
木質板
【課題】中質繊維板等の木質繊維板またはパーティクルボードにスチレン・ブタジエン系やアクリル系のエマルジョンを十分に含浸させた木質板を提供する。
【解決手段】厚さ2.7mmの中質繊維板を、その厚み方向に二分割するようにスライスすることで、厚さ1.35mmの2枚の中質繊維板を形成し、この中質繊維板における分割面側をサンディングすることで、厚さ1.0mmの中質繊維板10を形成する。次に、この厚さ1.0mmの中質繊維板10のサンディング面に、ガラス転移点(Tg)が−47℃、最低造膜温度(MFT)が−47℃、粘度が400mPa・s、表面張力が33mN/mのスチレン・ブタジエン系のエマルジョンを8.0g/尺2塗布し、熱板を用いて、120℃、784kPaの圧力で60秒間熱圧することによって、中質繊維板10にスチレン・ブタジエン系のエマルジョンが含浸した木質板を製造した。
【解決手段】厚さ2.7mmの中質繊維板を、その厚み方向に二分割するようにスライスすることで、厚さ1.35mmの2枚の中質繊維板を形成し、この中質繊維板における分割面側をサンディングすることで、厚さ1.0mmの中質繊維板10を形成する。次に、この厚さ1.0mmの中質繊維板10のサンディング面に、ガラス転移点(Tg)が−47℃、最低造膜温度(MFT)が−47℃、粘度が400mPa・s、表面張力が33mN/mのスチレン・ブタジエン系のエマルジョンを8.0g/尺2塗布し、熱板を用いて、120℃、784kPaの圧力で60秒間熱圧することによって、中質繊維板10にスチレン・ブタジエン系のエマルジョンが含浸した木質板を製造した。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、中質繊維板等の木質繊維板またはパーティクルボードにスチレン・ブタジエン系またはアクリル系のエマルジョンを含浸させた木質板に関する。
【背景技術】
【0002】
従来から、床板等に使用される化粧板としては、合板等からなる基材の表面に突板等の表面化粧材を貼着したものが使用されてきたが、近年では、フロアに十分な耐衝撃性や平滑性を付与するために、合板等からなる木質基材の表面に、表面硬度が高く、表面平滑性に優れた中質繊維板(MDF)からなる表層材を積層した複合板が基材として使用されるようになってきている。
【0003】
【特許文献1】特許第3442212号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、MDF等の木質繊維板は、平滑な表面性状や高い表面硬度を有しているが、逆に、脆く、欠け易いという欠点があり、かかる欠点を改善するために、靭性の高い素材、例えば、スチレン・ブタジエン系やアクリル系のエマルジョン等を含浸させることが考えられるが、こういったエマルジョンは、造膜し易く、木質繊維板等に含浸しにくいといった問題がある。
【0005】
そこで、この発明の課題は、中質繊維板等の木質繊維板またはパーティクルボードにスチレン・ブタジエン系やアクリル系のエマルジョンを十分に含浸させた木質板を提供することにある。
【課題を解決するための手段】
【0006】
上記の課題を解決するため、請求項1にかかる発明は、木質繊維板またはパーティクルボードにスチレン・ブタジエン系またはアクリル系のエマルジョンを含浸させた木質板であって、前記エマルジョンとして、最低造膜温度が−55℃以上、粘度が400mPa・s以下のものを使用したことを特徴とする木質板を提供するものである。
【0007】
また、請求項2にかかる発明は、請求項1に係る発明の木質板において、前記エマルジョンの最低造膜温度が、前記エマルジョンを木質繊維板またはパーティクルボードに充填する際の雰囲気温度以下の場合は、前記エマルジョンの粘度が120mPa・s以下のものを使用したのである。
【0008】
