
材料塗布装置をパージする装置及び方法
【課題】手動式スプレーガン等の材料塗布装置内のコーティング材料流路をパージする装置及び方法を提供する。
【解決手段】手動スプレーガン又はコーティング材料塗布装置のパージ方法及び装置は、パージ空気が、塗装動作中に手で保持される握把部を通って装置内に導入され、パージ空気はまず、握把部に入った後でコーティング材料流路に入る。手動スプレーガンの制御方法及び装置は、スプレーガンハンドルに配置される第2の手動引き金を含むことができ、第2の引き金は、1つ又は複数の塗装動作パラメータを選択するように動作可能である。
【解決手段】手動スプレーガン又はコーティング材料塗布装置のパージ方法及び装置は、パージ空気が、塗装動作中に手で保持される握把部を通って装置内に導入され、パージ空気はまず、握把部に入った後でコーティング材料流路に入る。手動スプレーガンの制御方法及び装置は、スプレーガンハンドルに配置される第2の手動引き金を含むことができ、第2の引き金は、1つ又は複数の塗装動作パラメータを選択するように動作可能である。
【発明の詳細な説明】
【技術分野】
【0001】
本開示は、例えば表面をコーティング材料で噴霧又は塗装する等、表面に材料を付与する技術分野に関する。より詳細には、本開示及び本発明は、スプレーガン等の材料塗布装置をパージする装置及び方法に関する。
【背景技術】
【0002】
粉体塗料等の粉体コーティング材料は一般的に、粉体コーティング材料を噴霧することによって物体に塗布される。通常、スプレーガン又は材料塗布装置が用いられ、スプレーガンは手で保持及び操作することができるか、又は電子制御される自動スプレーガンを用いることができる。スプレー技術は、例えば、静電式、非静電式、及び摩擦帯電式を含む。スプレーガンを通る粉体流路は、好ましくない汚染を防止するために、色又は他の特性など粉体コーティング材料を切り替えるときは常にパージされなければならない。
【発明の開示】
【発明が解決しようとする課題】
【0003】
本開示は、例えば手動式スプレーガン等の材料塗布装置内のコーティング材料流路をパージすることに関連する装置及び方法の両方に関する本発明の複数の態様を提示する。
【課題を解決するための手段】
【0004】
本発明の一態様によると、パージ空気は、例えば材料塗布装置のハンドル等の握把のパージ空気入口において導入され得る。特定の一実施の形態では、パージ空気はハンドルの基部に導入され得る。別の実施の形態では、パージ空気入口は、同様にハンドルにあり得るか又はハンドルに付随し得るコーティング材料入口から分離している。別の実施の形態では、パージ空気は、ハンドルに導入されてからコーティング材料流路に入り得る。またさらなる実施の形態では、パージ空気流路は、ハンドルのパージ空気入口から、ハンドル内に少なくとも部分的に配置されるか又はハンドルに付随しているコーティング材料流路へのパージ空気流入口まで設けられ得る。
【0005】
追加の及び任意選択的な本発明の態様並びに実施の形態は、限定するものではないが、材料塗布装置のハンドル内にパージ装置を備えるコーティング材料塗布システムと、供給ホースの簡易着脱機構と、例えば逆止弁等のパージ空気流路内の一方向流れ器具と、ハンドルのパージ空気入口を使用してパージ空気をコーティング材料流路へ導入する代替的な実施の形態とを含む。
【0006】
本開示は、そのような装置の使用において具現される方法も意図する。本開示は、一実施の形態では、コーティング材料塗布装置をパージする方法であって、パージ空気が装置のハンドルを通って装置へ導入されてから材料流路に入る方法を含む本発明の方法をさらに提示する。
【0007】
さらなる本発明の態様、利点、及び利益は、添付の図面と共に以下の説明を検討すれば当業者には明らかになるであろう。
【発明を実施するための最良の形態】
【0008】
本明細書に記載の本発明は、例えば静電粉体スプレーガン等の粉体コーティング材料塗布装置の文脈において説明及び図示される。しかしながら、例示的な実施形態は本開示中に提示される本発明の種々の態様の用途又は使用に限定されることを意図しない。例えば、本発明は、非静電式装置と共に、若しくは電極を利用しない摩擦帯電ガンと共に、又はそれらの組合せと共に使用することができる。本発明はまた、いかなる特定のタイプのコーティング材料又はコーティング材料の使用にも限定されない。さらに、「スプレー」及び「スプレーパターン」という用語は、「スプレー」又は「噴霧」と一般的に呼ばれるこれらのプロセスだけでなく、付加的に、概ね乾燥した粉体コーティング材料を、空間を横切って、目標物へ向けることを含む任意の塗布技法を含むように、最も広範な意味で理解されることを意図する。しかしながら、スプレーパターンは霧化されるものであるが、必ずしも霧化される必要がないであろう。使用の際、霧化は圧力、空気、若しくはこの両方又は他の霧化技法及びそれらの組合せに基づき得る。さらになお、「スプレー」及び「スプレーパターン」という用語は、材料を目標物へ向けているいかなる特定の時間期間にも限定されない。換言すれば、材料の非常に短い噴射又は細いジェット流もさらに本明細書中の「スプレー」及び「スプレーパターン」という単語の理解の範囲内にあるものとして解釈されるべきである。
【0009】
例示的な実施形態での組合せを具現するものとして、本発明の種々の発明的態様、概念、及び特徴が本明細書において説明及び図示され得るが、これらの種々の態様、概念、及び特徴は、多くの代替的な実施形態において使用されてもよいか、個々に使用されてもよいか、又はその種々の組合せ及び部分的な組合せで使用されてもよい。本明細書において明白に除外されない限り、このような全ての組合せ及び部分的な組合せは本発明の範囲内にあることが意図される。さらになお、代替的な材料、構造、構成、方法、回路、装置、及びコンポーネント、ソフトウェア、ハードウェア、制御論理、形成、適合、及び機能に関する代替形態等のような、本発明の種々の態様、概念、及び特徴に関する種々の代替的な実施形態が本明細書に記載され得るが、このような記載は、現時点で既知であるか又は後に開発されるかにかかわらず、利用可能な代替的な実施形態の完全又は網羅的なリストであることは意図されない。当業者は、そのような実施形態が本明細書において別段に開示されていない場合であっても、本発明の範囲内の付加的な実施形態及び使用に、本発明の態様、概念、又は特徴のうち1つ又は複数を容易に採用することができる。さらに、本発明のいくつかの特徴、概念、又は態様が好ましい構成又は方法であるものとして本明細書中に記載され得るとしても、そのような記載は、そのように明記されていない限り、このような特徴が要求されるか又は必要であることを示唆することは意図されない。さらになお、例示的若しくは代表的な値及び範囲が、本開示を理解する際に役立つように挙げられ得るが、このような値及び範囲は、限定的な意味に解釈されるべきではなく、そのように明記される場合にのみ、重要な値又は範囲であることが意図される。さらに、種々の態様、特徴、及び概念は、本明細書中に発明的であるとして又は本発明の一部であるとして明記されることができ、このような明記は、排他的であることを意図せず、むしろ、このような発明として又は特定の発明の一部として明記されることなく、本明細書中に十分に記載されている本発明の態様、概念、及び特徴であってもよく、その代わりに、本発明の範囲は、添付の特許請求の範囲又は関連出願若しくは継続出願の特許請求の範囲に記載される。例示的な方法又はプロセスの記載は、全ての場合において要求されるものとして全てのステップを含むことに限定されず、また、それらのステップが提示される順序は、そのように明記されない限り、要求されるものとして又は必要であるものとして解釈されるべきではない。
【0010】
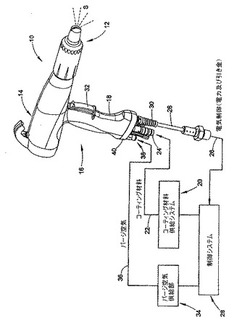
