
有機EL素子
【課題】燐光発光を利用した有機EL素子の光の取出し効率を向上させることが可能な有機EL素子を提供する。
【解決手段】透明支持基板10、第一の凹凸が形成されている凹凸層からなる回折格子11、並びに、第一の凹凸の形状が維持されるようにして、回折格子11上に順次積層された透明電極12、少なくとも発光層131を備える有機層13、及び、金属電極14を備える有機EL素子であって、(A)第一の凹凸の形状のフーリエ変換像が、円状又は円環状の模様を示しており、且つ、該模様が波数の絶対値が10μm−1以下の範囲内となる領域内に存在する、(B)第一の凹凸と、金属電極の有機層に対向する面の表面に形成された第二の凹凸とがいずれも、凹凸の深さ分布の標準偏差が15〜50nmとなる、(C)第一の凹凸の深さ分布の標準偏差に対する第二の凹凸の深さ分布の標準偏差の変化率が+15%〜−15%である、ことを満たしている有機EL素子。
【解決手段】透明支持基板10、第一の凹凸が形成されている凹凸層からなる回折格子11、並びに、第一の凹凸の形状が維持されるようにして、回折格子11上に順次積層された透明電極12、少なくとも発光層131を備える有機層13、及び、金属電極14を備える有機EL素子であって、(A)第一の凹凸の形状のフーリエ変換像が、円状又は円環状の模様を示しており、且つ、該模様が波数の絶対値が10μm−1以下の範囲内となる領域内に存在する、(B)第一の凹凸と、金属電極の有機層に対向する面の表面に形成された第二の凹凸とがいずれも、凹凸の深さ分布の標準偏差が15〜50nmとなる、(C)第一の凹凸の深さ分布の標準偏差に対する第二の凹凸の深さ分布の標準偏差の変化率が+15%〜−15%である、ことを満たしている有機EL素子。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、有機EL素子に関する。
【背景技術】
【0002】
有機エレクトロルミネッセンス素子(有機EL素子)は自発光素子として、ディスプレイ等の映像表示装置や面光源として用いられている。そして、このような有機EL素子は、一般的には、ガラス基板、透明プラスチックフィルム等の透明支持基板上に陽極である透明電極と、有機層と、陰極である金属電極を順に積層して作製されるものである。このように、透明電極と金属電極との間で印加された電圧により、陰極から供給された電子と陽極から供給されたホールとが有機層で再結合し、これに伴って生成される励起子が励起状態から基底状態へ移行する際にEL発光する。EL発光した光は透明電極を透過し、透明支持基板の側から外部に取り出される。
【0003】
しかしながら、このような有機EL素子においては、有機層で生じた光を外部に十分に取り出すことができないという問題があった。すなわち、有機層で生じた光のうちその多くは、素子の内部において多重反射を繰り返すうちに熱になって消えてしまうか、或いは、素子内部を導波し素子端部から出射してしまうため、十分な外部取り出し効率を達成することができないという問題があった。そのため、近年では、有機EL素子の分野において、凹凸形状の形成された回折格子を利用して外部への光の取り出し効率を向上させること等が提案されてきた。
【0004】
このような凹凸形状の形成された回折格子を利用する有機EL素子としては、例えば、国際公開第2011/007878号(特許文献1)においては、透明支持基板(A)、前記透明支持基板上に積層された硬化樹脂層(B)、前記硬化樹脂層(B)上に順次積層された透明電極(C)、有機層(D)、及び、金属電極(E)を備える有機EL素子であって、前記硬化樹脂層(B)が表面に凹凸が形成されており、前記凹凸の形状が、原子間力顕微鏡を用いて解析して得られる凹凸解析画像に2次元高速フーリエ変換処理を施してフーリエ変換像を得た場合に、前記フーリエ変換像が、波数の絶対値が0μm−1である原点を略中心とする円状又は円環状の模様を示しており、且つ、前記円状又は円環状の模様が、波数の絶対値が10μm−1以下の範囲内となる領域内に存在する形状である、有機EL素子が開示されている。このような特許文献1に記載の有機EL素子は、光の取出し効率が十分に高いものであるが、より高度な水準で光取出し効率を向上させることが可能な有機EL素子の出現が望まれている。なお、特許文献1においては、燐光発光を利用する有機EL素子については何ら記載がない。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】国際公開2011/007878号
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記従来技術の有する課題に鑑みてなされたものであり、有機EL素子の光の取出し効率をより高度な水準で向上させることができ、十分に高度な発光効率を達成することが可能な有機EL素子を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、上記目的を達成すべく鋭意研究を重ねた結果、透明支持基板、前記透明支持基板上に配置され且つ表面に第一の凹凸が形成されている凹凸層からなる回折格子、並びに、前記回折格子の表面に形成されている第一の凹凸の形状が維持されるようにして、前記回折格子上に順次積層された透明電極、少なくとも発光層を備える有機層、及び、金属電極、を備える有機EL素子において、前記素子を後述の条件(A)〜(C)を満たすものとすることにより、有機EL素子の光の取出し効率をより高度な水準で向上させることができ、十分に高度な発光効率を達成することが可能となることを見出し、本発明を完成するに至った。
【0008】
すなわち、本発明の有機EL素子は、透明支持基板、
前記透明支持基板上に配置され且つ表面に第一の凹凸が形成されている凹凸層からなる回折格子、並びに
前記回折格子の表面に形成されている第一の凹凸の形状が維持されるようにして、前記回折格子上に順次積層された透明電極、少なくとも発光層を備える有機層、及び、金属電極、
を備える有機EL素子であって、
下記条件(A)〜(C):
[条件(A)] 前記第一の凹凸の形状を原子間力顕微鏡を用いて解析して得られる凹凸解析画像に2次元高速フーリエ変換処理を施してフーリエ変換像を得た場合において、前記フーリエ変換像が、波数の絶対値が0μm−1である原点を略中心とする円状又は円環状の模様を示しており、且つ、前記円状又は円環状の模様が波数の絶対値が10μm−1以下の範囲内となる領域内に存在すること、
[条件(B)] 前記第一の凹凸と、前記金属電極の有機層に対向する面の表面に形成された第二の凹凸とがいずれも、凹凸の形状を原子間力顕微鏡を用いて解析して得られる凹凸解析画像に基づいて求められる凹凸の深さ分布の標準偏差が15〜50nmとなるものであること、
[条件(C)] 前記第一の凹凸の深さ分布の標準偏差に対する前記第二の凹凸の深さ分布の標準偏差の変化率が+15%〜−15%であること、
を満たしていることを特徴とするものである。
【0009】
また、上記本発明の有機EL素子においては、前記透明電極、及び、前記有機層中の厚みが10nm以上である各層(前記有機層中の厚みが10nm以上であるという条件を満たす各層)の前記金属電極と対向する面の表面に形成された凹凸がいずれも、凹凸の深さ分布の標準偏差が15〜50nmとなるものであり、且つ、前記第一の凹凸の深さ分布の標準偏差に対する凹凸の深さ分布の標準偏差の変化率が+15%〜−15%となるものであることが好ましい。なお、ここにいう「有機層中の厚みが10nm以上である各層」という条件は、厚みが10nm未満の層は層の厚みが薄いため、基本的に、第一の凹凸の形状が維持されるように条件を適宜選択しながら蒸着法、スパッタ法等の公知の方法で積層する場合に、その積層する対象物(被積層物)の表面に形成された凹凸形状の特性を十分に維持したまま積層することが可能であり、積層時に凹凸形状の特性が変化する割合が十分に低いため、有機層の各層のうちの厚みが10nm以上の層において、上記条件を満たす場合には、基本的に、有機層中の全ての層において上記条件を満たすものとみなすことができることから規定した条件である。
【0010】
また、上記本発明の有機EL素子においては、前記透明電極、及び、前記有機層の各層(厚みが10nm未満の層も含む全ての層)の前記金属電極と対向する面の表面に形成された凹凸がいずれも、凹凸の深さ分布の標準偏差が15〜50nmとなるものであり、且つ、前記第一の凹凸の深さ分布の標準偏差に対する凹凸の深さ分布の標準偏差の変化率が+15%〜−15%となるものであることがより好ましい。
【0011】
上記本発明の有機EL素子においては、前記有機層を構成する材料が、ガラス転移温度が70℃〜300℃の有機材料であることが好ましい。このような温度範囲のガラス転移温度を有する有機材料により有機層を構成することで、より効率よく上記条件(A)〜(C)を満たす有機EL素子を得ることが可能となる傾向にある。なお、ここにいう「有機層を構成する材料」とは、前記発光層がホスト材料とドーパント材料(例えば燐光材料や蛍光材料等)とを含む層である場合には、ドーパント材料を除く発光層を形成する材料(ホスト材料)と有機層の他の層を形成する材料とからなる材料をいう。
【0012】
また、上記本発明の有機EL素子においては、発光層の構成は特に制限されず、前述のように、ホスト材料とドーパント材料(例えば燐光材料や蛍光材料等)とを含む構成としてもよい。このような発光層としては、ホスト材料と燐光材料とを含む層であることが好ましい。そして、上記本発明の有機EL素子においては、前記有機層が正孔輸送層と電子輸送層とを更に備えており且つ前記発光層が燐光材料とホスト材料とを含有する層であることがより好ましい。この場合には、ホールが発光層と電子輸送層との間(例えば正孔阻止層を備える場合には発光層と正孔阻止層との界面)に溜まるか、あるいは、電子が発光層と正孔輸送層との間(例えば電子阻止層を備える場合には発光層と電子阻止層との界面)に溜まると、それらの界面で電子とホールの再結合が起こってしまい、三重項励起状態が消滅し易くなる傾向にあるが、これを最小化(ミニマム化)する観点から、前記発光層が第一発光層と第二発光層の二層構造を有しており且つ前記第一発光層と前記第二発光層のホスト材料の種類がそれぞれ異なることが更に好ましい。また、上述のように、前記有機層が正孔輸送層と電子輸送層とを更に備えており且つ前記発光層が燐光材料とホスト材料とを含有する層である場合には、正孔輸送層と発光層の界面が実質的になくなり、エネルギー障壁および界面でのキャリア移動度の低下による発光効率の低下を十分に抑制できるという観点から、前記正孔輸送層を構成する材料と前記発光層のホスト材料とが同一の材料からなることが更に好ましい。また、正孔輸送層と電子輸送層とを備えている場合であって、前記発光層が第一発光層と第二発光層の二層構造を有しており且つ前記第一発光層と前記第二発光層のホスト材料の種類がそれぞれ異なる場合においては、前記正孔輸送層を構成する材料と前記第一発光層のホスト材料とが同一の材料からなり、かつ前記電子輸送層を構成する材料と前記第二発光層のホスト材料とが同一の材用からなることが好ましい。
【0013】
また、上記本発明の有機EL素子においては、前記発光層を構成する前記ホスト材料が、ガラス転移温度が100℃〜300℃の有機材料であることが好ましい。
【0014】
さらに、上記本発明の有機EL素子においては、前記回折格子の表面に形成されている凹凸の平均高さが20〜200nmの範囲であることが好ましい。
【0015】
また、上記本発明の有機EL素子においては、前記回折格子の表面に形成されている凹凸の平均ピッチが100〜700nmの範囲であることが好ましい。
【0016】
また、上記本発明の有機EL素子においては、前記回折格子の凹凸層が硬化樹脂層であっても無機層であってもよく、特に制限されないが、耐熱性や機械的強度等の特性がより高いものとなるという観点から、前記凹凸層は無機層であることが好ましい。
【0017】
なお、本発明の有機EL素子によって、有機EL素子の光の取出し効率をより高度な水準で向上させることができ、十分に高度な発光効率を達成することが可能となる理由は必ずしも定かではないが、本発明者らは以下のように推察する。すなわち、先ず、本発明においては、上記条件(A)を満たす回折格子が利用されている。このような条件(A)を満たす凹凸形状の回折格子を利用することで、有機層で生じた光が有機層の界面等において反射されて素子の内部において多重反射を繰り返すことを抑制できるとともに、透明支持基板と空気との界面において反射された光も、回折効果により再出射させることができ、光の取り出し効率を向上できる。また、本発明においては、前記第一の凹凸と前記第二の凹凸とがいずれも凹凸の深さ分布の標準偏差が15〜50nmとなっている(条件(B))。このような凹凸の深さ分布の標準偏差を達成することにより、凹凸の平坦化による回折効率低下を防ぎつつ、素子全体にわたって電界強度分布を一定に保つことが可能となるため、これにより十分な回折効果を得ながら局所的な電界集中やリーク電流の発生が抑制される。さらに、本発明においては、前記第一の凹凸の深さ分布の標準偏差に対する前記第二の凹凸の深さ分布の標準偏差の変化率が+15%〜−15%となっている(条件(C))。このように、前記第一の凹凸と前記第二の凹凸との間で標準偏差の変化率が+15%〜−15%となっている場合には、前記第一の凹凸と前記第二の凹凸との間において凹凸の形状の追従性が十分に高くなっている。そして、このように前記第一の凹凸と前記第二の凹凸との間で凹凸の形状の追従性が高い場合には、前記第一の凹凸と前記第二の凹凸との表面間の距離の均一性が高いため、これらの層間の距離が極端に長くなるような部位や極端に短くなるような部位の発生が十分に防止(層間の距離が不均一となることが防止)される。そのため、上記条件(C)を満たすことにより、層間の距離が不均一な部分での局所的な電界集中やリーク電流の発生が十分に抑制されるものと本発明者らは推察する。このように、本発明においては、第一の凹凸を有する回折格子を上記条件(A)を満たすようなものとしつつ、第一の凹凸と前記金属電極の表面に形成された前記第二の凹凸とが上記条件(B)〜(C)を満たすものとすることにより、十分に高度な回折効果を得ながら、局所的な電界集中やリーク電流の発生をも十分に抑制することができるため、光の取出し効率を十分に安定して向上することができ、これにより発光効率を十分に向上することができるものと本発明者らは推察する。また、本発明の有機EL素子においては、局所的な電界集中を十分に抑制することができるため、本発明において好適な燐光系の素子を形成した場合(発光層がホスト材料と燐光材料とを含有する場合)においても、電界集中により燐光材料の三重項励起状態が消滅する、いわゆるロールオフ現象が発生することも十分に抑制でき、これにより燐光発光の発光効率の低下も十分に抑制できる。このように、本発明の有機EL素子においては、局所的な電界集中が十分に抑制されることに起因して、発光効率を十分に向上することができるものと本発明者らは推察する。
【発明の効果】
【0018】
本発明によれば、有機EL素子の光の取出し効率をより高度な水準で向上させることができ、十分に高度な発光効率を達成することが可能な有機EL素子を提供することが可能となる。
【図面の簡単な説明】
【0019】
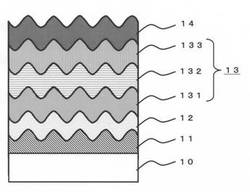
【図1】本発明の有機EL素子の好適な一実施形態を模式的に示す断面図である。
【図2】有機層中の任意の2層に基づいて凹部間の厚み及凸部間の厚みを概念的に示す概念図である。
【図3】山形構造の凹凸を有する第1ポリマーセグメントからなる層が形成され基材(転写用のマスター)の一実施形態を模式的に示す断面図である。
【図4】山形構造の凹凸を有する第1ポリマーセグメントからなる層が形成され基材(転写用のマスター)の表面の凹凸上にシード層が積層されている状態を模式的に示す断面図である。
【図5】シード層上に金属層が形成された状態を模式的に示す断面図である。
【図6】転写用のマスターの表面上に積層されていた金属層及びシード層からなる金属部(母型)を転写用のマスターから剥離した状態を模式的に示す断面図である。
【図7】透明支持基板上に回折格子形成材料を塗布した状態を模式的に示す断面図である。
【図8】回折格子形成用の母型を押し付けつつ回折格子形成材料を硬化させた状態を模式的に示す断面図である。
【図9】回折格子形成用の母型を取り外して回折格子形成材料の硬化層の表面に凹凸が形成された状態を模式的に示す断面図である。
【図10】本発明の有機EL素子の好適な他の実施形態を模式的に示す断面図である。
【図11】本発明の有機EL素子の好適な他の実施形態を模式的に示す断面図である。
【図12】実施例1で得られた回折格子の表面の原子間力顕微鏡による凹凸解析画像を2次元高速フーリエ変換処理の結果をディスプレイ上に表示したフーリエ変換像を示す写真である。
【図13】実施例1で得られた有機EL素子の断面の電子顕微鏡写真である。
【図14】実施例1で得られた有機EL素子の断面の電子顕微鏡写真である。
【図15】比較例1で得られた有機EL素子の断面の電子顕微鏡写真である。
【発明を実施するための形態】
【0020】
以下、図面を参照しながら本発明の好適な実施形態について詳細に説明する。なお、以下の説明及び図面中、同一又は相当する要素には同一の符号を付し、重複する説明は省略する。
【0021】
本発明の有機EL素子は、透明支持基板、
前記透明支持基板上に配置され且つ表面に第一の凹凸が形成されている凹凸層からなる回折格子、並びに
前記回折格子の表面に形成されている第一の凹凸の形状が維持されるようにして、前記回折格子上に順次積層された透明電極、少なくとも発光層を備える有機層、及び、金属電極、
を備える有機EL素子であって、
下記条件(A)〜(C):
[条件(A)] 前記第一の凹凸の形状を原子間力顕微鏡を用いて解析して得られる凹凸解析画像に2次元高速フーリエ変換処理を施してフーリエ変換像を得た場合において、前記フーリエ変換像が、波数の絶対値が0μm−1である原点を略中心とする円状又は円環状の模様を示しており、且つ、前記円状又は円環状の模様が波数の絶対値が10μm−1以下の範囲内となる領域内に存在すること、
[条件(B)] 前記第一の凹凸と、前記金属電極の有機層に対向する面の表面に形成された第二の凹凸とがいずれも、凹凸の形状を原子間力顕微鏡を用いて解析して得られる凹凸解析画像に基づいて求められる凹凸の深さ分布の標準偏差が15〜50nmとなるものであること、
[条件(C)] 前記第一の凹凸の深さ分布の標準偏差に対する前記第二の凹凸の深さ分布の標準偏差の変化率が+15%〜−15%であること、
を満たしていることを特徴とするものである。
【0022】
図1は、本発明の有機EL素子の好適な一実施形態を模式的に示す断面図である。図1に示す実施形態の有機EL素子は、透明支持基板10、及び透明支持基板10上に積層され且つ表面に凹凸が形成された凹凸層からなる回折格子11、並びに、回折格子11の表面に形成されている凹凸の形状が維持されるようにして回折格子11上に順次積層された透明電極12、有機層13及び金属電極14を備えており、且つ、有機層13が、正孔輸送層131と、発光層132と、電子輸送層133とを備える積層構成のものである。
【0023】
<透明支持基板10>
透明支持基板10としては特に制限されず、有機EL素子に用いることが可能な公知の透明基板を適宜利用することができ、例えば、ガラス等の透明無機材料からなる基板;ポリエチレンテレフタレート(PET)、ポリエチレンテレナフタレート(PEN)、ポリカーボネート(PC)、シクロオレフィンポリマー(COP)、ポリメチルメタクリレート(PMMA)、ポリスチレン(PS)等の樹脂からなる基板;これらの樹脂からなる基板の表面にSiN、SiO2、SiC、SiOxNy、TiO2、Al2O3等の無機物からなるガスバリア層を形成してなる積層基板;これらの樹脂からなる基板及びこれらの無機物からなるガスバリア層を交互に積層してなる積層基板が挙げられる。また、透明支持基板10の厚みは、1〜2000μmの範囲であることが好ましい。
【0024】
<回折格子11>
回折格子11は、表面に第一の凹凸の形成された凹凸層からなるものである。このような回折格子11(凹凸層)を形成するための材料としては、例えば、エポキシ樹脂、アクリル樹脂、ウレタン樹脂、メラミン樹脂、ウレア樹脂、ポリエステル樹脂、フェノール樹脂、架橋型液晶樹脂等の樹脂材料や、透明無機層形成材料(例えばゾルゲル法により凹凸層を形成して透明な無機層を形成する場合には、金属アルコキシド等の金属材料を含むゾル溶液が挙げられる。)等が挙げられる。このように、回折格子11(凹凸層)は前記樹脂材料を硬化せしめてなる硬化樹脂層であっても、透明無機層形成材料を利用して形成される無機層であってもよいが、より高度な耐熱性や機械的強度等の特性を有する層が得られるという観点からは、無機層であることが好ましい。また、回折格子11の厚みは0.01〜500μmの範囲であることが好ましい。回折格子11の厚みが前記下限未満では、回折格子11の表面に形成される凹凸の高さが不十分となる傾向にあり、他方、前記上限を超えると、硬化時に生じる体積変化の影響が大きくなり凹凸形状が良好に形成できなくなる傾向にある。
【0025】
また、回折格子11においては、前記条件(A)を満たす第一の凹凸が形成されている。すなわち、回折格子11は、その表面に形成されている第一の凹凸の形状を原子間力顕微鏡を用いて解析して得られる凹凸解析画像に2次元高速フーリエ変換処理を施してフーリエ変換像を得た場合において、前記フーリエ変換像が、波数の絶対値が0μm−1である原点を略中心とする円状若しくは円環状の模様を示しており且つ前記第一の凹凸の形状の前記フーリエ変換像の前記円状若しくは円環状の模様が、波数の絶対値が10μm−1以下の範囲内となる領域内に存在する必要がある。前記フーリエ変換像が上記の条件(A)を満たすことにより、回折格子11が、波長依存性及び指向性が十分に少なく且つ十分な回折効果を有するものとなる。
【0026】
また、このようなフーリエ変換像の模様としては、波長依存性及び指向性の点で更に高度な効果が得られるという観点から、円環状であることがより好ましい。また、同様に波長依存性及び指向性の点で更に高度な効果が得られるという観点から、前記フーリエ変換像の円状若しくは円環状の模様は、波数の絶対値が1.25〜10μm−1(更に好ましくは1.25〜5μm−1)の範囲内となる領域内に存在することがより好ましい。
【0027】
なお、本発明にいう「フーリエ変換像の円状や円環状の模様」は、フーリエ変換像において輝点が集合することにより観測される模様である。そのため、本発明にいう「円状」とは、輝点が集合した模様がほぼ円形の形状に見えることを意味し、外形の一部が凸状又は凹状となっているように見えるものも含む概念であり、また、「円環状」とは、輝点が集合した模様がほぼ円還状に見えることを意味し、環の外側の円や内側の円の形状がほぼ円形の形状に見えるものも含み且つかかる環の外側の円や内側の円の外形の一部が凸状又は凹状となっているように見えるものも含む概念である。
【0028】
また、本発明にいう「円状又は円環状の模様が波数の絶対値が10μm−1以下(好ましくは1.25〜10μm−1、更に好ましくは1.25〜5μm−1)の範囲内となる領域内に存在する」とは、フーリエ変換像を構成する輝点のうちの30%以上(より好ましくは50%以上、更により好ましくは80%以上、特に好ましくは90%以上)の輝点が波数の絶対値が10μm−1以下(好ましくは1.25〜10μm−1、更に好ましくは1.25〜5μm−1)の範囲内となる領域内に存在することをいう。
【0029】
前記フーリエ変換像は、前記凹凸層の表面に形成されている凹凸の形状を原子間力顕微鏡を用いて解析して凹凸解析画像を得た後に、前記凹凸解析画像に2次元高速フーリエ変換処理を施すことにより得られる。また、前記凹凸解析画像は、原子間力顕微鏡を用いて下記解析条件:
測定方式:カンチレバー断続的接触方式
カンチレバーの材質:シリコン
カンチレバーのレバー幅:40μm
カンチレバーのチップ先端の直径:10nm
により解析して得ることができる。
【0030】
このような原子間力顕微鏡としては、適宜市販されているものを使用することができ、例えば、SIIナノテクノロジー社製の環境制御ユニット付走査型プローブ顕微鏡「NanonaviIIステーション/E−sweep」を使用することができる。また、前記原子間力顕微鏡の測定方式としては、カンチレバー断続的接触方式を採用することが好ましいが、SIIナノテクノロジー社製の環境制御ユニット付走査型プローブ顕微鏡の用いる場合には、ダイナミックフォースモード(DMFモード)を使用することができる。さらに、カンチレバーとしては、材質がシリコンであり、レバー幅が40μmであり且つチップ先端の直径が10nmのものを使用することが好ましく、例えば、SI−DF40を使用することができる。また、前記原子間力顕微鏡を用いて解析する場合には、大気中において温度を25℃として前記凹凸層の表面に形成されている凹凸の形状を観察することが好ましい。
【0031】
前記凹凸解析画像の2次元高速フーリエ変換処理は、2次元高速フーリエ変換処理ソフトウエアを備えたコンピュータを用いた電子的な画像処理によって容易に行うことができる。このような2次元高速フーリエ変換処理においては、前記凹凸解析画像に1次傾き補正を含むフラット処理を施すことが好ましい。なお、このような2次元高速フーリエ変換処理を施す前記凹凸解析画像には、表示範囲が3μm角(縦3μm、横3μm)の凹凸解析画像を用いることができる。
【0032】
また、回折格子11においては、表面に形成された第一の凹凸の深さ分布の標準偏差(σ)が15〜50nmとなる必要がある。このような第一の凹凸の深さ分布の標準偏差(σ)が前記下限未満では十分な回折効果が得られなくなり、光取出し効率を十分に向上させることが困難となる。他方、第一の凹凸の深さ分布の標準偏差(σ)が前記上限を超えると、陽極−陰極間距離が短い部位が多数存在するようになるため、得られる素子において、局所的な電界集中やリーク電流等が発生して十分な発光効率を得ることができなくなる。なお、局所的な電界集中が発生した場合には、特定の箇所に電界が集中することにより発熱して素子の破壊が生じて寿命が短くなる傾向にある。また、第一の凹凸の深さ分布の標準偏差(σ)としては、上記上限値及び下限値と同様の観点で、より高度な効果が得られることから、17〜40nmであることが好ましく、18〜30nmであることがより好ましい。
【0033】
なお、本発明において、凹凸形状の凹凸の深さ分布の標準偏差は、下記式(I):
【0034】
【数1】

【0035】
[式(I)中、Nは測定点の総数(総ピクセル数)を示し、xiはi番目の測定点の凹凸深さのデータを示し、iは1〜Nまでの整数のうちのいずれかを示し、mは凹凸の深さ分布の平均値を示す。]
を計算することにより求めることができる。また、このような式(I)中の凹凸の深さ分布の平均値(m)は、以下のような方法により測定する。すなわち、このような凹凸の深さ分布の平均値(m)の測定方法においては、先ず、凹凸の形状を、走査型プローブ顕微鏡(例えば、エスアイアイ・ナノテクノロジー株式会社製の製品名「E−sweep」等)を用いて凹凸解析画像を測定する。このようにして、凹凸を解析する際には、前述の解析条件で任意の3μm角(縦3μm、横3μm)の測定領域を測定して凹凸解析画像を求める。その際に測定領域内の16384点(縦128点×横128点)以上の測定点における凹凸高さのデータをナノメートルスケールでそれぞれ求める。なお、このような測定点の総数(N)は、用いる測定装置の種類や設定によっても異なるものではあるが、例えば、測定装置として上述のエスアイアイ・ナノテクノロジー株式会社製の製品名「E−sweep」を用いた場合には、3μm角の測定領域内において前記測定点の総数(N)を65536点(縦256点×横256点)とすることができ、測定点が65536点の測定(256×256ピクセルの解像度での測定)を行うことができる。そして、このようにして各測定点において測定される凹凸高さ(単位:nm)に関して、先ず、全測定点のうち、透明支持基板10の表面からの高さが最も高い測定点を求める。そして、かかる測定点を含み且つ透明支持基板10の表面と平行な面を基準面(水平面)として、その基準面からの深さの値(回折格子11の場合、前記測定点における透明支持基板10からの高さの値から各測定点における透明支持基板10からの高さを差し引いた差分)を凹凸深さのデータとして求める。なお、このような凹凸深さデータは、測定装置(例えばエスアイアイ・ナノテクノロジー株式会社製の製品名「E−sweep」)によっては測定装置中のソフト等により自動的に計算して求めることが可能でき、このような自動的に計算して求められた値を凹凸深さのデータとして利用できる。このようにして、各測定点における凹凸深さのデータを求めた後、凹凸の深さ分布の平均値(m)は、下記式(II):
【0036】
【数2】
【0037】
[式(II)中、Nは測定点の総数(総ピクセル数)を示し、iは1〜Nまでの整数のうちのいずれかを示し、xiはi番目の測定点の凹凸深さのデータを示し、mは凹凸の深さ分布の平均値を示す。]
を計算することにより求めることができる。
【0038】
また、このような回折格子11においては、第一の凹凸の深さ分布の平均値(m)が30〜70nmであることが好ましく、40〜60nmであることがより好ましい。このような深さ分布の平均値(m)が前記下限未満では、凹凸深さが浅いために十分な回折効果が得られず、発光効率を十分に向上させることが困難となる傾向にあり、他方、前記上限を超えると、凹凸のアスペクト比が大きくなるため、有機EL素子に用いた場合に、電極にクラックが発生し易くなるばかりか、使用時にリーク電流が発生し易くなり、発光効率が低下する場合や全く発光しない場合が生じ、有機EL素子の寿命が短くなってしまう傾向にある。
【0039】
さらに、回折格子11は、その表面に形成されている第一の凹凸の深さ分布の平均値及び中央値が、下記不等式(1):
0.95×Y≦M≦1.05×Y (1)
[式(1)中、Yは式:Y=1.07m−2.25(式中、mは凹凸の深さ分布の平均値を示す。)を計算して求められる値を示し、Mは凹凸の深さ分布の中央値を示す。]
で表される条件を満たすことが好ましい。このような中央値(M)及び平均値(m)が前記条件を満たす場合には、有機EL素子に用いた場合に、リーク電流の発生を十分に抑制することが可能となる。なお、不等式(1)中の凹凸の深さ分布の中央値(M)は、平均値(m)を測定する際の各測定点における凹凸深さのデータに基づいて、1〜N番目までの全測定点における凹凸深さのデータxiを昇順に並べ替えて、これをx(i)と表した場合(この場合、高さの順はx(1)<x(2)<x(3)<・・・<x(N)である。)において、Nが奇数であるか或いは偶数であるかに応じて、下記式(III):
【0040】
【数3】
【0041】
[式(III)中、Nは測定点の総数(総ピクセル数)を示し、Mは凹凸の深さ分布の中央値を示す。]
中のいずれかの式を計算することにより求めることができる。
【0042】
また、回折格子11においては、回折格子11の表面に形成されている凹凸の尖度が−1.2以上であることが好ましく、−1.2〜1.2であることがより好ましく、−1.2〜1であることが更に好ましく、−1.1〜0.0であることが特に好ましい。このような尖度が前記下限未満では、有機EL素子に利用した場合にリーク電流の発生を十分に抑制することが困難となる傾向にあり、他方、前記上限を超えると、回折格子11の断面形状にほとんど凹凸がなくなって、まばらに突起若しくは窪みがある状態になるため、凹凸構造の特長である光取出し効率を十分に向上することができない(回折効果を十分に得ることができない)ばかりか、その突起の部分に電界が集中し易くなり、リーク電流が発生してしまう傾向にある。
【0043】
このような尖度の測定方法としては、以下のような方法を採用する。すなわち、先ず、深さ分布の平均値(m)の測定方法と同様にして3μm角の測定領域内の16384点(縦128点×横128点)以上(測定装置として例えばエスアイアイ・ナノテクノロジー株式会社製の製品名「E−sweep」を用いた場合には65536点)の測定点において凹凸深さのデータを求める。その後、各測定点の凹凸深さのデータに基づいて、上記式(I)及び(II)に基づいて、凹凸の深さ分布の平均値(m)と凹凸の深さ分布の標準偏差(σ)を計算する。次いで、このようにして求められた平均値(m)及び標準偏差(σ)の値に基づいて、尖度(k)は、下記式(IV):
【0044】
【数4】
【0045】
[式(IV)中、Nは測定点の総数(総ピクセル数)を示し、xiはi番目の測定点の凹凸深さのデータを示し、mは凹凸の深さ分布の平均値を示し、σは標準偏差を示す。]
を計算することにより求めることができる。
【0046】
また、回折格子11においては、第一の凹凸の平均高さが20〜200nmであることが好ましく、30〜100nmであることがより好ましく、40〜80nmであることが更に好ましい。このような第一の凹凸の平均高さが前記下限未満では、可視光の波長に対して高さが低すぎるため必要な回折が生じなくなる傾向にあり、他方、前記上限を超えると、得られた回折格子を有機EL素子の光取出し口側の光学素子として利用した場合に、EL層内部の電界分布が不均一となり特定の箇所に電界が集中することによる発熱によって素子の破壊や寿命が短くなる傾向にあるばかりか、ナノインプリントによる凹凸の複製が困難となる傾向にある。なお、ここにいう「第一の凹凸の平均高さ」とは、回折格子11の表面における凹凸の高さ(凹部及び凸部との深さ方向の距離)を以下のように測定した場合において、その凹凸の高さの平均値のことをいう。このような凹凸の高さの平均値は、表面の凹凸の形状を走査型プローブ顕微鏡(例えば、エスアイアイ・ナノテクノロジー株式会社製の製品名「E−sweep」等)を用いて、前述の解析条件で任意の測定領域(好ましくは任意の3μm角の測定領域)において凹凸解析画像を測定した後に、かかる凹凸解析画像中における、任意の凹部及び凸部との深さ方向の距離を100点以上測定し、その平均を求めて算出される値を採用する。
【0047】
さらに、回折格子11においては、第一の凹凸の平均ピッチが10〜700nmの範囲であることが好ましく、100〜700nmの範囲であることがより好ましい。第一の凹凸の平均ピッチが前記下限未満では、可視光の波長に対しピッチが小さくなりすぎるため必要な回折が生じなくなる傾向にあり、他方、前記上限を超えると、回折角が小さくなって回折格子としての機能が失われる傾向にある。なお、第一の凹凸の平均ピッチとは、回折格子11の表面における第一の凹凸のピッチ(隣り合う凸部同士又は隣り合う凹部同士の間隔)を測定した場合において、第一の凹凸のピッチの平均値のことをいう。また、このような第一の凹凸のピッチの平均値は、前述の解析条件で走査型プローブ顕微鏡(例えば、エスアイアイ・ナノテクノロジー株式会社製の製品名「E−sweep」等)を用いて表面の凹凸を解析して凹凸解析画像を測定した後、かかる凹凸解析画像中における、任意の隣り合う凸部同士又は隣り合う凹部同士の間隔を100点以上測定し、その平均を求めることにより算出できる値を採用する。
【0048】
なお、このような回折格子11の製造方法については後述する。また、上述のような凹凸の深さ分布の標準偏差(σ)、凹凸の深さ分布の平均値(m)、上記不等式(1)、凹凸の平均高さ及び凹凸のピッチの条件を満たす第一の凹凸は、後述する回折格子11の製造方法(母型を利用した製造方法)を利用することで容易に形成することが可能である。
【0049】
<透明電極12>
透明電極12は、前記第一の凹凸の形状が維持されるようにして前記回折格子上に積層されたものであり、その表面(両面)には前記第一の凹凸の形状に由来した凹凸が形成されている。このような透明電極12においては、金属電極と対向する面(回折格子と対向する面とは反対側の面)の表面に形成された凹凸(以下、場合により「第三の凹凸」という)の深さ分布の標準偏差(σ)が15〜50nmであることが好ましく、17〜40nmであることが好ましく、18〜30nmであることが更に好ましい。このような第三の凹凸の深さ分布の標準偏差(σ)が前記下限未満では十分な回折効果が得られなくなり、光取出し効率を十分に向上させることが困難となる傾向にあり、他方、前記上限を超えると陽極−陰極間距離が短い部位が多数存在するようになるため、得られる素子において、局所的な電界集中やリーク電流等が発生して十分な発光効率を得ることができなくなる傾向にある。
【0050】
また、透明電極12においては、前記第一の凹凸の深さ分布の標準偏差に対する第三の凹凸の深さ分布の標準偏差の変化率が+15%〜−15%(より好ましくは+10%〜−10%、更に、好ましくは+8%〜−8%)となるものであることが好ましい。このような変化率が前記上限を超えると、局所的な電界集中が生じ、リーク電流や素子劣化が生じやすくなる傾向にあり、他方、前記下限未満では、局所的な電界集中が生じ、リーク電流や素子劣化が生じやすくなるとともに、凹凸による回折効果が低下し、光の取り出し効率が低下してしまう傾向にある。なお、このような変化率は、下記式:
[変化率]={([第三の凹凸の深さ分布の標準偏差]−[第一の凹凸の深さ分布の標準偏差])/[第一の凹凸の深さ分布の標準偏差]}×100
を計算して求めることができる。
【0051】
なお、透明電極12において第三の凹凸の平均高さ及び平均ピッチの好適な範囲は、第一の凹凸の平均高さ及び平均ピッチの好適な範囲と同様の観点で同一の範囲であることが好ましい。また、第三の凹凸としては、凹凸の尖度が第一の凹凸と同様の条件を満たすことが好ましく、また、不等式(1)を満たすものであることが好ましい。なお、このような透明電極12における第三の凹凸の特性は、透明電極12を形成した後に、透明電極12の表面上の凹凸を、回折格子11の凹凸の特性(凹凸の深さ分布の標準偏差(σ)等の特性)の測定方法と同様の方法を採用して測定することにより求めることができる。
【0052】
また、透明電極12の材料としては特に制限されず、有機EL素子の透明電極として利用できるものを適宜利用することができ、例えば、酸化インジウム、酸化亜鉛、酸化スズ、及びそれらの複合体であるインジウム・スズ・オキサイド(ITO)、金、白金、銀、銅等を利用することができる。このような透明電極12の材料の中でも、透明性と導電性の兼ね合いの観点からは、ITOが好ましい。また、透明電極12の厚みは20〜500nmの範囲であることが好ましい。厚みが前記下限未満では、導電性が不十分となる傾向にあり、他方、前記上限を超えると、透明性が不十分となり発光したEL光を十分に外部に取り出せなくなる傾向にある。
【0053】
<有機層13>
有機層13は、前記第一の凹凸の形状が維持されるようにして積層された層であり、その表面(両面)には前記第一の凹凸の形状に由来した凹凸が形成されている。また、有機層13は少なくとも発光層を備えるものである。本実施形態においては、有機層13を、正孔輸送層131と、発光層132と、電子輸送層133とを備える構成のものとしている。このような有機層13はその両面に前記第一の凹凸の形状に由来した凹凸(前記第一の凹凸の形状が維持されるようにして形成された凹凸)を有する。そのため、正孔輸送層131、発光層132、電子輸送層133の各層はそれぞれ、その両面に前記第一の凹凸の形状に由来した凹凸(前記第一の凹凸の形状が維持されるようにして形成された凹凸)を有する。なお、本発明において「有機層」を構成する層はいずれも、有機材料(有機化合物、有機金属錯体等)を50質量%以上(より好ましくは80質量%〜100質量%)含有してなる層である。
【0054】
このような有機層中の厚みが10nm以上である各層の前記金属電極と対向する面の表面に形成された凹凸はいずれも(より好ましくは、前記有機層の各層の前記金属電極と対向する面の表面に形成された凹凸はいずれも)、凹凸の深さ分布の標準偏差が15〜50nmとなるものであることが好ましく、17〜40nmであることが好ましく、18〜30nmであることが更に好ましい。すなわち、正孔輸送層131、発光層132、電子輸送層133の各層においてはそれぞれ、金属電極と対向する面(回折格子と対向する面とは反対側の面)の表面に形成された凹凸(以下、場合により、正孔輸送層131の金属電極14と対向する面の表面に形成された凹凸を「第四の凹凸」といい、発光層132の金属電極14と対向する面の表面に形成された凹凸を「第五の凹凸」といい、電子輸送層133の金属電極14と対向する面の表面に形成された凹凸を「第六の凹凸」という。)の深さ分布の標準偏差(σ)が15〜50nmであることがより好ましく、17〜40nmであることが更に好ましく、18〜30nmであることが特に好ましい。このような第四〜第六の凹凸の深さ分布の標準偏差(σ)が前記下限未満では十分な回折効果が得られなくなり、光取出し効率を十分に向上させることが困難となる傾向にあり、他方、前記上限を超えると陽極−陰極間距離が短い部位が多数存在するようになるため、得られる素子において、局所的な電界集中やリーク電流等が発生して十分な発光効率を得ることができなくなる傾向にある。
【0055】
また、前記有機層中の厚みが10nm以上である各層の前記金属電極と対向する面の表面に形成された凹凸はいずれも(より好ましくは、前記有機層の各層の前記金属電極と対向する面の表面に形成された凹凸はいずれも)、前記第一の凹凸の深さ分布の標準偏差に対する凹凸の深さ分布の標準偏差の変化率が+15%〜−15%(より好ましくは+10%〜−10%、更に、好ましくは+8%〜−8%)となるものであることが好ましい。すなわち、正孔輸送層131、発光層132、電子輸送層133の各層の金属電極と対向する面の表面に形成された第四〜第六の凹凸はそれぞれ、前記第一の凹凸の深さ分布の標準偏差に対する凹凸の深さ分布の標準偏差の変化率が+15%〜−15%(更に好ましくは+10%〜−10%、特に好ましくは+8%〜−8%)となるものであることがより好ましい。このような変化率が前記上限を超えると、局所的な電界集中が生じ、リーク電流や素子劣化が生じやすくなる傾向にあり、他方、前記下限未満では、局所的な電界集中が生じ、リーク電流や素子劣化が生じやすくなるとともに、凹凸による回折効果が低下し、光の取り出し効率が低下してしまう傾向にある。なお、このような変化率は、下記式:
[変化率]={([凹凸(第四〜第六の凹凸のうちのいずれか)の深さ分布の標準偏差]−[第一の凹凸の深さ分布の標準偏差])/[第一の凹凸の深さ分布の標準偏差]}×100
を計算して求めることができる。また、第四〜第六の凹凸の平均高さ及び平均ピッチの好適な範囲は、第一の凹凸の平均高さ及び平均ピッチの好適な範囲と同様の観点で同一の範囲であることが好ましい。更に、第四〜第六の凹凸としては、凹凸の深さ分布の平均値(m)や凹凸の尖度(k)が第一の凹凸と同様の条件を満たすことが好ましく、また、不等式(1)を満たすものであることが好ましい。
【0056】
なお、このような有機層中の各層における凹凸の特性は、各層を形成した後に、各層の凹凸を、回折格子11の凹凸の特性(凹凸の深さ分布の標準偏差(σ)等の特性)の測定方法と同様の方法を採用して測定することにより求めることができる。
【0057】
また、本発明においては、前記有機層を構成する材料が、ガラス転移温度が70℃〜300℃の有機材料であることが好ましい。ここで「有機層を構成する材料」とは、前記発光層がホスト材料とドーパント材料(例えば燐光材料や蛍光材料等)とを含む層である場合には、ドーパント材料を除く発光層を形成する材料(ホスト材料)と有機層の他の層を形成する材料とからなる材料をいい、有機層中のドーパント材料以外の材料をいう。すなわち、本実施形態においては、正孔輸送層131、発光層132、電子輸送層133の各層を構成する有機材料(前記発光層がホスト材料とドーパント材料とを含む層である場合、正孔輸送層131を構成する材料、発光層132を構成するドーパント材料以外の材料(ホスト材料)、電子輸送層133を構成する材料)がいずれも、ガラス転移温度(Tg)が70℃〜300℃の有機材料であることが好ましい。なお、ここにいう材料の「ガラス転移温度」としてはDSC(Differential Scanning Calorimeter 示差熱量計)により測定される値を採用することができる。また、このようなドーパント材料以外の有機層の各層の材料のガラス転移温度が前記下限未満では、蒸着法により各層を積層した際に、第四〜第六の凹凸をそれぞれ上述のような数値範囲の標準偏差(σ)及び標準偏差の変化率を有するものとすることが困難となる傾向にあり、他方、前記上限を超えると、蒸着法などの物理堆積方法により各層を積層する場合に、その材料を蒸着するための温度における熱により、正孔輸送材料や発光材料などを乗せたボートが劣化したり、ボートにかかる負荷が高くなってボートの寿命が短くなる傾向にある。すなわち、このように、前記有機層を構成する材料(有機層中のドーパント材料以外の材料)に、70℃〜300℃のガラス転移温度(Tg)を有する有機材料を利用することで、第四〜第六の凹凸をそれぞれ、より容易に、上述のような数値範囲の標準偏差及び標準偏差の変化率を有する凹凸とすることが可能となる。そして、第四〜第六の凹凸をそれぞれ、上述のような数値範囲の標準偏差及び標準偏差の変化率を有する凹凸とすることにより、局所的な電界集中をより効率よく抑制することができ、強電界領域で発光効率低下する現象(ロールオフ(roll−off)現象)の発生や、ショートの発生を十分に抑制することが可能となる。また、局所的な電界集中をより効率よく抑制することに由来して、素子寿命の低下を抑制することも併せて達成することが可能となる。なお、発光層132に関して、ドーパント材料はその材料の種類によっては分子量が小さくガラス転移温度(Tg)の測定が困難な場合もあることや、発光層132の凹凸構造が主にドーパント材料を分散させるための材料である「ホスト材料」の特性に由来して変化すること、等から、少なくともホスト材料が前記範囲のガラス転移温度(Tg)を有する有機材料であればよく、前記ドーパント材料のTgが測定可能な場合には、前記ドーパント材料のTgも前記温度範囲内にあることがより好ましい。
【0058】
なお、有機層を構成させるための材料(発光層がドーパント材料を含む場合には、有機層中のドーパント材料以外の材料:例えば、正孔輸送層131を構成する材料、発光層132を構成するドーパント材料以外の材料(ホスト材料)、電子輸送層133を構成する材料)をいずれも、ガラス転移温度(Tg)が70℃〜300℃の有機材料とすることにより、上述のような範囲の標準偏差(σ)及び標準偏差の変化率を有する凹凸をより効率よく形成することが可能となり、これによりロールオフ現象の発生やショートの発生を十分に抑制することが可能となる理由は必ずしも定かではないが、本発明者らは以下のように推察する。すなわち、先ず、有機層中の各層を蒸着法やスパッタ法等の公知の物理堆積方法で積層する場合、基板上に飛来した物質は基板表面を拡散することが知られている。このような物理堆積方法にガラス転移温度(Tg)が70℃よりも低い材料を利用した場合、被積層物上に材料が到着した後、その材料が固化して固定化されるまでの時間が、比較的長くなってしまう。このように、ガラス転移温度(Tg)が70℃よりも低い材料を利用した場合にはエネルギーの消失に時間がかかり、被積層物上に材料が到着した後に長時間流動性を有する状態が維持される。そのため、ガラス転移温度(Tg)が70℃よりも低い材料を利用した場合には、材料が被積層物上の到着位置から、より長い距離拡散される。そして、このように長距離を移動可能な状態で被積層物に付着した材料は、表面張力の影響を受け凹部に移動して堆積し易く、これにより容易に凹凸形状が平滑化(レベリング)されてしまう。そのため、ガラス転移温度(Tg)が70℃よりも低い材料を利用した場合には、第一の凹凸の形状を十分に維持しながら有機層を積層することが困難となる。また、凹凸形状が平滑化(レベリング)されると、その層において凹凸がなまり、凹部の深さが浅くなって、凹部の部分の膜厚が厚くなることから、膜厚が不均一なものとなり、得られる有機EL素子においては、有機層内で電界強度に分布が生じる。そのため、凹凸形状が平滑化(レベリング)されると、局所的な電界集中が起きて(燐光系での)強電界領域で発光効率が落ちるロールオフ現象が素子内部で起こり、取り出し効率が低下するとともにショートも起こり易くなる。また、有機層に複数の構成材料を利用する有機EL素子においては、各層の境界面において電流の流れやすさが不安定になることが長寿命化を妨げる原因となるが、凹凸がなまり、凹部の深さが浅くなって膜厚が不均一なものとなると、電界集中やショートが生じて電流の流れやすさが不安定になるため、素子の寿命も短くなってしまう傾向にある。また、有機層において、凹凸形状が平滑化されて凹凸形状が鈍り(凹凸形状の深さが浅くなり)、第一の凹凸形状への追随性が低くなると、回折効果も低減されてしまい、十分な光取り出し効率が得られなくなる。
【0059】
これに対して、有機層を構成する材料(ドーパント材料以外の材料)としてガラス転移温度(Tg)が70℃以上となる有機材料を用いることで、蒸着法等の物理堆積方法を利用して層を積層させる際に、被積層物上に材料を到着させた後、より短時間で材料を固定化できることができ、これにより第一の凹凸の形状をより十分に維持した状態(追従性が十分に高い状態)で有機層中の各層を積層することが可能となる。すなわち、少なくともドーパント材料以外の有機層を構成する材料にガラス転移温度(Tg)が70℃〜300℃の有機材料を利用することにより、有機層に形成される凹凸(第四〜第六の凹凸)を、より容易に、上述のような範囲の標準偏差(σ)及び標準偏差の変化率を有する凹凸とすることが可能となる。このように、有機層を構成する材料(発光層132がドーパント材料を含有する場合にはドーパント材料以外の材料)に、ガラス転移温度(Tg)が70℃〜300℃の有機材料を利用することにより、有機層に形成される凹凸(第四〜第六の凹凸)を、15〜50nmの範囲の標準偏差を有し、且つ、第一の凹凸の標準偏差に対して+15%〜−15%の変化率の標準偏差を有するものとすることができ、第一の凹凸に対して追従性の高い凹凸を形成することが可能となる。なお、有機層の材料に関して、前述の「ドーパント材料以外」という表現は、ドーパント材料としてガラス転移温度(Tg)が前記温度範囲内にないものを利用するということを意図した表現ではなく、前記ドーパント材料はその材料の種類によっては分子量が小さくガラス転移温度(Tg)の測定が困難なものもあること、発光層132自体の凹凸構造が主に、その主成分である「ホスト材料(ドーパント材料を分散させるための媒体)」の特性に由来して変化すること、等から、発光層の材料においてドーパント材料とホスト材料とを含む場合に少なくともホスト材料が前記範囲のガラス転移温度(Tg)を有する有機材料であればよいことを意味している。そのため、前記ドーパント材料もTgが測定可能な場合には、前記ドーパント材料も、ガラス転移温度(Tg)が前記温度範囲内(70℃〜300℃)の材料であることが好ましい。そして、少なくともドーパント材料以外の有機層の材料にガラス転移温度(Tg)が70℃〜300℃の有機材料を利用した場合、凹凸深さが局所的に浅くなることもなく、第一の凹凸の凹凸構造を十分に維持した有機層を形成することが可能となり、十分な回折効果が得ることができるため、光取り出し効率を十分に向上させることができる。また、第一の凹凸に対して追従性の高い凹凸を形成することにより、電界集中を十分に抑制でき、これによりロールオフ現象の発生やショートの発生も十分に抑制できる。そのため、有機層の材料として、ガラス転移温度(Tg)が70℃〜300℃の材料を利用することにより、十分に高度な発光効率を達成することが可能となるとともに、電界集中に起因した素子の劣化を防止でき、素子の長寿命化も図ることが可能となると本発明者らは推察する。
【0060】
