
木質合成建材、及び、その製造方法
【課題】より天然木材に近い風合いを有する木質合成建材、及び、その製造方法を提供する。
【解決手段】熱可塑性合成樹脂と、木粉と、副原料と、を混合した原料樹脂を型から押し出して成形した木質合成建材であって、表側面4には、長手方向に延在する多数の凸条5、及び、凹条6が形成され、凸条5の頂部7とこれに隣接する凹条6の最深部8との間には、緩傾斜部9、又は、急傾斜部10のいずれか一方が形成され、一つの表側面4に形成されているすべての凸条5のうち30%以上の凸条5において、その頂部7の両側に緩傾斜部9と急傾斜部10とが一つずつ形成されることにより、頂部7の中心を基準とする左右の形状が非対称的な形状となっている。
【解決手段】熱可塑性合成樹脂と、木粉と、副原料と、を混合した原料樹脂を型から押し出して成形した木質合成建材であって、表側面4には、長手方向に延在する多数の凸条5、及び、凹条6が形成され、凸条5の頂部7とこれに隣接する凹条6の最深部8との間には、緩傾斜部9、又は、急傾斜部10のいずれか一方が形成され、一つの表側面4に形成されているすべての凸条5のうち30%以上の凸条5において、その頂部7の両側に緩傾斜部9と急傾斜部10とが一つずつ形成されることにより、頂部7の中心を基準とする左右の形状が非対称的な形状となっている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、建築物のデッキ、テラス、フェンス、手摺り、柱、ルーバー、ベンチなどに使用される建築資材のうち、特に、建築建材系廃材等を利用した木粉と熱可塑性樹脂との混合材を原料として成形される木質合成建材、及び、その製造方法に関する。
【背景技術】
【0002】
従来、建築資材としては、木材などの天然の材料が主流であったが、最近では、建築廃材等を利用した木粉と熱可塑性樹脂とを混合して成形した建築用の木質合成建材が知られるようになり、デッキ材等のエクステリア建材や、内装造作材等のインテリア建材として使用されるようになっている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−192741号公報
【特許文献2】特開2006−305981号公報
【特許文献3】特開2003−3660号公報
【特許文献4】特開2002−187116号公報
【特許文献5】特開平9−216500号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記特許文献等に記載されている木質合成建材の製造方法によれば、木粉の色と原料樹脂の色との混合した色調と、凹状谷部の切削の強さ加減が調整された結果表出する豊かな原料樹脂層の色調とが対照的に表現されて、木質感のある合成建材を製造することができる。しかしながら、依然として人工的な雰囲気が残存しており、より天然木材の風合いを有する木質合成建材の実現が望まれる。
【0005】
本発明は、上記のような課題を解決すべくなされたものであって、より天然木材に近い風合いを有する木質合成建材、及び、その製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の木質合成建材は、熱可塑性合成樹脂と、木粉と、副原料と、を混合した原料樹脂を型から押し出して、又は、型内に流し込み或いは射出して成形した木質合成建材であって、表側面には、長手方向に延在する多数の凸条、及び、凹条が形成され、凸条の頂部と当該凸条に隣接する凹条の最深部との間に、表側面に対する傾斜角度が10〜45°の範囲内のいずれかの角度に設定された緩傾斜部、又は、表側面に対する傾斜角度が46〜90°の範囲内のいずれかの角度に設定された急傾斜部が形成され、一つの表側面に形成されているすべての凸条のうち30%以上の凸条において、その頂部の両側に緩傾斜部と急傾斜部とが一つずつ形成されることにより、頂部の中心を基準とする左右の形状が非対称的な形状となっていることを特徴としている。
【0007】
尚、一つの表側面に形成されているすべての凹条のうち30%以上の凹条において、その最深部の両側に緩傾斜部と急傾斜部とが一つずつ形成されることにより、最深部を基準とする左右の形状が非対称的な形状となっていることが好ましく、また、緩傾斜部については10〜45°の範囲で、また、急傾斜部については46〜90°の範囲で、それぞれ傾斜角度について複数のバリエーションが設定され、それらが横幅方向について不規則に配置されていることが好ましい。
【0008】
更に、隣接する二つの凸条の頂部間の間隔寸法について、2〜10mmの範囲で複数のバリエーションが設定され、それらが横幅方向について不規則に配置され、凸条の頂部の幅寸法について、0.5〜5mmの範囲で複数のバリエーションが設定され、それらが横幅方向について不規則に配置され、凸条の頂部から凹条の最深部までの深さ寸法について、0.5〜2.5mmの範囲で複数のバリエーションが設定され、それらが横幅方向について不規則に配置され、凹条の最深部を中心とする凹状の湾曲面の曲率について、複数のバリエーションが設定され、それらが横幅方向について不規則に配置されていることが好ましい。
【0009】
また、本発明の木質合成建材は、熱可塑性合成樹脂と、木粉と、副原料と、を混合した原料樹脂を型から押し出して、又は、型内に流し込み或いは射出して成形した木質合成建材であって、表側面には、長手方向に延在する多数の凸条、及び、凹条が形成され、一つの表側面に形成されているすべての凸条のうち30%以上の凸条において、凸条の頂部と当該凸条に隣接する凹条の最深部との間に湾曲面のみが形成され、湾曲面の曲率について複数のバリエーションが設定され、それらが不規則に配置され、一つの表側面に形成されているすべての凸条のうち30%以上の凸条において、その頂部の中心を基準とする左右の形状が非対称的な形状となっていることを特徴としている。
【0010】
本発明の木質合成建材の製造方法は、熱可塑性合成樹脂と、木粉と、副原料と、を混合した原料樹脂を、表側面に多数の凸条、及び、凹条が形成されるような型から押し出して、又は、そのような型内に流し込み或いは射出して基板を成型し、その後、基板の表側面に形成された多数の凸条、及び、凹条のうち、各凸条の先端部分を、一定の基準線に沿って除去する研削工程を実行することによって木質合成建材を製造する方法において、基板の成型に際し、長手方向に延在する多数の凸条、及び、凹条が表側面に形成され、凸条と当該凸条に隣接する凹条の最深部との間に、表側面に対する傾斜角度が10〜45°の範囲内のいずれかの角度に設定された緩傾斜部、又は、表側面に対する傾斜角度が46〜90°の範囲内のいずれかの角度に設定された急傾斜部のいずれか一方が形成され、一つの表側面に形成されるすべての凸条のうち30%以上の凸条において、その頂部の両側に緩傾斜部と急傾斜部とが一つずつ形成されることにより、頂部の中心を基準とする左右の形状が非対称的な形状となるような型を用いることを特徴としている。
【0011】
尚、基板の成型に際し、一つの表側面に形成されるすべての凹条のうち30%以上の凹条において、その最深部の両側に緩傾斜部と急傾斜部とが一つずつ形成されることにより、最深部を基準とする左右の形状が非対称的な形状となるような型を用いることが好ましく、緩傾斜部については10〜45°の範囲で、また、急傾斜部については46〜90°の範囲で、それぞれ傾斜角度について複数のバリエーションが設定され、それらが横幅方向について不規則に配置されるような型を用いることが好ましい。
【0012】
更に、隣接する二つの凸条の頂部間の間隔寸法について、2〜10mmの範囲で複数のバリエーションが設定され、それらが横幅方向について不規則に配置され、凸条の頂部の幅寸法について、0.5〜5mmの範囲で複数のバリエーションが設定され、それらが横幅方向について不規則に配置され、凸条の頂部から凹条の最深部までの深さ寸法について、0.5〜2.5mmの範囲で複数のバリエーションが設定され、それらが横幅方向について不規則に配置され、凹条の最深部を中心とする凹状の湾曲面の曲率について、複数のバリエーションが設定され、それらが横幅方向について不規則に配置されるような型を用いることが好ましい。
【0013】
また、本発明の木質合成建材の製造方法は、熱可塑性合成樹脂と、木粉と、副原料と、を混合した原料樹脂を、表側面に多数の凸条、及び、凹条が形成されるような型から押し出して、又は、そのような型内に流し込み或いは射出して基板を成型し、その後、基板の表側面に形成された多数の凸条、及び、凹条のうち、各凸条の先端部分を、一定の基準線に沿って除去する研削工程を実行することによって木質合成建材を製造する方法において、基板の成型に際し、長手方向に延在する多数の凸条、及び、凹条が表側面に形成され、一つの表側面に形成されているすべての凸条のうち30%以上の凸条において、凸条と当該凸条に隣接する凹条の最深部との間に、湾曲面のみが形成され、湾曲面の曲率について複数のバリエーションが設定され、それらが不規則に配置され、一つの表側面に形成されているすべての凸条のうち30%以上の凸条において、その頂部の中心を基準とする左右の形状が非対称的な形状となるような型を用いることを特徴としている。
【発明の効果】
【0014】