図1を参照すると、手動式材料塗布装置10がノズル部12と、銃身部14と、握把部16とを含み得る。本明細書中のいくつかの例では、装置10は例えば任意の適した材料塗布装置又はスプレーガン構成であってもよい。スプレーガン及び材料塗布装置という用語は本明細書中で交換可能に使用されるが、材料塗布装置はスプレーガンだけでなく、それ以外の多くの形態で実現されることができ、その術語に限定されないことを理解されたい。典型的には、ノズル部12、銃身部14、及び握把部16はそれぞれ、多部品組立体であり、互いから分離可能でもある。しかしながら、本明細書中の本開示及び本発明は、材料塗布装置10又はその構成部品のいかなる特定の設計、形状、又は構成(握把部16の設計、形状、若しくは構成を含む)に限定されず、加工部品、成形部品、それらの組合せ、一体部分等を含み得る。むしろ、本開示は、握把部16に関し、より詳細には、握把部16から銃身部14に沿ってノズル部12まで延在しているコーティング材料流路(図1では見えない)、又は、コーティング材料流路の少なくとも一部のパージ装置及び方法に関する。種々の発明及び本開示の発明の態様は、本明細書において明記及び開示するために、非常に多数の方法、並びに握把部16、銃身部14及びノズル部12の構成で、実現することができる。
【0011】
握把部16は、スプレーガン10の動作中に手で保持するか又は把持されるハンドル18の形態で実施することができる。静電装置10の場合、ハンドル18は操作者の手と接触すると共にアースする部分を含み得る。この記載の目的のため、握把部という用語は全体的に、塗布装置10の動作中に操作者が手で保持するか又は把持して当該装置10を支持及び制御する任意の構造体又は組立体又は部材を指すのに用いられ、ハンドル、グリップ、又は他の構造体は、このような握把の例示的な実施形態である。
【0012】
図1に示すように、コーティング材料供給部20をスプレーガン10へのコーティング材料源として用いることができる。給送又は供給ホース22を一般的に使用してスプレーガン10を供給部20と接続する。ホース連結具24を設けて供給ホース22をスプレーガンに固定取付けしてもよい。図1に示すような静電スプレーガンの場合では、静電制御ケーブルすなわち接続部26をスプレーガンの制御システム28と電気入力部30との間に設けてもよい。制御システム28はまた、例えば、操作者が、塗装動作を開始するように引き金32を作動させたか又はパージ動作を開始したことを示す引き金起動信号等の1つ又は複数の信号をスプレーガン10から受信してもよい。制御システム28は、当該技術分野において既知のように、スプレーガンの電力要件の入力電力及び動作を制御すると共に、コーティング材料供給部20、パージ供給部(説明される)、及び他のシステム関連特徴部(スプレーブース、部品コンベヤ等)の動作を制御するのに適した任意の構成とすることができる。制御システム28及び材料供給部20は、本明細書に記載されているパージ装置及び方法と組み合わせて用いられるときを除き、本発明の一部を形成しない。コーティング材料供給部20は典型的に、制御システム28で制御されるポンプを含み、それによって、制御システム28は操作者による引き金32の作動に応答してポンプを始動させる。これによって、コーティング材料が握把部18、銃身部14を流れ、ノズル部12から流出して、典型的には例えば粉体コーティング材料用に雲様パターンの形態の所望のスプレーパターンSを形成する。
【0013】
制御システム28の制御下のパージ供給部34を用いて、加圧したパージ空気又は他のガスをパージホース36に通してスプレーガン10へ供給してもよい。パージホース36は、握把部16に配置された適当なホース連結入力部(入口部)38に接続可能とすることができる。本開示の発明の一態様によれば、パージ空気は、握把部16内に又は握把部16上に配置されている入口を通して、例示的な実施形態では、ハンドル18の基部40を通してスプレーガン10の中へ導入される。そのため、握把部16へのパージ空気入口は、本明細書において以下にさらに十分に説明するように、ホース連結具24のコーティング材料入力部とは別個とすることで、パージ空気が、まず握把部16内のパージ空気流路を通過することによって、最初にコーティング材料流路(図1には図示せず)に入るようにする。
【0014】
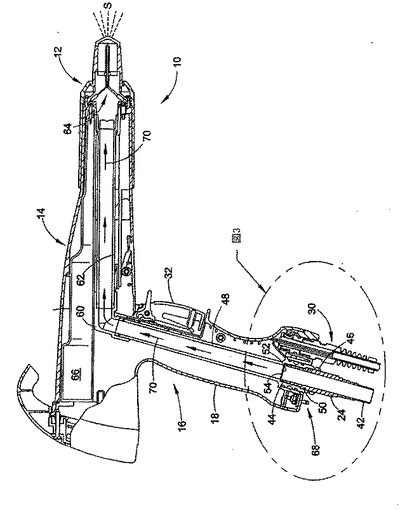
図2及び図3は、塗布装置10を長手方向断面図で示す。図示のように、ハンドル18は、長引く動作又は方向転換の際に操作者の手にかかる負担を軽くするために人間工学的に形を形成することができる。コーティング材料ホース連結具24は、供給ホース22(図示せず)の一端を受け取るようになっている第1の端部42と、入口管48の第1の端部46に入れ子式に摺動する反対の端部44とを有する。ホース連結具24と入口管48との間の接合部分にコーティング材料が逆流することを防止するために、例えばOリング等のシール50がホース連結具24のシール溝に設けられ得る。ホース連結具24の内側端部52は、入口管端部46の円筒部の前方へ延在しているが、本明細書において以下でさらに説明する理由から、内側端部52と入口管端部46の内側肩部54との間に間隙を呈するような寸法にされる。第2の内側肩部56(図3)が、入口管端部46に設けられ、ホース連結具24の軸方向挿入の量を制限し、且つホース連結具24を入口管端部46に固定するために、ホース連結具24に形成される外側肩部58(図3)と協働すると共に係合し得る。ホース連結具24の内側端部52と入口管48の内側肩部54との間に間隙を設ける他の技法を、必要に応じて使用してもよい。
【0015】
入口管48は、ハンドル18内に延在しており、例えば入れ子式の接続部等、エルボ継手60の一端部と嵌合する。エルボ継手60は、例えば入れ子式の接続部等、出口管62の第1の端部と嵌合する別の端部を有する。出口管62は銃身部14に沿ってノズル部12まで延在しており、それによって、コーティング材料が出口管の遠位端部を通って流出してノズル部12に入り、ノズル部12からスプレーパターンSを形成する。ノズル部12の詳細は本開示の発明を理解して実施するのに必要とされない。代替的な設計では、例えば、出口管自体が出口オリフィスを形成するか又は設けており、その出口オリフィスを通ってコーティング材料がノズルから出る。本明細書中の例示的な実施形態では、ノズル部12は電極組立体64を含んでいてもよく、この電極組立体64は銃身14の後部の内部電源66によって帯電される。ノズル部12の外側に位置付けられる電極チップを含む多くの異なるタイプの電極組立体と、外部電源を含む多くの異なるタイプの電源設計、構成、及び配置とを用いることができる。加圧空気源に接続可能な電極空気洗浄入口68に空気路(図示せず)を設けてもよく、この空気路は、ハンドル18を通って銃身部14に沿ってノズル部12内へ延在しているので、空気流をノズル先端部に通すことにより、ノズル先端部にコーティング材料が蓄積しないようにするのに役立つ。
【0016】
したがって、入口管48、エルボ60、及び出口管62は組み合わさってコーティング材料流路を形成又は画定し、例示的な実施形態では、コーティング材料流路は、入口管48、エルボ60、及び出口管62の内部容積によって形成され、(且つ、符号70を付されている矢印で表されるように)ハンドル18から銃身部14に沿ってノズル部12へ延在している。本開示の目的で、コーティング材料流路70は、全体の材料流路のうちパージすることができる部分であると考えられ、したがって本開示の例示的な実施形態では、ノズル部12を含むものとさらに考えられ得る。コーティング材料流路70が、握把部16内に配置される少なくとも一部を含むか又は握把部16に付随する少なくとも一部を含むことが重要である。本明細書の例示的な実施形態では、コーティング材料流路の一部は握把部16の内部容積部内に配置されるが、いくつかの代替的な例を挙げると、本発明は、材料流路が握把部16の外側壁の一部であるか又は当該外側壁に配置される部分を含んでもよいことを意図する。材料流路は代替的に、別個の入口管及び出口管並びにエルボではなく、スプレーガン本体内に一体形成される通路として設けてもよい。