また、請求項3にかかる発明は、請求項1に係る発明の木質板において、前記エマルジョンの粘度が130mPa・s以上の場合は、前記エマルジョンの最低造膜温度が、前記エマルジョンを木質繊維板またはパーティクルボードに充填する際の雰囲気温度以上のものを使用したのである。
【0009】
また、請求項4にかかる発明は、請求項1、2または3に係る発明の木質板において、前記エマルジョンとして、表面張力が50mN/m以下のものを使用したのである。
【0010】
また、請求項5にかかる発明は、請求項1、2、3または4に係る発明の木質板において、前記エマルジョンを、その固形分が1g/尺2以上となるように、前記木質繊維板または前記パーティクルボードに塗布したのである。
【発明の効果】
【0011】
以上のように、請求項1にかかる発明の木質板では、木質繊維板またはパーティクルボードに含浸させるスチレン・ブタジエン系またはアクリル系のエマルジョンとして、最低造膜温度が−55℃以上、粘度が400mPa・s以下のものを使用したので、その含浸量が増大し、これに伴って、木質繊維板やパーティクルボードの靱性が向上し、脆さや欠け易さが改善されると共に、層間剥離強さも大きくなる。
【0012】
特に、請求項2にかかる発明の木質板では、エマルジョンの最低造膜温度が、エマルジョンを木質繊維板またはパーティクルボードに充填する際の雰囲気温度以下の場合は、エマルジョンの粘度が120mPa・s以下のものを使用したので、エマルジョンが木質繊維板やパーティクルボードにさらに充填されやすくなる。
【0013】
また、請求項3にかかる発明の木質板では、エマルジョンの粘度が130mPa・s以上の場合は、エマルジョンの最低造膜温度が、エマルジョンを木質繊維板またはパーティクルボードに充填する際の雰囲気温度以上のものを使用したので、エマルジョンが木質繊維板やパーティクルボードにさらに充填されやすくなる。
【0014】
また、請求項4にかかる発明の木質板では、エマルジョンとして、表面張力が50mN/m以下のものを使用したので、さらに、木質繊維板またはパーティクルボードに対するエマルジョンの含浸量が増大する。
【0015】
また、請求項5にかかる発明の木質板では、エマルジョンを、その固形分が1g/尺2以上となるように、木質繊維板またはパーティクルボードに塗布したので、木質繊維板やパーティクルボードの脆さや欠け易さを改善するに十分な含浸量を確保することができる。
【発明を実施するための最良の形態】
【0016】
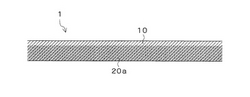
以下、実施の形態について図面を参照して説明する。図1に示すように、この木質板1は、中質繊維板(MDF)10に、スチレン・ブタジエン系のエマルジョンまたはアクリル系のエマルジョンを含浸させた後、エマルジョンの水分を蒸発させたものであり、以下のようにして、製造される。なお、同図における網掛け表示部分が、水分が蒸発した後のエマルジョンの含浸層20aを示している。
【0017】
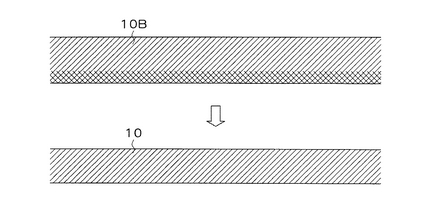
まず、図2に示すように、厚さ2.7mmの中質繊維板10Aを、その厚み方向に二分割するようにスライスすることで、厚さ1.35mmの2枚の中質繊維板10Bを形成し、図3に示すように、この中質繊維板10Bにおける分割面側をサンディングすることで、厚さ1.0mmの中質繊維板10を形成する。なお、図3に交斜線で示す部分が、中質繊維板10Bにおけるサンディングされる部分である。
【0018】
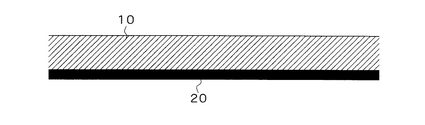
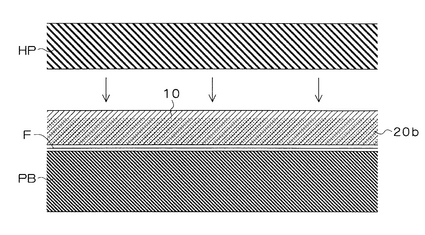
次に、図4に示すように、中質繊維板10のサンディング面にスチレン・ブタジエン系のエマルジョンまたはアクリル系のエマルジョン20を塗布することによって中質繊維板10に含浸させた状態で、図5に示すように、ポリエチレンテレフタレートフィルムFを敷いた受け台PBに載せ、これを熱板HPで熱圧すると、スチレン・ブタジエン系のエマルジョンまたはアクリル系のエマルジョンの水分が蒸発し、図1に示すような木質板1が出来上がる。なお、図5における網掛け表示部分が、水分が蒸発する前のエマルジョンの含浸層20bを示している。