本発明の木質合成建材においては、表側面に凹条、緩傾斜部、及び、急傾斜部が形成されることにより、異なる色調(光沢があり、視線角度によって多彩に変化する色調)と、凸条の頂部における光沢のない色調が、対照的に表れるようになっており、その結果、表側面を木質感のある平面とすることができ、更に、二つの凸条5の間、或いは、二つの凹条の間に、比較的角度が緩やかな緩傾斜部と、それらよりも角度がきつい急傾斜部と、二種類の傾斜部が一つずつ組み合わされて配置され、その結果、凸条及び凹条は、頂部の中心或いは最深部を基準として左右が非対称的な形状となっているため、従来の木質合成建材と比較して、より天然木材に近い風合いを有する表側面とすることができる。
【図面の簡単な説明】
【0015】
【図1】図1は、本発明の第一実施形態に係る木質合成建材1の斜視図である。
【図2】図2は、図1の木質合成建材1の端面2の部分拡大図である。
【図3】図3は、図1の木質合成建材1の端面2の部分拡大図である。
【図4】図4は、本発明の第二実施形態に係る木質合成建材1の製造方法の説明図であり、成形後における基板11の形状の一例を示す部分拡大図である。
【図5】図5は、本発明の第二実施形態に係る木質合成建材1の製造方法の説明図であり、成形後における基板11の形状の一例を示す部分拡大図である。
【図6】図6は、本発明の第二実施形態に係る木質合成建材1の製造方法の説明図であり、基板11の表面に形成される凸条5の断面図である。
【図7】図7は、本発明の第二実施形態に係る木質合成建材1の製造方法の説明図であり、基板11の表面に形成される凸条5の断面図である。
【図8】図8は、本発明の第二実施形態に係る木質合成建材1の製造方法の説明図であり、基板11の表面に形成される凸条5の断面図である。
【図9】図9は、本発明の第三実施形態に係る木質合成建材1の端面2の部分拡大図である。
【図10】図10は、本発明に係る木質合成建材1の他の構成例を示す斜視図である。
【発明を実施するための形態】
【0016】
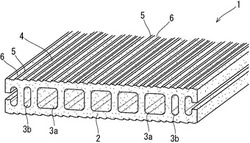
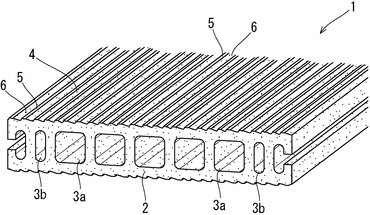
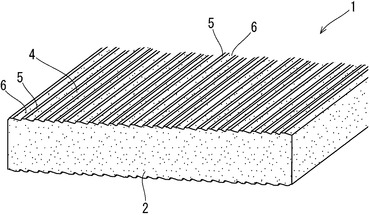
以下、本発明「木質合成建材」と「木質合成建材の製造方法」の実施形態(第一〜三実施形態)についてそれぞれ説明する。図1は、本発明の第一実施形態に係る木質合成建材1の斜視図である。この木質合成建材1は、原料樹脂を型から押し出して成形したものであり、原料樹脂として、再生熱可塑性合成樹脂又はPVCを含む一般熱可塑性合成樹脂を45(40〜60)重量%、建築建材系廃材等の木材を粉砕して得た200〜300μm程度、或いは、それ以下の大きさの木粉を40(30〜50)重量%、及び、副原料(カルシウムステイン、ポリエチレンワックス、炭カル、タルク、流動パラフィン、或いは、グリセリン等の相溶化剤、及び、成型性改良剤、並びに、顔料等)を15(10〜20)重量%混合したものが使用されている。
【0017】
本実施形態の木質合成建材1は、幅14.5cm、厚さ2.5cm、長さ90cmに設定されているが、大きさについては特に限定されず、用途に合わせて適宜の寸法に設定することができる。
【0018】
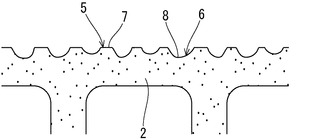
上述の通りこの木質合成建材1は、押出成形法によって成形されているため、長手方向と直交する断面の形状は、長手方向について一定であり、長手方向両端の各端面2と同一の形状となる。そして、図1に示すように、内部には、複数の中空部3(大中空部3a、及び、小中空部3b)が形成されている。これらの中空部3は、図1に示す端面2から反対側の端面(図示せず)までそれぞれ貫通しており、木質合成建材1の横幅方向へ所定の間隔(均等な間隔、或いは、不均等な間隔)を置いて平行に配列されている。
【0019】
中空部3は、木質合成建材1の強度を低下させることなく、軽量化を図ることができ、成型品の歩留まりを向上させることができる。また、この木質合成建材1を根太材等に対して固定する際、小中空部3bにネジを挿入することにより、表面側から裏面側までネジを容易に貫通させることができ、根太材等に対してネジを好適に締め付けることができる。
【0020】
図示されているように、この木質合成建材1の表側面4には、長手方向に延在する多数の凸条5、及び、凹条6が形成されている。これらの凸条5、及び、凹条6はいずれも平行で、長手方向と直交する断面に表れる表側面4の凹凸形状は、長手方向について一定であり、長手方向両端の各端面2に表れる表側面4の凹凸形状と同一の或いは対称的な形状となる。
【0021】
但し、端面2、及び、長手方向と直交する断面に表れる表側面4の凹凸形状は、隣接する二つの凸条5の頂部間の間隔、凸条5の頂部の幅、凹条6の最深部の深さ(凸条5の頂部から凹条6の最深部までの深さ)、傾斜部の角度、湾曲面の曲率等が、横幅方向について不規則に配置される構成となっている。
【0022】
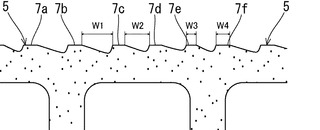
より具体的には、図2(図1の木質合成建材1の端面2の部分拡大図)に示すように、凸条5の頂部7bと、これに隣接する凸条5の頂部7cとの間隔寸法W1が3.7mmとなっているのに対し、凸条5の頂部7cと、これに隣接する凸条5の頂部7dとの間隔寸法W2は2.8mmとなっている。本実施形態においては、隣接する二つの凸条5の頂部7間の間隔寸法が一定ではなく、2〜10mmの範囲で複数のバリエーションが設定され、それらが不規則に配置される構成となっている。
【0023】
また、凸条5の頂部7eの幅寸法W3が1.4mmとなっているのに対し、凸条5の頂部7fの幅寸法W4は2mmとなっている。このように、凸条5の頂部7の幅寸法も一定ではなく、0.5〜5mmの範囲で複数のバリエーションが設定され、それらが不規則に配置される構成となっている。
【0024】
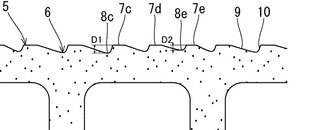
更に、図3(図1の木質合成建材1の端面2の部分拡大図)に示すように、凸条5の頂部7cから凹条6の最深部8cまでの深さ寸法D1が1.5mmとなっているのに対し、凸条5の頂部7eから凹条6の最深部8eまでの深さ寸法D2は1.0mmとなっている。このように、凹条6の最深部8の深さ寸法も一定ではなく、0.5〜2.5mmの範囲で複数のバリエーションが設定され、それらが不規則に配置される構成となっている。
【0025】
凸条5と凹条6との間の傾斜部については、図3に示すように、比較的緩やかな角度の緩傾斜部9と、それらよりも角度がきつい急傾斜部10と、二種類のものが形成されている。そして、緩傾斜部9及び急傾斜部10の傾斜角度(表側面4に対する角度)も一定ではなく、緩傾斜部9については10〜45°の範囲で、急傾斜部10については46〜90°の範囲で、それぞれ複数のバリエーションが設定され、それらが不規則に配置される構成となっている。また、緩傾斜部9の横幅寸法(凸条5の頂部7から凹条6の最深部8までの水平方向の寸法)は、2〜10mmの範囲に設定することが好ましく、また、急傾斜部10の横幅寸法は、0〜2mmの範囲に設定することが好ましい。
【0026】
尚、緩傾斜部9と急傾斜部10は、基本的には、木質合成建材1の横幅方向へ向かって交互に配置される構成となっている。つまり、一つの凸条5の頂部7の両側(或いは、一つの凹条6の最深部8の両側)には、緩傾斜部9と急傾斜部10とがそれぞれ一つずつ配置されている。
【0027】
例えば、凸条5の頂部7の右側に緩傾斜部9が形成されている場合には、左側に急傾斜部10が形成され、また同様に、凹条6の最深部8の左側に緩傾斜部9が形成されている場合には、右側に急傾斜部10が形成される。また、隣接する二つの凸条5の間には、一つの緩傾斜部9と一つの急傾斜部10とが組み合わされて、凹条6の最深部8を挟んで連なった状態となり、二つの隣接する凹条6の最深部8の間にも、一つの緩傾斜部9と一つの急傾斜部10とが組み合わされて、凸条5を挟んで連なった状態となる。
【0028】
このように、凸条5(一つの表側面4に形成されているすべての凸条5の30%以上(より好ましくは50%以上))は、頂部7の両側に緩傾斜部9と急傾斜部10とがそれぞれ一つずつ配置されることにより、頂部7の中心を基準として左右の形状が非対称的な形状となっており、また、凹条6(一つの表側面4に形成されているすべての凹条6の30%以上(より好ましくは50%以上))についても、最深部8の両側に緩傾斜部9と急傾斜部10とがそれぞれ一つずつ配置されることにより、最深部8を基準として左右の形状が非対称的な形状となっている。
【0029】
但し、緩傾斜部9と急傾斜部10とが交互に配置されるという規則は、木質合成建材1の横幅方向全体にわたって貫徹している必要はなく、複数箇所において、緩傾斜部9、或いは、急傾斜部10が、それぞれ二つ(或いは三つ以上)連続するような構成としてもよい。
【0030】
また、図2及び図3においては、緩傾斜部9がいずれも左上がり傾斜面となっており、急傾斜部10はいずれも右上がり傾斜面となっているが、傾斜する向きについても、必ずしも一方向に固定する必要はなく、右上がりの緩傾斜部、及び、左上がりの急傾斜部が、いずれかの位置に配置される構成としてもよい。
【0031】
