
木材乾燥法及びそれを実施するためのユニット
本発明は木材加工の分野に関する。乾燥法は、木材を80〜100℃の平均体積温度に加熱しながら空気熱キャリヤを大気圧で木材に吹き付け、遊離水分を押し出しながら、水から蒸気への相転移なしで、木材の一定温度が確立されるまで、パルス化急速真空を50mmHg以下の作業圧で10秒以下の期間適用し、空気熱キャリヤを供給することによって真空を大気圧まで解除する交互サイクルの繰り返しからなり、木材は、150〜300℃の温度で、0.07MPa以下の過剰圧で空気熱キャリヤを使用して吹き付けられ、真空が解除される。この木材乾燥法を実施するための装置は、高速作用弁を有するパイプによって冷却受け器に接続された二つの乾燥チャンバを含み、前記冷却受け器は、第二の受け器に直列に接続され、真空シールを有するパイプによって真空ポンプに接続されている。第一の受け器は、蒸気液滴媒体の流れのためのらせんガイドを受け器シェルの内径への接線に沿って装着されている。乾燥チャンバは熱キャリヤ調製送り出しシステムに接続されている。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、木材加工の分野に関し、特に、木材真空乾燥技術に関し、木材、木材加工及び他の産業において使用することができる。
【背景技術】
【0002】
熱媒体による材料の同時ブローイング及び真空処理による加熱サイクルの交互繰り返し、ならびに各サイクル中の断熱曝露による、現在使用されている建築資材の衝撃真空乾燥法は、加熱と、ブローイング時間に等しい期間の真空処理との間で実施される。ブローイング操作は、160℃の温度及び1kgあたり15gの水分含量のガス空気混合物を用いて6分間実施される。真空処理は、300mmHgの残留圧で2分間実施される(1981年公開のUSSR第1000701号、分類F26B5/04を参照)。ユニットは、パイプライン及び弁を介して受け器に接続された乾燥チャンバ及び真空ポンプを含む。
【0003】
この方法及びユニットの欠点は、長時間真空を発生させる必要性による顕著なパワー消費及び乾燥操作のために要する長い時間、断面積における木材乾燥の劣悪な品質及びパイルの長手方向への最終的な水分含量のかなりの不均一さ、を含む。
【0004】
乾燥チャンバ中、熱媒体ブローイング操作サイクルと発生蒸気排出及び真空処理操作との交互繰り返しによる、木材が平均体積温度80〜100℃に事前に加熱される、より良好な木材乾燥法がある。こののち、木材乾燥は、真空処理と熱媒体を用いるブローイング操作サイクルとの交互繰り返しにより、水分含量が30%に達するまで実施される。真空処理サイクルののち、圧力が大気圧に等しくなるまで封止乾燥チャンバ中で曝露が実施され、10〜50mmHgの残留圧で30〜120分間真空処理が実施され、1〜30秒間圧力解除が実施され、真空処理操作が実施されるとき凝縮物が除去され、真空処理操作時間に等しい期間、熱媒体を用いて温度80〜150℃でブローイング操作が実施される。木材乾燥操作は、30%の水分含量に達し、材料の密度、水分含量、表面積、乾燥される木材の厚さ及び幅などを含む数式によって決定される全真空処理操作時間が経過するまで繰り返される。真空処理操作ののち30%水分含量に達すると、真空曝露なしで80〜150℃の温度でブローイング操作が実施され、最終水分含量に達するまでの木材乾燥は、数式によって又は実践的方法によって決定される(特許RF第2056602号、分類F26B5/04を参照)。
【0005】
この方法に使用されるユニットは、速応弁及び真空パイプシステムを介して受け器及び真空ポンプに接続された加熱乾燥真空チャンバを含む。求められる真空深さを得るためには、乾燥チャンバ空間と受け器空間との比が少なくとも1:10でなければならない。
【0006】
この方法及びユニットの欠点はいくつかの運用の問題を含む。乾燥チャンバ空間の10倍の空間を有する受け器を製造するためには顕著な資本支出が必要であり、木材から凝縮物が除去されるときにはシステム全体の封止解除が求められ、これが、木材乾燥操作が再開されたとき、パワー消費増大、ユニットの各種パーツの非効率的使用及び低い効率をもたらす。
【0007】
請求項に係る方法にもっとも近い類似物は、熱媒体を用いる、発生する蒸気を除去しながらのブローイング操作サイクル、真空処理、平均体積温度80〜100℃への事前の加熱、真空処理と熱媒体を用いるブローイングサイクルとの交互繰り返しによって実施される木材乾燥であり、各真空処理サイクルは、受け器、速応弁及びパイプラインによる迅速真空処理法によって、封止された乾燥チャンバ中、一定の木材加熱で、雰囲気から絶縁された乾燥チャンバ中で木材を一定に加熱して実施され、チャンバ中の曝露プロセスは、所与の温度における蒸気圧平衡に等しい圧力の下で実施される。各真空処理サイクルの前に、受け器中、1〜10mmHgの圧力で迅速真空処理操作が実施され、速応弁が、0.1〜0.5秒間の受け器への乾燥チャンバの接続及び0.5〜5.0秒間の乾燥チャンバ中の圧力解除を提供し、受け器への乾燥チャンバのパイプライン接続を使用する。受け器空間設計は、乾燥チャンバに接続されたとき、後者中の圧力が所与の温度における蒸気圧平衡未満になるような手法で実施される(特許RF第2228498分類F26B5/4を参照)。
【0008】
この方法を実際に使用するユニットにもっとも近い類似物は、木材乾燥ユニットである(特許RF第2213309号、F26B、9/06、5/04を参照)。装置は、速応弁を備えたパイプラインを介して受け器及び真空ポンプに接続された二つの乾燥チャンバを含む。受け器の空間は、木材を充填された後の乾燥チャンバの一つの空間に等しい。これは、エアロックチャンバを備え、パイプライン及び弁を介して後者に接続されている。乾燥チャンバを受け器に接続するパイプラインは、受け器に正接する状態で設置されている。各乾燥チャンバを受け器に接続するパイプラインの直径は、次式にしたがって計算される。
【0009】
【数1】
【0010】
式中、
dは、パイプライン直径、mであり、
Pは、乾燥チャンバ中の圧力、Paであり、
P0は、受け器中の圧力、Paであり、
lは、パイプライン長、mであり、
Voは、乾燥チャンバの自由空間、m3であり、
tは、乾燥チャンバ中で設計圧を達成する時間、sである。
【0011】
この方法及びユニットには、いくつかの運用上の欠点がある。
【0012】
この方法の欠点は、真空木材加熱を実施することを含み、これが、低強度水分蒸発の実際の平衡プロセス中の水分排出ならびに乾燥プロセスの低い速度及び乾燥木材の低い品質を生じさせる。そのうえ、比較的低い湿度の空気による80〜100℃への木材の初期加熱が外部及び内部の亀裂を生じさせるおそれがある。
【0013】
ユニットの欠点は、低い性能である。二つの乾燥チャンバを同時に作動させるとき、高温蒸気・液滴媒体を受け器中に排出するために交互真空処理を実施する必要があり、これが、真空ポンプチャンバ中の受け器中の温度上昇及び真空増強速度の低下ならびに受け器中の真空レベルの低下を生じさせる。したがって、乾燥チャンバ及び受け器中の圧力勾配の低下により迅速真空処理の効率が低下し、それが木材乾燥プロセスの期間を増し、パワー消費を増大させる。蒸気・液滴混合物凝縮ならびに真空ライン及び復熱気ライン中の熱流冷却のための器具の不在がユニットの生産性及び乾燥木材の品質を低下させる。