また、前記有機層を構成する材料(前記正孔輸送層131、発光層132、電子輸送層133の各層を構成する材料であって且つ発光層132がドーパント材料を含有する場合にはドーパント材料以外の材料)のガラス転移温度(Tg)の好適な温度範囲(70℃〜300℃)の下限値は、より第一の凹凸の形状に対して追従性の高い層を形成できるという観点から、90℃であることがより好ましく、110℃であることが特に好ましい。また、前記有機層の各層を構成する材料(発光層132がドーパント材料を含有する場合には有機層の各層を構成するドーパント材料以外の材料)のガラス転移温度(Tg)の好適な温度範囲(70℃〜300℃)の上限値としては、蒸着時の温度条件をより穏やかなものとすることができ、素子製造時の電力消費を抑えられることや、材料分解(有機物の化学結合の決裂)の懸念が少なくなるといった観点から、200℃であることがより好ましく、160℃であることが特に好ましい。
【0061】
また、正孔輸送層131を構成する材料としては、例えば、フタロシアニン誘導体、ナフタロシアニン誘導体、ポルフィリン誘導体、N,N’−ビス(3ーメチルフェニル)−(1,1’−ビフェニル)−4,4’−ジアミン(TPD)や4,4’−ビス[N−(ナフチル)−N−フェニル−アミノ]ビフェニル(α−NPD)等の芳香族ジアミン化合物、オキサゾール、オキサジアゾール、トリアゾール、イミダゾール、イミダゾロン、スチルベン誘導体、ピラゾリン誘導体、テトラヒドロイミダゾール、ポリアリールアルカン、ブタジエン、4,4’,4”−トリス(N−(3−メチルフェニル)N−フェニルアミノ)トリフェニルアミン(m−MTDATA)が挙げられるが、中でも、前述のガラス転移温度(Tg)の好適な温度範囲を満たす有機材料が好ましく、α−NPD(Tg:95℃)、TCTA(Tg:149℃)、2−TANTA(Tg:110℃)、m−MTDATA(Tg:75℃)、スピロTPD(Tg:115℃)、TAPB(Tg:113℃)、トリナフチルベンゼン誘導体等の材料を好適に用いることができる。
【0062】
また、このような正孔輸送層131を構成する材料としては、後述の発光層132のホスト材料と同様の材料を用いることが好ましい。このように、正孔輸送層131の材料と発光層132のホスト材料とが同一の材料である場合には、正孔輸送層と発光層の界面が実質的になくなり、エネルギー障壁および界面でのキャリア移動度の低下による効率の低下が抑制できる。
【0063】
また、このよう正孔輸送層131の厚みとしては5〜200nmであることが好ましく、10〜100nmであることがより好ましい。このような厚みが前記下限未満では均一な膜が得られがたく、素子内での正孔移動度に面内分布が生じ、局所的な電流集中が生じ、寿命の低下の原因となる。他方、前記上限を超えると素子抵抗が上がり、電力効率が下がる傾向にあり、また製造時間も長くなる。
【0064】
また、発光層132は、透明電極11から注入された正孔と金属電極15から注入された電子とを再結合させて発光させるために設けられている。このような発光層を形成するために使用する材料としては、アントラセン、ナフタレン、ピレン、テトラセン、コロネン、ペリレン、フタロペリレン、ナフタロペリレン、ジフェニルブタジエン、テトラフェニルブタジエン、クマリン、オキサジアゾール、ビスベンゾキサゾリン、ビススチリル、シクロペンタジエン、アルミニウムキノリノール錯体(Alq3)等の有機金属錯体、トリ−(p−ターフェニル−4−イル)アミン、1−アリール−2,5−ジ(2−チエニル)ピロール誘導体、ピラン、キナクリドン、ルブレン、ジスチリルベンゼン誘導体、ジスチリルアリーレン誘導体、ジスチリルアミン誘導体及び各種蛍光色素等を用いることができる。また、発光層132に使用する材料としては、上述のような化合物のうちから選択される発光材料を適宜混合して用いてもよい。また、発光層を、いわゆるホスト材料と、ホスト材料中に導入されたドーパント材料(上述したような発光材料(燐光材料や蛍光色素等))とからなる構成のものとしてもよい。このように、上述したような発光材料を、キャリア移動度の高いホスト材料中にドーパント材料(ゲスト材料)としてドーピングすることにより、双極子−双極子相互作用(フェルスター機構)、電子交換相互作用(デクスター機構)を利用して発光させることも可能となる。
【0065】
また、このようなドーパント材料としては、発光効率の大幅な向上を図ることが可能となることから、燐光材料を用いることが好ましい。すなわち、ドーパント材料として燐光材料を用いた場合には、内部での重原子効果により一重項励起子が全て項間交差されることや三重項励起子の発光遷移確率が十分に高いことに起因して、電気励起によって生成された一重項励起子や三重項励起子の全てを発光に利用することが可能であるため、発光効率が大幅に向上する傾向にある。なお、ここにいう「燐光材料」とは、スピン多重項からの発光を示す材料(燐光発光を生じる燐光発光材料)であればよく、例えば、中心金属に重金属を持つ有機金属錯体等の公知の燐光発光材料を適宜利用することができる。また、このような燐光発光材料としてはイリジウムなどの重金属を含むものが好ましく、例えば、Ir(ppy)3等を好適に用いることができる。このようなドーパント材料(燐光材料等)としては、ガラス転移温度(Tg)の測定が可能である場合、ドーパント材料のガラス転移温度(Tg)の好適な温度範囲は、有機層を構成するドーパント材料以外の材料のガラス転移温度(Tg)の好適な温度範囲と、同様の観点で同一の範囲であることが好ましい。
【0066】
また、発光層132に含有され得る前記ドーパント材料(ゲスト材料)を分散させるための発光層132の構成材料(ホスト材料)としては、第一の凹凸の形状に対する追従性が十分に高い有機層を得るという観点から、前述のガラス転移温度(Tg)の好適な温度範囲を満たす材料が好ましく、例えば、TCTA(Tg:149℃)、TPBi(Tg:124℃)、2−TANTA(Tg:110℃)、m−MTDATA(Tg:75℃)、スピロTPD(Tg:115℃)、TAPB(Tg:113℃)トリナフチルベンゼン誘導体、等のホスト材料を好適に用いることができる。
【0067】
さらに、発光層132がホスト材料とドーパント材料(ゲスト材料)とを含有する場合、発光層132中のドーパント材料の含有量としては1〜20質量%であることが好ましく、3〜15質量%であることがより好ましい。このようなドーパント材料の含有量が前記下限未満ではホスト材料からゲスト材料へ効率よくエネルギーが伝達されず、ホスト材料でエネルギーが失活する割合が高くなる傾向にあり、他方、前記上限を超えると、濃度消光および三重項三重項消滅により効率が落ちるばかりか、更には、ドーパント材料(ゲスト材料)のTgが70℃よりも低いような場合には凹凸構造が平滑化(レべリング)され易くなり、より凹凸構造の追従性の高い発光層を形成することが困難となる傾向にある。
【0068】
また、このような発光層を構成するための前記ドーパント材料以外の材料(ホスト材料等)としては、ガラス転移温度が100℃〜300℃(更に好ましくは90℃〜200℃)の有機材料であることがより好ましい。このような発光層を構成する有機材料のガラス転移温度が前記範囲内にある場合には、より効率よく、発光層を第一の凹凸に対して追従性が十分に高い層とすることが可能となる。また、前記ドーパント材料のガラス転移温度も同様の観点から前記ホスト材料と同様の条件を満たすことが好ましい。
【0069】
また、発光層132の厚みとしては1〜80nmであることが好ましく、10〜50nmであることがより好ましい。このような厚みが前記下限未満では均一な膜が得られ難く、素子内でのキャリア移動度に面内分布が生じ、局所的な電流集中が生じ、寿命の低下の原因となる。他方、前記上限を超えると素子抵抗が上がり、電力効率が下がる傾向にあり、また製造時間も長くなる。
【0070】
また、電子輸送層133を構成する材料としては、電子輸送層133を形成することが可能な材料を適宜利用することができ、例えば、ニトロ置換フルオレン誘導体、ジフェニルキノン誘導体、チオピランジオキシド誘導体、ナフタレンペリレン等の複素環テトラカルボン酸無水物、カルボジイミド、フルオレニリデンメタン誘導体、アントラキノジメタン及びアントロン誘導体、オキサジアゾール誘導体、アルミニウムキノリノール錯体(Alq3)などの有機金属錯体等が挙げられる。さらに、前記オキサジアゾール誘導体において、オキサジアゾール環の酸素原子を硫黄原子に置換したチアジアゾール誘導体、電子吸引基として知られているキノキサリン環を有するキノキサリン誘導体も、電子輸送材料として用いることができる。更にこれらの材料を高分子鎖に導入した、又はこれらの材料を高分子の主鎖とした高分子材料を用いることもできる。このような電子輸送層133を構成する材料の中でも、第一の凹凸の形状に対する追従性が十分に高い有機層を得るという観点からは、前述のガラス転移温度(Tg)の好適な温度範囲を満たす有機材料が好ましく、Alq3(Tg:175℃)、TPBi(Tg:124℃)、BAlq(Tg:99℃)、等の材料を好適に用いることができる。
【0071】
さらに、電子輸送層133の厚みとしては5〜200nmであることが好ましく、10〜100nmであることがより好ましい。このような厚みが前記下限未満では均一な膜が得られ難く、素子内での電子移動度に面内分布が生じ、局所的な電流集中が生じ、寿命の低下の原因となる。他方、前記上限を超えると素子抵抗が上がり、電力効率が下がる傾向にあり、また製造時間も長くなる。
【0072】
また、有機層13においては、各層の積層順が進むほど凹凸の追従性が低下する傾向にあること及び層の厚みが50nm以上となるような比較的厚い層においては積層時により平滑化(レベリング)され易いこと等から、有機層のうちの積層順で二層目以上の層(本実施形態においては発光層132及び電子輸送層133)や、厚みが50nm以上となる層は、その層を構成するための材料(ドーパント材料以外の材料)のガラス転移温度が90℃〜300℃(より好ましくは100〜200℃)であることが好ましい(なお、ドーパント材料(燐光材料等)においてTgの測定が可能な場合にはドーパント材料も同様の条件を満たすものが好ましい。)。このようなガラス転移温度が前記下限未満では、より高度な凹凸形状の追従性を達成することが困難となる傾向にある。
【0073】
さらに、有機層13としては、それぞれの層の厚みの均一性が高いことが好ましく、各層の任意の2点以上の凹部間の厚み(凹部の最下点間の距離)の平均値と、各層の任意の2点以上の凸部間の厚み(各層の金属電極と対向する面に形成された凸部の頂点間の距離)の平均値とを、有機EL素子の超薄切片(測定試料として70nm厚の試験片を製造して利用)の断面を透過型電子機微鏡像により測定した際に、凸部間の厚みの平均値に対する凹部間の厚みの平均値に対する比率([凹部間の厚みの平均値]/[凸部間の厚みの平均値])が0.8〜1.5(より好ましくは0.9〜1.4)の範囲内にあることがより好ましい。このような比率が前記範囲外にある場合には膜厚の均一性が低く、電界集中を十分に抑制することが困難となる傾向にある。なお、このような凹部間の厚み及び凸部間の厚みについて図2を参照しながら説明する。図2は有機層中の任意の層13Aと層13Bを模式的示す概念図である。そして、層13Bは層13A上に積層して得られた層である。このような層13Bにおいて「凹部間の厚み」は、基板側に存在する層13Aの金属電極と対向する面に形成された任意の凹部の最下点P1とその凹部の形状を維持するようにして形成されている層13B上の凹部の最下点P2との間の距離Xである。また、層13Bにおいて「凸部間の厚み」は、層13Aの金属電極と対向する面に形成された任意の凸部の頂点P3とその凸部の形状を維持するようにして形成されている層13B上の凸部の頂点P4との間の距離Yである。
【0074】
また、有機層13としては、有機層全体の任意の2点以上の凹部間の厚み(凹部の最下点間の距離)の平均値と、有機層全体の任意の2点以上の凸部間の厚み(各層の金属電極と対向する面に形成された凸部の頂点間の距離)の平均値とを、有機EL素子の超薄切片の透過型電子機微鏡像より測定した際に、凸部間の厚みの平均値に対する凹部間の厚みの平均値に対する比率([凹部間の厚みの平均値]/[凸部間の厚みの平均値])が0.8〜1.5の範囲内にあることがより好ましい。このような比率が前記範囲外にある場合には有機層全体の膜厚の均一性が必ずしも十分なものとは言えず、電界集中を十分に抑制することが困難となる傾向にある。
【0075】
<金属電極14>
金属電極14は、前記第一の凹凸の形状が維持されるようにして前記回折格子上に積層されたものであり、少なくとも金属電極14の有機層側の表面(第一の凹凸と対向する面)には前記第一の凹凸の形状に由来した凹凸が形成されている。
【0076】
このような金属電極14においては、有機層に対向する面の表面に形成された凹凸(第二の凹凸)が、凹凸の深さ分布の標準偏差(σ)が15〜50nmとなるものである。また、このような第二の凹凸の深さ分布の標準偏差(σ)としては、17〜40nmであることがより好ましく、18〜30nmであることが更に好ましい。このような第二の凹凸の深さ分布の標準偏差(σ)が前記下限未満では十分な回折効果が得られなくなり、光取出し効率を十分に向上させることが困難となる。他方、前記上限を超えると陽極−陰極間距離が短い部位が多数存在するようになるため、得られる素子において、局所的な電界集中やリーク電流等が発生して十分な発光効率を得ることができなくなる。
【0077】
また、前記第一の凹凸の深さ分布の標準偏差に対する第二の凹凸の深さ分布の標準偏差の変化率は+15%〜−15%である(条件(C))。このような変化率が15%を超えると、局所的な電界集中が生じ、リーク電流や素子劣化が生じ安くなり、他方、−15%未満では、局所的な電界集中が生じ、リーク電流や素子劣化が生じやすくなるとともに、凹凸による回折効果が低下し、光の取り出し効率が低下してしまう。このような第二の凹凸の深さ分布の標準偏差の変化率としては、同様の観点から+10%〜−10%であることがより好ましく、+8%〜−8%であることが更に好ましい。なお、このような変化率は、下記式:
[変化率]={([第二の凹凸の深さ分布の標準偏差]−[第一の凹凸の深さ分布の標準偏差])/[第一の凹凸の深さ分布の標準偏差]}×100
を計算して求めることができる。
【0078】
なお、金属電極14において第二の凹凸の深さ分布の平均値、平均高さ及び平均ピッチの好適な範囲は、第一の凹凸の平均高さ及び平均ピッチの好適な範囲と同様の観点で同一の範囲であることが好ましい。また、第二の凹凸としては、凹凸の尖度が第一の凹凸と同様の条件を満たすことが好ましく、また、不等式(1)を満たすものであることが好ましい。また、このような金属電極14の有機層に対向する面の表面に形成された凹凸(第二の凹凸)の特性(例えば、凹凸の深さ分布等)は、有機EL素子から金属電極14のみを物理的に剥離して、その剥離した金属電極の有機層に対向する面(剥離面)の表面に形成されている凹凸を、回折格子11の凹凸の特性(凹凸の深さ分布の標準偏差(σ)等の特性)の測定方法と同様の方法を採用して測定することにより求めることができる。なお、有機EL素子から金属電極14のみを剥離する方法としては、得られた有機EL素子の金属電極の外表面に粘着テープ(例えば住友スリーエム社製の商品名「Scotchメンディング粘着テープ」等)を貼り付けた後、大気雰囲気、室温(25℃)条件下において、その粘着テープを利用して金属電極のみを有機層から剥離する方法を採用することが好ましい。また、このように有機EL素子から粘着テープを用いて金属電極のみを剥離する方法は、例えば、Formation and growth of black spots in organic light−emitting diodes, Journal of Applied Physics, vol.80, 6002−6007(1996)等の文献にも記載されているように公知の方法であり、金属電極のみを剥離するための条件は金属電極の材料等に応じて適宜変更してもよい。このように、本発明において、金属電極14の有機層に対向する面の表面に形成された凹凸の特性は、有機EL素子の金属電極の外表面に粘着テープを貼り付けた後、その粘着テープを利用して金属電極のみを有機層から剥離し、その粘着テープ上の金属電極表面の凹凸に対して、原子間力顕微鏡による解析を行って凹凸解析画像(SPM像)を得ることにより測定することもできる。また、上記金属電極表面と可撓性のあるフィルムを接着剤で貼り付け、金属電極のみを有機層から剥離してもよい。
【0079】
また、金属電極14の材料としては、有機EL素子の金属電極を形成するための材料であればよく、特に制限されないが、仕事関数の小さな物質を好適に用いることができる。このような金属電極14の材料としては、例えば、アルミニウム、MgAg、MgIn、AlLiが挙げられる。このように、金属電極14の材料は金属あるいは金属化合物からなるため、先ず、蒸着法やスパッタ法などの公知の物理堆積方法で積層する場合、有機材料と比較して、被積層物上に材料が到着するとエネルギーがより短時間で失われて、その到着位置又はそのごく近傍において材料が固化して固定されるため、蒸着法やスパッタ法などの公知の方法で膜厚が均一となるように積層することにより、被積層物に形成されている表面の凹凸に十分に追従性の高い凹凸を形成することが可能である。このように、金属電極14は基本的に電極が接する層に形成された凹凸に対して十分に追従性の高い凹凸を形成することができるため、金属電極14の凹凸が前記条件(B)及び(C)を満たす場合には、その接する層の凹凸も条件(B)及び(C)に記載されているような条件を満たす凹凸である蓋然性が高く、各層において膜厚の均一性が十分に高い有機EL素子が得られていることが分かる。
【0080】
また、金属電極14の厚みとしては、5〜200nmであることが好ましく、10〜100nmであることが好ましい。このような厚みが前記下限未満では、均一膜が得られがたく、局所的な電界集中を生じさせたり、光吸収率が上がりその結果として取出し効率が低下したり、導電性が低下する傾向にあり、他方、前記上限を超えると、電極形成時の輻射熱により有機層が損傷を受けるなどの問題が生じ、また製造時間も長くなる。
【0081】
このように、本発明の有機EL素子においては、回折格子11が上記条件(A)を満たすとともに、前記第一の凹凸と前記第二の凹凸とがいずれも、凹凸の形状を原子間力顕微鏡を用いて解析して得られる凹凸解析画像に基づいて求められる凹凸の深さ分布の標準偏差が15〜50nmとなるという条件(B)を満たし、且つ、前記第一の凹凸の深さ分布の標準偏差に対する前記第二の凹凸の深さ分布の標準偏差の変化率が+15%〜−15%であるという条件(C)を満たす。このような条件(A)を満たすことにより、回折格子により十分な回折効果が得られる。また、このような条件(B)及び(C)を満たすことにより、素子中の各層の膜厚が均一なものとなり、第一の凹凸に由来する十分に高度な回折効果を得ながら、局所的な電界集中やリーク電流の発生をも十分に抑制することができるため、光の取出し効率を十分に安定して向上することができる。また、本発明の有機EL素子においては、局所的な電界集中を十分に抑制することができるため、素子を燐光系の素子とした場合においても、電界集中により燐光材料の三重項励起状態が消滅する、いわゆるロールオフ現象が発生することも十分に抑制でき、これにより燐光発光の発光効率の低下も十分に抑制できる。
【0082】
また、本発明の有機EL素子においては、前記透明電極、及び、前記有機層(図1に示す実施形態においては前記正孔輸送層、前記発光層及び前記電子輸送層)中の厚みが10nm以上である各層における前記金属電極と対向する面の表面に形成された凹凸がいずれも(より好ましくは、前記透明電極、及び、前記有機層の各層の前記金属電極と対向する面の表面に形成された凹凸がいずれも)、凹凸の深さ分布の標準偏差が15〜50nm(より好ましくは17〜40nm、更に好ましくは18〜30nm)となるものであり、且つ、前記第一の凹凸の深さ分布の標準偏差に対する凹凸の深さ分布の標準偏差の変化率が+15%〜−15%(より好ましくは+10%〜−10%、更に好ましくは+10%〜−10%)となるものであることが好ましい。このように、前記透明電極、及び、前記有機層の各層のうちの厚みが10nm以上の全ての層(より好ましくは、前記透明電極、及び、前記有機層(前記正孔輸送層、前記発光層及び前記電子輸送層)の各層)の凹凸がいずれも、凹凸の深さ分布の標準偏差が15〜50nmとなるものであり、且つ、前記第一の凹凸の深さ分布の標準偏差に対する凹凸の深さ分布の標準偏差の変化率が+15%〜−15%となることにより、各層間の膜厚の均一性がより高度なものとなり、より高度な水準で電界集中やリーク電流の発生を抑制することができる。
【0083】
次に、このような図1に示す実施形態の有機EL素子を製造するための方法として好適に利用可能な方法について説明する。このような有機EL素子を製造するための方法としては、透明支持基板上に回折格子を形成する工程(回折格子形成工程)と、前記回折格子の表面上に、前記透明電極、前記有機層及び前記金属電極を、前記回折格子(凹凸層)の表面に形成されている第一の凹凸の形状が維持されるようにして、それぞれ積層して有機EL素子を得る工程(有機EL素子形成工程)とを含む方法を採用することができる。以下、このような回折格子形成工程及び有機EL素子形成工程を分けて説明する。
【0084】
(回折格子形成工程)
このような回折格子11を製造するための方法としては特に制限されず、上述のような条件を満たすような回折格子を製造することが可能な公知の方法(例えば、国際公開2011/007878号(WO2011/007878A1)に記載の方法等)を適宜利用することができる。
【0085】
また、このような回折格子11を製造するための方法としては、より効率よく第一の凹凸を形成できることから、透明支持基板上に、回折格子11(凹凸層)を形成するための材料(回折格子形成材料)を塗布し、回折格子形成用の母型を押し付けつつ前記回折格子形成材料を硬化させた後、前記母型を取り外すことにより、前記透明支持基板上に凹凸が形成された層を積層する工程を含む方法を利用することが好ましい。なお、このような方法によれば、上述の第一の凹凸の特性を満たす凹凸が形成された回折格子を効率よく製造することが可能となる。以下、このような回折格子11を製造するための方法を説明する。
【0086】
このような回折格子11を製造するための方法は、回折格子形成用の母型(モールド)を用いる方法である。このような回折格子形成用の母型(モールド)としては、それを未硬化の回折格子形成材料からなる層に押し付けながら硬化することにより、その母型に形成されている凹凸の形状を転写(反転)させて、上述の回折格子11において説明した第一の凹凸が形成された回折格子(凹凸層)を形成できるものであればよい。従って、このような回折格子形成用の母型(モールド)は、表面に凹凸形状を有するものが利用され、その凹凸形状の特性(平均高さや平均ピッチ等)は上述の回折格子11の表面に形成されている凹凸と同様の特性を有するものであることが好ましい。
【0087】
また、このような回折格子形成用の母型(モールド)の製造方法としては特に制限されないが、例えば、基材の表面に、第1及び第2のポリマー(セグメント)からなるブロック共重合体と溶媒とを含有するブロック共重合体溶液を塗布する工程(I)と、前記基材上の塗膜を乾燥させる工程(II)と、乾燥した塗膜を前記ブロック共重合体のガラス転移温度以上の温度で加熱する工程(III)と、前記工程(III)を施した後に、塗膜のエッチング処理により第2ポリマー(セグメント)を除去して基材上に凹凸構造を形成する工程(IV)と、前記凹凸構造を前記第1ポリマー(セグメント)のガラス転移温度以上の温度で加熱する工程(V)と、前記工程(V)を施した後の前記凹凸構造上にシード層を形成する工程(VI)と、前記シード層上に電鋳により金属層を積層する工程(VII)と、前記金属層および前記シード層から前記凹凸構造を有する基材を剥離する工程(VIII)とを含む方法を好適に利用することができる。以下、工程(I)〜(VIII)を場合により図面を参照しながら分けて説明する。
【0088】
〈工程(I)〉
工程(I)は、基材の表面に、第1及び第2のポリマー(セグメント)からなるブロック共重合体と溶媒とを含有するブロック共重合体溶液を塗布する工程である。
【0089】
このようなブロック共重合体としては、第1のホモポリマーからなる第1のポリマーセグメントと、第1のホモポリマーとは異なる第2のホモポリマーからなる第2のポリマーセグメントとを有する共重合体が用いられる。このような第2のホモポリマーとしては、第1のホモポリマーの溶解度パラメーターよりも0.1〜10(cal/cm3)1/2高い溶解度パラメーターを有するものが好ましい。このような第1及び第2のホモポリマー溶解度パラメーターの差が0.1(cal/cm3)1/2未満では、ブロック共重合体の規則的なミクロ相分離構造を形成することが困難となり、他方、前記差が10(cal/cm3)1/2を超えると、ブロック共重合体の均一な溶液を調製することが難しくなる。
【0090】
このような第1のホモポリマー及び第2のホモポリマーとして用いることができるホモポリマーの原料となるモノマーとしては、例えば、スチレン、メチルスチレン、プロピルスチレン、ブチルスチレン、ヘキシルスチレン、オクチルスチレン、メトキシスチレン、エチレン、プロピレン、ブテン、ヘキセン、アクリロニトリル、アクリルアミド、メチルメタクリレート、エチルメタクリレート、プロピルメタクリレート、ブチルメタクリレート、ヘキシルメタクリレート、オクチルメタクリレート、メチルアクリレート、エチルアクリレート、プロピルアクリレート、ブチルアクリレート、ヘキシルアクリレート、オクチルアクリレート、メタクリル酸、アクリル酸、ヒドロキシエチルメタクリレート、ヒドロキシエチルアクリレート、エチレンオキシド、プロピレンオキシド、ジメチルシロキサン、乳酸、ビニルピリジン、ヒドロキシスチレン、スチレンスルホネート、イソプレン、ブタジエン、εカプロラクトン、イソプロピルアクリルアミド、塩化ビニル、エチレンテレフタレート、テトラフルオロエチレン、ビニルアルコールが挙げられる。これらの中でも、相分離形成が生じやすいことと、エッチングで凹凸を形成しやすいという観点から、スチレン、メチルメタクリレート、エチレンオキシド、ブタジエン、イソプレン、ビニルピリジン、乳酸を用いることが好ましい。
【0091】
また、第1のホモポリマー及び第2のホモポリマーの組合せとしては、スチレン系ポリマー(より好ましくはポリスチレン)、ポリアルキルメタクリレート(より好ましくはポリメチルメタクリレート)、ポリエチレンオキシド、ポリブタジエン、ポリイソプレン、ポリビニルピリジン、及びポリ乳酸からなる群から選択される2種の組合せを挙げることができる。これらの組合せの中でも、エッチング処理により一方のホモポリマーを優先的に除去することにより、ブロック共重合体に形成される凹凸の深さを更に深くすることができるという観点から、スチレン系ポリマー及びポリアルキルメタクリレートの組合せ、スチレン系ポリマー及びポリエチレンオキシドの組合せ、スチレン系ポリマー及びポリイソプレンの組合せ、スチレン系ポリマー及びポリブタジエンの組合せがより好ましく、スチレン系ポリマー及びポリメチルメタクリレートの組合せ、スチレン系ポリマー及びポリイソプレンの組合せ、スチレン系ポリマー及びポリブタジエンの組合せが特に好ましい。より好ましくは、ポリスチレン(PS)とポリメチルメタクリレート(PMMA)の組合せである。
【0092】
前記ブロック共重合体の数平均分子量(Mn)は、500000以上であることが好ましく、1000000以上であることがより好ましく、1000000〜5000000であることが特に好ましい。数平均分子量が500000未満では、ブロック共重合体のミクロ相分離構造により形成される凹凸の平均ピッチが小さくなり、得られる回折格子の凹凸の平均ピッチが不十分となる。特に、可視領域の波長範囲に渡って照明光を回折する必要がある場合には、平均ピッチとして10〜700nmが望ましく、この点からブロック共重合体の数平均分子量(Mn)は、500000以上であることが好ましい。一方、ブロック共重合体の数平均分子量(Mn)が500000以上のものを用いた場合には、エッチング工程後に第2加熱工程を行わないと電鋳によって所望の凹凸パターンを得ることが困難となる傾向にある。
【0093】
前記ブロック共重合体の分子量分布(Mw/Mn)は1.5以下であることが好ましく、1.0〜1.35であることがより好ましい。このような分子量分布が1.5を超えると、ブロック共重合体の規則的なミクロ相分離構造を形成することが困難になる。なお、前記ブロック共重合体の数平均分子量(Mn)及び重量平均分子量(Mw)は、ゲルパーミエーションクロマトグラフィ(GPC)により測定し、標準ポリスチレンの分子量に換算した値である。
【0094】
前記ブロック共重合体における前記第1のポリマーセグメントと前記第2のポリマーセグメントとの体積比(第1のポリマーセグメント:第2のポリマーセグメント)は、自己組織化によりラメラ構造を創生させるために、3:7〜7:3であることが好ましく、4:6〜6:4であることがより好ましい。このような体積比が前記範囲外である場合には、ラメラ構造に起因する凹凸パターンを形成することが困難となる傾向にある。
【0095】
また、工程(I)に用いるブロック共重合体溶液は、前記ブロック共重合体を溶媒中に溶解することにより調製することができる。このような溶媒としては、例えば、ヘキサン、ヘプタン、オクタン、デカン、シクロヘキサン等の脂肪族炭化水素類;ベンゼン、トルエン、キシレン、メシチレン等の芳香族炭化水素類;ジエチルエーテル、テトラヒドロフラン、ジオキサン等のエーテル類;アセトン、メチルエチルケトン、イソホロン、シクロヘキサノン等のケトン類;ブトキシエチルエーテル、ヘキシルオキシエチルアルコール、メトキシ−2−プロパノール、ベンジルオキシエタノール等のエーテルアルコール類;エチレングリコールジメチルエーテル、ジエチレングリコールジメチルエーテル、トリグライム、プロピレングリコールモノメチルエーテル、プロピレングリコールモノメチルエーテルアセテート等のグリコールエーテル類;酢酸エチル、乳酸エチル、γ−ブチロラクトン等のエステル類;フェノール、クロロフェノール等のフェノール類;N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド、N−メチルピロリドン等のアミド類;クロロホルム、塩化メチレン、テトラクロロエタン、モノクロロベンゼン、ジクロロベンゼン等のハロゲン系溶媒;2硫化炭素等の含ヘテロ元素化合物;これらの混合溶媒が挙げられる。前記ブロック共重合体溶液における前記ブロック共重合体の含有率は、ブロック共重合体溶液100質量%に対して、0.1〜15質量%であることが好ましく、0.3〜5質量%であることがより好ましい。
【0096】
また、前記ブロック共重合体溶液は、他のホモポリマー(その溶液中に含まれるブロック共重合体中の前記第1のホモポリマー及び前記第2のホモポリマー以外のホモポリマー:例えば、ブロック共重合体中の前記第1のホモポリマー及び前記第2のホモポリマーの組合せがポリスチレン及びポリメチルメタクリレートの組合せである場合には、ポリスチレンとポリメチルメタクリレート以外の種類のホモポリマーであればよい。)、界面活性剤、イオン性化合物、消泡剤、レベリング剤等を更に含有していてもよい。
【0097】
前記ブロック共重合体溶液が他のホモポリマーを含有することにより、ブロック共重合体により形成されるミクロ相分離構造の形状(例えば凹凸の深さ等)を変化させることも可能となる。例えば、ミクロ相分離構造により形成される凹凸の深さをより深くするために、ポリアルキレンオキシドを用いることができる。このようなポリアルキレンオキシドとしては、ポリエチレンオキシド、ポリプロピレンオキシドがより好ましく、ポリエチレンオキシドが特に好ましい。また、このようなポリエチレンオキシドとしては、下記式:
HO−(CH2−CH2−O)n−H
[式中、nは10〜5000の整数(より好ましくは50〜1000の整数、更に好ましくは50〜500の整数)を示す。]
で表されるものが好ましい。
【0098】
このようなnの値が前記下限未満では、分子量が低すぎて、高温での熱処理で揮発・蒸発などにより失われ、他のホモポリマーを含有させる前記効果が乏しくなる傾向にあり、他方、前記上限を超えると、分子量が高すぎて分子運動性が低いため、相分離の速度が遅くなりミクロ相分離構造の効率的な形成ができなくなる傾向にある。
【0099】
また、このような他のホモポリマーの数平均分子量(Mn)は460〜220000であることが好ましく、2200〜46000であることがより好ましい。このような数平均分子量が前記下限未満では、分子量が低すぎて、高温での熱処理で揮発・蒸発などにより失われ、他のホモポリマーを含有させる前記効果が乏しくなる傾向にあり、他方、前記上限を超えると分子量が高すぎて分子運動性が低くなるため、相分離の速度が遅くなりミクロ相分離構造の効率的な形成ができなくなる傾向にある。
【0100】
このような他のホモポリマーの分子量分布(Mw/Mn)は1.5以下であることが好ましく、1.0〜1.3であることがより好ましい。分子量分布が前記上限を超えるとミクロ相分離の形状の均一性が保持され難くなる傾向にある。なお、このような数平均分子量(Mn)及び重量平均分子量(Mw)は、ゲルパーミエーションクロマトグラフィ(GPC)により測定し、標準ポリスチレンの分子量に換算した値である。
【0101】
また、このような他のホモポリマーを用いる場合、前記ブロック共重合体中の前記第1のホモポリマー及び前記第2のホモポリマーの組合せがポリスチレン及びポリメチルメタクリレートの組合せ(ポリスチレン−ポリメチルメタクリレート)であり、且つ前記他のホモポリマーがポリアルキレンオキシドであることが好ましい。このように、ポリスチレン−ポリメチルメタクリレートのブロック共重合体とポリアルキレンオキシドとを組み合わせて用いることにより、垂直方向の配向性が更に向上して、表面の凹凸の深さを更に深くすることが可能となるとともに、製造時の熱処理時間を短縮することも可能となる。
【0102】
前記ブロック共重合体溶液に前記他のホモポリマーを用いる場合には、その含有量は、前記ブロック共重合体100質量部に対して、100質量部以下であることが好ましく、5質量部〜100質量部であることがより好ましい。このような他のホモポリマーの含有量が前記下限未満では他のホモポリマーを含有させることにより得られる効果が乏しくなる傾向にある。
【0103】
また、前記界面活性剤を用いる場合には、その含有量は、前記ブロック共重合体100質量部に対して、10質量部以下であることが好ましい。さらに、前記イオン性化合物を用いる場合には、その含有量は、前記ブロック共重合体100質量部に対して、10質量部以下であることが好ましい。
【0104】
また、前記ブロック共重合体溶液中に前記他のホモポリマーを含有させる場合、前記ブロック共重合体と前記他のホモポリマーとの総量の含有率は、ブロック共重合体溶液中に、0.1〜15質量%であることが好ましく、0.3〜5質量%であることがより好ましい。このような総量の含有率が前記下限未満では必要な膜厚を得るために前記溶液を十分な膜厚で均一に塗布することが容易でなく、前記上限を超えると溶媒に均一に溶けた溶液を調製することが比較的困難となる。
【0105】
また、工程(I)において用いる基材としては特に制限はないが、例えば、ポリイミド、ポリフェニレンスルフィド(PPS)、ポリフェニレンオキシド、ポリエーテルケトン、ポリエチレンナフタレート、ポリエチレンテレフタレート、ポリアリレート、トリアセチルセルロース、ポリシクロオレフィン等の樹脂基板;ガラス、オクタデシルジメチルクロロシラン(ODS)処理ガラス、オクタデシルトリクロロシラン(OTS)処理ガラス、オルガノシリケート処理ガラス、シリコン基板等の無機基板;アルミニウム、鉄、銅等の金属基板が挙げられる。また、このような基材は、配向処理等の表面処理を施したものであってもよい。なお、このようにガラスなどの基板表面を、ODSやオルガノシリケートなどで処理することで、後述の加熱工程において、ラメラ構造、シリンダー構造、球状構造などのミクロ相分離構造が表面に対して垂直に配列しやすくなる。これはブロック共重合体成分と基材表面との間の界面エネルギー差を小さくすることで、ブロック共重合体を構成する各ブロックのドメインが垂直配向しやすくなるからである。
【0106】
さらに、前記基材上に前記ブロック共重合体溶液を塗布する方法としては、特に限定されず、例えば、スピンコート法、スプレーコート法、ディップコート法、滴下法、グラビア印刷法、スクリーン印刷法、凸版印刷法、ダイコート法、カーテンコート法、インクジェット法を採用することができる。
【0107】
また、基材上に形成される前記ブロック共重合体の塗膜の厚みとしては、乾燥後の塗膜の厚みが、10〜3000nmであることが好ましく、50〜500nmであることがより好ましい。
【0108】
〈工程(II)〉
工程(II)は、前記基材上の塗膜を乾燥させる工程である。このような塗膜の乾燥工程は特に制限されないが、大気雰囲気中で行ってもよい。また、このような工程における乾燥温度として、前記塗膜から溶媒を除去できる温度であればよく、特に制限されるものではないが、30〜200℃であることが好ましく、40〜100℃であることがより好ましい。なお、このような乾燥により、前記ブロック共重合体がミクロ相分離構造を形成し始めて、塗膜(薄膜)の表面に凹凸が形成される場合もある。
【0109】
〈工程(III)〉
工程(III)は、工程(II)により乾燥した塗膜を前記ブロック共重合体のガラス転移温度(Tg)以上の温度で加熱する工程(第1加熱工程)である。
【0110】
このように塗膜を、その塗膜中のブロック共重合体のガラス転移温度(Tg)以上の温度で加熱することにより、塗膜中のブロック共重合体の自己組織化を進行させて、ブロック共重合体を、第1ポリマーセグメントと第2ポリマーセグメントの部分にミクロ相分離させることが可能となり、これにより効率よくミクロ相分離構造を形成させることが可能となる。
【0111】
このような第1加熱工程(III)においては、加熱温度を、ガラス転移温度(Tg)以上の温度とする。このような加熱温度が、ブロック共重合体のガラス転移温度(Tg)未満では、ポリマーの分子運動性が低く、ブロック共重合体の自己組織化が十分に進行せず、ミクロ相分離構造を十分に形成できなくなるか、あるいはミクロ相分離構造を十分に生じさせるための加熱時間が長くなる傾向にある。また、このような加熱温度の上限は、前記ブロック共重合体が熱分解しない温度であればよく特に制限されるものではない。このような第1加熱工程を実施する方法は特に制限されず、例えば、大気雰囲気下、オーブンなどを適宜用いる方法を採用してもよい。なお、このような加熱温度を徐々に高めて乾燥及び加熱工程(工程(II)及び(III))を連続的に行ってもよい。なお、このように加熱温度を徐々に高めて乾燥及び加熱工程を連続的に実施する場合には、乾燥工程(工程(II))は加熱工程(工程(III))に含まれる工程となる。
【0112】
〈工程(IV)〉
工程(IV)は、前記工程(III)を施した後に、塗膜のエッチング処理により第2ポリマー(セグメント)を除去して基材上に凹凸構造を形成する工程(エッチング工程)である。
【0113】
このようなエッチング工程(IV)は、第1ポリマーセグメントと第2ポリマーセグメントとの分子構造が相違することから、これらのエッチングの速度(エッチングされ易さ)が異なるため、第1ポリマーセグメントと第2ポリマーセグメントのホモポリマーの種類に応じて一方のポリマーセグメント(第2ポリマーセグメント)を選択的に除去することが可能であることを利用して、ブロック共重合体を構成する一方のポリマーセグメント(第2ポリマーセグメント)をエッチングにより選択的に除去する工程である。このようなエッチング工程により、塗膜から第2ポリマーセグメントを除去することにより、ブロック共重合体のミクロ相分離構造(工程(III)により形成された構造)に由来した顕著な凹凸構造を効率よく途膜に形成することが可能である。
【0114】
このように、一方のポリマーセグメントを選択的に除去するためのエッチング処理としては、例えば、反応性イオンエッチング法、オゾン酸化法、加水分解法、金属イオン染色法、紫外線エッチング法等を用いたエッチング法を適宜採用することができる。また、前記エッチング処理として、前記ブロック共重合体の共有結合を酸、塩基及び還元剤からなる群から選択される少なくとも1種で処理して前記共有結合を切断し、その後、一方のポリマーセグメントだけを溶解する溶媒等でミクロ相分離構造が形成された塗膜を洗浄することにより、ミクロ相分離構造を保ったまま、一方のポリマーセグメントのみを除去する方法を採用してもよい。
【0115】
〈工程(V)〉
工程(V)は、工程(IV)により形成された凹凸構造を、前記第1ポリマー(セグメント)のガラス転移温度(Tg)以上の温度で加熱する工程(第2加熱工程)である。このような第2加熱工程(v)は、いわゆるアニール処理として施されるものであり、このような加熱により凹凸構造を形成する凹部の最下部と凸部の頂点とを結ぶ線がより滑らかなものとなり、凹凸形状の尖度がより小さなものとなる。
【0116】
このような第2加熱工程(V)における加熱温度は、エッチング後に残留した第1ポリマーセグメントのガラス転移温度以上(第1ホモポリマーのガラス転移温度以上)であることが好ましく、第1ホモポリマーのガラス転移温度以上であり且つ第1ホモポリマーのガラス転移温度より70℃高い温度(Tg+70℃)以下であることがより好ましい。このような加熱温度が、第1ホモポリマーのガラス転移温度未満では、後述の電鋳工程後において所望の凹凸構造が得られなくなったり、あるいは所望の凹凸構造を形成するために加熱に長時間を要する傾向にある。他方、このような加熱温度が前記上限を超えると、第1ポリマーセグメントの全体が溶融や分解されたりして、凹凸形状が大きく崩れてしまう傾向にある。このような第2加熱工程を実際に実施するための方法としては、例えば、第1加熱工程と同様に、例えば、大気雰囲気下、オーブン等を適宜用いて行ってもよい。また、このような第2加熱工程における加熱時間としては10分〜100時間であることが好ましい。
【0117】
なお、エッチング工程(IV)を施した後の凹凸構造は、その凹凸構造により画定される溝の側面が粗く、厚み方向と直交する方向に向かって凹凸(オーバーハングを含む)が発生しているような複雑な断面構造を有するものとなり得る。このような凸部の側面に存在する凹凸はブロック共重合体の分子量が大きいほど発生し易い傾向にある。一方で、ブロック共重合体の分子量はミクロ相分離構造、ひいてはそこから得られる回折格子のピッチに深く関係している。そこで、第一の凹凸の好適なピッチの分布をより効率よく達成するために、比較的高い分子量のブロック共重合体を用いた場合であっても電鋳によりそのような所望のピッチ分布等の特性を有する凹凸構造をより確実に得るために、上述のような第2加熱工程を施すことが好ましいと言える。このような第二加熱工程(V)において、エッチング工程(IV)を施した後に凹凸構造を加熱することで、凹凸形状の側面を構成する第1ポリマーセグメントがアニール処理され、第1ポリマーセグメントにより画成される断面形状を比較的滑らかな傾斜面とすること(凹部の最下部と凸部の頂点とを結ぶ線をより滑らかなものとすること)が可能となり、基材から上方に向かって先細りの山形(本願では「山形構造」と称する)の形状となる。このように、側面の凹凸が加熱によりアニールされて、オーバーハング部分が加熱によりなめらかな斜面となるため、第二加熱工程(V)に得られる山形構造の凹凸においては、第1ポリマーセグメントに金属層を堆積させた後に、金属層をより容易に剥離することが可能となり、金属層に効率よく凹凸形状を転写することが可能となる。
【0118】
ここで、エッチング工程(IV)を施した後の凹凸構造により画定される溝の側面が粗く、厚み方向と直交する方向に向かって凹凸(オーバーハングを含む)が発生している場合には、電鋳ためのシード層が付着しない部分が生じ易く、電鋳によって金属層を均一に堆積させることが困難となる傾向にある。そのため、側面が粗い凹凸構造を有する第一ポリマーセグメントの層をそのまま用いた場合には、得られるモールドの機械的強度が低くなるとともに、モールドの変形およびパターン欠損などの欠陥が発生してしまう傾向にある。また、電鋳(電気めっき)では、めっきされる物体の形状によって各部分のめっきの厚さが異なり、めっき金属が物体の凸部や出っ張った角に引き寄せられやすく、凹部やへこんだ部分には引き寄せられ難いことから、側面が粗い複雑な凹凸の断面構造は、均一な膜厚の電鋳膜を得ることが困難な傾向にある。更に、そのような複雑な断面構造を電鋳により得られるモールドに転写することができたとしても、そのモールドを回折格子形成材料に押し付けて凹凸形状を転写しようとすると、回折格子形成材料はモールドの複雑な断面構造の隙間に侵入するために、モールドを硬化後の樹脂から剥離することができないか、あるいは、モールドの強度の弱い部分が破断し、パターン欠損が起こる場合も生じ得る。このような点も併せ鑑みれば、電鋳によりそのような所望のピッチ分布等の特性を有する凹凸構造をより確実に得るという観点から、上述のような第2の加熱工程を施すことが好ましい。
【0119】
このようにして第2加熱工程(V)を施すことにより得られた凹凸(山形構造の凹凸)を有する基材は、後工程における金属への転写用のマスターとして好適に使用できる。そのため、山形構造の凹凸としては、凹凸の形状を原子間力顕微鏡を用いて解析して得られる凹凸解析画像に2次元高速フーリエ変換処理を施してフーリエ変換像を得た場合において、前記フーリエ変換像が、波数の絶対値が0μm−1である原点を略中心とする円状又は円環状の模様を示しており、且つ、前記円状又は円環状の模様が波数の絶対値が10μm−1以下の範囲内となる領域内に存在するものであること、及び、その凹凸の深さ分布の標準偏差が15〜50nmとなるものであること、といった条件を満たすものであることが好ましい。また、このような山形構造の凹凸の平均ピッチとしては、10〜700nmの範囲であることが好ましく、100〜700nmの範囲であることがより好ましい。凹凸の平均ピッチが前記下限未満では、可視光の波長に対してピッチが小さくなりすぎるため、かかる母型を用いて得られる回折格子において必要な可視光の回折が生じにくい傾向にあり、他方、前記上限を超えると、かかる母型を用いて得られる回折格子の回折角が小さくなり、回折格子としての機能を十分に発揮できなくなる傾向にある。なお、凹凸の平均ピッチとは、山形構造の凹凸の表面における凹凸のピッチ(隣り合う凸部同士又は隣り合う凹部同士の間隔)を測定した場合における、凹凸のピッチの平均値のことをいう。また、このような凹凸のピッチの平均値は、表面の凹凸の形状を走査型プローブ顕微鏡(例えば、エスアイアイ・ナノテクノロジー株式会社製の製品名「E−sweep」等)を用いて凹凸解析画像を測定した後に、かかる凹凸解析画像中における、任意の隣り合う凸部同士又は隣り合う凹部同士の間隔を100点以上測定し、その平均を求めて算出される値を採用する。
【0120】
また、基材上に形成された前記凹凸の平均高さは20〜200nmの範囲であることが好ましく、30〜100nmの範囲であることがより好ましく、40〜80nmの範囲であることが更に好ましい。凹凸の平均高さが前記下限未満では、可視光の波長に対し高さが不足するため回折が不十分となる傾向にあり、他方、前記上限を超えると、得られた回折格子を有機EL素子の光取出し口側の光学素子として利用した場合に、EL層内部の電界分布が不均一となり特定の箇所に電界が集中することによる発熱によって素子が破壊されやすくなり、また寿命が短くなり易くなる傾向にある。なお、ここにいう凹凸の平均高さとは、その凹凸形状が形成された表面における凹凸の高さ(凹部及び凸部との深さ方向の距離)を測定した場合において、凹凸の高さの平均値のことをいう。また、このような凹凸の高さの平均値は、表面の凹凸の形状を走査型プローブ顕微鏡(例えば、エスアイアイ・ナノテクノロジー株式会社製の製品名「E−sweep」等)を用いて凹凸解析画像を測定した後に、かかる凹凸解析画像中における、任意の凹部及び凸部との深さ方向の距離を100点以上測定し、その平均を求めて算出される値を採用する。
【0121】
なお、このような凹凸(山形構造の凹凸)を有する基材の凹凸の特性(平均高さや平均ピッチ、平均値(m)等)は、ブロック共重合体の種類や加熱処理時の加熱温度等を調整すること等により、容易に所望の特性に調整することが可能である。
【0122】
〈工程(VI)〜工程(VIII)〉
工程(VI)は、前記工程(V)を施した後の前記凹凸構造上にシード層を形成する工程であり、工程(VII)は、前記シード層上に電鋳(電界めっき)により金属層を積層する工程であり、工程(VIII)は、前記金属層および前記シード層から前記凹凸構造を有する基材を剥離する工程である。このような各工程を以下、図3〜図6を参照しながら説明する。
【0123】
図3は、基材20上に山形構造の凹凸を有する第1ポリマーセグメントからなる層21が形成されている転写用のマスター30を模式的に示す断面図であり、図4は、転写用のマスター30中の第1ポリマーセグメントからなる層21の表面の凹凸上にシード層22が形成されている状態を模式的に示す断面図であり、図5はシード層22の表面上に電鋳(電界めっき)により金属層23が形成された状態を示し、図6は、転写用のマスター30から、金属層23及びシード層22を剥離した状態を模式的に示す断面図である。
【0124】
工程(VI)においては、前記工程(V)を施した後に得られる凹凸構造を有する基材(転写用のマスター30)の該凹凸構造上にシード層22を形成する(図3及び図4参照)。
【0125】
このようなシード層22は、後続の電鋳処理のための導電層となる層である。このようなシード層22を形成する方法は特に制限されず、基材20の表面に形成された凹凸形状の層21上に、前記凹凸の形状を維持しながら、いわゆる導電層を形成することが可能な公知の方法を適宜利用することができ、例えば、無電界めっき、スパッタまたは蒸着等の方法により形成することができる。
【0126】
また、このようなシード層22の厚みとしては、後続の電鋳工程における電流密度を均一にして後続の電鋳工程により堆積される金属層の厚みを一定にすることが可能となるような厚みであればよく特に制限されないが、より高い効果が得られることから、10nm以上であることが好ましく、100nm以上であることがより好ましい。また、このようなシード層の材料としては特に制限されないが、例えば、ニッケル、銅、金、銀、白金、チタン、コバルト、錫、亜鉛、クロム、金・コバルト合金、金・ニッケル合金、ホウ素・ニッケル合金、はんだ、銅・ニッケル・クロム合金、錫ニッケル合金、ニッケル・パラジウム合金、ニッケル・コバルト・リン合金、またはそれらの合金などを用いることができる。
【0127】
このように転写用のマスター30の第1ポリマーセグメントからなる層21の表面(凹凸形状の表面)上にシード層22を形成した後においては、シード層上に電鋳(電界めっき)により金属層を積層する(工程(VII):図5参照)。
【0128】
このような金属層23の厚みは特に制限されず、例えば、シード層22の厚みを含めて全体で10〜3000μmの厚さとしてもよい。電鋳により堆積させる金属層23の材料としては、シード層22として用いることができる上記金属種のいずれかを用いることができる。このような金属層23の材料としては、得られるモールドの耐摩耗性や剥離性などの観点から、ニッケルが好ましく、この場合、シード層22にもニッケルを用いることが好ましい。
【0129】
また、金属層23を形成する際の電鋳の条件としては特に制限されず、公知の電界めっきの方法において採用される条件を適宜採用してもよい。また、このような電鋳の際の電流密度としては、ブリッジを抑制して均一な金属層を形成するとともに電鋳時間を短縮するという観点から、例えば、0.03〜10A/cm2としてもよい。
【0130】