更に、各凹条6の最深部8を中心とする一定の範囲の領域は、図3に示すように、凹状の湾曲面として構成されているが、各凹条6を構成する湾曲面の曲率についても複数のバリエーションが設定され、それらが不規則に配置される構成となっている。
【0032】
次に、図1に示した木質合成建材1の製造方法を、本発明の第二実施形態として説明する。まず、十分に加熱した原料樹脂(熱可塑性合成樹脂と木粉とを混合したもの)を金型から押し出して、押出成形法により、木質合成建材1の基板11を成形する。
【0033】
尚、成形に際しては、内部に大中空部3a、及び、小中空部3b(図1参照)が形成されるとともに、表側面に多数の凸条、及び、凹条が形成されるような金型であって、後述する研削工程を実施した後において、図2及び図3に示すような、凸条5、凹条6、頂部7、最深部8、緩傾斜部9、及び、急傾斜部10が形成され、かつ、隣接する二つの凸条5の頂部7間の間隔、凸条5の頂部7の幅、凹条6の最深部8の深さ、緩傾斜部9及び急傾斜部10の角度、凹条6の湾曲面の曲率等が、横幅方向について不規則に配置されるように設計された金型を用いる。
【0034】
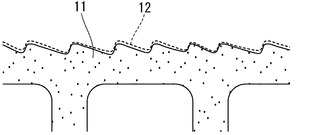
そして、成型温度160〜220℃で成型された基板11は、所定時間を置いて冷却される。基板11は冷却されて常温状態になると、「ヒケ」と呼ばれる変形(原料樹脂の冷却に伴う収縮に起因する変形)が生じる。図4は、成形後における基板11の形状の一例を示す部分拡大図である。この図において、破線は、金型12の輪郭線を示している。図示されているように、冷却された基板11の表面形状は、「ヒケ」が生じる結果、必ずしも金型12の輪郭とは一致しない。
【0035】
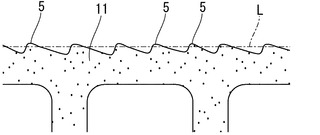
このような変形は、収縮が生じにくい原料樹脂を適宜選択して使用したり、原料の質を均一にすること等によって、ある程度は回避することができる。また、収縮量を予測し、これを考慮に入れた上で金型を設計することにより、ある程度対応することができる。しかしながら、本実施形態のように合成樹脂に木粉を混合しているような場合や、内部に中空部(図1に示す大中空部3a、小中空部3b等)を形成しているような場合、また、合成樹脂として再生原料を使用するような場合には、「ヒケ」による収縮変形が、各部位毎に異なる態様、異なる度合いで生じる可能性があり、それらの収縮量、或いは、変形の具合を予測することは非常に難しい。このため、基板11の表面に形成される凸条5の先端部分の高さ位置は、図5に示すように区々となってしまう可能性がある。
【0036】
そこで本実施形態においては、基板11の成型後、表側面に形成される多数の凸条5、及び、凹条6のうち、各凸条5の先端部分を、一定の基準線L(図5参照)に沿って除去する工程(凸条先端部分の研削工程)が実施される。尚、凸条5の先端部分の除去は、サンダー、グラインダー、電動カンナ装置、或いは、ワイヤブラシロール等の研削装置(又は切削装置)を用いて、基板11の凸条5の先端部分(図5の基準線Lよりも上の部分)を研削(又は切削)することによって行う。この工程を実施することにより、表面において「ヒケ」による収縮変形が生じた場合でも、また、収縮変形の態様や度合いが部位によって区々であっても、全体として歪みのない平らな表側面4を有する木質合成建材1を製造することができる。
【0037】
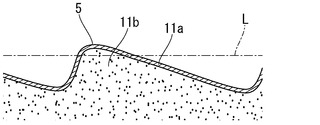
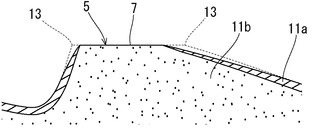
尚、木粉が混合された合成樹脂を金型から押し出して基板11の成形を行うと、基板11の表面付近には、木粉の分布密度が比較的低く、合成樹脂の分布密度が高い層(表層11a)(図6参照)が形成される。一方、基板11の内部(表面付近以外の部分)においては、合成樹脂と木粉とが均等に混ざり合った層(内層11b)が形成される。
【0038】
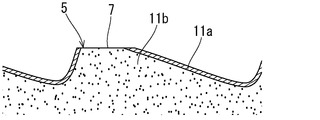
基板11の凸条5の先端部分(図6に示す基準線Lよりも上の部分)を切削して除去すると、図7に示すように、凸条5の頂部7において内層11bが露出することになり、それ以外の部分(凹条6、緩傾斜部9、及び、急傾斜部10)には、表層11aが残存することになる。
【0039】
この表層11aは、上述の通り合成樹脂の分布密度が高いため、表面が平滑面となり、光の反射率が高くなる。従って、表層11aが残存する凹条6、緩傾斜部9、及び、急傾斜部10は、光沢があり、視線角度によって色調が変化するような外観となる。特に、凹条6の最深部8付近は、凹状の湾曲面として構成されているため、多方向からの光が映り込み、多彩な色調となる。
【0040】
一方、内層11bは、表層11aと比べて木粉の分布密度が高いため、内層11bが外方へ向かって露出した場合、合成樹脂と混ざり合った状態の多量の木粉がその表面に出現することになる。そして、これらの木粉の表面は平滑ではないため、光の反射率が低く、従って、内層11bが露出する凸条5の頂部7は、木粉の色と合成樹脂の色とが混ざった光沢のない色調となり、視線角度が変わっても色調があまり変化しないような外観となる。
【0041】
本実施形態の方法によって製造した木質合成建材1においては、上述の通り、表側面4において、異なる色調、即ち、光沢があり、視線角度によって多彩に変化する色調(凹条6、緩傾斜部9、及び、急傾斜部10)と、木粉の色が混ざった光沢のない色調(凸条5の頂部7)が、対照的に表れるようになっており、その結果、木質合成建材1の表側面4を、不均一な色調、即ち、不均一な光の反射による自然な木質感のある平面とすることができる。
【0042】
また、この木質合成建材1においては、二つの凸条5の間、或いは、二つの凹条6の間に、比較的角度が緩やかな緩傾斜部9と、それらよりも角度がきつい急傾斜部10と、二種類の傾斜部が一つずつ組み合わされて配置され、その結果、凸条5及び凹条6は、頂部7の中心或いは最深部8を基準として左右が非対称的な形状となっているため、従来の木質合成建材と比較して、より不均一な色調、形状による不均一な光の反射による外観の、より天然木材に近い風合いを有する表側面4が形成される。
【0043】
この点についてより具体的に説明すると、天然木の板材は、製材時において表面が平滑面となるように加工された場合であっても、風雨或いは日光に晒された状態で長い時間が経過すると、木目部分(年輪の境界部分)に沿って表面に凹凸が生じてくる。この表面の凹凸形状は、木目と木目の間の部分が痩せて凹状にへこみ、木目部分が相対的に凸状に尖ることによって形成される。そして、木目の凸条の一方側の傾斜は比較的緩やかな角度になるのに対し、反対側の傾斜は急な角度となることが多い。この傾向は、柾目材よりも板目材において顕著に表れる。
【0044】
本実施形態の方法によって製造された木質合成建材1は、上述の通り、二つの凸条5の間、或いは、二つの凹条6の間に、比較的角度が緩やかな緩傾斜部9と、それらよりも角度がきつい急傾斜部10と、二種類の傾斜部が一つずつ組み合わされて配置され、上記のような天然木材において表れる経年変化の形状を模した形状となっている。また、緩傾斜部9と急傾斜部10とでは、一つの視線角度に対する光の入射角度が異なり、異なる色調の外観を呈することになる。このため、従来の木質合成建材と比較して、より天然木材に近い風合いを有している。
【0045】
また、隣接する二つの凸条5の頂部7間の間隔寸法、凸条5の頂部7の幅寸法、凹条6の最深部8の深さ寸法、緩傾斜部9の傾斜角度、急傾斜部10の傾斜角度、及び、凹条6を構成する湾曲面の曲率が一定ではなく、各ファクターについてそれぞれ複数のバリエーションが設定され、それらが不規則に配置される構成となっているため、本実施形態の方法によって製造した木質合成建材1は、表側面4において、様々な色調が複雑に組み合わされた外観を呈することになり、一種類の樹脂原料(熱可塑性合成樹脂と木粉と副原料とを混合した一種類の材料)のみを使用した場合であっても、天然木材の風合いを備えた平面を構成することができる。
【0046】
また、凸条先端部分の研削工程を実施することにより、図7に示すような頂部7を形成した後、更に、ワイヤブラシロール等のように、研削部分に可撓性を有する研削装置を用いて、凸条5の頂部7の両肩部13,13を、図8に示すような状態となるように削る工程(凸条肩部の研削工程)を実施した場合には、ある程度表層11aが削られる結果、表層11aと内層11bの中間的な特徴を呈する外観となる。より具体的には、図8に示す両肩部13,13をワイヤブラシロール等で削ることによって出現する層は、木粉の分布密度が、内層11bよりも低く、表層11aの表面側よりも高くなる。従って、光沢の度合いも、表層11aの表面側と内層11bとの中間となり、このため、より多彩な色調が複雑に組み合わされた外観を呈することになり、木質合成建材1の表側面4において、より天然木材に近い風合いを備えた平面を構成することができる。
【0047】
尚、凸条先端部分の研削工程を実施した後に凸条肩部の研削工程を行うのではなく、ワイヤブラシロール等の研削装置を用いて、凸条5の先端部分の除去と、凸条5の両肩部7a,7aの切削を、一つの工程で同時に実施してもよい。
【0048】