【0019】
以下、本発明の実施例について説明するが、本発明は以下の実施例に限定されるものでないことはいうまでもない。
【0020】
(実施例1)
表1に示すように、厚さ1.0mmの中質繊維板10のサンディング面に、ガラス転移点(Tg)が−47℃、最低造膜温度(MFT)が−47℃、粘度が400mPa・s、表面張力が33mN/mのスチレン・ブタジエン系のエマルジョンを8.0g/尺2塗布し、熱板HPを用いて、120℃、784kPaの圧力で60秒間熱圧することによって、中質繊維板10にスチレン・ブタジエン系のエマルジョン20が含浸した木質板を製造した。
【0021】
(実施例2)
表1に示すように、ガラス転移点(Tg)が50℃、最低造膜温度(MFT)が50℃、粘度が90mPa・s、表面張力が45mN/mのスチレン・ブタジエン系のエマルジョンを使用した点を除いて、実施例1と同様の方法で木質板を製造した。
【0022】
(実施例3)
表1に示すように、ガラス転移点(Tg)が12℃、最低造膜温度(MFT)が12℃、粘度が130mPa・s、表面張力が50mN/mのスチレン・ブタジエン系のエマルジョンを使用した点を除いて、実施例1と同様の方法で木質板を製造した。
【0023】
(実施例4)
表1に示すように、ガラス転移点(Tg)が−55℃、最低造膜温度(MFT)が−55℃、粘度が60mPa・s、表面張力が45mN/mのスチレン・ブタジエン系のエマルジョンを使用した点を除いて、実施例1と同様の方法で木質板を製造した。
【0024】
(実施例5)
表1に示すように、ガラス転移点(Tg)が−14℃、最低造膜温度(MFT)が−14℃、粘度が120mPa・s、表面張力が38mN/mのスチレン・ブタジエン系のエマルジョンを使用した点を除いて、実施例1と同様の方法で木質板を製造した。
【0025】
(実施例6)
表1に示すように、ガラス転移点(Tg)が15℃、最低造膜温度(MFT)が15℃、粘度が60mPa・s、表面張力が30mN/mのアクリル系のエマルジョンを使用した点を除いて、実施例1と同様の方法で木質板を製造した。
【0026】
(比較例)
表1に示すように、スチレン・ブタジエン系のエマルジョンやアクリル系のエマルジョンを含浸させていない厚さ1.0mmの中質繊維板10からなる木質板を比較例とした。
【0027】
【表1】

【0028】
上述した各実施例及び比較例について、以下に示す「剥離試験」を行い、木質板の層間剥離強さを、エマルジョンの含浸量を示す指針として測定し、その結果を表1に示した。なお、上述した実施例1〜6の木質板を製造する際の雰囲気温度は10℃であった。
【0029】
〔剥離試験〕
まず、図6(a)に示すように、製造された木質板を5cm×5cmの正方形に切断してなる試験片Pを準備する。そして、同図(b)に示すように、この試験片Pの表裏両面にアタッチメントA、Bを、強力な接着剤を用いて固着し、対向しているアタッチメントA、Bを離反方向に、約2mm/minの荷重速度で引っ張り、アタッチメントA、Bが接着されている試験片Pが層間剥離を起こすときの最大荷重を測定し、この最大荷重を層間剥離強さとして評価した。
【0030】
表1から分かるように、最低造膜温度が−55℃以上、粘度が400mPa・s以下及び表面張力が50mN/m以下のスチレン・ブタジエン系のエマルジョンやアクリル系のエマルジョンを、1.0g/尺2以上塗布した後に熱圧した実施例1〜6の木質板は、エマルジョンを全く塗布していない比較例に比べて、それぞれの層間剥離強度が高くなっており、エマルジョン20が中質繊維板10に十分に含浸されていると想定される。
【0031】