なお、金属層23は、金属層23及びシード層22からなるモールドを利用する際に樹脂層に対する押し付け、剥離及び洗浄などの処理を行うことから、それらの処理の容易性の観点から、適度な硬度及び厚みを有することが好ましい。このような観点から、電鋳により形成される金属層23の硬度を向上させる目的で、金属のモールドの表面にダイヤモンドライクカーボン(DLC)処理やCrめっき加工処理を実施してもよく、あるいは、金属層23をさらに熱処理してその表面硬度を高くしてもよい。
【0131】
このように、金属層23を形成した後においては、図6に示すように、金属層23及びシード層22からなる金属部31を、凹凸構造を有する基材(転写用のマスター30)から剥離する(工程(VIII))。
【0132】
このようにして得られたシード層22及び金属層23からなる金属部31を、凹凸構造を有する基材から剥離することにより、回折格子形成用の母型(モールド)を得ることができる。すなわち、このようにして、シード層22及び金属層23からなる回折格子形成用の母型(モールド)31を得ることができる。
【0133】
このような回折格子形成用の母型(モールド)31を剥離する方法は特に制限されず、公知の方法を適宜利用することができ、物理的に剥がす方法を利用してもよく、あるいは、第1ホモポリマー及び残留するブロック共重合体を、それらを溶解する有機溶媒、例えば、トルエン、テトラヒドロフラン(THF)、クロロホルムなどを用いて溶解して除去することにより、モールド(金属部)31を剥がす方法を利用してもよい。また、このようにして得られるモールド31は、転写用のマスター30の凹凸の特性が転写(反転)されたものとなる。
【0134】
また、回折格子形成用の母型(モールド)31を転写用のマスター30(山型構造の凹凸を有する層21が積層された基材10)から剥離するときに、剥離処理の方法によっては、第1ポリマーセグメントのようなポリマーの一部がモールドの表面に付着した状態で残留する場合がある。このような場合、モールドの表面に付着して残留したポリマーは洗浄にて除去することが好ましい。このような洗浄の方法としては、湿式洗浄や乾式洗浄を用いることができる。また、このような湿式洗浄の方法としては、トルエン、テトラヒドロフラン等の有機溶剤、界面活性剤、アルカリ系溶液での洗浄などにより除去する方法を挙げることができる。なお、有機溶剤を用いる場合には、超音波洗浄を行ってもよい。また、モールドの表面に付着して残留したポリマーは電解洗浄を行うことにより除去してもよい。また、前記乾式洗浄の方法としては、紫外線やプラズマを使用したアッシングにより除去する方法が挙げられる。また、このような湿式洗浄と乾式洗浄とを組み合わせて利用してモールドの表面に付着して残留したポリマーを洗浄除去してもよい。また、このような洗浄後に、純水や精製水でリンスし、乾燥後にオゾン照射してもよい。更に、モールドの表面に付着して残留したポリマーを、前記モールドに樹脂膜(例えばUV硬化樹脂)を塗布して硬化した後、その硬化膜を剥離して取り除く工程を繰り返し実施することにより、除去してもよい。
【0135】
以上、工程(I)〜(VIII)を含む回折格子形成用の母型(モールド)の製造方法について説明したが、このような凹凸の形成された回折格子形成用の母型(モールド)の製造方法は特に制限されず、公知の方法を適宜利用することができ、例えば、工程(I)〜(IV)を実施(好ましくは工程(V)を併せて実施)して得られたブロック共重合体のミクロ相分離構造に由来した凹凸構造を有する樹脂層をそのままモールドとして利用してもよく、或いは、工程(I)〜(IV)を実施(好ましくは工程(V)を併せて実施)して得られたブロック共重合体のミクロ相分離構造に由来した凹凸構造を有する樹脂層を利用して、その樹脂層の凹凸構造の表面上に転写材料(前述のシード層及び金属層以外の材料)を付着させて硬化させた後、取り外すことにより、表面に凹凸が形成された凹凸転写部材を得て、これを回折格子形成用の母型(モールド)として利用してもよく、更には、工程(I)〜(VIII)を実施して得られたモールドを利用して回折格子を形成し、その得られた回折格子を新たな回折格子形成用の母型(モールド)として利用してもよい。このような転写材料としては、特に限定されず、例えば、シリコーン系ポリマー(シリコーンゴム)、ウレタンゴム、ノルボルネン樹脂、ポリカーボネート、ポリエチレンテレフタレート、ポリスチレン、ポリメタクリル酸メチル、アクリル樹脂、液晶ポリマー、エポキシ樹脂等の樹脂組成物であってもよい。また、このような転写材料を付着させる方法としては、特に限定されず、例えば、真空蒸着法;スピンコート法、スプレーコート法、ディップコート法、滴下法、グラビア印刷法、スクリーン印刷法、凸版印刷法、ダイコート法、カーテンコート法、インクジェット法、スパッター法等の各種コート方法を採用することができる。また、転写材料を硬化させる条件としては、使用する転写材料の種類により異なるが、例えば、硬化温度が室温〜250℃の範囲であり、硬化時間が0.5分〜3時間の範囲であることが好ましい。また、紫外線や電子線のようなエネルギー線を照射することで硬化させる方法でもよく、その場合には、照射量は20mJ/cm2〜10J/cm2の範囲であることが好ましい。また、転写材料を利用する工程を繰り返して、凹凸の反転や転写を繰り返すことにより最終的なモールド(母型)を製造してもよい。このような転写材料を用いて凹凸の反転及び転写を繰り返すことによって、凹凸の反転及び転写をする前の凹凸構造(マスターの凹凸構造)の凸部の側面に凹凸(オーバーハングを含む)が発生しているような場合であっても、その工程ごとに断面形状を滑らかなものとすること(凹部の最下部と凸部の頂点とを結ぶ線をより滑らかなものとすること)が可能となる。そのため、このような転写材料を用いて凹凸の反転及び転写を繰り返すことによって、凹凸の反転及び転写をする前の凹凸構造(マスターの凹凸構造)の凸部の側面に凹凸(オーバーハングを含む)が発生しているような場合であっても、凹凸の形状を所望の形状(例えば、上述のような山形形状)とすることも可能である。
【0136】
また、このような凹凸の形成された回折格子形成用の母型(モールド)の製造するための他の方法としては、例えば、70℃以上の温度条件下において、熱により体積が変化するポリマーからなるポリマー膜の表面に蒸着膜を形成した後、前記ポリマー膜及び前記蒸着膜を冷却することにより、前記蒸着膜の表面に皺による凹凸を形成する工程(i)と、前記蒸着膜上に母型材料を付着させ硬化させた後に、硬化後の母型材料を前記蒸着膜から取り外して母型を得る工程(ii)を含む方法を利用してもよい。以下、このような工程(i)と工程(ii)とを分けて説明する。
【0137】
〈工程(i)〉
工程(i)は、70℃以上の温度条件下において、熱により体積が変化するポリマーからなるポリマー膜の表面に蒸着膜を形成した後、前記ポリマー膜及び前記蒸着膜を冷却することにより、前記蒸着膜の表面に皺による凹凸を形成する工程である。このような工程においては、先ず、ポリマー膜形成用基板上に熱により体積が変化するポリマーからなるポリマー膜を準備する。このような熱により体積が変化するポリマーとしては、加熱又は冷却により体積が変化するもの(例えば、熱膨張係数が50ppm/K以上のもの)を適宜使用することができるが、ポリマーの熱膨張係数と蒸着膜の熱膨張係数との差が大きく、高い柔軟性を有しており、蒸着膜の表面に皺による凹凸を形成しやすいという観点から、シリコーン系ポリマーがより好ましく、ポリジメチルシロキサンを含有するシリコーン系ポリマーであることが特に好ましい。また、このようなポリマー膜を形成する方法としては、特に制限されないが、例えば、スピンコート法、ディップコート法、滴下法、グラビア印刷法、スクリーン印刷法、凸版印刷法、ダイコート法,カーテンコート法、インクジェット法、スプレーコート法、スパッター法、真空蒸着法等を採用して基板上に前記ポリマーを塗布する方法を採用することができる。
【0138】
また、ポリマー膜形成用基板としては特に制限されず、ポリマーの膜を形成する際に用いることが可能な公知の基板(ガラス基板等)を適宜用いることができる。また、このようにして形成するポリマー膜の厚みとしては、10〜5000μmの範囲であることが好ましく、10〜2000μmの範囲であることがより好ましい。なお、このようなポリマー膜は基板に積層したまま用いてもよく、あるいは、基板から取り外して用いてもよい。
【0139】
また、工程(i)においては、前記ポリマー膜を準備した後に、70℃以上の温度条件下において、ポリマー膜の表面に蒸着膜を形成する。蒸着膜を形成する際の温度は70℃以上であることが必要であり、90℃以上とすることがより好ましい。前記温度が70℃未満では、蒸着膜の表面に皺による凹凸を十分に形成することができない。蒸着膜を形成する方法としては、蒸着法、スパッタ法等の公知の方法を適宜採用することができる。これらの方法の中でも、ポリマー膜の表面に形成されている凹凸の形状を維持するという観点から、蒸着法を採用することが好ましい。また、蒸着膜の材質は特に限定されないが、例えば、アルミニウム、金、銀、白金、ニッケル等の金属、酸化アルミニウム等の金属酸化物が挙げられる。
【0140】
さらに、工程(i)においては、前述のようにしてポリマー膜の表面に蒸着膜を形成した後に、ポリマー膜及び蒸着膜を冷却することにより、蒸着膜の表面に皺による凹凸を形成する。このように、ポリマー膜上に蒸着膜を形成した後に冷却すると、ポリマー膜及び蒸着膜の体積はそれぞれ変化するが、ポリマー膜を形成する材料の熱膨張係数と蒸着膜を形成する材料の熱膨張係数との間に差があるため、各層の体積の変化率がそれぞれ異なるものとなり、蒸着膜の表面に皺による凹凸(いわゆるバックリングパターン、又は、いわゆるチューリングパターン)が形成される。また、冷却後のポリマー膜及び蒸着膜の温度は40℃以下であることが好ましい。冷却後のポリマー膜及び蒸着膜の温度が前記上限を超える場合には、蒸着膜の表面に皺による凹凸を形成しにくくなる傾向にある。さらに、ポリマー膜及び蒸着膜を冷却する際の降温速度は1〜80℃/分の範囲内とすることが好ましい。前記降温速度が前記下限未満では、凹凸が緩和されてしまう傾向にあり、他方、前記上限を超えると、ポリマー膜又は蒸着膜の表面にクラック等の傷が発生しやすくなる傾向にある。
【0141】
〈工程(ii)〉
工程(ii)は、前記蒸着膜上に母型材料を付着させ硬化させた後に、硬化後の母型材料を前記蒸着膜から取り外して回折格子形成用の母型を得る工程である。このような工程においては、先ず、蒸着膜の表面上(凹凸形状を有する面)に、母型材料を付着させる。
【0142】
このような母型材料としては、得られる母型が凹凸形状の型として使用するための強度や硬度等を維持することが可能なものであればよく、特に限定されず、例えば、ニッケル、ケイ素、炭化ケイ素、タンタル、グラッシーカーボン、石英、シリカ等の無機物;シリコーン系ポリマー(シリコーンゴム)、ウレタンゴム、ノルボルネン樹脂、ポリカーボネート、ポリエチレンテレフタレート、ポリスチレン、ポリメタクリル酸メチル、アクリル、液晶ポリマー等の樹脂組成物が挙げられる。これらの母型材料の中でも、成形性、微細形状の追従性、型離れという観点から、シリコーン系ポリマー、ニッケル、ケイ素、炭化ケイ素、タンタル、グラッシーカーボン、石英、シリカがより好ましく、シリコーン系ポリマーが更により好ましく、ポリジメチルシロキサンを含有するシリコーン系ポリマーであることが特に好ましい。
【0143】
また、このように母型材料を蒸着膜の凹凸形状が形成されている面上に付着させる方法としては、特に限定されず、例えば、電気めっき;真空蒸着法;スピンコート法、スプレーコート法、ディップコート法、滴下法、グラビア印刷法、スクリーン印刷法、凸版印刷法、ダイコート法,カーテンコート法、インクジェット法、スパッター法等の各種コート方法を採用することができる。
【0144】
また、工程(ii)においては、前述のようにして蒸着膜の表面上に母型材料を付着させた後に、その母型材料を硬化させる。母型材料を硬化させる条件としては、使用する母型材料の種類により異なるものであり、一概に言えるものではないが、例えば、樹脂材料を利用した場合には、その材料の種類に応じて、硬化温度を室温〜250℃の範囲とし、硬化時間が0.5分〜3時間の範囲とすることが好ましい。また、母型材料の種類に応じて、紫外線や電子線のようなエネルギー線を照射することにより母型材料を硬化させる方法を採用してもよく、その場合には、照射量は20mJ/cm2〜10J/cm2の範囲であることが好ましい。
【0145】
また、工程(ii)においては、前述のようにして蒸着膜の表面上に母型材料を硬化させた後に、母型材料を硬化して得られる層を蒸着膜から取り外すことにより、回折格子形成用の母型を得る。このように母型を蒸着膜から取り外す方法としては、特に限定されず、適宜公知の方法を採用することができる。
【0146】
また、熱により体積が変化するポリマーを母型材料として利用して母型を製造した場合には、その母型をポリマー膜として用いて工程(i)及び工程(ii)を繰り返してもよい。このようにして工程(i)及び工程(ii)を繰り返し実施することで、母型の表面に形成されている皺を深くすることができ、母型の表面に形成されている凹凸の平均高さをより大きくすることができる。
【0147】
また、このようにして工程(i)及び工程(ii)を実施して得られた母型の表面に樹脂(母型材料に用いた材料)を塗布して硬化させた後、これを取り外したものを母型としてもよく、更に、得られた母型の表面に樹脂を塗布する代わりに、樹脂の塗膜に前記母型を押し付け、かかる樹脂を硬化させて得られる硬化樹脂の凹凸膜を母型としてもよい。このように、凹凸を反転させた樹脂膜も母型として利用できる。
【0148】
さらに、工程(i)及び工程(ii)を実施して得られた母型から1以上の中間的な母型を介して、凹凸の反転や転写を繰り返すことにより最終的な母型を製造してもよい。このような中間的な母型としては、適宜凹凸構造を反転又は転写させたものを利用できる。また、このように、凹凸の反転や転写を繰り返して母型を製造した場合には、母型の凹凸構造を転写する際に、樹脂膜等の剥離が困難な柔軟性のない基板(例えばガラス)を用いた場合にも凹凸構造の転写を容易にするために、一旦柔軟性のある材料(例えばプラスチックフィルムやシリコーンゴム)への転写を介することも可能となり、用いた母型と凹凸構造を合わせる(偶奇を合わせる)ことが容易になる傾向にある。また、これらの中間的な母型に熱により体積が変化するポリマーを塗布し、硬化させて得られたポリマー膜を母型とし、更に、前記工程(i)及び前記工程(ii)を繰り返してもよい。また、中間的な母型がUV硬化樹脂からなる場合には、その製造時に紫外光を照射して中間的な母型を得た後、再度、紫外光を照射してポストキュアを行ってもよい。このようにして、UV硬化樹脂からなる母型に再度、紫外光を照射してポストキュアを行うことにより、母型の架橋度が向上し、機械的強度や耐薬品性が向上する傾向にある。
【0149】
また、工程(i)及び工程(ii)を実施して得られた母型(中間的な母型を含む)に対して、公知の方法を利用してメッキ処理を施して母型を金属金型化してもよい。このようにしてメッキ化して金属金型化することにより、機械的強度に優れ、繰り返し使用が可能な母型を得られる傾向にある。このようにしてメッキ化した母型をナノインプリント等のモールドとして使用することで、硬化樹脂基板に繰り返し転写して所定の凹凸パターンを有する樹脂基板を量産することが可能となる。このようなメッキ化に利用できる材料としては、ニッケル、銅、鉄、ニッケルコバルト合金、ニッケル鉄合金等が挙げられる。なお、このようなメッキ層の厚みは、機械的な強度や金型作製に要する時間等の観点から、50μm〜1mmであることが好ましい。また、このようにして得られた母型を大気圧下において80〜200℃程度の温度条件で1〜48時間程度加熱したものを、回折格子の製造に用いる母型として用いてもよい。
【0150】
以上のような回折格子形成用の母型(モールド)の製造方法を適宜利用して最終的に得られる回折格子形成用の母型(モールド)の凹凸形状としては、前述の第一の凹凸と同様の特性を有することが好ましい。このような凹凸の形状は、用いるポリマーの種類や加熱工程における加熱条件等を適宜変更することや転写工程を繰り返すこと等により、容易に調整することが可能である。
【0151】
次に、得られた回折格子形成用の母型(モールド)31を利用して回折格子を製造する工程について説明する。すなわち、透明支持基板上に、回折格子(凹凸層)11を形成するための材料(回折格子形成材料)を塗布し、母型31を押し付けつつ前記回折格子形成材料を硬化させた後、母型31を取り外すことにより、前記透明支持基板上に凹凸が形成された回折格子11を積層する工程(回折格子を製造する工程)について説明する。
【0152】
図7〜9は、回折格子の製造方法の好適な一実施形態を説明するための模式図である。そして、図7は、透明支持基板10上に回折格子形成材料11’を塗布した状態を模式的に示す断面図であり、図8は、母型31を押し付けつつ回折格子形成材料を硬化させた状態を模式的に示す断面図であり、図9は、母型31を取り外して回折格子11の表面に凹凸が形成された状態を模式的に示す断面図である。
【0153】
このような回折格子11を製造する工程においては、先ず、透明支持基板10上に回折格子形成材料11’を塗布する(図7参照)。その後、回折格子形成材料11’の途膜に、回折格子形成用の母型(モールド)31を押し付けつつ回折格子形成材料を硬化させる(図8参照)。
【0154】
このような透明支持基板10は、前述の透明支持基板10と同様のものである。また、このような回折格子形成材料11’としては、前述の回折格子11(凹凸層)を形成するための材料として説明したもの(樹脂材料や、透明無機層形成材料)と同様のものを用いることができる。
【0155】
このような回折格子形成材料11’として透明無機層形成材料を用いる場合(凹凸層を無機層とする場合)においては、より効率よくゾルゲル法によりパターンが転写された凹凸層を形成するために、金属材料を含むゾル溶液を用いることが好ましい。このような金属材料を含むゾル溶液としては特に制限されるものではないが、例えば、凹凸層をシリカからなる無機層とする場合としては、シリカ前駆体(金属アルコキシド)を含有するゾル溶液が挙げられる。また、このようなシリカ前駆体としては、テトラメトキシシラン(TMOS)、テトラエトキシシラン(TEOS)、テトラ−i−プロポキシシラン、テトラ−n−プロポキシシラン、テトラ−i−ブトキシシラン、テトラ−n−ブトキシシラン、テトラ−sec−ブトキシシラン、テトラ−t−ブトキシシラン等のテトラアルコキシドモノマーや、メチルトリメトキシシラン、エチルトリメトキシシラン、プロピルトリメトキシシラン、イソプロピルトリメトキシシラン、フェニルトリメトキシシラン、メチルトリエトキシシラン、エチルトリエトキシシラン、プロピルトリエトキシシラン、イソプロピルトリエトキシシラン、フェニルトリエトキシシラン、メチルトリプロポキシシラン、エチルトリプロポキシシラン、プロピルトリプロポキシシラン、イソプロピルトリプロポキシシラン、フェニルトリプロポキシシラン、メチルトリイソプロポキシシラン、エチルトリイソプロポキシシラン、プロピルトリイソプロポキシシラン、イソプロピルトリイソプロポキシシラン、フェニルトリイソプロポキシシラン等のトリアルコキシドモノマーや、これらモノマーを少量重合したポリマー、前記材料の一部に官能基やポリマーを導入した複合材料等の金属アルコキシドが挙げられる。なお、前記ゾル溶液としては、ゾルゲル法により無機層を形成することが可能なゾル溶液であればよく、金属材料の種類は特に制限されず、金属アルコキシド以外に、金属アセチルアセトネート、金属カルボキシレート、オキシ塩化物、塩化物や、それらの混合物などが挙げられる。また、このような金属材料中の金属種としても特に限定されるものではなく、ケイ素(Si)以外の金属種であっても、ゾルゲル法で無機層を形成することが可能な金属種であれば適宜利用することができ、例えば、Ti、Sn、Al、Zn、Zr、In等を適宜利用してもよい。また、前記金属材料としては1種を単独で用いてもよく、あるいは2種以上を組み合わせて混合物として利用してもよい。また、このようなゾル溶液としては、無機層(前記金属単体や前記金属の酸化物からなる層)の前駆体を適宜混合したものを用いることもできる。また、ゾル溶液に、TEOSとMTESの混合物を用いる場合には、それらの配合比は特に制限されず、1:1としてもよい。
【0156】
さらに、このようなゾル溶液の溶媒としては、例えばメタノール、エタノール、イソプロピルアルコール(IPA)、ブタノール等のアルコール類、ヘキサン、ヘプタン、オクタン、デカン、シクロヘキサン等の脂肪族炭化水素類、ベンゼン、トルエン、キシレン、メシチレン等の芳香族炭化水素類、ジエチルエーテル、テトラヒドロフラン、ジオキサン等のエーテル類、アセトン、メチルエチルケトン、イソホロン、シクロヘキサノン等のケトン類、ブトキシエチルエーテル、ヘキシルオキシエチルアルコール、メトキシ−2−プロパノール、ベンジルオキシエタノール等のエーテルアルコール類、エチレングリコール、プロピレングリコール等のグリコール類、エチレングリコールジメチルエーテル、ジエチレングリコールジメチルエーテル、プロピレングリコールモノメチルエーテルアセテート等のグリコールエーテル類、酢酸エチル、乳酸エチル、γ−ブチロラクトン等のエステル類、フェノール、クロロフェノール等のフェノール類、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド、N−メチルピロリドン等のアミド類、クロロホルム、塩化メチレン、テトラクロロエタン、モノクロロベンゼン、ジクロロベンゼン等のハロゲン系溶媒、2硫化炭素等の含ヘテロ元素化合物、水、およびこれらの混合溶媒が挙げられる。特に、エタノールおよびイソプロピルアルコールが好ましく、また、それらに水を混合したものも好ましい。
【0157】
また、このようなゾル溶液中に添加することが可能な添加物としては、粘度調整のためのポリエチレングリコール、ポリエチレンオキシド、ヒドロキシプロピルセルロース、ポリビニルアルコールや、溶液安定剤であるトリエタノールアミンなどのアルカノールアミン、アセチルアセトン等のβ―ジケトン、β―ケトエステル、ホルムアミド、ジメチルホルムアミド、ジオキサンなどが挙げられる。
【0158】
また、回折格子形成材料の塗工厚みは、回折格子11の厚みが0.01〜500μmとなる範囲であることが好ましい。回折格子形成材料の塗工厚みが前記下限未満では、凹凸層の表面に形成される凹凸の高さが不十分となる傾向にあり、他方、前記上限を超えると、凹凸層の硬化時に生じる材料の体積変化の影響が大きくなり、凹凸形状が良好に形成できなくなる傾向にある。
【0159】
また、透明支持基板10上に回折格子形成材料11’(前記ゾル溶液を含む。)を塗布する方法としては、例えば、スピンコート法、スプレーコート法、ディップコート法、滴下法、グラビア印刷法、スクリーン印刷法、凸版印刷法、ダイコート法,カーテンコート法、インクジェット法、スパッター法等の各種コート方法を採用することができる。
【0160】
さらに、回折格子形成材料11’が樹脂材料の場合において、回折格子形成材料を硬化させる条件としては、使用する樹脂材料の種類により異なるが、例えば、硬化温度が室温〜250℃の範囲であり、硬化時間が0.5分〜3時間の範囲であることが好ましい。また、回折格子形成材料が紫外線や電子線のようなエネルギー線を照射することで硬化する材料の場合には、エネルギー線を照射させる方法を採用してもよく、その場合には、照射量は20mJ/cm2〜5J/cm2の範囲であることが好ましい。
【0161】
また、前記ゾル溶液を用いて回折格子形成材料を硬化させる場合(無機層を形成する場合)には、金属種や利用する金属材料の種類に応じて、いわゆるゾルゲル法に利用することが可能な公知の条件を適宜採用して、ゾル溶液から硬化層(無機層)を形成すればよい。例えば、シリカ前駆体を含むゾル溶液を用いてシリカからなる無機層(凹凸層)を形成する場合には、加水分解及び重縮合反応を行わせることによって非晶質シリカを合成して無機層を形成することができる。このような加水分解及び重縮合反応は、非晶質シリカを合成することが可能な条件であればよく、特に制限されないが、前記ゾル溶液のpHを調製するために塩酸等の酸や、アンモニア等のアルカリを添加することが好ましく、そのpHを4以下若しくは10以上とすることがより好ましい。また、前記加水分解を行うために、水を別途添加してもよい。なお、このように加水分解を行うために、水を別途添加する場合に、その水の添加量は、金属アルコキシド種に対してモル比で1.5倍以上にすることが好ましい。また、回折格子形成材料11’として透明無機層形成材料を用いる場合(凹凸層を無機層とする場合)においては、ゾル溶液の塗膜に回折格子形成用の母型(モールド)31を押し付ける際に、加熱した押圧ロールを利用することが好ましい。このようにして、塗膜に加熱しながらモールドを押し付けることにより、モールドを押し付けつつ硬化させることが可能となり、より効率よく凹凸層を形成できる傾向にある。また、このようにして、透明無機層形成材料を硬化して無機層を形成させた後においては、機械的強度を高めるという観点から、更に、200〜1200℃の温度で5分〜6時間加熱することが好ましい。
【0162】
なお、回折格子11が透明無機層形成材料により形成された場合においては、樹脂材料を利用した場合と比較して、回折格子11の耐熱性が向上する傾向にある。そのため、回折格子11が透明無機層形成材料により形成された場合においては、いわゆる加熱スパッタにより低抵抗の透明電極(例えばITO)を効率よく製膜でき、より電力効率の高い有機EL素子が得られるばかりか、高温条件下において、その有機EL素子を使用した場合においても、回折格子11が変色等することなく、高温による劣化をより十分に抑制できる。また、回折格子11が透明無機層形成材料により形成された場合においては、素子化前に、その回折格子11の凹凸パターン面にブラシ洗浄を行うことも可能である。凹凸層を形成するための材料として透明無機層形成材料を利用した場合には、樹脂材料を利用した場合と比較して、凹凸層の表面の機械的強度がより高いものとなるため、ブラシ洗浄工程により層の表面に傷が発生することをより十分に抑制できるため(基本的に傷が発生しないため)、効率よく凹凸層の表面を洗浄でき、表面上の異物等をより効率よく除去することができるため、表面上の異物等に起因する不良発生を十分に抑制できる(不良発生率を低減できる)。更に、回折格子11が透明無機層形成材料により形成された場合においては、樹脂材料を利用した場合と比較して、耐薬品性により優れた層を形成でき、層の耐アルカリ性をより高度な水準なものに向上させることも可能である。そのため、その表面の洗浄工程において各種洗浄溶媒を用いることが可能である。すなわち、素子化前の洗浄工程において洗浄液を選ばず、アルカリや各種有機溶剤を適宜利用することも可能となる。また、上述のように、回折格子11が透明無機層形成材料により形成された場合においては、樹脂材料を利用した場合と比較して、耐薬品性により優れた層を形成できることから、ITOパターニングのレジスト、現像液によるダメージもより低減させることできる傾向にある。また、回折格子11が透明無機層形成材料により形成された場合においては、樹脂材料を利用した場合と比較して、回折格子11の耐UV性をより高い水準のものとすることができる。そのため、回折格子11が透明無機層形成材料により形成された場合においては、UVオゾン洗浄により有機系汚染物を効率よく洗浄除去することが可能となり、有機系汚染物由来の不良率を低下させることが可能となるばかりか、屋外で使用した場合においても太陽光による劣化を十分に抑制でき、耐候性をより高度なものとすることができる傾向にある。
【0163】
また、このような回折格子の製造工程においては、次いで、硬化後の回折格子11から母型31を取り外す(図9参照)。このように硬化後の回折格子11から母型31を取り外す方法としては、特に限定されず、公知の方法を適宜採用することができる。このようにして、透明支持基板10上に凹凸が形成された回折格子11を積層することができる。
【0164】
なお、このような工程を実施して、母型(モールド31)を用いてその凹凸構造を回折格子形成材料に転写する場合において、回折格子形成材料からの離型性を向上させるために、母型31に予め離型処理を行ってもよい。このような離型処理としては、表面エネルギーを下げる処方が一般的であり、特に制限はないが、フッ素系の材料やシリコーン樹脂等の離型剤(例えばダイキン化成品販売株式会社製の商品名「HD−2101TH」)をモールド31の凹凸表面にコーティングしたり、フッ素系のシランカップリング剤で処理する方法、ダイヤモンドライクカーボンを表面に成膜する方法などが挙げられる。
【0165】
このようにして所望のパターンを有する回折格子11を備える透明支持基材10を得ることができるが、このようにして得られた回折格子11を備える透明支持基材10を、回折格子形成用の母型(モールド)として利用して、回折格子11を製造する工程を再度実施してもよい。すなわち、回折格子11を備える透明支持基材10を母型として反転パターンのレプリカを製造してもよく、この場合には、そのレプリカを回折格子11として利用すればよい。また、このような反転、転写する工程は繰り返し実施してもよく、例えば、反転パターンのレプリカを母型として上記転写工程を再度繰り返して子レプリカを形成してもよい。このように凹凸の反転及び転写を繰り返して、最終的に第一の凹凸の形成された回折格子11を形成してもよい。なお、このようにレプリカを順次複製する場合には、母型として用いる凹凸層の凹凸パターンが形成されている面に蒸着法またはスパッタ法などの気相法により膜を積層してもよい。このように膜を積層することにより、その表面に樹脂を塗布する等して転写等を行う際に、その樹脂(例えばUV硬化樹脂)との密着性を低下させることができ、母型を剥がし易くなる。また、このような蒸着膜は、例えば、アルミニウム、金、銀、白金、ニッケル等の金属、酸化アルミニウム等の金属酸化物が挙げられる。また、このような膜の厚みとしては5〜500nmであることが好ましい。このような厚みが前記下限未満では均一な膜が得られにくく十分な密着性の低下効果が薄れ、前記上限を超えると母型の形状がなまり易くなる。レプリカの凹凸層がUV硬化樹脂からなる場合には、樹脂硬化後に、再度、紫外光を照射するなどして、適宜ポストキュアを行ってもよい。
【0166】
(有機EL素子形成工程)
次いで、有機EL素子形成工程について説明する。有機EL素子形成工程は、回折格子形成工程により得られた回折格子11の表面上に、透明電極12、有機層13及び金属電極14を、回折格子11の表面に形成されている第一の凹凸の形状が維持されるようにして、それぞれ積層して有機EL素子を得る工程である。
【0167】
このように、透明電極12を前記第一の凹凸の形状が維持されるようにして前記回折格子上に積層するための方法としては、例えば、上述のような透明電極の材料を利用して、蒸着法、スパッタ法等の公知の方法により透明電極12を積層する方法を好適に採用することができる。このように、蒸着法、スパッタ法等の公知の方法を採用し、上述のような透明電極の材料を利用して条件を適宜変更しながら透明電極を積層することにより、前記第一の凹凸の形状を十分に維持した透明電極12を形成することができる。すなわち、透明電極12の材料が金属や金属酸化物からなるものであるため、蒸着法、スパッタ法等の公知の方法を採用しつつ蒸着時の条件やスパッタ条件等を適宜変更することで、上述のような範囲の標準偏差(σ)、標準偏差の変化率を有する凹凸を容易に形成でき、第一の凹凸の特性に由来する凹凸(例えば、尖度、平均高さ、平均ピッチ、不等式(1)の条件に関して第一の凹凸の同様に前記条件を満たすもの)を容易に形成することができる。また、透明電極12を積層する方法としては、より効率よく、上述のような範囲の標準偏差(σ)及び標準偏差の変化率を有する凹凸を形成することが可能であることから、スパッタ法を採用することが好ましい。
【0168】
また、このような有機層13を、回折格子11の表面に形成されている第一の凹凸の形状が維持されるようにして積層する方法としては、例えば、上述のような有機層の各層を構成する材料を順次利用して、前記透明電極12上に、蒸着法、スパッタ法等の公知の方法により有機層13の各層を順次積層する方法を好適に採用することができる。また、これらの方法の中でも、回折格子11の表面に形成されている第一の凹凸の形状をより十分に維持することができ、上述のような範囲の標準偏差(σ)、標準偏差の変化率を有する第四〜六の凹凸をより効率よく形成できるばかりか、第一の凹凸の特性に由来する凹凸の特性(例えば、尖度、平均高さ、平均ピッチ、不等式(1)の条件に関して第一の凹凸の同様に前記条件を満たすもの)を有する第四〜六の凹凸をより確実に形成することが可能であることから、真空蒸着法を採用することがより好ましく、その真空蒸着法に用いる前記正孔輸送層、前記発光層及び前記電子輸送層の各層を構成する前記ドーパント材料以外の材料(ただし、ドーパント材料(燐光材料等)がガラス転移温度の測定が可能なものである場合には、そのドーパント材料も含む。)がいずれも、ガラス転移温度が70℃〜300℃の有機材料であることが更に好ましい。このようなガラス転移温度の有機材料を用いることで、蒸着時に材料が到着した部位(被覆される物上の部位)及びその近傍に、その材料を容易に固定化できるため、前記第一の凹凸の形状を十分に維持した凹凸形状を有する有機層の各層をより確実に形成することができ、これにより、上述のような範囲の標準偏差(σ)、標準偏差の変化率を有する凹凸をより効率よく形成できる。なお、ドーパント材料が分散した発光層を得る方法としては、公知の方法を適宜採用することができ、例えば、ホスト材料とドーパント材料とを利用した共蒸着法を採用してもよい。
【0169】
また、金属電極14を回折格子11の表面に形成されている第一の凹凸の形状が維持されるようにして積層する方法としては、前述の金属電極14の材料を利用して、前記有機層13上に、蒸着法、スパッタ法等の公知の方法により金属電極14を積層する方法を好適に採用することができる。これらの方法の中でも、回折格子11の表面に形成されている第一の凹凸の形状をより十分に維持することができ、上述のような範囲の標準偏差(σ)、標準偏差の変化率を有する第二の凹凸をより効率よく形成できるばかりか、第一の凹凸の特性に由来する凹凸の特性(例えば、尖度、平均高さ、平均ピッチ、不等式(1)の条件に関して第一の凹凸の同様に前記条件を満たすもの)を有する第二の凹凸を形成することも可能であることから、真空蒸着法を採用することが好ましい。
【0170】
以上、図1に示す実施形態の有機EL素子に基づいて、本発明の有機EL素子の好適な実施形態について説明したが、本発明の有機EL素子は上記実施形態に限定されるものではない。例えば、図1に示す実施形態の有機EL素子においては、有機層の構成が、正孔輸送層/発光層/電子輸送層の順に積層された構成となっているが、本発明の有機EL素子は、透明支持基板、回折格子、透明電極、少なくとも発光層を備える有機層及び金属電極を備えているものであればよく、有機層の構成は特性されるものではない。
【0171】
すなわち、本発明において、透明電極上に積層する有機層は、発光層を備えていればよく、他の構成は特に制限されず、有機EL素子の有機層に用いることが可能な公知の有機層を適宜利用することができる。このような有機層は、少なくとも1層の発光層を備えていればよく、発光層と発光層以外の種々の有機薄膜層の積層体としてもよい。このような発光層以外の有機薄膜層としては、有機EL素子に用いることが可能なものであればよく、特に制限されず、例えば、正孔輸送層、電子輸送層、陽極バッファー層、正孔阻止層、電子阻止層、陰極バッファー層(有機材料の含有量が50質量%以上である場合の陰極バッファー層:金属系の材料により形成された無機層である場合を除く)等が挙げられる。また、正孔輸送層もしくは電子輸送層が発光層の役割を兼ねていてもよく、この場合には、透明電極と金属電極の間の有機層を2層構成(正孔輸送層/電子輸送層の構成:なお、一方の層が発光層として機能する。)としてもよい。
【0172】
より具体的には、図1に示す実施形態においては有機層13が下記構成(A):
(A)正孔輸送層131/発光層132/電子輸送層133(以下、記号「/」は積層されていることを示す。)
で示される積層構成を有するものであったが、本発明においては、有機層が、他の層として陽極バッファー層、正孔阻止層、電子阻止層などの公知の有機材料からなる層を適宜積層した積層構成の層であってもよく、更には、有機層中の発光層を、ホスト材料の種類がそれぞれ異なる第一の発光層及び第二の発光層の2層からなるものとしてもよい。
【0173】
このように、有機層が発光層以外の他の層(発光層以外の有機材料よりなる層)を含有する場合、かかる他の層(正孔輸送層、電子輸送層、陽極バッファー層、正孔阻止層、電子阻止層、陰極バッファー層(有機材料により形成される場合の陰極バッファー層)等)の金属電極と対向する面の表面に形成された凹凸は、それらの層の厚みが10nm以上である場合には、図1に示す実施形態において説明した正孔輸送層、発光層、電子輸送層の表面に形成されている凹凸と同様の特性を有することが好ましい。なお、このような有機層が10nm未満の場合には、層の厚みが薄く、基本的に、蒸着法、スパッタ法等により積層することで、その積層する対象物(被積層物)の表面に形成された凹凸形状の特性を十分に維持して積層することが可能であり、積層時に凹凸形状の特性の変化する割合が低いものとなる傾向にあるため、本発明においては、有機層中の各層の厚みが10nm以上である場合に、図1に示す実施形態において説明した正孔輸送層、発光層、電子輸送層の表面に形成されている凹凸と同様の特性を有することを好適な条件としている。また、本発明においては、有機層中の全ての層(それらの層の厚みにかかわらず、全ての層)の金属電極と対向する面の表面に形成された凹凸が図1に示す実施形態において説明した正孔輸送層、発光層、電子輸送層の表面に形成されている凹凸と同様の特性を有することがより好ましい。すなわち、有機層中の厚みが10nm以上である各層(より好ましくは、厚みにかかわらず、有機層中の全ての層)の金属電極と対向する面の表面に形成された凹凸はいずれも、凹凸の深さ分布の標準偏差(σ)が15〜50nmであることが好ましく、また、前記第一の凹凸の深さ分布の標準偏差に対する凹凸の深さ分布の標準偏差の変化率が+15%〜−15%となるものであることが好ましい。なお、このような他の層の凹凸の深さ分布の標準偏差(σ)及び前記標準偏差の変化率の好適な範囲は、前述の正孔輸送層、発光層及び電子輸送層の凹凸の深さ分布の標準偏差(σ)及び前記標準偏差の変化率の好適な範囲と同様の範囲である。また、このような他の層において、前述の範囲の標準偏差(σ)及び標準偏差の変化率を達成するという観点から、その層を構成する材料が、ガラス転移温度(Tg)が70℃〜300℃の有機材料であることが好ましい。このような他の層を形成するための材料のガラス転移温度(Tg)が70℃〜300℃であることにより、より効率よく第一の凹凸に対する追従性の高い凹凸を有する層を形成することができ、これにより、より効率よく各層に前述の範囲内の標準偏差(σ)及び標準偏差の変化率を有する凹凸を形成することが可能となる。なお、このような他の層の材料のガラス転移温度(Tg)の好適な範囲は、前述の正孔輸送層の材料と同様の範囲である。また、有機層中の全ての層の金属電極と対向する面の表面に形成された凹凸はいずれも、第一の凹凸の特性(例えば凹凸高さ等)と同様の特性を有することが好ましい。
【0174】
また、本発明の有機EL素子の構成は、上述のように、特に制限されるものではないが、前記有機層が正孔輸送層と電子輸送層とを更に備えており且つ前記発光層が燐光材料とホスト材料とを含有する層であることが好ましい。このように、本発明の有機EL素子としては、例えば、上記図1に示すような実施形態の有機EL素子であって、発光層が燐光材料とホスト材料とを含有する層であるものが好ましい。
【0175】
また、本発明の有機EL素子の好適な他の実施形態の具体的な一例としては、例えば、図10に示すような、有機層13が下記構成(B):
(B)正孔輸送層131/発光層132/正孔阻止層134/電子輸送層133
で表される積層構成を有し、且つ、有機層13と金属電極14との間に、金属系の材料からなる陰極バッファー層(電子注入層:無機層)15を更に備える構成の有機EL素子が挙げられる。
【0176】
このような正孔輸送層131、発光層132、電子輸送層133の材料としては前述の図1に示す実施形態において説明したものを適宜利用できる。
【0177】
また、このような正孔阻止層134の構成材料としては、公知の材料を適宜利用することができ、例えば、BCP(Tg:83℃)等を用いることができる。なお、正孔阻止層とは、通常の有機EL素子で使われている電子輸送層と構成的には同じものであるが、その機能が電子輸送機能よりも発光層から陰極側に漏れ出すホールの移動を阻止する機能が有力であるために正孔阻止層と名付けられているものであり、一種の電子輸送層と解釈することもできる。このような正孔阻止層134を利用することにより、より効率よく発光させることが可能となる。なお、前述のように、有機層を構成する材料が70℃〜300℃の有機材料であることが好ましいことから、正孔阻止層134の構成材料もガラス転移温度(Tg)が70℃〜300℃の有機材料であることが好ましい。
【0178】
また、正孔阻止層134の厚みとしては、1〜50nmであることが好ましい。また、このような正孔阻止層134を製造する場合においても、正孔阻止層134を第一の凹凸の形状が維持されるようにして積層することが好ましい。このような観点から、正孔阻止層134を製造する方法としては蒸着法、スパッタ法を採用することが好ましい。
【0179】
金属系の材料からなる陰極バッファー層(電子注入層:無機層)15の材料としては、フッ化リチウム(LiF)、Li2O3等の金属フッ化物、Ca、Ba、Cs等の活性の高いアルカリ土類金属等を用いることができる。なお、無機層とは、無機材料(金属および有機金属錯体以外の金属化合物(金属の酸化物、水酸化物、ハロゲン化物、硝酸塩、硫酸塩、炭酸塩等))の含有量が50質量%以上となる層をいう。このような金属系の材料からなる陰極バッファー層15の厚みは0.1〜10nmの範囲であることが好ましい。また、このような陰極バッファー層15を製造する場合においても、これらの各層を第一の凹凸の形状が維持されるようにして、それぞれ積層することが好ましく、かかる積層方法として、蒸着法、スパッタ法を採用することが好ましい。なお、金属系の材料からなる陰極バッファー層15はその構成材料が金属又は金属化合物からなる層であり且つ基本的に薄い層であるため、蒸着法、スパッタ法等により積層することで、その積層する対象物(被積層物)の表面に形成された凹凸形状の特性を十分に維持して積層することが可能である。また、金属系の材料からなる陰極バッファー層15においても、金属電極と対向する面の表面に形成された凹凸が、凹凸の深さ分布の標準偏差(σ)が15〜50nmであることが好ましく、また、前記第一の凹凸の深さ分布の標準偏差に対する凹凸の深さ分布の標準偏差の変化率が+15%〜−15%となるものであることが好ましい。
【0180】
更に、本発明の有機EL素子の好適な他の実施形態としては、前記有機層が正孔輸送層と電子輸送層とを更に備えており且つ前記発光層が燐光材料とホスト材料とを含有する層である構成の有機EL素子として、例えば、図11に示すような、有機層が下記構成(C):
(C)正孔輸送層131/第一発光層132(a)/第二発光層132(b)/電子輸送層133
で表される積層構成を有し、且つ、金属系の材料からなる陰極バッファー層15を備える有機EL素子も挙げられる。
【0181】
このような第一発光層132(a)及び第二発光層132(b)としては、発光層132(a)及び(b)において、それぞれホスト材料の種類が異なっていればよい。このような第一発光層132(a)及び第二発光層132(b)に利用され得るホスト材料としては、前述の発光層の材料として説明したものを適宜利用することができる。なお、このような2層の発光層の表面形状(凹凸)はそれぞれ前述の発光層132と同様の特性を有するものである。
【0182】
また、図11に示すような積層構成の有機EL素子においては、正孔輸送層131を構成する材料と、第一発光層132(a)のホスト材料とにおいて同一の種類の有機材料を利用し(例えば、双方の材料をTCTAとする場合などが挙げられる。)、且つ、第二発光層132(b)のホスト材料と電子輸送層133を構成する材料とにおいて同一の種類の有機材料を利用すること(例えば、双方の材料をTPBiとする場合などが挙げられる。)が好ましい。このように、発光層を2層構成としつつ、正孔輸送層131を構成する材料と第一発光層132(a)のホスト材料とに用いる材料に同一の種類の有機材料を利用し且つ第二発光層132(b)のホスト材料と電子輸送層133を構成する材料とに用いる材料に同一の種類の有機材料を利用することにより、正孔輸送層131と発光層132(a)、および電子輸送層133と発光層132(b)の界面が実質的になくなり、エネルギー障壁および界面でのキャリア移動度の低下による効率の低下が抑制できる。なお、燐光発光を利用する有機EL素子においては、ホールが発光層と電子輸送層との間(例えば正孔阻止層を備える場合には発光層と正孔阻止層との界面)に貯まるか、あるいは、電子が発光層と正孔輸送層との間(例えば電子阻止層を備える場合には発光層と電子阻止層との界面)に貯まってしまうと、そこで電子とホールの再結合が起こってしまい、三重項励起状態が消滅し易く、ロールオフ現象が生じ易くなる。このようなロールオフ現象を抑制して三重項励起状態の消滅を防ぐためには、キャリアの再結合領域を広くとるとともに、発光層の界面等における電子とホールの再結合を最小化(ミニマム化)することが有効である。このような観点からも、正孔輸送層131を構成する材料と第一発光層132(a)のホスト材料とに用いる材料に同一の種類の有機材料を利用し且つ第二発光層132(b)のホスト材料と電子輸送層133を構成する材料とに用いる材料に同一の種類の有機材料を利用することが好ましい。
【0183】
また、本発明の有機EL素子の他の実施形態として、例えば、有機層13が下記構成(D)〜(K):
(D)正孔輸送層/電子阻止層/発光層/電子輸送層
(E)正孔輸送層/電子阻止層/発光層/正孔阻止層/電子輸送層
(F)陽極バッファー層(正孔注入層)/正孔輸送層/電子阻止層/発光層/電子輸送層
(G)陽極バッファー層(正孔注入層)/正孔輸送層/電子阻止層/発光層/正孔阻止層/電子輸送層
(H)正孔輸送層/電子阻止層/発光層/電子輸送層/有機材料からなる陰極バッファー層
(I)正孔輸送層/電子阻止層/発光層/正孔阻止層/電子輸送層/有機材料からなる陰極バッファー層
(J)陽極バッファー層(正孔注入層)/正孔輸送層/電子阻止層/発光層/電子輸送層/有機材料からなる陰極バッファー層
(K)陽極バッファー層(正孔注入層)/正孔輸送層/電子阻止層/発光層/正孔阻止層/電子輸送層/有機材料からなる陰極バッファー層
で表される積層構成を有する有機EL素子等も挙げることができる。
【0184】
このような電子阻止層の構成材料としては、公知の材料を適宜利用することができ、例えば、電子阻止層に用いる材料としては、TCTAや、Irppz等を挙げることができる。なお、電子阻止層とは、通常の有機EL素子で使われている正孔輸送層と構成的には同じものであるが、その機能が正孔輸送機能よりも発光層から陽極側に漏れ出す電子の移動を阻止する機能が有力であるために電子阻止層と名付けられているものであり、一種のホール輸送層と解釈することもできる。なお、発光層に燐光材料を用いる場合に、このような電子阻止層を利用することにより、より効率よく燐光発光させることが可能となる。また、このような電子阻止層の厚みとしては、1〜50nmであることが好ましい。このような電子阻止層を製造する際には第一の凹凸の形状が維持されるようにして積層することが好ましく、その積層方法としては蒸着法、スパッタ法を採用することが好ましい。
【0185】
また、このような陽極バッファー層(正孔注入層)の材料としては公知の材料を適宜利用することができ、例えば、銅フタロシアニン、PEDOT等の有機材料が挙げられる。また、このような陽極バッファー層の厚みとしては1〜100nmとすることが好ましい。更に、このような陽極バッファー層を製造する際には第一の凹凸の形状が維持されるようにして積層することが好ましく、その積層方法としては蒸着法、スパッタ法を採用することが好ましい。
【0186】
更に、陰極バッファー層は、Bphen、BCP、TBBPhenなどの有機材料をアルカリ金属化合物やアルカリ金属、アルカリ土類金属化合物やアルカリ土類金属をドープした有機化合物などと共蒸着して、有機層としてもよい。なお、この際に使用される有機材料はTgが70℃〜300℃の範囲にあることが好ましい。また、このような陰極バッファー層の厚みとしては、1〜50nmであることが好ましい。このように有機層の一つとして陰極バッファー層を製造する際には第一の凹凸の形状が維持されるようにして積層することが好ましく、その積層方法としては蒸着法、スパッタ法を採用することが好ましい。
【実施例】
【0187】
以下、実施例及び比較例に基づいて本発明をより具体的に説明するが、本発明は以下の実施例に限定されるものではない。
【0188】
先ず、各実施例及び比較例で得られた有機EL素子の各層に形成された凹凸形状の特性の測定方法を説明する。
【0189】
〈凹凸形状の特性の測定方法〉
凹凸形状の測定方法に際しては、先ず、回折格子に形成されている第一の凹凸、透明電極の金属電極と対向する面(回折格子と対抗する面とは反対側の面)に形成されている凹凸、有機層の各層の金属電極と対向する面(回折格子と対抗する面とは反対側の面)に形成されている凹凸、金属電極の有機層と対向する面に形成されている凹凸の凹凸形状について、それぞれ、任意の3μm角(縦3μm、横3μm)の測定領域に対して、原子間力顕微鏡(SIIナノテクノロジー社製の環境制御ユニット付走査型プローブ顕微鏡「NanonaviIIステーション/E−sweep」)を用いて下記の解析条件:
測定モード:ダイナミックフォースモード
カンチレバー:SI−DF40(材質:Si、レバー幅:40μm、チップ先端の直径:10nm)
測定雰囲気:大気中
測定温度:25℃
による解析を行って、各凹凸形状に関する凹凸解析画像(SPM像)を得た。なお、金属電極の有機層と対向する面に形成されている凹凸の凹凸形状は、得られた有機EL素子の金属電極の外表面に粘着テープ(住友スリーエム社製の商品名「Scotchメンディング粘着テープ」等)を貼り付けた後、大気雰囲気分、室温(25℃)条件下において、その粘着テープを利用して金属電極のみを有機層から剥離し、その粘着テープ上の金属電極表面をSPM像で評価した。
【0190】
次に、各凹凸形状のSPM像を利用して、測定領域内の65536点(縦256点×横256点)の測定点に関して、全測定点のうち、透明支持基板10の表面からの高さが最も高い測定点を求め、かかる測定点を含み且つ透明支持基板10の表面と平行な面を基準面(水平面)として、その基準面からの深さの値(前記測定点における透明支持基板10からの高さの値から各測定点における透明支持基板10からの高さを差し引いた差分)を凹凸深さのデータとして、測定装置(例えばエスアイアイ・ナノテクノロジー株式会社製の製品名「E−sweep」)中のソフトにより自動的に計算して求めた。そして、このような凹凸深さのデータに基づいて、上記式(I)及び(II)を計算して、各凹凸の深さ分布の平均値(m)及び各凹凸の深さ分布の標準偏差(σ)を求めた。また、このような凹凸深さのデータに基づいて、凹凸の深さ分布の中央値(M)、尖度(k)も求めた。なお、凹凸の深さ分布の中央値(M)及び尖度(k)の測定方法は、前述の回折格子11の凹凸の深さ分布の中央値(M)及び尖度(k)の測定方法と同様の方法を採用することにより求めた。