最後に、本発明の第三実施形態について説明する。図9は、本発明の第三実施形態に係る木質合成建材1の端面2の部分拡大図である。この木質合成建材1は、表側面4において長手方向に延在する凸条5と凹条6の間の基本形状が、傾斜面ではなく、湾曲面として形成される点で、第一実施形態の木質合成建材と相違しているが、その他の点については、第一実施形態の木質合成建材と同一である。
【0049】
即ち、本実施形態の木質合成建材1も、端面2、及び、長手方向と直交する断面に表れる表側面4の凹凸形状が、隣接する二つの凸条5の頂部7間の間隔、凸条5の頂部の幅、凹条6の最深部8の深さ(凸条5の頂部から凹条6の最深部8までの深さ)等が、横幅方向について不規則に配置される構成となっている。
【0050】
より具体的には、隣接する二つの凸条5の頂部7間の間隔寸法が一定ではなく、2〜10mmの範囲で複数のバリエーションが設定され、それらが不規則に配置される構成となっている。また、凸条5の頂部7の幅寸法も一定ではなく、0.5〜5mmの範囲で複数のバリエーションが設定され、それらが不規則に配置される構成となっている。更に、凹条6の最深部8の深さ寸法も一定ではなく、0.5〜2.5mmの範囲で複数のバリエーションが設定され、それらが不規則に配置される構成となっている。
【0051】
そして、凸条5の頂部7から凹条6の最深部8までの部分には、上述の通り、傾斜部は形成されておらず、湾曲面のみが形成されている。これらの湾曲面の曲率についても複数のバリエーションが設定され、それらが不規則に配置される構成となっている。その結果、凸条5(一つの表側面4に形成されているすべての凸条5の30%以上(より好ましくは505以上))は、頂部7の中心を基準として左右の形状が非対称的な形状となっている。
【0052】
この木質合成建材1も、第二実施形態として説明した方法によって製造することができ、光沢があり、視線角度によって多彩に変化する色調と、木粉の色が混ざった光沢のない色調が、対照的に表れるような特徴を有し、木質感のある表側面4を形成することができる。
【0053】
また、この木質合成建材1においては、凸条5の頂部7から凹条6の最深部8までの湾曲面として、異なる曲率の湾曲面が不規則に配置され、凸条5及び凹条6が、頂部7の中心或いは最深部8を基準として左右非対称的な形状となっているため、従来の木質合成建材と比較して、より天然木材に近い風合いを有する表側面4が形成されている。
【0054】
また、隣接する二つの凸条5の頂部7間の間隔寸法、凸条5の頂部7の幅寸法、凹条6の最深部8の深さ寸法等が一定ではなく、各ファクターについてそれぞれ複数のバリエーションが設定され、それらが不規則に配置される構成となっているため、本実施形態の方法によって製造した木質合成建材1は、表側面4において、様々な色調が複雑に組み合わされた外観を呈することになり、一種類の樹脂原料(熱可塑性合成樹脂と木粉と副原料とを混合した一種類の材料)のみを使用した場合であっても、天然木材の風合いを備えた平面を構成することができる。
【0055】
尚、第一実施形態、及び、第三実施形態においては、木質合成建材1の内部に複数の中空部3(大中空部3a、及び、小中空部3b)が形成されているが(図1、図9参照)、図10に示すように、中空部が形成されないソリッドな構造とすることもできる。また、基板11の成型は、押出成形法には限定されず、型内に樹脂を流し込む注型成型法、或いは、樹脂を射出する射出成型法によって行うこともできる。
【符号の説明】
【0056】
1:木質合成建材、
2:端面、
3:中空部、
3a:大中空部、
3b:小中空部、
4:表側面、
5:凸条、
6:凹条、
7,7a〜7f:頂部、
8,8c,8e:最深部、
9:緩傾斜部、
10:急傾斜部、
11:基板、
12:金型、
11a:表層、
11b:内層、
13:肩部
【技術分野】
【0001】
本発明は、建築物のデッキ、テラス、フェンス、手摺り、柱、ルーバー、ベンチなどに使用される建築資材のうち、特に、建築建材系廃材等を利用した木粉と熱可塑性樹脂との混合材を原料として成形される木質合成建材、及び、その製造方法に関する。
【背景技術】
【0002】
従来、建築資材としては、木材などの天然の材料が主流であったが、最近では、建築廃材等を利用した木粉と熱可塑性樹脂とを混合して成形した建築用の木質合成建材が知られるようになり、デッキ材等のエクステリア建材や、内装造作材等のインテリア建材として使用されるようになっている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−192741号公報
【特許文献2】特開2006−305981号公報
【特許文献3】特開2003−3660号公報
【特許文献4】特開2002−187116号公報
【特許文献5】特開平9−216500号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記特許文献等に記載されている木質合成建材の製造方法によれば、木粉の色と原料樹脂の色との混合した色調と、凹状谷部の切削の強さ加減が調整された結果表出する豊かな原料樹脂層の色調とが対照的に表現されて、木質感のある合成建材を製造することができる。しかしながら、依然として人工的な雰囲気が残存しており、より天然木材の風合いを有する木質合成建材の実現が望まれる。
【0005】
本発明は、上記のような課題を解決すべくなされたものであって、より天然木材に近い風合いを有する木質合成建材、及び、その製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の木質合成建材は、熱可塑性合成樹脂と、木粉と、副原料と、を混合した原料樹脂を型から押し出して、又は、型内に流し込み或いは射出して成形した木質合成建材であって、表側面には、長手方向に延在する多数の凸条、及び、凹条が形成され、凸条の頂部と当該凸条に隣接する凹条の最深部との間に、表側面に対する傾斜角度が10〜45°の範囲内のいずれかの角度に設定された緩傾斜部、又は、表側面に対する傾斜角度が46〜90°の範囲内のいずれかの角度に設定された急傾斜部が形成され、一つの表側面に形成されているすべての凸条のうち30%以上の凸条において、その頂部の両側に緩傾斜部と急傾斜部とが一つずつ形成されることにより、頂部の中心を基準とする左右の形状が非対称的な形状となっていることを特徴としている。
【0007】
尚、一つの表側面に形成されているすべての凹条のうち30%以上の凹条において、その最深部の両側に緩傾斜部と急傾斜部とが一つずつ形成されることにより、最深部を基準とする左右の形状が非対称的な形状となっていることが好ましく、また、緩傾斜部については10〜45°の範囲で、また、急傾斜部については46〜90°の範囲で、それぞれ傾斜角度について複数のバリエーションが設定され、それらが横幅方向について不規則に配置されていることが好ましい。
【0008】
更に、隣接する二つの凸条の頂部間の間隔寸法について、2〜10mmの範囲で複数のバリエーションが設定され、それらが横幅方向について不規則に配置され、凸条の頂部の幅寸法について、0.5〜5mmの範囲で複数のバリエーションが設定され、それらが横幅方向について不規則に配置され、凸条の頂部から凹条の最深部までの深さ寸法について、0.5〜2.5mmの範囲で複数のバリエーションが設定され、それらが横幅方向について不規則に配置され、凹条の最深部を中心とする凹状の湾曲面の曲率について、複数のバリエーションが設定され、それらが横幅方向について不規則に配置されていることが好ましい。
【0009】
また、本発明の木質合成建材は、熱可塑性合成樹脂と、木粉と、副原料と、を混合した原料樹脂を型から押し出して、又は、型内に流し込み或いは射出して成形した木質合成建材であって、表側面には、長手方向に延在する多数の凸条、及び、凹条が形成され、一つの表側面に形成されているすべての凸条のうち30%以上の凸条において、凸条の頂部と当該凸条に隣接する凹条の最深部との間に湾曲面のみが形成され、湾曲面の曲率について複数のバリエーションが設定され、それらが不規則に配置され、一つの表側面に形成されているすべての凸条のうち30%以上の凸条において、その頂部の中心を基準とする左右の形状が非対称的な形状となっていることを特徴としている。
【0010】
本発明の木質合成建材の製造方法は、熱可塑性合成樹脂と、木粉と、副原料と、を混合した原料樹脂を、表側面に多数の凸条、及び、凹条が形成されるような型から押し出して、又は、そのような型内に流し込み或いは射出して基板を成型し、その後、基板の表側面に形成された多数の凸条、及び、凹条のうち、各凸条の先端部分を、一定の基準線に沿って除去する研削工程を実行することによって木質合成建材を製造する方法において、基板の成型に際し、長手方向に延在する多数の凸条、及び、凹条が表側面に形成され、凸条と当該凸条に隣接する凹条の最深部との間に、表側面に対する傾斜角度が10〜45°の範囲内のいずれかの角度に設定された緩傾斜部、又は、表側面に対する傾斜角度が46〜90°の範囲内のいずれかの角度に設定された急傾斜部のいずれか一方が形成され、一つの表側面に形成されるすべての凸条のうち30%以上の凸条において、その頂部の両側に緩傾斜部と急傾斜部とが一つずつ形成されることにより、頂部の中心を基準とする左右の形状が非対称的な形状となるような型を用いることを特徴としている。
【0011】