【0014】
前述の式においてパイプライン直径を決定するために、乾燥チャンバ中の設定圧の時間がもっとも近い類似物に含められ、時間は、充填及び断熱ガス膨張における乾燥チャンバ中の温度変化の後の受け器の空間と乾燥チャンバの自由空間との関係に依存する。パイルの体積が木材サイズとともに異なるため、乾燥チャンバ中の自由空間は一定ではない。パイプライン直径を決定するための上述の式は不正確であると思われる。
【発明の概要】
【発明が解決しようとする課題】
【0015】
本発明の課題は、高温乾燥スケジュールを使用して、乾燥プロセスを促進すると同時に乾燥木材品質及びパワー消費低減を改善することを可能にする、木材乾燥法及びそれを実施するためのユニットの開発である。
【0016】
この課題は、熱媒体による木材のブローイング操作及び平均体積温度80〜100℃への木材の加熱、受け器、速応弁及びパイプラインを使用する衝撃(迅速)真空処理、その後の真空曝露を含む交互繰り返しサイクルによる木材乾燥法であって、木材のブローイングが大気圧で実施され、衝撃真空処理が、木材から遊離水分を押し出しながら、水から蒸気への転移なしで10秒以内の期間実施され、木材温度の安定な一定値に達するまでの真空曝露、その後、熱媒体による大気圧への真空解除を含み、木材ブローイング及び真空解除が、温度150〜300℃の復熱気を使用することによって実施され、乾燥操作の開始時及び終了時、温度100〜115℃及び0.07MPa以下の圧力計圧の蒸気を熱媒体として使用して一つ以上の乾燥サイクルが実施される方法のような技術によって達成される。真空処理は50mmHg以下の作業圧で実施される。
【0017】
軟木の場合、乾燥操作が完了すると、冷却受け器の内壁に凝縮したコロホニーの除去ののち、受け器のジャケットへの、115℃までの温度及び0.07MPa以下の圧力計圧の蒸気での融解が起こる。
【0018】
この方法を実施するために、木材乾燥ユニットが提案される。これは、速応弁を備えたパイプラインを介して受け器に接続された二つの乾燥チャンバからなり、受け器は、エアロックチャンバを備え、弁及び真空ポンプを備えたパイプラインを介して後者に接続されている。さらには、ユニットは、第一の受け器と直列に配置され、真空ロックを備えたパイプラインを介して真空ポンプに接続された第二の受け器を備えている。第一の受け器は、ジャケットを備え、その出口の近くに、蒸気・液滴の流れ方向のためのらせん形のガイド装置が、受け器の本体の内径に正接する状態で設置され、乾燥チャンバが、エアダクトを介して、熱媒体供給の調製のためにシステムに接続されている。
【0019】
受け器の自由空間の合計と乾燥チャンバの自由空間との関係ならびに乾燥チャンバ中の設定圧に達する時間は以下の式にしたがって計算される。
【0020】
【数2】
【0021】
式中、
Vpは、受け器の自由空間であり、
Vκ.c.は、乾燥チャンバの自由空間であり、
Pκ.c.o.は、乾燥チャンバ中の初期圧であり、
PH.Π.は、乾燥チャンバ中の温度に依存する水蒸気の飽和圧であり、
Ppoは、受け器中の初期圧であり、
tは、乾燥チャンバ中の設定圧到達時間であり、
κは、乾燥チャンバ中の気体ポリトロープ指数であり、
B=(κ−1)/2×(Go/ωo)−流出速度指数である。
【0022】
【数3】
【0023】
gは、自由落下加速度であり、
Fκpは、乾燥チャンバを受け器に接続するパイプラインのスロート面積であり、
Rは、乾燥チャンバ中のガスのガス定数であり、
Tκ.c.o.は、弁のスイッチオンの前の乾燥チャンバ中のガスの初期温度であり、
ωoは、弁のスイッチオンの前の乾燥チャンバ中のガスの初期質量である。
【0024】
ユニット中、熱媒体供給システム設計が時間、流量及び温度の制御を可能にする。
【0025】
耐火性及び生体安定性のような性質を木材に提供するために、ユニットは、パイル上での処理材料の均一な分散のためのノズルを備えたパイプラインに噴射弁を介して接続された材料処理調製ユニットを備えている。
【0026】
提供される乾燥法は、大気圧における加熱により、また、150〜300℃の温度の乾燥復熱気の供給により、真空で木材を加熱する場合に比較して木材加熱速度を高める。この場合、木材加熱温度の最高値に達する。その後の衝撃真空処理操作中、木材の過熱によって木材中で水分の沸騰が起こり、ひいては、木材から乾燥チャンバ及び真空ラインへのより激しい水分移動が起こる。
【0027】
真空衝撃中、冷却真空受け器中の蒸気・液滴媒体冷却及び凝縮により、もっとも近い類似物と比較しても大きな値の圧力勾配が起こり、真空衝撃の影響下、木材毛管中の水分の大部分が、蒸発なしで、木材プロセスからの水分抽出を増強すると同時にパワー消費を減らし、従来の乾燥ユニットで乾燥させた場合に起こる損傷を受けない、高品質及び水分含量が均一な乾燥木材を製造することを可能にするもっとも小さい滴(ミスト)として抽出される。
【0028】
本質的な特徴の全セットは、乾燥チャンバ自由空間に木材のパイルを充填した後の、乾燥チャンバ自由空間に対する真空受け器の全空間の関係を増大させる。これが乾燥チャンバ中の真空増強速度及び深さを増大させ、その結果、水分押し出し及び木材乾燥のプロセスが増強され、乾燥時間及びパワー消費が減り、ユニットの効率が高まる。
【図面の簡単な説明】
【0029】
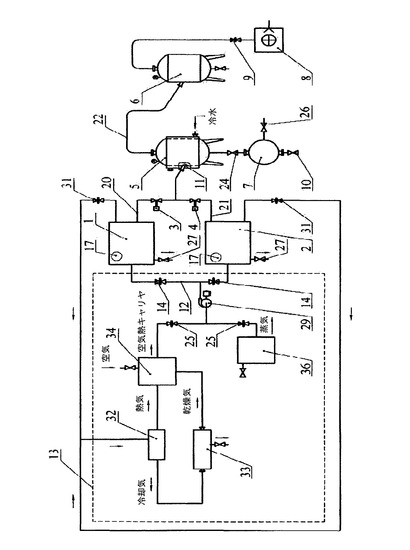
【図1】乾燥法を実施するためのユニットのブロック図である。
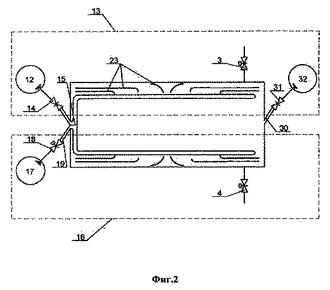
【図2】乾燥チャンバの要素の配設図である。
【発明を実施するための形態】
【0030】
乾燥法を実施するためのユニットのブロック図(図1)及び乾燥チャンバの要素の配設図(図2)を示す図面によって本発明を説明する。
【0031】
ユニットのブロック図及び乾燥チャンバの要素の配置図は、パイプライン20、21及び速応弁3、4を介して冷却真空受け器5に接続された乾燥チャンバ1、2を含む。受け器5の入口には、らせんガイド装置11が設置されている。受け器5は、真空ロック9を備えたパイプライン22を介して第二の真空受け器6及び真空ポンプ8に直列に接続され、パイプライン及び接続弁24を介してエアロックチャンバ7に接続されている。エアロックチャンバ7はドレンタップ10及びベントタップ26を備えている。乾燥チャンバ1、2は熱媒体供給ライン12に接続されている。熱媒体供給ラインは、100〜115℃の蒸気を0.07MPa以下の圧力計圧で供給するための蒸気発生器又はボイラ室を含む、媒体調製物を加熱するためのシステム13ならびに復熱気を設定温度(150〜300℃)に調製するためのガス発生器34、二つの真空ロック25、ファン29及びパイル加熱のための二つの真空ロック14に接続されている。蒸気・空気熱媒体の供給は、乾燥チャンバの端部から実施され、加熱流がガイド装置15又はシャッタアセンブリ23を介してパイルの一つ又はもう一つの側に送られる。加熱流は、パイルの断面に送られ、背面からエアダクト30及び真空ロック31を通ってパイルを離れる。復熱気が渦管22及び温水器タイプ乾燥機33に送られ、温水器タイプ乾燥機は冷水で冷却されて、乾燥チャンバからの空気流の相対湿度を下げる。ドレンタップ27が、乾燥チャンバ27からの凝縮物を受けタンクに排出するように設計されている。
