
材料充填装置及び材料充填装置構成部品
【課題】粘度の高い材料であっても、効率よく、かつ、気泡が混入しないように充填することが可能で、さらに、複数の容器に均等に材料を充填することが可能な材料充填装置及び材料充填装置構成部品を提供する。
【解決手段】材料充填装置1は、側面22に複数の貫通穴30が形成された第1容器20と、複数の第2容器120を保持する第2容器保持部40とを有する材料移送ユニット100と、材料移送ユニットを回転させて、第1容器に保持された材料Mに第1容器の内側面24に向かう遠心力を作用させる回転駆動機構200とを含む。第1容器は、材料が、遠心力の作用で内側面に押し付けられることにより、複数の貫通穴が形成された貫通穴形成領域に向かって移動するように構成されており、かつ、下端領域と貫通穴形成領域との間には、第1領域36と、第1領域よりも材料の流動速度が遅くなる第2領域38とが配列されている。
【解決手段】材料充填装置1は、側面22に複数の貫通穴30が形成された第1容器20と、複数の第2容器120を保持する第2容器保持部40とを有する材料移送ユニット100と、材料移送ユニットを回転させて、第1容器に保持された材料Mに第1容器の内側面24に向かう遠心力を作用させる回転駆動機構200とを含む。第1容器は、材料が、遠心力の作用で内側面に押し付けられることにより、複数の貫通穴が形成された貫通穴形成領域に向かって移動するように構成されており、かつ、下端領域と貫通穴形成領域との間には、第1領域36と、第1領域よりも材料の流動速度が遅くなる第2領域38とが配列されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、材料充填装置、特に、遠心力を利用して、所与の容器に収納された材料を他の容器に充填する材料充填装置及び材料充填装置構成部品に関する。
【背景技術】
【0002】
遠心力を利用して材料を充填する装置として、種々の装置が知られている(例えば特許文献1及び特許文献2参照)。これらの充填装置は、遠心力を利用するため、高粘度の材料であっても充填することが可能になる。また、遠心力を利用した材料の充填方法として、特許文献3のように、一つの容器(貯留タンク)内の材料(液晶L)を、複数の容器(容器)に充填する方法が知られている。さらに、材料が収納された容器を自転させながら公転させることによって材料を攪拌脱泡する装置(自転・公転方式の攪拌脱泡装置)が知られている(特許文献4参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2002-80005号公報
【特許文献2】特開2003-201000号公報
【特許文献3】特開平7-281200号公報
【特許文献4】特開2000-271465号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載された技術では、粘性材料を一旦、ロッド状、小塊状、または薄膜状の形状にしてから吐出容器に充填するため、作業効率を高めることが困難である。また、特許文献2に記載された技術では、装置構成が大型化しやすく、また、部品点数が多いため部品洗浄の手間がかかるおそれがある。さらに、特許文献3に記載された技術では、特に材料が高粘度になる程、材料を貯留タンクに移送する時間がかかり、かつ、材料を貯留タンクに移送する際に材料に空気が混入するおそれがある。
【0005】
また、特許文献4に記載されている自転・公転方式の攪拌脱泡装置は、材料を攪拌する(混練する、混合する、分散させる)とともに、材料に内在する気泡を放出させる(すなわち脱泡する)ことが可能で、はんだペーストや液晶パネルのシーラント剤などの電子部品材料の製造に利用されることがあった。ところで、電子部品材料は、通常、シリンジと呼ばれる容器に充填され、ディスペンサによって精密に塗布・吐出されるが、自転・公転方式の攪拌脱泡装置では、材料を精度よく処理するために、シリンジとは形状の異なる専用の容器が利用されることが一般的である。そのため、上記した自転・公転方式の攪拌脱泡装置によって精度よく攪拌脱泡された材料は、攪拌脱泡の専用容器からシリンジへ充填されて使用されることになる。しかしながら、専用容器からシリンジへの充填時に、材料に気泡が混入してしまうと、自転・公転方式の攪拌脱泡装置の性能を生かしきれない事態が発生しうる。このことから、自転・公転方式の攪拌脱泡装置によって処理された材料を、専用容器から、短時間で、気泡が混入しないようにシリンジに充填することが可能な技術の出現が待たれていた。
【0006】
本発明の一つの態様は、粘度の高い材料であっても、効率よく、かつ、気泡が混入しないように充填することが可能で、さらに、複数の容器に均等に材料を充填することが可能な材料充填装置及び材料充填装置構成部品を提供することを目的とする。
【課題を解決するための手段】
【0007】
(1)本発明に係る材料充填装置は、
第1容器に保持された材料を複数の第2容器に充填する材料充填装置であって、
側面に複数の貫通穴が形成された第1容器と、前記第1容器の外側の領域で複数の第2容器を保持する第2容器保持部とを有する材料移送ユニットと、
前記材料移送ユニットを前記第1容器の中心を通る所定の回転軸線を中心に回転させることによって、前記第1容器に保持された材料に前記第1容器の内側面に向かう遠心力を作用させる回転駆動機構と、
を含み、
前記第1容器は、前記材料が、前記遠心力の作用で前記内側面に押し付けられることにより、前記内側面の下端領域から、前記複数の貫通穴が形成された貫通穴形成領域に向かって移動するように構成されており、かつ、前記下端領域と前記貫通穴形成領域との間には、第1領域と、前記第1領域よりも前記材料の流動速度が遅くなる第2領域とが配列されている。
【0008】
本発明に係る材料充填装置によると、材料Mを、複数の第2容器に分配充填することができるとともに、複数の第2容器における材料Mの充填量のばらつきを小さくすることができる。
【0009】
(2)この材料充填装置において、
前記下端領域と前記貫通穴形成領域との間には、複数の前記第1領域及び前記第2領域が交互に配列されていてもよい。
【0010】
(3)この材料充填装置において、
前記複数の第2領域は、前記貫通穴に近付くほど幅が狭くなっていてもよい。
【0011】
(4)この材料充填装置において、
前記第1領域及び前記第2領域は、傾斜角が異なる領域であってもよい。
【0012】
(5)この材料充填装置において、
前記第1領域及び前記第2領域は、前記材料との摩擦抵抗が異なる領域であってもよい。
【0013】
(6)この材料充填装置において、
前記回転駆動機構を制御して前記材料移送ユニットの回転数を調整する制御手段をさらに含み、
前記制御手段は、
前記材料を前記第1容器から前記第2容器に移送させる工程中に、前記材料移送ユニットの回転数を変化させる処理を行ってもよい。
【0014】
(7)この材料充填装置において、
前記制御手段は、前記材料を前記第1容器から前記第2容器に移送させる工程中に、前記材料移送ユニットの回転方向を変える処理を行ってもよい。
【0015】
(8)本発明に係る材料充填装置構成部品は、
内部に収納された材料を複数の容器に移送する材料充填装置構成部品であって、
複数の貫通穴が形成された側面を有し、
前記側面の内側面は、前記複数の貫通穴が形成された貫通穴形成領域の径が、下端領域の径よりも広くなっており、前記下端領域と前記貫通穴形成領域との間には、第1領域と、前記第1領域よりも前記材料の流動速度が遅くなる第2領域とが配列されており、
回転駆動機構によって回転させられることにより、内部に収納された材料が、前記複数の貫通穴を介して複数の第2容器に移送されるように構成されている。
【0016】
本発明に係る材料充填装置構成部品によると、材料Mを、複数の第2容器に分配充填することができるとともに、複数の第2容器における材料Mの充填量のばらつきを小さくすることができる。
【図面の簡単な説明】
【0017】
【図1】本発明に係る材料充填装置の構成を説明するための図である。
【図2】本発明に係る材料充填装置の構成を説明するための図である。
【図3】本発明に係る材料充填装置の構成を説明するための図である。
【図4】本発明に係る材料充填装置の構成を説明するための図である。
【図5】本発明に係る材料充填装置の動作を説明するための図である。
【図6】本発明に係る材料充填装置の動作を説明するための図である。
【図7】本発明に係る材料充填装置の動作を説明するための図である。
【図8】本発明に係る材料充填装置の動作を説明するための図である。
【図9】本発明に係る材料充填方法を説明するための図である。
【図10】本発明に係る材料充填方法を説明するための図である。
【図11】自転・公転式の攪拌脱泡装置を説明するための図である。
【図12】変形例に係る材料充填装置の構成を説明するための図である。
【図13】変形例に係る材料充填方法を説明するための図である。
【図14】変形例に係る材料充填方法を説明するための図である。
【図15】変形例に係る材料充填装置の構成を説明するための図である。
【図16】変形例に係る材料充填装置の構成を説明するための図である。
【発明を実施するための形態】
【0018】
以下、本発明を適用した実施の形態について図面を参照して説明する。ただし、本発明は以下の実施の形態に限定されるものではない。すなわち、以下の実施の形態で説明するすべての構成が本発明にとって必須であるとは限らない。また、本発明は、以下の内容を自由に組み合わせたものを含む。
【0019】
(1)材料充填装置1の構成
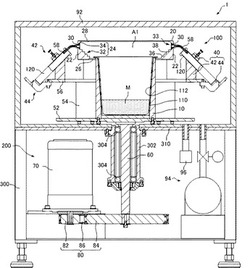
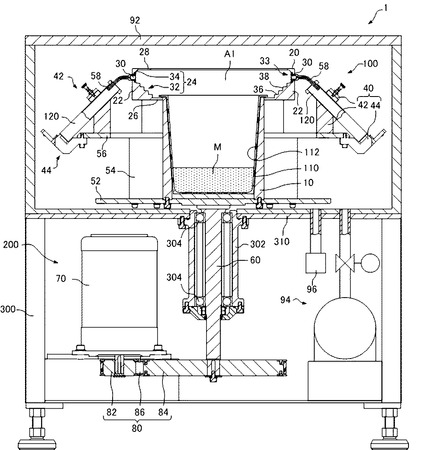
はじめに、本発明を適用した実施の形態に係る材料充填装置1の構成について説明する。材料充填装置1は、収納容器110に収納された材料Mを第1容器20に保持させて、その後、分配して複数の第2容器120に同時に充填する装置として構成される。なお、本実施の形態で適用される収納容器110は、上端が開口しており、内側面112が上端側を向く傾斜面となるように構成されている。また、収納容器110は、内側面112を水平面で切断した断面が円形となるように構成されている。
【0020】
(a)充填装置ユニット100
材料充填装置1は、充填装置ユニット100を有する。以下、図1〜図3を参照して、充填装置ユニット100の構成を説明する。
【0021】
充填装置ユニット100は、図1に示すように、収納容器保持部10を有する。収納容器保持部10は、収納容器110を保持する役割を果たす。収納容器保持部10は、図1に示すように、収納容器110を、上端(開口)を上に向けた姿勢で保持するように構成されている。なお、収納容器保持部10は、特に図示しないが、その内部で収納容器110が空回りすることを防止するための空回り防止機構を備えた構成とすることが可能である。
【0022】
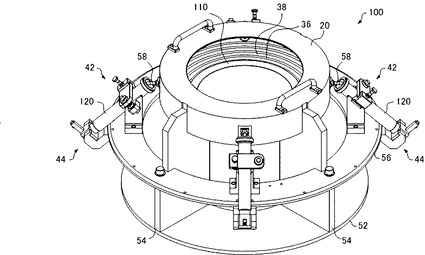
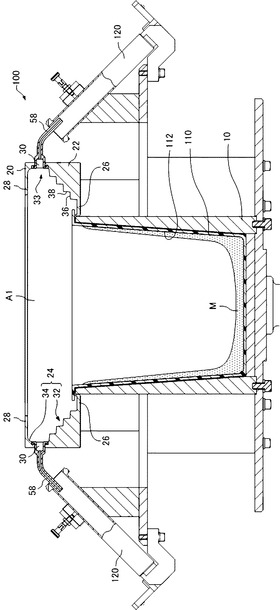
充填装置ユニット100は、図1及び図2に示すように、第1容器20を有する。第1容器20は、収納容器110に収納された材料Mを第2容器120に充填する際に、材料Mを中継する役割を果たす。すなわち、収納容器110に収納された材料Mは、第1容器20に移送されて第1容器20で保持され、その後、第2容器120に移送されることになる。なお、後で詳述するが、本実施の形態では、材料Mは、遠心力の作用によって第1容器20に保持される。また、第1容器20は、中継容器(中継部材)と称することも可能である。
【0023】