【0017】
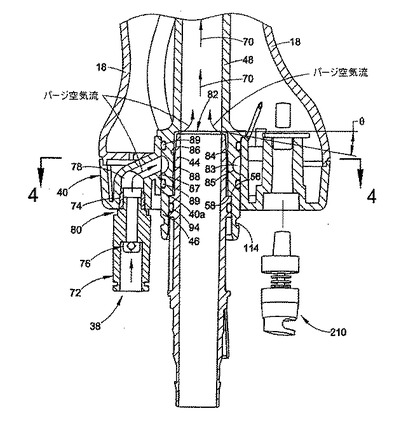
図3は、図2の塗布装置10の基部部分の拡大図を示す。パージホース連結具72が設けられ、握把部16の受入口74に挿入されている。特にこの場合では、受入口74は、ハンドル18の基部40内に配置されている。パージホース連結具は、パージホース36(図1)を着脱可能に保持するようになっている。任意選択的な逆止弁76は、パージ空気流路に沿った任意の点に設けられ得るが、この例では、パージホース連結具72内に配置するのが便利であり得る。任意の好適な逆止弁を使用することができる。任意選択的な逆止弁76を用いて、コーティング材料がコーティング材料流路からパージ空気供給部34又はパージ空気供給ホース36へ逆流することを防止することができる。
【0018】
内部パージ空気通路78は、(塗装動作とは区別されるパージ動作中に)パージ空気連結具72からのパージ空気を受け取る。したがって、通路78は、この実施形態ではハンドル18へのパージ空気入口80を画定するが、代替的には、パージホース連結具72の外側端部がパージ空気入口であると考えてもよい。通路78はまた、パージ空気入口80からコーティング材料流路70へパージ空気流を供給するパージ空気流路を一部画定する。このパージ空気入口80は、ハンドル18へのコーティング材料入口82から分離している。コーティング材料入口が供給ホース22のガン端部であると見なすか、ホース連結具24の内側端部44であると見なすか、又は入口管48へのコーティング材料入口であると見なすかは重要な差異ではないが、例示的な実施形態の場合、本発明では、肩部54がコーティング材料入口82を画定するか又は囲むものと見なす。これは、この実施形態では、肩部54がコーティング材料流路70のパージを開始する領域であるためである。いずれの場合においても、顕著な特徴は、握把部16に配置されるか又はそうでなければ握把部16に付随しているパージ空気入口がコーティング材料入口82から分離しているということである。分離されていることは、パージ空気が、コーティング材料流路から少なくとも初めは隔離されているパージ空気流路に沿って握把部16に入ることを意味する(パージ空気流路80は、パージ動作中にパージ空気がコーティング材料をパージすることができるようにコーティング材料流路82と流体連通していることに留意されたい)。言い換えると、パージ空気は握把部16に入ってからコーティング材料流路70に入る。これとは対照的に、例えば、既知のシステムは、パージ空気がコーティング材料流路に入ってからスプレーガンのハンドルを通過するように、コーティング材料供給部20の近くの供給ホース22にパージ空気を印加し戻すことによってパージする。
【0019】
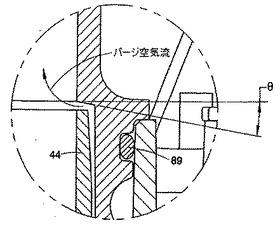
図5の拡大図と共に引き続き図3を参照すると、パージ空気通路78の内側端部は、周方向凹部領域又は切欠き部85及び基部部材40の内面40aによって形成される空洞部83へ開いている。凹部85は、例えば、入口管端部46の外面87に設けられ得る。例えばOリングシール等の2つのシール89を用いて、ハンドル18の内部への空気の損失、又はハンドル18の後端部からの空気の損失に抗して空洞部83を密封することができる。
【0020】
環状部分又は環状容積部84が、ホース連結具24の内側端部44の外面86と、入口管48の第1の端部46の内面88との間に形成されている。この環状部分84は、ホース連結具24の内側端部52まで、且つこれをわずかに越えて延在している。たとえばOリングシール等のシール94を用いて、パージ空気がスプレーガンの後端部から流れ出ることを阻止することができる。このように、パージ空気は環状部分84まで強制的に移動させられてから、その領域又はコーティング材料入口82において入口管48に入ることによってコーティング材料流路70に入る。
【0021】
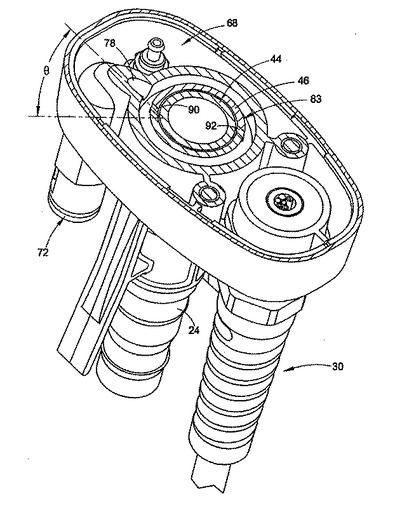
パージ空気通路78に入るパージ空気は凹部85内へ流れる。図4に最もよく示されるように(図4も、本明細書において以下で説明するホース保持器を部分的に示すことに留意されたい)、少なくとも1つの、この実施形態では2つの貫通孔90及び92が、凹部85の領域において、入口管48の内側端部46の壁を通して設けられる。したがって、パージ空気は、空洞部83の容積部から貫通孔90、92を介して環状容積部84へ通過する。この孔90、92は、パージ空気を空洞部83から環状容積部84へ流すことができる任意の便利な位置に配置することができる。同様に図4に示すように、貫通孔90、92は任意選択的に、環状容積部84内へ半径方向である以外に、所定の向き又は角度αで形成され得る。換言すると、環状容積部84の周りに旋回すなわち回転タイプの流れパターンを与えるように幾分接線方向であるか又は半径方向からずれている。
【0022】
再び図2、図3、及び図5を参照すると、内側肩部54は、半径方向の肩部というよりも、任意選択的に、半径方向から角度θで形成され得る。肩部の角度θは重要ではなく、例えば半径方向から数度程の小ささであってもよい。いくつかの場合では、肩部54が半径方向である場合、パージ空気はスプレーガンを通って前進するのではなく供給ホース22へ逆流して流れる可能性があることが判明している。これは、肩部を数度傾けること、又は肩部に面取り部を形成することによって防止することができる。しかし、角度θは、大きくし過ぎてはならない。これは、いくつかの場合においてポンプ効果を生じる可能性があり、このポンプ効果によってコーティング材料がパージ動作中に供給ホースからガン内へ吸い込まれる可能性がある。角度θの好適な範囲は、(半径方向から)約2度〜(半径方向から)約30度であり、より好ましい値は(半径方向から)約10度であり得る。しかし、当業者は、角度θがスプレーガンの全体の設計及びパージ要件に基づいて決定されることを理解するであろう。
【0023】
図6を参照すると、ホース接続部を有する任意の材料塗布ガンにおいて用いられ得るような迅速着脱機構100を示す。ホース連結具24には、任意選択的な付加的な特徴部として機構100を設けてもよく、又は機構100をホース連結具24と一体化してもよい。1組の可撓性アーム102が設けられる。特定の用途に応じて、わずか1本のそのようなアーム、又は2本以上のアームがあり得る。各アーム102は、取付脚部104を含み、取付脚部104は、ホース連結具24に取り付けられるか又は他の方法で固定される。取付脚部104は、屈曲アーム106のほぼ中間部分にあるが必ずしもその必要はない枢着点108において屈曲アーム106に取り付けられる。屈曲アーム106は、内方に延在しているフック又は留め具112を有する遠位端部110を有する。各屈曲アームは、その自由状態では、フック112が入口管48の下端部46の外面に設けられる周方向の溝114(又は代替的には一連の短い溝)(同様に図3を参照のこと)内に収容されるように、好適に付勢される。種々の部品は、(供給ホース22が既に取り付けられているか又は取り付けられていない)ホース連結具24が、(図3に示すように肩部56及び58が当接するように)入口管端部46内に十分に挿入されると、フック112が溝114に嵌まり、供給ホース22又はホース連結具24に不用意に力が加わることによってホース連結具24が引き出されることを防止するように働くような寸法である。(ホースが取り付けられているか又は取り付けられていない)ホース連結具24を迅速に取り外すために、操作者は、可撓性アーム102の遠位端部116に単に内向きの力を加え、溝114からフック112を解放するようにアーム102を枢動させ、したがってホース連結具24を入口管48から容易に引き抜くことができる。
