
板厚制御装置、圧下パターン決定装置、板厚制御方法及び圧下パターン決定方法
【課題】被圧延材の圧延機出側の板厚を所定の寸法に制御するために用いられる板厚制御装置、圧下パターン決定装置、板厚制御方法及び圧下パターン決定方法において、圧下装置の応答速度に比べて入側外乱の変化が速い場合に、その外乱の影響が出側板厚へ現れる程度を小さくし、出側板厚偏差を抑制する。
【解決手段】予め複数設定された入側外乱の典型的な発生パターンごとの発生頻度と、圧延機出側の板厚偏差の予測値とを用いて算出される評価値が最小となる圧下パターンを求めておき、板厚制御時における入側外乱の実測値の時間波形と最も類似する発生パターンを特定し、特定された発生パターンに対応する圧下パターンを選択し、選択された圧下パターンによる現在時点における修正量に基づいて、現在時点における圧下位置を制御することとした。
【解決手段】予め複数設定された入側外乱の典型的な発生パターンごとの発生頻度と、圧延機出側の板厚偏差の予測値とを用いて算出される評価値が最小となる圧下パターンを求めておき、板厚制御時における入側外乱の実測値の時間波形と最も類似する発生パターンを特定し、特定された発生パターンに対応する圧下パターンを選択し、選択された圧下パターンによる現在時点における修正量に基づいて、現在時点における圧下位置を制御することとした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属板材等の板状の被圧延材を圧延する圧延機において、被圧延材の圧延機出側の板厚を所定の寸法に制御するために用いられる板厚制御装置、圧下パターン決定装置、板厚制御方法及び圧下パターン決定方法に関する。
【背景技術】
【0002】
鉄鋼材料やアルミ材料などの金属板材を所定の厚みに圧延する場合には、2つの圧延ロール間の間隔(圧下位置)を調整する圧下装置が設けられた圧延機を用いて、被圧延材である金属板材の圧延機の出側の板厚(以下、単に「出側板厚」と記載する。)が制御される。このように、圧延機において出側板厚を制御する装置としては、例えば、非特許文献1の第12章(p.295−313)に記載されているようなゲージメータAGC(Automatic Gage Control)が代表的である。このゲージメータAGCは、圧延荷重を計測した後、この圧延荷重を用いて推定される出側板厚の推定値と出側板厚の設定値との差に応じて、圧下位置を修正するフィードバック制御である。従って、ゲージメータAGCでは、制御系の遅れが必ず存在することとなるため、高精度な制御を遅れなく行うことは困難である。
【0003】
これに対して、例えば、特許文献1では、圧延機入側に板厚計を設置し、板厚計で検出された入側板厚外乱の値(入側板厚の実測値から入側板厚の設定値を減じた値)に応じて、適切なタイミングで圧下位置を調整するフィードフォワードAGCが提案されている。このフィードフォワードAGCは、現在時点における入側板厚外乱に応じて圧下位置を修正することで、出側板厚偏差を抑制する手法である。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平1−154814
【非特許文献】
【0005】
【非特許文献1】社団法人 日本鉄鋼協会 共同研究会 圧延理論部会 編集、板圧延の理論と実際(第1版)、昭和59年9月1日発行、社団法人 日本鉄鋼協会 出版