第1容器20は、収納容器110の上端を囲繞する側面22を含む。そして、充填装置ユニット100は、収納容器保持部10に収納容器110を取り付けた時に(少なくとも材料充填処理時に)、収納容器110の上端が、第1容器20(第1容器20の内面)によって区画された区画領域A1内に配置されるように構成される。なお、本実施の形態では、第1容器20は、側面22の下端から張り出した下部庇部26と、側面22の上端から張り出した上部庇部28とを含んで構成されている。なお、下部庇部26を、後述する第1領域36と称することもできる。また、本実施の形態では、下部庇部26は上視図において中央が開口した形状となっており、収納容器110は、該開口を貫通する(該開口に挿通される)ように配置される。
【0024】
そして、第1容器20は、区画領域A1の周縁部(内側面24、下部庇部26及び上部庇部28によって区画された領域)で、材料Mを中継する。言い換えると、第1容器20は、区画領域A1の周縁部で、材料Mを一時的に保持することになる。
【0025】
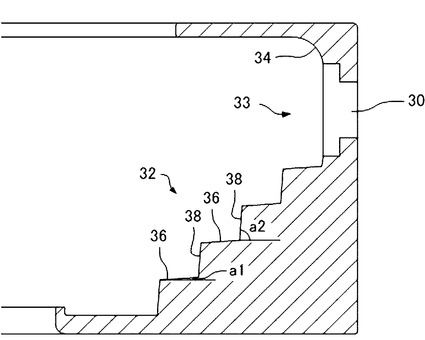
本実施の形態では、第1容器20の内側面24は、鉛直方向に配置された下部領域32及び上部領域34を含む。また、第1容器20は、内側面24(区画領域A1)を水平面で切断した断面が円形となるように構成されている(図2参照)。
【0026】
本実施の形態では、図1〜図3に示すように、下部領域32には、第1領域36及び第2領域38が配列されている。なお、本実施の形態では、第1領域36と第2領域38とは、傾斜角が異なる領域である。そして、本実施の形態では、下部領域32には、複数の第1領域36及び第2領域38が、交互に配列されている。また、本実施の形態では、第1領域36及び第2領域38は、同心円状に広がる領域とすることができる。なお、第1領域36及び第2領域38の構成数は特に限定されるものではなく、材料Mに適した数とすることができる。例えば、下部領域32を、第1領域36及び第2領域38を1つのみ有するように構成することも可能である(図示せず)。
【0027】
そして、本実施の形態では、側面22には、複数の貫通穴30が形成されている。貫通穴30は、第1容器20(側面22)の内側と外側(区画領域A1と第2容器120の内部空間)とを連通するように形成されている。なお、本実施の形態では、貫通穴30は、開口(区画領域A1側の開口)が、下部領域32及び上部領域34の境界に配置されるように形成されている。また、本実施の形態では、複数の貫通穴30は、すべて、同一水平面上に、等間隔に配置される。そして、内側面24における貫通穴30が形成された領域(第1領域36及び第2領域38の境界領域)を、貫通穴形成領域33と称することができる。
【0028】
また、本実施の形態では、第1容器20は、下部領域32において、図3に示すように、水平面と第1領域36とのなす角a1と、水平面と第2領域38とのなす角a2とは、90>a2>a1を満たすように構成されている。言い換えると、第2領域38は上部領域34側を向く傾斜面となっている。すなわち、第1容器20では、第2領域38の法線が水平方向よりも上方を向くように傾斜している。あるいは、貫通穴形成領域33の径が、内側面24の下端領域の径よりも広くなるように構成されているといえる。これにより、内側面24の下部領域32(下端領域)に押し付けられた材料Mは、上部領域34(貫通穴形成領域33)に向かって移動する。なお、本実施の形態では、第1領域36及び第2領域38が、斜め上方に向かう傾斜面となっている。ただし、変形例として、第1領域36を水平面とすることや、第1領域36を斜め下方に向かう傾斜面とすることも可能である(図示せず)。
【0029】
また、本実施の形態では、上部領域34は下部領域32側を向く傾斜面となっている。すなわち、第1容器20では、上部領域34の法線が水平方向よりも下方を向くように傾斜する。これにより、内側面24の上部領域34に押し付けられた材料Mは、下部領域32(貫通穴形成領域33)に向かって移動する。
【0030】
すなわち、本実施の形態では、第1容器20は、遠心力によって内側面24に押し付けられた材料Mが、貫通穴形成領域33に向かって移動するように構成されている。
【0031】
充填装置ユニット100は、図1及び図2に示すように、複数の第2容器保持部40を有する。第2容器保持部40は、第2容器120を保持する役割を果たす。第2容器保持部40は、第1容器20(側面22)よりも外側の領域で、第2容器120を保持するように構成されている。本実施の形態では、第2容器保持部40は、第2容器120の中央部を固定する中央固定部42と、第2容器120の先端部を保持する先端保持部44とを含んで構成されている。そして、この第1容器20と第2容器保持部40とを合わせて、材料移送ユニットと称することができる。
【0032】
本実施の形態では、充填装置ユニット100は、少なくとも材料Mを第2容器120に充填する工程で、収納容器保持部10、及び、第1容器20、第2容器保持部40の相対的な位置関係が変わらないように構成されている。具体的には、充填装置ユニット100は、第1の基板52を有し、収納容器保持部10は、第1の基板52に固定されている。また、充填装置ユニット100は、第1の基板52に固定された4個の支持部材54を有し、第1容器20は支持部材54に固定される。さらに、充填装置ユニット100は、支持部材54に固定された第2の基板56を有し、第2容器保持部40は第2の基板56に固定されている。これにより、充填装置ユニット100を、収納容器保持部10、及び、第1容器20、第2容器保持部40の相対的な位置関係が変わらない構成とすることができる。なお、本実施の形態では、充填装置ユニット100は、第1容器20を着脱することが可能な構成となっている。
【0033】
本実施の形態では、充填装置ユニット100は、材料中継管58をさらに含む。材料中継管58は、一端が第1容器20の貫通穴30に連通するように、第1容器20の外側面に取り付けられる。また、材料中継管58は、他端が第2容器120内に配置されるように取り付けられる。
【0034】
(b)回転駆動機構200
本実施の形態に係る材料充填装置1は、充填装置ユニット100を回転駆動する回転駆動機構200を有する。以下、回転駆動機構200の構成を説明する。
【0035】
回転駆動機構200は、充填装置ユニット100(第1の基板52)に固定された回転軸60を有する。回転軸60は、鉛直方向に延びる棒状の部材である。そして、回転軸60は、その延長線(中心線の延長線)が区画領域A1の中心を通るように、充填装置ユニット100に固定される。また、本実施の形態では、回転軸60は、ベアリング304を介して、支持体300(支持体300に固定されたベアリング保持部材302)に取り付けられている。すなわち、回転軸60は、支持体300に対して回転可能に取り付けられている。これにより、充填装置ユニット100は、第1容器20(区画領域A1)の中心を通る回転軸線を中心に回転可能な態様で、支持体300に保持されることになる。
【0036】
回転駆動機構200は、さらに、モータ70と、モータ70の動力を回転軸60に伝達する動力伝達機構80とを含む。本実施の形態では、図1に示すように、動力伝達機構80は、モータ70の軸に固定されたモータ軸プーリー82と、回転軸60に固定された回転軸プーリー84と、モータ軸プーリー82と回転軸プーリー84との間にかけ回されたベルト86とを含む。なお、本実施の形態では、モータ70として、すでに公知となっているいずれかのモータを利用することができる。例えば本実施の形態では、モータ70として、誘導モータ(インダクションモータ)を適用することができる。なお、誘導モータの回転数は、インバータから出力される交流電力の周波数を制御することにより、任意の値に設定することが可能である。ただし、モータ70として、サーボモータやPMモータを利用することも可能である。
【0037】
これにより、充填装置ユニット100を、区画領域A1の中心を通る、鉛直方向に延びる回転軸線を中心に回転させることが可能になる。
【0038】
(c)収納容器110
次に、本実施の形態に適用可能な収納容器110について説明する。収納容器110は、上端が開口しており、内側面112が上端側を向く傾斜面となるように構成されている。すなわち、収納容器110は、内側面112を水平面で切断した断面の外形が、上端に向かって大きくなるように構成されている。また、収納容器110は、内側面112を水平面で切断した断面が円形となるように構成されている。
【0039】
なお、収納容器110として、上端の開口をふさぐ蓋体を着脱することが可能な容器を適用することもできる。かかる構成とすることで、収納容器110を材料充填装置1(収納容器保持部10)に取り付ける直前まで収納容器110内を気密に保持することができるため、不純物の混入を防止することができる。
【0040】
(d)第2容器120
本実施の形態に適用可能な第2容器120は、特に限定されるものではない。すなわち、第2容器120は、所望の態様で材料を保持することが可能に構成されたいずれかの部材を利用することができる。例えば、第2容器120として、シリンジ容器を利用することができる。あるいは、第2容器120として、金型や、内部空間に液晶が充填される液晶パネル用容器を適用することができる。また、第2容器120として、上端部にキャップが取り付けられたものを利用することも可能である(図示せず)
【0041】
なお、第2容器120は、第2容器保持部40に保持される。そのため、第2容器120は、第1容器20に対して固定され、第1容器20と第2容器120とは一体的に動作することになる。
【0042】
(e)減圧手段
本実施の形態に係る材料充填装置1は、さらに、充填装置ユニット100を格納する気密性のチャンバ92と、チャンバ92内を減圧する減圧手段94とを含む。本実施の形態では、支持体300の横板310上に、チャンバ92が配置される。また、ベアリング保持部材302と回転軸60との間に磁性流体を配置することにより、チャンバ92内を気密に保持することが可能になる。減圧手段94は、減圧ポンプや配管、各種のバルブによって実現することができる。また、本実施の形態に係る材料充填装置1は、チャンバ92内の気圧を測定するためのセンサ96(圧力センサ)を有する構成となっている。
【0043】
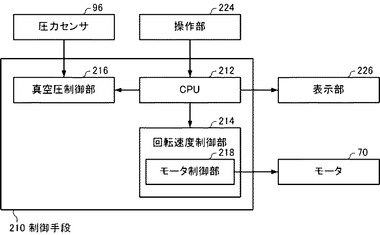
(f)制御手段
本実施の形態に係る材料充填装置1は、図4に示す制御手段210を含む。制御手段210は、材料充填装置1の動作を統括制御する役割を果たす。制御手段210は、回転駆動機構200を制御して充填装置ユニット100の回転速度を調整する。制御手段210は、また、チャンバ92内の気圧(真空圧)を制御する。制御手段210は、材料充填装置1をシーケンス制御するように構成することができる。以下、制御手段210について説明する。図4は、制御手段210について説明するための図である。
【0044】
制御手段210は、マイクロプロセッサ(CPU212)と、回転駆動機構200を制御する回転速度制御部214と、チャンバ92内の真空圧(気圧)を制御する真空圧制御部216とを含む。そして、CPU212は、所定のタイミングで回転速度制御部214及び真空圧制御部216に各種の信号を出力することにより、材料充填装置1の動作を制御する。
【0045】
本実施の形態では、回転速度制御部214は、モータ70の回転数を制御するモータ制御部218を含む。例えばモータ70としてインダクションモータを採用する場合には、モータ制御部218は、インバータの動作を制御し、モータ70に供給される交流電力の周波数を所定値とするためのインバータ制御部によって実現することができる。あるいは、モータ70としてサーボモータを採用する場合には、モータ制御部218は、専用のドライバ及びハードウェアによって実現され、モータ70を所望の回転数で動作させるための各種処理を行う。
【0046】