【0024】
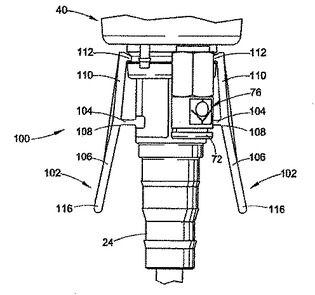
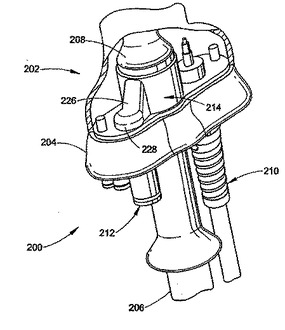
次いで図7〜図9を参照すると、例えば手動式スプレーガン等の手動コーティング材料塗布装置200のパージ機構の代替的な一実施形態が示されている。図7及び図9は、図示を容易にし且つ分かりやすくするためにスプレーガン200の握把部の大部分を透視図で示し、且つハンドルの基部における対象の領域のみを示し、ガン構造体の残りの部分は省略するが、図1〜図5に示す構造と同様である必要はなく、又は任意の他の好適なガン配置及び構成であり得ることに留意されたい。
【0025】
この実施形態では、塗布装置200は、基部204を有する握把部202を含んでもよく、握把部202は、スプレーガン200の動作中に操作者が手で把持する。コーティング材料供給ホース206は、塗装動作中にコーティング材料が入口管208に流れることができるように任意の便利な機構によってスプレーガン200に接続され得る(図9を参照のこと)。したがって、入口管208は、コーティング材料流路209の一部分を画定し(このコーティング材料流路209は、上述の実施形態におけるのと同様に、握把部を通って銃身部に沿ってノズル部まで延在している)、上記一部分は、握把部内に配置されている。この例では、コーティング材料は、握把部202の基部204を通ってスプレーガン200に入る。静電スプレーガンの場合は、電気入力接続部210が含まれ得る。パージ空気入口連結具212が設けられ、これは、図1の実施形態のホース36のようなパージ空気ホース(図示せず)に接続可能である。本明細書の第1の実施形態におけるように、パージ空気は、この例では基部204を通って、コーティング材料の入口経路から分離されている経路に沿って握把部202に入る。
【0026】
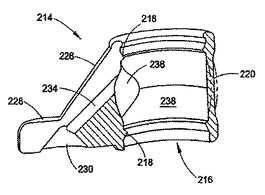
弾性靴型部材214は、パージ動作中にコーティング材料流路209をパージするためにパージ空気をコーティング材料流路に導入することができる機構を提供する。図8A及び図8Bに最もよく示されるように、靴型部材214は、入口管208のパージ入口部分の周りに密着して受け入れられる概ね円筒形の本体部分216を含み得る。円筒形の部分216は、加圧されたパージ空気を含むように入口管の外面と密着して係合する1つ又は複数のリップシール218を含んでもよく、且つ加圧されたパージ空気が靴型部材に印加されるときに円筒形の壁の中心部分220を浮袋のように膨張させることができる。壁220のこの膨張は、分かりやすくするために幾分誇張して図8Aに仮想線で示されている。
【0027】
図9に最もよく示されるように、入口管208は、1つ又は複数の貫通孔222を含み、貫通孔222は、入口管208の外面224から延在して、コーティング材料流路209に開いている。入口管208に取り付けられると、靴型部材の中央壁部分220の内面は、パージ空気が存在しない場合に貫通孔(複数可)222を密封するために当該貫通孔222の領域において入口管の外面224に対して面シールを形成する。パージ空気が靴型部材に存在するときは、空気圧によって壁部分220が外方に膨張し、したがって壁220の内面を入口管208の外面224から分離することによって面シールを開き、それによって、パージ空気が孔222を通って、コーティング材料流路209まで流れることができる。
【0028】
再び図8A及び図8Bを参照すると、靴型部材214は端部に入口キャップ228を有する延長脚部226を含み得る。入口キャップ228には、その下面に、パージ空気入口管232(同様に図9を参照のこと)と重なる空洞部230が設けられ得る。通路234は、空洞部230から延長脚部226を通って、リップシール218とリップシール218との間の、靴型部材本体216の中央円筒形部分内の幾分膨張した容積部236まで延在している。このように、パージ空気入口232からのパージ空気は、靴型部材の円筒形壁の内面238と入口管208の外面224との間の環状領域に流れる。図8Aは、加圧されたパージ空気が靴型部材214に導入されるときの、壁部分220の風船効果を仮想線で、且つ幾分誇張して示す。
【0029】
本発明は、例示的な実施形態を参照して説明している。本明細書及び図面を読んで理解すれば、変更形態及び代替形態が当業者には容易に想起されるであろう。添付の特許請求の範囲又はその均等物内にある限り、このような全ての変更形態及び代替形態を含むことが意図される。
【図面の簡単な説明】
【0030】
【図1】材料塗布システムにおける、本開示の発明の1つ又は複数の態様を組み込んでいる材料塗布装置の一実施形態の等角投影図である。
【図2】長手方向断面で示す、図1の材料塗布装置の実施形態の立面図である。
【図3】図2において円で囲った領域の拡大図である。
【図4】図3の材料塗布装置の、線3−3に沿った横断面の斜視図である。
【図5】図1〜図4の例示的な実施形態に関する、パージ空気流路とコーティング材料流路との間の接合部の拡大図である。
【図6】図1の実施形態と共に使用され得るような材料塗布装置への供給ホースの迅速着脱組立体の側面図である。
【図7】手動スプレーガンのパージ機構の別の実施形態を部分的に断面で示す斜視図である。
【図8A】パージ空気靴型部材を部分的に長手方向断面で示す図である。
【図8B】パージ空気靴型部材の等角図である。
【図9】図7の実施形態を長手方向断面で示す別の図である。
【技術分野】
【0001】
本開示は、例えば表面をコーティング材料で噴霧又は塗装する等、表面に材料を付与する技術分野に関する。より詳細には、本開示及び本発明は、スプレーガン等の材料塗布装置をパージする装置及び方法に関する。
【背景技術】
【0002】
粉体塗料等の粉体コーティング材料は一般的に、粉体コーティング材料を噴霧することによって物体に塗布される。通常、スプレーガン又は材料塗布装置が用いられ、スプレーガンは手で保持及び操作することができるか、又は電子制御される自動スプレーガンを用いることができる。スプレー技術は、例えば、静電式、非静電式、及び摩擦帯電式を含む。スプレーガンを通る粉体流路は、好ましくない汚染を防止するために、色又は他の特性など粉体コーティング材料を切り替えるときは常にパージされなければならない。
【発明の開示】
【発明が解決しようとする課題】
【0003】
本開示は、例えば手動式スプレーガン等の材料塗布装置内のコーティング材料流路をパージすることに関連する装置及び方法の両方に関する本発明の複数の態様を提示する。
【課題を解決するための手段】
【0004】
本発明の一態様によると、パージ空気は、例えば材料塗布装置のハンドル等の握把のパージ空気入口において導入され得る。特定の一実施の形態では、パージ空気はハンドルの基部に導入され得る。別の実施の形態では、パージ空気入口は、同様にハンドルにあり得るか又はハンドルに付随し得るコーティング材料入口から分離している。別の実施の形態では、パージ空気は、ハンドルに導入されてからコーティング材料流路に入り得る。またさらなる実施の形態では、パージ空気流路は、ハンドルのパージ空気入口から、ハンドル内に少なくとも部分的に配置されるか又はハンドルに付随しているコーティング材料流路へのパージ空気流入口まで設けられ得る。
【0005】
追加の及び任意選択的な本発明の態様並びに実施の形態は、限定するものではないが、材料塗布装置のハンドル内にパージ装置を備えるコーティング材料塗布システムと、供給ホースの簡易着脱機構と、例えば逆止弁等のパージ空気流路内の一方向流れ器具と、ハンドルのパージ空気入口を使用してパージ空気をコーティング材料流路へ導入する代替的な実施の形態とを含む。
【0006】