【0032】
提供される乾燥方法は以下の手法で実施される。乾燥される木材が移動可能トロリー上でパイルに詰められ、乾燥チャンバ1又は2に配置される。ユニットの動作は、第一の乾燥チャンバを例に挙げて説明する。理由は、第二の乾燥チャンバも同様に機能するからである。チャンバ1のドアが閉じられ、速応弁3及びタップ10、26、27がオフにされる。真空ポンプ8の機能が、冷却受け器5、受け器6及びエアロックチャンバ7中に50mmHg以下の作業圧を提供する。真空ロック9及び弁24がオンにされる。
【0033】
受け器5、6及びエアロックチャンバ7中で設定圧に達すると、真空ロック9がオフにされ、真空ポンプがシャットオフされる。木材加熱の段階で、温度100〜115℃及び0.07MPa以下の圧力計圧の水蒸気が、ボイラ室又は蒸気発生器36から、ファン29を備えた蒸気・空気熱媒体ライン12、真空ロック25、14、流れガイド装置15又はシャッタアセンブリ23を介して供給される。水蒸気はパイルの一つ又はもう一つの側にその断面で入り、背面からエアダクト30及び真空ロック31を通ってパイルを離れる。
【0034】
木材サイズに依存してパイル中で設定温度80〜100℃に達すると、真空ロック14、31がオフにされ、速応弁3が1秒間オンにされることによって水蒸気の供給がシャットオフされ、それが乾燥チャンバ1を冷却受け器5に接続し、水分の押し出し及び乾燥を含む木材の真空衝撃衝突が起こり、受け器5、6、エアロックチャンバ7及び乾燥チャンバ1中で圧力が等しくなり、乾燥チャンバ中で温度が低下する。温度が木材の安定な温度まで低下すると、チャンバ1中、真空曝露が実施される。そして、速応弁3がオフにされ、真空ロック31、14がオンにされて復熱気によって真空が解除されて、乾燥チャンバ1中で大気圧に達し、真空ロック31、14がオフされ、ドレンタップ27がオンにされて凝縮物を乾燥チャンバ1から排出させる。同時に、縮合物がエアロックチャンバから除去され、弁24がオフにされ、弁26がオンにされてエアロックチャンバ中の圧力を大気圧に等しくし、弁10がオンにされてエアロックチャンバから凝縮物を除去する。受け器5、6の封止解除は起こらず、作業圧がその後の実施される衝撃真空処理操作に達するための時間が節約され、パワー消費が低くなる。乾燥チャンバ及びエアロックチャンバから凝縮物が凝縮物タンクに送られる。凝縮物が乾燥チャンバ1及びエアロックチャンバ7から除去されたのち、タップ10、26、27がオフにされ、速応弁3がオフにされ、真空ロック9及び弁24がオンにされ、真空ポンプ8がスイッチオンされ、受け器5、6及びエアロックチャンバ7中に真空が発生して50mmHg以下の作業圧に達する。受け器5、6中で真空に達すると同時に、蒸気がロック14を介して乾燥チャンバ1中に供給され、熱媒体がロック31を介して除去されて木材を温度80〜100℃に達するまで加熱し、水分押し出し及び木材乾燥を伴う真空衝撃処理が実施される。水蒸気によるパイル加熱、次いで衝撃真空処理及び木材安定温度に達するまでの温度低下を伴う真空曝露のサイクルは、パイル中の木材のサイズに依存して一回以上繰り返される。
【0035】
熱容量Cp=1.0kJ/(kg×℃)の空気熱媒体をより効果的な水蒸気としての熱媒体Cp=2.09kJ/(kg×℃)に変更することが、木材加熱を促進し、木材乾燥時間を短縮することを可能にする。水蒸気と木材との間のそのような温度差で、木材表面で水蒸気凝縮が起こり、蒸発潜熱r=2262.6kJ/kgの放出を伴い、これが、木材加熱のパターンを根本的に変化させる。木材乾燥加速プロセスとともに、木材表面の水蒸気凝縮により、木材中への水の拡散が起こり、それにより、木材の上層を湿らせ、木材中の表面応力緩和が起こり、他のタイプの乾燥では、水分排出の初期段階で表面応力が木材の割れを生じさせる。
【0036】
乾燥チャンバ中の低レベルの残留圧及びこの圧力に達する高い速度が、毛管及び毛管間空間中にある水分が、圧力差の影響下(チャンバ中の圧力は毛管中の圧力よりも低い)、蒸気に転移することなく表面に移動するための条件を提供する。水中に溶解したガスがその膨張によってこのプロセスを促進する。ガスは水よりも移動性であるため、ガスがまず移動を始め、それにより、毛管中に規則的な流れを発生させる。
【0037】
パイル加熱の段階で、真空衝撃処理により、木材のタイプに依存して40〜60%の量の遊離水分が押し出されて蒸気に転移し、その水分排出プロセスが増強され、パワー消費が減る。
【0038】
パイル中の平均体積温度80〜100℃に達すると、蒸気による木材の加熱は停止し、木材のタイプ及びサイズに依存して、設定温度150〜300℃の熱気による加熱が続く。
【0039】
ガス発生器34中、温度1000〜1200℃の高温ガスが大気と混合され、渦管32ののち、乾燥熱気と混合され、温水器33ののち、乾燥冷気と混合される。ガス発生器から調製された、パイル中の木材のタイプ及びサイズに依存して温度150〜300℃の熱媒体は、蒸気・空気熱媒体ライン12を介して、ファン29により、真空ロック25、流れガイド装置14又は均一なパイル加熱のためのシャッタアセンブリ23を介して、乾燥チャンバ1に供給され、パイルの一つ又はもう一つの側にその断面で送られ、背面からエアダクト30及び真空ロック31を通ってパイルを離れ、渦管32及び冷水で冷却される温水器タイプ乾燥機33に入り、ガス発生器中の排出された熱媒体の相対湿度及び再循環を低下させる。渦管中、気流は冷却気に分割され、冷却気が温水器タイプ乾燥機に入り、熱気がガス発生器に入り、復熱気の成分として使用される。温水器タイプ乾燥機33から、乾燥した気流がガス発生器34に入って、設定温度の熱媒体を調製する。乾燥機33から、凝縮した水分が凝縮物タンクに入る。
【0040】
乾燥機1中で設定温度に達すると、真空ロック14、37、タップ27がオフにされることによって熱媒体の供給は停止し、チャンバ1を冷却受け器に接続する速応弁3がオンにされる。木材に対する熱真空衝撃処理は、水分の押し出し及び乾燥を伴って起こり、受け器5、6、エアロックチャンバ7及び乾燥チャンバ1中で圧力均等化が起こり、同時に乾燥チャンバ中の温度が低下する。乾燥チャンバ中、木材の温度が一定のレベルまで低下すると、木材の真空曝露が実施される。そして、速応弁3がオフにされ、真空ロック14、31がオンにされて、復熱気によって真空を解除して乾燥チャンバ1中で大気圧に達し、真空ロック14、31がオフにされ、ドレンタップ27がオンにされて凝縮物を乾燥チャンバ1から排出させる。同時に、凝縮物がエアロックチャンバから除去され、弁24がオフにされ、弁26がオンにされてエアロックチャンバ中の圧力が大気圧と均等化されたのち、弁10がオンにされてエアロックチャンバから凝縮物を除去する。凝縮物は、乾燥チャンバ及びエアロックチャンバから凝縮物タンクに入る。凝縮物が乾燥チャンバ1及びエアロックチャンバ7から除去されたのち、タップ10、26、27がオフにされ、速応弁3がオフにされ、真空ロック24及び弁9がオンにされ、真空ポンプ8がスイッチオンされ、受け器5、6及びエアロックチャンバ7中に真空が発生して、50mmHg以下の作業圧に達する。乾燥チャンバ1中、真空ライン中で真空に達するのと同時に、復熱気による木材加熱が起こり、所定温度に達すると、材木に対する真空衝撃処理が起こり、水分押し出し及び乾燥を伴う。木材から水分が除去されるとき、乾燥チャンバの出口で気流温度が上昇し、乾燥チャンバ中で真空深さの成長が認められる。乾燥チャンバ中、乾燥した高温復熱気によるパイルの加熱ののち、真空衝撃処理が繰り返されて、材木中の所要水分含量に達する。木材乾燥操作の終了は、乾燥チャンバの入口と出口との復熱気の温度差及び真空ライン中の水蒸気温度にしたがって検出される。