【0191】
また、得られた回折格子の凹凸形状(第一の凹凸の形状)のSPM像を利用して、SPM像に1次傾き補正を含むフラット処理を施した後に、2次元高速フーリエ変換処理を施すことによりフーリエ変換像を得た。そして、このような凹凸解析画像及びフーリエ変換像に基づいて、回折格子の凹凸の平均高さ、凹凸の平均ピッチ、フーリエ変換像の模様を測定した。なお、回折格子の凹凸の平均高さ及び凹凸の平均ピッチは、100点の凹凸の高さ及び距離の平均値とした。
【0192】
(実施例1)
以下のようにして、図10に示す構成(透明支持基板10/回折格子11/透明電極12/正孔輸送層131/発光層132/正孔阻止層134/電子輸送層133/陰極バッファー層15/金属電極14の順で積層された構成)を有する有機EL素子を製造した。
【0193】
〈回折格子形成用の母型(モールド)の調製工程〉
先ず、母型(モールド)の調製工程に利用したブロック共重合体(A)について説明する。
【0194】
[ブロック共重合体(A)]
PSとPMMAのブロック共重合体(Polymer Source社製)、
PSセグメントのMn=868,000、
PMMAセグメントのMn=857,000、
ブロック共重合体のMn=1,725,000
PSセグメントとPMMAセグメントの体積比(PS:PMMA)=53:47、
分子量分布(Mw/Mn)=1.30、
PSセグメントのTg=96℃、
PMMAセグメントのTg=110℃。
【0195】
このようなブロック共重合体(A)としては、第1のポリマーセグメントとしてポリスチレン(以下、適宜「PS」と略する)を、第2のポリマーセグメントとしてポリメチルメタクリレート(以下、適宜「PMMA」と略する)を有するPolymer Source社製のブロック共重合体を利用した。なお、ブロック共重合体(A)における第1及び第2のポリマーセグメントの体積比(第1のポリマーセグメント:第2のポリマーセグメント)は、ポリスチレンの密度が1.05g/cm3であり、ポリメチルメタクリレートの密度が1.19g/cm3であるものとして算出した。ポリマーセグメント又はポリマーの数平均分子量(Mn)及び重量平均分子量(Mw)は、ゲルパーミエーションクロマトグラフィ(東ソー(株)製、型番「GPC−8020」、TSK−GEL SuperH1000、SuperH2000、SuperH3000及びSuperH4000を直列に接続したもの)を用いて測定した。ポリマーセグメントのガラス転移点(Tg)は、示差走査熱量計(Perkin−Elmer社製、製品名「DSC7」)を用いて、0〜200℃の温度範囲について20℃/minの昇温速度にて昇温しつつ測定した。ポリスチレン及びポリメチルメタクリレートの溶解度パラメーターはそれぞれ9.0及び9.3である(化学便覧 応用編 改定2版参照)。
【0196】
次に、実施例1で採用した回折格子形成用の母型(モールド)31の調製工程について説明する。すなわち、先ず、150mgのブロック共重合体(A)、及び、ポリエチレンオキシドとして38mgの東京化成製ポリエチレングリコール4,000(Mw=3000、Mw/Mn=1.10)に、トルエンを、総量が10gになるように加えて溶解させた後、孔径0.5μmのメンブレンフィルターでろ過して、ブロック共重合体溶液を得た。次に、このようにして得られたブロック共重合体溶液を、基材としてのポリフェニレンスルフィドフィルム(東レ(株)製の商品名「トレリーナ」)上に、スピンコートにより200〜250nmの膜厚で塗布した。このようなスピンコートは、回転速度500rpmで10秒間行った後、引き続いて800rpmで30秒間行った。その後、スピンコートで塗布された薄膜を室温で10分間放置して乾燥した。
【0197】
次いで、薄膜が形成された基材を、170℃のオーブン中で5時間加熱した(第1加熱工程)。このような加熱後の薄膜の表面には凹凸が観察されて、薄膜を構成するブロック共重合体がミクロ層分離していることが分かった。なお、薄膜の断面を透過型電子顕微鏡(TEM)(日立社製H−7100FA)により観察したところ、その断面の映像からもミクロ層分離していることが確認された。
【0198】
次に、第一加熱工程後の薄膜を、以下のようにしてエッチング処理して基材上のブロック共重合体の層からPMMAを選択的に分解除去した。このような分解除去工程においては、先ず、前記薄膜に、高圧水銀灯を用いて30J/cm2の照射強度で紫外線を照射した。次いで、前記薄膜を酢酸中に浸漬してPMMAを選択的に分解除去し、イオン交換水で洗浄した後、乾燥した。なお、このような分解除去工程により、上記第一加熱処理により薄膜表面に現れた凹凸よりも、明らかに深い凹凸パターンが基材上に形成されていることが透過型電子顕微鏡(TEM)による測定で確認された。
【0199】
次いで、エッチング処理により形成された凹凸パターンが形成された基材に対して、140℃のオーブン中で1時間の加熱処理(第2加熱工程)を施した。このような第2加熱工程により、凸部の側面がよりなめらかなものとなり、いわゆる山形構造に変形したことが透過型電子顕微鏡(TEM)による測定で確認された。
【0200】
次に、第2加熱工程後の凹凸パターンが形成された薄膜の表面に、スパッタにより、電流シード層として10nmの薄いニッケル層を形成した。次いで、このようなニッケル層が形成された薄膜付きの基材を、スルファミン酸ニッケル浴中に入れ、温度50℃で、電鋳(最大電流密度0.05A/cm2)処理してニッケルを厚み250μmになるまで析出させて、前記ニッケル層(シード層)上に電気めっき層(金属層)を形成せしめた。このようにして形成されたニッケル電鋳体(シード層としてのニケッル層上に電気めっき層としてのニッケル層が積層したもの)を、前記凹凸パターンが形成された薄膜付きの基材から、機械的に剥離した。次いで、このようにして基材から剥離したニッケル電鋳体を日本シービーケミカル製ケミゾール2303中に浸漬し、50℃にて2時間攪拌しながら洗浄した。その後、ニッケル電鋳体に、アクリル系UV硬化樹脂を塗布して硬化し、剥離することを3回繰り返すことで、電鋳体の表面に付着していたポリマー成分を除去し、表面に凹凸が形成されたニッケル電鋳体からなる回折格子形成用のモールド(M−1)を得た。このようにして得られた回折格子形成用のモールド(M−1)の断面を走査型電子顕微鏡(FE−SEM:日立製作所社製S4800)により観察したところ、ニッケル電鋳体の凹凸は滑らかであり、凸部は滑らかな山形形状であることが分かった。
【0201】
次いで、このような回折格子形成用のモールド(M−1)をダイキン化成品販売社製HD−2101THに約1分浸し、乾燥した後、一晩静置した。そして、翌日、回折格子形成用のモールド(M−1)を、ダイキン化成品販売社製HDTH中に浸漬して約1分間超音波処理洗浄を行った。このようにして回折格子形成用の第一のモールド(M−1)の表面に離型処理を施した。
【0202】
次に、回折格子形成用の第一のモールド(M−1)を用いて、回折格子形成用の第二のモールド(M−2)を製造した。すなわち、PET基板(東洋紡製、コスモシャインA−4100)上にフッ素系UV硬化性樹脂(旭硝子株式会社製の商品名「NIF」)を塗布し、ニッケル製の第一のモールド(M−1)を押し付けた後、紫外線を600mJ/cm2で照射してフッ素系UV硬化性樹脂を硬化させ、その後、第一のモールド(M−1)を剥離した。こうして第一のモールド(M−1)の表面形状が転写されたUV硬化樹脂フィルムからなる回折格子形成用の第二のモールド(M−2)を得た。表面形状が転写されたUV硬化樹脂の厚みは1μmであった。
【0203】
〈回折格子形成工程〉
前述の「第二のモールド(M−2)」を利用して、ガラス基板(透明支持基板10)上に硬化樹脂からなる回折格子11を製造した。このような回折格子11の製造の際には、先ず、透明支持基板10として厚さ0.7mmのガラス基板(ソーダライム製)を準備し、そのガラス板の一方の面にフッ素系UV硬化性樹脂(旭硝子株式会社製の商品名「NIF」」)を塗布した。次に、前記フッ素系UV硬化性樹脂の塗膜の表面に第二のモールド(M−2)を押し付けながら、紫外線を600mJ/cm2の条件で照射することにより、フッ素系UV硬化性樹脂を硬化させた。このようにしてフッ素系UV硬化性樹脂が硬化した後、PET基板をガラス基板から剥離した。こうしてガラス基板上に第二のモールド(M−2)の表面形状が転写された第一の凹凸形状を有する硬化樹脂からなる回折格子(凹凸層)を積層した。第一の凹凸形状を有する硬化樹脂層(凹凸層)の厚みは1μmであった。
【0204】
このようにして得られた回折格子のフーリエ変換像を図12に示す。図12に示すフーリエ変換像からも明らかなように、フーリエ変換像は波数の絶対値が0μm−1である原点を略中心とする円状の模様を示しており、且つ前記円状の模様が波数の絶対値が10μm−1以下の範囲内となる領域内にフーリエ変換像を構成する全輝点のうちの90%以上の輝点が存在するものであることが確認された。
【0205】
また、回折格子の表面の凹凸解析画像から求められる、凹凸深さの分布の平均値(m)、凹凸深さの分布の標準偏差(σ)、回折格子の凹凸の平均高さ、凹凸の平均ピッチ、凹凸深さの分布の中央値(M)、及び、凹凸の尖度(k)を以下に記載する。なお、測定方法は前述の通りである。
凹凸深さの分布の平均値(m):50.3nm
凹凸深さの分布の標準偏差(σ):19.3nm
回折格子の凹凸の平均高さ:71.5nm
凹凸の平均ピッチ:375nm
凹凸深さの分布の中央値(M):49.6
凹凸の尖度(k):−0.15。
【0206】
〈有機EL素子形成工程1〉
次に、前述のようにして得られた回折格子が積層されたガラス基板を用い、前記ガラス基板上の回折格子の表面上に、透明電極[ITO、厚み:120nm]、正孔輸送層[α−NPD(N,N’−ジフェニル−N,N’−ビス(3−メチルフェニル)−1,1’−ジフェニル−4,4’−ジアミン、Tg:95℃)、厚み:65nm]、発光層[TCTA(4,4’,4’’−トリス(カルバゾール−9−イル)−トリフェニルアミン、Tg:149℃)にIr(ppy)3錯体(トリス(2−フェニルピリジナート)イリジウム(III))を7.0質量%含有した層、厚み:30nm]、正孔阻止層(ホールブロック層)[BCP(2,9−ジメチル−4,7−ジフェニル−1,10−フェナンスロリン、Tg:83℃)、厚み:5nm]、電子輸送層[Alq3(8−ヒドロキシキノリンアルミニウム、Tg:175℃)、厚み:60nm]、金属系材料からなる陰極バッファー層[フッ化リチウム(LiF)、厚み:1.5nm、無機層]及び金属電極[アルミニウム、厚み:50nm]を、回折格子の表面に形成されている第一の凹凸の形状が維持されるようにして、それぞれ積層して、ガラス基板/回折格子/透明電極/正孔輸送層/発光層/正孔阻止層/電子輸送層/金属系材料からなる陰極バッファー層/金属電極の順に積層された有機EL素子用の積層体を得た。なお、各層の積層工程は以下の通りである。すなわち、先ず、透明電極はスパッタ法にて積層した。また、透明電極は成膜後、酸素プラズマに曝し、仕事関数を上げた(ラジカル処理)。また、正孔輸送層は真空蒸着法により積層した。さらに、発光層は、TCTAとIr(ppy)3とを用いて、層中のIr(ppy)3の導入量が7質量%となるように調整しながら、共蒸着法にて積層した。また、正孔阻止層(ホールブロック層)、電子輸送層、陰極バッファー層(フッ化リチウム層)及び金属電極は、それぞれ真空蒸着法により積層した。このように各層を積層する際に、透明電極、正孔輸送層、発光層、電子輸送層の各層を形成後に、それらの層の回折格子と対向する面とは反対側の面の凹凸形状の特性をそれぞれ測定し、各層の凹凸深さの標準偏差(σ)及び回折格子の表面上に形成された第一の凹凸の標準偏差に対する各層の凹凸深さの標準偏差の変化率をそれぞれ求めた。また、金属電極の回折格子と対向する面の凹凸の特性は、上述のように素子の形成後、粘着テープにより金属電極を有機層から剥離し、その粘着テープ上の金属電極の表面のSPM像を利用して評価した。なお、各層の凹凸深さの標準偏差の変化率は、下記式:
[変化率]={([各層の凹凸の深さ分布の標準偏差]−[第一の凹凸の深さ分布の標準偏差])/[第一の凹凸の深さ分布の標準偏差]}×100
を計算して求めた。得られた値を表1に示す。
【0207】
【表1】
【0208】
表1に示す結果からも明らかなように、実施例1で得られた有機EL素子においては、透明電極、正孔輸送層、発光層、電子輸送層の各層の回折格子と対向する面とは反対側の面の凹凸形状、金属電極の回折格子と対向する面の凹凸形状がいずれも、凹凸深さの標準偏差(σ)が15〜50nmの範囲内にあり、且つ、第一の凹凸の標準偏差に対する各層の凹凸深さの標準偏差の変化率がいずれも、+15%〜−15%の範囲内にあり、これらの各層の膜厚が非常に均一性の高いものであることが確認された。このような結果から、実施例1で得られた有機EL素子は、前述の条件(A)〜(C)を満たすものであることが分かった。
【0209】
また、実施例1で得られた有機EL素子の断面の透過型電子機微鏡(TEM)の像を図13〜14に示す。図13及び14に示す結果から、実施例1で得られた有機EL素子においては、各層の凹凸がいずれも回折格子の表面に形成された第一の凹凸に対して十分に追従性が高く、電極間の膜厚の均一性が非常に高いものであることが確認された。なお、このような断面の透過型電子機微鏡(TEM)による測定には、測定試料として70nm厚の試験片(超薄切片)を製造して利用した。
【0210】
また、このような断面測定の際に、有機層中の各層(正孔輸送層、発光層、正孔阻止層、電子輸送層)及び有機層全体の凹部間の厚み及び凸部間の厚み(図13中の白い矢印で示している部分が有機層全体の凹部間の厚みであり、図14中の白い矢印で示している部分が有機層全体の凸部間の厚みである。)をそれぞれ任意の2点測定し、各層の凸部間の厚みの平均値に対する各層の凹部間の厚みの平均値の比([凹部間の厚みの平均値]/[凸部間の厚みの平均値])を測定した。得られた結果を表2に示す。
【0211】
【表2】
【0212】
表2に示す結果からも明らかなように、実施例1で得られた有機EL素子においては有機層の各層及び全体の膜厚が非常に均一性の高いものであることが確認された。
【0213】
(比較例1)
実施例1で採用する回折格子形成工程と同様の方法を採用してガラス基板上に回折格子(凹凸層)を製造した。次いで、発光層のホスト材料をTCTA(Tg:149℃)からCBP(4,4’−N,N’−ジカルバゾール−ビフェニル、Tg:65℃)に変更した以外は、実施例1と同様にして、ガラス基板/回折格子/透明電極(ITO)/正孔輸送層(α−NPD)/発光層(CBP:Ir(ppy)37.0質量%)/正孔阻止層(BCP)/電子輸送層(Alq3)/金属系材料からなる陰極バッファー層(LiF)/金属電極(Al)の順に積層された有機EL素子用の積層体を得た。
【0214】
このようにして比較例1で得られた回折格子のフーリエ変換像は、実施例1と同様に、波数の絶対値が0μm−1である原点を略中心とする円状の模様を示しており、且つ前記円状の模様が波数の絶対値が10μm−1以下の範囲内となる領域内にフーリエ変換像を構成する全輝点のうちの90%以上の輝点が存在するものであることが確認された。また、比較例1で得られた回折格子は、製造方法が実施例1で採用している方法と同一の方法であり、凹凸深さの分布の平均値(m)、凹凸深さの分布の標準偏差(σ)、回折格子の凹凸の平均高さ、凹凸の平均ピッチ、凹凸深さの分布の中央値(M)、及び、凹凸の尖度(k)等の特性も実施例1と同様の特性を有していた。
【0215】
また、比較例1において、各層を積層する際に、透明電極、正孔輸送層、発光層、電子輸送層の各層を形成後に、それらの層の回折格子と対向する面とは反対側の面の凹凸形状の特性をそれぞれ測定し、各層の凹凸深さの標準偏差(σ)及び回折格子の表面上に形成された第一の凹凸の標準偏差に対する各層の凹凸深さの標準偏差の変化率をそれぞれ求めた。また、実施例1と同様にして、金属電極の回折格子と対向する面の凹凸深さの標準偏差(σ)及び回折格子の表面上に形成された第一の凹凸の標準偏差に対する各層の凹凸深さの標準偏差の変化率も求めた。得られた値を表3に示す。
【0216】
【表3】
【0217】
表3に示す結果からも明らかなように、比較例1で得られた有機EL素子においては、発光層の凹凸深さの標準偏差(σ)が15〜50nmの範囲外となっているとともに、第一の凹凸の標準偏差に対する発光層の凹凸深さの標準偏差の変化率が−24.0%となっており、発光層において、第一の凹凸に対する追従性が低下していることが確認された。また、発光層の積層後に積層した電子輸送層、金属電極においても、それらの層の標準偏差(σ)の値や第一の凹凸の標準偏差に対するそれらの層の凹凸深さの標準偏差の変化率の値から、発光層において凹凸構造が変化したことに起因して、第一の凹凸に対する追従性が低下していることが分かった。このような結果から、比較例1においては、発光層(CBP)において、凹部に材料が多く堆積して凹凸形状が平滑化されて鈍り、凹部の深さが浅くなっていることが確認された。
【0218】
また、実施例1と同様にして、比較利1で得られた有機EL素子の断面測定を行った。比較利1で得られた有機EL素子の断面の透過型電子機微鏡(TEM)の像を図15に示す。図15に示す結果からも明らかなように、比較例1で得られた有機EL素子においては、有機層において、回折格子の表面に形成された第一の凹凸に対する追従性が低下し、実施例1で得られた有機EL素子と比較して、電極間の膜厚の均一性が低いものとなっていることが分かった。すなわち、図13〜14と図15との対比から、実施例1で得られた有機EL素子と、比較例1で得られた有機EL素子の各層の膜厚の均一性を比較した場合に、実施例1で得られた有機EL素子がより高度な均一性を有することが分かった。また、図13〜14と図15との対比から、比較例1で得られた有機EL素子においては凹部間の厚みが厚くなっており、有機層において凹凸の平滑化が生じて、凹部が浅くなっていること(凹凸が鈍っていること)も分かった。
【0219】
また、このような断面測定の際に、有機層中の各層(正孔輸送層、発光層、正孔阻止層、電子輸送層)及び有機層全体の凹部間の厚みと凸部間の厚み(図15中の白い矢印で示している部分の厚み)とを、それぞれ任意の2点測定し、各層の凸部間の厚みの平均値に対する各層の凹部間の厚みの平均値の比([凹部間の厚みの平均値]/[凸部間の厚みの平均値])を測定した。得られた結果を表4に示す。
【0220】
【表4】
【0221】
表2及び表4に示す結果からも明らかなように、実施例1で得られた有機EL素子と比較して、比較例1で得られた有機EL素子は有機層の各層及び有機層全体の膜厚の均一性が十分なものではないことが分かった。このような結果において、特に、発光層において凹凸の厚みの平均値の比が1.62倍となっていることを考慮すると、Tgが70℃よりも低い材料(CBP、Tg:65℃)を層の構成材料として利用した場合に、凹凸の追従性が低下してしまうことが分かる。
【0222】
(比較例2)
回折格子を形成せず、有機EL素子形成工程において回折格子が積層されたガラス基板を用いる代わりにガラス基板をそのまま用いた以外は、実施例1と同様にして、ガラス基板/透明電極(ITO)/正孔輸送層(α−NPD)/発光層(TCTA:Ir(ppy)37.0質量%)/正孔阻止層(BCP)/電子輸送層(Alq3)/金属系材料からなる陰極バッファー層(LiF)/金属電極(Al)の順に積層された有機EL素子用の積層体を得た。
【0223】
(比較例3)
回折格子を形成せず、有機EL素子形成工程において回折格子が積層されたガラス基板を用いる代わりにガラス基板をそのまま用いた以外は、比較例1と同様にして、ガラス基板/透明電極(ITO)/正孔輸送層(α−NPD)/発光層(CBP:Ir(ppy)37.0質量%)/正孔阻止層(BCP)/電子輸送層(Alq3)/金属系材料からなる陰極バッファー層(LiF)/金属電極(Al)の順に積層された有機EL素子用の積層体を得た。
【0224】
[実施例1と比較例1〜3で得られた有機EL素子の発光効率の測定]
実施例1及び比較例1〜3で得られた有機EL素子の発光効率を以下の方法で測定した。すなわち、有機EL素子に電圧を印加し、印加電圧(V:単位V)及び有機EL素子に流れる電流(I:単位A)を印加測定器(アドバンテスト社製、型番:R6244)にて、また全光束(L:単位lm)を全光束測定装置(スペクトラ・コープ社製、Solid LambdaCCD UV−NIR)にて測定した。このようにして得られた印加電圧(V)、電流(I)及び全光束(L)の測定値に基づいて、正面輝度(L’)1000cd/m2時の電流効率(CE、単位:cd/A)については、下記計算式(F2)を用いて算出し、正面輝度(L’)1000cd/m2時の電力効率(PE、単位:Lm/W)については下記計算式(F3)を用いて算出した。なお、正面輝度(L’:単位cd/m2)は素子発光の角度分布がランバーシアンであると仮定し、式(F1)により、発光素子面積(S:単位m2)の値と全光束(L:単位lm)の値とから換算して求めた。
(発光輝度L’)=L/π/S・・・(F1)
(電流効率)=(L’/I)・・・(F2)
(電力効率)=(L/I/V)・・・(F3)。
【0225】
このような発光効率の測定結果のうち、先ず、実施例1と比較例2で得られた有機EL素子の電流効率(CE)及び電力効率(PE)を表5に示す。なお、実施例1と比較例2で得られた有機EL素子は、回折格子の有無の点及び各層の凹凸構造の有無の点で構成が異なるものの、その他の層の積層構成及び各層を構成する材料がそれぞれ同一のものである。また、比較例2で得られた有機EL素子(素ガラスを使用)の電流効率(CE)及び電力効率(PE)に対して、実施例1で得られた有機EL素子(ガラス基板/回折格子を使用)の電流効率(CE)及び電力効率(PE)が向上した割合(倍率)を計算した結果も併せて表5に示す。
【0226】
【表5】
【0227】
表5に示す結果からも明らかなように、実施例1で得られた有機EL素子と比較例2で得られた有機EL素子とを対比すると、回折格子を利用することで、発光効率が十分に向上することが確認された。
【0228】
次に、比較例1と比較例3で得られた有機EL素子の電流効率(CE)及び電力効率(PE)を表6に示す。なお、比較例1と比較例3で得られた有機EL素子は、回折格子の有無の点及び各層の凹凸構造の有無の点で構成が異なるものの、その他の層の積層構成及び各層を構成する材料がそれぞれ同一である。また、比較例3で得られた有機EL素子(素ガラスを使用)の電流効率(CE)及び電力効率(PE)に対して、比較例1で得られた有機EL素子(ガラス基板/回折格子を使用)の電流効率(CE)及び電力効率(PE)が向上した割合(倍率)を計算した結果も併せて表6に示す。
【0229】
【表6】
【0230】
表6に示す結果からも明らかなように、比較例1で得られた有機EL素子と比較例3で得られた有機EL素子とを対比すると、回折格子を利用することで、発光効率が向上することが確認された。
【0231】
また、表5及び表6に示す結果から、基板として素ガラスのみを使用した有機EL素子に対して回折格子を使用することにより向上した電流効率(CE)及び電力効率(PE)の倍率の値を、実施例1と比較例1とで比較すると、実施例1で得られた有機EL素子においては回折格子を利用することで回折格子を利用しなかった場合(比較例2)と比較して電流効率(CE)が1.20倍向上しているのに対して、比較例1で得られた有機EL素子においては回折格子を利用することにより向上した電流効率(CE)の倍率が1.05倍となっており、実施例1で得られた有機EL素子においては電流効率がより十分に高い水準で向上していることが確認された。また、実施例1で得られた有機EL素子においては回折格子を利用することで回折格子を利用しなかった場合(比較例2)と比較して電力効率(PE)が1.42倍向上しているのに対して、比較例1で得られた有機EL素子においては回折格子を利用することにより向上した電力効率(PE)の倍率が1.25倍となっており、実施例1で得られた有機EL素子においては電力効率がより十分に高い水準で向上していることが確認された。このように、実施例1で得られた有機EL素子においては電流効率(CE)及び電力効率(PE)がより高い水準で十分に向上しており、発光効率をより十分に向上できることが確認された。
【0232】
このような実施例1で得られた有機EL素子と比較例1で得られた有機EL素子との対比結果から、実施例1で得られた有機EL素子においては、金属電極に形成されている第二の凹凸が、凹凸深さの標準偏差(σ)が15〜50nmの範囲内にあり、且つ、第一の凹凸の標準偏差に対する凹凸深さの標準偏差の変化率が+15%〜−15%の範囲内にあるものであり、比較例1と比べて、金属電極に形成されている第二の凹凸が第一の凹凸の形状に対する追従性がより高いものであることから、回折格子と金属電極との間の層全体の膜厚の均一性がより高いものとなり、電流効率(CE)及び電力効率(PE)がより十分に向上して、発光効率をより高い水準で向上できたことが分かった。また、実施例1においては、前述のように、透明電極、正孔輸送層、発光層、電子輸送層の各層に形成されている凹凸(回折格子と対向する面とは反対側の面の表面に形成されている凹凸)、及び、金属電極の回折格子と対向する面に形成されている凹凸がいずれも、凹凸深さの標準偏差(σ)が15〜50nmの範囲内にあり、且つ、第一の凹凸の標準偏差に対する凹凸深さの標準偏差の変化率が+15%〜−15%の範囲内にあるものとなっており、各層がそれぞれ第一の凹凸の形状に対する追従性が十分に高いものであり、各層の膜厚の均一性が十分に高いものとなっていた。
【0233】
(実施例2)
実施例1で採用する回折格子形成工程と同様の方法を採用してガラス基板上に回折格子(凹凸層)を製造した。次いで、有機EL素子形成工程1を施す代わりに後述の有機EL素子形成工程2を施した以外は、実施例1と同様にして、ガラス基板上に回折格子を形成した後、図11に示すような構成(透明支持基板10/回折格子11/透明電極12/正孔輸送層131/第一発光層132(a)/第二発光層132(b)/電子輸送層133/陰極バッファー層15/金属電極14の順で積層された構成)を有する有機EL素子を製造した。
【0234】
また、実施例2で得られた回折格子のフーリエ変換像は、実施例1と同様に、波数の絶対値が0μm−1である原点を略中心とする円状の模様を示しており、且つ前記円状の模様が波数の絶対値が10μm−1以下の範囲内となる領域内にフーリエ変換像を構成する全輝点のうちの90%以上の輝点が存在するものであることが確認された。また、実施例2で得られた回折格子は、製造方法が実施例1で採用している方法と同一の方法であり、凹凸深さの分布の平均値(m)、凹凸深さの分布の標準偏差(σ)、回折格子の凹凸の平均高さ、凹凸の平均ピッチ、凹凸深さの分布の中央値(M)、及び、凹凸の尖度(k)等の特性も実施例1と同様の特性を有していた。
【0235】
〈有機EL素子形成工程2〉
前記回折格子が積層されたガラス基板を用い、前記ガラス基板上の回折格子の表面上に、透明電極[ITO、厚み:120nm]、正孔輸送層[TCTA(Tg:149℃)、厚み:35nm]、第一発光層[TCTA(Tg:149℃)にIr(ppy)3を7.0質量%含有した層、厚み:15nm]、第二発光層[TPBi(1,3,5−トリス(N−フェニルベンズイミダゾリル)ベンゼン、Tg:124℃)にIr(ppy)3を7.0質量%含有した層、厚み:15nm]、電子輸送層[TPBi(Tg:124℃)、厚み:50nm]、金属系材料からなる陰極バッファー層[フッ化リチウム(LiF)、厚み:1.5nm]及び金属電極[アルミニウム、厚み:50nm]を、回折格子の表面に形成されている第一の凹凸の形状が維持されるようにして、それぞれ積層して、ガラス基板/回折格子/透明電極/正孔輸送層/第一発光層/第二発光層/電子輸送層/金属系材料からなる陰極バッファー層/金属電極の順に積層された有機EL素子用の積層体(素子中、有機層は正孔輸送層/第一発光層/第二発光層/電子輸送層の積層構成)を得た。なお、各層の積層工程は以下の通りである。すなわち、先ず、透明電極はスパッタ法にて積層した。また、透明電極は成膜後、酸素プラズマに曝し、仕事関数を上げた(ラジカル処理)。また、正孔輸送層は真空蒸着法により積層した。さらに、第一発光層は、TCTAとIr(ppy)3とを用いて、層中のIr(ppy)3の導入量が7質量%となるように調整しながら、共蒸着法にて積層した。また、第二発光層は、TPBiとIr(ppy)3とを用いて、層中のIr(ppy)3の導入量が7質量%となるように調整しながら、共蒸着法にて積層した。また、電子輸送層、陰極バッファー層(フッ化リチウム層)及び金属電極は、それぞれ真空蒸着法により積層した。このように各層を積層する際に、透明電極、正孔輸送層、第一発光層、第二発光層、電子輸送層の各層を形成後に、それらの層の回折格子と対向する面とは反対側の面の凹凸形状の特性をそれぞれ測定し、各層の凹凸深さの標準偏差(σ)及び回折格子の表面上に形成された第一の凹凸の標準偏差に対する各層の凹凸深さの標準偏差の変化率をそれぞれ求めた。また、実施例1と同様にして、金属電極の回折格子と対向する面の凹凸深さの標準偏差(σ)及び回折格子の表面上に形成された第一の凹凸の標準偏差に対する凹凸深さの標準偏差の変化率も求めた。なお、各層の凹凸深さの標準偏差の変化率は、下記式:
[変化率]={([各層の凹凸の深さ分布の標準偏差]−[第一の凹凸の深さ分布の標準偏差])/[第一の凹凸の深さ分布の標準偏差]}×100
を計算して求めた。得られた値を表7に示す。
【0236】
【表7】
【0237】
表7に示す結果からも明らかなように、実施例2で得られた有機EL素子においては、透明電極、正孔輸送層、第一発光層、第二発光層、電子輸送層の各層に形成されている凹凸(回折格子と対向する面とは反対側の面の表面に形成されている凹凸)、及び、金属電極の回折格子と対向する面に形成されている凹凸がいずれも、凹凸深さの標準偏差(σ)が15〜50nmの範囲内にあり、且つ、第一の凹凸の標準偏差に対する各層の凹凸深さの標準偏差の変化率がいずれも、+15%〜−15%の範囲内にあり、各層の膜厚が非常に均一性の高いものであることが確認された。このような結果から、実施例2で得られた有機EL素子は、前述の条件(A)〜(C)を満たすものであることが分かった。
【0238】
(比較例4)
回折格子を形成せず、有機EL素子形成工程2において回折格子が積層されたガラス基板を用いる代わりにガラス基板をそのまま用いた以外は、実施例2と同様にして、ガラス基板/透明電極(ITO)/正孔輸送層(TCTA)/第一発光層(TCTA:Ir(ppy)37.0質量%)/第二発光層(TPBi:Ir(ppy)37.0質量%)/電子輸送層(TPBi)/金属系材料からなる陰極バッファー層(LiF)/金属電極(Al)の順に積層された有機EL素子用の積層体を得た。
【0239】
[実施例2と比較例4で得られた有機EL素子の発光効率の測定]
実施例2と比較例4で得られた有機EL素子の発光効率を、前述の実施例1及び比較例1〜3で得られた有機EL素子の発光効率の測定の際に採用した方法と同様にして測定し、実施例2と比較例4で得られた有機EL素子の電流効率(CE)及び電力効率(PE)を求めた。得られた結果を表8に示す。また、比較例4で得られた有機EL素子の電流効率(CE)及び電力効率(PE)に対して、実施例2で得られた有機EL素子の電流効率(CE)及び電力効率(PE)が向上した割合(倍率)を計算した結果も併せて表8に示す。
【0240】
【表8】
【0241】
表8に示す結果からも明らかなように、実施例2で得られた有機EL素子と比較例4で得られた有機EL素子とを対比すると、回折格子を利用することで、発光効率が十分に向上することが確認された。また、表8に示す結果からも明らかなように、実施例2で得られた有機EL素子においては、電流効率(CE)及び電力効率(PE)の向上する割合が十分に高いことが分かった。
【0242】
更に、実施例2で得られた有機EL素子と比較例2で得られた有機EL素子の電流効率(CE)及び電力効率(PE)を対比すると、比較例2で得られた有機EL素子に対して実施例2で得られた有機EL素子の電流効率(CE)及び電力効率(PE)が向上した割合(倍率)はそれぞれ、電流効率(CE)が2.52倍、電力効率(PE)が3.91倍となってことが分かり、比較例2で得られた有機EL素子に対して電流効率(CE)及び電力効率(PE)が向上した割合(倍率)が実施例1よりも高い値となっていることから、発光層を2層構造とすることにより、より発光効率が向上することが確認された。
【0243】
(実施例3)
実施例1で採用する回折格子形成工程と同様の方法を採用してガラス基板上に回折格子(凹凸層)を製造した。次いで、有機EL素子形成工程1を施す代わりに後述の有機EL素子形成工程3を施した以外は、実施例1と同様にして、透明支持基板(ガラス基板)/回折格子/透明電極(ITO)/正孔輸送層(TCTA)/発光層(TCTA:Ir(ppy)37.0質量%)/電子輸送層(TpBi)/金属系材料からなる陰極バッファー層(LiF)/金属電極(Al)の順で積層された構成を有する有機EL素子を製造した。
【0244】
また、実施例3で得られた回折格子のフーリエ変換像は、実施例1と同様に、フーリエ変換像は波数の絶対値が0μm−1である原点を略中心とする円状の模様を示しており、且つ前記円状の模様が波数の絶対値が10μm−1以下の範囲内となる領域内にフーリエ変換像を構成する全輝点のうちの90%以上の輝点が存在するものであることが確認された。また、実施例3で得られた回折格子は、製造方法が実施例1で採用している方法と同一の方法であり、凹凸深さの分布の平均値(m)、凹凸深さの分布の標準偏差(σ)、回折格子の凹凸の平均高さ、凹凸の平均ピッチ、凹凸深さの分布の中央値(M)、及び、凹凸の尖度(k)等の特性も実施例1と同様の特性を有していた。
【0245】
〈有機EL素子形成工程3〉
前記回折格子が積層されたガラス基板を用い、前記ガラス基板上の回折格子の表面上に、透明電極[ITO、厚み:120nm]、正孔輸送層[TCTA(Tg:149℃)、厚み:35nm]、発光層[TCTA(Tg:149℃)にIr(ppy)3を7.0質量%含有した層、厚み:15nm]、電子輸送層[TPBi(Tg:124℃)、厚み:65nm]、金属系材料からなる陰極バッファー層[フッ化リチウム(LiF)、厚み:1.5nm]及び金属電極[アルミニウム、厚み:50nm]を、回折格子の表面に形成されている第一の凹凸の形状が維持されるようにして、それぞれ積層して、ガラス基板/回折格子/透明電極/正孔輸送層/発光層/電子輸送層/金属系材料からなる陰極バッファー層/金属電極の順に積層された有機EL素子用の積層体(素子中、有機層は正孔輸送層/発光層/電子輸送層の積層構成)を得た。なお、各層の積層工程は以下の通りである。すなわち、先ず、透明電極はスパッタ法にて積層した。また、透明電極は成膜後、酸素プラズマに曝し、仕事関数を上げた(ラジカル処理)。また、正孔輸送層は真空蒸着法により積層した。さらに、発光層は、TCTAとIr(ppy)3とを用いて、層中のIr(ppy)3の導入量が7質量%となるように調整しながら、共蒸着法にて積層した。また、電子輸送層、陰極バッファー層(フッ化リチウム層)及び金属電極は、それぞれ真空蒸着法により積層した。このように各層を積層する際に、透明電極、正孔輸送層、発光層、電子輸送層の各層を形成後に、それらの層の回折格子と対向する面とは反対側の面の凹凸形状の特性をそれぞれ測定し、各層の凹凸深さの標準偏差(σ)及び回折格子の表面上に形成された第一の凹凸の標準偏差に対する各層の凹凸深さの標準偏差の変化率をそれぞれ求めた。また、金属電極の回折格子と対向する面の凹凸深さの標準偏差(σ)及び回折格子の表面上に形成された第一の凹凸の標準偏差に対する凹凸深さの標準偏差の変化率も求めた。なお、各層の凹凸深さの標準偏差の変化率は、下記式:
[変化率]={([各層の凹凸の深さ分布の標準偏差]−[第一の凹凸の深さ分布の標準偏差])/[第一の凹凸の深さ分布の標準偏差]}×100
を計算して求めた。得られた値を表9に示す。
【0246】
【表9】
【0247】
表9に示す結果からも明らかなように、実施例3で得られた有機EL素子においては、透明電極、正孔輸送層、発光層、電子輸送層の各層に形成されている凹凸(回折格子と対向する面とは反対側の面の表面に形成されている凹凸)、及び、金属電極の回折格子と対向する面に形成されている凹凸がいずれも、凹凸深さの標準偏差(σ)が15〜50nmの範囲内にあり、且つ、第一の凹凸の標準偏差に対する各層の凹凸深さの標準偏差の変化率がいずれも、+15%〜−15%の範囲内にあり、各層の膜厚が非常に均一性の高いものであることが確認された。このような結果から、実施例3で得られた有機EL素子は、前述の条件(A)〜(C)を満たすものであることが分かった。
【0248】
(比較例5)
回折格子を形成せず、有機EL素子形成工程3において回折格子が積層されたガラス基板を用いる代わりにガラス基板をそのまま用いた以外は、実施例3と同様にして、ガラス基板/透明電極(ITO)/正孔輸送層(TCTA)/発光層(TCTA:Ir(ppy)37.0質量%)/電子輸送層(TPBi)/金属系材料からなる陰極バッファー層(LiF)/金属電極(Al)の順に積層された有機EL素子用の積層体を得た。
【0249】
[実施例3と比較例5で得られた有機EL素子の発光効率の測定]
実施例3と比較例5で得られた有機EL素子の発光効率を、前述の実施例1及び比較例1〜3で得られた有機EL素子の発光効率の測定の際に採用した方法と同様にして測定し、実施例3と比較例5で得られた有機EL素子の電流効率(CE)及び電力効率(PE)を求めた。得られた結果を表8に示す。また、比較例5で得られた有機EL素子の電流効率(CE)及び電力効率(PE)に対する、実施例3で得られた有機EL素子の電流効率(CE)及び電力効率(PE)が向上した割合(倍率)を計算した結果も併せて表10に示す。
【0250】
【表10】
【0251】
表10に示す結果からも明らかなように、実施例3で得られた有機EL素子と比較例5で得られた有機EL素子とを対比すると、回折格子を利用することで、発光効率が十分に向上することが確認された。また、表10に示す結果からも明らかなように、実施例3で得られた有機EL素子においては、電流効率(CE)及び電力効率(PE)の向上する割合が十分に高いことが分かった。
【0252】
更に、実施例3で得られた有機EL素子と比較例2で得られた有機EL素子の電流効率(CE)及び電力効率(PE)を対比すると、比較例2で得られた有機EL素子に対して実施例3で得られた有機EL素子の電流効率(CE)及び電力効率(PE)が向上した割合(倍率)はそれぞれ、電流効率(CE)が1.90倍、電力効率(PE)が2.84倍となっていることが分かり、比較例2で得られた有機EL素子に対して電流効率(CE)及び電力効率(PE)が向上した割合(倍率)が実施例1よりも高い値となっていることから、正孔輸送層の材料と発光層のホスト材料とに同一の材料(TCTA)を用いることにより、より発光効率が向上することが確認された。
【0253】
以上のような実施例及び比較例の結果から、条件(A)を満たす回折格子を利用することで、十分な回折効果が得られることも確認された。また、燐光材料以外の有機層の各層を形成する有機材料のガラス転移温度がいずれも70℃以上である実施例1〜3で得られた有機EL素子においては、有機層中の各層の金属電極と対向する面の表面に形成された凹凸がいずれも、凹凸深さの標準偏差(σ)が15〜50nmの範囲内にあり、且つ、第一の凹凸の標準偏差に対する凹凸深さの標準偏差の変化率が+15%〜−15%の範囲内にあり、各層の膜厚が非常に均一性の高いものとなっていることが分かった(なお、実施例1において、正孔阻止層(厚み:5nm)については特に凹凸形状の特性を評価していないものの、実施例1における正孔阻止層は厚みが十分に薄い層であること、正孔阻止層上に積層された電子輸送層の凹凸の標準偏差及び前記標準偏差の変化率が前述の範囲内にあること、等から、正孔阻止層の金属電極と対向する面の表面に形成された凹凸も、凹凸深さの標準偏差(σ)が15〜50nmの範囲内にあり、且つ、第一の凹凸の標準偏差に対する凹凸深さの標準偏差の変化率が+15%〜−15%の範囲内にあることは明らかであり、かかる条件を満たすことが分かる。)。そして、そのような第一の凹凸に対する追従性の高い有機層上に金属材料からなる電極バッファー層及び金属電極を蒸着法により形成していることから、金属電極の有機層と対抗する面の表面に形成された凹凸(第二の凹凸)が、凹凸深さの標準偏差(σ)が15〜50nmの範囲内にあり、且つ、第一の凹凸の標準偏差に対する凹凸深さの標準偏差の変化率が+15%〜−15%の範囲にあるものとなっていることが分かった。このような実施例及び比較例の結果(特に実施例1と比較例1の対比結果)から、第一の凹凸に対する追従性の高い第二の凹凸が形成された金属電極を備える有機EL素子により、より高度な水準で発光効率を向上させることが可能であることが分かった。また、実施例1と比較例1とでは発光層のホスト材料の種類が異なるのみであり、他の構成は基本的に同一であることを考慮すれば、実施例1と比較例1との対比結果から、素子が条件(B)及び(C)を満たすことにより、回折格子を利用することにより得られる発光効率の向上の効果を、より安定して得ることが可能となることが分かった。
【0254】
(実施例4)
先ず、エタノール24.3g、水2.16g及び濃塩酸0.0094gを混合した液に、テトラエトキシシラン(TEOS)2.5gとメチルトリエトキシシラン(MTES)2.1gを滴下して加え、23℃、湿度45%で2時間攪拌してゾル溶液を得た。次いで、厚さ0.7mmのガラス基板(ソーダライム製)上にゾル溶液をバーコーターで塗布してガラス基板上のゾル溶液の塗膜を製造した。そして、その塗膜の製造の60秒後に、前記ガラス基板上の塗膜に対して、以下に記載するような方法を採用して、加熱した押圧ロールを利用して実施例1で製造された第二のモールド(M−2)を押し付け、ガラス基板上に回折格子(凹凸層)を形成した。
【0255】
すなわち、先ず、押圧ロールとしては、内部にヒータを備え、外周が4mm厚の耐熱シリコーンが被覆されたロールであって、ロール径(直径)が50mm且つ軸方向長さが350mmのものを用いた。そして、第二のモールド(M−2)の凹凸パターンが形成された面を、ガラス基板の一端から他端に向かって80℃に加熱した押圧ロールを回転させながらガラス基板上の塗膜に押し付けた。このようにして第二のモールド(M−2)の押圧終了後、第二のモールド(M−2)を前記一端から他端に向かって剥離角度が約30°になるように手で剥離した。そして、第二のモールドを剥離した後、第二のモールドの凹凸に由来する凹凸が形成された硬化塗膜つきのガラス基板を、オーブンを用いて300℃で60分間加熱し、無機層からなる回折格子(凹凸層)が積層したガラス基板を得た。なお、無機層の厚みは0.3μmであった。
【0256】
このようにして得られた回折格子(無機層)のフーリエ変換像は、実施例1と同様に、波数の絶対値が0μm−1である原点を略中心とする円状の模様を示しており、且つ前記円状の模様が波数の絶対値が10μm−1以下の範囲内となる領域内にフーリエ変換像を構成する全輝点のうちの90%以上の輝点が存在するものであることが確認された。
【0257】
また、実施例4で得られた回折格子は、実施例1と同じモールドを利用していたことから、凹凸深さの分布の平均値(m)、凹凸深さの分布の標準偏差(σ)、回折格子の凹凸の平均高さ、凹凸の平均ピッチ、凹凸深さの分布の中央値(M)、及び、凹凸の尖度(k)等の特性が実施例1と同様の特性を有していた。
【0258】
次に、上述のようにして形成した前記ガラス基板上の回折格子の表面上に、透明電極[ITO、厚み:120nm]、正孔輸送層[TCTA(Tg:149℃)、厚み:35nm]、第一発光層[TCTA(Tg:149℃)にIr(ppy)3を7.0質量%含有した層、厚み:15nm]、第二発光層[TPBi(1,3,5−トリス(N−フェニルベンズイミダゾリル)ベンゼン、Tg:124℃)にIr(ppy)3を7.0質量%含有した層、厚み:15nm]、電子輸送層[TPBi(Tg:124℃)、厚み:50nm]、金属系材料からなる陰極バッファー層[フッ化リチウム(LiF)、厚み:1.5nm]及び金属電極[アルミニウム、厚み:50nm]を、回折格子の表面に形成されている第一の凹凸の形状が維持されるようにして、それぞれ積層して、ガラス基板/回折格子/透明電極/正孔輸送層/第一発光層/第二発光層/電子輸送層/金属系材料からなる陰極バッファー層/金属電極の順に積層された有機EL素子用の積層体(素子中、有機層は正孔輸送層/第一発光層/第二発光層/電子輸送層の積層構成)を得た。なお、各層の積層工程は以下の通りである。すなわち、先ず、透明電極はスパッタ法にて積層した。また、透明電極は成膜後、酸素プラズマに曝し、仕事関数を上げた(ラジカル処理)。また、正孔輸送層は真空蒸着法により積層した。さらに、第一発光層は、TCTAとIr(ppy)3とを用いて、層中のIr(ppy)3の導入量が7質量%となるように調整しながら、共蒸着法にて積層した。また、第二発光層は、TPBiとIr(ppy)3とを用いて、層中のIr(ppy)3の導入量が7質量%となるように調整しながら、共蒸着法にて積層した。また、電子輸送層、陰極バッファー層(フッ化リチウム層)及び金属電極は、それぞれ真空蒸着法により積層した。金属電極形成後に、金属電極の回折格子と対向する面の凹凸深さの標準偏差(σ)及び回折格子の表面上に形成された第一の凹凸の標準偏差に対する凹凸深さの標準偏差の変化率も求めた。得られた値を表11に示す。
【0259】
【表11】
【0260】
表11に示す結果からも明らかなように、実施例4で得られた有機EL素子においては金属電極の回折格子と対向する面に形成されている凹凸が、凹凸深さの標準偏差(σ)が15〜50nmの範囲内にあり、且つ、第一の凹凸の標準偏差に対する金属電極の回折格子と対向する面の凹凸深さの標準偏差の変化率は、+15%〜−15%の範囲内にあり、各層の膜厚が非常に均一性の高いものであることが確認された。このような結果から、実施例3で得られた有機EL素子は、前述の条件(A)〜(C)を満たすものであることが分かった。
【0261】
また、実施例4と比較例4で得られた有機EL素子の発光効率を、前述の有機EL素子の発光効率の測定の際に採用した方法と同様にして測定し、実施例4と比較例4で得られた有機EL素子の電流効率(CE)及び電力効率(PE)を求めた。得られた結果を表12に示す。
【0262】
【表12】
【0263】
表12に示す結果からも明らかなように、実施例4で得られた有機EL素子と比較例4で得られた有機EL素子とを対比すると、回折格子を利用することで、発光効率が十分に向上することが確認された。また、表12に示す結果からも明らかなように、実施例4で得られた有機EL素子においては、電流効率(CE)及び電力効率(PE)の向上する割合が十分に高いことが分かった。
【産業上の利用可能性】
【0264】
以上説明したように、本発明によれば、有機EL素子の光の取出し効率をより高度な水準で向上させることができ、十分に高度な発光効率を達成することが可能な有機EL素子を提供することが可能となる。
【0265】
したがって、本発明の有機EL素子は、照明装置等に用いるための有機EL素子等として特に有用である。
【符号の説明】
【0266】
10…透明支持基板、11…回折格子、11’…回折格子形成材料、12…透明電極、13…有機層、13A及びB…有機層中の任意の層、131…正孔輸送層、132…発光層、132(a)…第一発光層、132(b)…第二発光層、133…電子輸送層、134…正孔阻止層、14…金属電極、15…陰極バッファー層(電子注入層)、20…基材、21…第1ポリマーセグメントからなる凹凸層、22…シード層、23…金属層(電気めっき層)、30…転写用のマスター部材、31…回折格子形成用の母型(モールド)、P1〜2…凹部の最下点、P3〜4…凸部の頂点、X…凹部間の厚み、Y…凸部間の厚み。
【技術分野】
【0001】
本発明は、有機EL素子に関する。
【背景技術】
【0002】
有機エレクトロルミネッセンス素子(有機EL素子)は自発光素子として、ディスプレイ等の映像表示装置や面光源として用いられている。そして、このような有機EL素子は、一般的には、ガラス基板、透明プラスチックフィルム等の透明支持基板上に陽極である透明電極と、有機層と、陰極である金属電極を順に積層して作製されるものである。このように、透明電極と金属電極との間で印加された電圧により、陰極から供給された電子と陽極から供給されたホールとが有機層で再結合し、これに伴って生成される励起子が励起状態から基底状態へ移行する際にEL発光する。EL発光した光は透明電極を透過し、透明支持基板の側から外部に取り出される。
【0003】
しかしながら、このような有機EL素子においては、有機層で生じた光を外部に十分に取り出すことができないという問題があった。すなわち、有機層で生じた光のうちその多くは、素子の内部において多重反射を繰り返すうちに熱になって消えてしまうか、或いは、素子内部を導波し素子端部から出射してしまうため、十分な外部取り出し効率を達成することができないという問題があった。そのため、近年では、有機EL素子の分野において、凹凸形状の形成された回折格子を利用して外部への光の取り出し効率を向上させること等が提案されてきた。
【0004】
このような凹凸形状の形成された回折格子を利用する有機EL素子としては、例えば、国際公開第2011/007878号(特許文献1)においては、透明支持基板(A)、前記透明支持基板上に積層された硬化樹脂層(B)、前記硬化樹脂層(B)上に順次積層された透明電極(C)、有機層(D)、及び、金属電極(E)を備える有機EL素子であって、前記硬化樹脂層(B)が表面に凹凸が形成されており、前記凹凸の形状が、原子間力顕微鏡を用いて解析して得られる凹凸解析画像に2次元高速フーリエ変換処理を施してフーリエ変換像を得た場合に、前記フーリエ変換像が、波数の絶対値が0μm−1である原点を略中心とする円状又は円環状の模様を示しており、且つ、前記円状又は円環状の模様が、波数の絶対値が10μm−1以下の範囲内となる領域内に存在する形状である、有機EL素子が開示されている。このような特許文献1に記載の有機EL素子は、光の取出し効率が十分に高いものであるが、より高度な水準で光取出し効率を向上させることが可能な有機EL素子の出現が望まれている。なお、特許文献1においては、燐光発光を利用する有機EL素子については何ら記載がない。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】国際公開2011/007878号
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記従来技術の有する課題に鑑みてなされたものであり、有機EL素子の光の取出し効率をより高度な水準で向上させることができ、十分に高度な発光効率を達成することが可能な有機EL素子を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、上記目的を達成すべく鋭意研究を重ねた結果、透明支持基板、前記透明支持基板上に配置され且つ表面に第一の凹凸が形成されている凹凸層からなる回折格子、並びに、前記回折格子の表面に形成されている第一の凹凸の形状が維持されるようにして、前記回折格子上に順次積層された透明電極、少なくとも発光層を備える有機層、及び、金属電極、を備える有機EL素子において、前記素子を後述の条件(A)〜(C)を満たすものとすることにより、有機EL素子の光の取出し効率をより高度な水準で向上させることができ、十分に高度な発光効率を達成することが可能となることを見出し、本発明を完成するに至った。
【0008】
すなわち、本発明の有機EL素子は、透明支持基板、
前記透明支持基板上に配置され且つ表面に第一の凹凸が形成されている凹凸層からなる回折格子、並びに