本開示は、そのような装置の使用において具現される方法も意図する。本開示は、一実施の形態では、コーティング材料塗布装置をパージする方法であって、パージ空気が装置のハンドルを通って装置へ導入されてから材料流路に入る方法を含む本発明の方法をさらに提示する。
【0007】
さらなる本発明の態様、利点、及び利益は、添付の図面と共に以下の説明を検討すれば当業者には明らかになるであろう。
【発明を実施するための最良の形態】
【0008】
本明細書に記載の本発明は、例えば静電粉体スプレーガン等の粉体コーティング材料塗布装置の文脈において説明及び図示される。しかしながら、例示的な実施形態は本開示中に提示される本発明の種々の態様の用途又は使用に限定されることを意図しない。例えば、本発明は、非静電式装置と共に、若しくは電極を利用しない摩擦帯電ガンと共に、又はそれらの組合せと共に使用することができる。本発明はまた、いかなる特定のタイプのコーティング材料又はコーティング材料の使用にも限定されない。さらに、「スプレー」及び「スプレーパターン」という用語は、「スプレー」又は「噴霧」と一般的に呼ばれるこれらのプロセスだけでなく、付加的に、概ね乾燥した粉体コーティング材料を、空間を横切って、目標物へ向けることを含む任意の塗布技法を含むように、最も広範な意味で理解されることを意図する。しかしながら、スプレーパターンは霧化されるものであるが、必ずしも霧化される必要がないであろう。使用の際、霧化は圧力、空気、若しくはこの両方又は他の霧化技法及びそれらの組合せに基づき得る。さらになお、「スプレー」及び「スプレーパターン」という用語は、材料を目標物へ向けているいかなる特定の時間期間にも限定されない。換言すれば、材料の非常に短い噴射又は細いジェット流もさらに本明細書中の「スプレー」及び「スプレーパターン」という単語の理解の範囲内にあるものとして解釈されるべきである。
【0009】
例示的な実施形態での組合せを具現するものとして、本発明の種々の発明的態様、概念、及び特徴が本明細書において説明及び図示され得るが、これらの種々の態様、概念、及び特徴は、多くの代替的な実施形態において使用されてもよいか、個々に使用されてもよいか、又はその種々の組合せ及び部分的な組合せで使用されてもよい。本明細書において明白に除外されない限り、このような全ての組合せ及び部分的な組合せは本発明の範囲内にあることが意図される。さらになお、代替的な材料、構造、構成、方法、回路、装置、及びコンポーネント、ソフトウェア、ハードウェア、制御論理、形成、適合、及び機能に関する代替形態等のような、本発明の種々の態様、概念、及び特徴に関する種々の代替的な実施形態が本明細書に記載され得るが、このような記載は、現時点で既知であるか又は後に開発されるかにかかわらず、利用可能な代替的な実施形態の完全又は網羅的なリストであることは意図されない。当業者は、そのような実施形態が本明細書において別段に開示されていない場合であっても、本発明の範囲内の付加的な実施形態及び使用に、本発明の態様、概念、又は特徴のうち1つ又は複数を容易に採用することができる。さらに、本発明のいくつかの特徴、概念、又は態様が好ましい構成又は方法であるものとして本明細書中に記載され得るとしても、そのような記載は、そのように明記されていない限り、このような特徴が要求されるか又は必要であることを示唆することは意図されない。さらになお、例示的若しくは代表的な値及び範囲が、本開示を理解する際に役立つように挙げられ得るが、このような値及び範囲は、限定的な意味に解釈されるべきではなく、そのように明記される場合にのみ、重要な値又は範囲であることが意図される。さらに、種々の態様、特徴、及び概念は、本明細書中に発明的であるとして又は本発明の一部であるとして明記されることができ、このような明記は、排他的であることを意図せず、むしろ、このような発明として又は特定の発明の一部として明記されることなく、本明細書中に十分に記載されている本発明の態様、概念、及び特徴であってもよく、その代わりに、本発明の範囲は、添付の特許請求の範囲又は関連出願若しくは継続出願の特許請求の範囲に記載される。例示的な方法又はプロセスの記載は、全ての場合において要求されるものとして全てのステップを含むことに限定されず、また、それらのステップが提示される順序は、そのように明記されない限り、要求されるものとして又は必要であるものとして解釈されるべきではない。
【0010】
図1を参照すると、手動式材料塗布装置10がノズル部12と、銃身部14と、握把部16とを含み得る。本明細書中のいくつかの例では、装置10は例えば任意の適した材料塗布装置又はスプレーガン構成であってもよい。スプレーガン及び材料塗布装置という用語は本明細書中で交換可能に使用されるが、材料塗布装置はスプレーガンだけでなく、それ以外の多くの形態で実現されることができ、その術語に限定されないことを理解されたい。典型的には、ノズル部12、銃身部14、及び握把部16はそれぞれ、多部品組立体であり、互いから分離可能でもある。しかしながら、本明細書中の本開示及び本発明は、材料塗布装置10又はその構成部品のいかなる特定の設計、形状、又は構成(握把部16の設計、形状、若しくは構成を含む)に限定されず、加工部品、成形部品、それらの組合せ、一体部分等を含み得る。むしろ、本開示は、握把部16に関し、より詳細には、握把部16から銃身部14に沿ってノズル部12まで延在しているコーティング材料流路(図1では見えない)、又は、コーティング材料流路の少なくとも一部のパージ装置及び方法に関する。種々の発明及び本開示の発明の態様は、本明細書において明記及び開示するために、非常に多数の方法、並びに握把部16、銃身部14及びノズル部12の構成で、実現することができる。
【0011】
握把部16は、スプレーガン10の動作中に手で保持するか又は把持されるハンドル18の形態で実施することができる。静電装置10の場合、ハンドル18は操作者の手と接触すると共にアースする部分を含み得る。この記載の目的のため、握把部という用語は全体的に、塗布装置10の動作中に操作者が手で保持するか又は把持して当該装置10を支持及び制御する任意の構造体又は組立体又は部材を指すのに用いられ、ハンドル、グリップ、又は他の構造体は、このような握把の例示的な実施形態である。
【0012】
図1に示すように、コーティング材料供給部20をスプレーガン10へのコーティング材料源として用いることができる。給送又は供給ホース22を一般的に使用してスプレーガン10を供給部20と接続する。ホース連結具24を設けて供給ホース22をスプレーガンに固定取付けしてもよい。図1に示すような静電スプレーガンの場合では、静電制御ケーブルすなわち接続部26をスプレーガンの制御システム28と電気入力部30との間に設けてもよい。制御システム28はまた、例えば、操作者が、塗装動作を開始するように引き金32を作動させたか又はパージ動作を開始したことを示す引き金起動信号等の1つ又は複数の信号をスプレーガン10から受信してもよい。制御システム28は、当該技術分野において既知のように、スプレーガンの電力要件の入力電力及び動作を制御すると共に、コーティング材料供給部20、パージ供給部(説明される)、及び他のシステム関連特徴部(スプレーブース、部品コンベヤ等)の動作を制御するのに適した任意の構成とすることができる。制御システム28及び材料供給部20は、本明細書に記載されているパージ装置及び方法と組み合わせて用いられるときを除き、本発明の一部を形成しない。コーティング材料供給部20は典型的に、制御システム28で制御されるポンプを含み、それによって、制御システム28は操作者による引き金32の作動に応答してポンプを始動させる。これによって、コーティング材料が握把部18、銃身部14を流れ、ノズル部12から流出して、典型的には例えば粉体コーティング材料用に雲様パターンの形態の所望のスプレーパターンSを形成する。
【0013】