【0041】
木材乾燥操作が終了すると、そのコンディショニング、上層の加湿及び温度低下が実施される。コンディショニング操作は、真空衝撃サイクルを用いる「スチーミング」法によって実施される。真空解除は、乾燥チャンバ1の空間に蒸気を注入したのち時間調節することによって実施され、木材の上層中への水の拡散及び木材における応力低下が起こる。蒸気及び時間調節の量は木材のタイプ及びサイズに依存する。コンディショニングの段階は、弁3、4がオンになり、過剰な圧力が冷却受け器5中に放出されることによって完了する。
【0042】
不均一な木材乾燥が起こる操作の終了時には、木材中に応力が発生して、乾燥される材料の表面及び内側区域の亀裂形成を促進し、これが木材のねじれを生じさせる。2〜3回の最終的な水分排出サイクル中、蒸気がパイルに入り、木材の上層中で水分含量の増加が起こり、同時に応力が低下して、乾燥される木材の亀裂形成及びねじれを防ぐ。実験が、乾燥操作の終了時、2サイクルの木材スチーミングののち、木材における応力が7〜8から1.5〜2.0%に低下することを示す。
【0043】
水分及びコロホニー蒸気(軟木乾燥の場合)は冷却され、冷水で冷却される凝縮器内面に凝縮するため、冷却受け器5は、木材からの蒸発物の凝縮器として機能する。冷却受け器本体5の内径に正接する状態で設置された、蒸気・液滴流のためのらせん形のガイド装置11が、アクティブな蒸気凝縮及びエアロックチャンバへの凝縮物除去を提供して、それにより、排出される媒体の平均温度を下げる。冷却受け器5は、液滴キャッチャ及び、軟木乾燥の場合には、コロホニー受けタンクとして連続的に機能する。
【0044】
受け器6の頂部を介する受け器5、6の真空ポンプ6への交互接続が、蒸気・液滴媒体が真空ポンプ8に入る可能性を大幅に低下させ、それにより、受け器中の作業圧を低下させ、したがって、装置生産性が増大し、パワー消費が低下する。
【0045】
乾燥チャンバ1、2の機能は、木材加熱サイクルがチャンバ1中で実施されるとき、木材押し出し及び乾燥を含む熱真空衝撃処理サイクルがチャンバ2中で実施される、及びその逆で実施されるように同期化される。
【0046】
乾燥操作が完了すると、凝縮物はタップ27を介して受けタンク中に排出される。
【0047】
軟木乾燥操作ののち、凝縮したコロホニーを冷却受け器の内面から除去するプロセスが、蒸気100〜115℃を受け器ジャケットに導入し、コロホニーを液体状態に達するまで加熱し、コロホニーを弁24及びタップ10に通して容器中に排出させることによって実施される。
【0048】
難燃剤、木材防腐剤及びワニスペイント組成物の調製のためのユニットは、さらなる性質、たとえば難燃剤を木材に含浸させることによる難燃性、木材防腐剤の含浸によるバイオプルーフ性を木材に提供し、ワニスペイント組成物の塗布によって木の様々な色及び色相を得るように設計されている。木材乾燥操作ののち、必要な水分含量に達すると、真空が解除されて大気圧に達するとき供給材料流を含浸させることによって木材の含浸が実施される。
【0049】
請求項に係る装置の見本が製造され、実験工業試験の段階を通過し、様々なタイプの乾燥木材の高い品質、乾燥時間の短縮、操作信頼性及び操作しやすさならびに乾燥木材のコスト減を実証した。
【0050】
ユニットは、環境的及び火災的に安全な閉鎖システムを提供し、国際基準に適合する。ユニットは、様々なタイプの木材を乾燥させるとき、高い効率を特徴とし、木材の高い品質を維持しながらも必要な水分含量まで乾燥させ、難燃性、バイオプルーフ性のような特別な性質を提供し、様々な色及び色相の木材を提供し、軟木乾燥の場合にはコロホニーを捕集する。装置は操作しやすく、経済的に効果的であり、木材乾燥プロセスは自動化される。
【技術分野】
【0001】
本発明は、木材加工の分野に関し、特に、木材真空乾燥技術に関し、木材、木材加工及び他の産業において使用することができる。
【背景技術】
【0002】
熱媒体による材料の同時ブローイング及び真空処理による加熱サイクルの交互繰り返し、ならびに各サイクル中の断熱曝露による、現在使用されている建築資材の衝撃真空乾燥法は、加熱と、ブローイング時間に等しい期間の真空処理との間で実施される。ブローイング操作は、160℃の温度及び1kgあたり15gの水分含量のガス空気混合物を用いて6分間実施される。真空処理は、300mmHgの残留圧で2分間実施される(1981年公開のUSSR第1000701号、分類F26B5/04を参照)。ユニットは、パイプライン及び弁を介して受け器に接続された乾燥チャンバ及び真空ポンプを含む。
【0003】
この方法及びユニットの欠点は、長時間真空を発生させる必要性による顕著なパワー消費及び乾燥操作のために要する長い時間、断面積における木材乾燥の劣悪な品質及びパイルの長手方向への最終的な水分含量のかなりの不均一さ、を含む。
【0004】
乾燥チャンバ中、熱媒体ブローイング操作サイクルと発生蒸気排出及び真空処理操作との交互繰り返しによる、木材が平均体積温度80〜100℃に事前に加熱される、より良好な木材乾燥法がある。こののち、木材乾燥は、真空処理と熱媒体を用いるブローイング操作サイクルとの交互繰り返しにより、水分含量が30%に達するまで実施される。真空処理サイクルののち、圧力が大気圧に等しくなるまで封止乾燥チャンバ中で曝露が実施され、10〜50mmHgの残留圧で30〜120分間真空処理が実施され、1〜30秒間圧力解除が実施され、真空処理操作が実施されるとき凝縮物が除去され、真空処理操作時間に等しい期間、熱媒体を用いて温度80〜150℃でブローイング操作が実施される。木材乾燥操作は、30%の水分含量に達し、材料の密度、水分含量、表面積、乾燥される木材の厚さ及び幅などを含む数式によって決定される全真空処理操作時間が経過するまで繰り返される。真空処理操作ののち30%水分含量に達すると、真空曝露なしで80〜150℃の温度でブローイング操作が実施され、最終水分含量に達するまでの木材乾燥は、数式によって又は実践的方法によって決定される(特許RF第2056602号、分類F26B5/04を参照)。
【0005】
この方法に使用されるユニットは、速応弁及び真空パイプシステムを介して受け器及び真空ポンプに接続された加熱乾燥真空チャンバを含む。求められる真空深さを得るためには、乾燥チャンバ空間と受け器空間との比が少なくとも1:10でなければならない。
【0006】
この方法及びユニットの欠点はいくつかの運用の問題を含む。乾燥チャンバ空間の10倍の空間を有する受け器を製造するためには顕著な資本支出が必要であり、木材から凝縮物が除去されるときにはシステム全体の封止解除が求められ、これが、木材乾燥操作が再開されたとき、パワー消費増大、ユニットの各種パーツの非効率的使用及び低い効率をもたらす。
【0007】