特に、実施例4、5から分かるように、エマルジョン20の最低造膜温度が、エマルジョン20を中質繊維板10に充填する際の雰囲気温度(この場合、10℃)以下であっても、エマルジョン20の粘度が120mPa・s以下であれば、エマルジョン20が中質繊維板10に十分に含浸されると想定される。
【0032】
一方、エマルジョン20の最低造膜温度が、エマルジョン20を中質繊維板10に充填する際の雰囲気温度(この場合、10℃)を上回っている場合は、エマルジョン20の粘度が400mPa・s以下であれば、エマルジョン20が中質繊維板10に十分に含浸されると想定される。
【0033】
また、実施例3から分かるように、エマルジョン20の粘度が130mPa・s以上の場合は、エマルジョン20の最低造膜温度が、エマルジョン20を中質繊維板10に充填する際の雰囲気温度(この場合、10℃)以上であれば、エマルジョン20が中質繊維板10に十分に含浸されるものと想定される。
【0034】
一方、エマルジョン20の粘度が130mPa・sを下回っている場合は、エマルジョン20の最低造膜温度が−55℃以上であれば、エマルジョン20が中質繊維板10に十分に含浸されるものと想定される。
【0035】
また、実施例1から分かるように、エマルジョン20の最低造膜温度が、エマルジョン20を中質繊維板10に充填する際の雰囲気温度(この場合、10℃)以下で、エマルジョン20の粘度が130mPa・s以上であっても、エマルジョン20の表面張力が35以下であれば、エマルジョン20が中質繊維板10に十分に含浸されるものと想定される。
【0036】
なお、上述した実施形態では、エマルジョンを塗布した中質繊維板を熱圧しているが、これに限定されるものではなく、エマルジョンを塗布した中質繊維板を加熱雰囲気下に放置することで、エマルジョンの水分を蒸発させるようにしてもよい。
【0037】
また、上述した実施形態では、中質繊維板にエマルジョンを塗布することによって、中質繊維板にエマルジョンを含浸させているが、これに限定されるものではなく、中質繊維板をエマルジョンに浸漬したり、吸引したりすることで、中質繊維板にエマルジョンを含浸させるようにしても良い。
【0038】
また、上述した実施形態では、スライスした中質繊維板を使用しているが、これに限定されるものではなく、スライスしていない通常の中質繊維板や硬質繊維板等の木質繊維板の他、パーティクルボード等を使用することも可能である。
【0039】
また、上述した各実施例では、中質繊維板に含浸させるエマルジョンとして、スチレン・ブタジエン系のエマルジョンやアクリル系のエマルジョンを使用しているが、これに限定されるものではなく、例えば、酢酸ビニル系のエマルジョンを使用することも可能である。
【図面の簡単な説明】
【0040】
【図1】この発明にかかる木質板の一実施形態を示す断面図である。
【図2】同上の木質板の製造方法を示す工程図である。
【図3】同上の木質板の製造方法を示す工程図である。
【図4】同上の木質板の製造方法を示す工程図である。
【図5】同上の木質板の製造方法を示す工程図である。
【図6】(a)は木質板の剥離試験に使用する試験片を示す平面図、(b)は剥離試験の方法を説明するための概略説明図である。
【符号の説明】
【0041】
1 木質板
10、10A、10B 中質繊維板(MDF)
20 エマルジョン
20a、20b 含浸層
HP 熱板
F ポリエチレンテレフタレートフィルム
PB 受け台
P 試験片
A、B アタッチメント
【技術分野】
【0001】
この発明は、中質繊維板等の木質繊維板またはパーティクルボードにスチレン・ブタジエン系またはアクリル系のエマルジョンを含浸させた木質板に関する。
【背景技術】
【0002】
従来から、床板等に使用される化粧板としては、合板等からなる基材の表面に突板等の表面化粧材を貼着したものが使用されてきたが、近年では、フロアに十分な耐衝撃性や平滑性を付与するために、合板等からなる木質基材の表面に、表面硬度が高く、表面平滑性に優れた中質繊維板(MDF)からなる表層材を積層した複合板が基材として使用されるようになってきている。