真空圧制御部216は、減圧ポンプの動作を制御するポンプ制御部と、減圧手段94に含まれる各種弁の開閉を切り替えるスイッチング素子によって実現することができる。なお、真空圧制御部216は、センサ96が検出したチャンバ92内の圧力情報に基づいて、減圧ポンプの動作を制御するように構成することが可能である。
【0047】
そして、CPU212は、所定のタイミングで、回転速度制御部214及び真空圧制御部216に各種の信号(充填装置ユニット100の回転速度データや真空圧データ等)を送信する処理を行う。これにより、充填装置ユニット100を所定の速度(角速度・回転数)で回転させることができ、かつ、チャンバ92内を所望の真空圧に設定することができる。
【0048】
また、CPU212は、操作部224から入力された動作データ(充填装置ユニット100の回転速度データや真空圧データ、運転時間データ等)を受け付けて、図示しない記憶部に格納する処理や、表示部226に各種情報(操作部224から入力された動作データや、充填装置ユニット100の回転速度、チャンバ92内の真空圧、経過時間等)を表示させるための処理を行う。
【0049】
(2)材料充填装置1の動作
次に、本実施の形態に係る材料充填装置1の動作について、図5〜図8を参照して説明する。
【0050】
材料充填装置1を動作させる準備として、材料Mが収納された収納容器110を収納容器保持部10に保持させ、第2容器120を第2容器保持部40に保持させて、かつ、貫通穴30を介して第1容器20の区画領域A1と第2容器120とを連通させる(図1参照)。
【0051】
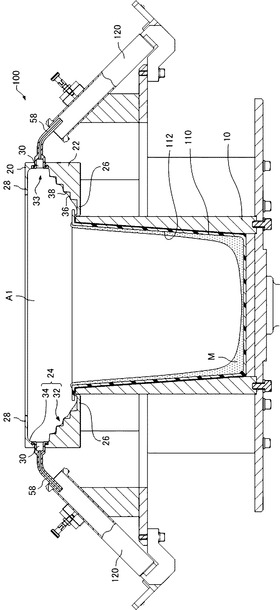
そして、回転駆動機構200の駆動を開始することによって充填装置ユニット100(材料移送ユニット)を回転させる。充填装置ユニット100が回転すると、材料Mには遠心力が作用し、材料Mは収納容器110の内側面112に押し付けられる。ここで、内側面112は収納容器110の上端側を向く傾斜面となっているため、材料Mは、内側面112に押し付けられると、内側面112に沿って収納容器110の上端に向かう力が作用することになる。すなわち、材料Mは、図5に示すように、内側面112に沿って薄く拡がりながら(パイプ形状となりながら)、内側面112に沿って上端に向かって移動する。そして、本実施の形態では、収納容器110の上端が開口しているため、材料Mは、上端の開口を通して収納容器110から排出される。
【0052】
ところで、充填装置ユニット100は、第1容器20の側面22が、収納容器110の上端(開口)を囲繞するように構成されている。言い換えると、充填装置ユニット100では、収納容器110の上端(開口)が、区画領域A1内に配置される。また、第1容器20も回転しているため、第1容器20内でも、材料Mは遠心力の影響を受けて、区画領域A1の周縁部(内側面24)に押し付けられる。このことから、収納容器110の上端の開口から排出された材料Mは、第1容器20に移送され、図6に示すように、区画領域A1の周縁部に保持されることになる。
【0053】
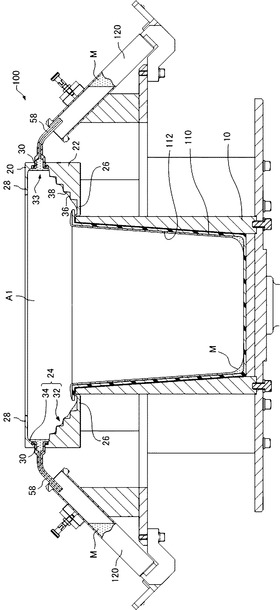
そして、第1容器20に移送された材料Mは、第1容器20内で遠心力を受けて下部領域32に押し付けられると、下部領域32の表面(第1領域36及び第2領域38)を貫通穴形成領域33に向かって移動する。そして、材料Mは貫通穴30に至り、この状態でさらに遠心力が作用するため、材料Mは、貫通穴30(材料中継管58)から排出されることになる。ここで、本実施の形態では、充填装置ユニット100は、貫通穴30を介して区画領域A1と第2容器120の内部空間が連通されている。そのため、貫通穴30から排出された材料は、図7に示すように、第2容器120の内部空間に移送されることになる。
【0054】
すなわち、本実施の形態に係る材料充填装置1では、遠心力を利用して、収納容器110に収納された材料Mを第1容器20の区画領域A1の周縁部に移送し、さらに、貫通穴30(材料中継管58)を介して第2容器120に移送することにより、収納容器110に収納された材料Mを第2容器120に充填する。
【0055】
特に、材料充填装置1では、材料Mが、第1領域36及び第2領域38上を移動して貫通穴形成領域33に到達する。この過程で、材料Mは内側面24の周方向に拡がり、内側面24の全周に亘って、高さのばらつきが小さくなる。詳しくは、材料Mは第1領域36上を移動して第2領域38に至ると、流動速度(特に上方への流動速度)が遅くなる。そのため、材料Mの流動方向が変化して、材料Mは、第2領域38を横方向に流動して内側面24の周方向に拡がることになる。また、第2領域38では、第1領域36に比べて、材料Mが留まる時間が長くなるため、多くの材料Mが第2領域38で保持されることになる。そして、第2領域38で保持される材料Mは、遠心力によって厚みのばらつきが小さくなるように流動するため、第2領域38で保持される材料Mの量が増えるほど、材料Mは内側面24の周方向の広い範囲に拡がることになる。これらの作用によって、材料Mは、内側面24の周方向に拡がりながら、貫通穴形成領域33に向かって移動することになる。そして、材料Mが内側面24の周方向に拡がることで、内側面24の全周に亘って、材料の高さのばらつきが小さくなる。
【0056】
そして、図8に示すように、収納容器110に収納された材料Mを、すべて第2容器120に充填させて、材料充填装置1の動作を終了させることができる。
【0057】
また、この材料充填装置1は、上端が開口しており、内側面が上端側を向く傾斜面となっている収納容器110に収納された材料Mを、複数の第2容器120に充填する材料充填装置であって、
上端を上に向けた姿勢で収納容器110を保持する収納容器保持部10と、上端を囲繞する側面22を有し、内側面24によって区画された区画領域A1の周縁部で材料Mを中継する第1容器20と、第1容器20よりも外側の領域で複数の第2容器120を保持する第2容器保持部40とを有する充填装置ユニット100と、
充填装置ユニット100を、区画領域A1の中心を通り、鉛直方向に延びる回転軸線を中心に回転させることによって、第1容器20に保持された材料Mに第1容器20の内側面24に向かう遠心力を作用させる回転駆動機構200と、
を含み、
第1容器20は、材料Mが、遠心力の作用で内側面24に押し付けられることにより、複数の貫通穴30が形成された貫通穴形成領域に向かって移動するように構成されており、かつ、下端領域と貫通穴形成領域との間には、第1領域36と、第1領域36よりも材料の流動速度が遅くなる第2領域38とが配列されている材料充填装置であるといえる。
【0058】
また、材料充填装置1は、チャンバ92と、チャンバ92内を減圧する減圧手段94とを含んで構成されている。そのため、収納容器110に収納された材料Mを第2容器120に充填する工程を、チャンバ92内を減圧した状態で行うことが可能である。具体的には、収納容器110及び第2容器120を充填装置ユニット100に保持させた後にチャンバ92内を減圧し、その後、モータ70を駆動させることにより、減圧環境下で、材料Mの充填処理を行うことが可能になる。
【0059】
(3)材料充填方法
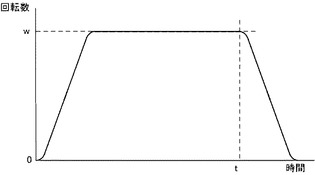
次に、本実施の形態に係る材料充填方法について説明する。なお、図9は、本実施の形態に係る材料充填方法を説明するためのフローチャートであり、図10はこのときの充填装置ユニット100(材料移送ユニット)の回転数を示すタイミングチャートである。
【0060】
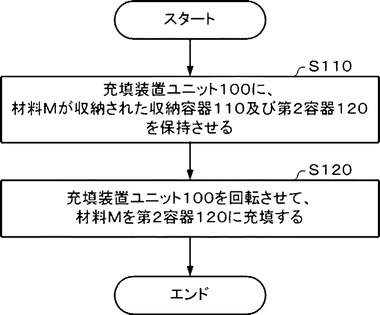
本実施の形態に係る材料充填方法は、図9に示すように、充填装置ユニット100に材料Mが収納された収納容器110及び第2容器120を保持させる(収納容器保持部10に収納容器110を保持させ、第2容器保持部40に第2容器120を保持させる)工程(ステップS110)と、充填装置ユニット100(材料移送ユニット)を回転させて、材料Mを第2容器120に充填する工程(ステップS120)とを含む。
【0061】
例えば、本実施の形態に係る材料充填方法では、ステップS120において、充填装置ユニット100の回転数を、図10に示すように設定することができる。すなわち、本実施の形態では、充填装置ユニット100の回転数が所定値(w)になるまで充填装置ユニット100の回転数を上昇させ、その後、当該所定値(w)で充填装置ユニット100を回転させる。そして、充填装置ユニット100の回転開始から所定時間(t)経過後に、充填装置ユニット100の回転を停止させる処理を開始する。ここで、所定値(w)及び所定時間(t)は、材料Mを第2容器120に充填する処理に足る値であり、具体的な値は実験により導出することが可能である。
【0062】
(4)材料M
本実施の形態に適用可能な材料Mは、流体として挙動するものであればよく、その組成や用途は特に限定されるものではない。材料Mとして、例えば、接着剤、シーラント剤、液晶材料、半田ペースト、成型に利用される硬化性の樹脂材料、歯科用印象材料、歯科用セメント(穴埋め剤等)、粘性の強い液状の薬剤や、粒状体等の種々の材料を適用することができる。
【0063】
(5)効果
以下、本実施の形態が奏する作用効果について説明する。
【0064】
材料充填装置1によると、遠心力を利用して、収納容器110に収納された材料Mを第2容器120に充填する。そのため、材料Mに大きな力を作用させることが可能になるため、粘度の高い材料であっても、効率よく第2容器120に充填(移送)することができる。また、材料Mに大きな力を作用させることから、収納容器110及び第1容器20に残る材料の量を極めて少なくすることができ、材料Mの効率的な利用が可能になる。
【0065】
また、材料充填装置1によると、材料充填処理を、すべて、遠心力を利用して実現することができる。そのため、材料充填時に、ヘラなどの部材を利用する必要がなくなるため、材料に不純物が混入しないように材料充填処理を行うことが可能になる。
【0066】
また、材料充填装置1によると、材料充填処理時に、収納容器110及び第2容器120以外では、第1容器20(第1容器20及び材料中継管58)のみに材料Mが接触することになる。そのため、洗浄を要する部品の点数を少なくすることができる。
【0067】
また、材料充填装置1によると、収納容器110は、内側面112が上端側を向く傾斜面となっており、かつ、収納容器保持部10に保持されたときに上端(開口)が第1容器20の区画領域A1内に配置することが可能に構成されていればよく、その形状は限定されるものではない。そのため、種々の容器(収納容器110)に対応することが可能な材料充填装置を提供することができる。また、材料充填装置1によると、材料Mは、第1容器20から第2容器120に移送される。そのため、収納容器110は材料Mを第1容器20に移送することが可能に構成されていれば足り、厳密な加工精度が要請されるものではない。
【0068】
また、材料充填装置1によると、材料Mが収納容器110から排出される際に、材料Mは、薄く拡がった状態となって、内側面112に沿って上端(開口)に向かって移動する(図5参照)。すなわち、材料Mは、厚みが小さい状態で遠心力を受けることになる。そのため、材料Mに混入した気泡がある場合でも、遠心力の作用により気泡を放出させることができるため、材料充填工程で材料Mを脱泡処理することが可能になる。
【0069】
なお、本実施の形態では、材料充填装置1は、チャンバ92及び減圧手段94を有する。そのため、材料充填処理時に、材料Mに混入した気泡を効率よく放出させることができる。
【0070】
