
<オレフィン系樹脂>
ポリプロピレン(PMB60A(サンアロマー株式会社製))95質量%とマレイン酸変性ポリプロピレン(マレイン酸変性量1.0質量%,OREVAC CA100:アトフィナ社製)5質量%の混合物
<製造条件>
集束体10の送り速度:5m/分
クロスヘッドダイ20の加熱温度:290℃
スリット出口:幅(テープの厚み)0.1〜1.0mm×長さ(テープの幅)10〜50mm
冷却ロール31の表面温度:80℃
冷却ロール32の表面温度:80℃
冷却ロール33の表面温度:60℃
【0043】
得られた各有機繊維テープの有機繊維濃度(F)と厚み(t)を用い、式(II):3.0×F×t≦D、から円筒状芯材の最小直径(D)を求めたものを表1に示す。
【表1】
表1の結果から、アラミド繊維濃度(F)が40質量%で、厚み(t)が0.9mmのときは、最小直径(D)36mmの芯材に巻き取ることができることになる。
なお、アラミド繊維以外の有機繊維を用いた場合には、上記した式:D2=D1×S2/S1、から最小直径(D)を求めることができる。
【0044】
実施例及び比較例
上記製造例により、表2、3に示す各有機繊維テープを製造した。表2、表3に示す有機繊維テープについて、下記の耐久試験1を実施した。
【0045】
耐久試験1
有機繊維巻きテープは、図1に示す装置を使用し、表2、3に示す直径の芯材に対して機械的に3〜5層となるように巻き取って製造した。巻き終わり端部は粘着テープで固定した。得られた有機繊維巻きテープは、肉眼観察では各層が密な状態で巻き取られていた。得られた有機繊維巻きテープについて、次に示す耐久試験1をした。
有機繊維巻きテープを、室温(20〜25℃)で、湿度(50%)の雰囲気で24時間(1日間)以上保持した。
その後、有機繊維巻きテープから有機繊維テープを全て繰り出し、その表面を肉眼で観察して、クラック等の変化があるかどうかを観察した。結果を表2、3に示す。
【表2】
【表3】
【0046】
比較例Aは、アラミド繊維濃度が本発明の範囲外の例(10質量%)であり、繊維分散が不均一になった結果、繊維間隔が開きすぎて外観不良を起こすとともに、アラミド繊維を配合したことによる充分な機械的性質が得られず、製品不良となった。
比較例Bは、幅(W)が本発明の範囲外(1mm)であり、製造時において繊維切れが発生してテープの製造ができかなった。
比較例Cは、アラミド繊維濃度が本発明の範囲外(80質量%)であり、テープに成形することができなかった。
実施例1〜6と比較例1〜6がそれぞれ対の例である。実施例1〜6では、芯材として表1に示した最小直径(D)を満たすものを使用したことにより、クラックの発生がなかったが、比較例1〜6は、最小直径(D)よりも小さな直径の芯材を使用したため、クラックの発生があった。
【0047】
耐久試験2
表2、表3に示す実施例1〜6の各テープは、テープの一端を固定した状態で、他端をつかんで180°回転させて変形させた後、他端を解放すると直ちに元の形状に回復した。これを10回以上繰り返してもテープの外観には変化が見られなかった。
【符号の説明】
【0048】
10 有機繊維のテープ状集束体
11 有機繊維テープ
20 クロスヘッドダイ
21 上型
22 下型
25 溶融樹脂の供給ライン(供給孔)
26 スリット出口
31、32、33 冷却ロール
【特許請求の範囲】
【請求項1】
有機繊維とオレフィン系樹脂を含む複合体からなる有機繊維テープが、円筒状芯材に巻き付けられた有機繊維巻きテープであって、
式(I)から求められる有機繊維テープの幅(W)が5〜100mmの範囲であり、
前記幅(W)が5〜100mmの範囲の有機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである有機繊維巻きテープ。
2.5×10-5×N×d≦W≦2.5×10-4×N×d (I)
(式(I)中、Wは有機繊維テープの幅であり、Nは有機繊維テープを構成する有機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは有機繊維の繊維径で5〜20μmの範囲である。)
1.0×F×t≦D (II)
(式(II)中、Fは有機繊維量で、20〜60質量%の範囲であり、tは有機繊維テープの厚みで、0.1〜1.0mmの範囲である。)
【請求項2】
有機繊維テープの幅(W)が10〜80mmである、請求項1記載の有機繊維巻きテープ。
【請求項3】
有機繊維が、コポリp−フェニレン−3,4オキシジフェニレンテレフタルアミド繊維、ポリp−フェニレンテレフタルアミド繊維、ポリm−フェニレンテレフタルアミド繊維、ポリp−フェニレンイソフタルアミド繊維、ポリm−フェニレンイソフタルアミド繊維、ジアミノジフェニルエーテルとテレフタル酸又はイソフタル酸から得られる繊維から選ばれる全芳香族ポリアミド繊維である請求項1又は2記載の有機繊維巻きテープ。