尚、基板の成型に際し、一つの表側面に形成されるすべての凹条のうち30%以上の凹条において、その最深部の両側に緩傾斜部と急傾斜部とが一つずつ形成されることにより、最深部を基準とする左右の形状が非対称的な形状となるような型を用いることが好ましく、緩傾斜部については10〜45°の範囲で、また、急傾斜部については46〜90°の範囲で、それぞれ傾斜角度について複数のバリエーションが設定され、それらが横幅方向について不規則に配置されるような型を用いることが好ましい。
【0012】
更に、隣接する二つの凸条の頂部間の間隔寸法について、2〜10mmの範囲で複数のバリエーションが設定され、それらが横幅方向について不規則に配置され、凸条の頂部の幅寸法について、0.5〜5mmの範囲で複数のバリエーションが設定され、それらが横幅方向について不規則に配置され、凸条の頂部から凹条の最深部までの深さ寸法について、0.5〜2.5mmの範囲で複数のバリエーションが設定され、それらが横幅方向について不規則に配置され、凹条の最深部を中心とする凹状の湾曲面の曲率について、複数のバリエーションが設定され、それらが横幅方向について不規則に配置されるような型を用いることが好ましい。
【0013】
また、本発明の木質合成建材の製造方法は、熱可塑性合成樹脂と、木粉と、副原料と、を混合した原料樹脂を、表側面に多数の凸条、及び、凹条が形成されるような型から押し出して、又は、そのような型内に流し込み或いは射出して基板を成型し、その後、基板の表側面に形成された多数の凸条、及び、凹条のうち、各凸条の先端部分を、一定の基準線に沿って除去する研削工程を実行することによって木質合成建材を製造する方法において、基板の成型に際し、長手方向に延在する多数の凸条、及び、凹条が表側面に形成され、一つの表側面に形成されているすべての凸条のうち30%以上の凸条において、凸条と当該凸条に隣接する凹条の最深部との間に、湾曲面のみが形成され、湾曲面の曲率について複数のバリエーションが設定され、それらが不規則に配置され、一つの表側面に形成されているすべての凸条のうち30%以上の凸条において、その頂部の中心を基準とする左右の形状が非対称的な形状となるような型を用いることを特徴としている。
【発明の効果】
【0014】
本発明の木質合成建材においては、表側面に凹条、緩傾斜部、及び、急傾斜部が形成されることにより、異なる色調(光沢があり、視線角度によって多彩に変化する色調)と、凸条の頂部における光沢のない色調が、対照的に表れるようになっており、その結果、表側面を木質感のある平面とすることができ、更に、二つの凸条5の間、或いは、二つの凹条の間に、比較的角度が緩やかな緩傾斜部と、それらよりも角度がきつい急傾斜部と、二種類の傾斜部が一つずつ組み合わされて配置され、その結果、凸条及び凹条は、頂部の中心或いは最深部を基準として左右が非対称的な形状となっているため、従来の木質合成建材と比較して、より天然木材に近い風合いを有する表側面とすることができる。
【図面の簡単な説明】
【0015】
【図1】図1は、本発明の第一実施形態に係る木質合成建材1の斜視図である。
【図2】図2は、図1の木質合成建材1の端面2の部分拡大図である。
【図3】図3は、図1の木質合成建材1の端面2の部分拡大図である。
【図4】図4は、本発明の第二実施形態に係る木質合成建材1の製造方法の説明図であり、成形後における基板11の形状の一例を示す部分拡大図である。
【図5】図5は、本発明の第二実施形態に係る木質合成建材1の製造方法の説明図であり、成形後における基板11の形状の一例を示す部分拡大図である。
【図6】図6は、本発明の第二実施形態に係る木質合成建材1の製造方法の説明図であり、基板11の表面に形成される凸条5の断面図である。
【図7】図7は、本発明の第二実施形態に係る木質合成建材1の製造方法の説明図であり、基板11の表面に形成される凸条5の断面図である。
【図8】図8は、本発明の第二実施形態に係る木質合成建材1の製造方法の説明図であり、基板11の表面に形成される凸条5の断面図である。
【図9】図9は、本発明の第三実施形態に係る木質合成建材1の端面2の部分拡大図である。
【図10】図10は、本発明に係る木質合成建材1の他の構成例を示す斜視図である。
【発明を実施するための形態】
【0016】
以下、本発明「木質合成建材」と「木質合成建材の製造方法」の実施形態(第一〜三実施形態)についてそれぞれ説明する。図1は、本発明の第一実施形態に係る木質合成建材1の斜視図である。この木質合成建材1は、原料樹脂を型から押し出して成形したものであり、原料樹脂として、再生熱可塑性合成樹脂又はPVCを含む一般熱可塑性合成樹脂を45(40〜60)重量%、建築建材系廃材等の木材を粉砕して得た200〜300μm程度、或いは、それ以下の大きさの木粉を40(30〜50)重量%、及び、副原料(カルシウムステイン、ポリエチレンワックス、炭カル、タルク、流動パラフィン、或いは、グリセリン等の相溶化剤、及び、成型性改良剤、並びに、顔料等)を15(10〜20)重量%混合したものが使用されている。
【0017】
本実施形態の木質合成建材1は、幅14.5cm、厚さ2.5cm、長さ90cmに設定されているが、大きさについては特に限定されず、用途に合わせて適宜の寸法に設定することができる。
【0018】
上述の通りこの木質合成建材1は、押出成形法によって成形されているため、長手方向と直交する断面の形状は、長手方向について一定であり、長手方向両端の各端面2と同一の形状となる。そして、図1に示すように、内部には、複数の中空部3(大中空部3a、及び、小中空部3b)が形成されている。これらの中空部3は、図1に示す端面2から反対側の端面(図示せず)までそれぞれ貫通しており、木質合成建材1の横幅方向へ所定の間隔(均等な間隔、或いは、不均等な間隔)を置いて平行に配列されている。
【0019】
中空部3は、木質合成建材1の強度を低下させることなく、軽量化を図ることができ、成型品の歩留まりを向上させることができる。また、この木質合成建材1を根太材等に対して固定する際、小中空部3bにネジを挿入することにより、表面側から裏面側までネジを容易に貫通させることができ、根太材等に対してネジを好適に締め付けることができる。
【0020】
図示されているように、この木質合成建材1の表側面4には、長手方向に延在する多数の凸条5、及び、凹条6が形成されている。これらの凸条5、及び、凹条6はいずれも平行で、長手方向と直交する断面に表れる表側面4の凹凸形状は、長手方向について一定であり、長手方向両端の各端面2に表れる表側面4の凹凸形状と同一の或いは対称的な形状となる。
【0021】
但し、端面2、及び、長手方向と直交する断面に表れる表側面4の凹凸形状は、隣接する二つの凸条5の頂部間の間隔、凸条5の頂部の幅、凹条6の最深部の深さ(凸条5の頂部から凹条6の最深部までの深さ)、傾斜部の角度、湾曲面の曲率等が、横幅方向について不規則に配置される構成となっている。
【0022】
より具体的には、図2(図1の木質合成建材1の端面2の部分拡大図)に示すように、凸条5の頂部7bと、これに隣接する凸条5の頂部7cとの間隔寸法W1が3.7mmとなっているのに対し、凸条5の頂部7cと、これに隣接する凸条5の頂部7dとの間隔寸法W2は2.8mmとなっている。本実施形態においては、隣接する二つの凸条5の頂部7間の間隔寸法が一定ではなく、2〜10mmの範囲で複数のバリエーションが設定され、それらが不規則に配置される構成となっている。
【0023】
また、凸条5の頂部7eの幅寸法W3が1.4mmとなっているのに対し、凸条5の頂部7fの幅寸法W4は2mmとなっている。このように、凸条5の頂部7の幅寸法も一定ではなく、0.5〜5mmの範囲で複数のバリエーションが設定され、それらが不規則に配置される構成となっている。
【0024】
更に、図3(図1の木質合成建材1の端面2の部分拡大図)に示すように、凸条5の頂部7cから凹条6の最深部8cまでの深さ寸法D1が1.5mmとなっているのに対し、凸条5の頂部7eから凹条6の最深部8eまでの深さ寸法D2は1.0mmとなっている。このように、凹条6の最深部8の深さ寸法も一定ではなく、0.5〜2.5mmの範囲で複数のバリエーションが設定され、それらが不規則に配置される構成となっている。
【0025】
凸条5と凹条6との間の傾斜部については、図3に示すように、比較的緩やかな角度の緩傾斜部9と、それらよりも角度がきつい急傾斜部10と、二種類のものが形成されている。そして、緩傾斜部9及び急傾斜部10の傾斜角度(表側面4に対する角度)も一定ではなく、緩傾斜部9については10〜45°の範囲で、急傾斜部10については46〜90°の範囲で、それぞれ複数のバリエーションが設定され、それらが不規則に配置される構成となっている。また、緩傾斜部9の横幅寸法(凸条5の頂部7から凹条6の最深部8までの水平方向の寸法)は、2〜10mmの範囲に設定することが好ましく、また、急傾斜部10の横幅寸法は、0〜2mmの範囲に設定することが好ましい。
【0026】
尚、緩傾斜部9と急傾斜部10は、基本的には、木質合成建材1の横幅方向へ向かって交互に配置される構成となっている。つまり、一つの凸条5の頂部7の両側(或いは、一つの凹条6の最深部8の両側)には、緩傾斜部9と急傾斜部10とがそれぞれ一つずつ配置されている。
【0027】