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、入側外乱の周波数が圧下装置の動作可能周波数より高い場合、すなわち、圧下装置の応答速度に比べて入側外乱の変化が速い場合には、現在時点における入側外乱の影響が出側板厚に現れないような圧下位置の修正を圧下装置に対して指令したとしても、圧下装置の動作遅れの分だけ、出側板厚偏差が生じてしまうという問題があった。
【0007】
そこで、本発明は、このような問題に鑑みてなされたもので、被圧延材の圧延機出側の板厚を所定の寸法に制御するために用いられる板厚制御装置、圧下パターン決定装置、板厚制御方法及び圧下パターン決定方法において、圧下装置の応答速度に比べて入側外乱の変化が速い場合に、その外乱の影響が出側板厚へ現れる程度を小さくし、出側板厚偏差を抑制することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決するために鋭意研究を重ねた結果、入側外乱の現在値だけでなく、将来発生し得る入側外乱の発生パターンと発生頻度をも用いて、出側板厚偏差が最も小さくなる確率が高くなるように、例えば、出側板厚偏差の期待値を最小化するように圧下位置を修正することにより、圧下装置の応答速度に比べて入側外乱の変化が速い場合に、入側外乱の出側板厚への影響を極めて小さくできることを見出し、この知見に基づいて本発明を完成するに至った。
【0009】
すなわち、本発明によれば、圧延機により圧延される板状の被圧延材の寸法、材質及び温度のうちの少なくともいずれか1つの前記圧延機の入側における検出値と予め定められた基準値との偏差である入側外乱の値に基づいて、前記圧延機による圧下位置を修正することで、前記圧延機の出側における前記被圧延材の板厚を制御する板厚制御装置であって、過去に発生した前記入側外乱の値の経時変化の実測値に基づいて複数設定された前記入側外乱の値の経時変化のパターンである発生パターンの中から、前記被圧延材の前記出側の板厚の制御開始時点から現在時点までにおける前記入側外乱の実測値の経時変化の波形を示す入側外乱の時間波形と最も類似した波形を有する前記発生パターンを特定する発生パターン特定部と、複数の前記発生パターンごとの発生頻度と前記圧延機の出側の板厚偏差の予測値とから算出される評価値が最小となるように前記発生パターンごとに決定された前記圧下位置の修正量の経時変化のパターンである圧下パターンの中から、前記発生パターン特定部により特定された前記発生パターンに対応する前記圧下パターンを選択する圧下パターン選択部と、前記圧下パターン選択部により選択された前記圧下パターンによる現在時点における圧下位置の修正量に基づいて、現在時点における前記圧下位置を制御する圧下位置制御部と、を備える板厚制御装置が提供される。
【0010】
ここで、前記評価値は、前記出側の板厚偏差の期待値であり、前記板厚制御装置は、複数の前記発生パターンと当該発生パターンごとの発生頻度とを用いて、前記出側の板厚偏差の期待値が最小となるように、前記発生パターンごとに前記圧下パターンを決定する圧下パターン決定部をさらに備えていてもよい。
【0011】
また、前記圧下パターン決定部は、過去に発生した複数の前記入側外乱の時間波形に基づいて、前記発生パターンごとの発生頻度を算出する発生頻度算出部と、前記発生パターンと、前記発生頻度算出部により算出された前記発生頻度と、前記出側の板厚偏差の予測値とに基づいて、前記出側の板厚偏差の期待値が最小となる前記発生パターンごとの前記圧下パターンを算出する圧下パターン算出部と、を有していてもよい。
【0012】
また、前記圧下パターン算出部は、前記出側の板厚偏差、前記圧下位置の修正量及び前記入側外乱の過去の実績値を用いて、前記圧下パターンの算出に用いる前記出側の板厚偏差を予測してもよい。
【0013】