さらに、本実施の形態では、第1容器20(側面22)に複数の貫通穴30が形成されており、該複数の貫通穴30を介して、区画領域A1と複数の第2容器120の内部空間とが連通されている。そのため、収納容器110に収納された材料Mを、複数の第2容器120に分配して同時に充填することが可能な、効率のよい材料充填装置を提供することができる。なお、第1容器20が、内側面24の水平断面が円形となるように構成されている場合、第1容器20の中心と各貫通穴30との距離が等しくなるため、複数の貫通穴30近傍では、材料Mには同じ大きさの力がかかることになる。そのため、複数の貫通穴30のそれぞれから、同量の材料Mを排出させることができ、複数の第2容器120に、均等に材料Mを充填させることができる。
【0071】
そして、先に説明したように、本実施の形態では、第1容器20の内側面24(下部領域32)には、第1領域36及び第2領域38が配列されている。そのため、材料Mは、貫通穴30(貫通穴形成領域33)に至るまでに、内側面24の全周に亘って高さのばらつきが小さくなる。そのため、材料Mを第2容器120に移送する処理の開始時において、材料Mを、すべての貫通穴30に(ほぼ)同時に接触させることができる。このことから、すべての第2容器120への材料Mの移送が、(ほぼ)同時に開始されることになり、それぞれの第2容器120に充填される材料Mの量のばらつきを軽減することが可能になる。
【0072】
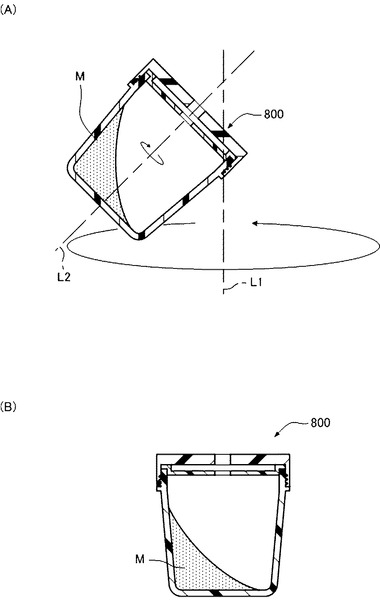
特に、本実施の形態によると、収納容器110内に材料Mが偏在している場合であっても、材料Mを複数の第2容器120に均等に分配充填する処理を、短時間に行うことが可能になる。そのため、いわゆる自転・公転方式の攪拌脱泡装置で処理された材料であっても、複数の第2容器120に均等に分配充填することができる。詳しくは、現在主流となっている自転・公転方式の攪拌脱泡装置として、図11(A)に示すように、材料Mが収納された収納容器800を、鉛直に延びる公転軸線L1を中心に公転させながら、公転軸線L1と斜めに交差する自転軸線L2を中心に自転させるように構成されている装置が知られている。この装置では材料Mに高い遠心力が作用するため、材料Mは、公転軸線L1から最も遠い領域に集められ、収納容器800内で材料が偏在することになる。そして、材料Mの粘度が高い場合には、攪拌脱泡装置から収納容器800を取り出した後であっても材料Mが大きく流動しないため、図11(B)に示すように、収納容器800内で材料が偏在した状態が維持されることがある。
【0073】
ところで本実施の形態によると、第1容器20内で、材料Mの高さのばらつきを小さくすることができる。そのため、収納容器110に収納された材料Mを、自転・公転方式の攪拌脱泡装置で処理した後に、直ちに材料Mの充填処理(充填装置ユニット100の回転駆動)を開始させる場合であっても、材料Mを複数の第2容器120に均等に分配充填することが可能になる。なお、図11(A)及び図11(B)に示す例では、収納容器800には蓋体が取り付けられており、これにより攪拌脱泡中に材料Mが漏れることを防止することができる。また、蓋体の中央に貫通穴が形成されていることから、減圧雰囲気中で収納容器800を自転・公転させれば、収納容器800の内部が減圧された状態で材料Mの攪拌脱泡処理を行うことが可能になるため、高い脱泡性能を実現することができる。
【0074】
(6)変形例
次に、本実施の形態の変形例について説明する。
【0075】
(6−1)第1の変形例
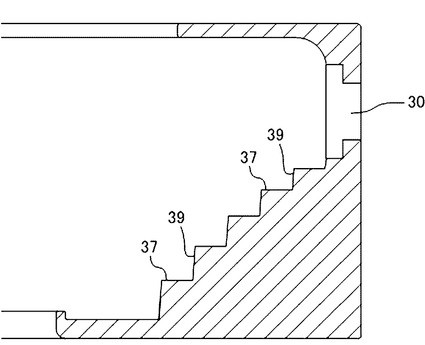
本変形例では、第1容器(下部領域)は、図12に示すように、複数の第1領域37と複数の第2領域39とを含む。そして、本実施の形態では、複数の第2領域39は、その長さが異なるように構成されている。詳しくは、本変形例では、複数の第2領域39は、貫通穴30(第1容器20の外側)に近づくほど、その長さが短くなるように(高さが低くなるように)構成されている。
【0076】
材料充填装置1では、貫通穴30に近づくほど、材料Mの高さのばらつきが小さくなってゆく。逆に言うと、貫通穴30から遠い領域では、材料Mの高さのばらつきが大きい可能性がある。そのため、貫通穴30から遠い領域では、確実に材料Mの高さのばらつきを小さくするために、第2領域39を広くとることが好ましい。しかしながら、貫通穴30に近い領域では、材料Mの高さのばらつきが小さくなっているので、第2領域39を狭くした場合でも、材料Mの高さのばらつきを小さくする作用を奏することができる。また、第2領域39を狭くすることで、材料Mの流動速度が速くなり、材料Mの充填処理を効率よく行うことができる。
【0077】
(6−2)第2の変形例
本変形例では、材料充填装置1(制御手段210)は、充填装置ユニット100(材料移送ユニット)を回転させて、材料Mを第2容器120に充填する工程(ステップS120)で、充填装置ユニット100の回転数を変化させる処理を行う。具体的には、材料充填装置は、充填装置ユニット100の回転数を低下させ、その後、上昇させる処理を行う。
【0078】
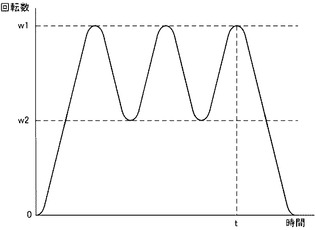
すなわち、本変形例では、図13に示すように、充填装置ユニット100(材料移送ユニット)の回転数が第1の回転数(w1)になるまで充填装置ユニット100の回転数を上昇させ、その後、充填装置ユニット100の回転数が第2の回転数(w2)になるまで充填装置ユニット100の回転数を低下させる回転数低下処理と、充填装置ユニット100の回転数が第1の回転数(w1)になるまで充填装置ユニット100の回転数を上昇させる回転数上昇処理とを繰り返す。なお、少なくとも第1の回転数(w1)は、材料Mが収納容器110を上昇して上端から排出されるに足る値であり、かつ、第1容器20に保持された材料が貫通穴30を介して第2容器120へ移送されるに足る値である。第1の回転数(w1)の具体的な値は、実験によって導出することが可能である。
【0079】
そして、本変形例では、図13に示すように、充填装置ユニット100(材料移送ユニット)の回転開始から所定の時間(t)経過したときに、充填装置ユニット100の回転を停止させる処理を開始する。ここで、所定の時間(t)は、材料Mの第2容器120への充填処理が終了するまでの時間であり、具体的な値は実験によって導出することが可能である。
【0080】
本変形例によると、特に、第1容器20に保持された材料Mが貫通穴30に至るまでの間に、充填装置ユニット100の回転数が変化する。そのため、第1容器20内で、材料Mが第1容器20の周方向に拡がりやすくなり、材料Mの高さのばらつきを、効率よく低減することができる。
【0081】
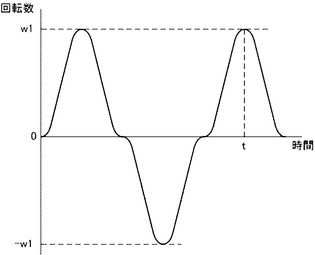
なお、本変形例の他の態様として、図14のタイミングチャートに示すように、材料充填装置(制御手段)は、充填装置ユニット100の回転方向を変える処理を行うことも可能である。すなわち、充填装置ユニット100(材料移送ユニット)の回転数が第1の回転数(w1)になるまで充填装置ユニット100の回転数を上昇させ、その後、充填装置ユニット100が停止するまで充填装置ユニット100の回転数を低下させる。さらに、充填装置ユニット100の回転方向を変えて第1の回転数(w1)になるまで充填装置ユニット100の回転数を上昇させ、その後、充填装置ユニット100が停止するまで充填装置ユニット100の回転数を低下させる。これを所定時間繰り返すことによって、材料Mを充填する処理を行うことができる。
【0082】
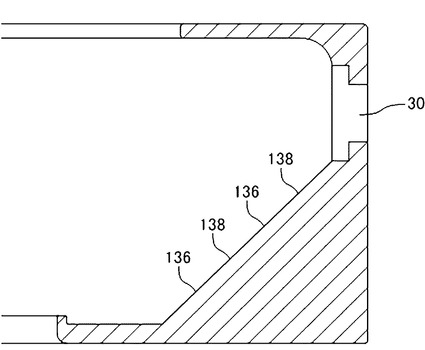
(6−3)第3の変形例
本変形例では、第1容器は、図15に示すように、第1領域136及び第2領域138を有する。そして、本変形例では、図15に示すように、第1領域136と第2領域138とは、傾斜角が等しくなっている。また、第1領域136及び第2領域138の、材料Mに対する摩擦抵抗(摩擦係数)が異なるように構成されている。詳しくは、第2領域138は、第1領域136に比べて、材料Mの摩擦抵抗が大きくなるように構成されている。例えば、第1領域136及び第2領域138の表面処理の方法を変えることにより、これを実現することができる。
【0083】
本変形例によると、第2領域138において、材料Mの流動速度が、第1領域136よりも遅くなる。そのため、材料Mが貫通穴形成領域33に至るまでに、材料Mの高さのばらつきを小さくすることができ、複数の第2容器120への材料Mの充填量のばらつきを小さくすることができる。
【0084】
また、本変形例の別の態様として、第1領域136及び第2領域138を、傾斜角が異なる領域とすることも可能である(図示せず)。
【0085】
(6−4)第4の変形例
本変形例では、充填装置ユニット(材料移送ユニット)は、図16に示す第1容器21を有する。第1容器21は、底面23を有する構成となっている。第1容器21を利用した場合であっても、上記と同様の効果を奏することができるため、複数の第2容器120に充填される材料Mの量のばらつきを軽減することが可能になる。なお、第1容器21は、上端に開口25が形成されており、該開口25を通じて、第1容器21内に材料Mを収納させることが可能な構成となっている。
【符号の説明】
【0086】
1…材料充填装置、 10…収納容器保持部、 20…第1容器、 21…第1容器、 22…側面、 23…底面、 24…内側面、 25…開口、 26…下部庇部、 28…上部庇部、 30…貫通穴、 32…下部領域、 33…貫通穴形成領域、 34…上部領域、 36…第1領域、 37…第1領域、 38…第2領域、 39…第2領域、 40…容器保持部、 42…中央固定部、 44…先端保持部、 52…第1の基板、 54…支持部材、 56…第2の基板、 58…材料中継管、 60…回転軸、 70…モータ、 80…動力伝達機構、 82…モータ軸プーリー、 84…回転軸プーリー、 86…ベルト、 92…チャンバ、 94…減圧手段、 96…センサ、 100…充填装置ユニット、 110…収納容器、 112…内側面、 120…第2容器、 136…第1領域、 138…第2領域、 200…回転駆動機構、 210…制御手段、 214…回転速度制御部、 216…真空圧制御部、 218…モータ制御部、 224…操作部、 226…表示部、 300…支持体、 302…ベアリング保持部材、 304…ベアリング、 800…収納容器、 M…材料
【技術分野】
【0001】
本発明は、材料充填装置、特に、遠心力を利用して、所与の容器に収納された材料を他の容器に充填する材料充填装置及び材料充填装置構成部品に関する。
【背景技術】
【0002】
遠心力を利用して材料を充填する装置として、種々の装置が知られている(例えば特許文献1及び特許文献2参照)。これらの充填装置は、遠心力を利用するため、高粘度の材料であっても充填することが可能になる。また、遠心力を利用した材料の充填方法として、特許文献3のように、一つの容器(貯留タンク)内の材料(液晶L)を、複数の容器(容器)に充填する方法が知られている。さらに、材料が収納された容器を自転させながら公転させることによって材料を攪拌脱泡する装置(自転・公転方式の攪拌脱泡装置)が知られている(特許文献4参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2002-80005号公報
【特許文献2】特開2003-201000号公報
【特許文献3】特開平7-281200号公報
【特許文献4】特開2000-271465号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載された技術では、粘性材料を一旦、ロッド状、小塊状、または薄膜状の形状にしてから吐出容器に充填するため、作業効率を高めることが困難である。また、特許文献2に記載された技術では、装置構成が大型化しやすく、また、部品点数が多いため部品洗浄の手間がかかるおそれがある。さらに、特許文献3に記載された技術では、特に材料が高粘度になる程、材料を貯留タンクに移送する時間がかかり、かつ、材料を貯留タンクに移送する際に材料に空気が混入するおそれがある。