例えば、凸条5の頂部7の右側に緩傾斜部9が形成されている場合には、左側に急傾斜部10が形成され、また同様に、凹条6の最深部8の左側に緩傾斜部9が形成されている場合には、右側に急傾斜部10が形成される。また、隣接する二つの凸条5の間には、一つの緩傾斜部9と一つの急傾斜部10とが組み合わされて、凹条6の最深部8を挟んで連なった状態となり、二つの隣接する凹条6の最深部8の間にも、一つの緩傾斜部9と一つの急傾斜部10とが組み合わされて、凸条5を挟んで連なった状態となる。
【0028】
このように、凸条5(一つの表側面4に形成されているすべての凸条5の30%以上(より好ましくは50%以上))は、頂部7の両側に緩傾斜部9と急傾斜部10とがそれぞれ一つずつ配置されることにより、頂部7の中心を基準として左右の形状が非対称的な形状となっており、また、凹条6(一つの表側面4に形成されているすべての凹条6の30%以上(より好ましくは50%以上))についても、最深部8の両側に緩傾斜部9と急傾斜部10とがそれぞれ一つずつ配置されることにより、最深部8を基準として左右の形状が非対称的な形状となっている。
【0029】
但し、緩傾斜部9と急傾斜部10とが交互に配置されるという規則は、木質合成建材1の横幅方向全体にわたって貫徹している必要はなく、複数箇所において、緩傾斜部9、或いは、急傾斜部10が、それぞれ二つ(或いは三つ以上)連続するような構成としてもよい。
【0030】
また、図2及び図3においては、緩傾斜部9がいずれも左上がり傾斜面となっており、急傾斜部10はいずれも右上がり傾斜面となっているが、傾斜する向きについても、必ずしも一方向に固定する必要はなく、右上がりの緩傾斜部、及び、左上がりの急傾斜部が、いずれかの位置に配置される構成としてもよい。
【0031】
更に、各凹条6の最深部8を中心とする一定の範囲の領域は、図3に示すように、凹状の湾曲面として構成されているが、各凹条6を構成する湾曲面の曲率についても複数のバリエーションが設定され、それらが不規則に配置される構成となっている。
【0032】
次に、図1に示した木質合成建材1の製造方法を、本発明の第二実施形態として説明する。まず、十分に加熱した原料樹脂(熱可塑性合成樹脂と木粉とを混合したもの)を金型から押し出して、押出成形法により、木質合成建材1の基板11を成形する。
【0033】
尚、成形に際しては、内部に大中空部3a、及び、小中空部3b(図1参照)が形成されるとともに、表側面に多数の凸条、及び、凹条が形成されるような金型であって、後述する研削工程を実施した後において、図2及び図3に示すような、凸条5、凹条6、頂部7、最深部8、緩傾斜部9、及び、急傾斜部10が形成され、かつ、隣接する二つの凸条5の頂部7間の間隔、凸条5の頂部7の幅、凹条6の最深部8の深さ、緩傾斜部9及び急傾斜部10の角度、凹条6の湾曲面の曲率等が、横幅方向について不規則に配置されるように設計された金型を用いる。
【0034】
そして、成型温度160〜220℃で成型された基板11は、所定時間を置いて冷却される。基板11は冷却されて常温状態になると、「ヒケ」と呼ばれる変形(原料樹脂の冷却に伴う収縮に起因する変形)が生じる。図4は、成形後における基板11の形状の一例を示す部分拡大図である。この図において、破線は、金型12の輪郭線を示している。図示されているように、冷却された基板11の表面形状は、「ヒケ」が生じる結果、必ずしも金型12の輪郭とは一致しない。
【0035】
このような変形は、収縮が生じにくい原料樹脂を適宜選択して使用したり、原料の質を均一にすること等によって、ある程度は回避することができる。また、収縮量を予測し、これを考慮に入れた上で金型を設計することにより、ある程度対応することができる。しかしながら、本実施形態のように合成樹脂に木粉を混合しているような場合や、内部に中空部(図1に示す大中空部3a、小中空部3b等)を形成しているような場合、また、合成樹脂として再生原料を使用するような場合には、「ヒケ」による収縮変形が、各部位毎に異なる態様、異なる度合いで生じる可能性があり、それらの収縮量、或いは、変形の具合を予測することは非常に難しい。このため、基板11の表面に形成される凸条5の先端部分の高さ位置は、図5に示すように区々となってしまう可能性がある。
【0036】
そこで本実施形態においては、基板11の成型後、表側面に形成される多数の凸条5、及び、凹条6のうち、各凸条5の先端部分を、一定の基準線L(図5参照)に沿って除去する工程(凸条先端部分の研削工程)が実施される。尚、凸条5の先端部分の除去は、サンダー、グラインダー、電動カンナ装置、或いは、ワイヤブラシロール等の研削装置(又は切削装置)を用いて、基板11の凸条5の先端部分(図5の基準線Lよりも上の部分)を研削(又は切削)することによって行う。この工程を実施することにより、表面において「ヒケ」による収縮変形が生じた場合でも、また、収縮変形の態様や度合いが部位によって区々であっても、全体として歪みのない平らな表側面4を有する木質合成建材1を製造することができる。
【0037】
尚、木粉が混合された合成樹脂を金型から押し出して基板11の成形を行うと、基板11の表面付近には、木粉の分布密度が比較的低く、合成樹脂の分布密度が高い層(表層11a)(図6参照)が形成される。一方、基板11の内部(表面付近以外の部分)においては、合成樹脂と木粉とが均等に混ざり合った層(内層11b)が形成される。
【0038】
基板11の凸条5の先端部分(図6に示す基準線Lよりも上の部分)を切削して除去すると、図7に示すように、凸条5の頂部7において内層11bが露出することになり、それ以外の部分(凹条6、緩傾斜部9、及び、急傾斜部10)には、表層11aが残存することになる。
【0039】
この表層11aは、上述の通り合成樹脂の分布密度が高いため、表面が平滑面となり、光の反射率が高くなる。従って、表層11aが残存する凹条6、緩傾斜部9、及び、急傾斜部10は、光沢があり、視線角度によって色調が変化するような外観となる。特に、凹条6の最深部8付近は、凹状の湾曲面として構成されているため、多方向からの光が映り込み、多彩な色調となる。
【0040】
一方、内層11bは、表層11aと比べて木粉の分布密度が高いため、内層11bが外方へ向かって露出した場合、合成樹脂と混ざり合った状態の多量の木粉がその表面に出現することになる。そして、これらの木粉の表面は平滑ではないため、光の反射率が低く、従って、内層11bが露出する凸条5の頂部7は、木粉の色と合成樹脂の色とが混ざった光沢のない色調となり、視線角度が変わっても色調があまり変化しないような外観となる。
【0041】
本実施形態の方法によって製造した木質合成建材1においては、上述の通り、表側面4において、異なる色調、即ち、光沢があり、視線角度によって多彩に変化する色調(凹条6、緩傾斜部9、及び、急傾斜部10)と、木粉の色が混ざった光沢のない色調(凸条5の頂部7)が、対照的に表れるようになっており、その結果、木質合成建材1の表側面4を、不均一な色調、即ち、不均一な光の反射による自然な木質感のある平面とすることができる。
【0042】
また、この木質合成建材1においては、二つの凸条5の間、或いは、二つの凹条6の間に、比較的角度が緩やかな緩傾斜部9と、それらよりも角度がきつい急傾斜部10と、二種類の傾斜部が一つずつ組み合わされて配置され、その結果、凸条5及び凹条6は、頂部7の中心或いは最深部8を基準として左右が非対称的な形状となっているため、従来の木質合成建材と比較して、より不均一な色調、形状による不均一な光の反射による外観の、より天然木材に近い風合いを有する表側面4が形成される。
【0043】
この点についてより具体的に説明すると、天然木の板材は、製材時において表面が平滑面となるように加工された場合であっても、風雨或いは日光に晒された状態で長い時間が経過すると、木目部分(年輪の境界部分)に沿って表面に凹凸が生じてくる。この表面の凹凸形状は、木目と木目の間の部分が痩せて凹状にへこみ、木目部分が相対的に凸状に尖ることによって形成される。そして、木目の凸条の一方側の傾斜は比較的緩やかな角度になるのに対し、反対側の傾斜は急な角度となることが多い。この傾向は、柾目材よりも板目材において顕著に表れる。
【0044】
本実施形態の方法によって製造された木質合成建材1は、上述の通り、二つの凸条5の間、或いは、二つの凹条6の間に、比較的角度が緩やかな緩傾斜部9と、それらよりも角度がきつい急傾斜部10と、二種類の傾斜部が一つずつ組み合わされて配置され、上記のような天然木材において表れる経年変化の形状を模した形状となっている。また、緩傾斜部9と急傾斜部10とでは、一つの視線角度に対する光の入射角度が異なり、異なる色調の外観を呈することになる。このため、従来の木質合成建材と比較して、より天然木材に近い風合いを有している。
【0045】
また、隣接する二つの凸条5の頂部7間の間隔寸法、凸条5の頂部7の幅寸法、凹条6の最深部8の深さ寸法、緩傾斜部9の傾斜角度、急傾斜部10の傾斜角度、及び、凹条6を構成する湾曲面の曲率が一定ではなく、各ファクターについてそれぞれ複数のバリエーションが設定され、それらが不規則に配置される構成となっているため、本実施形態の方法によって製造した木質合成建材1は、表側面4において、様々な色調が複雑に組み合わされた外観を呈することになり、一種類の樹脂原料(熱可塑性合成樹脂と木粉と副原料とを混合した一種類の材料)のみを使用した場合であっても、天然木材の風合いを備えた平面を構成することができる。
【0046】