また、前記圧下パターン算出部は、t’≦tの全ての時刻t’で、2つの前記発生パターンにおける前記入側外乱の値がほぼ等しい場合に、下記式7の制約条件を加えて前記圧下パターンを算出してもよい。
ΔSS1(t)=ΔSS2(t) if|ΔHS1(t’)−ΔHS2(t’)|≦ε for all t’≦t ・・・(式7)
前記式7において、ΔSS1(t)及びΔSS2(t)は、それぞれ、S1番目及びS2番目の前記圧下パターンを示し、ΔHS1(t’)及びΔHS2(t’)は、全ての時刻t’における前記入側外乱の値を示し、εは定数である。
【0014】
また、前記圧下パターン算出部は、前記評価値として、前記出側の板厚偏差の期待値に代えて、前記出側の板厚偏差と、重み付けされた前記圧下位置の修正量との和の期待値を用いてもよい。
【0015】
また、本発明によれば、圧延機により圧延される板状の被圧延材の寸法、材質及び温度のうちの少なくともいずれか1つの前記圧延機の入側における検出値と予め定められた基準値との偏差である入側外乱の過去の発生時における前記入側外乱の値の経時変化の実測値に基づいて複数設定された前記入側外乱の値の経時変化のパターンである発生パターンごとに、前記圧延機による圧下位置の修正量の経時変化のパターンである圧下パターンを決定する圧下パターン決定装置であって、過去に発生した複数の前記入側外乱の時間波形に基づいて、前記発生パターンごとの発生頻度を算出する発生頻度算出部と、前記発生パターンと、前記発生頻度算出部により算出された前記発生頻度と、前記出側の板厚偏差の予測値とに基づいて、前記出側の板厚偏差の期待値が最小となる前記発生パターンごとの前記圧下パターンを算出する圧下パターン算出部と、を備える圧下パターン決定装置が提供される。
【0016】
また、本発明によれば、圧延機により圧延される板状の被圧延材の寸法、材質及び温度のうちの少なくともいずれか1つの前記圧延機の入側における検出値と予め定められた基準値との偏差である入側外乱の値に基づいて、前記圧延機による圧下位置を修正することで、前記圧延機の出側における前記被圧延材の板厚を制御する板厚制御方法であって、前記被圧延材の板厚の制御開始時点から現在時点までにおける前記入側外乱の実測値の経時変化を示す入側外乱の時間波形データを取得する時間波形データ取得ステップと、取得された前記時間波形データに基づいて、過去に発生した前記入側外乱の値の経時変化の実測値に基づいて複数設定された前記入側外乱の値の経時変化のパターンである発生パターンの中から、前記時間波形データに対応する前記入側外乱の時間波形と最も類似した波形を有する前記発生パターンを特定する発生パターン特定ステップと、複数の前記発生パターンごとの発生頻度と前記圧延機の出側の板厚偏差の予測値とから算出される評価値が最小となるように前記発生パターンごとに決定された前記圧下位置の修正量の経時変化のパターンである圧下パターンの中から、前記発生パターン特定ステップで特定された前記発生パターンに対応する前記圧下パターンを選択する圧下パターン選択ステップと、前記圧下パターン選択ステップで選択された前記圧下パターンによる現在時点における修正量に基づいて、現在時点における前記圧下位置を制御する圧下位置制御ステップと、を含む板厚制御方法が提供される。
【0017】
ここで、前記板厚制御方法は、前記圧下パターン選択ステップよりも前に、前記評価値として、前記出側の板厚偏差の期待値を用い、複数の前記発生パターンと当該発生パターンごとの発生頻度とに基づいて、前記出側の板厚偏差の期待値が最小となるように、前記発生パターンごとに前記圧下パターンを決定する圧下パターン決定ステップをさらに含んでいてもよい。