制御システム28の制御下のパージ供給部34を用いて、加圧したパージ空気又は他のガスをパージホース36に通してスプレーガン10へ供給してもよい。パージホース36は、握把部16に配置された適当なホース連結入力部(入口部)38に接続可能とすることができる。本開示の発明の一態様によれば、パージ空気は、握把部16内に又は握把部16上に配置されている入口を通して、例示的な実施形態では、ハンドル18の基部40を通してスプレーガン10の中へ導入される。そのため、握把部16へのパージ空気入口は、本明細書において以下にさらに十分に説明するように、ホース連結具24のコーティング材料入力部とは別個とすることで、パージ空気が、まず握把部16内のパージ空気流路を通過することによって、最初にコーティング材料流路(図1には図示せず)に入るようにする。
【0014】
図2及び図3は、塗布装置10を長手方向断面図で示す。図示のように、ハンドル18は、長引く動作又は方向転換の際に操作者の手にかかる負担を軽くするために人間工学的に形を形成することができる。コーティング材料ホース連結具24は、供給ホース22(図示せず)の一端を受け取るようになっている第1の端部42と、入口管48の第1の端部46に入れ子式に摺動する反対の端部44とを有する。ホース連結具24と入口管48との間の接合部分にコーティング材料が逆流することを防止するために、例えばOリング等のシール50がホース連結具24のシール溝に設けられ得る。ホース連結具24の内側端部52は、入口管端部46の円筒部の前方へ延在しているが、本明細書において以下でさらに説明する理由から、内側端部52と入口管端部46の内側肩部54との間に間隙を呈するような寸法にされる。第2の内側肩部56(図3)が、入口管端部46に設けられ、ホース連結具24の軸方向挿入の量を制限し、且つホース連結具24を入口管端部46に固定するために、ホース連結具24に形成される外側肩部58(図3)と協働すると共に係合し得る。ホース連結具24の内側端部52と入口管48の内側肩部54との間に間隙を設ける他の技法を、必要に応じて使用してもよい。
【0015】
入口管48は、ハンドル18内に延在しており、例えば入れ子式の接続部等、エルボ継手60の一端部と嵌合する。エルボ継手60は、例えば入れ子式の接続部等、出口管62の第1の端部と嵌合する別の端部を有する。出口管62は銃身部14に沿ってノズル部12まで延在しており、それによって、コーティング材料が出口管の遠位端部を通って流出してノズル部12に入り、ノズル部12からスプレーパターンSを形成する。ノズル部12の詳細は本開示の発明を理解して実施するのに必要とされない。代替的な設計では、例えば、出口管自体が出口オリフィスを形成するか又は設けており、その出口オリフィスを通ってコーティング材料がノズルから出る。本明細書中の例示的な実施形態では、ノズル部12は電極組立体64を含んでいてもよく、この電極組立体64は銃身14の後部の内部電源66によって帯電される。ノズル部12の外側に位置付けられる電極チップを含む多くの異なるタイプの電極組立体と、外部電源を含む多くの異なるタイプの電源設計、構成、及び配置とを用いることができる。加圧空気源に接続可能な電極空気洗浄入口68に空気路(図示せず)を設けてもよく、この空気路は、ハンドル18を通って銃身部14に沿ってノズル部12内へ延在しているので、空気流をノズル先端部に通すことにより、ノズル先端部にコーティング材料が蓄積しないようにするのに役立つ。
【0016】
したがって、入口管48、エルボ60、及び出口管62は組み合わさってコーティング材料流路を形成又は画定し、例示的な実施形態では、コーティング材料流路は、入口管48、エルボ60、及び出口管62の内部容積によって形成され、(且つ、符号70を付されている矢印で表されるように)ハンドル18から銃身部14に沿ってノズル部12へ延在している。本開示の目的で、コーティング材料流路70は、全体の材料流路のうちパージすることができる部分であると考えられ、したがって本開示の例示的な実施形態では、ノズル部12を含むものとさらに考えられ得る。コーティング材料流路70が、握把部16内に配置される少なくとも一部を含むか又は握把部16に付随する少なくとも一部を含むことが重要である。本明細書の例示的な実施形態では、コーティング材料流路の一部は握把部16の内部容積部内に配置されるが、いくつかの代替的な例を挙げると、本発明は、材料流路が握把部16の外側壁の一部であるか又は当該外側壁に配置される部分を含んでもよいことを意図する。材料流路は代替的に、別個の入口管及び出口管並びにエルボではなく、スプレーガン本体内に一体形成される通路として設けてもよい。
【0017】
図3は、図2の塗布装置10の基部部分の拡大図を示す。パージホース連結具72が設けられ、握把部16の受入口74に挿入されている。特にこの場合では、受入口74は、ハンドル18の基部40内に配置されている。パージホース連結具は、パージホース36(図1)を着脱可能に保持するようになっている。任意選択的な逆止弁76は、パージ空気流路に沿った任意の点に設けられ得るが、この例では、パージホース連結具72内に配置するのが便利であり得る。任意の好適な逆止弁を使用することができる。任意選択的な逆止弁76を用いて、コーティング材料がコーティング材料流路からパージ空気供給部34又はパージ空気供給ホース36へ逆流することを防止することができる。
【0018】
内部パージ空気通路78は、(塗装動作とは区別されるパージ動作中に)パージ空気連結具72からのパージ空気を受け取る。したがって、通路78は、この実施形態ではハンドル18へのパージ空気入口80を画定するが、代替的には、パージホース連結具72の外側端部がパージ空気入口であると考えてもよい。通路78はまた、パージ空気入口80からコーティング材料流路70へパージ空気流を供給するパージ空気流路を一部画定する。このパージ空気入口80は、ハンドル18へのコーティング材料入口82から分離している。コーティング材料入口が供給ホース22のガン端部であると見なすか、ホース連結具24の内側端部44であると見なすか、又は入口管48へのコーティング材料入口であると見なすかは重要な差異ではないが、例示的な実施形態の場合、本発明では、肩部54がコーティング材料入口82を画定するか又は囲むものと見なす。これは、この実施形態では、肩部54がコーティング材料流路70のパージを開始する領域であるためである。いずれの場合においても、顕著な特徴は、握把部16に配置されるか又はそうでなければ握把部16に付随しているパージ空気入口がコーティング材料入口82から分離しているということである。分離されていることは、パージ空気が、コーティング材料流路から少なくとも初めは隔離されているパージ空気流路に沿って握把部16に入ることを意味する(パージ空気流路80は、パージ動作中にパージ空気がコーティング材料をパージすることができるようにコーティング材料流路82と流体連通していることに留意されたい)。言い換えると、パージ空気は握把部16に入ってからコーティング材料流路70に入る。これとは対照的に、例えば、既知のシステムは、パージ空気がコーティング材料流路に入ってからスプレーガンのハンドルを通過するように、コーティング材料供給部20の近くの供給ホース22にパージ空気を印加し戻すことによってパージする。
【0019】
図5の拡大図と共に引き続き図3を参照すると、パージ空気通路78の内側端部は、周方向凹部領域又は切欠き部85及び基部部材40の内面40aによって形成される空洞部83へ開いている。凹部85は、例えば、入口管端部46の外面87に設けられ得る。例えばOリングシール等の2つのシール89を用いて、ハンドル18の内部への空気の損失、又はハンドル18の後端部からの空気の損失に抗して空洞部83を密封することができる。
【0020】