前記回折格子の表面に形成されている第一の凹凸の形状が維持されるようにして、前記回折格子上に順次積層された透明電極、少なくとも発光層を備える有機層、及び、金属電極、
を備える有機EL素子であって、
下記条件(A)〜(C):
[条件(A)] 前記第一の凹凸の形状を原子間力顕微鏡を用いて解析して得られる凹凸解析画像に2次元高速フーリエ変換処理を施してフーリエ変換像を得た場合において、前記フーリエ変換像が、波数の絶対値が0μm−1である原点を略中心とする円状又は円環状の模様を示しており、且つ、前記円状又は円環状の模様が波数の絶対値が10μm−1以下の範囲内となる領域内に存在すること、
[条件(B)] 前記第一の凹凸と、前記金属電極の有機層に対向する面の表面に形成された第二の凹凸とがいずれも、凹凸の形状を原子間力顕微鏡を用いて解析して得られる凹凸解析画像に基づいて求められる凹凸の深さ分布の標準偏差が15〜50nmとなるものであること、
[条件(C)] 前記第一の凹凸の深さ分布の標準偏差に対する前記第二の凹凸の深さ分布の標準偏差の変化率が+15%〜−15%であること、
を満たしていることを特徴とするものである。
【0009】
また、上記本発明の有機EL素子においては、前記透明電極、及び、前記有機層中の厚みが10nm以上である各層(前記有機層中の厚みが10nm以上であるという条件を満たす各層)の前記金属電極と対向する面の表面に形成された凹凸がいずれも、凹凸の深さ分布の標準偏差が15〜50nmとなるものであり、且つ、前記第一の凹凸の深さ分布の標準偏差に対する凹凸の深さ分布の標準偏差の変化率が+15%〜−15%となるものであることが好ましい。なお、ここにいう「有機層中の厚みが10nm以上である各層」という条件は、厚みが10nm未満の層は層の厚みが薄いため、基本的に、第一の凹凸の形状が維持されるように条件を適宜選択しながら蒸着法、スパッタ法等の公知の方法で積層する場合に、その積層する対象物(被積層物)の表面に形成された凹凸形状の特性を十分に維持したまま積層することが可能であり、積層時に凹凸形状の特性が変化する割合が十分に低いため、有機層の各層のうちの厚みが10nm以上の層において、上記条件を満たす場合には、基本的に、有機層中の全ての層において上記条件を満たすものとみなすことができることから規定した条件である。
【0010】
また、上記本発明の有機EL素子においては、前記透明電極、及び、前記有機層の各層(厚みが10nm未満の層も含む全ての層)の前記金属電極と対向する面の表面に形成された凹凸がいずれも、凹凸の深さ分布の標準偏差が15〜50nmとなるものであり、且つ、前記第一の凹凸の深さ分布の標準偏差に対する凹凸の深さ分布の標準偏差の変化率が+15%〜−15%となるものであることがより好ましい。
【0011】
上記本発明の有機EL素子においては、前記有機層を構成する材料が、ガラス転移温度が70℃〜300℃の有機材料であることが好ましい。このような温度範囲のガラス転移温度を有する有機材料により有機層を構成することで、より効率よく上記条件(A)〜(C)を満たす有機EL素子を得ることが可能となる傾向にある。なお、ここにいう「有機層を構成する材料」とは、前記発光層がホスト材料とドーパント材料(例えば燐光材料や蛍光材料等)とを含む層である場合には、ドーパント材料を除く発光層を形成する材料(ホスト材料)と有機層の他の層を形成する材料とからなる材料をいう。
【0012】
また、上記本発明の有機EL素子においては、発光層の構成は特に制限されず、前述のように、ホスト材料とドーパント材料(例えば燐光材料や蛍光材料等)とを含む構成としてもよい。このような発光層としては、ホスト材料と燐光材料とを含む層であることが好ましい。そして、上記本発明の有機EL素子においては、前記有機層が正孔輸送層と電子輸送層とを更に備えており且つ前記発光層が燐光材料とホスト材料とを含有する層であることがより好ましい。この場合には、ホールが発光層と電子輸送層との間(例えば正孔阻止層を備える場合には発光層と正孔阻止層との界面)に溜まるか、あるいは、電子が発光層と正孔輸送層との間(例えば電子阻止層を備える場合には発光層と電子阻止層との界面)に溜まると、それらの界面で電子とホールの再結合が起こってしまい、三重項励起状態が消滅し易くなる傾向にあるが、これを最小化(ミニマム化)する観点から、前記発光層が第一発光層と第二発光層の二層構造を有しており且つ前記第一発光層と前記第二発光層のホスト材料の種類がそれぞれ異なることが更に好ましい。また、上述のように、前記有機層が正孔輸送層と電子輸送層とを更に備えており且つ前記発光層が燐光材料とホスト材料とを含有する層である場合には、正孔輸送層と発光層の界面が実質的になくなり、エネルギー障壁および界面でのキャリア移動度の低下による発光効率の低下を十分に抑制できるという観点から、前記正孔輸送層を構成する材料と前記発光層のホスト材料とが同一の材料からなることが更に好ましい。また、正孔輸送層と電子輸送層とを備えている場合であって、前記発光層が第一発光層と第二発光層の二層構造を有しており且つ前記第一発光層と前記第二発光層のホスト材料の種類がそれぞれ異なる場合においては、前記正孔輸送層を構成する材料と前記第一発光層のホスト材料とが同一の材料からなり、かつ前記電子輸送層を構成する材料と前記第二発光層のホスト材料とが同一の材用からなることが好ましい。
【0013】
また、上記本発明の有機EL素子においては、前記発光層を構成する前記ホスト材料が、ガラス転移温度が100℃〜300℃の有機材料であることが好ましい。
【0014】
さらに、上記本発明の有機EL素子においては、前記回折格子の表面に形成されている凹凸の平均高さが20〜200nmの範囲であることが好ましい。
【0015】
また、上記本発明の有機EL素子においては、前記回折格子の表面に形成されている凹凸の平均ピッチが100〜700nmの範囲であることが好ましい。
【0016】
また、上記本発明の有機EL素子においては、前記回折格子の凹凸層が硬化樹脂層であっても無機層であってもよく、特に制限されないが、耐熱性や機械的強度等の特性がより高いものとなるという観点から、前記凹凸層は無機層であることが好ましい。
【0017】
なお、本発明の有機EL素子によって、有機EL素子の光の取出し効率をより高度な水準で向上させることができ、十分に高度な発光効率を達成することが可能となる理由は必ずしも定かではないが、本発明者らは以下のように推察する。すなわち、先ず、本発明においては、上記条件(A)を満たす回折格子が利用されている。このような条件(A)を満たす凹凸形状の回折格子を利用することで、有機層で生じた光が有機層の界面等において反射されて素子の内部において多重反射を繰り返すことを抑制できるとともに、透明支持基板と空気との界面において反射された光も、回折効果により再出射させることができ、光の取り出し効率を向上できる。また、本発明においては、前記第一の凹凸と前記第二の凹凸とがいずれも凹凸の深さ分布の標準偏差が15〜50nmとなっている(条件(B))。このような凹凸の深さ分布の標準偏差を達成することにより、凹凸の平坦化による回折効率低下を防ぎつつ、素子全体にわたって電界強度分布を一定に保つことが可能となるため、これにより十分な回折効果を得ながら局所的な電界集中やリーク電流の発生が抑制される。さらに、本発明においては、前記第一の凹凸の深さ分布の標準偏差に対する前記第二の凹凸の深さ分布の標準偏差の変化率が+15%〜−15%となっている(条件(C))。このように、前記第一の凹凸と前記第二の凹凸との間で標準偏差の変化率が+15%〜−15%となっている場合には、前記第一の凹凸と前記第二の凹凸との間において凹凸の形状の追従性が十分に高くなっている。そして、このように前記第一の凹凸と前記第二の凹凸との間で凹凸の形状の追従性が高い場合には、前記第一の凹凸と前記第二の凹凸との表面間の距離の均一性が高いため、これらの層間の距離が極端に長くなるような部位や極端に短くなるような部位の発生が十分に防止(層間の距離が不均一となることが防止)される。そのため、上記条件(C)を満たすことにより、層間の距離が不均一な部分での局所的な電界集中やリーク電流の発生が十分に抑制されるものと本発明者らは推察する。このように、本発明においては、第一の凹凸を有する回折格子を上記条件(A)を満たすようなものとしつつ、第一の凹凸と前記金属電極の表面に形成された前記第二の凹凸とが上記条件(B)〜(C)を満たすものとすることにより、十分に高度な回折効果を得ながら、局所的な電界集中やリーク電流の発生をも十分に抑制することができるため、光の取出し効率を十分に安定して向上することができ、これにより発光効率を十分に向上することができるものと本発明者らは推察する。また、本発明の有機EL素子においては、局所的な電界集中を十分に抑制することができるため、本発明において好適な燐光系の素子を形成した場合(発光層がホスト材料と燐光材料とを含有する場合)においても、電界集中により燐光材料の三重項励起状態が消滅する、いわゆるロールオフ現象が発生することも十分に抑制でき、これにより燐光発光の発光効率の低下も十分に抑制できる。このように、本発明の有機EL素子においては、局所的な電界集中が十分に抑制されることに起因して、発光効率を十分に向上することができるものと本発明者らは推察する。
【発明の効果】
【0018】
本発明によれば、有機EL素子の光の取出し効率をより高度な水準で向上させることができ、十分に高度な発光効率を達成することが可能な有機EL素子を提供することが可能となる。
【図面の簡単な説明】
【0019】
【図1】本発明の有機EL素子の好適な一実施形態を模式的に示す断面図である。
【図2】有機層中の任意の2層に基づいて凹部間の厚み及凸部間の厚みを概念的に示す概念図である。
【図3】山形構造の凹凸を有する第1ポリマーセグメントからなる層が形成され基材(転写用のマスター)の一実施形態を模式的に示す断面図である。
【図4】山形構造の凹凸を有する第1ポリマーセグメントからなる層が形成され基材(転写用のマスター)の表面の凹凸上にシード層が積層されている状態を模式的に示す断面図である。
【図5】シード層上に金属層が形成された状態を模式的に示す断面図である。
【図6】転写用のマスターの表面上に積層されていた金属層及びシード層からなる金属部(母型)を転写用のマスターから剥離した状態を模式的に示す断面図である。
【図7】透明支持基板上に回折格子形成材料を塗布した状態を模式的に示す断面図である。
【図8】回折格子形成用の母型を押し付けつつ回折格子形成材料を硬化させた状態を模式的に示す断面図である。
【図9】回折格子形成用の母型を取り外して回折格子形成材料の硬化層の表面に凹凸が形成された状態を模式的に示す断面図である。
【図10】本発明の有機EL素子の好適な他の実施形態を模式的に示す断面図である。
【図11】本発明の有機EL素子の好適な他の実施形態を模式的に示す断面図である。
【図12】実施例1で得られた回折格子の表面の原子間力顕微鏡による凹凸解析画像を2次元高速フーリエ変換処理の結果をディスプレイ上に表示したフーリエ変換像を示す写真である。
【図13】実施例1で得られた有機EL素子の断面の電子顕微鏡写真である。
【図14】実施例1で得られた有機EL素子の断面の電子顕微鏡写真である。
【図15】比較例1で得られた有機EL素子の断面の電子顕微鏡写真である。
【発明を実施するための形態】
【0020】
以下、図面を参照しながら本発明の好適な実施形態について詳細に説明する。なお、以下の説明及び図面中、同一又は相当する要素には同一の符号を付し、重複する説明は省略する。
【0021】
本発明の有機EL素子は、透明支持基板、
前記透明支持基板上に配置され且つ表面に第一の凹凸が形成されている凹凸層からなる回折格子、並びに
前記回折格子の表面に形成されている第一の凹凸の形状が維持されるようにして、前記回折格子上に順次積層された透明電極、少なくとも発光層を備える有機層、及び、金属電極、
を備える有機EL素子であって、
下記条件(A)〜(C):
[条件(A)] 前記第一の凹凸の形状を原子間力顕微鏡を用いて解析して得られる凹凸解析画像に2次元高速フーリエ変換処理を施してフーリエ変換像を得た場合において、前記フーリエ変換像が、波数の絶対値が0μm−1である原点を略中心とする円状又は円環状の模様を示しており、且つ、前記円状又は円環状の模様が波数の絶対値が10μm−1以下の範囲内となる領域内に存在すること、
[条件(B)] 前記第一の凹凸と、前記金属電極の有機層に対向する面の表面に形成された第二の凹凸とがいずれも、凹凸の形状を原子間力顕微鏡を用いて解析して得られる凹凸解析画像に基づいて求められる凹凸の深さ分布の標準偏差が15〜50nmとなるものであること、
[条件(C)] 前記第一の凹凸の深さ分布の標準偏差に対する前記第二の凹凸の深さ分布の標準偏差の変化率が+15%〜−15%であること、
を満たしていることを特徴とするものである。
【0022】
図1は、本発明の有機EL素子の好適な一実施形態を模式的に示す断面図である。図1に示す実施形態の有機EL素子は、透明支持基板10、及び透明支持基板10上に積層され且つ表面に凹凸が形成された凹凸層からなる回折格子11、並びに、回折格子11の表面に形成されている凹凸の形状が維持されるようにして回折格子11上に順次積層された透明電極12、有機層13及び金属電極14を備えており、且つ、有機層13が、正孔輸送層131と、発光層132と、電子輸送層133とを備える積層構成のものである。
【0023】
<透明支持基板10>
透明支持基板10としては特に制限されず、有機EL素子に用いることが可能な公知の透明基板を適宜利用することができ、例えば、ガラス等の透明無機材料からなる基板;ポリエチレンテレフタレート(PET)、ポリエチレンテレナフタレート(PEN)、ポリカーボネート(PC)、シクロオレフィンポリマー(COP)、ポリメチルメタクリレート(PMMA)、ポリスチレン(PS)等の樹脂からなる基板;これらの樹脂からなる基板の表面にSiN、SiO2、SiC、SiOxNy、TiO2、Al2O3等の無機物からなるガスバリア層を形成してなる積層基板;これらの樹脂からなる基板及びこれらの無機物からなるガスバリア層を交互に積層してなる積層基板が挙げられる。また、透明支持基板10の厚みは、1〜2000μmの範囲であることが好ましい。
【0024】
<回折格子11>
回折格子11は、表面に第一の凹凸の形成された凹凸層からなるものである。このような回折格子11(凹凸層)を形成するための材料としては、例えば、エポキシ樹脂、アクリル樹脂、ウレタン樹脂、メラミン樹脂、ウレア樹脂、ポリエステル樹脂、フェノール樹脂、架橋型液晶樹脂等の樹脂材料や、透明無機層形成材料(例えばゾルゲル法により凹凸層を形成して透明な無機層を形成する場合には、金属アルコキシド等の金属材料を含むゾル溶液が挙げられる。)等が挙げられる。このように、回折格子11(凹凸層)は前記樹脂材料を硬化せしめてなる硬化樹脂層であっても、透明無機層形成材料を利用して形成される無機層であってもよいが、より高度な耐熱性や機械的強度等の特性を有する層が得られるという観点からは、無機層であることが好ましい。また、回折格子11の厚みは0.01〜500μmの範囲であることが好ましい。回折格子11の厚みが前記下限未満では、回折格子11の表面に形成される凹凸の高さが不十分となる傾向にあり、他方、前記上限を超えると、硬化時に生じる体積変化の影響が大きくなり凹凸形状が良好に形成できなくなる傾向にある。
【0025】
また、回折格子11においては、前記条件(A)を満たす第一の凹凸が形成されている。すなわち、回折格子11は、その表面に形成されている第一の凹凸の形状を原子間力顕微鏡を用いて解析して得られる凹凸解析画像に2次元高速フーリエ変換処理を施してフーリエ変換像を得た場合において、前記フーリエ変換像が、波数の絶対値が0μm−1である原点を略中心とする円状若しくは円環状の模様を示しており且つ前記第一の凹凸の形状の前記フーリエ変換像の前記円状若しくは円環状の模様が、波数の絶対値が10μm−1以下の範囲内となる領域内に存在する必要がある。前記フーリエ変換像が上記の条件(A)を満たすことにより、回折格子11が、波長依存性及び指向性が十分に少なく且つ十分な回折効果を有するものとなる。
【0026】
また、このようなフーリエ変換像の模様としては、波長依存性及び指向性の点で更に高度な効果が得られるという観点から、円環状であることがより好ましい。また、同様に波長依存性及び指向性の点で更に高度な効果が得られるという観点から、前記フーリエ変換像の円状若しくは円環状の模様は、波数の絶対値が1.25〜10μm−1(更に好ましくは1.25〜5μm−1)の範囲内となる領域内に存在することがより好ましい。
【0027】
なお、本発明にいう「フーリエ変換像の円状や円環状の模様」は、フーリエ変換像において輝点が集合することにより観測される模様である。そのため、本発明にいう「円状」とは、輝点が集合した模様がほぼ円形の形状に見えることを意味し、外形の一部が凸状又は凹状となっているように見えるものも含む概念であり、また、「円環状」とは、輝点が集合した模様がほぼ円還状に見えることを意味し、環の外側の円や内側の円の形状がほぼ円形の形状に見えるものも含み且つかかる環の外側の円や内側の円の外形の一部が凸状又は凹状となっているように見えるものも含む概念である。
【0028】
また、本発明にいう「円状又は円環状の模様が波数の絶対値が10μm−1以下(好ましくは1.25〜10μm−1、更に好ましくは1.25〜5μm−1)の範囲内となる領域内に存在する」とは、フーリエ変換像を構成する輝点のうちの30%以上(より好ましくは50%以上、更により好ましくは80%以上、特に好ましくは90%以上)の輝点が波数の絶対値が10μm−1以下(好ましくは1.25〜10μm−1、更に好ましくは1.25〜5μm−1)の範囲内となる領域内に存在することをいう。
【0029】
前記フーリエ変換像は、前記凹凸層の表面に形成されている凹凸の形状を原子間力顕微鏡を用いて解析して凹凸解析画像を得た後に、前記凹凸解析画像に2次元高速フーリエ変換処理を施すことにより得られる。また、前記凹凸解析画像は、原子間力顕微鏡を用いて下記解析条件:
測定方式:カンチレバー断続的接触方式
カンチレバーの材質:シリコン
カンチレバーのレバー幅:40μm
カンチレバーのチップ先端の直径:10nm
により解析して得ることができる。
【0030】
このような原子間力顕微鏡としては、適宜市販されているものを使用することができ、例えば、SIIナノテクノロジー社製の環境制御ユニット付走査型プローブ顕微鏡「NanonaviIIステーション/E−sweep」を使用することができる。また、前記原子間力顕微鏡の測定方式としては、カンチレバー断続的接触方式を採用することが好ましいが、SIIナノテクノロジー社製の環境制御ユニット付走査型プローブ顕微鏡の用いる場合には、ダイナミックフォースモード(DMFモード)を使用することができる。さらに、カンチレバーとしては、材質がシリコンであり、レバー幅が40μmであり且つチップ先端の直径が10nmのものを使用することが好ましく、例えば、SI−DF40を使用することができる。また、前記原子間力顕微鏡を用いて解析する場合には、大気中において温度を25℃として前記凹凸層の表面に形成されている凹凸の形状を観察することが好ましい。
【0031】
前記凹凸解析画像の2次元高速フーリエ変換処理は、2次元高速フーリエ変換処理ソフトウエアを備えたコンピュータを用いた電子的な画像処理によって容易に行うことができる。このような2次元高速フーリエ変換処理においては、前記凹凸解析画像に1次傾き補正を含むフラット処理を施すことが好ましい。なお、このような2次元高速フーリエ変換処理を施す前記凹凸解析画像には、表示範囲が3μm角(縦3μm、横3μm)の凹凸解析画像を用いることができる。
【0032】
また、回折格子11においては、表面に形成された第一の凹凸の深さ分布の標準偏差(σ)が15〜50nmとなる必要がある。このような第一の凹凸の深さ分布の標準偏差(σ)が前記下限未満では十分な回折効果が得られなくなり、光取出し効率を十分に向上させることが困難となる。他方、第一の凹凸の深さ分布の標準偏差(σ)が前記上限を超えると、陽極−陰極間距離が短い部位が多数存在するようになるため、得られる素子において、局所的な電界集中やリーク電流等が発生して十分な発光効率を得ることができなくなる。なお、局所的な電界集中が発生した場合には、特定の箇所に電界が集中することにより発熱して素子の破壊が生じて寿命が短くなる傾向にある。また、第一の凹凸の深さ分布の標準偏差(σ)としては、上記上限値及び下限値と同様の観点で、より高度な効果が得られることから、17〜40nmであることが好ましく、18〜30nmであることがより好ましい。
【0033】
なお、本発明において、凹凸形状の凹凸の深さ分布の標準偏差は、下記式(I):
【0034】
【数1】
【0035】
[式(I)中、Nは測定点の総数(総ピクセル数)を示し、xiはi番目の測定点の凹凸深さのデータを示し、iは1〜Nまでの整数のうちのいずれかを示し、mは凹凸の深さ分布の平均値を示す。]
を計算することにより求めることができる。また、このような式(I)中の凹凸の深さ分布の平均値(m)は、以下のような方法により測定する。すなわち、このような凹凸の深さ分布の平均値(m)の測定方法においては、先ず、凹凸の形状を、走査型プローブ顕微鏡(例えば、エスアイアイ・ナノテクノロジー株式会社製の製品名「E−sweep」等)を用いて凹凸解析画像を測定する。このようにして、凹凸を解析する際には、前述の解析条件で任意の3μm角(縦3μm、横3μm)の測定領域を測定して凹凸解析画像を求める。その際に測定領域内の16384点(縦128点×横128点)以上の測定点における凹凸高さのデータをナノメートルスケールでそれぞれ求める。なお、このような測定点の総数(N)は、用いる測定装置の種類や設定によっても異なるものではあるが、例えば、測定装置として上述のエスアイアイ・ナノテクノロジー株式会社製の製品名「E−sweep」を用いた場合には、3μm角の測定領域内において前記測定点の総数(N)を65536点(縦256点×横256点)とすることができ、測定点が65536点の測定(256×256ピクセルの解像度での測定)を行うことができる。そして、このようにして各測定点において測定される凹凸高さ(単位:nm)に関して、先ず、全測定点のうち、透明支持基板10の表面からの高さが最も高い測定点を求める。そして、かかる測定点を含み且つ透明支持基板10の表面と平行な面を基準面(水平面)として、その基準面からの深さの値(回折格子11の場合、前記測定点における透明支持基板10からの高さの値から各測定点における透明支持基板10からの高さを差し引いた差分)を凹凸深さのデータとして求める。なお、このような凹凸深さデータは、測定装置(例えばエスアイアイ・ナノテクノロジー株式会社製の製品名「E−sweep」)によっては測定装置中のソフト等により自動的に計算して求めることが可能でき、このような自動的に計算して求められた値を凹凸深さのデータとして利用できる。このようにして、各測定点における凹凸深さのデータを求めた後、凹凸の深さ分布の平均値(m)は、下記式(II):
【0036】
【数2】
【0037】
[式(II)中、Nは測定点の総数(総ピクセル数)を示し、iは1〜Nまでの整数のうちのいずれかを示し、xiはi番目の測定点の凹凸深さのデータを示し、mは凹凸の深さ分布の平均値を示す。]
を計算することにより求めることができる。
【0038】
また、このような回折格子11においては、第一の凹凸の深さ分布の平均値(m)が30〜70nmであることが好ましく、40〜60nmであることがより好ましい。このような深さ分布の平均値(m)が前記下限未満では、凹凸深さが浅いために十分な回折効果が得られず、発光効率を十分に向上させることが困難となる傾向にあり、他方、前記上限を超えると、凹凸のアスペクト比が大きくなるため、有機EL素子に用いた場合に、電極にクラックが発生し易くなるばかりか、使用時にリーク電流が発生し易くなり、発光効率が低下する場合や全く発光しない場合が生じ、有機EL素子の寿命が短くなってしまう傾向にある。
【0039】
さらに、回折格子11は、その表面に形成されている第一の凹凸の深さ分布の平均値及び中央値が、下記不等式(1):
0.95×Y≦M≦1.05×Y (1)
[式(1)中、Yは式:Y=1.07m−2.25(式中、mは凹凸の深さ分布の平均値を示す。)を計算して求められる値を示し、Mは凹凸の深さ分布の中央値を示す。]
で表される条件を満たすことが好ましい。このような中央値(M)及び平均値(m)が前記条件を満たす場合には、有機EL素子に用いた場合に、リーク電流の発生を十分に抑制することが可能となる。なお、不等式(1)中の凹凸の深さ分布の中央値(M)は、平均値(m)を測定する際の各測定点における凹凸深さのデータに基づいて、1〜N番目までの全測定点における凹凸深さのデータxiを昇順に並べ替えて、これをx(i)と表した場合(この場合、高さの順はx(1)<x(2)<x(3)<・・・<x(N)である。)において、Nが奇数であるか或いは偶数であるかに応じて、下記式(III):
【0040】
【数3】
【0041】
[式(III)中、Nは測定点の総数(総ピクセル数)を示し、Mは凹凸の深さ分布の中央値を示す。]
中のいずれかの式を計算することにより求めることができる。
【0042】
また、回折格子11においては、回折格子11の表面に形成されている凹凸の尖度が−1.2以上であることが好ましく、−1.2〜1.2であることがより好ましく、−1.2〜1であることが更に好ましく、−1.1〜0.0であることが特に好ましい。このような尖度が前記下限未満では、有機EL素子に利用した場合にリーク電流の発生を十分に抑制することが困難となる傾向にあり、他方、前記上限を超えると、回折格子11の断面形状にほとんど凹凸がなくなって、まばらに突起若しくは窪みがある状態になるため、凹凸構造の特長である光取出し効率を十分に向上することができない(回折効果を十分に得ることができない)ばかりか、その突起の部分に電界が集中し易くなり、リーク電流が発生してしまう傾向にある。
【0043】
このような尖度の測定方法としては、以下のような方法を採用する。すなわち、先ず、深さ分布の平均値(m)の測定方法と同様にして3μm角の測定領域内の16384点(縦128点×横128点)以上(測定装置として例えばエスアイアイ・ナノテクノロジー株式会社製の製品名「E−sweep」を用いた場合には65536点)の測定点において凹凸深さのデータを求める。その後、各測定点の凹凸深さのデータに基づいて、上記式(I)及び(II)に基づいて、凹凸の深さ分布の平均値(m)と凹凸の深さ分布の標準偏差(σ)を計算する。次いで、このようにして求められた平均値(m)及び標準偏差(σ)の値に基づいて、尖度(k)は、下記式(IV):
【0044】
【数4】
【0045】
[式(IV)中、Nは測定点の総数(総ピクセル数)を示し、xiはi番目の測定点の凹凸深さのデータを示し、mは凹凸の深さ分布の平均値を示し、σは標準偏差を示す。]
を計算することにより求めることができる。
【0046】
また、回折格子11においては、第一の凹凸の平均高さが20〜200nmであることが好ましく、30〜100nmであることがより好ましく、40〜80nmであることが更に好ましい。このような第一の凹凸の平均高さが前記下限未満では、可視光の波長に対して高さが低すぎるため必要な回折が生じなくなる傾向にあり、他方、前記上限を超えると、得られた回折格子を有機EL素子の光取出し口側の光学素子として利用した場合に、EL層内部の電界分布が不均一となり特定の箇所に電界が集中することによる発熱によって素子の破壊や寿命が短くなる傾向にあるばかりか、ナノインプリントによる凹凸の複製が困難となる傾向にある。なお、ここにいう「第一の凹凸の平均高さ」とは、回折格子11の表面における凹凸の高さ(凹部及び凸部との深さ方向の距離)を以下のように測定した場合において、その凹凸の高さの平均値のことをいう。このような凹凸の高さの平均値は、表面の凹凸の形状を走査型プローブ顕微鏡(例えば、エスアイアイ・ナノテクノロジー株式会社製の製品名「E−sweep」等)を用いて、前述の解析条件で任意の測定領域(好ましくは任意の3μm角の測定領域)において凹凸解析画像を測定した後に、かかる凹凸解析画像中における、任意の凹部及び凸部との深さ方向の距離を100点以上測定し、その平均を求めて算出される値を採用する。
【0047】
さらに、回折格子11においては、第一の凹凸の平均ピッチが10〜700nmの範囲であることが好ましく、100〜700nmの範囲であることがより好ましい。第一の凹凸の平均ピッチが前記下限未満では、可視光の波長に対しピッチが小さくなりすぎるため必要な回折が生じなくなる傾向にあり、他方、前記上限を超えると、回折角が小さくなって回折格子としての機能が失われる傾向にある。なお、第一の凹凸の平均ピッチとは、回折格子11の表面における第一の凹凸のピッチ(隣り合う凸部同士又は隣り合う凹部同士の間隔)を測定した場合において、第一の凹凸のピッチの平均値のことをいう。また、このような第一の凹凸のピッチの平均値は、前述の解析条件で走査型プローブ顕微鏡(例えば、エスアイアイ・ナノテクノロジー株式会社製の製品名「E−sweep」等)を用いて表面の凹凸を解析して凹凸解析画像を測定した後、かかる凹凸解析画像中における、任意の隣り合う凸部同士又は隣り合う凹部同士の間隔を100点以上測定し、その平均を求めることにより算出できる値を採用する。
【0048】
なお、このような回折格子11の製造方法については後述する。また、上述のような凹凸の深さ分布の標準偏差(σ)、凹凸の深さ分布の平均値(m)、上記不等式(1)、凹凸の平均高さ及び凹凸のピッチの条件を満たす第一の凹凸は、後述する回折格子11の製造方法(母型を利用した製造方法)を利用することで容易に形成することが可能である。
【0049】
<透明電極12>
透明電極12は、前記第一の凹凸の形状が維持されるようにして前記回折格子上に積層されたものであり、その表面(両面)には前記第一の凹凸の形状に由来した凹凸が形成されている。このような透明電極12においては、金属電極と対向する面(回折格子と対向する面とは反対側の面)の表面に形成された凹凸(以下、場合により「第三の凹凸」という)の深さ分布の標準偏差(σ)が15〜50nmであることが好ましく、17〜40nmであることが好ましく、18〜30nmであることが更に好ましい。このような第三の凹凸の深さ分布の標準偏差(σ)が前記下限未満では十分な回折効果が得られなくなり、光取出し効率を十分に向上させることが困難となる傾向にあり、他方、前記上限を超えると陽極−陰極間距離が短い部位が多数存在するようになるため、得られる素子において、局所的な電界集中やリーク電流等が発生して十分な発光効率を得ることができなくなる傾向にある。
【0050】
また、透明電極12においては、前記第一の凹凸の深さ分布の標準偏差に対する第三の凹凸の深さ分布の標準偏差の変化率が+15%〜−15%(より好ましくは+10%〜−10%、更に、好ましくは+8%〜−8%)となるものであることが好ましい。このような変化率が前記上限を超えると、局所的な電界集中が生じ、リーク電流や素子劣化が生じやすくなる傾向にあり、他方、前記下限未満では、局所的な電界集中が生じ、リーク電流や素子劣化が生じやすくなるとともに、凹凸による回折効果が低下し、光の取り出し効率が低下してしまう傾向にある。なお、このような変化率は、下記式:
[変化率]={([第三の凹凸の深さ分布の標準偏差]−[第一の凹凸の深さ分布の標準偏差])/[第一の凹凸の深さ分布の標準偏差]}×100
を計算して求めることができる。
【0051】
なお、透明電極12において第三の凹凸の平均高さ及び平均ピッチの好適な範囲は、第一の凹凸の平均高さ及び平均ピッチの好適な範囲と同様の観点で同一の範囲であることが好ましい。また、第三の凹凸としては、凹凸の尖度が第一の凹凸と同様の条件を満たすことが好ましく、また、不等式(1)を満たすものであることが好ましい。なお、このような透明電極12における第三の凹凸の特性は、透明電極12を形成した後に、透明電極12の表面上の凹凸を、回折格子11の凹凸の特性(凹凸の深さ分布の標準偏差(σ)等の特性)の測定方法と同様の方法を採用して測定することにより求めることができる。
【0052】
また、透明電極12の材料としては特に制限されず、有機EL素子の透明電極として利用できるものを適宜利用することができ、例えば、酸化インジウム、酸化亜鉛、酸化スズ、及びそれらの複合体であるインジウム・スズ・オキサイド(ITO)、金、白金、銀、銅等を利用することができる。このような透明電極12の材料の中でも、透明性と導電性の兼ね合いの観点からは、ITOが好ましい。また、透明電極12の厚みは20〜500nmの範囲であることが好ましい。厚みが前記下限未満では、導電性が不十分となる傾向にあり、他方、前記上限を超えると、透明性が不十分となり発光したEL光を十分に外部に取り出せなくなる傾向にある。
【0053】
<有機層13>
有機層13は、前記第一の凹凸の形状が維持されるようにして積層された層であり、その表面(両面)には前記第一の凹凸の形状に由来した凹凸が形成されている。また、有機層13は少なくとも発光層を備えるものである。本実施形態においては、有機層13を、正孔輸送層131と、発光層132と、電子輸送層133とを備える構成のものとしている。このような有機層13はその両面に前記第一の凹凸の形状に由来した凹凸(前記第一の凹凸の形状が維持されるようにして形成された凹凸)を有する。そのため、正孔輸送層131、発光層132、電子輸送層133の各層はそれぞれ、その両面に前記第一の凹凸の形状に由来した凹凸(前記第一の凹凸の形状が維持されるようにして形成された凹凸)を有する。なお、本発明において「有機層」を構成する層はいずれも、有機材料(有機化合物、有機金属錯体等)を50質量%以上(より好ましくは80質量%〜100質量%)含有してなる層である。
【0054】
このような有機層中の厚みが10nm以上である各層の前記金属電極と対向する面の表面に形成された凹凸はいずれも(より好ましくは、前記有機層の各層の前記金属電極と対向する面の表面に形成された凹凸はいずれも)、凹凸の深さ分布の標準偏差が15〜50nmとなるものであることが好ましく、17〜40nmであることが好ましく、18〜30nmであることが更に好ましい。すなわち、正孔輸送層131、発光層132、電子輸送層133の各層においてはそれぞれ、金属電極と対向する面(回折格子と対向する面とは反対側の面)の表面に形成された凹凸(以下、場合により、正孔輸送層131の金属電極14と対向する面の表面に形成された凹凸を「第四の凹凸」といい、発光層132の金属電極14と対向する面の表面に形成された凹凸を「第五の凹凸」といい、電子輸送層133の金属電極14と対向する面の表面に形成された凹凸を「第六の凹凸」という。)の深さ分布の標準偏差(σ)が15〜50nmであることがより好ましく、17〜40nmであることが更に好ましく、18〜30nmであることが特に好ましい。このような第四〜第六の凹凸の深さ分布の標準偏差(σ)が前記下限未満では十分な回折効果が得られなくなり、光取出し効率を十分に向上させることが困難となる傾向にあり、他方、前記上限を超えると陽極−陰極間距離が短い部位が多数存在するようになるため、得られる素子において、局所的な電界集中やリーク電流等が発生して十分な発光効率を得ることができなくなる傾向にある。
【0055】
また、前記有機層中の厚みが10nm以上である各層の前記金属電極と対向する面の表面に形成された凹凸はいずれも(より好ましくは、前記有機層の各層の前記金属電極と対向する面の表面に形成された凹凸はいずれも)、前記第一の凹凸の深さ分布の標準偏差に対する凹凸の深さ分布の標準偏差の変化率が+15%〜−15%(より好ましくは+10%〜−10%、更に、好ましくは+8%〜−8%)となるものであることが好ましい。すなわち、正孔輸送層131、発光層132、電子輸送層133の各層の金属電極と対向する面の表面に形成された第四〜第六の凹凸はそれぞれ、前記第一の凹凸の深さ分布の標準偏差に対する凹凸の深さ分布の標準偏差の変化率が+15%〜−15%(更に好ましくは+10%〜−10%、特に好ましくは+8%〜−8%)となるものであることがより好ましい。このような変化率が前記上限を超えると、局所的な電界集中が生じ、リーク電流や素子劣化が生じやすくなる傾向にあり、他方、前記下限未満では、局所的な電界集中が生じ、リーク電流や素子劣化が生じやすくなるとともに、凹凸による回折効果が低下し、光の取り出し効率が低下してしまう傾向にある。なお、このような変化率は、下記式:
[変化率]={([凹凸(第四〜第六の凹凸のうちのいずれか)の深さ分布の標準偏差]−[第一の凹凸の深さ分布の標準偏差])/[第一の凹凸の深さ分布の標準偏差]}×100
を計算して求めることができる。また、第四〜第六の凹凸の平均高さ及び平均ピッチの好適な範囲は、第一の凹凸の平均高さ及び平均ピッチの好適な範囲と同様の観点で同一の範囲であることが好ましい。更に、第四〜第六の凹凸としては、凹凸の深さ分布の平均値(m)や凹凸の尖度(k)が第一の凹凸と同様の条件を満たすことが好ましく、また、不等式(1)を満たすものであることが好ましい。
【0056】
なお、このような有機層中の各層における凹凸の特性は、各層を形成した後に、各層の凹凸を、回折格子11の凹凸の特性(凹凸の深さ分布の標準偏差(σ)等の特性)の測定方法と同様の方法を採用して測定することにより求めることができる。
【0057】
また、本発明においては、前記有機層を構成する材料が、ガラス転移温度が70℃〜300℃の有機材料であることが好ましい。ここで「有機層を構成する材料」とは、前記発光層がホスト材料とドーパント材料(例えば燐光材料や蛍光材料等)とを含む層である場合には、ドーパント材料を除く発光層を形成する材料(ホスト材料)と有機層の他の層を形成する材料とからなる材料をいい、有機層中のドーパント材料以外の材料をいう。すなわち、本実施形態においては、正孔輸送層131、発光層132、電子輸送層133の各層を構成する有機材料(前記発光層がホスト材料とドーパント材料とを含む層である場合、正孔輸送層131を構成する材料、発光層132を構成するドーパント材料以外の材料(ホスト材料)、電子輸送層133を構成する材料)がいずれも、ガラス転移温度(Tg)が70℃〜300℃の有機材料であることが好ましい。なお、ここにいう材料の「ガラス転移温度」としてはDSC(Differential Scanning Calorimeter 示差熱量計)により測定される値を採用することができる。また、このようなドーパント材料以外の有機層の各層の材料のガラス転移温度が前記下限未満では、蒸着法により各層を積層した際に、第四〜第六の凹凸をそれぞれ上述のような数値範囲の標準偏差(σ)及び標準偏差の変化率を有するものとすることが困難となる傾向にあり、他方、前記上限を超えると、蒸着法などの物理堆積方法により各層を積層する場合に、その材料を蒸着するための温度における熱により、正孔輸送材料や発光材料などを乗せたボートが劣化したり、ボートにかかる負荷が高くなってボートの寿命が短くなる傾向にある。すなわち、このように、前記有機層を構成する材料(有機層中のドーパント材料以外の材料)に、70℃〜300℃のガラス転移温度(Tg)を有する有機材料を利用することで、第四〜第六の凹凸をそれぞれ、より容易に、上述のような数値範囲の標準偏差及び標準偏差の変化率を有する凹凸とすることが可能となる。そして、第四〜第六の凹凸をそれぞれ、上述のような数値範囲の標準偏差及び標準偏差の変化率を有する凹凸とすることにより、局所的な電界集中をより効率よく抑制することができ、強電界領域で発光効率低下する現象(ロールオフ(roll−off)現象)の発生や、ショートの発生を十分に抑制することが可能となる。また、局所的な電界集中をより効率よく抑制することに由来して、素子寿命の低下を抑制することも併せて達成することが可能となる。なお、発光層132に関して、ドーパント材料はその材料の種類によっては分子量が小さくガラス転移温度(Tg)の測定が困難な場合もあることや、発光層132の凹凸構造が主にドーパント材料を分散させるための材料である「ホスト材料」の特性に由来して変化すること、等から、少なくともホスト材料が前記範囲のガラス転移温度(Tg)を有する有機材料であればよく、前記ドーパント材料のTgが測定可能な場合には、前記ドーパント材料のTgも前記温度範囲内にあることがより好ましい。
【0058】
なお、有機層を構成させるための材料(発光層がドーパント材料を含む場合には、有機層中のドーパント材料以外の材料:例えば、正孔輸送層131を構成する材料、発光層132を構成するドーパント材料以外の材料(ホスト材料)、電子輸送層133を構成する材料)をいずれも、ガラス転移温度(Tg)が70℃〜300℃の有機材料とすることにより、上述のような範囲の標準偏差(σ)及び標準偏差の変化率を有する凹凸をより効率よく形成することが可能となり、これによりロールオフ現象の発生やショートの発生を十分に抑制することが可能となる理由は必ずしも定かではないが、本発明者らは以下のように推察する。すなわち、先ず、有機層中の各層を蒸着法やスパッタ法等の公知の物理堆積方法で積層する場合、基板上に飛来した物質は基板表面を拡散することが知られている。このような物理堆積方法にガラス転移温度(Tg)が70℃よりも低い材料を利用した場合、被積層物上に材料が到着した後、その材料が固化して固定化されるまでの時間が、比較的長くなってしまう。このように、ガラス転移温度(Tg)が70℃よりも低い材料を利用した場合にはエネルギーの消失に時間がかかり、被積層物上に材料が到着した後に長時間流動性を有する状態が維持される。そのため、ガラス転移温度(Tg)が70℃よりも低い材料を利用した場合には、材料が被積層物上の到着位置から、より長い距離拡散される。そして、このように長距離を移動可能な状態で被積層物に付着した材料は、表面張力の影響を受け凹部に移動して堆積し易く、これにより容易に凹凸形状が平滑化(レベリング)されてしまう。そのため、ガラス転移温度(Tg)が70℃よりも低い材料を利用した場合には、第一の凹凸の形状を十分に維持しながら有機層を積層することが困難となる。また、凹凸形状が平滑化(レベリング)されると、その層において凹凸がなまり、凹部の深さが浅くなって、凹部の部分の膜厚が厚くなることから、膜厚が不均一なものとなり、得られる有機EL素子においては、有機層内で電界強度に分布が生じる。そのため、凹凸形状が平滑化(レベリング)されると、局所的な電界集中が起きて(燐光系での)強電界領域で発光効率が落ちるロールオフ現象が素子内部で起こり、取り出し効率が低下するとともにショートも起こり易くなる。また、有機層に複数の構成材料を利用する有機EL素子においては、各層の境界面において電流の流れやすさが不安定になることが長寿命化を妨げる原因となるが、凹凸がなまり、凹部の深さが浅くなって膜厚が不均一なものとなると、電界集中やショートが生じて電流の流れやすさが不安定になるため、素子の寿命も短くなってしまう傾向にある。また、有機層において、凹凸形状が平滑化されて凹凸形状が鈍り(凹凸形状の深さが浅くなり)、第一の凹凸形状への追随性が低くなると、回折効果も低減されてしまい、十分な光取り出し効率が得られなくなる。
【0059】
これに対して、有機層を構成する材料(ドーパント材料以外の材料)としてガラス転移温度(Tg)が70℃以上となる有機材料を用いることで、蒸着法等の物理堆積方法を利用して層を積層させる際に、被積層物上に材料を到着させた後、より短時間で材料を固定化できることができ、これにより第一の凹凸の形状をより十分に維持した状態(追従性が十分に高い状態)で有機層中の各層を積層することが可能となる。すなわち、少なくともドーパント材料以外の有機層を構成する材料にガラス転移温度(Tg)が70℃〜300℃の有機材料を利用することにより、有機層に形成される凹凸(第四〜第六の凹凸)を、より容易に、上述のような範囲の標準偏差(σ)及び標準偏差の変化率を有する凹凸とすることが可能となる。このように、有機層を構成する材料(発光層132がドーパント材料を含有する場合にはドーパント材料以外の材料)に、ガラス転移温度(Tg)が70℃〜300℃の有機材料を利用することにより、有機層に形成される凹凸(第四〜第六の凹凸)を、15〜50nmの範囲の標準偏差を有し、且つ、第一の凹凸の標準偏差に対して+15%〜−15%の変化率の標準偏差を有するものとすることができ、第一の凹凸に対して追従性の高い凹凸を形成することが可能となる。なお、有機層の材料に関して、前述の「ドーパント材料以外」という表現は、ドーパント材料としてガラス転移温度(Tg)が前記温度範囲内にないものを利用するということを意図した表現ではなく、前記ドーパント材料はその材料の種類によっては分子量が小さくガラス転移温度(Tg)の測定が困難なものもあること、発光層132自体の凹凸構造が主に、その主成分である「ホスト材料(ドーパント材料を分散させるための媒体)」の特性に由来して変化すること、等から、発光層の材料においてドーパント材料とホスト材料とを含む場合に少なくともホスト材料が前記範囲のガラス転移温度(Tg)を有する有機材料であればよいことを意味している。そのため、前記ドーパント材料もTgが測定可能な場合には、前記ドーパント材料も、ガラス転移温度(Tg)が前記温度範囲内(70℃〜300℃)の材料であることが好ましい。そして、少なくともドーパント材料以外の有機層の材料にガラス転移温度(Tg)が70℃〜300℃の有機材料を利用した場合、凹凸深さが局所的に浅くなることもなく、第一の凹凸の凹凸構造を十分に維持した有機層を形成することが可能となり、十分な回折効果が得ることができるため、光取り出し効率を十分に向上させることができる。また、第一の凹凸に対して追従性の高い凹凸を形成することにより、電界集中を十分に抑制でき、これによりロールオフ現象の発生やショートの発生も十分に抑制できる。そのため、有機層の材料として、ガラス転移温度(Tg)が70℃〜300℃の材料を利用することにより、十分に高度な発光効率を達成することが可能となるとともに、電界集中に起因した素子の劣化を防止でき、素子の長寿命化も図ることが可能となると本発明者らは推察する。
【0060】
また、前記有機層を構成する材料(前記正孔輸送層131、発光層132、電子輸送層133の各層を構成する材料であって且つ発光層132がドーパント材料を含有する場合にはドーパント材料以外の材料)のガラス転移温度(Tg)の好適な温度範囲(70℃〜300℃)の下限値は、より第一の凹凸の形状に対して追従性の高い層を形成できるという観点から、90℃であることがより好ましく、110℃であることが特に好ましい。また、前記有機層の各層を構成する材料(発光層132がドーパント材料を含有する場合には有機層の各層を構成するドーパント材料以外の材料)のガラス転移温度(Tg)の好適な温度範囲(70℃〜300℃)の上限値としては、蒸着時の温度条件をより穏やかなものとすることができ、素子製造時の電力消費を抑えられることや、材料分解(有機物の化学結合の決裂)の懸念が少なくなるといった観点から、200℃であることがより好ましく、160℃であることが特に好ましい。
【0061】
また、正孔輸送層131を構成する材料としては、例えば、フタロシアニン誘導体、ナフタロシアニン誘導体、ポルフィリン誘導体、N,N’−ビス(3ーメチルフェニル)−(1,1’−ビフェニル)−4,4’−ジアミン(TPD)や4,4’−ビス[N−(ナフチル)−N−フェニル−アミノ]ビフェニル(α−NPD)等の芳香族ジアミン化合物、オキサゾール、オキサジアゾール、トリアゾール、イミダゾール、イミダゾロン、スチルベン誘導体、ピラゾリン誘導体、テトラヒドロイミダゾール、ポリアリールアルカン、ブタジエン、4,4’,4”−トリス(N−(3−メチルフェニル)N−フェニルアミノ)トリフェニルアミン(m−MTDATA)が挙げられるが、中でも、前述のガラス転移温度(Tg)の好適な温度範囲を満たす有機材料が好ましく、α−NPD(Tg:95℃)、TCTA(Tg:149℃)、2−TANTA(Tg:110℃)、m−MTDATA(Tg:75℃)、スピロTPD(Tg:115℃)、TAPB(Tg:113℃)、トリナフチルベンゼン誘導体等の材料を好適に用いることができる。
【0062】
また、このような正孔輸送層131を構成する材料としては、後述の発光層132のホスト材料と同様の材料を用いることが好ましい。このように、正孔輸送層131の材料と発光層132のホスト材料とが同一の材料である場合には、正孔輸送層と発光層の界面が実質的になくなり、エネルギー障壁および界面でのキャリア移動度の低下による効率の低下が抑制できる。
【0063】
また、このよう正孔輸送層131の厚みとしては5〜200nmであることが好ましく、10〜100nmであることがより好ましい。このような厚みが前記下限未満では均一な膜が得られがたく、素子内での正孔移動度に面内分布が生じ、局所的な電流集中が生じ、寿命の低下の原因となる。他方、前記上限を超えると素子抵抗が上がり、電力効率が下がる傾向にあり、また製造時間も長くなる。
【0064】
また、発光層132は、透明電極11から注入された正孔と金属電極15から注入された電子とを再結合させて発光させるために設けられている。このような発光層を形成するために使用する材料としては、アントラセン、ナフタレン、ピレン、テトラセン、コロネン、ペリレン、フタロペリレン、ナフタロペリレン、ジフェニルブタジエン、テトラフェニルブタジエン、クマリン、オキサジアゾール、ビスベンゾキサゾリン、ビススチリル、シクロペンタジエン、アルミニウムキノリノール錯体(Alq3)等の有機金属錯体、トリ−(p−ターフェニル−4−イル)アミン、1−アリール−2,5−ジ(2−チエニル)ピロール誘導体、ピラン、キナクリドン、ルブレン、ジスチリルベンゼン誘導体、ジスチリルアリーレン誘導体、ジスチリルアミン誘導体及び各種蛍光色素等を用いることができる。また、発光層132に使用する材料としては、上述のような化合物のうちから選択される発光材料を適宜混合して用いてもよい。また、発光層を、いわゆるホスト材料と、ホスト材料中に導入されたドーパント材料(上述したような発光材料(燐光材料や蛍光色素等))とからなる構成のものとしてもよい。このように、上述したような発光材料を、キャリア移動度の高いホスト材料中にドーパント材料(ゲスト材料)としてドーピングすることにより、双極子−双極子相互作用(フェルスター機構)、電子交換相互作用(デクスター機構)を利用して発光させることも可能となる。
【0065】
また、このようなドーパント材料としては、発光効率の大幅な向上を図ることが可能となることから、燐光材料を用いることが好ましい。すなわち、ドーパント材料として燐光材料を用いた場合には、内部での重原子効果により一重項励起子が全て項間交差されることや三重項励起子の発光遷移確率が十分に高いことに起因して、電気励起によって生成された一重項励起子や三重項励起子の全てを発光に利用することが可能であるため、発光効率が大幅に向上する傾向にある。なお、ここにいう「燐光材料」とは、スピン多重項からの発光を示す材料(燐光発光を生じる燐光発光材料)であればよく、例えば、中心金属に重金属を持つ有機金属錯体等の公知の燐光発光材料を適宜利用することができる。また、このような燐光発光材料としてはイリジウムなどの重金属を含むものが好ましく、例えば、Ir(ppy)3等を好適に用いることができる。このようなドーパント材料(燐光材料等)としては、ガラス転移温度(Tg)の測定が可能である場合、ドーパント材料のガラス転移温度(Tg)の好適な温度範囲は、有機層を構成するドーパント材料以外の材料のガラス転移温度(Tg)の好適な温度範囲と、同様の観点で同一の範囲であることが好ましい。
【0066】
また、発光層132に含有され得る前記ドーパント材料(ゲスト材料)を分散させるための発光層132の構成材料(ホスト材料)としては、第一の凹凸の形状に対する追従性が十分に高い有機層を得るという観点から、前述のガラス転移温度(Tg)の好適な温度範囲を満たす材料が好ましく、例えば、TCTA(Tg:149℃)、TPBi(Tg:124℃)、2−TANTA(Tg:110℃)、m−MTDATA(Tg:75℃)、スピロTPD(Tg:115℃)、TAPB(Tg:113℃)トリナフチルベンゼン誘導体、等のホスト材料を好適に用いることができる。
【0067】