【0003】
【特許文献1】特許第3442212号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、MDF等の木質繊維板は、平滑な表面性状や高い表面硬度を有しているが、逆に、脆く、欠け易いという欠点があり、かかる欠点を改善するために、靭性の高い素材、例えば、スチレン・ブタジエン系やアクリル系のエマルジョン等を含浸させることが考えられるが、こういったエマルジョンは、造膜し易く、木質繊維板等に含浸しにくいといった問題がある。
【0005】
そこで、この発明の課題は、中質繊維板等の木質繊維板またはパーティクルボードにスチレン・ブタジエン系やアクリル系のエマルジョンを十分に含浸させた木質板を提供することにある。
【課題を解決するための手段】
【0006】
上記の課題を解決するため、請求項1にかかる発明は、木質繊維板またはパーティクルボードにスチレン・ブタジエン系またはアクリル系のエマルジョンを含浸させた木質板であって、前記エマルジョンとして、最低造膜温度が−55℃以上、粘度が400mPa・s以下のものを使用したことを特徴とする木質板を提供するものである。
【0007】
また、請求項2にかかる発明は、請求項1に係る発明の木質板において、前記エマルジョンの最低造膜温度が、前記エマルジョンを木質繊維板またはパーティクルボードに充填する際の雰囲気温度以下の場合は、前記エマルジョンの粘度が120mPa・s以下のものを使用したのである。
【0008】
また、請求項3にかかる発明は、請求項1に係る発明の木質板において、前記エマルジョンの粘度が130mPa・s以上の場合は、前記エマルジョンの最低造膜温度が、前記エマルジョンを木質繊維板またはパーティクルボードに充填する際の雰囲気温度以上のものを使用したのである。
【0009】
また、請求項4にかかる発明は、請求項1、2または3に係る発明の木質板において、前記エマルジョンとして、表面張力が50mN/m以下のものを使用したのである。
【0010】
また、請求項5にかかる発明は、請求項1、2、3または4に係る発明の木質板において、前記エマルジョンを、その固形分が1g/尺2以上となるように、前記木質繊維板または前記パーティクルボードに塗布したのである。
【発明の効果】
【0011】
以上のように、請求項1にかかる発明の木質板では、木質繊維板またはパーティクルボードに含浸させるスチレン・ブタジエン系またはアクリル系のエマルジョンとして、最低造膜温度が−55℃以上、粘度が400mPa・s以下のものを使用したので、その含浸量が増大し、これに伴って、木質繊維板やパーティクルボードの靱性が向上し、脆さや欠け易さが改善されると共に、層間剥離強さも大きくなる。
【0012】
特に、請求項2にかかる発明の木質板では、エマルジョンの最低造膜温度が、エマルジョンを木質繊維板またはパーティクルボードに充填する際の雰囲気温度以下の場合は、エマルジョンの粘度が120mPa・s以下のものを使用したので、エマルジョンが木質繊維板やパーティクルボードにさらに充填されやすくなる。
【0013】
また、請求項3にかかる発明の木質板では、エマルジョンの粘度が130mPa・s以上の場合は、エマルジョンの最低造膜温度が、エマルジョンを木質繊維板またはパーティクルボードに充填する際の雰囲気温度以上のものを使用したので、エマルジョンが木質繊維板やパーティクルボードにさらに充填されやすくなる。
【0014】
また、請求項4にかかる発明の木質板では、エマルジョンとして、表面張力が50mN/m以下のものを使用したので、さらに、木質繊維板またはパーティクルボードに対するエマルジョンの含浸量が増大する。
【0015】