また、凸条先端部分の研削工程を実施することにより、図7に示すような頂部7を形成した後、更に、ワイヤブラシロール等のように、研削部分に可撓性を有する研削装置を用いて、凸条5の頂部7の両肩部13,13を、図8に示すような状態となるように削る工程(凸条肩部の研削工程)を実施した場合には、ある程度表層11aが削られる結果、表層11aと内層11bの中間的な特徴を呈する外観となる。より具体的には、図8に示す両肩部13,13をワイヤブラシロール等で削ることによって出現する層は、木粉の分布密度が、内層11bよりも低く、表層11aの表面側よりも高くなる。従って、光沢の度合いも、表層11aの表面側と内層11bとの中間となり、このため、より多彩な色調が複雑に組み合わされた外観を呈することになり、木質合成建材1の表側面4において、より天然木材に近い風合いを備えた平面を構成することができる。
【0047】
尚、凸条先端部分の研削工程を実施した後に凸条肩部の研削工程を行うのではなく、ワイヤブラシロール等の研削装置を用いて、凸条5の先端部分の除去と、凸条5の両肩部7a,7aの切削を、一つの工程で同時に実施してもよい。
【0048】
最後に、本発明の第三実施形態について説明する。図9は、本発明の第三実施形態に係る木質合成建材1の端面2の部分拡大図である。この木質合成建材1は、表側面4において長手方向に延在する凸条5と凹条6の間の基本形状が、傾斜面ではなく、湾曲面として形成される点で、第一実施形態の木質合成建材と相違しているが、その他の点については、第一実施形態の木質合成建材と同一である。
【0049】
即ち、本実施形態の木質合成建材1も、端面2、及び、長手方向と直交する断面に表れる表側面4の凹凸形状が、隣接する二つの凸条5の頂部7間の間隔、凸条5の頂部の幅、凹条6の最深部8の深さ(凸条5の頂部から凹条6の最深部8までの深さ)等が、横幅方向について不規則に配置される構成となっている。
【0050】
より具体的には、隣接する二つの凸条5の頂部7間の間隔寸法が一定ではなく、2〜10mmの範囲で複数のバリエーションが設定され、それらが不規則に配置される構成となっている。また、凸条5の頂部7の幅寸法も一定ではなく、0.5〜5mmの範囲で複数のバリエーションが設定され、それらが不規則に配置される構成となっている。更に、凹条6の最深部8の深さ寸法も一定ではなく、0.5〜2.5mmの範囲で複数のバリエーションが設定され、それらが不規則に配置される構成となっている。
【0051】
そして、凸条5の頂部7から凹条6の最深部8までの部分には、上述の通り、傾斜部は形成されておらず、湾曲面のみが形成されている。これらの湾曲面の曲率についても複数のバリエーションが設定され、それらが不規則に配置される構成となっている。その結果、凸条5(一つの表側面4に形成されているすべての凸条5の30%以上(より好ましくは505以上))は、頂部7の中心を基準として左右の形状が非対称的な形状となっている。
【0052】
この木質合成建材1も、第二実施形態として説明した方法によって製造することができ、光沢があり、視線角度によって多彩に変化する色調と、木粉の色が混ざった光沢のない色調が、対照的に表れるような特徴を有し、木質感のある表側面4を形成することができる。
【0053】
また、この木質合成建材1においては、凸条5の頂部7から凹条6の最深部8までの湾曲面として、異なる曲率の湾曲面が不規則に配置され、凸条5及び凹条6が、頂部7の中心或いは最深部8を基準として左右非対称的な形状となっているため、従来の木質合成建材と比較して、より天然木材に近い風合いを有する表側面4が形成されている。
【0054】
また、隣接する二つの凸条5の頂部7間の間隔寸法、凸条5の頂部7の幅寸法、凹条6の最深部8の深さ寸法等が一定ではなく、各ファクターについてそれぞれ複数のバリエーションが設定され、それらが不規則に配置される構成となっているため、本実施形態の方法によって製造した木質合成建材1は、表側面4において、様々な色調が複雑に組み合わされた外観を呈することになり、一種類の樹脂原料(熱可塑性合成樹脂と木粉と副原料とを混合した一種類の材料)のみを使用した場合であっても、天然木材の風合いを備えた平面を構成することができる。
【0055】
尚、第一実施形態、及び、第三実施形態においては、木質合成建材1の内部に複数の中空部3(大中空部3a、及び、小中空部3b)が形成されているが(図1、図9参照)、図10に示すように、中空部が形成されないソリッドな構造とすることもできる。また、基板11の成型は、押出成形法には限定されず、型内に樹脂を流し込む注型成型法、或いは、樹脂を射出する射出成型法によって行うこともできる。
【符号の説明】
【0056】
1:木質合成建材、
2:端面、
3:中空部、
3a:大中空部、
3b:小中空部、
4:表側面、
5:凸条、
6:凹条、
7,7a〜7f:頂部、
8,8c,8e:最深部、
9:緩傾斜部、
10:急傾斜部、
11:基板、
12:金型、
11a:表層、
11b:内層、
13:肩部
【特許請求の範囲】
【請求項1】
熱可塑性合成樹脂と、木粉と、副原料と、を混合した原料樹脂を型から押し出して、又は、型内に流し込み或いは射出して成形した木質合成建材であって、
表側面には、長手方向に延在する多数の凸条、及び、凹条が形成され、
凸条の頂部と当該凸条に隣接する凹条の最深部との間に、表側面に対する傾斜角度が10〜45°の範囲内のいずれかの角度に設定された緩傾斜部、又は、表側面に対する傾斜角度が46〜90°の範囲内のいずれかの角度に設定された急傾斜部が形成され、
一つの表側面に形成されているすべての凸条のうち30%以上の凸条において、その頂部の両側に緩傾斜部と急傾斜部とが一つずつ形成されることにより、頂部の中心を基準とする左右の形状が非対称的な形状となっていることを特徴とする木質合成建材。
【請求項2】
一つの表側面に形成されているすべての凹条のうち30%以上の凹条において、その最深部の両側に緩傾斜部と急傾斜部とが一つずつ形成されることにより、最深部を基準とする左右の形状が非対称的な形状となっていることを特徴とする、請求項1に記載の木質合成建材。
【請求項3】
緩傾斜部については10〜45°の範囲で、また、急傾斜部については46〜90°の範囲で、それぞれ傾斜角度について複数のバリエーションが設定され、それらが横幅方向について不規則に配置されていることを特徴とする、請求項1又は請求項2に記載の木質合成建材。
【請求項4】
隣接する二つの凸条の頂部間の間隔寸法について、2〜10mmの範囲で複数のバリエーションが設定され、それらが横幅方向について不規則に配置され、
凸条の頂部の幅寸法について、0.5〜5mmの範囲で複数のバリエーションが設定され、それらが横幅方向について不規則に配置され、
凸条の頂部から凹条の最深部までの深さ寸法について、0.5〜2.5mmの範囲で複数のバリエーションが設定され、それらが横幅方向について不規則に配置されていることを特徴とする、請求項1〜3のいずれかに記載の木質合成建材。
【請求項5】
凹条の最深部を中心とする凹状の湾曲面の曲率について、複数のバリエーションが設定され、それらが横幅方向について不規則に配置されていることを特徴とする、請求項1〜4のいずれかに記載の木質合成建材。
【請求項6】
熱可塑性合成樹脂と、木粉と、副原料と、を混合した原料樹脂を型から押し出して、又は、型内に流し込み或いは射出して成形した木質合成建材であって、
表側面には、長手方向に延在する多数の凸条、及び、凹条が形成され、
一つの表側面に形成されているすべての凸条のうち30%以上の凸条において、凸条の頂部と当該凸条に隣接する凹条の最深部との間に、湾曲面のみが形成され、
湾曲面の曲率について複数のバリエーションが設定され、それらが不規則に配置され、
一つの表側面に形成されているすべての凸条のうち30%以上の凸条において、その頂部の中心を基準とする左右の形状が非対称的な形状となっていることを特徴とする木質合成建材。
【請求項7】
熱可塑性合成樹脂と、木粉と、副原料と、を混合した原料樹脂を、表側面に多数の凸条、及び、凹条が形成されるような型から押し出して、又は、そのような型内に流し込み或いは射出して基板を成型し、その後、基板の表側面に形成される多数の凸条、及び、凹条のうち、各凸条の先端部分を、一定の基準線に沿って除去する研削工程を実行することによって木質合成建材を製造する方法であって、
基板の成型に際し、長手方向に延在する多数の凸条、及び、凹条が表側面に形成され、凸条と当該凸条に隣接する凹条の最深部との間に、表側面に対する傾斜角度が10〜45°の範囲内のいずれかの角度に設定された緩傾斜部、又は、表側面に対する傾斜角度が46〜90°の範囲内のいずれかの角度に設定された急傾斜部が形成され、一つの表側面に形成されるすべての凸条のうち30%以上の凸条において、その頂部の両側に緩傾斜部と急傾斜部とが一つずつ形成されることにより、頂部の中心を基準とする左右の形状が非対称的な形状となるような型を用いることを特徴とする木質合成建材の製造方法。
【請求項8】
基板の成型に際し、一つの表側面に形成されるすべての凹条のうち30%以上の凹条において、その最深部の両側に緩傾斜部と急傾斜部とが一つずつ形成されることにより、最深部を基準とする左右の形状が非対称的な形状となるような型を用いることを特徴とする、請求項7に記載の木質合成建材の製造方法。
【請求項9】