【0018】
また、本発明によれば、圧延機により圧延される板状の被圧延材の寸法、材質及び温度のうちの少なくともいずれか1つの前記圧延機の入側における検出値と予め定められた基準値との偏差である入側外乱の過去の発生時における前記入側外乱の値の経時変化の実測値に基づいて複数設定された前記入側外乱の値の経時変化のパターンである発生パターンごとに、前記圧延機による圧下位置の修正量の経時変化のパターンである圧下パターンを決定する圧下パターン決定方法であって、過去に発生した複数の前記入側外乱の時間波形に基づいて、前記発生パターンごとの発生頻度を算出する発生頻度算出ステップと、前記発生パターンと、前記発生頻度算出部により算出された前記発生頻度と、前記出側の板厚偏差の予測値とに基づいて、前記出側の板厚偏差の期待値が最小となる前記発生パターンごとの前記圧下パターンを算出する圧下パターン算出ステップと、を含む圧下パターン決定方法が提供される。
【発明の効果】
【0019】
本発明によれば、被圧延材の圧延機出側の板厚を所定の寸法に制御するために用いられる板厚制御装置、圧下パターン決定装置、板厚制御方法及び圧下パターン決定方法において、入側外乱の現在値だけでなく、将来発生し得る入側外乱の発生パターンと発生頻度をも用いて、出側板厚偏差が最も小さくなる確率が高くなるように圧下位置を修正することにより、入側外乱が圧下装置の応答速度に比べて入側外乱の変化が速い場合であっても、その外乱の影響が出側板厚へ現れる程度を小さくし、出側板厚偏差を抑制することが可能となる。従って、本発明に係る板厚制御装置、圧下パターン決定装置、板厚制御方法及び圧下パターン決定方法によれば、圧延後の被圧延材の板厚が出側板厚公差から外れる頻度が減少し、歩留まりを向上させることができる。
【図面の簡単な説明】
【0020】
【図1】金属板材を所定厚みに圧延する圧延機の構成の一例を示す説明図である。
【図2】ミルストレッチ曲線と塑性曲線との関係を示すグラフである。
【図3】フィードフォワードAGCによる出側板厚の制御方法を用いた装置の構成の一例を示す説明図である。
【図4】被圧延材の入側板厚外乱の発生パターンの例を示す説明図である。
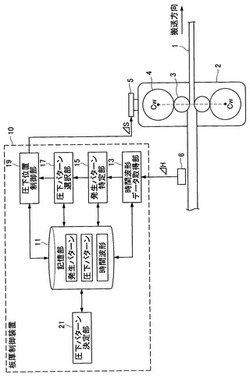
【図5】本発明の一実施形態に係る板厚制御装置の構成の一例を示す説明図である。
【図6】同実施形態における入側板厚外乱の発生パターンの具体例を示す説明図である。
【図7】同実施形態に係る圧下パターン決定部の構成の一例を示す説明図である。
【図8】2つの発生パターンにおける入側板厚外乱が時間2までほぼ等しい例を示す説明図である。
【図9】本発明の一実施形態に係る板厚制御方法の処理の流れを示すフローチャートである。
【図10】同実施形態に係る圧下パターン決定方法の処理の流れを示すフローチャートである。
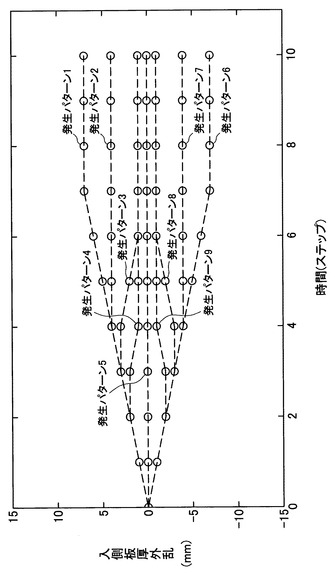
【図11】実施例において設定した複数の発生パターンの例を示す説明図である。
【図12】図11の複数の発生パターンを重ねて描画した状態を示す説明図である。
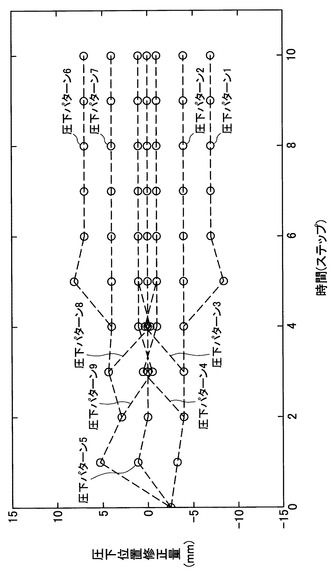
【図13】実施例において決定された圧下パターンの例を示す説明図である。
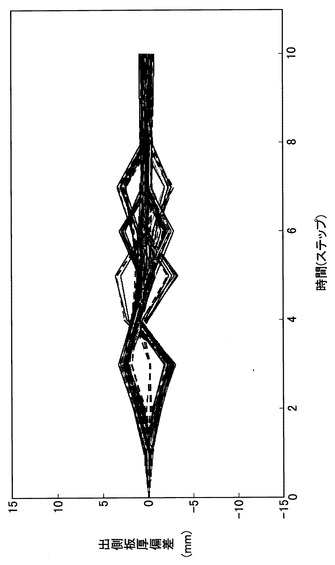
【図14】本発明の実施例の板厚制御装置を用いて板厚制御を行った結果の一例を示す説明図である。
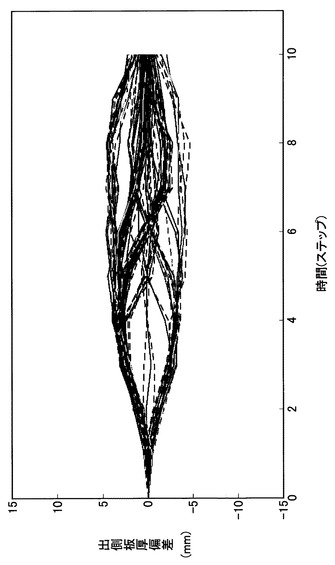