請求項に係る方法にもっとも近い類似物は、熱媒体を用いる、発生する蒸気を除去しながらのブローイング操作サイクル、真空処理、平均体積温度80〜100℃への事前の加熱、真空処理と熱媒体を用いるブローイングサイクルとの交互繰り返しによって実施される木材乾燥であり、各真空処理サイクルは、受け器、速応弁及びパイプラインによる迅速真空処理法によって、封止された乾燥チャンバ中、一定の木材加熱で、雰囲気から絶縁された乾燥チャンバ中で木材を一定に加熱して実施され、チャンバ中の曝露プロセスは、所与の温度における蒸気圧平衡に等しい圧力の下で実施される。各真空処理サイクルの前に、受け器中、1〜10mmHgの圧力で迅速真空処理操作が実施され、速応弁が、0.1〜0.5秒間の受け器への乾燥チャンバの接続及び0.5〜5.0秒間の乾燥チャンバ中の圧力解除を提供し、受け器への乾燥チャンバのパイプライン接続を使用する。受け器空間設計は、乾燥チャンバに接続されたとき、後者中の圧力が所与の温度における蒸気圧平衡未満になるような手法で実施される(特許RF第2228498分類F26B5/4を参照)。
【0008】
この方法を実際に使用するユニットにもっとも近い類似物は、木材乾燥ユニットである(特許RF第2213309号、F26B、9/06、5/04を参照)。装置は、速応弁を備えたパイプラインを介して受け器及び真空ポンプに接続された二つの乾燥チャンバを含む。受け器の空間は、木材を充填された後の乾燥チャンバの一つの空間に等しい。これは、エアロックチャンバを備え、パイプライン及び弁を介して後者に接続されている。乾燥チャンバを受け器に接続するパイプラインは、受け器に正接する状態で設置されている。各乾燥チャンバを受け器に接続するパイプラインの直径は、次式にしたがって計算される。
【0009】
【数1】
【0010】
式中、
dは、パイプライン直径、mであり、
Pは、乾燥チャンバ中の圧力、Paであり、
P0は、受け器中の圧力、Paであり、
lは、パイプライン長、mであり、
Voは、乾燥チャンバの自由空間、m3であり、
tは、乾燥チャンバ中で設計圧を達成する時間、sである。
【0011】
この方法及びユニットには、いくつかの運用上の欠点がある。
【0012】
この方法の欠点は、真空木材加熱を実施することを含み、これが、低強度水分蒸発の実際の平衡プロセス中の水分排出ならびに乾燥プロセスの低い速度及び乾燥木材の低い品質を生じさせる。そのうえ、比較的低い湿度の空気による80〜100℃への木材の初期加熱が外部及び内部の亀裂を生じさせるおそれがある。
【0013】
ユニットの欠点は、低い性能である。二つの乾燥チャンバを同時に作動させるとき、高温蒸気・液滴媒体を受け器中に排出するために交互真空処理を実施する必要があり、これが、真空ポンプチャンバ中の受け器中の温度上昇及び真空増強速度の低下ならびに受け器中の真空レベルの低下を生じさせる。したがって、乾燥チャンバ及び受け器中の圧力勾配の低下により迅速真空処理の効率が低下し、それが木材乾燥プロセスの期間を増し、パワー消費を増大させる。蒸気・液滴混合物凝縮ならびに真空ライン及び復熱気ライン中の熱流冷却のための器具の不在がユニットの生産性及び乾燥木材の品質を低下させる。
【0014】
前述の式においてパイプライン直径を決定するために、乾燥チャンバ中の設定圧の時間がもっとも近い類似物に含められ、時間は、充填及び断熱ガス膨張における乾燥チャンバ中の温度変化の後の受け器の空間と乾燥チャンバの自由空間との関係に依存する。パイルの体積が木材サイズとともに異なるため、乾燥チャンバ中の自由空間は一定ではない。パイプライン直径を決定するための上述の式は不正確であると思われる。
【発明の概要】
【発明が解決しようとする課題】
【0015】
本発明の課題は、高温乾燥スケジュールを使用して、乾燥プロセスを促進すると同時に乾燥木材品質及びパワー消費低減を改善することを可能にする、木材乾燥法及びそれを実施するためのユニットの開発である。
【0016】
この課題は、熱媒体による木材のブローイング操作及び平均体積温度80〜100℃への木材の加熱、受け器、速応弁及びパイプラインを使用する衝撃(迅速)真空処理、その後の真空曝露を含む交互繰り返しサイクルによる木材乾燥法であって、木材のブローイングが大気圧で実施され、衝撃真空処理が、木材から遊離水分を押し出しながら、水から蒸気への転移なしで10秒以内の期間実施され、木材温度の安定な一定値に達するまでの真空曝露、その後、熱媒体による大気圧への真空解除を含み、木材ブローイング及び真空解除が、温度150〜300℃の復熱気を使用することによって実施され、乾燥操作の開始時及び終了時、温度100〜115℃及び0.07MPa以下の圧力計圧の蒸気を熱媒体として使用して一つ以上の乾燥サイクルが実施される方法のような技術によって達成される。真空処理は50mmHg以下の作業圧で実施される。
【0017】
軟木の場合、乾燥操作が完了すると、冷却受け器の内壁に凝縮したコロホニーの除去ののち、受け器のジャケットへの、115℃までの温度及び0.07MPa以下の圧力計圧の蒸気での融解が起こる。
【0018】
この方法を実施するために、木材乾燥ユニットが提案される。これは、速応弁を備えたパイプラインを介して受け器に接続された二つの乾燥チャンバからなり、受け器は、エアロックチャンバを備え、弁及び真空ポンプを備えたパイプラインを介して後者に接続されている。さらには、ユニットは、第一の受け器と直列に配置され、真空ロックを備えたパイプラインを介して真空ポンプに接続された第二の受け器を備えている。第一の受け器は、ジャケットを備え、その出口の近くに、蒸気・液滴の流れ方向のためのらせん形のガイド装置が、受け器の本体の内径に正接する状態で設置され、乾燥チャンバが、エアダクトを介して、熱媒体供給の調製のためにシステムに接続されている。
【0019】
受け器の自由空間の合計と乾燥チャンバの自由空間との関係ならびに乾燥チャンバ中の設定圧に達する時間は以下の式にしたがって計算される。
【0020】
【数2】
【0021】
式中、
Vpは、受け器の自由空間であり、
Vκ.c.は、乾燥チャンバの自由空間であり、
Pκ.c.o.は、乾燥チャンバ中の初期圧であり、
PH.Π.は、乾燥チャンバ中の温度に依存する水蒸気の飽和圧であり、
Ppoは、受け器中の初期圧であり、
tは、乾燥チャンバ中の設定圧到達時間であり、
κは、乾燥チャンバ中の気体ポリトロープ指数であり、
B=(κ−1)/2×(Go/ωo)−流出速度指数である。
【0022】
【数3】
【0023】
gは、自由落下加速度であり、
Fκpは、乾燥チャンバを受け器に接続するパイプラインのスロート面積であり、
Rは、乾燥チャンバ中のガスのガス定数であり、
Tκ.c.o.は、弁のスイッチオンの前の乾燥チャンバ中のガスの初期温度であり、
ωoは、弁のスイッチオンの前の乾燥チャンバ中のガスの初期質量である。
【0024】
ユニット中、熱媒体供給システム設計が時間、流量及び温度の制御を可能にする。
【0025】
耐火性及び生体安定性のような性質を木材に提供するために、ユニットは、パイル上での処理材料の均一な分散のためのノズルを備えたパイプラインに噴射弁を介して接続された材料処理調製ユニットを備えている。
【0026】
提供される乾燥法は、大気圧における加熱により、また、150〜300℃の温度の乾燥復熱気の供給により、真空で木材を加熱する場合に比較して木材加熱速度を高める。この場合、木材加熱温度の最高値に達する。その後の衝撃真空処理操作中、木材の過熱によって木材中で水分の沸騰が起こり、ひいては、木材から乾燥チャンバ及び真空ラインへのより激しい水分移動が起こる。