【請求項4】
請求項1〜3のいずれか1項記載の有機繊維巻きテープの製造方法であって、
1本又は2本以上の有機繊維を含む集束体をクロスヘッドダイに導入する工程、
クロスヘットダイ内において、加熱及び加圧状態にて、有機繊維を含む集束体を開繊しながら溶融樹脂と接触させ、テープ状の有機繊維と熱可塑性樹脂が一体化されたテープ状の複合体を得る工程、
前記テープ状の複合体をクロスヘットダイのスリット出口から押し出し、厚さ方向の両側からローラーで支持し、かつ冷却することにより、有機繊維テープを得る工程、
得られた有機繊維テープ円筒状芯材に巻き付ける工程、
を有している有機繊維巻きテープの製造方法。
【請求項5】
前記クロスヘッドダイが、長さ方向に連続して形成された波形状の凹凸を有する上型と、前記上型の波形状の凹凸と嵌合できるように形成された波形状の凹凸を有する下型が組み合わされ、いずれか一方の型に溶融樹脂の導入孔が設けられたものであり、
前記有機繊維を含む集束体の開繊が、前記集束体が上型と下型の間をジグザグに通過することでなされるものである、請求項4記載の有機繊維巻きテープの製造方法。
【請求項1】
有機繊維とオレフィン系樹脂を含む複合体からなる有機繊維テープが、円筒状芯材に巻き付けられた有機繊維巻きテープであって、
式(I)から求められる有機繊維テープの幅(W)が5〜100mmの範囲であり、
前記幅(W)が5〜100mmの範囲の有機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである有機繊維巻きテープ。
2.5×10-5×N×d≦W≦2.5×10-4×N×d (I)
(式(I)中、Wは有機繊維テープの幅であり、Nは有機繊維テープを構成する有機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは有機繊維の繊維径で5〜20μmの範囲である。)
1.0×F×t≦D (II)
(式(II)中、Fは有機繊維量で、20〜60質量%の範囲であり、tは有機繊維テープの厚みで、0.1〜1.0mmの範囲である。)
【請求項2】
有機繊維テープの幅(W)が10〜80mmである、請求項1記載の有機繊維巻きテープ。
【請求項3】
有機繊維が、コポリp−フェニレン−3,4オキシジフェニレンテレフタルアミド繊維、ポリp−フェニレンテレフタルアミド繊維、ポリm−フェニレンテレフタルアミド繊維、ポリp−フェニレンイソフタルアミド繊維、ポリm−フェニレンイソフタルアミド繊維、ジアミノジフェニルエーテルとテレフタル酸又はイソフタル酸から得られる繊維から選ばれる全芳香族ポリアミド繊維である請求項1又は2記載の有機繊維巻きテープ。
【請求項4】
請求項1〜3のいずれか1項記載の有機繊維巻きテープの製造方法であって、
1本又は2本以上の有機繊維を含む集束体をクロスヘッドダイに導入する工程、
クロスヘットダイ内において、加熱及び加圧状態にて、有機繊維を含む集束体を開繊しながら溶融樹脂と接触させ、テープ状の有機繊維と熱可塑性樹脂が一体化されたテープ状の複合体を得る工程、
前記テープ状の複合体をクロスヘットダイのスリット出口から押し出し、厚さ方向の両側からローラーで支持し、かつ冷却することにより、有機繊維テープを得る工程、
得られた有機繊維テープ円筒状芯材に巻き付ける工程、
を有している有機繊維巻きテープの製造方法。
【請求項5】
前記クロスヘッドダイが、長さ方向に連続して形成された波形状の凹凸を有する上型と、前記上型の波形状の凹凸と嵌合できるように形成された波形状の凹凸を有する下型が組み合わされ、いずれか一方の型に溶融樹脂の導入孔が設けられたものであり、
前記有機繊維を含む集束体の開繊が、前記集束体が上型と下型の間をジグザグに通過することでなされるものである、請求項4記載の有機繊維巻きテープの製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2012−107190(P2012−107190A)
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願番号】特願2011−115828(P2011−115828)
【出願日】平成23年5月24日(2011.5.24)
【出願人】(501041528)ダイセルポリマー株式会社 (144)
【Fターム(参考)】
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願日】平成23年5月24日(2011.5.24)
【出願人】(501041528)ダイセルポリマー株式会社 (144)
【Fターム(参考)】
[ Back to top ]