【0005】
また、特許文献4に記載されている自転・公転方式の攪拌脱泡装置は、材料を攪拌する(混練する、混合する、分散させる)とともに、材料に内在する気泡を放出させる(すなわち脱泡する)ことが可能で、はんだペーストや液晶パネルのシーラント剤などの電子部品材料の製造に利用されることがあった。ところで、電子部品材料は、通常、シリンジと呼ばれる容器に充填され、ディスペンサによって精密に塗布・吐出されるが、自転・公転方式の攪拌脱泡装置では、材料を精度よく処理するために、シリンジとは形状の異なる専用の容器が利用されることが一般的である。そのため、上記した自転・公転方式の攪拌脱泡装置によって精度よく攪拌脱泡された材料は、攪拌脱泡の専用容器からシリンジへ充填されて使用されることになる。しかしながら、専用容器からシリンジへの充填時に、材料に気泡が混入してしまうと、自転・公転方式の攪拌脱泡装置の性能を生かしきれない事態が発生しうる。このことから、自転・公転方式の攪拌脱泡装置によって処理された材料を、専用容器から、短時間で、気泡が混入しないようにシリンジに充填することが可能な技術の出現が待たれていた。
【0006】
本発明の一つの態様は、粘度の高い材料であっても、効率よく、かつ、気泡が混入しないように充填することが可能で、さらに、複数の容器に均等に材料を充填することが可能な材料充填装置及び材料充填装置構成部品を提供することを目的とする。
【課題を解決するための手段】
【0007】
(1)本発明に係る材料充填装置は、
第1容器に保持された材料を複数の第2容器に充填する材料充填装置であって、
側面に複数の貫通穴が形成された第1容器と、前記第1容器の外側の領域で複数の第2容器を保持する第2容器保持部とを有する材料移送ユニットと、
前記材料移送ユニットを前記第1容器の中心を通る所定の回転軸線を中心に回転させることによって、前記第1容器に保持された材料に前記第1容器の内側面に向かう遠心力を作用させる回転駆動機構と、
を含み、
前記第1容器は、前記材料が、前記遠心力の作用で前記内側面に押し付けられることにより、前記内側面の下端領域から、前記複数の貫通穴が形成された貫通穴形成領域に向かって移動するように構成されており、かつ、前記下端領域と前記貫通穴形成領域との間には、第1領域と、前記第1領域よりも前記材料の流動速度が遅くなる第2領域とが配列されている。
【0008】
本発明に係る材料充填装置によると、材料Mを、複数の第2容器に分配充填することができるとともに、複数の第2容器における材料Mの充填量のばらつきを小さくすることができる。
【0009】
(2)この材料充填装置において、
前記下端領域と前記貫通穴形成領域との間には、複数の前記第1領域及び前記第2領域が交互に配列されていてもよい。
【0010】
(3)この材料充填装置において、
前記複数の第2領域は、前記貫通穴に近付くほど幅が狭くなっていてもよい。
【0011】
(4)この材料充填装置において、
前記第1領域及び前記第2領域は、傾斜角が異なる領域であってもよい。
【0012】
(5)この材料充填装置において、
前記第1領域及び前記第2領域は、前記材料との摩擦抵抗が異なる領域であってもよい。
【0013】
(6)この材料充填装置において、
前記回転駆動機構を制御して前記材料移送ユニットの回転数を調整する制御手段をさらに含み、
前記制御手段は、
前記材料を前記第1容器から前記第2容器に移送させる工程中に、前記材料移送ユニットの回転数を変化させる処理を行ってもよい。
【0014】
(7)この材料充填装置において、
前記制御手段は、前記材料を前記第1容器から前記第2容器に移送させる工程中に、前記材料移送ユニットの回転方向を変える処理を行ってもよい。
【0015】
(8)本発明に係る材料充填装置構成部品は、
内部に収納された材料を複数の容器に移送する材料充填装置構成部品であって、
複数の貫通穴が形成された側面を有し、
前記側面の内側面は、前記複数の貫通穴が形成された貫通穴形成領域の径が、下端領域の径よりも広くなっており、前記下端領域と前記貫通穴形成領域との間には、第1領域と、前記第1領域よりも前記材料の流動速度が遅くなる第2領域とが配列されており、
回転駆動機構によって回転させられることにより、内部に収納された材料が、前記複数の貫通穴を介して複数の第2容器に移送されるように構成されている。
【0016】
本発明に係る材料充填装置構成部品によると、材料Mを、複数の第2容器に分配充填することができるとともに、複数の第2容器における材料Mの充填量のばらつきを小さくすることができる。
【図面の簡単な説明】
【0017】
【図1】本発明に係る材料充填装置の構成を説明するための図である。
【図2】本発明に係る材料充填装置の構成を説明するための図である。
【図3】本発明に係る材料充填装置の構成を説明するための図である。
【図4】本発明に係る材料充填装置の構成を説明するための図である。
【図5】本発明に係る材料充填装置の動作を説明するための図である。
【図6】本発明に係る材料充填装置の動作を説明するための図である。
【図7】本発明に係る材料充填装置の動作を説明するための図である。
【図8】本発明に係る材料充填装置の動作を説明するための図である。
【図9】本発明に係る材料充填方法を説明するための図である。
【図10】本発明に係る材料充填方法を説明するための図である。
【図11】自転・公転式の攪拌脱泡装置を説明するための図である。
【図12】変形例に係る材料充填装置の構成を説明するための図である。
【図13】変形例に係る材料充填方法を説明するための図である。
【図14】変形例に係る材料充填方法を説明するための図である。
【図15】変形例に係る材料充填装置の構成を説明するための図である。
【図16】変形例に係る材料充填装置の構成を説明するための図である。
【発明を実施するための形態】
【0018】
以下、本発明を適用した実施の形態について図面を参照して説明する。ただし、本発明は以下の実施の形態に限定されるものではない。すなわち、以下の実施の形態で説明するすべての構成が本発明にとって必須であるとは限らない。また、本発明は、以下の内容を自由に組み合わせたものを含む。
【0019】
(1)材料充填装置1の構成
はじめに、本発明を適用した実施の形態に係る材料充填装置1の構成について説明する。材料充填装置1は、収納容器110に収納された材料Mを第1容器20に保持させて、その後、分配して複数の第2容器120に同時に充填する装置として構成される。なお、本実施の形態で適用される収納容器110は、上端が開口しており、内側面112が上端側を向く傾斜面となるように構成されている。また、収納容器110は、内側面112を水平面で切断した断面が円形となるように構成されている。
【0020】
(a)充填装置ユニット100
材料充填装置1は、充填装置ユニット100を有する。以下、図1〜図3を参照して、充填装置ユニット100の構成を説明する。
【0021】
充填装置ユニット100は、図1に示すように、収納容器保持部10を有する。収納容器保持部10は、収納容器110を保持する役割を果たす。収納容器保持部10は、図1に示すように、収納容器110を、上端(開口)を上に向けた姿勢で保持するように構成されている。なお、収納容器保持部10は、特に図示しないが、その内部で収納容器110が空回りすることを防止するための空回り防止機構を備えた構成とすることが可能である。
【0022】
充填装置ユニット100は、図1及び図2に示すように、第1容器20を有する。第1容器20は、収納容器110に収納された材料Mを第2容器120に充填する際に、材料Mを中継する役割を果たす。すなわち、収納容器110に収納された材料Mは、第1容器20に移送されて第1容器20で保持され、その後、第2容器120に移送されることになる。なお、後で詳述するが、本実施の形態では、材料Mは、遠心力の作用によって第1容器20に保持される。また、第1容器20は、中継容器(中継部材)と称することも可能である。
【0023】
第1容器20は、収納容器110の上端を囲繞する側面22を含む。そして、充填装置ユニット100は、収納容器保持部10に収納容器110を取り付けた時に(少なくとも材料充填処理時に)、収納容器110の上端が、第1容器20(第1容器20の内面)によって区画された区画領域A1内に配置されるように構成される。なお、本実施の形態では、第1容器20は、側面22の下端から張り出した下部庇部26と、側面22の上端から張り出した上部庇部28とを含んで構成されている。なお、下部庇部26を、後述する第1領域36と称することもできる。また、本実施の形態では、下部庇部26は上視図において中央が開口した形状となっており、収納容器110は、該開口を貫通する(該開口に挿通される)ように配置される。
【0024】
そして、第1容器20は、区画領域A1の周縁部(内側面24、下部庇部26及び上部庇部28によって区画された領域)で、材料Mを中継する。言い換えると、第1容器20は、区画領域A1の周縁部で、材料Mを一時的に保持することになる。
【0025】
本実施の形態では、第1容器20の内側面24は、鉛直方向に配置された下部領域32及び上部領域34を含む。また、第1容器20は、内側面24(区画領域A1)を水平面で切断した断面が円形となるように構成されている(図2参照)。
【0026】
本実施の形態では、図1〜図3に示すように、下部領域32には、第1領域36及び第2領域38が配列されている。なお、本実施の形態では、第1領域36と第2領域38とは、傾斜角が異なる領域である。そして、本実施の形態では、下部領域32には、複数の第1領域36及び第2領域38が、交互に配列されている。また、本実施の形態では、第1領域36及び第2領域38は、同心円状に広がる領域とすることができる。なお、第1領域36及び第2領域38の構成数は特に限定されるものではなく、材料Mに適した数とすることができる。例えば、下部領域32を、第1領域36及び第2領域38を1つのみ有するように構成することも可能である(図示せず)。
【0027】
そして、本実施の形態では、側面22には、複数の貫通穴30が形成されている。貫通穴30は、第1容器20(側面22)の内側と外側(区画領域A1と第2容器120の内部空間)とを連通するように形成されている。なお、本実施の形態では、貫通穴30は、開口(区画領域A1側の開口)が、下部領域32及び上部領域34の境界に配置されるように形成されている。また、本実施の形態では、複数の貫通穴30は、すべて、同一水平面上に、等間隔に配置される。そして、内側面24における貫通穴30が形成された領域(第1領域36及び第2領域38の境界領域)を、貫通穴形成領域33と称することができる。
【0028】
また、本実施の形態では、第1容器20は、下部領域32において、図3に示すように、水平面と第1領域36とのなす角a1と、水平面と第2領域38とのなす角a2とは、90>a2>a1を満たすように構成されている。言い換えると、第2領域38は上部領域34側を向く傾斜面となっている。すなわち、第1容器20では、第2領域38の法線が水平方向よりも上方を向くように傾斜している。あるいは、貫通穴形成領域33の径が、内側面24の下端領域の径よりも広くなるように構成されているといえる。これにより、内側面24の下部領域32(下端領域)に押し付けられた材料Mは、上部領域34(貫通穴形成領域33)に向かって移動する。なお、本実施の形態では、第1領域36及び第2領域38が、斜め上方に向かう傾斜面となっている。ただし、変形例として、第1領域36を水平面とすることや、第1領域36を斜め下方に向かう傾斜面とすることも可能である(図示せず)。
【0029】
また、本実施の形態では、上部領域34は下部領域32側を向く傾斜面となっている。すなわち、第1容器20では、上部領域34の法線が水平方向よりも下方を向くように傾斜する。これにより、内側面24の上部領域34に押し付けられた材料Mは、下部領域32(貫通穴形成領域33)に向かって移動する。