基板の成型に際し、緩傾斜部については10〜45°の範囲で、また、急傾斜部については46〜90°の範囲で、それぞれ傾斜角度について複数のバリエーションが設定され、それらが横幅方向について不規則に配置されるような型を用いることを特徴とする、請求項7又は請求項8に記載の木質合成建材の製造方法。
【請求項10】
隣接する二つの凸条の頂部間の間隔寸法について、2〜10mmの範囲で複数のバリエーションが設定され、それらが横幅方向について不規則に配置され、
凸条の頂部の幅寸法について、0.5〜5mmの範囲で複数のバリエーションが設定され、それらが横幅方向について不規則に配置され、
凸条の頂部から凹条の最深部までの深さ寸法について、0.5〜2.5mmの範囲で複数のバリエーションが設定され、それらが横幅方向について不規則に配置されることを特徴とする、請求項7〜9のいずれかに記載の木質合成建材の製造方法。
【請求項11】
凹条の最深部を中心とする凹状の湾曲面の曲率について、複数のバリエーションが設定され、それらが横幅方向について不規則に配置されるような型を用いることを特徴とする、請求項7〜10のいずれかに記載の木質合成建材の製造方法。
【請求項12】
熱可塑性合成樹脂と、木粉と、副原料と、を混合した原料樹脂を、表側面に多数の凸条、及び、凹条が形成されるような型から押し出して、又は、そのような型内に流し込み或いは射出して基板を成型し、その後、基板の表側面に形成される多数の凸条、及び、凹条のうち、各凸条の先端部分を、一定の基準線に沿って除去する研削工程を実行することによって木質合成建材を製造する方法であって、
基板の成型に際し、長手方向に延在する多数の凸条、及び、凹条が表側面に形成され、一つの表側面に形成されているすべての凸条のうち30%以上の凸条において、凸条と当該凸条に隣接する凹条の最深部との間に、湾曲面のみが形成され、湾曲面の曲率について複数のバリエーションが設定され、それらが不規則に配置され、一つの表側面に形成されているすべての凸条のうち30%以上の凸条において、その頂部の中心を基準とする左右の形状が非対称的な形状となるような型を用いることを特徴とする木質合成建材の製造方法。
【請求項1】
熱可塑性合成樹脂と、木粉と、副原料と、を混合した原料樹脂を型から押し出して、又は、型内に流し込み或いは射出して成形した木質合成建材であって、
表側面には、長手方向に延在する多数の凸条、及び、凹条が形成され、
凸条の頂部と当該凸条に隣接する凹条の最深部との間に、表側面に対する傾斜角度が10〜45°の範囲内のいずれかの角度に設定された緩傾斜部、又は、表側面に対する傾斜角度が46〜90°の範囲内のいずれかの角度に設定された急傾斜部が形成され、
一つの表側面に形成されているすべての凸条のうち30%以上の凸条において、その頂部の両側に緩傾斜部と急傾斜部とが一つずつ形成されることにより、頂部の中心を基準とする左右の形状が非対称的な形状となっていることを特徴とする木質合成建材。
【請求項2】
一つの表側面に形成されているすべての凹条のうち30%以上の凹条において、その最深部の両側に緩傾斜部と急傾斜部とが一つずつ形成されることにより、最深部を基準とする左右の形状が非対称的な形状となっていることを特徴とする、請求項1に記載の木質合成建材。
【請求項3】
緩傾斜部については10〜45°の範囲で、また、急傾斜部については46〜90°の範囲で、それぞれ傾斜角度について複数のバリエーションが設定され、それらが横幅方向について不規則に配置されていることを特徴とする、請求項1又は請求項2に記載の木質合成建材。
【請求項4】
隣接する二つの凸条の頂部間の間隔寸法について、2〜10mmの範囲で複数のバリエーションが設定され、それらが横幅方向について不規則に配置され、
凸条の頂部の幅寸法について、0.5〜5mmの範囲で複数のバリエーションが設定され、それらが横幅方向について不規則に配置され、
凸条の頂部から凹条の最深部までの深さ寸法について、0.5〜2.5mmの範囲で複数のバリエーションが設定され、それらが横幅方向について不規則に配置されていることを特徴とする、請求項1〜3のいずれかに記載の木質合成建材。
【請求項5】
凹条の最深部を中心とする凹状の湾曲面の曲率について、複数のバリエーションが設定され、それらが横幅方向について不規則に配置されていることを特徴とする、請求項1〜4のいずれかに記載の木質合成建材。
【請求項6】
熱可塑性合成樹脂と、木粉と、副原料と、を混合した原料樹脂を型から押し出して、又は、型内に流し込み或いは射出して成形した木質合成建材であって、
表側面には、長手方向に延在する多数の凸条、及び、凹条が形成され、
一つの表側面に形成されているすべての凸条のうち30%以上の凸条において、凸条の頂部と当該凸条に隣接する凹条の最深部との間に、湾曲面のみが形成され、
湾曲面の曲率について複数のバリエーションが設定され、それらが不規則に配置され、
一つの表側面に形成されているすべての凸条のうち30%以上の凸条において、その頂部の中心を基準とする左右の形状が非対称的な形状となっていることを特徴とする木質合成建材。
【請求項7】
熱可塑性合成樹脂と、木粉と、副原料と、を混合した原料樹脂を、表側面に多数の凸条、及び、凹条が形成されるような型から押し出して、又は、そのような型内に流し込み或いは射出して基板を成型し、その後、基板の表側面に形成される多数の凸条、及び、凹条のうち、各凸条の先端部分を、一定の基準線に沿って除去する研削工程を実行することによって木質合成建材を製造する方法であって、
基板の成型に際し、長手方向に延在する多数の凸条、及び、凹条が表側面に形成され、凸条と当該凸条に隣接する凹条の最深部との間に、表側面に対する傾斜角度が10〜45°の範囲内のいずれかの角度に設定された緩傾斜部、又は、表側面に対する傾斜角度が46〜90°の範囲内のいずれかの角度に設定された急傾斜部が形成され、一つの表側面に形成されるすべての凸条のうち30%以上の凸条において、その頂部の両側に緩傾斜部と急傾斜部とが一つずつ形成されることにより、頂部の中心を基準とする左右の形状が非対称的な形状となるような型を用いることを特徴とする木質合成建材の製造方法。
【請求項8】
基板の成型に際し、一つの表側面に形成されるすべての凹条のうち30%以上の凹条において、その最深部の両側に緩傾斜部と急傾斜部とが一つずつ形成されることにより、最深部を基準とする左右の形状が非対称的な形状となるような型を用いることを特徴とする、請求項7に記載の木質合成建材の製造方法。
【請求項9】
基板の成型に際し、緩傾斜部については10〜45°の範囲で、また、急傾斜部については46〜90°の範囲で、それぞれ傾斜角度について複数のバリエーションが設定され、それらが横幅方向について不規則に配置されるような型を用いることを特徴とする、請求項7又は請求項8に記載の木質合成建材の製造方法。
【請求項10】
隣接する二つの凸条の頂部間の間隔寸法について、2〜10mmの範囲で複数のバリエーションが設定され、それらが横幅方向について不規則に配置され、
凸条の頂部の幅寸法について、0.5〜5mmの範囲で複数のバリエーションが設定され、それらが横幅方向について不規則に配置され、
凸条の頂部から凹条の最深部までの深さ寸法について、0.5〜2.5mmの範囲で複数のバリエーションが設定され、それらが横幅方向について不規則に配置されることを特徴とする、請求項7〜9のいずれかに記載の木質合成建材の製造方法。
【請求項11】
凹条の最深部を中心とする凹状の湾曲面の曲率について、複数のバリエーションが設定され、それらが横幅方向について不規則に配置されるような型を用いることを特徴とする、請求項7〜10のいずれかに記載の木質合成建材の製造方法。
【請求項12】
熱可塑性合成樹脂と、木粉と、副原料と、を混合した原料樹脂を、表側面に多数の凸条、及び、凹条が形成されるような型から押し出して、又は、そのような型内に流し込み或いは射出して基板を成型し、その後、基板の表側面に形成される多数の凸条、及び、凹条のうち、各凸条の先端部分を、一定の基準線に沿って除去する研削工程を実行することによって木質合成建材を製造する方法であって、
基板の成型に際し、長手方向に延在する多数の凸条、及び、凹条が表側面に形成され、一つの表側面に形成されているすべての凸条のうち30%以上の凸条において、凸条と当該凸条に隣接する凹条の最深部との間に、湾曲面のみが形成され、湾曲面の曲率について複数のバリエーションが設定され、それらが不規則に配置され、一つの表側面に形成されているすべての凸条のうち30%以上の凸条において、その頂部の中心を基準とする左右の形状が非対称的な形状となるような型を用いることを特徴とする木質合成建材の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2012−126102(P2012−126102A)
【公開日】平成24年7月5日(2012.7.5)
【国際特許分類】
【出願番号】特願2010−282003(P2010−282003)
【出願日】平成22年12月17日(2010.12.17)
【出願人】(504470831)ハンディテクノ株式会社 (15)
【Fターム(参考)】
【公開日】平成24年7月5日(2012.7.5)
【国際特許分類】
【出願日】平成22年12月17日(2010.12.17)
【出願人】(504470831)ハンディテクノ株式会社 (15)
【Fターム(参考)】
[ Back to top ]