【図15】本発明の比較例の板厚制御装置を用いて板厚制御を行った結果の一例を示す説明図である。
【発明を実施するための形態】
【0021】
以下に添付図面を参照しながら、本発明の好適な実施の形態について詳細に説明する。なお、本明細書及び図面において、実質的に同一の機能構成を有する構成要素については、同一の符号を付することにより重複説明を省略する。
【0022】
[本発明の基盤技術]
まず、本発明の好適な実施の形態について説明する前に、その前提となる本発明の基盤技術の内容について説明する。
【0023】
(圧延機の構成)
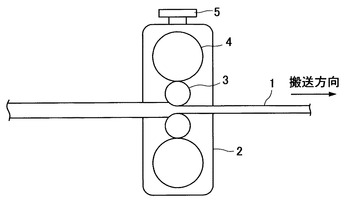
初めに、図1を参照しながら、本発明に係る板厚制御装置により出側板厚が制御される鉄鋼材料やアルミ材料などの金属板材を圧延する圧延機の構成について説明する。図1は、金属板材を所定厚みに圧延する圧延機の構成の一例を示す説明図である。
【0024】
図1に示すように、圧延機2は、搬送方向に沿って移動している鉄鋼材料やアルミ材料などの金属板材を被圧延材1として所定厚みに圧延する。この圧延機2は、搬送方向に沿って移動している被圧延材1の両面に対向してそれぞれ設けられた一対のワークロール3と、ワークロール3のそれぞれに対応して設けられた一対のバックアップロール4と、圧下装置5とを主に備える。
【0025】
一対のワークロール3は、被圧延材1の上下両面に接触して被圧延材1を上下両面側から圧下し、回転しながら被圧延材1を延ばして被圧延材1の板厚を薄くする。このワークロール3は、被圧延材1から圧延反力を受けるため、ロールの中央部で大きくたわむ場合がある。バックアップロール4は、このワークロール3のたわみを防止するようにワークロール3を支持する。そのため、バックアップロール4としては、通常、ワークロール3よりも太くて変形し難い材質のものを使用する。
【0026】
圧下装置5は、一対のバックアップロール4の支点間距離を調整する装置である。この圧下装置5によりバックアップロール4の支点間距離を調整し、ワークロール3のロールギャップを調整することにより、ワークロール3が被圧延材1を圧下する力が変化する。従って、圧下装置5によりバックアップロール4の支点間距離を調整することで、被圧延材1の圧延機2の出側の板厚(出側板厚)を制御することができる。
【0027】
(基盤技術における出側板厚の制御方法)
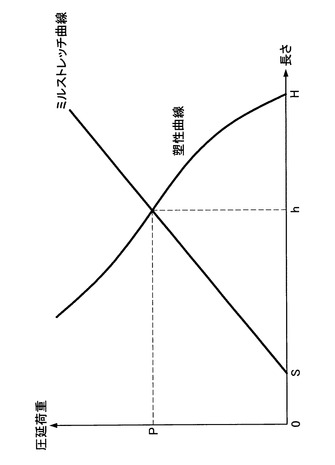
次に、図2を参照しながら、本発明の基盤技術において、図1に示したような圧延機2を用いて、被圧延材1の出側板厚を制御する方法について説明する。図2は、ミルストレッチ曲線と塑性曲線との関係を示すグラフである。
【0028】
圧延機2により被圧延材1を圧延する場合、被圧延材1の出側板厚は、図2に示すように、圧延機2による圧延荷重に対する圧延機2の縦方向の変形量を表すミルストレッチ曲線と、圧延荷重に対する板状の被圧延材1の変形量を表す塑性曲線とを用いて決めることができる。すなわち、図2において、Hを被圧延材1の圧延機2の入側における板厚(以降、単に「入側板厚」と記載する。)、hを出側板厚、Pを圧延荷重、Sを無負荷時(被圧延材1が一対のワークロール3間を通過していない場合)の一方のワークロール3と他方のワークロール3との間の間隔(以降、「圧下位置」と記載する。)とすると、圧延機2に変形量(h−S)を与えたときの荷重と、被圧延材1に変形量(H−h)を与えたときの荷重とは、作用反作用の関係から等しくなる必要がある。従って、図2におけるミルストレッチ曲線と塑性曲線との交点のx座標が出側板厚hの理論値となるので、この出側板厚hを出側板厚の設定値とすることができる。また、ミルストレッチ曲線と塑性曲線との交点のy座標が出側板厚hとなるときの圧延荷重となるので、圧延荷重Pが出側板厚をhとするために必要な圧延荷重となる。