また、請求項5にかかる発明の木質板では、エマルジョンを、その固形分が1g/尺2以上となるように、木質繊維板またはパーティクルボードに塗布したので、木質繊維板やパーティクルボードの脆さや欠け易さを改善するに十分な含浸量を確保することができる。
【発明を実施するための最良の形態】
【0016】
以下、実施の形態について図面を参照して説明する。図1に示すように、この木質板1は、中質繊維板(MDF)10に、スチレン・ブタジエン系のエマルジョンまたはアクリル系のエマルジョンを含浸させた後、エマルジョンの水分を蒸発させたものであり、以下のようにして、製造される。なお、同図における網掛け表示部分が、水分が蒸発した後のエマルジョンの含浸層20aを示している。
【0017】
まず、図2に示すように、厚さ2.7mmの中質繊維板10Aを、その厚み方向に二分割するようにスライスすることで、厚さ1.35mmの2枚の中質繊維板10Bを形成し、図3に示すように、この中質繊維板10Bにおける分割面側をサンディングすることで、厚さ1.0mmの中質繊維板10を形成する。なお、図3に交斜線で示す部分が、中質繊維板10Bにおけるサンディングされる部分である。
【0018】
次に、図4に示すように、中質繊維板10のサンディング面にスチレン・ブタジエン系のエマルジョンまたはアクリル系のエマルジョン20を塗布することによって中質繊維板10に含浸させた状態で、図5に示すように、ポリエチレンテレフタレートフィルムFを敷いた受け台PBに載せ、これを熱板HPで熱圧すると、スチレン・ブタジエン系のエマルジョンまたはアクリル系のエマルジョンの水分が蒸発し、図1に示すような木質板1が出来上がる。なお、図5における網掛け表示部分が、水分が蒸発する前のエマルジョンの含浸層20bを示している。
【0019】
以下、本発明の実施例について説明するが、本発明は以下の実施例に限定されるものでないことはいうまでもない。
【0020】
(実施例1)
表1に示すように、厚さ1.0mmの中質繊維板10のサンディング面に、ガラス転移点(Tg)が−47℃、最低造膜温度(MFT)が−47℃、粘度が400mPa・s、表面張力が33mN/mのスチレン・ブタジエン系のエマルジョンを8.0g/尺2塗布し、熱板HPを用いて、120℃、784kPaの圧力で60秒間熱圧することによって、中質繊維板10にスチレン・ブタジエン系のエマルジョン20が含浸した木質板を製造した。
【0021】
(実施例2)
表1に示すように、ガラス転移点(Tg)が50℃、最低造膜温度(MFT)が50℃、粘度が90mPa・s、表面張力が45mN/mのスチレン・ブタジエン系のエマルジョンを使用した点を除いて、実施例1と同様の方法で木質板を製造した。
【0022】
(実施例3)
表1に示すように、ガラス転移点(Tg)が12℃、最低造膜温度(MFT)が12℃、粘度が130mPa・s、表面張力が50mN/mのスチレン・ブタジエン系のエマルジョンを使用した点を除いて、実施例1と同様の方法で木質板を製造した。
【0023】
(実施例4)
表1に示すように、ガラス転移点(Tg)が−55℃、最低造膜温度(MFT)が−55℃、粘度が60mPa・s、表面張力が45mN/mのスチレン・ブタジエン系のエマルジョンを使用した点を除いて、実施例1と同様の方法で木質板を製造した。
【0024】
(実施例5)
表1に示すように、ガラス転移点(Tg)が−14℃、最低造膜温度(MFT)が−14℃、粘度が120mPa・s、表面張力が38mN/mのスチレン・ブタジエン系のエマルジョンを使用した点を除いて、実施例1と同様の方法で木質板を製造した。
【0025】
(実施例6)
表1に示すように、ガラス転移点(Tg)が15℃、最低造膜温度(MFT)が15℃、粘度が60mPa・s、表面張力が30mN/mのアクリル系のエマルジョンを使用した点を除いて、実施例1と同様の方法で木質板を製造した。
【0026】
(比較例)
表1に示すように、スチレン・ブタジエン系のエマルジョンやアクリル系のエマルジョンを含浸させていない厚さ1.0mmの中質繊維板10からなる木質板を比較例とした。