【0030】
すなわち、本実施の形態では、第1容器20は、遠心力によって内側面24に押し付けられた材料Mが、貫通穴形成領域33に向かって移動するように構成されている。
【0031】
充填装置ユニット100は、図1及び図2に示すように、複数の第2容器保持部40を有する。第2容器保持部40は、第2容器120を保持する役割を果たす。第2容器保持部40は、第1容器20(側面22)よりも外側の領域で、第2容器120を保持するように構成されている。本実施の形態では、第2容器保持部40は、第2容器120の中央部を固定する中央固定部42と、第2容器120の先端部を保持する先端保持部44とを含んで構成されている。そして、この第1容器20と第2容器保持部40とを合わせて、材料移送ユニットと称することができる。
【0032】
本実施の形態では、充填装置ユニット100は、少なくとも材料Mを第2容器120に充填する工程で、収納容器保持部10、及び、第1容器20、第2容器保持部40の相対的な位置関係が変わらないように構成されている。具体的には、充填装置ユニット100は、第1の基板52を有し、収納容器保持部10は、第1の基板52に固定されている。また、充填装置ユニット100は、第1の基板52に固定された4個の支持部材54を有し、第1容器20は支持部材54に固定される。さらに、充填装置ユニット100は、支持部材54に固定された第2の基板56を有し、第2容器保持部40は第2の基板56に固定されている。これにより、充填装置ユニット100を、収納容器保持部10、及び、第1容器20、第2容器保持部40の相対的な位置関係が変わらない構成とすることができる。なお、本実施の形態では、充填装置ユニット100は、第1容器20を着脱することが可能な構成となっている。
【0033】
本実施の形態では、充填装置ユニット100は、材料中継管58をさらに含む。材料中継管58は、一端が第1容器20の貫通穴30に連通するように、第1容器20の外側面に取り付けられる。また、材料中継管58は、他端が第2容器120内に配置されるように取り付けられる。
【0034】
(b)回転駆動機構200
本実施の形態に係る材料充填装置1は、充填装置ユニット100を回転駆動する回転駆動機構200を有する。以下、回転駆動機構200の構成を説明する。
【0035】
回転駆動機構200は、充填装置ユニット100(第1の基板52)に固定された回転軸60を有する。回転軸60は、鉛直方向に延びる棒状の部材である。そして、回転軸60は、その延長線(中心線の延長線)が区画領域A1の中心を通るように、充填装置ユニット100に固定される。また、本実施の形態では、回転軸60は、ベアリング304を介して、支持体300(支持体300に固定されたベアリング保持部材302)に取り付けられている。すなわち、回転軸60は、支持体300に対して回転可能に取り付けられている。これにより、充填装置ユニット100は、第1容器20(区画領域A1)の中心を通る回転軸線を中心に回転可能な態様で、支持体300に保持されることになる。
【0036】
回転駆動機構200は、さらに、モータ70と、モータ70の動力を回転軸60に伝達する動力伝達機構80とを含む。本実施の形態では、図1に示すように、動力伝達機構80は、モータ70の軸に固定されたモータ軸プーリー82と、回転軸60に固定された回転軸プーリー84と、モータ軸プーリー82と回転軸プーリー84との間にかけ回されたベルト86とを含む。なお、本実施の形態では、モータ70として、すでに公知となっているいずれかのモータを利用することができる。例えば本実施の形態では、モータ70として、誘導モータ(インダクションモータ)を適用することができる。なお、誘導モータの回転数は、インバータから出力される交流電力の周波数を制御することにより、任意の値に設定することが可能である。ただし、モータ70として、サーボモータやPMモータを利用することも可能である。
【0037】
これにより、充填装置ユニット100を、区画領域A1の中心を通る、鉛直方向に延びる回転軸線を中心に回転させることが可能になる。
【0038】
(c)収納容器110
次に、本実施の形態に適用可能な収納容器110について説明する。収納容器110は、上端が開口しており、内側面112が上端側を向く傾斜面となるように構成されている。すなわち、収納容器110は、内側面112を水平面で切断した断面の外形が、上端に向かって大きくなるように構成されている。また、収納容器110は、内側面112を水平面で切断した断面が円形となるように構成されている。
【0039】
なお、収納容器110として、上端の開口をふさぐ蓋体を着脱することが可能な容器を適用することもできる。かかる構成とすることで、収納容器110を材料充填装置1(収納容器保持部10)に取り付ける直前まで収納容器110内を気密に保持することができるため、不純物の混入を防止することができる。
【0040】
(d)第2容器120
本実施の形態に適用可能な第2容器120は、特に限定されるものではない。すなわち、第2容器120は、所望の態様で材料を保持することが可能に構成されたいずれかの部材を利用することができる。例えば、第2容器120として、シリンジ容器を利用することができる。あるいは、第2容器120として、金型や、内部空間に液晶が充填される液晶パネル用容器を適用することができる。また、第2容器120として、上端部にキャップが取り付けられたものを利用することも可能である(図示せず)
【0041】
なお、第2容器120は、第2容器保持部40に保持される。そのため、第2容器120は、第1容器20に対して固定され、第1容器20と第2容器120とは一体的に動作することになる。
【0042】
(e)減圧手段
本実施の形態に係る材料充填装置1は、さらに、充填装置ユニット100を格納する気密性のチャンバ92と、チャンバ92内を減圧する減圧手段94とを含む。本実施の形態では、支持体300の横板310上に、チャンバ92が配置される。また、ベアリング保持部材302と回転軸60との間に磁性流体を配置することにより、チャンバ92内を気密に保持することが可能になる。減圧手段94は、減圧ポンプや配管、各種のバルブによって実現することができる。また、本実施の形態に係る材料充填装置1は、チャンバ92内の気圧を測定するためのセンサ96(圧力センサ)を有する構成となっている。
【0043】
(f)制御手段
本実施の形態に係る材料充填装置1は、図4に示す制御手段210を含む。制御手段210は、材料充填装置1の動作を統括制御する役割を果たす。制御手段210は、回転駆動機構200を制御して充填装置ユニット100の回転速度を調整する。制御手段210は、また、チャンバ92内の気圧(真空圧)を制御する。制御手段210は、材料充填装置1をシーケンス制御するように構成することができる。以下、制御手段210について説明する。図4は、制御手段210について説明するための図である。
【0044】
制御手段210は、マイクロプロセッサ(CPU212)と、回転駆動機構200を制御する回転速度制御部214と、チャンバ92内の真空圧(気圧)を制御する真空圧制御部216とを含む。そして、CPU212は、所定のタイミングで回転速度制御部214及び真空圧制御部216に各種の信号を出力することにより、材料充填装置1の動作を制御する。
【0045】
本実施の形態では、回転速度制御部214は、モータ70の回転数を制御するモータ制御部218を含む。例えばモータ70としてインダクションモータを採用する場合には、モータ制御部218は、インバータの動作を制御し、モータ70に供給される交流電力の周波数を所定値とするためのインバータ制御部によって実現することができる。あるいは、モータ70としてサーボモータを採用する場合には、モータ制御部218は、専用のドライバ及びハードウェアによって実現され、モータ70を所望の回転数で動作させるための各種処理を行う。
【0046】
真空圧制御部216は、減圧ポンプの動作を制御するポンプ制御部と、減圧手段94に含まれる各種弁の開閉を切り替えるスイッチング素子によって実現することができる。なお、真空圧制御部216は、センサ96が検出したチャンバ92内の圧力情報に基づいて、減圧ポンプの動作を制御するように構成することが可能である。
【0047】
そして、CPU212は、所定のタイミングで、回転速度制御部214及び真空圧制御部216に各種の信号(充填装置ユニット100の回転速度データや真空圧データ等)を送信する処理を行う。これにより、充填装置ユニット100を所定の速度(角速度・回転数)で回転させることができ、かつ、チャンバ92内を所望の真空圧に設定することができる。
【0048】
また、CPU212は、操作部224から入力された動作データ(充填装置ユニット100の回転速度データや真空圧データ、運転時間データ等)を受け付けて、図示しない記憶部に格納する処理や、表示部226に各種情報(操作部224から入力された動作データや、充填装置ユニット100の回転速度、チャンバ92内の真空圧、経過時間等)を表示させるための処理を行う。
【0049】
(2)材料充填装置1の動作
次に、本実施の形態に係る材料充填装置1の動作について、図5〜図8を参照して説明する。
【0050】
材料充填装置1を動作させる準備として、材料Mが収納された収納容器110を収納容器保持部10に保持させ、第2容器120を第2容器保持部40に保持させて、かつ、貫通穴30を介して第1容器20の区画領域A1と第2容器120とを連通させる(図1参照)。
【0051】
そして、回転駆動機構200の駆動を開始することによって充填装置ユニット100(材料移送ユニット)を回転させる。充填装置ユニット100が回転すると、材料Mには遠心力が作用し、材料Mは収納容器110の内側面112に押し付けられる。ここで、内側面112は収納容器110の上端側を向く傾斜面となっているため、材料Mは、内側面112に押し付けられると、内側面112に沿って収納容器110の上端に向かう力が作用することになる。すなわち、材料Mは、図5に示すように、内側面112に沿って薄く拡がりながら(パイプ形状となりながら)、内側面112に沿って上端に向かって移動する。そして、本実施の形態では、収納容器110の上端が開口しているため、材料Mは、上端の開口を通して収納容器110から排出される。
【0052】
ところで、充填装置ユニット100は、第1容器20の側面22が、収納容器110の上端(開口)を囲繞するように構成されている。言い換えると、充填装置ユニット100では、収納容器110の上端(開口)が、区画領域A1内に配置される。また、第1容器20も回転しているため、第1容器20内でも、材料Mは遠心力の影響を受けて、区画領域A1の周縁部(内側面24)に押し付けられる。このことから、収納容器110の上端の開口から排出された材料Mは、第1容器20に移送され、図6に示すように、区画領域A1の周縁部に保持されることになる。
【0053】
そして、第1容器20に移送された材料Mは、第1容器20内で遠心力を受けて下部領域32に押し付けられると、下部領域32の表面(第1領域36及び第2領域38)を貫通穴形成領域33に向かって移動する。そして、材料Mは貫通穴30に至り、この状態でさらに遠心力が作用するため、材料Mは、貫通穴30(材料中継管58)から排出されることになる。ここで、本実施の形態では、充填装置ユニット100は、貫通穴30を介して区画領域A1と第2容器120の内部空間が連通されている。そのため、貫通穴30から排出された材料は、図7に示すように、第2容器120の内部空間に移送されることになる。
【0054】
すなわち、本実施の形態に係る材料充填装置1では、遠心力を利用して、収納容器110に収納された材料Mを第1容器20の区画領域A1の周縁部に移送し、さらに、貫通穴30(材料中継管58)を介して第2容器120に移送することにより、収納容器110に収納された材料Mを第2容器120に充填する。