【0029】
ここで、圧延機2により圧延される被圧延材1が常に同一の寸法、温度、材質等であれば、上記理論値に基づいて、常に圧延荷重をPとしておけば、出側板厚はhとなるはずである。しかし、実際には、被圧延材1の寸法、温度、材質等は常に一定ではないため、圧延荷重Pを検出し、この検出結果に基づいて圧下装置5による圧下位置を修正して、被圧延材1の出側板厚が所定の設定値となるように制御する必要がある。
【0030】
このような圧延機2における被圧延材1の出側板厚の制御方法としては、例えば、上述した非特許文献1の第12章(p.295−313)に詳しく記載されているゲージメータAGC(Automatic Gage Control)が代表的である。このゲージメータAGCでは、圧延機2に設置されている荷重検出器にて圧延荷重Pを検出し、ミルストレッチ曲線の傾きを表すミル剛性係数Mとスケールファクタと呼ばれる係数αを用いて、被圧延材1の出側板厚h’を下記式1のように推定する。
h’=S+α×P/M ・・・(式1)
【0031】
次に、この推定された出側板厚h’が、被圧延材1の出側板厚の設定値(以降、「設定出側板厚」と記載する。)h1と一致するように、下記式2に基づき、現在時点における圧下位置をΔS修正する。なお、式2において、Qは、ミルストレッチ曲線と塑性曲線との交点近傍における塑性曲線の傾きを示しており、予備実験により事前に求めておく。また、式2において、Δhは、設定出側板厚h1と推定出側板厚h’との差(Δh=h’−h1)を示している。
ΔS=−(Q+M)/M×Δh ・・・(式2)
【0032】
上述したゲージメータAGCは優れた手法ではあるが、圧延荷重Pを計測した後、設定出側板厚h1と推定出側板厚h’との差に応じて圧下位置Sを修正するフィードバック制御である。このため、ゲージメータAGCでは、制御系の遅れが必ず存在するため、高精度な制御を遅れなく行うことは困難となる、という問題が生ずる。
【0033】
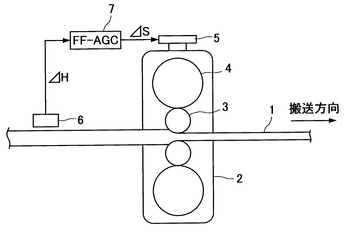
この問題を解決するために、例えば、上述した特許文献1では、フィードフォワードAGCを用いて、被圧延材1の出側板厚を制御している。以下、図3を参照しながら、このフィードフォワードAGCによる出側板厚の制御方法について説明する。図3は、フィードフォワードAGCによる出側板厚の制御方法を用いた装置の構成の一例を示す説明図である。
【0034】
図3に示すように、特許文献1に記載されているフィードフォワードAGCでは、圧延機2の入側に板厚計6を設置し、板厚計6で検出された被圧延材1の入側板厚外乱ΔHに応じて、下記式3に基づいて、圧下装置5による圧下位置を適切なタイミングで調整している。なお、入側板厚外乱ΔHは、板厚計6で検出された被圧延材1の入側板厚の実測値(以降、「実測入側板厚」と記載する。)H’と被圧延材1の入側板厚の設定値(以降、「設定入側板厚」と記載する。)H1との差を示している(ΔH=H’−H1)。また、式3において、Cは制御ゲインを示している。
ΔS=−C×(Q/M)×ΔH ・・・(式3)
【0035】