環状部分又は環状容積部84が、ホース連結具24の内側端部44の外面86と、入口管48の第1の端部46の内面88との間に形成されている。この環状部分84は、ホース連結具24の内側端部52まで、且つこれをわずかに越えて延在している。たとえばOリングシール等のシール94を用いて、パージ空気がスプレーガンの後端部から流れ出ることを阻止することができる。このように、パージ空気は環状部分84まで強制的に移動させられてから、その領域又はコーティング材料入口82において入口管48に入ることによってコーティング材料流路70に入る。
【0021】
パージ空気通路78に入るパージ空気は凹部85内へ流れる。図4に最もよく示されるように(図4も、本明細書において以下で説明するホース保持器を部分的に示すことに留意されたい)、少なくとも1つの、この実施形態では2つの貫通孔90及び92が、凹部85の領域において、入口管48の内側端部46の壁を通して設けられる。したがって、パージ空気は、空洞部83の容積部から貫通孔90、92を介して環状容積部84へ通過する。この孔90、92は、パージ空気を空洞部83から環状容積部84へ流すことができる任意の便利な位置に配置することができる。同様に図4に示すように、貫通孔90、92は任意選択的に、環状容積部84内へ半径方向である以外に、所定の向き又は角度αで形成され得る。換言すると、環状容積部84の周りに旋回すなわち回転タイプの流れパターンを与えるように幾分接線方向であるか又は半径方向からずれている。
【0022】
再び図2、図3、及び図5を参照すると、内側肩部54は、半径方向の肩部というよりも、任意選択的に、半径方向から角度θで形成され得る。肩部の角度θは重要ではなく、例えば半径方向から数度程の小ささであってもよい。いくつかの場合では、肩部54が半径方向である場合、パージ空気はスプレーガンを通って前進するのではなく供給ホース22へ逆流して流れる可能性があることが判明している。これは、肩部を数度傾けること、又は肩部に面取り部を形成することによって防止することができる。しかし、角度θは、大きくし過ぎてはならない。これは、いくつかの場合においてポンプ効果を生じる可能性があり、このポンプ効果によってコーティング材料がパージ動作中に供給ホースからガン内へ吸い込まれる可能性がある。角度θの好適な範囲は、(半径方向から)約2度〜(半径方向から)約30度であり、より好ましい値は(半径方向から)約10度であり得る。しかし、当業者は、角度θがスプレーガンの全体の設計及びパージ要件に基づいて決定されることを理解するであろう。
【0023】
図6を参照すると、ホース接続部を有する任意の材料塗布ガンにおいて用いられ得るような迅速着脱機構100を示す。ホース連結具24には、任意選択的な付加的な特徴部として機構100を設けてもよく、又は機構100をホース連結具24と一体化してもよい。1組の可撓性アーム102が設けられる。特定の用途に応じて、わずか1本のそのようなアーム、又は2本以上のアームがあり得る。各アーム102は、取付脚部104を含み、取付脚部104は、ホース連結具24に取り付けられるか又は他の方法で固定される。取付脚部104は、屈曲アーム106のほぼ中間部分にあるが必ずしもその必要はない枢着点108において屈曲アーム106に取り付けられる。屈曲アーム106は、内方に延在しているフック又は留め具112を有する遠位端部110を有する。各屈曲アームは、その自由状態では、フック112が入口管48の下端部46の外面に設けられる周方向の溝114(又は代替的には一連の短い溝)(同様に図3を参照のこと)内に収容されるように、好適に付勢される。種々の部品は、(供給ホース22が既に取り付けられているか又は取り付けられていない)ホース連結具24が、(図3に示すように肩部56及び58が当接するように)入口管端部46内に十分に挿入されると、フック112が溝114に嵌まり、供給ホース22又はホース連結具24に不用意に力が加わることによってホース連結具24が引き出されることを防止するように働くような寸法である。(ホースが取り付けられているか又は取り付けられていない)ホース連結具24を迅速に取り外すために、操作者は、可撓性アーム102の遠位端部116に単に内向きの力を加え、溝114からフック112を解放するようにアーム102を枢動させ、したがってホース連結具24を入口管48から容易に引き抜くことができる。
【0024】
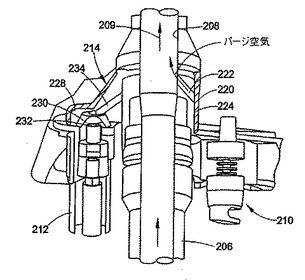
次いで図7〜図9を参照すると、例えば手動式スプレーガン等の手動コーティング材料塗布装置200のパージ機構の代替的な一実施形態が示されている。図7及び図9は、図示を容易にし且つ分かりやすくするためにスプレーガン200の握把部の大部分を透視図で示し、且つハンドルの基部における対象の領域のみを示し、ガン構造体の残りの部分は省略するが、図1〜図5に示す構造と同様である必要はなく、又は任意の他の好適なガン配置及び構成であり得ることに留意されたい。
【0025】
この実施形態では、塗布装置200は、基部204を有する握把部202を含んでもよく、握把部202は、スプレーガン200の動作中に操作者が手で把持する。コーティング材料供給ホース206は、塗装動作中にコーティング材料が入口管208に流れることができるように任意の便利な機構によってスプレーガン200に接続され得る(図9を参照のこと)。したがって、入口管208は、コーティング材料流路209の一部分を画定し(このコーティング材料流路209は、上述の実施形態におけるのと同様に、握把部を通って銃身部に沿ってノズル部まで延在している)、上記一部分は、握把部内に配置されている。この例では、コーティング材料は、握把部202の基部204を通ってスプレーガン200に入る。静電スプレーガンの場合は、電気入力接続部210が含まれ得る。パージ空気入口連結具212が設けられ、これは、図1の実施形態のホース36のようなパージ空気ホース(図示せず)に接続可能である。本明細書の第1の実施形態におけるように、パージ空気は、この例では基部204を通って、コーティング材料の入口経路から分離されている経路に沿って握把部202に入る。
【0026】
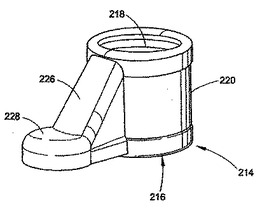
弾性靴型部材214は、パージ動作中にコーティング材料流路209をパージするためにパージ空気をコーティング材料流路に導入することができる機構を提供する。図8A及び図8Bに最もよく示されるように、靴型部材214は、入口管208のパージ入口部分の周りに密着して受け入れられる概ね円筒形の本体部分216を含み得る。円筒形の部分216は、加圧されたパージ空気を含むように入口管の外面と密着して係合する1つ又は複数のリップシール218を含んでもよく、且つ加圧されたパージ空気が靴型部材に印加されるときに円筒形の壁の中心部分220を浮袋のように膨張させることができる。壁220のこの膨張は、分かりやすくするために幾分誇張して図8Aに仮想線で示されている。
【0027】
図9に最もよく示されるように、入口管208は、1つ又は複数の貫通孔222を含み、貫通孔222は、入口管208の外面224から延在して、コーティング材料流路209に開いている。入口管208に取り付けられると、靴型部材の中央壁部分220の内面は、パージ空気が存在しない場合に貫通孔(複数可)222を密封するために当該貫通孔222の領域において入口管の外面224に対して面シールを形成する。パージ空気が靴型部材に存在するときは、空気圧によって壁部分220が外方に膨張し、したがって壁220の内面を入口管208の外面224から分離することによって面シールを開き、それによって、パージ空気が孔222を通って、コーティング材料流路209まで流れることができる。
【0028】
再び図8A及び図8Bを参照すると、靴型部材214は端部に入口キャップ228を有する延長脚部226を含み得る。入口キャップ228には、その下面に、パージ空気入口管232(同様に図9を参照のこと)と重なる空洞部230が設けられ得る。通路234は、空洞部230から延長脚部226を通って、リップシール218とリップシール218との間の、靴型部材本体216の中央円筒形部分内の幾分膨張した容積部236まで延在している。このように、パージ空気入口232からのパージ空気は、靴型部材の円筒形壁の内面238と入口管208の外面224との間の環状領域に流れる。図8Aは、加圧されたパージ空気が靴型部材214に導入されるときの、壁部分220の風船効果を仮想線で、且つ幾分誇張して示す。