【0027】
真空衝撃中、冷却真空受け器中の蒸気・液滴媒体冷却及び凝縮により、もっとも近い類似物と比較しても大きな値の圧力勾配が起こり、真空衝撃の影響下、木材毛管中の水分の大部分が、蒸発なしで、木材プロセスからの水分抽出を増強すると同時にパワー消費を減らし、従来の乾燥ユニットで乾燥させた場合に起こる損傷を受けない、高品質及び水分含量が均一な乾燥木材を製造することを可能にするもっとも小さい滴(ミスト)として抽出される。
【0028】
本質的な特徴の全セットは、乾燥チャンバ自由空間に木材のパイルを充填した後の、乾燥チャンバ自由空間に対する真空受け器の全空間の関係を増大させる。これが乾燥チャンバ中の真空増強速度及び深さを増大させ、その結果、水分押し出し及び木材乾燥のプロセスが増強され、乾燥時間及びパワー消費が減り、ユニットの効率が高まる。
【図面の簡単な説明】
【0029】
【図1】乾燥法を実施するためのユニットのブロック図である。
【図2】乾燥チャンバの要素の配設図である。
【発明を実施するための形態】
【0030】
乾燥法を実施するためのユニットのブロック図(図1)及び乾燥チャンバの要素の配設図(図2)を示す図面によって本発明を説明する。
【0031】
ユニットのブロック図及び乾燥チャンバの要素の配置図は、パイプライン20、21及び速応弁3、4を介して冷却真空受け器5に接続された乾燥チャンバ1、2を含む。受け器5の入口には、らせんガイド装置11が設置されている。受け器5は、真空ロック9を備えたパイプライン22を介して第二の真空受け器6及び真空ポンプ8に直列に接続され、パイプライン及び接続弁24を介してエアロックチャンバ7に接続されている。エアロックチャンバ7はドレンタップ10及びベントタップ26を備えている。乾燥チャンバ1、2は熱媒体供給ライン12に接続されている。熱媒体供給ラインは、100〜115℃の蒸気を0.07MPa以下の圧力計圧で供給するための蒸気発生器又はボイラ室を含む、媒体調製物を加熱するためのシステム13ならびに復熱気を設定温度(150〜300℃)に調製するためのガス発生器34、二つの真空ロック25、ファン29及びパイル加熱のための二つの真空ロック14に接続されている。蒸気・空気熱媒体の供給は、乾燥チャンバの端部から実施され、加熱流がガイド装置15又はシャッタアセンブリ23を介してパイルの一つ又はもう一つの側に送られる。加熱流は、パイルの断面に送られ、背面からエアダクト30及び真空ロック31を通ってパイルを離れる。復熱気が渦管22及び温水器タイプ乾燥機33に送られ、温水器タイプ乾燥機は冷水で冷却されて、乾燥チャンバからの空気流の相対湿度を下げる。ドレンタップ27が、乾燥チャンバ27からの凝縮物を受けタンクに排出するように設計されている。
【0032】
提供される乾燥方法は以下の手法で実施される。乾燥される木材が移動可能トロリー上でパイルに詰められ、乾燥チャンバ1又は2に配置される。ユニットの動作は、第一の乾燥チャンバを例に挙げて説明する。理由は、第二の乾燥チャンバも同様に機能するからである。チャンバ1のドアが閉じられ、速応弁3及びタップ10、26、27がオフにされる。真空ポンプ8の機能が、冷却受け器5、受け器6及びエアロックチャンバ7中に50mmHg以下の作業圧を提供する。真空ロック9及び弁24がオンにされる。
【0033】
受け器5、6及びエアロックチャンバ7中で設定圧に達すると、真空ロック9がオフにされ、真空ポンプがシャットオフされる。木材加熱の段階で、温度100〜115℃及び0.07MPa以下の圧力計圧の水蒸気が、ボイラ室又は蒸気発生器36から、ファン29を備えた蒸気・空気熱媒体ライン12、真空ロック25、14、流れガイド装置15又はシャッタアセンブリ23を介して供給される。水蒸気はパイルの一つ又はもう一つの側にその断面で入り、背面からエアダクト30及び真空ロック31を通ってパイルを離れる。
【0034】
木材サイズに依存してパイル中で設定温度80〜100℃に達すると、真空ロック14、31がオフにされ、速応弁3が1秒間オンにされることによって水蒸気の供給がシャットオフされ、それが乾燥チャンバ1を冷却受け器5に接続し、水分の押し出し及び乾燥を含む木材の真空衝撃衝突が起こり、受け器5、6、エアロックチャンバ7及び乾燥チャンバ1中で圧力が等しくなり、乾燥チャンバ中で温度が低下する。温度が木材の安定な温度まで低下すると、チャンバ1中、真空曝露が実施される。そして、速応弁3がオフにされ、真空ロック31、14がオンにされて復熱気によって真空が解除されて、乾燥チャンバ1中で大気圧に達し、真空ロック31、14がオフされ、ドレンタップ27がオンにされて凝縮物を乾燥チャンバ1から排出させる。同時に、縮合物がエアロックチャンバから除去され、弁24がオフにされ、弁26がオンにされてエアロックチャンバ中の圧力を大気圧に等しくし、弁10がオンにされてエアロックチャンバから凝縮物を除去する。受け器5、6の封止解除は起こらず、作業圧がその後の実施される衝撃真空処理操作に達するための時間が節約され、パワー消費が低くなる。乾燥チャンバ及びエアロックチャンバから凝縮物が凝縮物タンクに送られる。凝縮物が乾燥チャンバ1及びエアロックチャンバ7から除去されたのち、タップ10、26、27がオフにされ、速応弁3がオフにされ、真空ロック9及び弁24がオンにされ、真空ポンプ8がスイッチオンされ、受け器5、6及びエアロックチャンバ7中に真空が発生して50mmHg以下の作業圧に達する。受け器5、6中で真空に達すると同時に、蒸気がロック14を介して乾燥チャンバ1中に供給され、熱媒体がロック31を介して除去されて木材を温度80〜100℃に達するまで加熱し、水分押し出し及び木材乾燥を伴う真空衝撃処理が実施される。水蒸気によるパイル加熱、次いで衝撃真空処理及び木材安定温度に達するまでの温度低下を伴う真空曝露のサイクルは、パイル中の木材のサイズに依存して一回以上繰り返される。
【0035】
熱容量Cp=1.0kJ/(kg×℃)の空気熱媒体をより効果的な水蒸気としての熱媒体Cp=2.09kJ/(kg×℃)に変更することが、木材加熱を促進し、木材乾燥時間を短縮することを可能にする。水蒸気と木材との間のそのような温度差で、木材表面で水蒸気凝縮が起こり、蒸発潜熱r=2262.6kJ/kgの放出を伴い、これが、木材加熱のパターンを根本的に変化させる。木材乾燥加速プロセスとともに、木材表面の水蒸気凝縮により、木材中への水の拡散が起こり、それにより、木材の上層を湿らせ、木材中の表面応力緩和が起こり、他のタイプの乾燥では、水分排出の初期段階で表面応力が木材の割れを生じさせる。
【0036】
乾燥チャンバ中の低レベルの残留圧及びこの圧力に達する高い速度が、毛管及び毛管間空間中にある水分が、圧力差の影響下(チャンバ中の圧力は毛管中の圧力よりも低い)、蒸気に転移することなく表面に移動するための条件を提供する。水中に溶解したガスがその膨張によってこのプロセスを促進する。ガスは水よりも移動性であるため、ガスがまず移動を始め、それにより、毛管中に規則的な流れを発生させる。
【0037】
パイル加熱の段階で、真空衝撃処理により、木材のタイプに依存して40〜60%の量の遊離水分が押し出されて蒸気に転移し、その水分排出プロセスが増強され、パワー消費が減る。
【0038】