【0027】
【表1】
【0028】
上述した各実施例及び比較例について、以下に示す「剥離試験」を行い、木質板の層間剥離強さを、エマルジョンの含浸量を示す指針として測定し、その結果を表1に示した。なお、上述した実施例1〜6の木質板を製造する際の雰囲気温度は10℃であった。
【0029】
〔剥離試験〕
まず、図6(a)に示すように、製造された木質板を5cm×5cmの正方形に切断してなる試験片Pを準備する。そして、同図(b)に示すように、この試験片Pの表裏両面にアタッチメントA、Bを、強力な接着剤を用いて固着し、対向しているアタッチメントA、Bを離反方向に、約2mm/minの荷重速度で引っ張り、アタッチメントA、Bが接着されている試験片Pが層間剥離を起こすときの最大荷重を測定し、この最大荷重を層間剥離強さとして評価した。
【0030】
表1から分かるように、最低造膜温度が−55℃以上、粘度が400mPa・s以下及び表面張力が50mN/m以下のスチレン・ブタジエン系のエマルジョンやアクリル系のエマルジョンを、1.0g/尺2以上塗布した後に熱圧した実施例1〜6の木質板は、エマルジョンを全く塗布していない比較例に比べて、それぞれの層間剥離強度が高くなっており、エマルジョン20が中質繊維板10に十分に含浸されていると想定される。
【0031】
特に、実施例4、5から分かるように、エマルジョン20の最低造膜温度が、エマルジョン20を中質繊維板10に充填する際の雰囲気温度(この場合、10℃)以下であっても、エマルジョン20の粘度が120mPa・s以下であれば、エマルジョン20が中質繊維板10に十分に含浸されると想定される。
【0032】
一方、エマルジョン20の最低造膜温度が、エマルジョン20を中質繊維板10に充填する際の雰囲気温度(この場合、10℃)を上回っている場合は、エマルジョン20の粘度が400mPa・s以下であれば、エマルジョン20が中質繊維板10に十分に含浸されると想定される。
【0033】
また、実施例3から分かるように、エマルジョン20の粘度が130mPa・s以上の場合は、エマルジョン20の最低造膜温度が、エマルジョン20を中質繊維板10に充填する際の雰囲気温度(この場合、10℃)以上であれば、エマルジョン20が中質繊維板10に十分に含浸されるものと想定される。
【0034】
一方、エマルジョン20の粘度が130mPa・sを下回っている場合は、エマルジョン20の最低造膜温度が−55℃以上であれば、エマルジョン20が中質繊維板10に十分に含浸されるものと想定される。
【0035】
また、実施例1から分かるように、エマルジョン20の最低造膜温度が、エマルジョン20を中質繊維板10に充填する際の雰囲気温度(この場合、10℃)以下で、エマルジョン20の粘度が130mPa・s以上であっても、エマルジョン20の表面張力が35以下であれば、エマルジョン20が中質繊維板10に十分に含浸されるものと想定される。
【0036】
なお、上述した実施形態では、エマルジョンを塗布した中質繊維板を熱圧しているが、これに限定されるものではなく、エマルジョンを塗布した中質繊維板を加熱雰囲気下に放置することで、エマルジョンの水分を蒸発させるようにしてもよい。
【0037】
また、上述した実施形態では、中質繊維板にエマルジョンを塗布することによって、中質繊維板にエマルジョンを含浸させているが、これに限定されるものではなく、中質繊維板をエマルジョンに浸漬したり、吸引したりすることで、中質繊維板にエマルジョンを含浸させるようにしても良い。
【0038】
また、上述した実施形態では、スライスした中質繊維板を使用しているが、これに限定されるものではなく、スライスしていない通常の中質繊維板や硬質繊維板等の木質繊維板の他、パーティクルボード等を使用することも可能である。
【0039】