【0029】
本発明は、例示的な実施形態を参照して説明している。本明細書及び図面を読んで理解すれば、変更形態及び代替形態が当業者には容易に想起されるであろう。添付の特許請求の範囲又はその均等物内にある限り、このような全ての変更形態及び代替形態を含むことが意図される。
【図面の簡単な説明】
【0030】
【図1】材料塗布システムにおける、本開示の発明の1つ又は複数の態様を組み込んでいる材料塗布装置の一実施形態の等角投影図である。
【図2】長手方向断面で示す、図1の材料塗布装置の実施形態の立面図である。
【図3】図2において円で囲った領域の拡大図である。
【図4】図3の材料塗布装置の、線3−3に沿った横断面の斜視図である。
【図5】図1〜図4の例示的な実施形態に関する、パージ空気流路とコーティング材料流路との間の接合部の拡大図である。
【図6】図1の実施形態と共に使用され得るような材料塗布装置への供給ホースの迅速着脱組立体の側面図である。
【図7】手動スプレーガンのパージ機構の別の実施形態を部分的に断面で示す斜視図である。
【図8A】パージ空気靴型部材を部分的に長手方向断面で示す図である。
【図8B】パージ空気靴型部材の等角図である。
【図9】図7の実施形態を長手方向断面で示す別の図である。
【特許請求の範囲】
【請求項1】
パージ装置であって、
ノズル、及び塗装動作中に操作者が手で把持するハンドルを備えるスプレーガンと、
前記ハンドルへのコーティング材料入口と、
前記ハンドルの少なくとも一部を通って前記ノズルまで延在しているコーティング材料流路と、
前記コーティング材料入口から分離されている前記ハンドルへのパージ空気入口と、
を備えるパージ装置。
【請求項2】
前記コーティング材料入口及び前記パージ空気入口から分離されている電極空気洗浄入口を備える請求項1に記載の装置。
【請求項3】
前記ハンドルは、パージ空気流路を備え、前記パージ空気流路を通って、パージ空気は、前記パージ空気入口から前記コーティング材料流路へ流れる請求項1に記載の装置。
【請求項4】
前記パージ空気流路は、コーティング材料入口部材の周りに環状部分、及び前記パージ空気入口と前記環状部分との間に通路を備える請求項3に記載の装置。
【請求項5】
前記ノズルからのコーティング材料を帯電させる電極を備え、電極洗浄空気が前記空気洗浄入口から空気洗浄通路を通って前記電極の先端まで流れ、該空気洗浄通路は前記コーティング材料流路から分離されている請求項2に記載の装置。
【請求項6】
該パージ空気は、前記環状部分を通る該パージ空気の旋回流を生成する角度で前記環状部分に流れる請求項4に記載の装置。
【請求項7】
パージ空気は、パージ動作中に、コーティング材料を前記コーティング材料入口から前記ガンの銃身及び前記ノズルを通してパージする位置において前記コーティング材料流路に入り、前記パージ空気入口は前記ハンドルの基部に配置されている請求項1に記載の装置。
【請求項8】
前記ハンドルに配置される可撓性靴型部材を備え、該靴型部材は、パージ空気流路と前記コーティング材料流路との間に圧力応答性密封を与える請求項7に記載の装置。
【請求項9】
前記靴型部材は、パージ空気通路と、パージ空気圧力に応答して移動してパージ空気を前記コーティング材料流路に流れさせる可撓性壁を備える請求項8に記載の装置。
【請求項10】
コーティング材料スプレーガンをパージする方法であって、
塗装動作中に、コーティング材料をコーティング材料入口へ供給すること、及び
パージ動作中に、パージ空気をパージ空気入口へ供給すること、
を含み、
前記コーティング材料は、塗装動作中に操作者が手で把持するハンドル内に少なくとも部分的に配置されるコーティング材料流路を通って流れ、
前記パージ空気は、前記コーティング材料流路から分離されているパージ空気流路に沿って前記ハンドル内へ流れる方法。
【請求項1】
パージ装置であって、
ノズル、及び塗装動作中に操作者が手で把持するハンドルを備えるスプレーガンと、
前記ハンドルへのコーティング材料入口と、
前記ハンドルの少なくとも一部を通って前記ノズルまで延在しているコーティング材料流路と、
前記コーティング材料入口から分離されている前記ハンドルへのパージ空気入口と、
を備えるパージ装置。
【請求項2】
前記コーティング材料入口及び前記パージ空気入口から分離されている電極空気洗浄入口を備える請求項1に記載の装置。
【請求項3】
前記ハンドルは、パージ空気流路を備え、前記パージ空気流路を通って、パージ空気は、前記パージ空気入口から前記コーティング材料流路へ流れる請求項1に記載の装置。
【請求項4】
前記パージ空気流路は、コーティング材料入口部材の周りに環状部分、及び前記パージ空気入口と前記環状部分との間に通路を備える請求項3に記載の装置。
【請求項5】
前記ノズルからのコーティング材料を帯電させる電極を備え、電極洗浄空気が前記空気洗浄入口から空気洗浄通路を通って前記電極の先端まで流れ、該空気洗浄通路は前記コーティング材料流路から分離されている請求項2に記載の装置。
【請求項6】
該パージ空気は、前記環状部分を通る該パージ空気の旋回流を生成する角度で前記環状部分に流れる請求項4に記載の装置。
【請求項7】
パージ空気は、パージ動作中に、コーティング材料を前記コーティング材料入口から前記ガンの銃身及び前記ノズルを通してパージする位置において前記コーティング材料流路に入り、前記パージ空気入口は前記ハンドルの基部に配置されている請求項1に記載の装置。
【請求項8】
前記ハンドルに配置される可撓性靴型部材を備え、該靴型部材は、パージ空気流路と前記コーティング材料流路との間に圧力応答性密封を与える請求項7に記載の装置。
【請求項9】
前記靴型部材は、パージ空気通路と、パージ空気圧力に応答して移動してパージ空気を前記コーティング材料流路に流れさせる可撓性壁を備える請求項8に記載の装置。
【請求項10】
コーティング材料スプレーガンをパージする方法であって、
塗装動作中に、コーティング材料をコーティング材料入口へ供給すること、及び
パージ動作中に、パージ空気をパージ空気入口へ供給すること、
を含み、
前記コーティング材料は、塗装動作中に操作者が手で把持するハンドル内に少なくとも部分的に配置されるコーティング材料流路を通って流れ、
前記パージ空気は、前記コーティング材料流路から分離されているパージ空気流路に沿って前記ハンドル内へ流れる方法。
【図1】



【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8A】
【図8B】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8A】
【図8B】
【図9】
【公開番号】特開2009−106935(P2009−106935A)
【公開日】平成21年5月21日(2009.5.21)
【国際特許分類】
【外国語出願】
【出願番号】特願2008−280658(P2008−280658)
【出願日】平成20年10月31日(2008.10.31)
【出願人】(391019120)ノードソン コーポレーション (150)
【氏名又は名称原語表記】NORDSON CORPORATION
【Fターム(参考)】
【公開日】平成21年5月21日(2009.5.21)
【国際特許分類】
【出願番号】特願2008−280658(P2008−280658)
【出願日】平成20年10月31日(2008.10.31)
【出願人】(391019120)ノードソン コーポレーション (150)
【氏名又は名称原語表記】NORDSON CORPORATION
【Fターム(参考)】
[ Back to top ]