【0055】
特に、材料充填装置1では、材料Mが、第1領域36及び第2領域38上を移動して貫通穴形成領域33に到達する。この過程で、材料Mは内側面24の周方向に拡がり、内側面24の全周に亘って、高さのばらつきが小さくなる。詳しくは、材料Mは第1領域36上を移動して第2領域38に至ると、流動速度(特に上方への流動速度)が遅くなる。そのため、材料Mの流動方向が変化して、材料Mは、第2領域38を横方向に流動して内側面24の周方向に拡がることになる。また、第2領域38では、第1領域36に比べて、材料Mが留まる時間が長くなるため、多くの材料Mが第2領域38で保持されることになる。そして、第2領域38で保持される材料Mは、遠心力によって厚みのばらつきが小さくなるように流動するため、第2領域38で保持される材料Mの量が増えるほど、材料Mは内側面24の周方向の広い範囲に拡がることになる。これらの作用によって、材料Mは、内側面24の周方向に拡がりながら、貫通穴形成領域33に向かって移動することになる。そして、材料Mが内側面24の周方向に拡がることで、内側面24の全周に亘って、材料の高さのばらつきが小さくなる。
【0056】
そして、図8に示すように、収納容器110に収納された材料Mを、すべて第2容器120に充填させて、材料充填装置1の動作を終了させることができる。
【0057】
また、この材料充填装置1は、上端が開口しており、内側面が上端側を向く傾斜面となっている収納容器110に収納された材料Mを、複数の第2容器120に充填する材料充填装置であって、
上端を上に向けた姿勢で収納容器110を保持する収納容器保持部10と、上端を囲繞する側面22を有し、内側面24によって区画された区画領域A1の周縁部で材料Mを中継する第1容器20と、第1容器20よりも外側の領域で複数の第2容器120を保持する第2容器保持部40とを有する充填装置ユニット100と、
充填装置ユニット100を、区画領域A1の中心を通り、鉛直方向に延びる回転軸線を中心に回転させることによって、第1容器20に保持された材料Mに第1容器20の内側面24に向かう遠心力を作用させる回転駆動機構200と、
を含み、
第1容器20は、材料Mが、遠心力の作用で内側面24に押し付けられることにより、複数の貫通穴30が形成された貫通穴形成領域に向かって移動するように構成されており、かつ、下端領域と貫通穴形成領域との間には、第1領域36と、第1領域36よりも材料の流動速度が遅くなる第2領域38とが配列されている材料充填装置であるといえる。
【0058】
また、材料充填装置1は、チャンバ92と、チャンバ92内を減圧する減圧手段94とを含んで構成されている。そのため、収納容器110に収納された材料Mを第2容器120に充填する工程を、チャンバ92内を減圧した状態で行うことが可能である。具体的には、収納容器110及び第2容器120を充填装置ユニット100に保持させた後にチャンバ92内を減圧し、その後、モータ70を駆動させることにより、減圧環境下で、材料Mの充填処理を行うことが可能になる。
【0059】
(3)材料充填方法
次に、本実施の形態に係る材料充填方法について説明する。なお、図9は、本実施の形態に係る材料充填方法を説明するためのフローチャートであり、図10はこのときの充填装置ユニット100(材料移送ユニット)の回転数を示すタイミングチャートである。
【0060】
本実施の形態に係る材料充填方法は、図9に示すように、充填装置ユニット100に材料Mが収納された収納容器110及び第2容器120を保持させる(収納容器保持部10に収納容器110を保持させ、第2容器保持部40に第2容器120を保持させる)工程(ステップS110)と、充填装置ユニット100(材料移送ユニット)を回転させて、材料Mを第2容器120に充填する工程(ステップS120)とを含む。
【0061】
例えば、本実施の形態に係る材料充填方法では、ステップS120において、充填装置ユニット100の回転数を、図10に示すように設定することができる。すなわち、本実施の形態では、充填装置ユニット100の回転数が所定値(w)になるまで充填装置ユニット100の回転数を上昇させ、その後、当該所定値(w)で充填装置ユニット100を回転させる。そして、充填装置ユニット100の回転開始から所定時間(t)経過後に、充填装置ユニット100の回転を停止させる処理を開始する。ここで、所定値(w)及び所定時間(t)は、材料Mを第2容器120に充填する処理に足る値であり、具体的な値は実験により導出することが可能である。
【0062】
(4)材料M
本実施の形態に適用可能な材料Mは、流体として挙動するものであればよく、その組成や用途は特に限定されるものではない。材料Mとして、例えば、接着剤、シーラント剤、液晶材料、半田ペースト、成型に利用される硬化性の樹脂材料、歯科用印象材料、歯科用セメント(穴埋め剤等)、粘性の強い液状の薬剤や、粒状体等の種々の材料を適用することができる。
【0063】
(5)効果
以下、本実施の形態が奏する作用効果について説明する。
【0064】
材料充填装置1によると、遠心力を利用して、収納容器110に収納された材料Mを第2容器120に充填する。そのため、材料Mに大きな力を作用させることが可能になるため、粘度の高い材料であっても、効率よく第2容器120に充填(移送)することができる。また、材料Mに大きな力を作用させることから、収納容器110及び第1容器20に残る材料の量を極めて少なくすることができ、材料Mの効率的な利用が可能になる。
【0065】
また、材料充填装置1によると、材料充填処理を、すべて、遠心力を利用して実現することができる。そのため、材料充填時に、ヘラなどの部材を利用する必要がなくなるため、材料に不純物が混入しないように材料充填処理を行うことが可能になる。
【0066】
また、材料充填装置1によると、材料充填処理時に、収納容器110及び第2容器120以外では、第1容器20(第1容器20及び材料中継管58)のみに材料Mが接触することになる。そのため、洗浄を要する部品の点数を少なくすることができる。
【0067】
また、材料充填装置1によると、収納容器110は、内側面112が上端側を向く傾斜面となっており、かつ、収納容器保持部10に保持されたときに上端(開口)が第1容器20の区画領域A1内に配置することが可能に構成されていればよく、その形状は限定されるものではない。そのため、種々の容器(収納容器110)に対応することが可能な材料充填装置を提供することができる。また、材料充填装置1によると、材料Mは、第1容器20から第2容器120に移送される。そのため、収納容器110は材料Mを第1容器20に移送することが可能に構成されていれば足り、厳密な加工精度が要請されるものではない。
【0068】
また、材料充填装置1によると、材料Mが収納容器110から排出される際に、材料Mは、薄く拡がった状態となって、内側面112に沿って上端(開口)に向かって移動する(図5参照)。すなわち、材料Mは、厚みが小さい状態で遠心力を受けることになる。そのため、材料Mに混入した気泡がある場合でも、遠心力の作用により気泡を放出させることができるため、材料充填工程で材料Mを脱泡処理することが可能になる。
【0069】
なお、本実施の形態では、材料充填装置1は、チャンバ92及び減圧手段94を有する。そのため、材料充填処理時に、材料Mに混入した気泡を効率よく放出させることができる。
【0070】
さらに、本実施の形態では、第1容器20(側面22)に複数の貫通穴30が形成されており、該複数の貫通穴30を介して、区画領域A1と複数の第2容器120の内部空間とが連通されている。そのため、収納容器110に収納された材料Mを、複数の第2容器120に分配して同時に充填することが可能な、効率のよい材料充填装置を提供することができる。なお、第1容器20が、内側面24の水平断面が円形となるように構成されている場合、第1容器20の中心と各貫通穴30との距離が等しくなるため、複数の貫通穴30近傍では、材料Mには同じ大きさの力がかかることになる。そのため、複数の貫通穴30のそれぞれから、同量の材料Mを排出させることができ、複数の第2容器120に、均等に材料Mを充填させることができる。
【0071】
そして、先に説明したように、本実施の形態では、第1容器20の内側面24(下部領域32)には、第1領域36及び第2領域38が配列されている。そのため、材料Mは、貫通穴30(貫通穴形成領域33)に至るまでに、内側面24の全周に亘って高さのばらつきが小さくなる。そのため、材料Mを第2容器120に移送する処理の開始時において、材料Mを、すべての貫通穴30に(ほぼ)同時に接触させることができる。このことから、すべての第2容器120への材料Mの移送が、(ほぼ)同時に開始されることになり、それぞれの第2容器120に充填される材料Mの量のばらつきを軽減することが可能になる。
【0072】
特に、本実施の形態によると、収納容器110内に材料Mが偏在している場合であっても、材料Mを複数の第2容器120に均等に分配充填する処理を、短時間に行うことが可能になる。そのため、いわゆる自転・公転方式の攪拌脱泡装置で処理された材料であっても、複数の第2容器120に均等に分配充填することができる。詳しくは、現在主流となっている自転・公転方式の攪拌脱泡装置として、図11(A)に示すように、材料Mが収納された収納容器800を、鉛直に延びる公転軸線L1を中心に公転させながら、公転軸線L1と斜めに交差する自転軸線L2を中心に自転させるように構成されている装置が知られている。この装置では材料Mに高い遠心力が作用するため、材料Mは、公転軸線L1から最も遠い領域に集められ、収納容器800内で材料が偏在することになる。そして、材料Mの粘度が高い場合には、攪拌脱泡装置から収納容器800を取り出した後であっても材料Mが大きく流動しないため、図11(B)に示すように、収納容器800内で材料が偏在した状態が維持されることがある。
【0073】
ところで本実施の形態によると、第1容器20内で、材料Mの高さのばらつきを小さくすることができる。そのため、収納容器110に収納された材料Mを、自転・公転方式の攪拌脱泡装置で処理した後に、直ちに材料Mの充填処理(充填装置ユニット100の回転駆動)を開始させる場合であっても、材料Mを複数の第2容器120に均等に分配充填することが可能になる。なお、図11(A)及び図11(B)に示す例では、収納容器800には蓋体が取り付けられており、これにより攪拌脱泡中に材料Mが漏れることを防止することができる。また、蓋体の中央に貫通穴が形成されていることから、減圧雰囲気中で収納容器800を自転・公転させれば、収納容器800の内部が減圧された状態で材料Mの攪拌脱泡処理を行うことが可能になるため、高い脱泡性能を実現することができる。
【0074】
(6)変形例
次に、本実施の形態の変形例について説明する。
【0075】
(6−1)第1の変形例
本変形例では、第1容器(下部領域)は、図12に示すように、複数の第1領域37と複数の第2領域39とを含む。そして、本実施の形態では、複数の第2領域39は、その長さが異なるように構成されている。詳しくは、本変形例では、複数の第2領域39は、貫通穴30(第1容器20の外側)に近づくほど、その長さが短くなるように(高さが低くなるように)構成されている。
【0076】
材料充填装置1では、貫通穴30に近づくほど、材料Mの高さのばらつきが小さくなってゆく。逆に言うと、貫通穴30から遠い領域では、材料Mの高さのばらつきが大きい可能性がある。そのため、貫通穴30から遠い領域では、確実に材料Mの高さのばらつきを小さくするために、第2領域39を広くとることが好ましい。しかしながら、貫通穴30に近い領域では、材料Mの高さのばらつきが小さくなっているので、第2領域39を狭くした場合でも、材料Mの高さのばらつきを小さくする作用を奏することができる。また、第2領域39を狭くすることで、材料Mの流動速度が速くなり、材料Mの充填処理を効率よく行うことができる。
【0077】