しかしながら、上述した特許文献1に記載されているフィードフォワードAGCを用いた場合であっても、被圧延材1の入側板厚外乱ΔHの周波数が圧下装置5の動作可能周波数よりも高い場合、すなわち、ΔHが圧下装置5の応答速度に比べて入側板厚外乱ΔHの変化が速い場合には、現在時点における入側板厚外乱ΔHの影響が出側板厚に現れないように圧下位置を修正したとしても、圧下装置5の動作遅れの分だけ、出側板厚に偏差が生じてしまう、という問題があった。なお、この問題は、圧延機2の入側に、板厚計6に代えて(または板厚計6とともに)温度計や被圧延材1の材質を検出する装置等が設置されており、温度計等の検出値に応じて圧下位置を修正するフィードフォワードAGCにおいても同様に生ずるものである。
【0036】
[本発明の一実施形態に係る板厚制御装置及び板厚制御方法]
そこで、以下に説明する本発明の一実施形態に係る板厚制御装置及び板厚制御方法においては、圧延機入側に板厚や温度等を検出可能なセンサ等の検出器を設置し、この検出器により検出された入側板厚外乱ΔHや入側温度外乱等の入側外乱の現在値だけでなく、将来発生し得る入側外乱の発生パターンと発生頻度をも用いて、出側板厚偏差が最も小さくなる確率が高くなるように、すなわち、複数の発生パターンごとの発生頻度と出側板厚偏差の予測値とから算出される評価値(例えば、出側板厚偏差の期待値)を最小化するように圧下位置を修正するように圧下装置を制御することとしている。
【0037】
(基本となる考え方)
まず、図4を参照しながら、本実施形態に係る板厚制御装置及び板厚制御方法の基本となる考え方について説明する。図4は、被圧延材の入側板厚外乱の発生パターンの例を示す説明図である。
【0038】
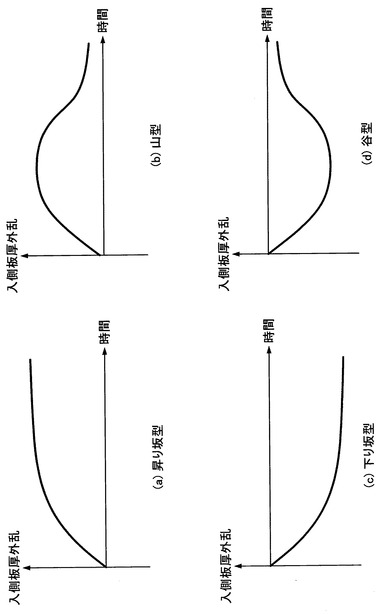
鉄鋼材料やアルミ材料等の金属板材の圧延においては、入側板厚外乱等の入側外乱は、一切規則性なくランダムに発生するわけではなく、図4に示すように、いくつかの典型的な発生パターンが存在することが多い。例えば、図4(a)に示した発生パターンは、時間の経過に伴って入側板厚外乱の値が増加するパターン(「昇り坂型」と称する。)である。また、図4(b)に示した発生パターンは、時間の経過に伴い、入側板厚外乱の値が一旦増加した後に減少するパターン(「山型」と称する。)である。また、図4(c)に示した発生パターンは、時間の経過に伴って入側板厚外乱の値が減少するパターン(「下り坂型」と称する。)である。また、図4(d)に示した発生パターンは、時間の経過に伴い、入側板厚外乱の値が一旦減少した後に増加するパターン(「谷型」と称する。)である。なお、図4に示した例では、図4(a)及び図4(b)の発生パターンでは、入側板厚外乱は常に正の値をとることとし、図4(c)及び図4(d)の発生パターンでは、入側板厚外乱は常に負の値をとることとしている。
【0039】
そこで、本実施形態に係る板厚制御装置及び板厚制御方法では、現在の入側外乱の値に加えて、入側外乱の発生パターンとその発生頻度をも考慮して、圧下位置を適切に修正することとしている。これにより、出側板厚偏差を低減させ、被圧延材の出側板厚制御の精度を向上させることが可能となる。具体的には、入側板厚外乱の典型的な発生パターンが、例えば、図4の4つの発生パターンに分類されるとすると、入側板厚外乱が常に正の値をとる、すなわち、入側板厚が設定値よりも厚くなりやすい傾向にある図4(a)と図4(b)の発生パターンの発生頻度が高いことが予め判っているときには、事前に圧下位置を締め込んでおく(一対のワークロールのロールギャップを小さくしておく)ことで、出側板厚偏差を低減させることができる。以下、本発明の一実施形態に係る板厚制御装置及び板厚制御方法について詳細に説明する。
【0040】
(板厚制御装置の構成)