さらに、発光層132がホスト材料とドーパント材料(ゲスト材料)とを含有する場合、発光層132中のドーパント材料の含有量としては1〜20質量%であることが好ましく、3〜15質量%であることがより好ましい。このようなドーパント材料の含有量が前記下限未満ではホスト材料からゲスト材料へ効率よくエネルギーが伝達されず、ホスト材料でエネルギーが失活する割合が高くなる傾向にあり、他方、前記上限を超えると、濃度消光および三重項三重項消滅により効率が落ちるばかりか、更には、ドーパント材料(ゲスト材料)のTgが70℃よりも低いような場合には凹凸構造が平滑化(レべリング)され易くなり、より凹凸構造の追従性の高い発光層を形成することが困難となる傾向にある。
【0068】
また、このような発光層を構成するための前記ドーパント材料以外の材料(ホスト材料等)としては、ガラス転移温度が100℃〜300℃(更に好ましくは90℃〜200℃)の有機材料であることがより好ましい。このような発光層を構成する有機材料のガラス転移温度が前記範囲内にある場合には、より効率よく、発光層を第一の凹凸に対して追従性が十分に高い層とすることが可能となる。また、前記ドーパント材料のガラス転移温度も同様の観点から前記ホスト材料と同様の条件を満たすことが好ましい。
【0069】
また、発光層132の厚みとしては1〜80nmであることが好ましく、10〜50nmであることがより好ましい。このような厚みが前記下限未満では均一な膜が得られ難く、素子内でのキャリア移動度に面内分布が生じ、局所的な電流集中が生じ、寿命の低下の原因となる。他方、前記上限を超えると素子抵抗が上がり、電力効率が下がる傾向にあり、また製造時間も長くなる。
【0070】
また、電子輸送層133を構成する材料としては、電子輸送層133を形成することが可能な材料を適宜利用することができ、例えば、ニトロ置換フルオレン誘導体、ジフェニルキノン誘導体、チオピランジオキシド誘導体、ナフタレンペリレン等の複素環テトラカルボン酸無水物、カルボジイミド、フルオレニリデンメタン誘導体、アントラキノジメタン及びアントロン誘導体、オキサジアゾール誘導体、アルミニウムキノリノール錯体(Alq3)などの有機金属錯体等が挙げられる。さらに、前記オキサジアゾール誘導体において、オキサジアゾール環の酸素原子を硫黄原子に置換したチアジアゾール誘導体、電子吸引基として知られているキノキサリン環を有するキノキサリン誘導体も、電子輸送材料として用いることができる。更にこれらの材料を高分子鎖に導入した、又はこれらの材料を高分子の主鎖とした高分子材料を用いることもできる。このような電子輸送層133を構成する材料の中でも、第一の凹凸の形状に対する追従性が十分に高い有機層を得るという観点からは、前述のガラス転移温度(Tg)の好適な温度範囲を満たす有機材料が好ましく、Alq3(Tg:175℃)、TPBi(Tg:124℃)、BAlq(Tg:99℃)、等の材料を好適に用いることができる。
【0071】
さらに、電子輸送層133の厚みとしては5〜200nmであることが好ましく、10〜100nmであることがより好ましい。このような厚みが前記下限未満では均一な膜が得られ難く、素子内での電子移動度に面内分布が生じ、局所的な電流集中が生じ、寿命の低下の原因となる。他方、前記上限を超えると素子抵抗が上がり、電力効率が下がる傾向にあり、また製造時間も長くなる。
【0072】
また、有機層13においては、各層の積層順が進むほど凹凸の追従性が低下する傾向にあること及び層の厚みが50nm以上となるような比較的厚い層においては積層時により平滑化(レベリング)され易いこと等から、有機層のうちの積層順で二層目以上の層(本実施形態においては発光層132及び電子輸送層133)や、厚みが50nm以上となる層は、その層を構成するための材料(ドーパント材料以外の材料)のガラス転移温度が90℃〜300℃(より好ましくは100〜200℃)であることが好ましい(なお、ドーパント材料(燐光材料等)においてTgの測定が可能な場合にはドーパント材料も同様の条件を満たすものが好ましい。)。このようなガラス転移温度が前記下限未満では、より高度な凹凸形状の追従性を達成することが困難となる傾向にある。
【0073】
さらに、有機層13としては、それぞれの層の厚みの均一性が高いことが好ましく、各層の任意の2点以上の凹部間の厚み(凹部の最下点間の距離)の平均値と、各層の任意の2点以上の凸部間の厚み(各層の金属電極と対向する面に形成された凸部の頂点間の距離)の平均値とを、有機EL素子の超薄切片(測定試料として70nm厚の試験片を製造して利用)の断面を透過型電子機微鏡像により測定した際に、凸部間の厚みの平均値に対する凹部間の厚みの平均値に対する比率([凹部間の厚みの平均値]/[凸部間の厚みの平均値])が0.8〜1.5(より好ましくは0.9〜1.4)の範囲内にあることがより好ましい。このような比率が前記範囲外にある場合には膜厚の均一性が低く、電界集中を十分に抑制することが困難となる傾向にある。なお、このような凹部間の厚み及び凸部間の厚みについて図2を参照しながら説明する。図2は有機層中の任意の層13Aと層13Bを模式的示す概念図である。そして、層13Bは層13A上に積層して得られた層である。このような層13Bにおいて「凹部間の厚み」は、基板側に存在する層13Aの金属電極と対向する面に形成された任意の凹部の最下点P1とその凹部の形状を維持するようにして形成されている層13B上の凹部の最下点P2との間の距離Xである。また、層13Bにおいて「凸部間の厚み」は、層13Aの金属電極と対向する面に形成された任意の凸部の頂点P3とその凸部の形状を維持するようにして形成されている層13B上の凸部の頂点P4との間の距離Yである。
【0074】
また、有機層13としては、有機層全体の任意の2点以上の凹部間の厚み(凹部の最下点間の距離)の平均値と、有機層全体の任意の2点以上の凸部間の厚み(各層の金属電極と対向する面に形成された凸部の頂点間の距離)の平均値とを、有機EL素子の超薄切片の透過型電子機微鏡像より測定した際に、凸部間の厚みの平均値に対する凹部間の厚みの平均値に対する比率([凹部間の厚みの平均値]/[凸部間の厚みの平均値])が0.8〜1.5の範囲内にあることがより好ましい。このような比率が前記範囲外にある場合には有機層全体の膜厚の均一性が必ずしも十分なものとは言えず、電界集中を十分に抑制することが困難となる傾向にある。
【0075】
<金属電極14>
金属電極14は、前記第一の凹凸の形状が維持されるようにして前記回折格子上に積層されたものであり、少なくとも金属電極14の有機層側の表面(第一の凹凸と対向する面)には前記第一の凹凸の形状に由来した凹凸が形成されている。
【0076】
このような金属電極14においては、有機層に対向する面の表面に形成された凹凸(第二の凹凸)が、凹凸の深さ分布の標準偏差(σ)が15〜50nmとなるものである。また、このような第二の凹凸の深さ分布の標準偏差(σ)としては、17〜40nmであることがより好ましく、18〜30nmであることが更に好ましい。このような第二の凹凸の深さ分布の標準偏差(σ)が前記下限未満では十分な回折効果が得られなくなり、光取出し効率を十分に向上させることが困難となる。他方、前記上限を超えると陽極−陰極間距離が短い部位が多数存在するようになるため、得られる素子において、局所的な電界集中やリーク電流等が発生して十分な発光効率を得ることができなくなる。
【0077】
また、前記第一の凹凸の深さ分布の標準偏差に対する第二の凹凸の深さ分布の標準偏差の変化率は+15%〜−15%である(条件(C))。このような変化率が15%を超えると、局所的な電界集中が生じ、リーク電流や素子劣化が生じ安くなり、他方、−15%未満では、局所的な電界集中が生じ、リーク電流や素子劣化が生じやすくなるとともに、凹凸による回折効果が低下し、光の取り出し効率が低下してしまう。このような第二の凹凸の深さ分布の標準偏差の変化率としては、同様の観点から+10%〜−10%であることがより好ましく、+8%〜−8%であることが更に好ましい。なお、このような変化率は、下記式:
[変化率]={([第二の凹凸の深さ分布の標準偏差]−[第一の凹凸の深さ分布の標準偏差])/[第一の凹凸の深さ分布の標準偏差]}×100
を計算して求めることができる。
【0078】
なお、金属電極14において第二の凹凸の深さ分布の平均値、平均高さ及び平均ピッチの好適な範囲は、第一の凹凸の平均高さ及び平均ピッチの好適な範囲と同様の観点で同一の範囲であることが好ましい。また、第二の凹凸としては、凹凸の尖度が第一の凹凸と同様の条件を満たすことが好ましく、また、不等式(1)を満たすものであることが好ましい。また、このような金属電極14の有機層に対向する面の表面に形成された凹凸(第二の凹凸)の特性(例えば、凹凸の深さ分布等)は、有機EL素子から金属電極14のみを物理的に剥離して、その剥離した金属電極の有機層に対向する面(剥離面)の表面に形成されている凹凸を、回折格子11の凹凸の特性(凹凸の深さ分布の標準偏差(σ)等の特性)の測定方法と同様の方法を採用して測定することにより求めることができる。なお、有機EL素子から金属電極14のみを剥離する方法としては、得られた有機EL素子の金属電極の外表面に粘着テープ(例えば住友スリーエム社製の商品名「Scotchメンディング粘着テープ」等)を貼り付けた後、大気雰囲気、室温(25℃)条件下において、その粘着テープを利用して金属電極のみを有機層から剥離する方法を採用することが好ましい。また、このように有機EL素子から粘着テープを用いて金属電極のみを剥離する方法は、例えば、Formation and growth of black spots in organic light−emitting diodes, Journal of Applied Physics, vol.80, 6002−6007(1996)等の文献にも記載されているように公知の方法であり、金属電極のみを剥離するための条件は金属電極の材料等に応じて適宜変更してもよい。このように、本発明において、金属電極14の有機層に対向する面の表面に形成された凹凸の特性は、有機EL素子の金属電極の外表面に粘着テープを貼り付けた後、その粘着テープを利用して金属電極のみを有機層から剥離し、その粘着テープ上の金属電極表面の凹凸に対して、原子間力顕微鏡による解析を行って凹凸解析画像(SPM像)を得ることにより測定することもできる。また、上記金属電極表面と可撓性のあるフィルムを接着剤で貼り付け、金属電極のみを有機層から剥離してもよい。
【0079】
また、金属電極14の材料としては、有機EL素子の金属電極を形成するための材料であればよく、特に制限されないが、仕事関数の小さな物質を好適に用いることができる。このような金属電極14の材料としては、例えば、アルミニウム、MgAg、MgIn、AlLiが挙げられる。このように、金属電極14の材料は金属あるいは金属化合物からなるため、先ず、蒸着法やスパッタ法などの公知の物理堆積方法で積層する場合、有機材料と比較して、被積層物上に材料が到着するとエネルギーがより短時間で失われて、その到着位置又はそのごく近傍において材料が固化して固定されるため、蒸着法やスパッタ法などの公知の方法で膜厚が均一となるように積層することにより、被積層物に形成されている表面の凹凸に十分に追従性の高い凹凸を形成することが可能である。このように、金属電極14は基本的に電極が接する層に形成された凹凸に対して十分に追従性の高い凹凸を形成することができるため、金属電極14の凹凸が前記条件(B)及び(C)を満たす場合には、その接する層の凹凸も条件(B)及び(C)に記載されているような条件を満たす凹凸である蓋然性が高く、各層において膜厚の均一性が十分に高い有機EL素子が得られていることが分かる。
【0080】
また、金属電極14の厚みとしては、5〜200nmであることが好ましく、10〜100nmであることが好ましい。このような厚みが前記下限未満では、均一膜が得られがたく、局所的な電界集中を生じさせたり、光吸収率が上がりその結果として取出し効率が低下したり、導電性が低下する傾向にあり、他方、前記上限を超えると、電極形成時の輻射熱により有機層が損傷を受けるなどの問題が生じ、また製造時間も長くなる。
【0081】
このように、本発明の有機EL素子においては、回折格子11が上記条件(A)を満たすとともに、前記第一の凹凸と前記第二の凹凸とがいずれも、凹凸の形状を原子間力顕微鏡を用いて解析して得られる凹凸解析画像に基づいて求められる凹凸の深さ分布の標準偏差が15〜50nmとなるという条件(B)を満たし、且つ、前記第一の凹凸の深さ分布の標準偏差に対する前記第二の凹凸の深さ分布の標準偏差の変化率が+15%〜−15%であるという条件(C)を満たす。このような条件(A)を満たすことにより、回折格子により十分な回折効果が得られる。また、このような条件(B)及び(C)を満たすことにより、素子中の各層の膜厚が均一なものとなり、第一の凹凸に由来する十分に高度な回折効果を得ながら、局所的な電界集中やリーク電流の発生をも十分に抑制することができるため、光の取出し効率を十分に安定して向上することができる。また、本発明の有機EL素子においては、局所的な電界集中を十分に抑制することができるため、素子を燐光系の素子とした場合においても、電界集中により燐光材料の三重項励起状態が消滅する、いわゆるロールオフ現象が発生することも十分に抑制でき、これにより燐光発光の発光効率の低下も十分に抑制できる。
【0082】
また、本発明の有機EL素子においては、前記透明電極、及び、前記有機層(図1に示す実施形態においては前記正孔輸送層、前記発光層及び前記電子輸送層)中の厚みが10nm以上である各層における前記金属電極と対向する面の表面に形成された凹凸がいずれも(より好ましくは、前記透明電極、及び、前記有機層の各層の前記金属電極と対向する面の表面に形成された凹凸がいずれも)、凹凸の深さ分布の標準偏差が15〜50nm(より好ましくは17〜40nm、更に好ましくは18〜30nm)となるものであり、且つ、前記第一の凹凸の深さ分布の標準偏差に対する凹凸の深さ分布の標準偏差の変化率が+15%〜−15%(より好ましくは+10%〜−10%、更に好ましくは+10%〜−10%)となるものであることが好ましい。このように、前記透明電極、及び、前記有機層の各層のうちの厚みが10nm以上の全ての層(より好ましくは、前記透明電極、及び、前記有機層(前記正孔輸送層、前記発光層及び前記電子輸送層)の各層)の凹凸がいずれも、凹凸の深さ分布の標準偏差が15〜50nmとなるものであり、且つ、前記第一の凹凸の深さ分布の標準偏差に対する凹凸の深さ分布の標準偏差の変化率が+15%〜−15%となることにより、各層間の膜厚の均一性がより高度なものとなり、より高度な水準で電界集中やリーク電流の発生を抑制することができる。
【0083】
次に、このような図1に示す実施形態の有機EL素子を製造するための方法として好適に利用可能な方法について説明する。このような有機EL素子を製造するための方法としては、透明支持基板上に回折格子を形成する工程(回折格子形成工程)と、前記回折格子の表面上に、前記透明電極、前記有機層及び前記金属電極を、前記回折格子(凹凸層)の表面に形成されている第一の凹凸の形状が維持されるようにして、それぞれ積層して有機EL素子を得る工程(有機EL素子形成工程)とを含む方法を採用することができる。以下、このような回折格子形成工程及び有機EL素子形成工程を分けて説明する。
【0084】
(回折格子形成工程)
このような回折格子11を製造するための方法としては特に制限されず、上述のような条件を満たすような回折格子を製造することが可能な公知の方法(例えば、国際公開2011/007878号(WO2011/007878A1)に記載の方法等)を適宜利用することができる。
【0085】
また、このような回折格子11を製造するための方法としては、より効率よく第一の凹凸を形成できることから、透明支持基板上に、回折格子11(凹凸層)を形成するための材料(回折格子形成材料)を塗布し、回折格子形成用の母型を押し付けつつ前記回折格子形成材料を硬化させた後、前記母型を取り外すことにより、前記透明支持基板上に凹凸が形成された層を積層する工程を含む方法を利用することが好ましい。なお、このような方法によれば、上述の第一の凹凸の特性を満たす凹凸が形成された回折格子を効率よく製造することが可能となる。以下、このような回折格子11を製造するための方法を説明する。
【0086】
このような回折格子11を製造するための方法は、回折格子形成用の母型(モールド)を用いる方法である。このような回折格子形成用の母型(モールド)としては、それを未硬化の回折格子形成材料からなる層に押し付けながら硬化することにより、その母型に形成されている凹凸の形状を転写(反転)させて、上述の回折格子11において説明した第一の凹凸が形成された回折格子(凹凸層)を形成できるものであればよい。従って、このような回折格子形成用の母型(モールド)は、表面に凹凸形状を有するものが利用され、その凹凸形状の特性(平均高さや平均ピッチ等)は上述の回折格子11の表面に形成されている凹凸と同様の特性を有するものであることが好ましい。
【0087】
また、このような回折格子形成用の母型(モールド)の製造方法としては特に制限されないが、例えば、基材の表面に、第1及び第2のポリマー(セグメント)からなるブロック共重合体と溶媒とを含有するブロック共重合体溶液を塗布する工程(I)と、前記基材上の塗膜を乾燥させる工程(II)と、乾燥した塗膜を前記ブロック共重合体のガラス転移温度以上の温度で加熱する工程(III)と、前記工程(III)を施した後に、塗膜のエッチング処理により第2ポリマー(セグメント)を除去して基材上に凹凸構造を形成する工程(IV)と、前記凹凸構造を前記第1ポリマー(セグメント)のガラス転移温度以上の温度で加熱する工程(V)と、前記工程(V)を施した後の前記凹凸構造上にシード層を形成する工程(VI)と、前記シード層上に電鋳により金属層を積層する工程(VII)と、前記金属層および前記シード層から前記凹凸構造を有する基材を剥離する工程(VIII)とを含む方法を好適に利用することができる。以下、工程(I)〜(VIII)を場合により図面を参照しながら分けて説明する。
【0088】
〈工程(I)〉
工程(I)は、基材の表面に、第1及び第2のポリマー(セグメント)からなるブロック共重合体と溶媒とを含有するブロック共重合体溶液を塗布する工程である。
【0089】
このようなブロック共重合体としては、第1のホモポリマーからなる第1のポリマーセグメントと、第1のホモポリマーとは異なる第2のホモポリマーからなる第2のポリマーセグメントとを有する共重合体が用いられる。このような第2のホモポリマーとしては、第1のホモポリマーの溶解度パラメーターよりも0.1〜10(cal/cm3)1/2高い溶解度パラメーターを有するものが好ましい。このような第1及び第2のホモポリマー溶解度パラメーターの差が0.1(cal/cm3)1/2未満では、ブロック共重合体の規則的なミクロ相分離構造を形成することが困難となり、他方、前記差が10(cal/cm3)1/2を超えると、ブロック共重合体の均一な溶液を調製することが難しくなる。
【0090】
このような第1のホモポリマー及び第2のホモポリマーとして用いることができるホモポリマーの原料となるモノマーとしては、例えば、スチレン、メチルスチレン、プロピルスチレン、ブチルスチレン、ヘキシルスチレン、オクチルスチレン、メトキシスチレン、エチレン、プロピレン、ブテン、ヘキセン、アクリロニトリル、アクリルアミド、メチルメタクリレート、エチルメタクリレート、プロピルメタクリレート、ブチルメタクリレート、ヘキシルメタクリレート、オクチルメタクリレート、メチルアクリレート、エチルアクリレート、プロピルアクリレート、ブチルアクリレート、ヘキシルアクリレート、オクチルアクリレート、メタクリル酸、アクリル酸、ヒドロキシエチルメタクリレート、ヒドロキシエチルアクリレート、エチレンオキシド、プロピレンオキシド、ジメチルシロキサン、乳酸、ビニルピリジン、ヒドロキシスチレン、スチレンスルホネート、イソプレン、ブタジエン、εカプロラクトン、イソプロピルアクリルアミド、塩化ビニル、エチレンテレフタレート、テトラフルオロエチレン、ビニルアルコールが挙げられる。これらの中でも、相分離形成が生じやすいことと、エッチングで凹凸を形成しやすいという観点から、スチレン、メチルメタクリレート、エチレンオキシド、ブタジエン、イソプレン、ビニルピリジン、乳酸を用いることが好ましい。
【0091】
また、第1のホモポリマー及び第2のホモポリマーの組合せとしては、スチレン系ポリマー(より好ましくはポリスチレン)、ポリアルキルメタクリレート(より好ましくはポリメチルメタクリレート)、ポリエチレンオキシド、ポリブタジエン、ポリイソプレン、ポリビニルピリジン、及びポリ乳酸からなる群から選択される2種の組合せを挙げることができる。これらの組合せの中でも、エッチング処理により一方のホモポリマーを優先的に除去することにより、ブロック共重合体に形成される凹凸の深さを更に深くすることができるという観点から、スチレン系ポリマー及びポリアルキルメタクリレートの組合せ、スチレン系ポリマー及びポリエチレンオキシドの組合せ、スチレン系ポリマー及びポリイソプレンの組合せ、スチレン系ポリマー及びポリブタジエンの組合せがより好ましく、スチレン系ポリマー及びポリメチルメタクリレートの組合せ、スチレン系ポリマー及びポリイソプレンの組合せ、スチレン系ポリマー及びポリブタジエンの組合せが特に好ましい。より好ましくは、ポリスチレン(PS)とポリメチルメタクリレート(PMMA)の組合せである。
【0092】
前記ブロック共重合体の数平均分子量(Mn)は、500000以上であることが好ましく、1000000以上であることがより好ましく、1000000〜5000000であることが特に好ましい。数平均分子量が500000未満では、ブロック共重合体のミクロ相分離構造により形成される凹凸の平均ピッチが小さくなり、得られる回折格子の凹凸の平均ピッチが不十分となる。特に、可視領域の波長範囲に渡って照明光を回折する必要がある場合には、平均ピッチとして10〜700nmが望ましく、この点からブロック共重合体の数平均分子量(Mn)は、500000以上であることが好ましい。一方、ブロック共重合体の数平均分子量(Mn)が500000以上のものを用いた場合には、エッチング工程後に第2加熱工程を行わないと電鋳によって所望の凹凸パターンを得ることが困難となる傾向にある。
【0093】
前記ブロック共重合体の分子量分布(Mw/Mn)は1.5以下であることが好ましく、1.0〜1.35であることがより好ましい。このような分子量分布が1.5を超えると、ブロック共重合体の規則的なミクロ相分離構造を形成することが困難になる。なお、前記ブロック共重合体の数平均分子量(Mn)及び重量平均分子量(Mw)は、ゲルパーミエーションクロマトグラフィ(GPC)により測定し、標準ポリスチレンの分子量に換算した値である。
【0094】
前記ブロック共重合体における前記第1のポリマーセグメントと前記第2のポリマーセグメントとの体積比(第1のポリマーセグメント:第2のポリマーセグメント)は、自己組織化によりラメラ構造を創生させるために、3:7〜7:3であることが好ましく、4:6〜6:4であることがより好ましい。このような体積比が前記範囲外である場合には、ラメラ構造に起因する凹凸パターンを形成することが困難となる傾向にある。
【0095】
また、工程(I)に用いるブロック共重合体溶液は、前記ブロック共重合体を溶媒中に溶解することにより調製することができる。このような溶媒としては、例えば、ヘキサン、ヘプタン、オクタン、デカン、シクロヘキサン等の脂肪族炭化水素類;ベンゼン、トルエン、キシレン、メシチレン等の芳香族炭化水素類;ジエチルエーテル、テトラヒドロフラン、ジオキサン等のエーテル類;アセトン、メチルエチルケトン、イソホロン、シクロヘキサノン等のケトン類;ブトキシエチルエーテル、ヘキシルオキシエチルアルコール、メトキシ−2−プロパノール、ベンジルオキシエタノール等のエーテルアルコール類;エチレングリコールジメチルエーテル、ジエチレングリコールジメチルエーテル、トリグライム、プロピレングリコールモノメチルエーテル、プロピレングリコールモノメチルエーテルアセテート等のグリコールエーテル類;酢酸エチル、乳酸エチル、γ−ブチロラクトン等のエステル類;フェノール、クロロフェノール等のフェノール類;N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド、N−メチルピロリドン等のアミド類;クロロホルム、塩化メチレン、テトラクロロエタン、モノクロロベンゼン、ジクロロベンゼン等のハロゲン系溶媒;2硫化炭素等の含ヘテロ元素化合物;これらの混合溶媒が挙げられる。前記ブロック共重合体溶液における前記ブロック共重合体の含有率は、ブロック共重合体溶液100質量%に対して、0.1〜15質量%であることが好ましく、0.3〜5質量%であることがより好ましい。
【0096】
また、前記ブロック共重合体溶液は、他のホモポリマー(その溶液中に含まれるブロック共重合体中の前記第1のホモポリマー及び前記第2のホモポリマー以外のホモポリマー:例えば、ブロック共重合体中の前記第1のホモポリマー及び前記第2のホモポリマーの組合せがポリスチレン及びポリメチルメタクリレートの組合せである場合には、ポリスチレンとポリメチルメタクリレート以外の種類のホモポリマーであればよい。)、界面活性剤、イオン性化合物、消泡剤、レベリング剤等を更に含有していてもよい。
【0097】
前記ブロック共重合体溶液が他のホモポリマーを含有することにより、ブロック共重合体により形成されるミクロ相分離構造の形状(例えば凹凸の深さ等)を変化させることも可能となる。例えば、ミクロ相分離構造により形成される凹凸の深さをより深くするために、ポリアルキレンオキシドを用いることができる。このようなポリアルキレンオキシドとしては、ポリエチレンオキシド、ポリプロピレンオキシドがより好ましく、ポリエチレンオキシドが特に好ましい。また、このようなポリエチレンオキシドとしては、下記式:
HO−(CH2−CH2−O)n−H
[式中、nは10〜5000の整数(より好ましくは50〜1000の整数、更に好ましくは50〜500の整数)を示す。]
で表されるものが好ましい。
【0098】
このようなnの値が前記下限未満では、分子量が低すぎて、高温での熱処理で揮発・蒸発などにより失われ、他のホモポリマーを含有させる前記効果が乏しくなる傾向にあり、他方、前記上限を超えると、分子量が高すぎて分子運動性が低いため、相分離の速度が遅くなりミクロ相分離構造の効率的な形成ができなくなる傾向にある。
【0099】
また、このような他のホモポリマーの数平均分子量(Mn)は460〜220000であることが好ましく、2200〜46000であることがより好ましい。このような数平均分子量が前記下限未満では、分子量が低すぎて、高温での熱処理で揮発・蒸発などにより失われ、他のホモポリマーを含有させる前記効果が乏しくなる傾向にあり、他方、前記上限を超えると分子量が高すぎて分子運動性が低くなるため、相分離の速度が遅くなりミクロ相分離構造の効率的な形成ができなくなる傾向にある。
【0100】
このような他のホモポリマーの分子量分布(Mw/Mn)は1.5以下であることが好ましく、1.0〜1.3であることがより好ましい。分子量分布が前記上限を超えるとミクロ相分離の形状の均一性が保持され難くなる傾向にある。なお、このような数平均分子量(Mn)及び重量平均分子量(Mw)は、ゲルパーミエーションクロマトグラフィ(GPC)により測定し、標準ポリスチレンの分子量に換算した値である。
【0101】
また、このような他のホモポリマーを用いる場合、前記ブロック共重合体中の前記第1のホモポリマー及び前記第2のホモポリマーの組合せがポリスチレン及びポリメチルメタクリレートの組合せ(ポリスチレン−ポリメチルメタクリレート)であり、且つ前記他のホモポリマーがポリアルキレンオキシドであることが好ましい。このように、ポリスチレン−ポリメチルメタクリレートのブロック共重合体とポリアルキレンオキシドとを組み合わせて用いることにより、垂直方向の配向性が更に向上して、表面の凹凸の深さを更に深くすることが可能となるとともに、製造時の熱処理時間を短縮することも可能となる。
【0102】
前記ブロック共重合体溶液に前記他のホモポリマーを用いる場合には、その含有量は、前記ブロック共重合体100質量部に対して、100質量部以下であることが好ましく、5質量部〜100質量部であることがより好ましい。このような他のホモポリマーの含有量が前記下限未満では他のホモポリマーを含有させることにより得られる効果が乏しくなる傾向にある。
【0103】
また、前記界面活性剤を用いる場合には、その含有量は、前記ブロック共重合体100質量部に対して、10質量部以下であることが好ましい。さらに、前記イオン性化合物を用いる場合には、その含有量は、前記ブロック共重合体100質量部に対して、10質量部以下であることが好ましい。
【0104】
また、前記ブロック共重合体溶液中に前記他のホモポリマーを含有させる場合、前記ブロック共重合体と前記他のホモポリマーとの総量の含有率は、ブロック共重合体溶液中に、0.1〜15質量%であることが好ましく、0.3〜5質量%であることがより好ましい。このような総量の含有率が前記下限未満では必要な膜厚を得るために前記溶液を十分な膜厚で均一に塗布することが容易でなく、前記上限を超えると溶媒に均一に溶けた溶液を調製することが比較的困難となる。
【0105】
また、工程(I)において用いる基材としては特に制限はないが、例えば、ポリイミド、ポリフェニレンスルフィド(PPS)、ポリフェニレンオキシド、ポリエーテルケトン、ポリエチレンナフタレート、ポリエチレンテレフタレート、ポリアリレート、トリアセチルセルロース、ポリシクロオレフィン等の樹脂基板;ガラス、オクタデシルジメチルクロロシラン(ODS)処理ガラス、オクタデシルトリクロロシラン(OTS)処理ガラス、オルガノシリケート処理ガラス、シリコン基板等の無機基板;アルミニウム、鉄、銅等の金属基板が挙げられる。また、このような基材は、配向処理等の表面処理を施したものであってもよい。なお、このようにガラスなどの基板表面を、ODSやオルガノシリケートなどで処理することで、後述の加熱工程において、ラメラ構造、シリンダー構造、球状構造などのミクロ相分離構造が表面に対して垂直に配列しやすくなる。これはブロック共重合体成分と基材表面との間の界面エネルギー差を小さくすることで、ブロック共重合体を構成する各ブロックのドメインが垂直配向しやすくなるからである。
【0106】
さらに、前記基材上に前記ブロック共重合体溶液を塗布する方法としては、特に限定されず、例えば、スピンコート法、スプレーコート法、ディップコート法、滴下法、グラビア印刷法、スクリーン印刷法、凸版印刷法、ダイコート法、カーテンコート法、インクジェット法を採用することができる。
【0107】
また、基材上に形成される前記ブロック共重合体の塗膜の厚みとしては、乾燥後の塗膜の厚みが、10〜3000nmであることが好ましく、50〜500nmであることがより好ましい。
【0108】
〈工程(II)〉
工程(II)は、前記基材上の塗膜を乾燥させる工程である。このような塗膜の乾燥工程は特に制限されないが、大気雰囲気中で行ってもよい。また、このような工程における乾燥温度として、前記塗膜から溶媒を除去できる温度であればよく、特に制限されるものではないが、30〜200℃であることが好ましく、40〜100℃であることがより好ましい。なお、このような乾燥により、前記ブロック共重合体がミクロ相分離構造を形成し始めて、塗膜(薄膜)の表面に凹凸が形成される場合もある。
【0109】
〈工程(III)〉
工程(III)は、工程(II)により乾燥した塗膜を前記ブロック共重合体のガラス転移温度(Tg)以上の温度で加熱する工程(第1加熱工程)である。
【0110】
このように塗膜を、その塗膜中のブロック共重合体のガラス転移温度(Tg)以上の温度で加熱することにより、塗膜中のブロック共重合体の自己組織化を進行させて、ブロック共重合体を、第1ポリマーセグメントと第2ポリマーセグメントの部分にミクロ相分離させることが可能となり、これにより効率よくミクロ相分離構造を形成させることが可能となる。
【0111】
このような第1加熱工程(III)においては、加熱温度を、ガラス転移温度(Tg)以上の温度とする。このような加熱温度が、ブロック共重合体のガラス転移温度(Tg)未満では、ポリマーの分子運動性が低く、ブロック共重合体の自己組織化が十分に進行せず、ミクロ相分離構造を十分に形成できなくなるか、あるいはミクロ相分離構造を十分に生じさせるための加熱時間が長くなる傾向にある。また、このような加熱温度の上限は、前記ブロック共重合体が熱分解しない温度であればよく特に制限されるものではない。このような第1加熱工程を実施する方法は特に制限されず、例えば、大気雰囲気下、オーブンなどを適宜用いる方法を採用してもよい。なお、このような加熱温度を徐々に高めて乾燥及び加熱工程(工程(II)及び(III))を連続的に行ってもよい。なお、このように加熱温度を徐々に高めて乾燥及び加熱工程を連続的に実施する場合には、乾燥工程(工程(II))は加熱工程(工程(III))に含まれる工程となる。
【0112】
〈工程(IV)〉
工程(IV)は、前記工程(III)を施した後に、塗膜のエッチング処理により第2ポリマー(セグメント)を除去して基材上に凹凸構造を形成する工程(エッチング工程)である。
【0113】
このようなエッチング工程(IV)は、第1ポリマーセグメントと第2ポリマーセグメントとの分子構造が相違することから、これらのエッチングの速度(エッチングされ易さ)が異なるため、第1ポリマーセグメントと第2ポリマーセグメントのホモポリマーの種類に応じて一方のポリマーセグメント(第2ポリマーセグメント)を選択的に除去することが可能であることを利用して、ブロック共重合体を構成する一方のポリマーセグメント(第2ポリマーセグメント)をエッチングにより選択的に除去する工程である。このようなエッチング工程により、塗膜から第2ポリマーセグメントを除去することにより、ブロック共重合体のミクロ相分離構造(工程(III)により形成された構造)に由来した顕著な凹凸構造を効率よく途膜に形成することが可能である。
【0114】
このように、一方のポリマーセグメントを選択的に除去するためのエッチング処理としては、例えば、反応性イオンエッチング法、オゾン酸化法、加水分解法、金属イオン染色法、紫外線エッチング法等を用いたエッチング法を適宜採用することができる。また、前記エッチング処理として、前記ブロック共重合体の共有結合を酸、塩基及び還元剤からなる群から選択される少なくとも1種で処理して前記共有結合を切断し、その後、一方のポリマーセグメントだけを溶解する溶媒等でミクロ相分離構造が形成された塗膜を洗浄することにより、ミクロ相分離構造を保ったまま、一方のポリマーセグメントのみを除去する方法を採用してもよい。
【0115】
〈工程(V)〉
工程(V)は、工程(IV)により形成された凹凸構造を、前記第1ポリマー(セグメント)のガラス転移温度(Tg)以上の温度で加熱する工程(第2加熱工程)である。このような第2加熱工程(v)は、いわゆるアニール処理として施されるものであり、このような加熱により凹凸構造を形成する凹部の最下部と凸部の頂点とを結ぶ線がより滑らかなものとなり、凹凸形状の尖度がより小さなものとなる。
【0116】
このような第2加熱工程(V)における加熱温度は、エッチング後に残留した第1ポリマーセグメントのガラス転移温度以上(第1ホモポリマーのガラス転移温度以上)であることが好ましく、第1ホモポリマーのガラス転移温度以上であり且つ第1ホモポリマーのガラス転移温度より70℃高い温度(Tg+70℃)以下であることがより好ましい。このような加熱温度が、第1ホモポリマーのガラス転移温度未満では、後述の電鋳工程後において所望の凹凸構造が得られなくなったり、あるいは所望の凹凸構造を形成するために加熱に長時間を要する傾向にある。他方、このような加熱温度が前記上限を超えると、第1ポリマーセグメントの全体が溶融や分解されたりして、凹凸形状が大きく崩れてしまう傾向にある。このような第2加熱工程を実際に実施するための方法としては、例えば、第1加熱工程と同様に、例えば、大気雰囲気下、オーブン等を適宜用いて行ってもよい。また、このような第2加熱工程における加熱時間としては10分〜100時間であることが好ましい。
【0117】
なお、エッチング工程(IV)を施した後の凹凸構造は、その凹凸構造により画定される溝の側面が粗く、厚み方向と直交する方向に向かって凹凸(オーバーハングを含む)が発生しているような複雑な断面構造を有するものとなり得る。このような凸部の側面に存在する凹凸はブロック共重合体の分子量が大きいほど発生し易い傾向にある。一方で、ブロック共重合体の分子量はミクロ相分離構造、ひいてはそこから得られる回折格子のピッチに深く関係している。そこで、第一の凹凸の好適なピッチの分布をより効率よく達成するために、比較的高い分子量のブロック共重合体を用いた場合であっても電鋳によりそのような所望のピッチ分布等の特性を有する凹凸構造をより確実に得るために、上述のような第2加熱工程を施すことが好ましいと言える。このような第二加熱工程(V)において、エッチング工程(IV)を施した後に凹凸構造を加熱することで、凹凸形状の側面を構成する第1ポリマーセグメントがアニール処理され、第1ポリマーセグメントにより画成される断面形状を比較的滑らかな傾斜面とすること(凹部の最下部と凸部の頂点とを結ぶ線をより滑らかなものとすること)が可能となり、基材から上方に向かって先細りの山形(本願では「山形構造」と称する)の形状となる。このように、側面の凹凸が加熱によりアニールされて、オーバーハング部分が加熱によりなめらかな斜面となるため、第二加熱工程(V)に得られる山形構造の凹凸においては、第1ポリマーセグメントに金属層を堆積させた後に、金属層をより容易に剥離することが可能となり、金属層に効率よく凹凸形状を転写することが可能となる。
【0118】
ここで、エッチング工程(IV)を施した後の凹凸構造により画定される溝の側面が粗く、厚み方向と直交する方向に向かって凹凸(オーバーハングを含む)が発生している場合には、電鋳ためのシード層が付着しない部分が生じ易く、電鋳によって金属層を均一に堆積させることが困難となる傾向にある。そのため、側面が粗い凹凸構造を有する第一ポリマーセグメントの層をそのまま用いた場合には、得られるモールドの機械的強度が低くなるとともに、モールドの変形およびパターン欠損などの欠陥が発生してしまう傾向にある。また、電鋳(電気めっき)では、めっきされる物体の形状によって各部分のめっきの厚さが異なり、めっき金属が物体の凸部や出っ張った角に引き寄せられやすく、凹部やへこんだ部分には引き寄せられ難いことから、側面が粗い複雑な凹凸の断面構造は、均一な膜厚の電鋳膜を得ることが困難な傾向にある。更に、そのような複雑な断面構造を電鋳により得られるモールドに転写することができたとしても、そのモールドを回折格子形成材料に押し付けて凹凸形状を転写しようとすると、回折格子形成材料はモールドの複雑な断面構造の隙間に侵入するために、モールドを硬化後の樹脂から剥離することができないか、あるいは、モールドの強度の弱い部分が破断し、パターン欠損が起こる場合も生じ得る。このような点も併せ鑑みれば、電鋳によりそのような所望のピッチ分布等の特性を有する凹凸構造をより確実に得るという観点から、上述のような第2の加熱工程を施すことが好ましい。
【0119】
このようにして第2加熱工程(V)を施すことにより得られた凹凸(山形構造の凹凸)を有する基材は、後工程における金属への転写用のマスターとして好適に使用できる。そのため、山形構造の凹凸としては、凹凸の形状を原子間力顕微鏡を用いて解析して得られる凹凸解析画像に2次元高速フーリエ変換処理を施してフーリエ変換像を得た場合において、前記フーリエ変換像が、波数の絶対値が0μm−1である原点を略中心とする円状又は円環状の模様を示しており、且つ、前記円状又は円環状の模様が波数の絶対値が10μm−1以下の範囲内となる領域内に存在するものであること、及び、その凹凸の深さ分布の標準偏差が15〜50nmとなるものであること、といった条件を満たすものであることが好ましい。また、このような山形構造の凹凸の平均ピッチとしては、10〜700nmの範囲であることが好ましく、100〜700nmの範囲であることがより好ましい。凹凸の平均ピッチが前記下限未満では、可視光の波長に対してピッチが小さくなりすぎるため、かかる母型を用いて得られる回折格子において必要な可視光の回折が生じにくい傾向にあり、他方、前記上限を超えると、かかる母型を用いて得られる回折格子の回折角が小さくなり、回折格子としての機能を十分に発揮できなくなる傾向にある。なお、凹凸の平均ピッチとは、山形構造の凹凸の表面における凹凸のピッチ(隣り合う凸部同士又は隣り合う凹部同士の間隔)を測定した場合における、凹凸のピッチの平均値のことをいう。また、このような凹凸のピッチの平均値は、表面の凹凸の形状を走査型プローブ顕微鏡(例えば、エスアイアイ・ナノテクノロジー株式会社製の製品名「E−sweep」等)を用いて凹凸解析画像を測定した後に、かかる凹凸解析画像中における、任意の隣り合う凸部同士又は隣り合う凹部同士の間隔を100点以上測定し、その平均を求めて算出される値を採用する。
【0120】
また、基材上に形成された前記凹凸の平均高さは20〜200nmの範囲であることが好ましく、30〜100nmの範囲であることがより好ましく、40〜80nmの範囲であることが更に好ましい。凹凸の平均高さが前記下限未満では、可視光の波長に対し高さが不足するため回折が不十分となる傾向にあり、他方、前記上限を超えると、得られた回折格子を有機EL素子の光取出し口側の光学素子として利用した場合に、EL層内部の電界分布が不均一となり特定の箇所に電界が集中することによる発熱によって素子が破壊されやすくなり、また寿命が短くなり易くなる傾向にある。なお、ここにいう凹凸の平均高さとは、その凹凸形状が形成された表面における凹凸の高さ(凹部及び凸部との深さ方向の距離)を測定した場合において、凹凸の高さの平均値のことをいう。また、このような凹凸の高さの平均値は、表面の凹凸の形状を走査型プローブ顕微鏡(例えば、エスアイアイ・ナノテクノロジー株式会社製の製品名「E−sweep」等)を用いて凹凸解析画像を測定した後に、かかる凹凸解析画像中における、任意の凹部及び凸部との深さ方向の距離を100点以上測定し、その平均を求めて算出される値を採用する。
【0121】
なお、このような凹凸(山形構造の凹凸)を有する基材の凹凸の特性(平均高さや平均ピッチ、平均値(m)等)は、ブロック共重合体の種類や加熱処理時の加熱温度等を調整すること等により、容易に所望の特性に調整することが可能である。
【0122】
〈工程(VI)〜工程(VIII)〉
工程(VI)は、前記工程(V)を施した後の前記凹凸構造上にシード層を形成する工程であり、工程(VII)は、前記シード層上に電鋳(電界めっき)により金属層を積層する工程であり、工程(VIII)は、前記金属層および前記シード層から前記凹凸構造を有する基材を剥離する工程である。このような各工程を以下、図3〜図6を参照しながら説明する。
【0123】
図3は、基材20上に山形構造の凹凸を有する第1ポリマーセグメントからなる層21が形成されている転写用のマスター30を模式的に示す断面図であり、図4は、転写用のマスター30中の第1ポリマーセグメントからなる層21の表面の凹凸上にシード層22が形成されている状態を模式的に示す断面図であり、図5はシード層22の表面上に電鋳(電界めっき)により金属層23が形成された状態を示し、図6は、転写用のマスター30から、金属層23及びシード層22を剥離した状態を模式的に示す断面図である。
【0124】
工程(VI)においては、前記工程(V)を施した後に得られる凹凸構造を有する基材(転写用のマスター30)の該凹凸構造上にシード層22を形成する(図3及び図4参照)。
【0125】
このようなシード層22は、後続の電鋳処理のための導電層となる層である。このようなシード層22を形成する方法は特に制限されず、基材20の表面に形成された凹凸形状の層21上に、前記凹凸の形状を維持しながら、いわゆる導電層を形成することが可能な公知の方法を適宜利用することができ、例えば、無電界めっき、スパッタまたは蒸着等の方法により形成することができる。
【0126】
また、このようなシード層22の厚みとしては、後続の電鋳工程における電流密度を均一にして後続の電鋳工程により堆積される金属層の厚みを一定にすることが可能となるような厚みであればよく特に制限されないが、より高い効果が得られることから、10nm以上であることが好ましく、100nm以上であることがより好ましい。また、このようなシード層の材料としては特に制限されないが、例えば、ニッケル、銅、金、銀、白金、チタン、コバルト、錫、亜鉛、クロム、金・コバルト合金、金・ニッケル合金、ホウ素・ニッケル合金、はんだ、銅・ニッケル・クロム合金、錫ニッケル合金、ニッケル・パラジウム合金、ニッケル・コバルト・リン合金、またはそれらの合金などを用いることができる。
【0127】
このように転写用のマスター30の第1ポリマーセグメントからなる層21の表面(凹凸形状の表面)上にシード層22を形成した後においては、シード層上に電鋳(電界めっき)により金属層を積層する(工程(VII):図5参照)。
【0128】
このような金属層23の厚みは特に制限されず、例えば、シード層22の厚みを含めて全体で10〜3000μmの厚さとしてもよい。電鋳により堆積させる金属層23の材料としては、シード層22として用いることができる上記金属種のいずれかを用いることができる。このような金属層23の材料としては、得られるモールドの耐摩耗性や剥離性などの観点から、ニッケルが好ましく、この場合、シード層22にもニッケルを用いることが好ましい。
【0129】
また、金属層23を形成する際の電鋳の条件としては特に制限されず、公知の電界めっきの方法において採用される条件を適宜採用してもよい。また、このような電鋳の際の電流密度としては、ブリッジを抑制して均一な金属層を形成するとともに電鋳時間を短縮するという観点から、例えば、0.03〜10A/cm2としてもよい。
【0130】
なお、金属層23は、金属層23及びシード層22からなるモールドを利用する際に樹脂層に対する押し付け、剥離及び洗浄などの処理を行うことから、それらの処理の容易性の観点から、適度な硬度及び厚みを有することが好ましい。このような観点から、電鋳により形成される金属層23の硬度を向上させる目的で、金属のモールドの表面にダイヤモンドライクカーボン(DLC)処理やCrめっき加工処理を実施してもよく、あるいは、金属層23をさらに熱処理してその表面硬度を高くしてもよい。
【0131】
このように、金属層23を形成した後においては、図6に示すように、金属層23及びシード層22からなる金属部31を、凹凸構造を有する基材(転写用のマスター30)から剥離する(工程(VIII))。
【0132】
このようにして得られたシード層22及び金属層23からなる金属部31を、凹凸構造を有する基材から剥離することにより、回折格子形成用の母型(モールド)を得ることができる。すなわち、このようにして、シード層22及び金属層23からなる回折格子形成用の母型(モールド)31を得ることができる。
【0133】
このような回折格子形成用の母型(モールド)31を剥離する方法は特に制限されず、公知の方法を適宜利用することができ、物理的に剥がす方法を利用してもよく、あるいは、第1ホモポリマー及び残留するブロック共重合体を、それらを溶解する有機溶媒、例えば、トルエン、テトラヒドロフラン(THF)、クロロホルムなどを用いて溶解して除去することにより、モールド(金属部)31を剥がす方法を利用してもよい。また、このようにして得られるモールド31は、転写用のマスター30の凹凸の特性が転写(反転)されたものとなる。
【0134】
また、回折格子形成用の母型(モールド)31を転写用のマスター30(山型構造の凹凸を有する層21が積層された基材10)から剥離するときに、剥離処理の方法によっては、第1ポリマーセグメントのようなポリマーの一部がモールドの表面に付着した状態で残留する場合がある。このような場合、モールドの表面に付着して残留したポリマーは洗浄にて除去することが好ましい。このような洗浄の方法としては、湿式洗浄や乾式洗浄を用いることができる。また、このような湿式洗浄の方法としては、トルエン、テトラヒドロフラン等の有機溶剤、界面活性剤、アルカリ系溶液での洗浄などにより除去する方法を挙げることができる。なお、有機溶剤を用いる場合には、超音波洗浄を行ってもよい。また、モールドの表面に付着して残留したポリマーは電解洗浄を行うことにより除去してもよい。また、前記乾式洗浄の方法としては、紫外線やプラズマを使用したアッシングにより除去する方法が挙げられる。また、このような湿式洗浄と乾式洗浄とを組み合わせて利用してモールドの表面に付着して残留したポリマーを洗浄除去してもよい。また、このような洗浄後に、純水や精製水でリンスし、乾燥後にオゾン照射してもよい。更に、モールドの表面に付着して残留したポリマーを、前記モールドに樹脂膜(例えばUV硬化樹脂)を塗布して硬化した後、その硬化膜を剥離して取り除く工程を繰り返し実施することにより、除去してもよい。
【0135】
以上、工程(I)〜(VIII)を含む回折格子形成用の母型(モールド)の製造方法について説明したが、このような凹凸の形成された回折格子形成用の母型(モールド)の製造方法は特に制限されず、公知の方法を適宜利用することができ、例えば、工程(I)〜(IV)を実施(好ましくは工程(V)を併せて実施)して得られたブロック共重合体のミクロ相分離構造に由来した凹凸構造を有する樹脂層をそのままモールドとして利用してもよく、或いは、工程(I)〜(IV)を実施(好ましくは工程(V)を併せて実施)して得られたブロック共重合体のミクロ相分離構造に由来した凹凸構造を有する樹脂層を利用して、その樹脂層の凹凸構造の表面上に転写材料(前述のシード層及び金属層以外の材料)を付着させて硬化させた後、取り外すことにより、表面に凹凸が形成された凹凸転写部材を得て、これを回折格子形成用の母型(モールド)として利用してもよく、更には、工程(I)〜(VIII)を実施して得られたモールドを利用して回折格子を形成し、その得られた回折格子を新たな回折格子形成用の母型(モールド)として利用してもよい。このような転写材料としては、特に限定されず、例えば、シリコーン系ポリマー(シリコーンゴム)、ウレタンゴム、ノルボルネン樹脂、ポリカーボネート、ポリエチレンテレフタレート、ポリスチレン、ポリメタクリル酸メチル、アクリル樹脂、液晶ポリマー、エポキシ樹脂等の樹脂組成物であってもよい。また、このような転写材料を付着させる方法としては、特に限定されず、例えば、真空蒸着法;スピンコート法、スプレーコート法、ディップコート法、滴下法、グラビア印刷法、スクリーン印刷法、凸版印刷法、ダイコート法、カーテンコート法、インクジェット法、スパッター法等の各種コート方法を採用することができる。また、転写材料を硬化させる条件としては、使用する転写材料の種類により異なるが、例えば、硬化温度が室温〜250℃の範囲であり、硬化時間が0.5分〜3時間の範囲であることが好ましい。また、紫外線や電子線のようなエネルギー線を照射することで硬化させる方法でもよく、その場合には、照射量は20mJ/cm2〜10J/cm2の範囲であることが好ましい。また、転写材料を利用する工程を繰り返して、凹凸の反転や転写を繰り返すことにより最終的なモールド(母型)を製造してもよい。このような転写材料を用いて凹凸の反転及び転写を繰り返すことによって、凹凸の反転及び転写をする前の凹凸構造(マスターの凹凸構造)の凸部の側面に凹凸(オーバーハングを含む)が発生しているような場合であっても、その工程ごとに断面形状を滑らかなものとすること(凹部の最下部と凸部の頂点とを結ぶ線をより滑らかなものとすること)が可能となる。そのため、このような転写材料を用いて凹凸の反転及び転写を繰り返すことによって、凹凸の反転及び転写をする前の凹凸構造(マスターの凹凸構造)の凸部の側面に凹凸(オーバーハングを含む)が発生しているような場合であっても、凹凸の形状を所望の形状(例えば、上述のような山形形状)とすることも可能である。