(6−2)第2の変形例
本変形例では、材料充填装置1(制御手段210)は、充填装置ユニット100(材料移送ユニット)を回転させて、材料Mを第2容器120に充填する工程(ステップS120)で、充填装置ユニット100の回転数を変化させる処理を行う。具体的には、材料充填装置は、充填装置ユニット100の回転数を低下させ、その後、上昇させる処理を行う。
【0078】
すなわち、本変形例では、図13に示すように、充填装置ユニット100(材料移送ユニット)の回転数が第1の回転数(w1)になるまで充填装置ユニット100の回転数を上昇させ、その後、充填装置ユニット100の回転数が第2の回転数(w2)になるまで充填装置ユニット100の回転数を低下させる回転数低下処理と、充填装置ユニット100の回転数が第1の回転数(w1)になるまで充填装置ユニット100の回転数を上昇させる回転数上昇処理とを繰り返す。なお、少なくとも第1の回転数(w1)は、材料Mが収納容器110を上昇して上端から排出されるに足る値であり、かつ、第1容器20に保持された材料が貫通穴30を介して第2容器120へ移送されるに足る値である。第1の回転数(w1)の具体的な値は、実験によって導出することが可能である。
【0079】
そして、本変形例では、図13に示すように、充填装置ユニット100(材料移送ユニット)の回転開始から所定の時間(t)経過したときに、充填装置ユニット100の回転を停止させる処理を開始する。ここで、所定の時間(t)は、材料Mの第2容器120への充填処理が終了するまでの時間であり、具体的な値は実験によって導出することが可能である。
【0080】
本変形例によると、特に、第1容器20に保持された材料Mが貫通穴30に至るまでの間に、充填装置ユニット100の回転数が変化する。そのため、第1容器20内で、材料Mが第1容器20の周方向に拡がりやすくなり、材料Mの高さのばらつきを、効率よく低減することができる。
【0081】
なお、本変形例の他の態様として、図14のタイミングチャートに示すように、材料充填装置(制御手段)は、充填装置ユニット100の回転方向を変える処理を行うことも可能である。すなわち、充填装置ユニット100(材料移送ユニット)の回転数が第1の回転数(w1)になるまで充填装置ユニット100の回転数を上昇させ、その後、充填装置ユニット100が停止するまで充填装置ユニット100の回転数を低下させる。さらに、充填装置ユニット100の回転方向を変えて第1の回転数(w1)になるまで充填装置ユニット100の回転数を上昇させ、その後、充填装置ユニット100が停止するまで充填装置ユニット100の回転数を低下させる。これを所定時間繰り返すことによって、材料Mを充填する処理を行うことができる。
【0082】
(6−3)第3の変形例
本変形例では、第1容器は、図15に示すように、第1領域136及び第2領域138を有する。そして、本変形例では、図15に示すように、第1領域136と第2領域138とは、傾斜角が等しくなっている。また、第1領域136及び第2領域138の、材料Mに対する摩擦抵抗(摩擦係数)が異なるように構成されている。詳しくは、第2領域138は、第1領域136に比べて、材料Mの摩擦抵抗が大きくなるように構成されている。例えば、第1領域136及び第2領域138の表面処理の方法を変えることにより、これを実現することができる。
【0083】
本変形例によると、第2領域138において、材料Mの流動速度が、第1領域136よりも遅くなる。そのため、材料Mが貫通穴形成領域33に至るまでに、材料Mの高さのばらつきを小さくすることができ、複数の第2容器120への材料Mの充填量のばらつきを小さくすることができる。
【0084】
また、本変形例の別の態様として、第1領域136及び第2領域138を、傾斜角が異なる領域とすることも可能である(図示せず)。
【0085】
(6−4)第4の変形例
本変形例では、充填装置ユニット(材料移送ユニット)は、図16に示す第1容器21を有する。第1容器21は、底面23を有する構成となっている。第1容器21を利用した場合であっても、上記と同様の効果を奏することができるため、複数の第2容器120に充填される材料Mの量のばらつきを軽減することが可能になる。なお、第1容器21は、上端に開口25が形成されており、該開口25を通じて、第1容器21内に材料Mを収納させることが可能な構成となっている。
【符号の説明】
【0086】
1…材料充填装置、 10…収納容器保持部、 20…第1容器、 21…第1容器、 22…側面、 23…底面、 24…内側面、 25…開口、 26…下部庇部、 28…上部庇部、 30…貫通穴、 32…下部領域、 33…貫通穴形成領域、 34…上部領域、 36…第1領域、 37…第1領域、 38…第2領域、 39…第2領域、 40…容器保持部、 42…中央固定部、 44…先端保持部、 52…第1の基板、 54…支持部材、 56…第2の基板、 58…材料中継管、 60…回転軸、 70…モータ、 80…動力伝達機構、 82…モータ軸プーリー、 84…回転軸プーリー、 86…ベルト、 92…チャンバ、 94…減圧手段、 96…センサ、 100…充填装置ユニット、 110…収納容器、 112…内側面、 120…第2容器、 136…第1領域、 138…第2領域、 200…回転駆動機構、 210…制御手段、 214…回転速度制御部、 216…真空圧制御部、 218…モータ制御部、 224…操作部、 226…表示部、 300…支持体、 302…ベアリング保持部材、 304…ベアリング、 800…収納容器、 M…材料
【特許請求の範囲】
【請求項1】
第1容器に保持された材料を複数の第2容器に充填する材料充填装置であって、
側面に複数の貫通穴が形成された第1容器と、前記第1容器の外側の領域で複数の第2容器を保持する第2容器保持部とを有する材料移送ユニットと、
前記材料移送ユニットを前記第1容器の中心を通る所定の回転軸線を中心に回転させることによって、前記第1容器に保持された材料に前記第1容器の内側面に向かう遠心力を作用させる回転駆動機構と、
を含み、
前記第1容器は、前記材料が、前記遠心力の作用で前記内側面に押し付けられることにより、前記内側面の下端領域から、前記複数の貫通穴が形成された貫通穴形成領域に向かって移動するように構成されており、かつ、前記下端領域と前記貫通穴形成領域との間には、第1領域と、前記第1領域よりも前記材料の流動速度が遅くなる第2領域とが配列されている材料充填装置。
【請求項2】
請求項1に記載の材料充填装置において、
前記下端領域と前記貫通穴形成領域との間には、複数の前記第1領域及び前記第2領域が交互に配列されている材料充填装置。
【請求項3】
請求項2に記載の材料充填装置において、
前記複数の第2領域は、前記貫通穴に近付くほど幅が狭くなる材料充填装置。
【請求項4】
請求項1から請求項3のいずれかに記載の材料充填装置において、
前記第1領域及び前記第2領域は、傾斜角が異なる領域である材料充填装置。
【請求項5】
請求項1から請求項3のいずれかに記載の材料充填装置において、
前記第1領域及び前記第2領域は、前記材料との摩擦抵抗が異なる領域である材料充填装置。
【請求項6】
請求項1から請求項5のいずれかに記載の材料充填装置において、
前記回転駆動機構を制御して前記材料移送ユニットの回転数を調整する制御手段をさらに含み、
前記制御手段は、
前記材料を前記第1容器から前記第2容器に移送させる工程中に、前記材料移送ユニットの回転数を変化させる処理を行う材料充填装置。
【請求項7】
請求項6に記載の材料充填装置において、
前記制御手段は、前記材料を前記第1容器から前記第2容器に移送させる工程中に、前記材料移送ユニットの回転方向を変える処理を行う材料充填装置。
【請求項8】
内部に収納された材料を複数の容器に移送する材料充填装置構成部品であって、
複数の貫通穴が形成された側面を有し、
前記側面の内側面は、前記複数の貫通穴が形成された貫通穴形成領域の径が、下端領域の径よりも広くなっており、前記下端領域と前記貫通穴形成領域との間には、第1領域と、前記第1領域よりも前記材料の流動速度が遅くなる第2領域とが配列されており、
回転駆動機構によって回転させられることにより、内部に収納された材料が、前記複数の貫通穴を介して複数の第2容器に移送されるように構成された材料充填装置構成部品。
【請求項1】
第1容器に保持された材料を複数の第2容器に充填する材料充填装置であって、
側面に複数の貫通穴が形成された第1容器と、前記第1容器の外側の領域で複数の第2容器を保持する第2容器保持部とを有する材料移送ユニットと、
前記材料移送ユニットを前記第1容器の中心を通る所定の回転軸線を中心に回転させることによって、前記第1容器に保持された材料に前記第1容器の内側面に向かう遠心力を作用させる回転駆動機構と、
を含み、
前記第1容器は、前記材料が、前記遠心力の作用で前記内側面に押し付けられることにより、前記内側面の下端領域から、前記複数の貫通穴が形成された貫通穴形成領域に向かって移動するように構成されており、かつ、前記下端領域と前記貫通穴形成領域との間には、第1領域と、前記第1領域よりも前記材料の流動速度が遅くなる第2領域とが配列されている材料充填装置。
【請求項2】
請求項1に記載の材料充填装置において、
前記下端領域と前記貫通穴形成領域との間には、複数の前記第1領域及び前記第2領域が交互に配列されている材料充填装置。
【請求項3】
請求項2に記載の材料充填装置において、
前記複数の第2領域は、前記貫通穴に近付くほど幅が狭くなる材料充填装置。
【請求項4】
請求項1から請求項3のいずれかに記載の材料充填装置において、
前記第1領域及び前記第2領域は、傾斜角が異なる領域である材料充填装置。
【請求項5】
請求項1から請求項3のいずれかに記載の材料充填装置において、
前記第1領域及び前記第2領域は、前記材料との摩擦抵抗が異なる領域である材料充填装置。
【請求項6】
請求項1から請求項5のいずれかに記載の材料充填装置において、
前記回転駆動機構を制御して前記材料移送ユニットの回転数を調整する制御手段をさらに含み、
前記制御手段は、
前記材料を前記第1容器から前記第2容器に移送させる工程中に、前記材料移送ユニットの回転数を変化させる処理を行う材料充填装置。
【請求項7】
請求項6に記載の材料充填装置において、
前記制御手段は、前記材料を前記第1容器から前記第2容器に移送させる工程中に、前記材料移送ユニットの回転方向を変える処理を行う材料充填装置。
【請求項8】
内部に収納された材料を複数の容器に移送する材料充填装置構成部品であって、
複数の貫通穴が形成された側面を有し、
前記側面の内側面は、前記複数の貫通穴が形成された貫通穴形成領域の径が、下端領域の径よりも広くなっており、前記下端領域と前記貫通穴形成領域との間には、第1領域と、前記第1領域よりも前記材料の流動速度が遅くなる第2領域とが配列されており、
回転駆動機構によって回転させられることにより、内部に収納された材料が、前記複数の貫通穴を介して複数の第2容器に移送されるように構成された材料充填装置構成部品。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】

【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2011−16577(P2011−16577A)
【公開日】平成23年1月27日(2011.1.27)
【国際特許分類】
【出願番号】特願2009−164308(P2009−164308)
【出願日】平成21年7月11日(2009.7.11)
【出願人】(393030408)株式会社シンキー (34)
【Fターム(参考)】
【公開日】平成23年1月27日(2011.1.27)
【国際特許分類】
【出願日】平成21年7月11日(2009.7.11)
【出願人】(393030408)株式会社シンキー (34)
【Fターム(参考)】
[ Back to top ]