パイル中の平均体積温度80〜100℃に達すると、蒸気による木材の加熱は停止し、木材のタイプ及びサイズに依存して、設定温度150〜300℃の熱気による加熱が続く。
【0039】
ガス発生器34中、温度1000〜1200℃の高温ガスが大気と混合され、渦管32ののち、乾燥熱気と混合され、温水器33ののち、乾燥冷気と混合される。ガス発生器から調製された、パイル中の木材のタイプ及びサイズに依存して温度150〜300℃の熱媒体は、蒸気・空気熱媒体ライン12を介して、ファン29により、真空ロック25、流れガイド装置14又は均一なパイル加熱のためのシャッタアセンブリ23を介して、乾燥チャンバ1に供給され、パイルの一つ又はもう一つの側にその断面で送られ、背面からエアダクト30及び真空ロック31を通ってパイルを離れ、渦管32及び冷水で冷却される温水器タイプ乾燥機33に入り、ガス発生器中の排出された熱媒体の相対湿度及び再循環を低下させる。渦管中、気流は冷却気に分割され、冷却気が温水器タイプ乾燥機に入り、熱気がガス発生器に入り、復熱気の成分として使用される。温水器タイプ乾燥機33から、乾燥した気流がガス発生器34に入って、設定温度の熱媒体を調製する。乾燥機33から、凝縮した水分が凝縮物タンクに入る。
【0040】
乾燥機1中で設定温度に達すると、真空ロック14、37、タップ27がオフにされることによって熱媒体の供給は停止し、チャンバ1を冷却受け器に接続する速応弁3がオンにされる。木材に対する熱真空衝撃処理は、水分の押し出し及び乾燥を伴って起こり、受け器5、6、エアロックチャンバ7及び乾燥チャンバ1中で圧力均等化が起こり、同時に乾燥チャンバ中の温度が低下する。乾燥チャンバ中、木材の温度が一定のレベルまで低下すると、木材の真空曝露が実施される。そして、速応弁3がオフにされ、真空ロック14、31がオンにされて、復熱気によって真空を解除して乾燥チャンバ1中で大気圧に達し、真空ロック14、31がオフにされ、ドレンタップ27がオンにされて凝縮物を乾燥チャンバ1から排出させる。同時に、凝縮物がエアロックチャンバから除去され、弁24がオフにされ、弁26がオンにされてエアロックチャンバ中の圧力が大気圧と均等化されたのち、弁10がオンにされてエアロックチャンバから凝縮物を除去する。凝縮物は、乾燥チャンバ及びエアロックチャンバから凝縮物タンクに入る。凝縮物が乾燥チャンバ1及びエアロックチャンバ7から除去されたのち、タップ10、26、27がオフにされ、速応弁3がオフにされ、真空ロック24及び弁9がオンにされ、真空ポンプ8がスイッチオンされ、受け器5、6及びエアロックチャンバ7中に真空が発生して、50mmHg以下の作業圧に達する。乾燥チャンバ1中、真空ライン中で真空に達するのと同時に、復熱気による木材加熱が起こり、所定温度に達すると、材木に対する真空衝撃処理が起こり、水分押し出し及び乾燥を伴う。木材から水分が除去されるとき、乾燥チャンバの出口で気流温度が上昇し、乾燥チャンバ中で真空深さの成長が認められる。乾燥チャンバ中、乾燥した高温復熱気によるパイルの加熱ののち、真空衝撃処理が繰り返されて、材木中の所要水分含量に達する。木材乾燥操作の終了は、乾燥チャンバの入口と出口との復熱気の温度差及び真空ライン中の水蒸気温度にしたがって検出される。
【0041】
木材乾燥操作が終了すると、そのコンディショニング、上層の加湿及び温度低下が実施される。コンディショニング操作は、真空衝撃サイクルを用いる「スチーミング」法によって実施される。真空解除は、乾燥チャンバ1の空間に蒸気を注入したのち時間調節することによって実施され、木材の上層中への水の拡散及び木材における応力低下が起こる。蒸気及び時間調節の量は木材のタイプ及びサイズに依存する。コンディショニングの段階は、弁3、4がオンになり、過剰な圧力が冷却受け器5中に放出されることによって完了する。
【0042】
不均一な木材乾燥が起こる操作の終了時には、木材中に応力が発生して、乾燥される材料の表面及び内側区域の亀裂形成を促進し、これが木材のねじれを生じさせる。2〜3回の最終的な水分排出サイクル中、蒸気がパイルに入り、木材の上層中で水分含量の増加が起こり、同時に応力が低下して、乾燥される木材の亀裂形成及びねじれを防ぐ。実験が、乾燥操作の終了時、2サイクルの木材スチーミングののち、木材における応力が7〜8から1.5〜2.0%に低下することを示す。
【0043】
水分及びコロホニー蒸気(軟木乾燥の場合)は冷却され、冷水で冷却される凝縮器内面に凝縮するため、冷却受け器5は、木材からの蒸発物の凝縮器として機能する。冷却受け器本体5の内径に正接する状態で設置された、蒸気・液滴流のためのらせん形のガイド装置11が、アクティブな蒸気凝縮及びエアロックチャンバへの凝縮物除去を提供して、それにより、排出される媒体の平均温度を下げる。冷却受け器5は、液滴キャッチャ及び、軟木乾燥の場合には、コロホニー受けタンクとして連続的に機能する。
【0044】
受け器6の頂部を介する受け器5、6の真空ポンプ6への交互接続が、蒸気・液滴媒体が真空ポンプ8に入る可能性を大幅に低下させ、それにより、受け器中の作業圧を低下させ、したがって、装置生産性が増大し、パワー消費が低下する。
【0045】
乾燥チャンバ1、2の機能は、木材加熱サイクルがチャンバ1中で実施されるとき、木材押し出し及び乾燥を含む熱真空衝撃処理サイクルがチャンバ2中で実施される、及びその逆で実施されるように同期化される。
【0046】
乾燥操作が完了すると、凝縮物はタップ27を介して受けタンク中に排出される。
【0047】
軟木乾燥操作ののち、凝縮したコロホニーを冷却受け器の内面から除去するプロセスが、蒸気100〜115℃を受け器ジャケットに導入し、コロホニーを液体状態に達するまで加熱し、コロホニーを弁24及びタップ10に通して容器中に排出させることによって実施される。
【0048】
難燃剤、木材防腐剤及びワニスペイント組成物の調製のためのユニットは、さらなる性質、たとえば難燃剤を木材に含浸させることによる難燃性、木材防腐剤の含浸によるバイオプルーフ性を木材に提供し、ワニスペイント組成物の塗布によって木の様々な色及び色相を得るように設計されている。木材乾燥操作ののち、必要な水分含量に達すると、真空が解除されて大気圧に達するとき供給材料流を含浸させることによって木材の含浸が実施される。
【0049】
請求項に係る装置の見本が製造され、実験工業試験の段階を通過し、様々なタイプの乾燥木材の高い品質、乾燥時間の短縮、操作信頼性及び操作しやすさならびに乾燥木材のコスト減を実証した。
【0050】
ユニットは、環境的及び火災的に安全な閉鎖システムを提供し、国際基準に適合する。ユニットは、様々なタイプの木材を乾燥させるとき、高い効率を特徴とし、木材の高い品質を維持しながらも必要な水分含量まで乾燥させ、難燃性、バイオプルーフ性のような特別な性質を提供し、様々な色及び色相の木材を提供し、軟木乾燥の場合にはコロホニーを捕集する。装置は操作しやすく、経済的に効果的であり、木材乾燥プロセスは自動化される。
【特許請求の範囲】
【請求項1】