【0136】
また、このような凹凸の形成された回折格子形成用の母型(モールド)の製造するための他の方法としては、例えば、70℃以上の温度条件下において、熱により体積が変化するポリマーからなるポリマー膜の表面に蒸着膜を形成した後、前記ポリマー膜及び前記蒸着膜を冷却することにより、前記蒸着膜の表面に皺による凹凸を形成する工程(i)と、前記蒸着膜上に母型材料を付着させ硬化させた後に、硬化後の母型材料を前記蒸着膜から取り外して母型を得る工程(ii)を含む方法を利用してもよい。以下、このような工程(i)と工程(ii)とを分けて説明する。
【0137】
〈工程(i)〉
工程(i)は、70℃以上の温度条件下において、熱により体積が変化するポリマーからなるポリマー膜の表面に蒸着膜を形成した後、前記ポリマー膜及び前記蒸着膜を冷却することにより、前記蒸着膜の表面に皺による凹凸を形成する工程である。このような工程においては、先ず、ポリマー膜形成用基板上に熱により体積が変化するポリマーからなるポリマー膜を準備する。このような熱により体積が変化するポリマーとしては、加熱又は冷却により体積が変化するもの(例えば、熱膨張係数が50ppm/K以上のもの)を適宜使用することができるが、ポリマーの熱膨張係数と蒸着膜の熱膨張係数との差が大きく、高い柔軟性を有しており、蒸着膜の表面に皺による凹凸を形成しやすいという観点から、シリコーン系ポリマーがより好ましく、ポリジメチルシロキサンを含有するシリコーン系ポリマーであることが特に好ましい。また、このようなポリマー膜を形成する方法としては、特に制限されないが、例えば、スピンコート法、ディップコート法、滴下法、グラビア印刷法、スクリーン印刷法、凸版印刷法、ダイコート法,カーテンコート法、インクジェット法、スプレーコート法、スパッター法、真空蒸着法等を採用して基板上に前記ポリマーを塗布する方法を採用することができる。
【0138】
また、ポリマー膜形成用基板としては特に制限されず、ポリマーの膜を形成する際に用いることが可能な公知の基板(ガラス基板等)を適宜用いることができる。また、このようにして形成するポリマー膜の厚みとしては、10〜5000μmの範囲であることが好ましく、10〜2000μmの範囲であることがより好ましい。なお、このようなポリマー膜は基板に積層したまま用いてもよく、あるいは、基板から取り外して用いてもよい。
【0139】
また、工程(i)においては、前記ポリマー膜を準備した後に、70℃以上の温度条件下において、ポリマー膜の表面に蒸着膜を形成する。蒸着膜を形成する際の温度は70℃以上であることが必要であり、90℃以上とすることがより好ましい。前記温度が70℃未満では、蒸着膜の表面に皺による凹凸を十分に形成することができない。蒸着膜を形成する方法としては、蒸着法、スパッタ法等の公知の方法を適宜採用することができる。これらの方法の中でも、ポリマー膜の表面に形成されている凹凸の形状を維持するという観点から、蒸着法を採用することが好ましい。また、蒸着膜の材質は特に限定されないが、例えば、アルミニウム、金、銀、白金、ニッケル等の金属、酸化アルミニウム等の金属酸化物が挙げられる。
【0140】
さらに、工程(i)においては、前述のようにしてポリマー膜の表面に蒸着膜を形成した後に、ポリマー膜及び蒸着膜を冷却することにより、蒸着膜の表面に皺による凹凸を形成する。このように、ポリマー膜上に蒸着膜を形成した後に冷却すると、ポリマー膜及び蒸着膜の体積はそれぞれ変化するが、ポリマー膜を形成する材料の熱膨張係数と蒸着膜を形成する材料の熱膨張係数との間に差があるため、各層の体積の変化率がそれぞれ異なるものとなり、蒸着膜の表面に皺による凹凸(いわゆるバックリングパターン、又は、いわゆるチューリングパターン)が形成される。また、冷却後のポリマー膜及び蒸着膜の温度は40℃以下であることが好ましい。冷却後のポリマー膜及び蒸着膜の温度が前記上限を超える場合には、蒸着膜の表面に皺による凹凸を形成しにくくなる傾向にある。さらに、ポリマー膜及び蒸着膜を冷却する際の降温速度は1〜80℃/分の範囲内とすることが好ましい。前記降温速度が前記下限未満では、凹凸が緩和されてしまう傾向にあり、他方、前記上限を超えると、ポリマー膜又は蒸着膜の表面にクラック等の傷が発生しやすくなる傾向にある。
【0141】
〈工程(ii)〉
工程(ii)は、前記蒸着膜上に母型材料を付着させ硬化させた後に、硬化後の母型材料を前記蒸着膜から取り外して回折格子形成用の母型を得る工程である。このような工程においては、先ず、蒸着膜の表面上(凹凸形状を有する面)に、母型材料を付着させる。
【0142】
このような母型材料としては、得られる母型が凹凸形状の型として使用するための強度や硬度等を維持することが可能なものであればよく、特に限定されず、例えば、ニッケル、ケイ素、炭化ケイ素、タンタル、グラッシーカーボン、石英、シリカ等の無機物;シリコーン系ポリマー(シリコーンゴム)、ウレタンゴム、ノルボルネン樹脂、ポリカーボネート、ポリエチレンテレフタレート、ポリスチレン、ポリメタクリル酸メチル、アクリル、液晶ポリマー等の樹脂組成物が挙げられる。これらの母型材料の中でも、成形性、微細形状の追従性、型離れという観点から、シリコーン系ポリマー、ニッケル、ケイ素、炭化ケイ素、タンタル、グラッシーカーボン、石英、シリカがより好ましく、シリコーン系ポリマーが更により好ましく、ポリジメチルシロキサンを含有するシリコーン系ポリマーであることが特に好ましい。
【0143】
また、このように母型材料を蒸着膜の凹凸形状が形成されている面上に付着させる方法としては、特に限定されず、例えば、電気めっき;真空蒸着法;スピンコート法、スプレーコート法、ディップコート法、滴下法、グラビア印刷法、スクリーン印刷法、凸版印刷法、ダイコート法,カーテンコート法、インクジェット法、スパッター法等の各種コート方法を採用することができる。
【0144】
また、工程(ii)においては、前述のようにして蒸着膜の表面上に母型材料を付着させた後に、その母型材料を硬化させる。母型材料を硬化させる条件としては、使用する母型材料の種類により異なるものであり、一概に言えるものではないが、例えば、樹脂材料を利用した場合には、その材料の種類に応じて、硬化温度を室温〜250℃の範囲とし、硬化時間が0.5分〜3時間の範囲とすることが好ましい。また、母型材料の種類に応じて、紫外線や電子線のようなエネルギー線を照射することにより母型材料を硬化させる方法を採用してもよく、その場合には、照射量は20mJ/cm2〜10J/cm2の範囲であることが好ましい。
【0145】
また、工程(ii)においては、前述のようにして蒸着膜の表面上に母型材料を硬化させた後に、母型材料を硬化して得られる層を蒸着膜から取り外すことにより、回折格子形成用の母型を得る。このように母型を蒸着膜から取り外す方法としては、特に限定されず、適宜公知の方法を採用することができる。
【0146】
また、熱により体積が変化するポリマーを母型材料として利用して母型を製造した場合には、その母型をポリマー膜として用いて工程(i)及び工程(ii)を繰り返してもよい。このようにして工程(i)及び工程(ii)を繰り返し実施することで、母型の表面に形成されている皺を深くすることができ、母型の表面に形成されている凹凸の平均高さをより大きくすることができる。
【0147】
また、このようにして工程(i)及び工程(ii)を実施して得られた母型の表面に樹脂(母型材料に用いた材料)を塗布して硬化させた後、これを取り外したものを母型としてもよく、更に、得られた母型の表面に樹脂を塗布する代わりに、樹脂の塗膜に前記母型を押し付け、かかる樹脂を硬化させて得られる硬化樹脂の凹凸膜を母型としてもよい。このように、凹凸を反転させた樹脂膜も母型として利用できる。
【0148】
さらに、工程(i)及び工程(ii)を実施して得られた母型から1以上の中間的な母型を介して、凹凸の反転や転写を繰り返すことにより最終的な母型を製造してもよい。このような中間的な母型としては、適宜凹凸構造を反転又は転写させたものを利用できる。また、このように、凹凸の反転や転写を繰り返して母型を製造した場合には、母型の凹凸構造を転写する際に、樹脂膜等の剥離が困難な柔軟性のない基板(例えばガラス)を用いた場合にも凹凸構造の転写を容易にするために、一旦柔軟性のある材料(例えばプラスチックフィルムやシリコーンゴム)への転写を介することも可能となり、用いた母型と凹凸構造を合わせる(偶奇を合わせる)ことが容易になる傾向にある。また、これらの中間的な母型に熱により体積が変化するポリマーを塗布し、硬化させて得られたポリマー膜を母型とし、更に、前記工程(i)及び前記工程(ii)を繰り返してもよい。また、中間的な母型がUV硬化樹脂からなる場合には、その製造時に紫外光を照射して中間的な母型を得た後、再度、紫外光を照射してポストキュアを行ってもよい。このようにして、UV硬化樹脂からなる母型に再度、紫外光を照射してポストキュアを行うことにより、母型の架橋度が向上し、機械的強度や耐薬品性が向上する傾向にある。
【0149】
また、工程(i)及び工程(ii)を実施して得られた母型(中間的な母型を含む)に対して、公知の方法を利用してメッキ処理を施して母型を金属金型化してもよい。このようにしてメッキ化して金属金型化することにより、機械的強度に優れ、繰り返し使用が可能な母型を得られる傾向にある。このようにしてメッキ化した母型をナノインプリント等のモールドとして使用することで、硬化樹脂基板に繰り返し転写して所定の凹凸パターンを有する樹脂基板を量産することが可能となる。このようなメッキ化に利用できる材料としては、ニッケル、銅、鉄、ニッケルコバルト合金、ニッケル鉄合金等が挙げられる。なお、このようなメッキ層の厚みは、機械的な強度や金型作製に要する時間等の観点から、50μm〜1mmであることが好ましい。また、このようにして得られた母型を大気圧下において80〜200℃程度の温度条件で1〜48時間程度加熱したものを、回折格子の製造に用いる母型として用いてもよい。
【0150】
以上のような回折格子形成用の母型(モールド)の製造方法を適宜利用して最終的に得られる回折格子形成用の母型(モールド)の凹凸形状としては、前述の第一の凹凸と同様の特性を有することが好ましい。このような凹凸の形状は、用いるポリマーの種類や加熱工程における加熱条件等を適宜変更することや転写工程を繰り返すこと等により、容易に調整することが可能である。
【0151】
次に、得られた回折格子形成用の母型(モールド)31を利用して回折格子を製造する工程について説明する。すなわち、透明支持基板上に、回折格子(凹凸層)11を形成するための材料(回折格子形成材料)を塗布し、母型31を押し付けつつ前記回折格子形成材料を硬化させた後、母型31を取り外すことにより、前記透明支持基板上に凹凸が形成された回折格子11を積層する工程(回折格子を製造する工程)について説明する。
【0152】
図7〜9は、回折格子の製造方法の好適な一実施形態を説明するための模式図である。そして、図7は、透明支持基板10上に回折格子形成材料11’を塗布した状態を模式的に示す断面図であり、図8は、母型31を押し付けつつ回折格子形成材料を硬化させた状態を模式的に示す断面図であり、図9は、母型31を取り外して回折格子11の表面に凹凸が形成された状態を模式的に示す断面図である。
【0153】
このような回折格子11を製造する工程においては、先ず、透明支持基板10上に回折格子形成材料11’を塗布する(図7参照)。その後、回折格子形成材料11’の途膜に、回折格子形成用の母型(モールド)31を押し付けつつ回折格子形成材料を硬化させる(図8参照)。
【0154】
このような透明支持基板10は、前述の透明支持基板10と同様のものである。また、このような回折格子形成材料11’としては、前述の回折格子11(凹凸層)を形成するための材料として説明したもの(樹脂材料や、透明無機層形成材料)と同様のものを用いることができる。
【0155】
このような回折格子形成材料11’として透明無機層形成材料を用いる場合(凹凸層を無機層とする場合)においては、より効率よくゾルゲル法によりパターンが転写された凹凸層を形成するために、金属材料を含むゾル溶液を用いることが好ましい。このような金属材料を含むゾル溶液としては特に制限されるものではないが、例えば、凹凸層をシリカからなる無機層とする場合としては、シリカ前駆体(金属アルコキシド)を含有するゾル溶液が挙げられる。また、このようなシリカ前駆体としては、テトラメトキシシラン(TMOS)、テトラエトキシシラン(TEOS)、テトラ−i−プロポキシシラン、テトラ−n−プロポキシシラン、テトラ−i−ブトキシシラン、テトラ−n−ブトキシシラン、テトラ−sec−ブトキシシラン、テトラ−t−ブトキシシラン等のテトラアルコキシドモノマーや、メチルトリメトキシシラン、エチルトリメトキシシラン、プロピルトリメトキシシラン、イソプロピルトリメトキシシラン、フェニルトリメトキシシラン、メチルトリエトキシシラン、エチルトリエトキシシラン、プロピルトリエトキシシラン、イソプロピルトリエトキシシラン、フェニルトリエトキシシラン、メチルトリプロポキシシラン、エチルトリプロポキシシラン、プロピルトリプロポキシシラン、イソプロピルトリプロポキシシラン、フェニルトリプロポキシシラン、メチルトリイソプロポキシシラン、エチルトリイソプロポキシシラン、プロピルトリイソプロポキシシラン、イソプロピルトリイソプロポキシシラン、フェニルトリイソプロポキシシラン等のトリアルコキシドモノマーや、これらモノマーを少量重合したポリマー、前記材料の一部に官能基やポリマーを導入した複合材料等の金属アルコキシドが挙げられる。なお、前記ゾル溶液としては、ゾルゲル法により無機層を形成することが可能なゾル溶液であればよく、金属材料の種類は特に制限されず、金属アルコキシド以外に、金属アセチルアセトネート、金属カルボキシレート、オキシ塩化物、塩化物や、それらの混合物などが挙げられる。また、このような金属材料中の金属種としても特に限定されるものではなく、ケイ素(Si)以外の金属種であっても、ゾルゲル法で無機層を形成することが可能な金属種であれば適宜利用することができ、例えば、Ti、Sn、Al、Zn、Zr、In等を適宜利用してもよい。また、前記金属材料としては1種を単独で用いてもよく、あるいは2種以上を組み合わせて混合物として利用してもよい。また、このようなゾル溶液としては、無機層(前記金属単体や前記金属の酸化物からなる層)の前駆体を適宜混合したものを用いることもできる。また、ゾル溶液に、TEOSとMTESの混合物を用いる場合には、それらの配合比は特に制限されず、1:1としてもよい。
【0156】
さらに、このようなゾル溶液の溶媒としては、例えばメタノール、エタノール、イソプロピルアルコール(IPA)、ブタノール等のアルコール類、ヘキサン、ヘプタン、オクタン、デカン、シクロヘキサン等の脂肪族炭化水素類、ベンゼン、トルエン、キシレン、メシチレン等の芳香族炭化水素類、ジエチルエーテル、テトラヒドロフラン、ジオキサン等のエーテル類、アセトン、メチルエチルケトン、イソホロン、シクロヘキサノン等のケトン類、ブトキシエチルエーテル、ヘキシルオキシエチルアルコール、メトキシ−2−プロパノール、ベンジルオキシエタノール等のエーテルアルコール類、エチレングリコール、プロピレングリコール等のグリコール類、エチレングリコールジメチルエーテル、ジエチレングリコールジメチルエーテル、プロピレングリコールモノメチルエーテルアセテート等のグリコールエーテル類、酢酸エチル、乳酸エチル、γ−ブチロラクトン等のエステル類、フェノール、クロロフェノール等のフェノール類、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド、N−メチルピロリドン等のアミド類、クロロホルム、塩化メチレン、テトラクロロエタン、モノクロロベンゼン、ジクロロベンゼン等のハロゲン系溶媒、2硫化炭素等の含ヘテロ元素化合物、水、およびこれらの混合溶媒が挙げられる。特に、エタノールおよびイソプロピルアルコールが好ましく、また、それらに水を混合したものも好ましい。
【0157】
また、このようなゾル溶液中に添加することが可能な添加物としては、粘度調整のためのポリエチレングリコール、ポリエチレンオキシド、ヒドロキシプロピルセルロース、ポリビニルアルコールや、溶液安定剤であるトリエタノールアミンなどのアルカノールアミン、アセチルアセトン等のβ―ジケトン、β―ケトエステル、ホルムアミド、ジメチルホルムアミド、ジオキサンなどが挙げられる。
【0158】
また、回折格子形成材料の塗工厚みは、回折格子11の厚みが0.01〜500μmとなる範囲であることが好ましい。回折格子形成材料の塗工厚みが前記下限未満では、凹凸層の表面に形成される凹凸の高さが不十分となる傾向にあり、他方、前記上限を超えると、凹凸層の硬化時に生じる材料の体積変化の影響が大きくなり、凹凸形状が良好に形成できなくなる傾向にある。
【0159】
また、透明支持基板10上に回折格子形成材料11’(前記ゾル溶液を含む。)を塗布する方法としては、例えば、スピンコート法、スプレーコート法、ディップコート法、滴下法、グラビア印刷法、スクリーン印刷法、凸版印刷法、ダイコート法,カーテンコート法、インクジェット法、スパッター法等の各種コート方法を採用することができる。
【0160】
さらに、回折格子形成材料11’が樹脂材料の場合において、回折格子形成材料を硬化させる条件としては、使用する樹脂材料の種類により異なるが、例えば、硬化温度が室温〜250℃の範囲であり、硬化時間が0.5分〜3時間の範囲であることが好ましい。また、回折格子形成材料が紫外線や電子線のようなエネルギー線を照射することで硬化する材料の場合には、エネルギー線を照射させる方法を採用してもよく、その場合には、照射量は20mJ/cm2〜5J/cm2の範囲であることが好ましい。
【0161】
また、前記ゾル溶液を用いて回折格子形成材料を硬化させる場合(無機層を形成する場合)には、金属種や利用する金属材料の種類に応じて、いわゆるゾルゲル法に利用することが可能な公知の条件を適宜採用して、ゾル溶液から硬化層(無機層)を形成すればよい。例えば、シリカ前駆体を含むゾル溶液を用いてシリカからなる無機層(凹凸層)を形成する場合には、加水分解及び重縮合反応を行わせることによって非晶質シリカを合成して無機層を形成することができる。このような加水分解及び重縮合反応は、非晶質シリカを合成することが可能な条件であればよく、特に制限されないが、前記ゾル溶液のpHを調製するために塩酸等の酸や、アンモニア等のアルカリを添加することが好ましく、そのpHを4以下若しくは10以上とすることがより好ましい。また、前記加水分解を行うために、水を別途添加してもよい。なお、このように加水分解を行うために、水を別途添加する場合に、その水の添加量は、金属アルコキシド種に対してモル比で1.5倍以上にすることが好ましい。また、回折格子形成材料11’として透明無機層形成材料を用いる場合(凹凸層を無機層とする場合)においては、ゾル溶液の塗膜に回折格子形成用の母型(モールド)31を押し付ける際に、加熱した押圧ロールを利用することが好ましい。このようにして、塗膜に加熱しながらモールドを押し付けることにより、モールドを押し付けつつ硬化させることが可能となり、より効率よく凹凸層を形成できる傾向にある。また、このようにして、透明無機層形成材料を硬化して無機層を形成させた後においては、機械的強度を高めるという観点から、更に、200〜1200℃の温度で5分〜6時間加熱することが好ましい。
【0162】
なお、回折格子11が透明無機層形成材料により形成された場合においては、樹脂材料を利用した場合と比較して、回折格子11の耐熱性が向上する傾向にある。そのため、回折格子11が透明無機層形成材料により形成された場合においては、いわゆる加熱スパッタにより低抵抗の透明電極(例えばITO)を効率よく製膜でき、より電力効率の高い有機EL素子が得られるばかりか、高温条件下において、その有機EL素子を使用した場合においても、回折格子11が変色等することなく、高温による劣化をより十分に抑制できる。また、回折格子11が透明無機層形成材料により形成された場合においては、素子化前に、その回折格子11の凹凸パターン面にブラシ洗浄を行うことも可能である。凹凸層を形成するための材料として透明無機層形成材料を利用した場合には、樹脂材料を利用した場合と比較して、凹凸層の表面の機械的強度がより高いものとなるため、ブラシ洗浄工程により層の表面に傷が発生することをより十分に抑制できるため(基本的に傷が発生しないため)、効率よく凹凸層の表面を洗浄でき、表面上の異物等をより効率よく除去することができるため、表面上の異物等に起因する不良発生を十分に抑制できる(不良発生率を低減できる)。更に、回折格子11が透明無機層形成材料により形成された場合においては、樹脂材料を利用した場合と比較して、耐薬品性により優れた層を形成でき、層の耐アルカリ性をより高度な水準なものに向上させることも可能である。そのため、その表面の洗浄工程において各種洗浄溶媒を用いることが可能である。すなわち、素子化前の洗浄工程において洗浄液を選ばず、アルカリや各種有機溶剤を適宜利用することも可能となる。また、上述のように、回折格子11が透明無機層形成材料により形成された場合においては、樹脂材料を利用した場合と比較して、耐薬品性により優れた層を形成できることから、ITOパターニングのレジスト、現像液によるダメージもより低減させることできる傾向にある。また、回折格子11が透明無機層形成材料により形成された場合においては、樹脂材料を利用した場合と比較して、回折格子11の耐UV性をより高い水準のものとすることができる。そのため、回折格子11が透明無機層形成材料により形成された場合においては、UVオゾン洗浄により有機系汚染物を効率よく洗浄除去することが可能となり、有機系汚染物由来の不良率を低下させることが可能となるばかりか、屋外で使用した場合においても太陽光による劣化を十分に抑制でき、耐候性をより高度なものとすることができる傾向にある。
【0163】
また、このような回折格子の製造工程においては、次いで、硬化後の回折格子11から母型31を取り外す(図9参照)。このように硬化後の回折格子11から母型31を取り外す方法としては、特に限定されず、公知の方法を適宜採用することができる。このようにして、透明支持基板10上に凹凸が形成された回折格子11を積層することができる。
【0164】
なお、このような工程を実施して、母型(モールド31)を用いてその凹凸構造を回折格子形成材料に転写する場合において、回折格子形成材料からの離型性を向上させるために、母型31に予め離型処理を行ってもよい。このような離型処理としては、表面エネルギーを下げる処方が一般的であり、特に制限はないが、フッ素系の材料やシリコーン樹脂等の離型剤(例えばダイキン化成品販売株式会社製の商品名「HD−2101TH」)をモールド31の凹凸表面にコーティングしたり、フッ素系のシランカップリング剤で処理する方法、ダイヤモンドライクカーボンを表面に成膜する方法などが挙げられる。
【0165】
このようにして所望のパターンを有する回折格子11を備える透明支持基材10を得ることができるが、このようにして得られた回折格子11を備える透明支持基材10を、回折格子形成用の母型(モールド)として利用して、回折格子11を製造する工程を再度実施してもよい。すなわち、回折格子11を備える透明支持基材10を母型として反転パターンのレプリカを製造してもよく、この場合には、そのレプリカを回折格子11として利用すればよい。また、このような反転、転写する工程は繰り返し実施してもよく、例えば、反転パターンのレプリカを母型として上記転写工程を再度繰り返して子レプリカを形成してもよい。このように凹凸の反転及び転写を繰り返して、最終的に第一の凹凸の形成された回折格子11を形成してもよい。なお、このようにレプリカを順次複製する場合には、母型として用いる凹凸層の凹凸パターンが形成されている面に蒸着法またはスパッタ法などの気相法により膜を積層してもよい。このように膜を積層することにより、その表面に樹脂を塗布する等して転写等を行う際に、その樹脂(例えばUV硬化樹脂)との密着性を低下させることができ、母型を剥がし易くなる。また、このような蒸着膜は、例えば、アルミニウム、金、銀、白金、ニッケル等の金属、酸化アルミニウム等の金属酸化物が挙げられる。また、このような膜の厚みとしては5〜500nmであることが好ましい。このような厚みが前記下限未満では均一な膜が得られにくく十分な密着性の低下効果が薄れ、前記上限を超えると母型の形状がなまり易くなる。レプリカの凹凸層がUV硬化樹脂からなる場合には、樹脂硬化後に、再度、紫外光を照射するなどして、適宜ポストキュアを行ってもよい。
【0166】
(有機EL素子形成工程)
次いで、有機EL素子形成工程について説明する。有機EL素子形成工程は、回折格子形成工程により得られた回折格子11の表面上に、透明電極12、有機層13及び金属電極14を、回折格子11の表面に形成されている第一の凹凸の形状が維持されるようにして、それぞれ積層して有機EL素子を得る工程である。
【0167】
このように、透明電極12を前記第一の凹凸の形状が維持されるようにして前記回折格子上に積層するための方法としては、例えば、上述のような透明電極の材料を利用して、蒸着法、スパッタ法等の公知の方法により透明電極12を積層する方法を好適に採用することができる。このように、蒸着法、スパッタ法等の公知の方法を採用し、上述のような透明電極の材料を利用して条件を適宜変更しながら透明電極を積層することにより、前記第一の凹凸の形状を十分に維持した透明電極12を形成することができる。すなわち、透明電極12の材料が金属や金属酸化物からなるものであるため、蒸着法、スパッタ法等の公知の方法を採用しつつ蒸着時の条件やスパッタ条件等を適宜変更することで、上述のような範囲の標準偏差(σ)、標準偏差の変化率を有する凹凸を容易に形成でき、第一の凹凸の特性に由来する凹凸(例えば、尖度、平均高さ、平均ピッチ、不等式(1)の条件に関して第一の凹凸の同様に前記条件を満たすもの)を容易に形成することができる。また、透明電極12を積層する方法としては、より効率よく、上述のような範囲の標準偏差(σ)及び標準偏差の変化率を有する凹凸を形成することが可能であることから、スパッタ法を採用することが好ましい。
【0168】
また、このような有機層13を、回折格子11の表面に形成されている第一の凹凸の形状が維持されるようにして積層する方法としては、例えば、上述のような有機層の各層を構成する材料を順次利用して、前記透明電極12上に、蒸着法、スパッタ法等の公知の方法により有機層13の各層を順次積層する方法を好適に採用することができる。また、これらの方法の中でも、回折格子11の表面に形成されている第一の凹凸の形状をより十分に維持することができ、上述のような範囲の標準偏差(σ)、標準偏差の変化率を有する第四〜六の凹凸をより効率よく形成できるばかりか、第一の凹凸の特性に由来する凹凸の特性(例えば、尖度、平均高さ、平均ピッチ、不等式(1)の条件に関して第一の凹凸の同様に前記条件を満たすもの)を有する第四〜六の凹凸をより確実に形成することが可能であることから、真空蒸着法を採用することがより好ましく、その真空蒸着法に用いる前記正孔輸送層、前記発光層及び前記電子輸送層の各層を構成する前記ドーパント材料以外の材料(ただし、ドーパント材料(燐光材料等)がガラス転移温度の測定が可能なものである場合には、そのドーパント材料も含む。)がいずれも、ガラス転移温度が70℃〜300℃の有機材料であることが更に好ましい。このようなガラス転移温度の有機材料を用いることで、蒸着時に材料が到着した部位(被覆される物上の部位)及びその近傍に、その材料を容易に固定化できるため、前記第一の凹凸の形状を十分に維持した凹凸形状を有する有機層の各層をより確実に形成することができ、これにより、上述のような範囲の標準偏差(σ)、標準偏差の変化率を有する凹凸をより効率よく形成できる。なお、ドーパント材料が分散した発光層を得る方法としては、公知の方法を適宜採用することができ、例えば、ホスト材料とドーパント材料とを利用した共蒸着法を採用してもよい。
【0169】
また、金属電極14を回折格子11の表面に形成されている第一の凹凸の形状が維持されるようにして積層する方法としては、前述の金属電極14の材料を利用して、前記有機層13上に、蒸着法、スパッタ法等の公知の方法により金属電極14を積層する方法を好適に採用することができる。これらの方法の中でも、回折格子11の表面に形成されている第一の凹凸の形状をより十分に維持することができ、上述のような範囲の標準偏差(σ)、標準偏差の変化率を有する第二の凹凸をより効率よく形成できるばかりか、第一の凹凸の特性に由来する凹凸の特性(例えば、尖度、平均高さ、平均ピッチ、不等式(1)の条件に関して第一の凹凸の同様に前記条件を満たすもの)を有する第二の凹凸を形成することも可能であることから、真空蒸着法を採用することが好ましい。
【0170】
以上、図1に示す実施形態の有機EL素子に基づいて、本発明の有機EL素子の好適な実施形態について説明したが、本発明の有機EL素子は上記実施形態に限定されるものではない。例えば、図1に示す実施形態の有機EL素子においては、有機層の構成が、正孔輸送層/発光層/電子輸送層の順に積層された構成となっているが、本発明の有機EL素子は、透明支持基板、回折格子、透明電極、少なくとも発光層を備える有機層及び金属電極を備えているものであればよく、有機層の構成は特性されるものではない。
【0171】
すなわち、本発明において、透明電極上に積層する有機層は、発光層を備えていればよく、他の構成は特に制限されず、有機EL素子の有機層に用いることが可能な公知の有機層を適宜利用することができる。このような有機層は、少なくとも1層の発光層を備えていればよく、発光層と発光層以外の種々の有機薄膜層の積層体としてもよい。このような発光層以外の有機薄膜層としては、有機EL素子に用いることが可能なものであればよく、特に制限されず、例えば、正孔輸送層、電子輸送層、陽極バッファー層、正孔阻止層、電子阻止層、陰極バッファー層(有機材料の含有量が50質量%以上である場合の陰極バッファー層:金属系の材料により形成された無機層である場合を除く)等が挙げられる。また、正孔輸送層もしくは電子輸送層が発光層の役割を兼ねていてもよく、この場合には、透明電極と金属電極の間の有機層を2層構成(正孔輸送層/電子輸送層の構成:なお、一方の層が発光層として機能する。)としてもよい。
【0172】
より具体的には、図1に示す実施形態においては有機層13が下記構成(A):
(A)正孔輸送層131/発光層132/電子輸送層133(以下、記号「/」は積層されていることを示す。)
で示される積層構成を有するものであったが、本発明においては、有機層が、他の層として陽極バッファー層、正孔阻止層、電子阻止層などの公知の有機材料からなる層を適宜積層した積層構成の層であってもよく、更には、有機層中の発光層を、ホスト材料の種類がそれぞれ異なる第一の発光層及び第二の発光層の2層からなるものとしてもよい。
【0173】
このように、有機層が発光層以外の他の層(発光層以外の有機材料よりなる層)を含有する場合、かかる他の層(正孔輸送層、電子輸送層、陽極バッファー層、正孔阻止層、電子阻止層、陰極バッファー層(有機材料により形成される場合の陰極バッファー層)等)の金属電極と対向する面の表面に形成された凹凸は、それらの層の厚みが10nm以上である場合には、図1に示す実施形態において説明した正孔輸送層、発光層、電子輸送層の表面に形成されている凹凸と同様の特性を有することが好ましい。なお、このような有機層が10nm未満の場合には、層の厚みが薄く、基本的に、蒸着法、スパッタ法等により積層することで、その積層する対象物(被積層物)の表面に形成された凹凸形状の特性を十分に維持して積層することが可能であり、積層時に凹凸形状の特性の変化する割合が低いものとなる傾向にあるため、本発明においては、有機層中の各層の厚みが10nm以上である場合に、図1に示す実施形態において説明した正孔輸送層、発光層、電子輸送層の表面に形成されている凹凸と同様の特性を有することを好適な条件としている。また、本発明においては、有機層中の全ての層(それらの層の厚みにかかわらず、全ての層)の金属電極と対向する面の表面に形成された凹凸が図1に示す実施形態において説明した正孔輸送層、発光層、電子輸送層の表面に形成されている凹凸と同様の特性を有することがより好ましい。すなわち、有機層中の厚みが10nm以上である各層(より好ましくは、厚みにかかわらず、有機層中の全ての層)の金属電極と対向する面の表面に形成された凹凸はいずれも、凹凸の深さ分布の標準偏差(σ)が15〜50nmであることが好ましく、また、前記第一の凹凸の深さ分布の標準偏差に対する凹凸の深さ分布の標準偏差の変化率が+15%〜−15%となるものであることが好ましい。なお、このような他の層の凹凸の深さ分布の標準偏差(σ)及び前記標準偏差の変化率の好適な範囲は、前述の正孔輸送層、発光層及び電子輸送層の凹凸の深さ分布の標準偏差(σ)及び前記標準偏差の変化率の好適な範囲と同様の範囲である。また、このような他の層において、前述の範囲の標準偏差(σ)及び標準偏差の変化率を達成するという観点から、その層を構成する材料が、ガラス転移温度(Tg)が70℃〜300℃の有機材料であることが好ましい。このような他の層を形成するための材料のガラス転移温度(Tg)が70℃〜300℃であることにより、より効率よく第一の凹凸に対する追従性の高い凹凸を有する層を形成することができ、これにより、より効率よく各層に前述の範囲内の標準偏差(σ)及び標準偏差の変化率を有する凹凸を形成することが可能となる。なお、このような他の層の材料のガラス転移温度(Tg)の好適な範囲は、前述の正孔輸送層の材料と同様の範囲である。また、有機層中の全ての層の金属電極と対向する面の表面に形成された凹凸はいずれも、第一の凹凸の特性(例えば凹凸高さ等)と同様の特性を有することが好ましい。
【0174】
また、本発明の有機EL素子の構成は、上述のように、特に制限されるものではないが、前記有機層が正孔輸送層と電子輸送層とを更に備えており且つ前記発光層が燐光材料とホスト材料とを含有する層であることが好ましい。このように、本発明の有機EL素子としては、例えば、上記図1に示すような実施形態の有機EL素子であって、発光層が燐光材料とホスト材料とを含有する層であるものが好ましい。
【0175】
また、本発明の有機EL素子の好適な他の実施形態の具体的な一例としては、例えば、図10に示すような、有機層13が下記構成(B):
(B)正孔輸送層131/発光層132/正孔阻止層134/電子輸送層133
で表される積層構成を有し、且つ、有機層13と金属電極14との間に、金属系の材料からなる陰極バッファー層(電子注入層:無機層)15を更に備える構成の有機EL素子が挙げられる。
【0176】
このような正孔輸送層131、発光層132、電子輸送層133の材料としては前述の図1に示す実施形態において説明したものを適宜利用できる。
【0177】
また、このような正孔阻止層134の構成材料としては、公知の材料を適宜利用することができ、例えば、BCP(Tg:83℃)等を用いることができる。なお、正孔阻止層とは、通常の有機EL素子で使われている電子輸送層と構成的には同じものであるが、その機能が電子輸送機能よりも発光層から陰極側に漏れ出すホールの移動を阻止する機能が有力であるために正孔阻止層と名付けられているものであり、一種の電子輸送層と解釈することもできる。このような正孔阻止層134を利用することにより、より効率よく発光させることが可能となる。なお、前述のように、有機層を構成する材料が70℃〜300℃の有機材料であることが好ましいことから、正孔阻止層134の構成材料もガラス転移温度(Tg)が70℃〜300℃の有機材料であることが好ましい。
【0178】
また、正孔阻止層134の厚みとしては、1〜50nmであることが好ましい。また、このような正孔阻止層134を製造する場合においても、正孔阻止層134を第一の凹凸の形状が維持されるようにして積層することが好ましい。このような観点から、正孔阻止層134を製造する方法としては蒸着法、スパッタ法を採用することが好ましい。
【0179】
金属系の材料からなる陰極バッファー層(電子注入層:無機層)15の材料としては、フッ化リチウム(LiF)、Li2O3等の金属フッ化物、Ca、Ba、Cs等の活性の高いアルカリ土類金属等を用いることができる。なお、無機層とは、無機材料(金属および有機金属錯体以外の金属化合物(金属の酸化物、水酸化物、ハロゲン化物、硝酸塩、硫酸塩、炭酸塩等))の含有量が50質量%以上となる層をいう。このような金属系の材料からなる陰極バッファー層15の厚みは0.1〜10nmの範囲であることが好ましい。また、このような陰極バッファー層15を製造する場合においても、これらの各層を第一の凹凸の形状が維持されるようにして、それぞれ積層することが好ましく、かかる積層方法として、蒸着法、スパッタ法を採用することが好ましい。なお、金属系の材料からなる陰極バッファー層15はその構成材料が金属又は金属化合物からなる層であり且つ基本的に薄い層であるため、蒸着法、スパッタ法等により積層することで、その積層する対象物(被積層物)の表面に形成された凹凸形状の特性を十分に維持して積層することが可能である。また、金属系の材料からなる陰極バッファー層15においても、金属電極と対向する面の表面に形成された凹凸が、凹凸の深さ分布の標準偏差(σ)が15〜50nmであることが好ましく、また、前記第一の凹凸の深さ分布の標準偏差に対する凹凸の深さ分布の標準偏差の変化率が+15%〜−15%となるものであることが好ましい。
【0180】
更に、本発明の有機EL素子の好適な他の実施形態としては、前記有機層が正孔輸送層と電子輸送層とを更に備えており且つ前記発光層が燐光材料とホスト材料とを含有する層である構成の有機EL素子として、例えば、図11に示すような、有機層が下記構成(C):
(C)正孔輸送層131/第一発光層132(a)/第二発光層132(b)/電子輸送層133
で表される積層構成を有し、且つ、金属系の材料からなる陰極バッファー層15を備える有機EL素子も挙げられる。
【0181】
このような第一発光層132(a)及び第二発光層132(b)としては、発光層132(a)及び(b)において、それぞれホスト材料の種類が異なっていればよい。このような第一発光層132(a)及び第二発光層132(b)に利用され得るホスト材料としては、前述の発光層の材料として説明したものを適宜利用することができる。なお、このような2層の発光層の表面形状(凹凸)はそれぞれ前述の発光層132と同様の特性を有するものである。
【0182】
また、図11に示すような積層構成の有機EL素子においては、正孔輸送層131を構成する材料と、第一発光層132(a)のホスト材料とにおいて同一の種類の有機材料を利用し(例えば、双方の材料をTCTAとする場合などが挙げられる。)、且つ、第二発光層132(b)のホスト材料と電子輸送層133を構成する材料とにおいて同一の種類の有機材料を利用すること(例えば、双方の材料をTPBiとする場合などが挙げられる。)が好ましい。このように、発光層を2層構成としつつ、正孔輸送層131を構成する材料と第一発光層132(a)のホスト材料とに用いる材料に同一の種類の有機材料を利用し且つ第二発光層132(b)のホスト材料と電子輸送層133を構成する材料とに用いる材料に同一の種類の有機材料を利用することにより、正孔輸送層131と発光層132(a)、および電子輸送層133と発光層132(b)の界面が実質的になくなり、エネルギー障壁および界面でのキャリア移動度の低下による効率の低下が抑制できる。なお、燐光発光を利用する有機EL素子においては、ホールが発光層と電子輸送層との間(例えば正孔阻止層を備える場合には発光層と正孔阻止層との界面)に貯まるか、あるいは、電子が発光層と正孔輸送層との間(例えば電子阻止層を備える場合には発光層と電子阻止層との界面)に貯まってしまうと、そこで電子とホールの再結合が起こってしまい、三重項励起状態が消滅し易く、ロールオフ現象が生じ易くなる。このようなロールオフ現象を抑制して三重項励起状態の消滅を防ぐためには、キャリアの再結合領域を広くとるとともに、発光層の界面等における電子とホールの再結合を最小化(ミニマム化)することが有効である。このような観点からも、正孔輸送層131を構成する材料と第一発光層132(a)のホスト材料とに用いる材料に同一の種類の有機材料を利用し且つ第二発光層132(b)のホスト材料と電子輸送層133を構成する材料とに用いる材料に同一の種類の有機材料を利用することが好ましい。
【0183】
また、本発明の有機EL素子の他の実施形態として、例えば、有機層13が下記構成(D)〜(K):
(D)正孔輸送層/電子阻止層/発光層/電子輸送層
(E)正孔輸送層/電子阻止層/発光層/正孔阻止層/電子輸送層
(F)陽極バッファー層(正孔注入層)/正孔輸送層/電子阻止層/発光層/電子輸送層
(G)陽極バッファー層(正孔注入層)/正孔輸送層/電子阻止層/発光層/正孔阻止層/電子輸送層
(H)正孔輸送層/電子阻止層/発光層/電子輸送層/有機材料からなる陰極バッファー層
(I)正孔輸送層/電子阻止層/発光層/正孔阻止層/電子輸送層/有機材料からなる陰極バッファー層
(J)陽極バッファー層(正孔注入層)/正孔輸送層/電子阻止層/発光層/電子輸送層/有機材料からなる陰極バッファー層
(K)陽極バッファー層(正孔注入層)/正孔輸送層/電子阻止層/発光層/正孔阻止層/電子輸送層/有機材料からなる陰極バッファー層
で表される積層構成を有する有機EL素子等も挙げることができる。
【0184】
このような電子阻止層の構成材料としては、公知の材料を適宜利用することができ、例えば、電子阻止層に用いる材料としては、TCTAや、Irppz等を挙げることができる。なお、電子阻止層とは、通常の有機EL素子で使われている正孔輸送層と構成的には同じものであるが、その機能が正孔輸送機能よりも発光層から陽極側に漏れ出す電子の移動を阻止する機能が有力であるために電子阻止層と名付けられているものであり、一種のホール輸送層と解釈することもできる。なお、発光層に燐光材料を用いる場合に、このような電子阻止層を利用することにより、より効率よく燐光発光させることが可能となる。また、このような電子阻止層の厚みとしては、1〜50nmであることが好ましい。このような電子阻止層を製造する際には第一の凹凸の形状が維持されるようにして積層することが好ましく、その積層方法としては蒸着法、スパッタ法を採用することが好ましい。
【0185】
また、このような陽極バッファー層(正孔注入層)の材料としては公知の材料を適宜利用することができ、例えば、銅フタロシアニン、PEDOT等の有機材料が挙げられる。また、このような陽極バッファー層の厚みとしては1〜100nmとすることが好ましい。更に、このような陽極バッファー層を製造する際には第一の凹凸の形状が維持されるようにして積層することが好ましく、その積層方法としては蒸着法、スパッタ法を採用することが好ましい。
【0186】
更に、陰極バッファー層は、Bphen、BCP、TBBPhenなどの有機材料をアルカリ金属化合物やアルカリ金属、アルカリ土類金属化合物やアルカリ土類金属をドープした有機化合物などと共蒸着して、有機層としてもよい。なお、この際に使用される有機材料はTgが70℃〜300℃の範囲にあることが好ましい。また、このような陰極バッファー層の厚みとしては、1〜50nmであることが好ましい。このように有機層の一つとして陰極バッファー層を製造する際には第一の凹凸の形状が維持されるようにして積層することが好ましく、その積層方法としては蒸着法、スパッタ法を採用することが好ましい。
【実施例】
【0187】
以下、実施例及び比較例に基づいて本発明をより具体的に説明するが、本発明は以下の実施例に限定されるものではない。
【0188】
先ず、各実施例及び比較例で得られた有機EL素子の各層に形成された凹凸形状の特性の測定方法を説明する。
【0189】
〈凹凸形状の特性の測定方法〉
凹凸形状の測定方法に際しては、先ず、回折格子に形成されている第一の凹凸、透明電極の金属電極と対向する面(回折格子と対抗する面とは反対側の面)に形成されている凹凸、有機層の各層の金属電極と対向する面(回折格子と対抗する面とは反対側の面)に形成されている凹凸、金属電極の有機層と対向する面に形成されている凹凸の凹凸形状について、それぞれ、任意の3μm角(縦3μm、横3μm)の測定領域に対して、原子間力顕微鏡(SIIナノテクノロジー社製の環境制御ユニット付走査型プローブ顕微鏡「NanonaviIIステーション/E−sweep」)を用いて下記の解析条件:
測定モード:ダイナミックフォースモード
カンチレバー:SI−DF40(材質:Si、レバー幅:40μm、チップ先端の直径:10nm)
測定雰囲気:大気中
測定温度:25℃
による解析を行って、各凹凸形状に関する凹凸解析画像(SPM像)を得た。なお、金属電極の有機層と対向する面に形成されている凹凸の凹凸形状は、得られた有機EL素子の金属電極の外表面に粘着テープ(住友スリーエム社製の商品名「Scotchメンディング粘着テープ」等)を貼り付けた後、大気雰囲気分、室温(25℃)条件下において、その粘着テープを利用して金属電極のみを有機層から剥離し、その粘着テープ上の金属電極表面をSPM像で評価した。
【0190】
次に、各凹凸形状のSPM像を利用して、測定領域内の65536点(縦256点×横256点)の測定点に関して、全測定点のうち、透明支持基板10の表面からの高さが最も高い測定点を求め、かかる測定点を含み且つ透明支持基板10の表面と平行な面を基準面(水平面)として、その基準面からの深さの値(前記測定点における透明支持基板10からの高さの値から各測定点における透明支持基板10からの高さを差し引いた差分)を凹凸深さのデータとして、測定装置(例えばエスアイアイ・ナノテクノロジー株式会社製の製品名「E−sweep」)中のソフトにより自動的に計算して求めた。そして、このような凹凸深さのデータに基づいて、上記式(I)及び(II)を計算して、各凹凸の深さ分布の平均値(m)及び各凹凸の深さ分布の標準偏差(σ)を求めた。また、このような凹凸深さのデータに基づいて、凹凸の深さ分布の中央値(M)、尖度(k)も求めた。なお、凹凸の深さ分布の中央値(M)及び尖度(k)の測定方法は、前述の回折格子11の凹凸の深さ分布の中央値(M)及び尖度(k)の測定方法と同様の方法を採用することにより求めた。
【0191】
また、得られた回折格子の凹凸形状(第一の凹凸の形状)のSPM像を利用して、SPM像に1次傾き補正を含むフラット処理を施した後に、2次元高速フーリエ変換処理を施すことによりフーリエ変換像を得た。そして、このような凹凸解析画像及びフーリエ変換像に基づいて、回折格子の凹凸の平均高さ、凹凸の平均ピッチ、フーリエ変換像の模様を測定した。なお、回折格子の凹凸の平均高さ及び凹凸の平均ピッチは、100点の凹凸の高さ及び距離の平均値とした。
【0192】
(実施例1)
以下のようにして、図10に示す構成(透明支持基板10/回折格子11/透明電極12/正孔輸送層131/発光層132/正孔阻止層134/電子輸送層133/陰極バッファー層15/金属電極14の順で積層された構成)を有する有機EL素子を製造した。
【0193】
〈回折格子形成用の母型(モールド)の調製工程〉
先ず、母型(モールド)の調製工程に利用したブロック共重合体(A)について説明する。
【0194】
[ブロック共重合体(A)]
PSとPMMAのブロック共重合体(Polymer Source社製)、
PSセグメントのMn=868,000、
PMMAセグメントのMn=857,000、
ブロック共重合体のMn=1,725,000
PSセグメントとPMMAセグメントの体積比(PS:PMMA)=53:47、
分子量分布(Mw/Mn)=1.30、
PSセグメントのTg=96℃、
PMMAセグメントのTg=110℃。
【0195】
このようなブロック共重合体(A)としては、第1のポリマーセグメントとしてポリスチレン(以下、適宜「PS」と略する)を、第2のポリマーセグメントとしてポリメチルメタクリレート(以下、適宜「PMMA」と略する)を有するPolymer Source社製のブロック共重合体を利用した。なお、ブロック共重合体(A)における第1及び第2のポリマーセグメントの体積比(第1のポリマーセグメント:第2のポリマーセグメント)は、ポリスチレンの密度が1.05g/cm3であり、ポリメチルメタクリレートの密度が1.19g/cm3であるものとして算出した。ポリマーセグメント又はポリマーの数平均分子量(Mn)及び重量平均分子量(Mw)は、ゲルパーミエーションクロマトグラフィ(東ソー(株)製、型番「GPC−8020」、TSK−GEL SuperH1000、SuperH2000、SuperH3000及びSuperH4000を直列に接続したもの)を用いて測定した。ポリマーセグメントのガラス転移点(Tg)は、示差走査熱量計(Perkin−Elmer社製、製品名「DSC7」)を用いて、0〜200℃の温度範囲について20℃/minの昇温速度にて昇温しつつ測定した。ポリスチレン及びポリメチルメタクリレートの溶解度パラメーターはそれぞれ9.0及び9.3である(化学便覧 応用編 改定2版参照)。
【0196】
次に、実施例1で採用した回折格子形成用の母型(モールド)31の調製工程について説明する。すなわち、先ず、150mgのブロック共重合体(A)、及び、ポリエチレンオキシドとして38mgの東京化成製ポリエチレングリコール4,000(Mw=3000、Mw/Mn=1.10)に、トルエンを、総量が10gになるように加えて溶解させた後、孔径0.5μmのメンブレンフィルターでろ過して、ブロック共重合体溶液を得た。次に、このようにして得られたブロック共重合体溶液を、基材としてのポリフェニレンスルフィドフィルム(東レ(株)製の商品名「トレリーナ」)上に、スピンコートにより200〜250nmの膜厚で塗布した。このようなスピンコートは、回転速度500rpmで10秒間行った後、引き続いて800rpmで30秒間行った。その後、スピンコートで塗布された薄膜を室温で10分間放置して乾燥した。
【0197】
次いで、薄膜が形成された基材を、170℃のオーブン中で5時間加熱した(第1加熱工程)。このような加熱後の薄膜の表面には凹凸が観察されて、薄膜を構成するブロック共重合体がミクロ層分離していることが分かった。なお、薄膜の断面を透過型電子顕微鏡(TEM)(日立社製H−7100FA)により観察したところ、その断面の映像からもミクロ層分離していることが確認された。
【0198】
次に、第一加熱工程後の薄膜を、以下のようにしてエッチング処理して基材上のブロック共重合体の層からPMMAを選択的に分解除去した。このような分解除去工程においては、先ず、前記薄膜に、高圧水銀灯を用いて30J/cm2の照射強度で紫外線を照射した。次いで、前記薄膜を酢酸中に浸漬してPMMAを選択的に分解除去し、イオン交換水で洗浄した後、乾燥した。なお、このような分解除去工程により、上記第一加熱処理により薄膜表面に現れた凹凸よりも、明らかに深い凹凸パターンが基材上に形成されていることが透過型電子顕微鏡(TEM)による測定で確認された。
【0199】
次いで、エッチング処理により形成された凹凸パターンが形成された基材に対して、140℃のオーブン中で1時間の加熱処理(第2加熱工程)を施した。このような第2加熱工程により、凸部の側面がよりなめらかなものとなり、いわゆる山形構造に変形したことが透過型電子顕微鏡(TEM)による測定で確認された。
【0200】
次に、第2加熱工程後の凹凸パターンが形成された薄膜の表面に、スパッタにより、電流シード層として10nmの薄いニッケル層を形成した。次いで、このようなニッケル層が形成された薄膜付きの基材を、スルファミン酸ニッケル浴中に入れ、温度50℃で、電鋳(最大電流密度0.05A/cm2)処理してニッケルを厚み250μmになるまで析出させて、前記ニッケル層(シード層)上に電気めっき層(金属層)を形成せしめた。このようにして形成されたニッケル電鋳体(シード層としてのニケッル層上に電気めっき層としてのニッケル層が積層したもの)を、前記凹凸パターンが形成された薄膜付きの基材から、機械的に剥離した。次いで、このようにして基材から剥離したニッケル電鋳体を日本シービーケミカル製ケミゾール2303中に浸漬し、50℃にて2時間攪拌しながら洗浄した。その後、ニッケル電鋳体に、アクリル系UV硬化樹脂を塗布して硬化し、剥離することを3回繰り返すことで、電鋳体の表面に付着していたポリマー成分を除去し、表面に凹凸が形成されたニッケル電鋳体からなる回折格子形成用のモールド(M−1)を得た。このようにして得られた回折格子形成用のモールド(M−1)の断面を走査型電子顕微鏡(FE−SEM:日立製作所社製S4800)により観察したところ、ニッケル電鋳体の凹凸は滑らかであり、凸部は滑らかな山形形状であることが分かった。