また、上述した各実施例では、中質繊維板に含浸させるエマルジョンとして、スチレン・ブタジエン系のエマルジョンやアクリル系のエマルジョンを使用しているが、これに限定されるものではなく、例えば、酢酸ビニル系のエマルジョンを使用することも可能である。
【図面の簡単な説明】
【0040】
【図1】この発明にかかる木質板の一実施形態を示す断面図である。
【図2】同上の木質板の製造方法を示す工程図である。
【図3】同上の木質板の製造方法を示す工程図である。
【図4】同上の木質板の製造方法を示す工程図である。
【図5】同上の木質板の製造方法を示す工程図である。
【図6】(a)は木質板の剥離試験に使用する試験片を示す平面図、(b)は剥離試験の方法を説明するための概略説明図である。
【符号の説明】
【0041】
1 木質板
10、10A、10B 中質繊維板(MDF)
20 エマルジョン
20a、20b 含浸層
HP 熱板
F ポリエチレンテレフタレートフィルム
PB 受け台
P 試験片
A、B アタッチメント
【特許請求の範囲】
【請求項1】
木質繊維板またはパーティクルボードにスチレン・ブタジエン系またはアクリル系のエマルジョンを含浸させた木質板であって、
前記エマルジョンとして、最低造膜温度が−55℃以上、粘度が400mPa・s以下のものを使用したことを特徴とする木質板。
【請求項2】
前記エマルジョンの最低造膜温度が、前記エマルジョンを木質繊維板またはパーティクルボードに充填する際の雰囲気温度以下の場合は、前記エマルジョンの粘度が120mPa・s以下のものを使用した請求項1に記載の木質板。
【請求項3】
前記エマルジョンの粘度が130mPa・s以上の場合は、前記エマルジョンの最低造膜温度が、前記エマルジョンを木質繊維板またはパーティクルボードに充填する際の雰囲気温度以上のものを使用した請求項1に記載の木質板。
【請求項4】
前記エマルジョンは、表面張力が50mN/m以下である請求項1、2または3に記載の木質板。
【請求項5】
前記エマルジョンの塗布量は、固形分が1g/尺2以上である請求項1、2、3または4に記載の木質板。
【請求項1】
木質繊維板またはパーティクルボードにスチレン・ブタジエン系またはアクリル系のエマルジョンを含浸させた木質板であって、
前記エマルジョンとして、最低造膜温度が−55℃以上、粘度が400mPa・s以下のものを使用したことを特徴とする木質板。
【請求項2】
前記エマルジョンの最低造膜温度が、前記エマルジョンを木質繊維板またはパーティクルボードに充填する際の雰囲気温度以下の場合は、前記エマルジョンの粘度が120mPa・s以下のものを使用した請求項1に記載の木質板。
【請求項3】
前記エマルジョンの粘度が130mPa・s以上の場合は、前記エマルジョンの最低造膜温度が、前記エマルジョンを木質繊維板またはパーティクルボードに充填する際の雰囲気温度以上のものを使用した請求項1に記載の木質板。
【請求項4】
前記エマルジョンは、表面張力が50mN/m以下である請求項1、2または3に記載の木質板。
【請求項5】
前記エマルジョンの塗布量は、固形分が1g/尺2以上である請求項1、2、3または4に記載の木質板。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】

【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2006−205410(P2006−205410A)
【公開日】平成18年8月10日(2006.8.10)
【国際特許分類】
【出願番号】特願2005−17613(P2005−17613)
【出願日】平成17年1月26日(2005.1.26)
【出願人】(000000413)永大産業株式会社 (243)
【Fターム(参考)】
【公開日】平成18年8月10日(2006.8.10)
【国際特許分類】
【出願日】平成17年1月26日(2005.1.26)
【出願人】(000000413)永大産業株式会社 (243)
【Fターム(参考)】
[ Back to top ]