熱媒体による木材のブローイング操作及び平均体積温度80〜100℃への木材の加熱、受け器、速応弁及びパイプラインを使用する衝撃(迅速)真空処理、その後の真空曝露を含む交互繰り返しサイクルによる木材乾燥法であって、木材のブローイングが大気圧で実施され、衝撃真空処理が、木材から遊離水分を押し出しながら、水から蒸気への相転移なしで10秒以内の期間実施され、木材温度の安定な一定値に達するまでの真空曝露、その後、熱媒体による大気圧までの真空解除を含み、木材ブローイング及び真空解除が、温度150〜300℃の復熱気を使用することによって実施され、乾燥操作の開始時及び終了時、温度100〜115℃及び0.07MPa以下の圧力計圧の蒸気を熱媒体として使用して一つ以上の乾燥サイクルが実施される方法。
【請求項2】
軟木の場合は、乾燥操作が完了すると、冷却受け器の内壁に凝縮したコロホニーの除去、その後、容器への排出が、受け器のジャケットにおける、115℃までの温度及び0.07MPa以下の圧力計圧の蒸気での融解によって実施される、請求項1記載の方法。
【請求項3】
速応弁を備えたパイプラインを介して受け器に接続された二つの乾燥チャンバを含み、受け器が、エアロックチャンバを備え、弁及び真空ポンプを備えたパイプラインを介して後者に接続され、さらには、第一の受け器と直列に配置され、真空ロックを備えたパイプラインを介して真空ポンプに接続された第二の受け器を備え、第一の受け器が、ジャケットを備え、その出口の近くに、蒸気・液滴の流れ方向のためのらせん形のガイド装置が、受け器本体の内径に正接する状態で設置され、乾燥チャンバが、エアダクトを介して、熱媒体供給の調製のためにシステムに接続されているユニット。
【請求項4】
受け器の自由空間の合計と乾燥チャンバの自由空間との関係ならびに乾燥チャンバ中の設定圧に達する時間が、以下の式にしたがって計算される、請求項3記載のユニット。
【数4】
式中、
Vpは、受け器の自由空間であり、
Vκ.c.は、乾燥チャンバの自由空間であり、
Pκ.c.o.は、乾燥チャンバ中の初期圧であり、
PH.Π.は、乾燥チャンバ中の温度に依存する水蒸気の飽和圧であり、
Ppoは、受け器中の初期圧であり、
tは、乾燥チャンバ中の設定圧到達時間であり、
κは、乾燥チャンバ中の気体ポリトロープ指数であり、
B=(κ−1)/2×(Go/ωo)−流出速度指数である。
【数5】
式中、
gは、自由落下加速度であり、
Fκpは、乾燥チャンバを受け器に接続するパイプラインのスロート面積であり、
Rは、乾燥チャンバ中のガスのガス定数であり、
Tκ.c.o.は、弁のスイッチオン動作の前の乾燥チャンバ中のガスの初期温度であり、
ωoは、弁のスイッチオン動作の前の乾燥チャンバ中のガスの初期質量である。
【請求項5】
熱媒体供給システム設計が時間、流量及び温度の制御を可能にする、請求項3記載のユニット。
【請求項6】
パイル上での処理材料の均一な分散のためのノズルを備えたパイプラインに噴射弁を介して接続された材料処理調製ユニットを備えている、請求項1記載のユニット。
【請求項1】
熱媒体による木材のブローイング操作及び平均体積温度80〜100℃への木材の加熱、受け器、速応弁及びパイプラインを使用する衝撃(迅速)真空処理、その後の真空曝露を含む交互繰り返しサイクルによる木材乾燥法であって、木材のブローイングが大気圧で実施され、衝撃真空処理が、木材から遊離水分を押し出しながら、水から蒸気への相転移なしで10秒以内の期間実施され、木材温度の安定な一定値に達するまでの真空曝露、その後、熱媒体による大気圧までの真空解除を含み、木材ブローイング及び真空解除が、温度150〜300℃の復熱気を使用することによって実施され、乾燥操作の開始時及び終了時、温度100〜115℃及び0.07MPa以下の圧力計圧の蒸気を熱媒体として使用して一つ以上の乾燥サイクルが実施される方法。
【請求項2】
軟木の場合は、乾燥操作が完了すると、冷却受け器の内壁に凝縮したコロホニーの除去、その後、容器への排出が、受け器のジャケットにおける、115℃までの温度及び0.07MPa以下の圧力計圧の蒸気での融解によって実施される、請求項1記載の方法。
【請求項3】
速応弁を備えたパイプラインを介して受け器に接続された二つの乾燥チャンバを含み、受け器が、エアロックチャンバを備え、弁及び真空ポンプを備えたパイプラインを介して後者に接続され、さらには、第一の受け器と直列に配置され、真空ロックを備えたパイプラインを介して真空ポンプに接続された第二の受け器を備え、第一の受け器が、ジャケットを備え、その出口の近くに、蒸気・液滴の流れ方向のためのらせん形のガイド装置が、受け器本体の内径に正接する状態で設置され、乾燥チャンバが、エアダクトを介して、熱媒体供給の調製のためにシステムに接続されているユニット。
【請求項4】
受け器の自由空間の合計と乾燥チャンバの自由空間との関係ならびに乾燥チャンバ中の設定圧に達する時間が、以下の式にしたがって計算される、請求項3記載のユニット。
【数4】
式中、
Vpは、受け器の自由空間であり、
Vκ.c.は、乾燥チャンバの自由空間であり、
Pκ.c.o.は、乾燥チャンバ中の初期圧であり、
PH.Π.は、乾燥チャンバ中の温度に依存する水蒸気の飽和圧であり、
Ppoは、受け器中の初期圧であり、
tは、乾燥チャンバ中の設定圧到達時間であり、
κは、乾燥チャンバ中の気体ポリトロープ指数であり、
B=(κ−1)/2×(Go/ωo)−流出速度指数である。
【数5】
式中、
gは、自由落下加速度であり、
Fκpは、乾燥チャンバを受け器に接続するパイプラインのスロート面積であり、
Rは、乾燥チャンバ中のガスのガス定数であり、
Tκ.c.o.は、弁のスイッチオン動作の前の乾燥チャンバ中のガスの初期温度であり、
ωoは、弁のスイッチオン動作の前の乾燥チャンバ中のガスの初期質量である。
【請求項5】
熱媒体供給システム設計が時間、流量及び温度の制御を可能にする、請求項3記載のユニット。
【請求項6】
パイル上での処理材料の均一な分散のためのノズルを備えたパイプラインに噴射弁を介して接続された材料処理調製ユニットを備えている、請求項1記載のユニット。
【図1】

【図2】
【図2】
【公表番号】特表2012−519262(P2012−519262A)
【公表日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願番号】特願2011−552001(P2011−552001)
【出願日】平成22年2月26日(2010.2.26)
【国際出願番号】PCT/RU2010/000091
【国際公開番号】WO2010/098698
【国際公開日】平成22年9月2日(2010.9.2)
【出願人】(511154319)ザクルイトエ・アクツィオネルノエ・オブスチェストヴォ“ツイン・トレーディング・カンパニー” (8)
【氏名又は名称原語表記】ZAKRYTOE AKCIONERNOE OBSCHESTVO ‘TWIN TRADING COMPANY’
【Fターム(参考)】
【公表日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願日】平成22年2月26日(2010.2.26)
【国際出願番号】PCT/RU2010/000091
【国際公開番号】WO2010/098698
【国際公開日】平成22年9月2日(2010.9.2)
【出願人】(511154319)ザクルイトエ・アクツィオネルノエ・オブスチェストヴォ“ツイン・トレーディング・カンパニー” (8)
【氏名又は名称原語表記】ZAKRYTOE AKCIONERNOE OBSCHESTVO ‘TWIN TRADING COMPANY’
【Fターム(参考)】
[ Back to top ]