【0201】
次いで、このような回折格子形成用のモールド(M−1)をダイキン化成品販売社製HD−2101THに約1分浸し、乾燥した後、一晩静置した。そして、翌日、回折格子形成用のモールド(M−1)を、ダイキン化成品販売社製HDTH中に浸漬して約1分間超音波処理洗浄を行った。このようにして回折格子形成用の第一のモールド(M−1)の表面に離型処理を施した。
【0202】
次に、回折格子形成用の第一のモールド(M−1)を用いて、回折格子形成用の第二のモールド(M−2)を製造した。すなわち、PET基板(東洋紡製、コスモシャインA−4100)上にフッ素系UV硬化性樹脂(旭硝子株式会社製の商品名「NIF」)を塗布し、ニッケル製の第一のモールド(M−1)を押し付けた後、紫外線を600mJ/cm2で照射してフッ素系UV硬化性樹脂を硬化させ、その後、第一のモールド(M−1)を剥離した。こうして第一のモールド(M−1)の表面形状が転写されたUV硬化樹脂フィルムからなる回折格子形成用の第二のモールド(M−2)を得た。表面形状が転写されたUV硬化樹脂の厚みは1μmであった。
【0203】
〈回折格子形成工程〉
前述の「第二のモールド(M−2)」を利用して、ガラス基板(透明支持基板10)上に硬化樹脂からなる回折格子11を製造した。このような回折格子11の製造の際には、先ず、透明支持基板10として厚さ0.7mmのガラス基板(ソーダライム製)を準備し、そのガラス板の一方の面にフッ素系UV硬化性樹脂(旭硝子株式会社製の商品名「NIF」」)を塗布した。次に、前記フッ素系UV硬化性樹脂の塗膜の表面に第二のモールド(M−2)を押し付けながら、紫外線を600mJ/cm2の条件で照射することにより、フッ素系UV硬化性樹脂を硬化させた。このようにしてフッ素系UV硬化性樹脂が硬化した後、PET基板をガラス基板から剥離した。こうしてガラス基板上に第二のモールド(M−2)の表面形状が転写された第一の凹凸形状を有する硬化樹脂からなる回折格子(凹凸層)を積層した。第一の凹凸形状を有する硬化樹脂層(凹凸層)の厚みは1μmであった。
【0204】
このようにして得られた回折格子のフーリエ変換像を図12に示す。図12に示すフーリエ変換像からも明らかなように、フーリエ変換像は波数の絶対値が0μm−1である原点を略中心とする円状の模様を示しており、且つ前記円状の模様が波数の絶対値が10μm−1以下の範囲内となる領域内にフーリエ変換像を構成する全輝点のうちの90%以上の輝点が存在するものであることが確認された。
【0205】
また、回折格子の表面の凹凸解析画像から求められる、凹凸深さの分布の平均値(m)、凹凸深さの分布の標準偏差(σ)、回折格子の凹凸の平均高さ、凹凸の平均ピッチ、凹凸深さの分布の中央値(M)、及び、凹凸の尖度(k)を以下に記載する。なお、測定方法は前述の通りである。
凹凸深さの分布の平均値(m):50.3nm
凹凸深さの分布の標準偏差(σ):19.3nm
回折格子の凹凸の平均高さ:71.5nm
凹凸の平均ピッチ:375nm
凹凸深さの分布の中央値(M):49.6
凹凸の尖度(k):−0.15。
【0206】
〈有機EL素子形成工程1〉
次に、前述のようにして得られた回折格子が積層されたガラス基板を用い、前記ガラス基板上の回折格子の表面上に、透明電極[ITO、厚み:120nm]、正孔輸送層[α−NPD(N,N’−ジフェニル−N,N’−ビス(3−メチルフェニル)−1,1’−ジフェニル−4,4’−ジアミン、Tg:95℃)、厚み:65nm]、発光層[TCTA(4,4’,4’’−トリス(カルバゾール−9−イル)−トリフェニルアミン、Tg:149℃)にIr(ppy)3錯体(トリス(2−フェニルピリジナート)イリジウム(III))を7.0質量%含有した層、厚み:30nm]、正孔阻止層(ホールブロック層)[BCP(2,9−ジメチル−4,7−ジフェニル−1,10−フェナンスロリン、Tg:83℃)、厚み:5nm]、電子輸送層[Alq3(8−ヒドロキシキノリンアルミニウム、Tg:175℃)、厚み:60nm]、金属系材料からなる陰極バッファー層[フッ化リチウム(LiF)、厚み:1.5nm、無機層]及び金属電極[アルミニウム、厚み:50nm]を、回折格子の表面に形成されている第一の凹凸の形状が維持されるようにして、それぞれ積層して、ガラス基板/回折格子/透明電極/正孔輸送層/発光層/正孔阻止層/電子輸送層/金属系材料からなる陰極バッファー層/金属電極の順に積層された有機EL素子用の積層体を得た。なお、各層の積層工程は以下の通りである。すなわち、先ず、透明電極はスパッタ法にて積層した。また、透明電極は成膜後、酸素プラズマに曝し、仕事関数を上げた(ラジカル処理)。また、正孔輸送層は真空蒸着法により積層した。さらに、発光層は、TCTAとIr(ppy)3とを用いて、層中のIr(ppy)3の導入量が7質量%となるように調整しながら、共蒸着法にて積層した。また、正孔阻止層(ホールブロック層)、電子輸送層、陰極バッファー層(フッ化リチウム層)及び金属電極は、それぞれ真空蒸着法により積層した。このように各層を積層する際に、透明電極、正孔輸送層、発光層、電子輸送層の各層を形成後に、それらの層の回折格子と対向する面とは反対側の面の凹凸形状の特性をそれぞれ測定し、各層の凹凸深さの標準偏差(σ)及び回折格子の表面上に形成された第一の凹凸の標準偏差に対する各層の凹凸深さの標準偏差の変化率をそれぞれ求めた。また、金属電極の回折格子と対向する面の凹凸の特性は、上述のように素子の形成後、粘着テープにより金属電極を有機層から剥離し、その粘着テープ上の金属電極の表面のSPM像を利用して評価した。なお、各層の凹凸深さの標準偏差の変化率は、下記式:
[変化率]={([各層の凹凸の深さ分布の標準偏差]−[第一の凹凸の深さ分布の標準偏差])/[第一の凹凸の深さ分布の標準偏差]}×100
を計算して求めた。得られた値を表1に示す。
【0207】
【表1】
【0208】
表1に示す結果からも明らかなように、実施例1で得られた有機EL素子においては、透明電極、正孔輸送層、発光層、電子輸送層の各層の回折格子と対向する面とは反対側の面の凹凸形状、金属電極の回折格子と対向する面の凹凸形状がいずれも、凹凸深さの標準偏差(σ)が15〜50nmの範囲内にあり、且つ、第一の凹凸の標準偏差に対する各層の凹凸深さの標準偏差の変化率がいずれも、+15%〜−15%の範囲内にあり、これらの各層の膜厚が非常に均一性の高いものであることが確認された。このような結果から、実施例1で得られた有機EL素子は、前述の条件(A)〜(C)を満たすものであることが分かった。
【0209】
また、実施例1で得られた有機EL素子の断面の透過型電子機微鏡(TEM)の像を図13〜14に示す。図13及び14に示す結果から、実施例1で得られた有機EL素子においては、各層の凹凸がいずれも回折格子の表面に形成された第一の凹凸に対して十分に追従性が高く、電極間の膜厚の均一性が非常に高いものであることが確認された。なお、このような断面の透過型電子機微鏡(TEM)による測定には、測定試料として70nm厚の試験片(超薄切片)を製造して利用した。
【0210】
また、このような断面測定の際に、有機層中の各層(正孔輸送層、発光層、正孔阻止層、電子輸送層)及び有機層全体の凹部間の厚み及び凸部間の厚み(図13中の白い矢印で示している部分が有機層全体の凹部間の厚みであり、図14中の白い矢印で示している部分が有機層全体の凸部間の厚みである。)をそれぞれ任意の2点測定し、各層の凸部間の厚みの平均値に対する各層の凹部間の厚みの平均値の比([凹部間の厚みの平均値]/[凸部間の厚みの平均値])を測定した。得られた結果を表2に示す。
【0211】
【表2】
【0212】
表2に示す結果からも明らかなように、実施例1で得られた有機EL素子においては有機層の各層及び全体の膜厚が非常に均一性の高いものであることが確認された。
【0213】
(比較例1)
実施例1で採用する回折格子形成工程と同様の方法を採用してガラス基板上に回折格子(凹凸層)を製造した。次いで、発光層のホスト材料をTCTA(Tg:149℃)からCBP(4,4’−N,N’−ジカルバゾール−ビフェニル、Tg:65℃)に変更した以外は、実施例1と同様にして、ガラス基板/回折格子/透明電極(ITO)/正孔輸送層(α−NPD)/発光層(CBP:Ir(ppy)37.0質量%)/正孔阻止層(BCP)/電子輸送層(Alq3)/金属系材料からなる陰極バッファー層(LiF)/金属電極(Al)の順に積層された有機EL素子用の積層体を得た。
【0214】
このようにして比較例1で得られた回折格子のフーリエ変換像は、実施例1と同様に、波数の絶対値が0μm−1である原点を略中心とする円状の模様を示しており、且つ前記円状の模様が波数の絶対値が10μm−1以下の範囲内となる領域内にフーリエ変換像を構成する全輝点のうちの90%以上の輝点が存在するものであることが確認された。また、比較例1で得られた回折格子は、製造方法が実施例1で採用している方法と同一の方法であり、凹凸深さの分布の平均値(m)、凹凸深さの分布の標準偏差(σ)、回折格子の凹凸の平均高さ、凹凸の平均ピッチ、凹凸深さの分布の中央値(M)、及び、凹凸の尖度(k)等の特性も実施例1と同様の特性を有していた。
【0215】
また、比較例1において、各層を積層する際に、透明電極、正孔輸送層、発光層、電子輸送層の各層を形成後に、それらの層の回折格子と対向する面とは反対側の面の凹凸形状の特性をそれぞれ測定し、各層の凹凸深さの標準偏差(σ)及び回折格子の表面上に形成された第一の凹凸の標準偏差に対する各層の凹凸深さの標準偏差の変化率をそれぞれ求めた。また、実施例1と同様にして、金属電極の回折格子と対向する面の凹凸深さの標準偏差(σ)及び回折格子の表面上に形成された第一の凹凸の標準偏差に対する各層の凹凸深さの標準偏差の変化率も求めた。得られた値を表3に示す。
【0216】
【表3】
【0217】
表3に示す結果からも明らかなように、比較例1で得られた有機EL素子においては、発光層の凹凸深さの標準偏差(σ)が15〜50nmの範囲外となっているとともに、第一の凹凸の標準偏差に対する発光層の凹凸深さの標準偏差の変化率が−24.0%となっており、発光層において、第一の凹凸に対する追従性が低下していることが確認された。また、発光層の積層後に積層した電子輸送層、金属電極においても、それらの層の標準偏差(σ)の値や第一の凹凸の標準偏差に対するそれらの層の凹凸深さの標準偏差の変化率の値から、発光層において凹凸構造が変化したことに起因して、第一の凹凸に対する追従性が低下していることが分かった。このような結果から、比較例1においては、発光層(CBP)において、凹部に材料が多く堆積して凹凸形状が平滑化されて鈍り、凹部の深さが浅くなっていることが確認された。
【0218】
また、実施例1と同様にして、比較利1で得られた有機EL素子の断面測定を行った。比較利1で得られた有機EL素子の断面の透過型電子機微鏡(TEM)の像を図15に示す。図15に示す結果からも明らかなように、比較例1で得られた有機EL素子においては、有機層において、回折格子の表面に形成された第一の凹凸に対する追従性が低下し、実施例1で得られた有機EL素子と比較して、電極間の膜厚の均一性が低いものとなっていることが分かった。すなわち、図13〜14と図15との対比から、実施例1で得られた有機EL素子と、比較例1で得られた有機EL素子の各層の膜厚の均一性を比較した場合に、実施例1で得られた有機EL素子がより高度な均一性を有することが分かった。また、図13〜14と図15との対比から、比較例1で得られた有機EL素子においては凹部間の厚みが厚くなっており、有機層において凹凸の平滑化が生じて、凹部が浅くなっていること(凹凸が鈍っていること)も分かった。
【0219】
また、このような断面測定の際に、有機層中の各層(正孔輸送層、発光層、正孔阻止層、電子輸送層)及び有機層全体の凹部間の厚みと凸部間の厚み(図15中の白い矢印で示している部分の厚み)とを、それぞれ任意の2点測定し、各層の凸部間の厚みの平均値に対する各層の凹部間の厚みの平均値の比([凹部間の厚みの平均値]/[凸部間の厚みの平均値])を測定した。得られた結果を表4に示す。
【0220】
【表4】
【0221】
表2及び表4に示す結果からも明らかなように、実施例1で得られた有機EL素子と比較して、比較例1で得られた有機EL素子は有機層の各層及び有機層全体の膜厚の均一性が十分なものではないことが分かった。このような結果において、特に、発光層において凹凸の厚みの平均値の比が1.62倍となっていることを考慮すると、Tgが70℃よりも低い材料(CBP、Tg:65℃)を層の構成材料として利用した場合に、凹凸の追従性が低下してしまうことが分かる。
【0222】
(比較例2)
回折格子を形成せず、有機EL素子形成工程において回折格子が積層されたガラス基板を用いる代わりにガラス基板をそのまま用いた以外は、実施例1と同様にして、ガラス基板/透明電極(ITO)/正孔輸送層(α−NPD)/発光層(TCTA:Ir(ppy)37.0質量%)/正孔阻止層(BCP)/電子輸送層(Alq3)/金属系材料からなる陰極バッファー層(LiF)/金属電極(Al)の順に積層された有機EL素子用の積層体を得た。
【0223】
(比較例3)
回折格子を形成せず、有機EL素子形成工程において回折格子が積層されたガラス基板を用いる代わりにガラス基板をそのまま用いた以外は、比較例1と同様にして、ガラス基板/透明電極(ITO)/正孔輸送層(α−NPD)/発光層(CBP:Ir(ppy)37.0質量%)/正孔阻止層(BCP)/電子輸送層(Alq3)/金属系材料からなる陰極バッファー層(LiF)/金属電極(Al)の順に積層された有機EL素子用の積層体を得た。
【0224】
[実施例1と比較例1〜3で得られた有機EL素子の発光効率の測定]
実施例1及び比較例1〜3で得られた有機EL素子の発光効率を以下の方法で測定した。すなわち、有機EL素子に電圧を印加し、印加電圧(V:単位V)及び有機EL素子に流れる電流(I:単位A)を印加測定器(アドバンテスト社製、型番:R6244)にて、また全光束(L:単位lm)を全光束測定装置(スペクトラ・コープ社製、Solid LambdaCCD UV−NIR)にて測定した。このようにして得られた印加電圧(V)、電流(I)及び全光束(L)の測定値に基づいて、正面輝度(L’)1000cd/m2時の電流効率(CE、単位:cd/A)については、下記計算式(F2)を用いて算出し、正面輝度(L’)1000cd/m2時の電力効率(PE、単位:Lm/W)については下記計算式(F3)を用いて算出した。なお、正面輝度(L’:単位cd/m2)は素子発光の角度分布がランバーシアンであると仮定し、式(F1)により、発光素子面積(S:単位m2)の値と全光束(L:単位lm)の値とから換算して求めた。
(発光輝度L’)=L/π/S・・・(F1)
(電流効率)=(L’/I)・・・(F2)
(電力効率)=(L/I/V)・・・(F3)。
【0225】
このような発光効率の測定結果のうち、先ず、実施例1と比較例2で得られた有機EL素子の電流効率(CE)及び電力効率(PE)を表5に示す。なお、実施例1と比較例2で得られた有機EL素子は、回折格子の有無の点及び各層の凹凸構造の有無の点で構成が異なるものの、その他の層の積層構成及び各層を構成する材料がそれぞれ同一のものである。また、比較例2で得られた有機EL素子(素ガラスを使用)の電流効率(CE)及び電力効率(PE)に対して、実施例1で得られた有機EL素子(ガラス基板/回折格子を使用)の電流効率(CE)及び電力効率(PE)が向上した割合(倍率)を計算した結果も併せて表5に示す。
【0226】
【表5】
【0227】
表5に示す結果からも明らかなように、実施例1で得られた有機EL素子と比較例2で得られた有機EL素子とを対比すると、回折格子を利用することで、発光効率が十分に向上することが確認された。
【0228】
次に、比較例1と比較例3で得られた有機EL素子の電流効率(CE)及び電力効率(PE)を表6に示す。なお、比較例1と比較例3で得られた有機EL素子は、回折格子の有無の点及び各層の凹凸構造の有無の点で構成が異なるものの、その他の層の積層構成及び各層を構成する材料がそれぞれ同一である。また、比較例3で得られた有機EL素子(素ガラスを使用)の電流効率(CE)及び電力効率(PE)に対して、比較例1で得られた有機EL素子(ガラス基板/回折格子を使用)の電流効率(CE)及び電力効率(PE)が向上した割合(倍率)を計算した結果も併せて表6に示す。
【0229】
【表6】
【0230】
表6に示す結果からも明らかなように、比較例1で得られた有機EL素子と比較例3で得られた有機EL素子とを対比すると、回折格子を利用することで、発光効率が向上することが確認された。
【0231】
また、表5及び表6に示す結果から、基板として素ガラスのみを使用した有機EL素子に対して回折格子を使用することにより向上した電流効率(CE)及び電力効率(PE)の倍率の値を、実施例1と比較例1とで比較すると、実施例1で得られた有機EL素子においては回折格子を利用することで回折格子を利用しなかった場合(比較例2)と比較して電流効率(CE)が1.20倍向上しているのに対して、比較例1で得られた有機EL素子においては回折格子を利用することにより向上した電流効率(CE)の倍率が1.05倍となっており、実施例1で得られた有機EL素子においては電流効率がより十分に高い水準で向上していることが確認された。また、実施例1で得られた有機EL素子においては回折格子を利用することで回折格子を利用しなかった場合(比較例2)と比較して電力効率(PE)が1.42倍向上しているのに対して、比較例1で得られた有機EL素子においては回折格子を利用することにより向上した電力効率(PE)の倍率が1.25倍となっており、実施例1で得られた有機EL素子においては電力効率がより十分に高い水準で向上していることが確認された。このように、実施例1で得られた有機EL素子においては電流効率(CE)及び電力効率(PE)がより高い水準で十分に向上しており、発光効率をより十分に向上できることが確認された。
【0232】
このような実施例1で得られた有機EL素子と比較例1で得られた有機EL素子との対比結果から、実施例1で得られた有機EL素子においては、金属電極に形成されている第二の凹凸が、凹凸深さの標準偏差(σ)が15〜50nmの範囲内にあり、且つ、第一の凹凸の標準偏差に対する凹凸深さの標準偏差の変化率が+15%〜−15%の範囲内にあるものであり、比較例1と比べて、金属電極に形成されている第二の凹凸が第一の凹凸の形状に対する追従性がより高いものであることから、回折格子と金属電極との間の層全体の膜厚の均一性がより高いものとなり、電流効率(CE)及び電力効率(PE)がより十分に向上して、発光効率をより高い水準で向上できたことが分かった。また、実施例1においては、前述のように、透明電極、正孔輸送層、発光層、電子輸送層の各層に形成されている凹凸(回折格子と対向する面とは反対側の面の表面に形成されている凹凸)、及び、金属電極の回折格子と対向する面に形成されている凹凸がいずれも、凹凸深さの標準偏差(σ)が15〜50nmの範囲内にあり、且つ、第一の凹凸の標準偏差に対する凹凸深さの標準偏差の変化率が+15%〜−15%の範囲内にあるものとなっており、各層がそれぞれ第一の凹凸の形状に対する追従性が十分に高いものであり、各層の膜厚の均一性が十分に高いものとなっていた。
【0233】
(実施例2)
実施例1で採用する回折格子形成工程と同様の方法を採用してガラス基板上に回折格子(凹凸層)を製造した。次いで、有機EL素子形成工程1を施す代わりに後述の有機EL素子形成工程2を施した以外は、実施例1と同様にして、ガラス基板上に回折格子を形成した後、図11に示すような構成(透明支持基板10/回折格子11/透明電極12/正孔輸送層131/第一発光層132(a)/第二発光層132(b)/電子輸送層133/陰極バッファー層15/金属電極14の順で積層された構成)を有する有機EL素子を製造した。
【0234】
また、実施例2で得られた回折格子のフーリエ変換像は、実施例1と同様に、波数の絶対値が0μm−1である原点を略中心とする円状の模様を示しており、且つ前記円状の模様が波数の絶対値が10μm−1以下の範囲内となる領域内にフーリエ変換像を構成する全輝点のうちの90%以上の輝点が存在するものであることが確認された。また、実施例2で得られた回折格子は、製造方法が実施例1で採用している方法と同一の方法であり、凹凸深さの分布の平均値(m)、凹凸深さの分布の標準偏差(σ)、回折格子の凹凸の平均高さ、凹凸の平均ピッチ、凹凸深さの分布の中央値(M)、及び、凹凸の尖度(k)等の特性も実施例1と同様の特性を有していた。
【0235】
〈有機EL素子形成工程2〉
前記回折格子が積層されたガラス基板を用い、前記ガラス基板上の回折格子の表面上に、透明電極[ITO、厚み:120nm]、正孔輸送層[TCTA(Tg:149℃)、厚み:35nm]、第一発光層[TCTA(Tg:149℃)にIr(ppy)3を7.0質量%含有した層、厚み:15nm]、第二発光層[TPBi(1,3,5−トリス(N−フェニルベンズイミダゾリル)ベンゼン、Tg:124℃)にIr(ppy)3を7.0質量%含有した層、厚み:15nm]、電子輸送層[TPBi(Tg:124℃)、厚み:50nm]、金属系材料からなる陰極バッファー層[フッ化リチウム(LiF)、厚み:1.5nm]及び金属電極[アルミニウム、厚み:50nm]を、回折格子の表面に形成されている第一の凹凸の形状が維持されるようにして、それぞれ積層して、ガラス基板/回折格子/透明電極/正孔輸送層/第一発光層/第二発光層/電子輸送層/金属系材料からなる陰極バッファー層/金属電極の順に積層された有機EL素子用の積層体(素子中、有機層は正孔輸送層/第一発光層/第二発光層/電子輸送層の積層構成)を得た。なお、各層の積層工程は以下の通りである。すなわち、先ず、透明電極はスパッタ法にて積層した。また、透明電極は成膜後、酸素プラズマに曝し、仕事関数を上げた(ラジカル処理)。また、正孔輸送層は真空蒸着法により積層した。さらに、第一発光層は、TCTAとIr(ppy)3とを用いて、層中のIr(ppy)3の導入量が7質量%となるように調整しながら、共蒸着法にて積層した。また、第二発光層は、TPBiとIr(ppy)3とを用いて、層中のIr(ppy)3の導入量が7質量%となるように調整しながら、共蒸着法にて積層した。また、電子輸送層、陰極バッファー層(フッ化リチウム層)及び金属電極は、それぞれ真空蒸着法により積層した。このように各層を積層する際に、透明電極、正孔輸送層、第一発光層、第二発光層、電子輸送層の各層を形成後に、それらの層の回折格子と対向する面とは反対側の面の凹凸形状の特性をそれぞれ測定し、各層の凹凸深さの標準偏差(σ)及び回折格子の表面上に形成された第一の凹凸の標準偏差に対する各層の凹凸深さの標準偏差の変化率をそれぞれ求めた。また、実施例1と同様にして、金属電極の回折格子と対向する面の凹凸深さの標準偏差(σ)及び回折格子の表面上に形成された第一の凹凸の標準偏差に対する凹凸深さの標準偏差の変化率も求めた。なお、各層の凹凸深さの標準偏差の変化率は、下記式:
[変化率]={([各層の凹凸の深さ分布の標準偏差]−[第一の凹凸の深さ分布の標準偏差])/[第一の凹凸の深さ分布の標準偏差]}×100
を計算して求めた。得られた値を表7に示す。
【0236】
【表7】
【0237】
表7に示す結果からも明らかなように、実施例2で得られた有機EL素子においては、透明電極、正孔輸送層、第一発光層、第二発光層、電子輸送層の各層に形成されている凹凸(回折格子と対向する面とは反対側の面の表面に形成されている凹凸)、及び、金属電極の回折格子と対向する面に形成されている凹凸がいずれも、凹凸深さの標準偏差(σ)が15〜50nmの範囲内にあり、且つ、第一の凹凸の標準偏差に対する各層の凹凸深さの標準偏差の変化率がいずれも、+15%〜−15%の範囲内にあり、各層の膜厚が非常に均一性の高いものであることが確認された。このような結果から、実施例2で得られた有機EL素子は、前述の条件(A)〜(C)を満たすものであることが分かった。
【0238】
(比較例4)
回折格子を形成せず、有機EL素子形成工程2において回折格子が積層されたガラス基板を用いる代わりにガラス基板をそのまま用いた以外は、実施例2と同様にして、ガラス基板/透明電極(ITO)/正孔輸送層(TCTA)/第一発光層(TCTA:Ir(ppy)37.0質量%)/第二発光層(TPBi:Ir(ppy)37.0質量%)/電子輸送層(TPBi)/金属系材料からなる陰極バッファー層(LiF)/金属電極(Al)の順に積層された有機EL素子用の積層体を得た。
【0239】
[実施例2と比較例4で得られた有機EL素子の発光効率の測定]
実施例2と比較例4で得られた有機EL素子の発光効率を、前述の実施例1及び比較例1〜3で得られた有機EL素子の発光効率の測定の際に採用した方法と同様にして測定し、実施例2と比較例4で得られた有機EL素子の電流効率(CE)及び電力効率(PE)を求めた。得られた結果を表8に示す。また、比較例4で得られた有機EL素子の電流効率(CE)及び電力効率(PE)に対して、実施例2で得られた有機EL素子の電流効率(CE)及び電力効率(PE)が向上した割合(倍率)を計算した結果も併せて表8に示す。
【0240】
【表8】
【0241】
表8に示す結果からも明らかなように、実施例2で得られた有機EL素子と比較例4で得られた有機EL素子とを対比すると、回折格子を利用することで、発光効率が十分に向上することが確認された。また、表8に示す結果からも明らかなように、実施例2で得られた有機EL素子においては、電流効率(CE)及び電力効率(PE)の向上する割合が十分に高いことが分かった。
【0242】
更に、実施例2で得られた有機EL素子と比較例2で得られた有機EL素子の電流効率(CE)及び電力効率(PE)を対比すると、比較例2で得られた有機EL素子に対して実施例2で得られた有機EL素子の電流効率(CE)及び電力効率(PE)が向上した割合(倍率)はそれぞれ、電流効率(CE)が2.52倍、電力効率(PE)が3.91倍となってことが分かり、比較例2で得られた有機EL素子に対して電流効率(CE)及び電力効率(PE)が向上した割合(倍率)が実施例1よりも高い値となっていることから、発光層を2層構造とすることにより、より発光効率が向上することが確認された。
【0243】
(実施例3)
実施例1で採用する回折格子形成工程と同様の方法を採用してガラス基板上に回折格子(凹凸層)を製造した。次いで、有機EL素子形成工程1を施す代わりに後述の有機EL素子形成工程3を施した以外は、実施例1と同様にして、透明支持基板(ガラス基板)/回折格子/透明電極(ITO)/正孔輸送層(TCTA)/発光層(TCTA:Ir(ppy)37.0質量%)/電子輸送層(TpBi)/金属系材料からなる陰極バッファー層(LiF)/金属電極(Al)の順で積層された構成を有する有機EL素子を製造した。
【0244】
また、実施例3で得られた回折格子のフーリエ変換像は、実施例1と同様に、フーリエ変換像は波数の絶対値が0μm−1である原点を略中心とする円状の模様を示しており、且つ前記円状の模様が波数の絶対値が10μm−1以下の範囲内となる領域内にフーリエ変換像を構成する全輝点のうちの90%以上の輝点が存在するものであることが確認された。また、実施例3で得られた回折格子は、製造方法が実施例1で採用している方法と同一の方法であり、凹凸深さの分布の平均値(m)、凹凸深さの分布の標準偏差(σ)、回折格子の凹凸の平均高さ、凹凸の平均ピッチ、凹凸深さの分布の中央値(M)、及び、凹凸の尖度(k)等の特性も実施例1と同様の特性を有していた。
【0245】
〈有機EL素子形成工程3〉
前記回折格子が積層されたガラス基板を用い、前記ガラス基板上の回折格子の表面上に、透明電極[ITO、厚み:120nm]、正孔輸送層[TCTA(Tg:149℃)、厚み:35nm]、発光層[TCTA(Tg:149℃)にIr(ppy)3を7.0質量%含有した層、厚み:15nm]、電子輸送層[TPBi(Tg:124℃)、厚み:65nm]、金属系材料からなる陰極バッファー層[フッ化リチウム(LiF)、厚み:1.5nm]及び金属電極[アルミニウム、厚み:50nm]を、回折格子の表面に形成されている第一の凹凸の形状が維持されるようにして、それぞれ積層して、ガラス基板/回折格子/透明電極/正孔輸送層/発光層/電子輸送層/金属系材料からなる陰極バッファー層/金属電極の順に積層された有機EL素子用の積層体(素子中、有機層は正孔輸送層/発光層/電子輸送層の積層構成)を得た。なお、各層の積層工程は以下の通りである。すなわち、先ず、透明電極はスパッタ法にて積層した。また、透明電極は成膜後、酸素プラズマに曝し、仕事関数を上げた(ラジカル処理)。また、正孔輸送層は真空蒸着法により積層した。さらに、発光層は、TCTAとIr(ppy)3とを用いて、層中のIr(ppy)3の導入量が7質量%となるように調整しながら、共蒸着法にて積層した。また、電子輸送層、陰極バッファー層(フッ化リチウム層)及び金属電極は、それぞれ真空蒸着法により積層した。このように各層を積層する際に、透明電極、正孔輸送層、発光層、電子輸送層の各層を形成後に、それらの層の回折格子と対向する面とは反対側の面の凹凸形状の特性をそれぞれ測定し、各層の凹凸深さの標準偏差(σ)及び回折格子の表面上に形成された第一の凹凸の標準偏差に対する各層の凹凸深さの標準偏差の変化率をそれぞれ求めた。また、金属電極の回折格子と対向する面の凹凸深さの標準偏差(σ)及び回折格子の表面上に形成された第一の凹凸の標準偏差に対する凹凸深さの標準偏差の変化率も求めた。なお、各層の凹凸深さの標準偏差の変化率は、下記式:
[変化率]={([各層の凹凸の深さ分布の標準偏差]−[第一の凹凸の深さ分布の標準偏差])/[第一の凹凸の深さ分布の標準偏差]}×100
を計算して求めた。得られた値を表9に示す。
【0246】
【表9】
【0247】
表9に示す結果からも明らかなように、実施例3で得られた有機EL素子においては、透明電極、正孔輸送層、発光層、電子輸送層の各層に形成されている凹凸(回折格子と対向する面とは反対側の面の表面に形成されている凹凸)、及び、金属電極の回折格子と対向する面に形成されている凹凸がいずれも、凹凸深さの標準偏差(σ)が15〜50nmの範囲内にあり、且つ、第一の凹凸の標準偏差に対する各層の凹凸深さの標準偏差の変化率がいずれも、+15%〜−15%の範囲内にあり、各層の膜厚が非常に均一性の高いものであることが確認された。このような結果から、実施例3で得られた有機EL素子は、前述の条件(A)〜(C)を満たすものであることが分かった。
【0248】
(比較例5)
回折格子を形成せず、有機EL素子形成工程3において回折格子が積層されたガラス基板を用いる代わりにガラス基板をそのまま用いた以外は、実施例3と同様にして、ガラス基板/透明電極(ITO)/正孔輸送層(TCTA)/発光層(TCTA:Ir(ppy)37.0質量%)/電子輸送層(TPBi)/金属系材料からなる陰極バッファー層(LiF)/金属電極(Al)の順に積層された有機EL素子用の積層体を得た。
【0249】
[実施例3と比較例5で得られた有機EL素子の発光効率の測定]
実施例3と比較例5で得られた有機EL素子の発光効率を、前述の実施例1及び比較例1〜3で得られた有機EL素子の発光効率の測定の際に採用した方法と同様にして測定し、実施例3と比較例5で得られた有機EL素子の電流効率(CE)及び電力効率(PE)を求めた。得られた結果を表8に示す。また、比較例5で得られた有機EL素子の電流効率(CE)及び電力効率(PE)に対する、実施例3で得られた有機EL素子の電流効率(CE)及び電力効率(PE)が向上した割合(倍率)を計算した結果も併せて表10に示す。
【0250】
【表10】
【0251】
表10に示す結果からも明らかなように、実施例3で得られた有機EL素子と比較例5で得られた有機EL素子とを対比すると、回折格子を利用することで、発光効率が十分に向上することが確認された。また、表10に示す結果からも明らかなように、実施例3で得られた有機EL素子においては、電流効率(CE)及び電力効率(PE)の向上する割合が十分に高いことが分かった。
【0252】
更に、実施例3で得られた有機EL素子と比較例2で得られた有機EL素子の電流効率(CE)及び電力効率(PE)を対比すると、比較例2で得られた有機EL素子に対して実施例3で得られた有機EL素子の電流効率(CE)及び電力効率(PE)が向上した割合(倍率)はそれぞれ、電流効率(CE)が1.90倍、電力効率(PE)が2.84倍となっていることが分かり、比較例2で得られた有機EL素子に対して電流効率(CE)及び電力効率(PE)が向上した割合(倍率)が実施例1よりも高い値となっていることから、正孔輸送層の材料と発光層のホスト材料とに同一の材料(TCTA)を用いることにより、より発光効率が向上することが確認された。
【0253】
以上のような実施例及び比較例の結果から、条件(A)を満たす回折格子を利用することで、十分な回折効果が得られることも確認された。また、燐光材料以外の有機層の各層を形成する有機材料のガラス転移温度がいずれも70℃以上である実施例1〜3で得られた有機EL素子においては、有機層中の各層の金属電極と対向する面の表面に形成された凹凸がいずれも、凹凸深さの標準偏差(σ)が15〜50nmの範囲内にあり、且つ、第一の凹凸の標準偏差に対する凹凸深さの標準偏差の変化率が+15%〜−15%の範囲内にあり、各層の膜厚が非常に均一性の高いものとなっていることが分かった(なお、実施例1において、正孔阻止層(厚み:5nm)については特に凹凸形状の特性を評価していないものの、実施例1における正孔阻止層は厚みが十分に薄い層であること、正孔阻止層上に積層された電子輸送層の凹凸の標準偏差及び前記標準偏差の変化率が前述の範囲内にあること、等から、正孔阻止層の金属電極と対向する面の表面に形成された凹凸も、凹凸深さの標準偏差(σ)が15〜50nmの範囲内にあり、且つ、第一の凹凸の標準偏差に対する凹凸深さの標準偏差の変化率が+15%〜−15%の範囲内にあることは明らかであり、かかる条件を満たすことが分かる。)。そして、そのような第一の凹凸に対する追従性の高い有機層上に金属材料からなる電極バッファー層及び金属電極を蒸着法により形成していることから、金属電極の有機層と対抗する面の表面に形成された凹凸(第二の凹凸)が、凹凸深さの標準偏差(σ)が15〜50nmの範囲内にあり、且つ、第一の凹凸の標準偏差に対する凹凸深さの標準偏差の変化率が+15%〜−15%の範囲にあるものとなっていることが分かった。このような実施例及び比較例の結果(特に実施例1と比較例1の対比結果)から、第一の凹凸に対する追従性の高い第二の凹凸が形成された金属電極を備える有機EL素子により、より高度な水準で発光効率を向上させることが可能であることが分かった。また、実施例1と比較例1とでは発光層のホスト材料の種類が異なるのみであり、他の構成は基本的に同一であることを考慮すれば、実施例1と比較例1との対比結果から、素子が条件(B)及び(C)を満たすことにより、回折格子を利用することにより得られる発光効率の向上の効果を、より安定して得ることが可能となることが分かった。
【0254】
(実施例4)
先ず、エタノール24.3g、水2.16g及び濃塩酸0.0094gを混合した液に、テトラエトキシシラン(TEOS)2.5gとメチルトリエトキシシラン(MTES)2.1gを滴下して加え、23℃、湿度45%で2時間攪拌してゾル溶液を得た。次いで、厚さ0.7mmのガラス基板(ソーダライム製)上にゾル溶液をバーコーターで塗布してガラス基板上のゾル溶液の塗膜を製造した。そして、その塗膜の製造の60秒後に、前記ガラス基板上の塗膜に対して、以下に記載するような方法を採用して、加熱した押圧ロールを利用して実施例1で製造された第二のモールド(M−2)を押し付け、ガラス基板上に回折格子(凹凸層)を形成した。
【0255】
すなわち、先ず、押圧ロールとしては、内部にヒータを備え、外周が4mm厚の耐熱シリコーンが被覆されたロールであって、ロール径(直径)が50mm且つ軸方向長さが350mmのものを用いた。そして、第二のモールド(M−2)の凹凸パターンが形成された面を、ガラス基板の一端から他端に向かって80℃に加熱した押圧ロールを回転させながらガラス基板上の塗膜に押し付けた。このようにして第二のモールド(M−2)の押圧終了後、第二のモールド(M−2)を前記一端から他端に向かって剥離角度が約30°になるように手で剥離した。そして、第二のモールドを剥離した後、第二のモールドの凹凸に由来する凹凸が形成された硬化塗膜つきのガラス基板を、オーブンを用いて300℃で60分間加熱し、無機層からなる回折格子(凹凸層)が積層したガラス基板を得た。なお、無機層の厚みは0.3μmであった。
【0256】
このようにして得られた回折格子(無機層)のフーリエ変換像は、実施例1と同様に、波数の絶対値が0μm−1である原点を略中心とする円状の模様を示しており、且つ前記円状の模様が波数の絶対値が10μm−1以下の範囲内となる領域内にフーリエ変換像を構成する全輝点のうちの90%以上の輝点が存在するものであることが確認された。
【0257】
また、実施例4で得られた回折格子は、実施例1と同じモールドを利用していたことから、凹凸深さの分布の平均値(m)、凹凸深さの分布の標準偏差(σ)、回折格子の凹凸の平均高さ、凹凸の平均ピッチ、凹凸深さの分布の中央値(M)、及び、凹凸の尖度(k)等の特性が実施例1と同様の特性を有していた。
【0258】
次に、上述のようにして形成した前記ガラス基板上の回折格子の表面上に、透明電極[ITO、厚み:120nm]、正孔輸送層[TCTA(Tg:149℃)、厚み:35nm]、第一発光層[TCTA(Tg:149℃)にIr(ppy)3を7.0質量%含有した層、厚み:15nm]、第二発光層[TPBi(1,3,5−トリス(N−フェニルベンズイミダゾリル)ベンゼン、Tg:124℃)にIr(ppy)3を7.0質量%含有した層、厚み:15nm]、電子輸送層[TPBi(Tg:124℃)、厚み:50nm]、金属系材料からなる陰極バッファー層[フッ化リチウム(LiF)、厚み:1.5nm]及び金属電極[アルミニウム、厚み:50nm]を、回折格子の表面に形成されている第一の凹凸の形状が維持されるようにして、それぞれ積層して、ガラス基板/回折格子/透明電極/正孔輸送層/第一発光層/第二発光層/電子輸送層/金属系材料からなる陰極バッファー層/金属電極の順に積層された有機EL素子用の積層体(素子中、有機層は正孔輸送層/第一発光層/第二発光層/電子輸送層の積層構成)を得た。なお、各層の積層工程は以下の通りである。すなわち、先ず、透明電極はスパッタ法にて積層した。また、透明電極は成膜後、酸素プラズマに曝し、仕事関数を上げた(ラジカル処理)。また、正孔輸送層は真空蒸着法により積層した。さらに、第一発光層は、TCTAとIr(ppy)3とを用いて、層中のIr(ppy)3の導入量が7質量%となるように調整しながら、共蒸着法にて積層した。また、第二発光層は、TPBiとIr(ppy)3とを用いて、層中のIr(ppy)3の導入量が7質量%となるように調整しながら、共蒸着法にて積層した。また、電子輸送層、陰極バッファー層(フッ化リチウム層)及び金属電極は、それぞれ真空蒸着法により積層した。金属電極形成後に、金属電極の回折格子と対向する面の凹凸深さの標準偏差(σ)及び回折格子の表面上に形成された第一の凹凸の標準偏差に対する凹凸深さの標準偏差の変化率も求めた。得られた値を表11に示す。
【0259】
【表11】
【0260】
表11に示す結果からも明らかなように、実施例4で得られた有機EL素子においては金属電極の回折格子と対向する面に形成されている凹凸が、凹凸深さの標準偏差(σ)が15〜50nmの範囲内にあり、且つ、第一の凹凸の標準偏差に対する金属電極の回折格子と対向する面の凹凸深さの標準偏差の変化率は、+15%〜−15%の範囲内にあり、各層の膜厚が非常に均一性の高いものであることが確認された。このような結果から、実施例3で得られた有機EL素子は、前述の条件(A)〜(C)を満たすものであることが分かった。
【0261】
また、実施例4と比較例4で得られた有機EL素子の発光効率を、前述の有機EL素子の発光効率の測定の際に採用した方法と同様にして測定し、実施例4と比較例4で得られた有機EL素子の電流効率(CE)及び電力効率(PE)を求めた。得られた結果を表12に示す。
【0262】
【表12】
【0263】
表12に示す結果からも明らかなように、実施例4で得られた有機EL素子と比較例4で得られた有機EL素子とを対比すると、回折格子を利用することで、発光効率が十分に向上することが確認された。また、表12に示す結果からも明らかなように、実施例4で得られた有機EL素子においては、電流効率(CE)及び電力効率(PE)の向上する割合が十分に高いことが分かった。
【産業上の利用可能性】
【0264】
以上説明したように、本発明によれば、有機EL素子の光の取出し効率をより高度な水準で向上させることができ、十分に高度な発光効率を達成することが可能な有機EL素子を提供することが可能となる。
【0265】
したがって、本発明の有機EL素子は、照明装置等に用いるための有機EL素子等として特に有用である。
【符号の説明】
【0266】
10…透明支持基板、11…回折格子、11’…回折格子形成材料、12…透明電極、13…有機層、13A及びB…有機層中の任意の層、131…正孔輸送層、132…発光層、132(a)…第一発光層、132(b)…第二発光層、133…電子輸送層、134…正孔阻止層、14…金属電極、15…陰極バッファー層(電子注入層)、20…基材、21…第1ポリマーセグメントからなる凹凸層、22…シード層、23…金属層(電気めっき層)、30…転写用のマスター部材、31…回折格子形成用の母型(モールド)、P1〜2…凹部の最下点、P3〜4…凸部の頂点、X…凹部間の厚み、Y…凸部間の厚み。
【特許請求の範囲】
【請求項1】
透明支持基板、
前記透明支持基板上に配置され且つ表面に第一の凹凸が形成されている凹凸層からなる回折格子、並びに
前記回折格子の表面に形成されている第一の凹凸の形状が維持されるようにして、前記回折格子上に順次積層された透明電極、少なくとも発光層を備える有機層、及び、金属電極、
を備える有機EL素子であって、
下記条件(A)〜(C):
[条件(A)] 前記第一の凹凸の形状を原子間力顕微鏡を用いて解析して得られる凹凸解析画像に2次元高速フーリエ変換処理を施してフーリエ変換像を得た場合において、前記フーリエ変換像が、波数の絶対値が0μm−1である原点を略中心とする円状又は円環状の模様を示しており、且つ、前記円状又は円環状の模様が波数の絶対値が10μm−1以下の範囲内となる領域内に存在すること、
[条件(B)] 前記第一の凹凸と、前記金属電極の有機層に対向する面の表面に形成された第二の凹凸とがいずれも、凹凸の形状を原子間力顕微鏡を用いて解析して得られる凹凸解析画像に基づいて求められる凹凸の深さ分布の標準偏差が15〜50nmとなるものであること、
[条件(C)] 前記第一の凹凸の深さ分布の標準偏差に対する前記第二の凹凸の深さ分布の標準偏差の変化率が+15%〜−15%であること、
を満たしていることを特徴とする有機EL素子。
【請求項2】
前記透明電極、及び、前記有機層中の厚みが10nm以上である各層の前記金属電極と対向する面の表面に形成された凹凸がいずれも、凹凸の深さ分布の標準偏差が15〜50nmとなるものであり、且つ、前記第一の凹凸の深さ分布の標準偏差に対する凹凸の深さ分布の標準偏差の変化率が+15%〜−15%となるものであることを特徴とする請求項1に記載の有機EL素子。
【請求項3】
前記透明電極、及び、前記有機層の各層の前記金属電極と対向する面の表面に形成された凹凸がいずれも、凹凸の深さ分布の標準偏差が15〜50nmとなるものであり、且つ、前記第一の凹凸の深さ分布の標準偏差に対する凹凸の深さ分布の標準偏差の変化率が+15%〜−15%となるものであることを特徴とする請求項1又は2に記載の有機EL素子。
【請求項4】
前記有機層を構成する材料が、ガラス転移温度が70℃〜300℃の有機材料であることを特徴とする請求項1〜3のうちのいずれか一項に記載の有機EL素子。
【請求項5】
前記有機層が正孔輸送層と電子輸送層とを更に備えており且つ前記発光層が燐光材料とホスト材料とを含有する層であることを特徴とする請求項1〜4のうちのいずれか一項に記載の有機EL素子。
【請求項6】
前記発光層が第一発光層と第二発光層の二層構造を有し且つ前記第一発光層と前記第二発光層のホスト材料の種類がそれぞれ異なることを特徴とする請求項5に記載の有機EL素子。
【請求項7】
前記正孔輸送層を構成する材料と前記発光層のホスト材料とが同一の材料からなることを特徴とする請求項5に記載の有機EL素子。
【請求項8】
前記正孔輸送層を構成する材料と前記第一発光層のホスト材料とが同一の材料からなり、かつ前記電子輸送層を構成する材料と前記第二発光層のホスト材料とが同一の材用からなることを特徴とする請求項6に記載の有機EL素子。
【請求項9】
前記発光層中のホスト材料が、ガラス転移温度が100℃〜300℃の有機材料であることを特徴とする請求項5〜8のうちのいずれか一項に記載の有機EL素子。
【請求項10】
前記第一の凹凸の平均高さが20〜200nmの範囲であることを特徴とする請求項1〜9のうちのいずれか一項に記載の有機EL素子。
【請求項11】
前記第一の凹凸の平均ピッチが100〜700nmの範囲であることを特徴とする請求項1〜10のうちのいずれか一項に記載の有機EL素子。
【請求項12】
前記回折格子の凹凸層が無機層であることを特徴とする請求項1〜11のうちのいずれか一項に記載の有機EL素子。
【請求項1】
透明支持基板、
前記透明支持基板上に配置され且つ表面に第一の凹凸が形成されている凹凸層からなる回折格子、並びに
前記回折格子の表面に形成されている第一の凹凸の形状が維持されるようにして、前記回折格子上に順次積層された透明電極、少なくとも発光層を備える有機層、及び、金属電極、
を備える有機EL素子であって、
下記条件(A)〜(C):
[条件(A)] 前記第一の凹凸の形状を原子間力顕微鏡を用いて解析して得られる凹凸解析画像に2次元高速フーリエ変換処理を施してフーリエ変換像を得た場合において、前記フーリエ変換像が、波数の絶対値が0μm−1である原点を略中心とする円状又は円環状の模様を示しており、且つ、前記円状又は円環状の模様が波数の絶対値が10μm−1以下の範囲内となる領域内に存在すること、
[条件(B)] 前記第一の凹凸と、前記金属電極の有機層に対向する面の表面に形成された第二の凹凸とがいずれも、凹凸の形状を原子間力顕微鏡を用いて解析して得られる凹凸解析画像に基づいて求められる凹凸の深さ分布の標準偏差が15〜50nmとなるものであること、
[条件(C)] 前記第一の凹凸の深さ分布の標準偏差に対する前記第二の凹凸の深さ分布の標準偏差の変化率が+15%〜−15%であること、
を満たしていることを特徴とする有機EL素子。
【請求項2】
前記透明電極、及び、前記有機層中の厚みが10nm以上である各層の前記金属電極と対向する面の表面に形成された凹凸がいずれも、凹凸の深さ分布の標準偏差が15〜50nmとなるものであり、且つ、前記第一の凹凸の深さ分布の標準偏差に対する凹凸の深さ分布の標準偏差の変化率が+15%〜−15%となるものであることを特徴とする請求項1に記載の有機EL素子。
【請求項3】
前記透明電極、及び、前記有機層の各層の前記金属電極と対向する面の表面に形成された凹凸がいずれも、凹凸の深さ分布の標準偏差が15〜50nmとなるものであり、且つ、前記第一の凹凸の深さ分布の標準偏差に対する凹凸の深さ分布の標準偏差の変化率が+15%〜−15%となるものであることを特徴とする請求項1又は2に記載の有機EL素子。
【請求項4】
前記有機層を構成する材料が、ガラス転移温度が70℃〜300℃の有機材料であることを特徴とする請求項1〜3のうちのいずれか一項に記載の有機EL素子。
【請求項5】
前記有機層が正孔輸送層と電子輸送層とを更に備えており且つ前記発光層が燐光材料とホスト材料とを含有する層であることを特徴とする請求項1〜4のうちのいずれか一項に記載の有機EL素子。
【請求項6】
前記発光層が第一発光層と第二発光層の二層構造を有し且つ前記第一発光層と前記第二発光層のホスト材料の種類がそれぞれ異なることを特徴とする請求項5に記載の有機EL素子。
【請求項7】
前記正孔輸送層を構成する材料と前記発光層のホスト材料とが同一の材料からなることを特徴とする請求項5に記載の有機EL素子。
【請求項8】
前記正孔輸送層を構成する材料と前記第一発光層のホスト材料とが同一の材料からなり、かつ前記電子輸送層を構成する材料と前記第二発光層のホスト材料とが同一の材用からなることを特徴とする請求項6に記載の有機EL素子。
【請求項9】
前記発光層中のホスト材料が、ガラス転移温度が100℃〜300℃の有機材料であることを特徴とする請求項5〜8のうちのいずれか一項に記載の有機EL素子。
【請求項10】
前記第一の凹凸の平均高さが20〜200nmの範囲であることを特徴とする請求項1〜9のうちのいずれか一項に記載の有機EL素子。
【請求項11】
前記第一の凹凸の平均ピッチが100〜700nmの範囲であることを特徴とする請求項1〜10のうちのいずれか一項に記載の有機EL素子。
【請求項12】
前記回折格子の凹凸層が無機層であることを特徴とする請求項1〜11のうちのいずれか一項に記載の有機EL素子。
【図1】

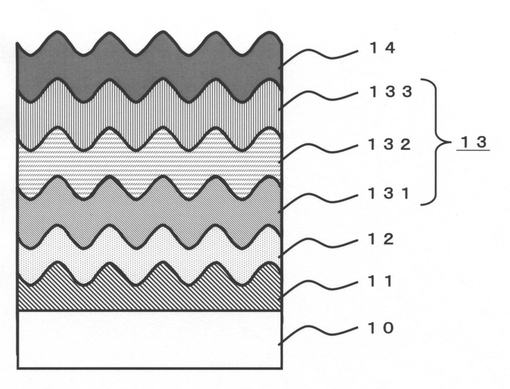
【図2】
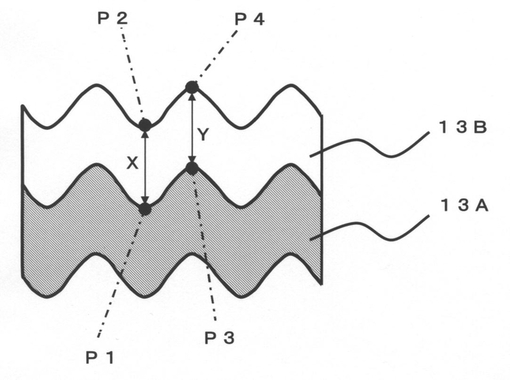
【図3】
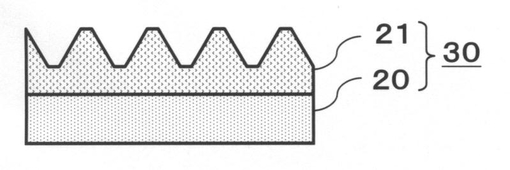
【図4】
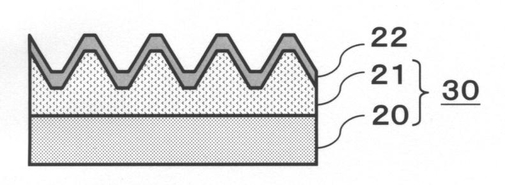
【図5】
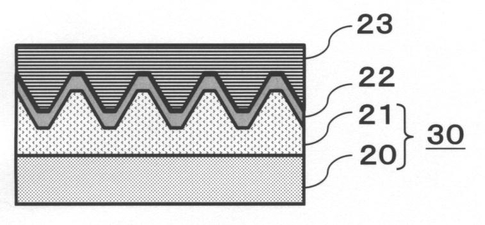
【図6】
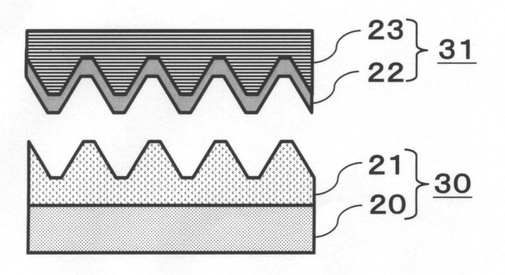
【図7】
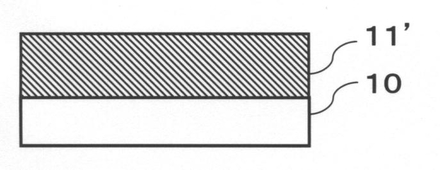
【図8】
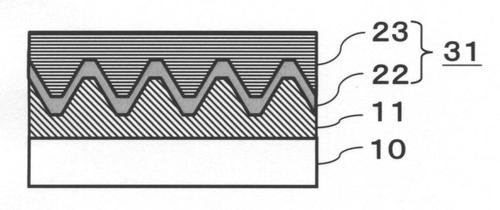
【図9】
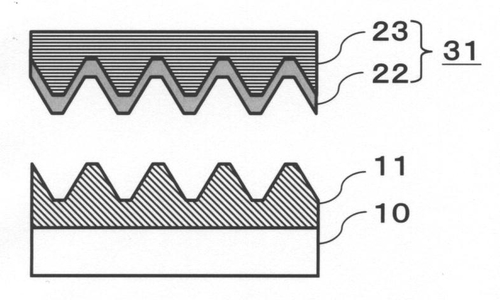
【図10】
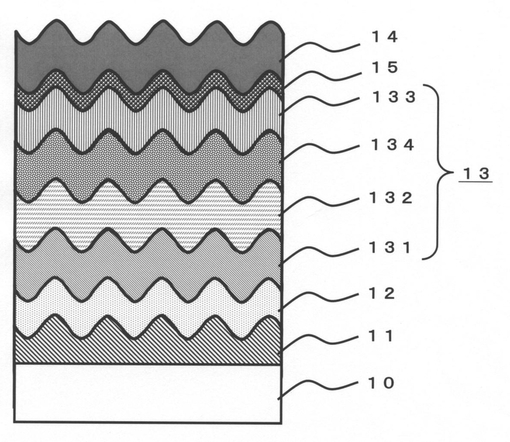
【図11】
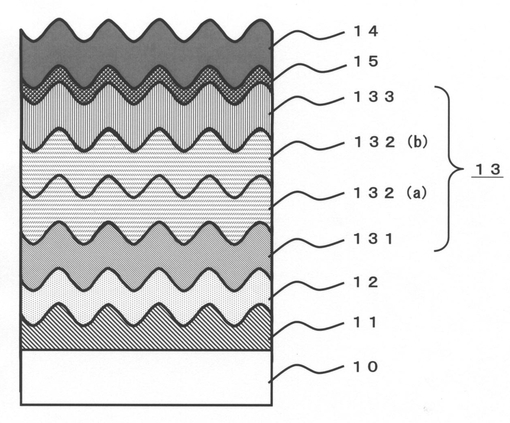
【図12】
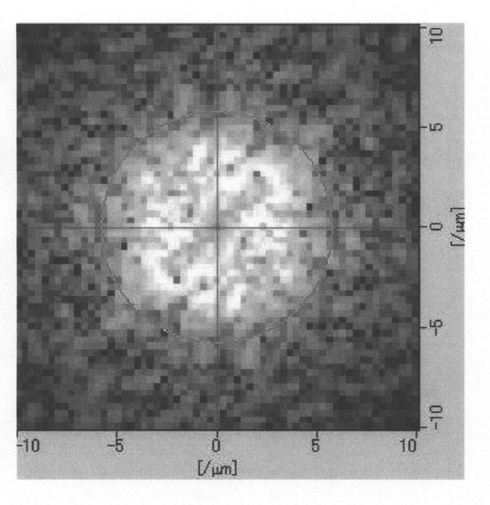
【図13】
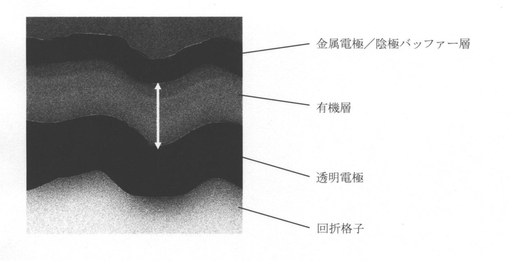
【図14】
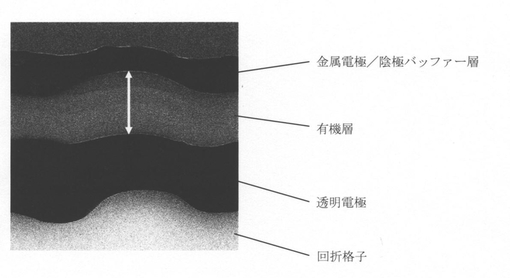
【図15】
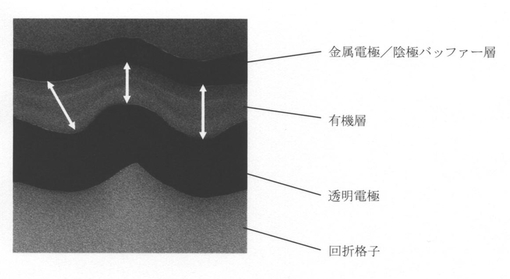
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2013−109932(P2013−109932A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−253284(P2011−253284)
【出願日】平成23年11月18日(2011.11.18)
【出願人】(000004444)JX日鉱日石エネルギー株式会社 (1,898)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月18日(2011.11.18)
【出願人】(000004444)JX日鉱日石エネルギー株式会社 (1,898)
【Fターム(参考)】
[ Back to top ]