初めに、図5を参照しながら、本実施形態に係る板厚制御装置の構成について詳細に説明する。図5は、本実施形態に係る板厚制御装置の構成の一例を示す説明図である。
【0041】
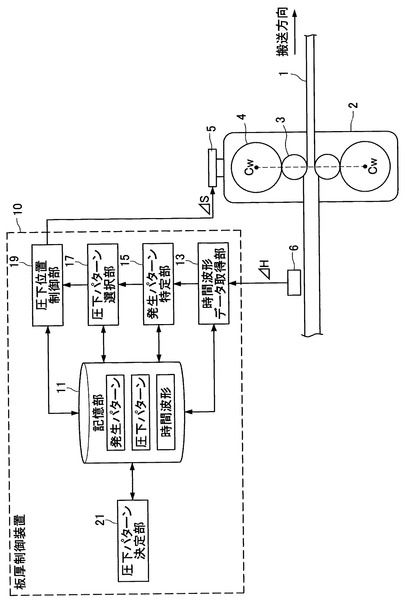
図5に示すように、本実施形態に係る板厚制御装置10は、上述したような圧延機2により圧延される板状の被圧延材1の寸法(例えば、板厚)、材質及び温度のうちの少なくともいずれか1つの入側外乱の値に基づいて、圧下位置を修正することで、圧延機2の出側における被圧延材1の板厚(出側板厚)を制御する装置である。
【0042】
ここで、本実施形態において、圧延機2の「入側」とは、被圧延材1が圧延機2の一対のワークロール3間に搬入される側(搬送方向の上流側)のことを意味し、圧延機2の「出側」とは、被圧延材1が圧延機2の一対のワークロール3間から搬出される側(搬送方向の下流側)のことを意味する。
【0043】
また、本実施形態における「入側外乱」の値とは、圧延機2の入側における被圧延材1の寸法(例えば、板厚)、材質及び温度のうちの少なくともいずれか1つ(以下、「入側パラメータ」と記載する。)検出値と、入側パラメータの予め定められたある基準値との偏差を意味する。なお、入側パラメータの検出値としては、圧延機2の入側に設けられた検出器6により検出された値(実測値)を用いる。検出器6は、所定のセンサを有しており、このセンサにより、被圧延材1の入側における板厚や材質や温度等を検出する。また、入側パラメータの「予め定められた基準値」は、任意に設定された所定値であればよいが、例えば、圧延機2の仕様等に応じて予め任意に設定した設定値であってもよく、制御開始時(経過時間ゼロ)における被圧延材1の入側板厚であってもよい。
【0044】
さらに、本実施形態における「圧下位置」とは、一対のバックアップロール4間の支点間距離(図5に破線で示した線分の距離)を意味する。より具体的には、「圧下位置」とは、搬送方向及びバックアップロール4の中心軸Cw方向に垂直な方向(図5に示した例では鉛直方向)における、一方のバックアップロール4の中心軸Cwと他方のバックアップロール4の中心軸Cwとの距離のことを意味することとする。本実施形態に係る圧下装置5は、この圧下位置を調整することにより、被圧延材1の出側板厚を制御する。
【0045】
また、本実施形態に係る板厚制御装置10は、図5に示すように、記憶部11と、時間波形データ取得部13と、発生パターン特定部15と、圧下パターン選択部17と、圧下位置制御部19と、圧下パターン決定部21とを有する。なお、以下の説明では、特に断らない限り、検出器6が被圧延材1の入側板厚を検出する板厚計であり、複数の発生パターンごとの発生頻度と出側板厚偏差の予測値とから算出される評価値が、出側板厚偏差の期待値である場合を例として、板厚制御装置10及びこの装置を用いた板厚制御方法に関して説明する。
【0046】
記憶部11は、複数の入側外乱の発生パターンと、各発生パターンに対応する圧下パターンと、入側外乱の時間波形データとを主に記憶する。この発生パターン、圧下パターンは、出側板厚の制御開始前に、オフラインで予め記憶部11に格納または記憶されているデータであり、時間波形データは、オンラインで記憶部11に格納されるデータである。また、記憶部11は、例えば、板厚制御装置10が実行する各種プログラムや、板厚制御装置10が何らかの処理を行う際に保存する必要が生じた様々なパラメータや処理の途中経過等を、適宜記憶することができる。また、本実施形態において、記憶部11は、必ずしも板厚制御装置10自体の機能でなくてもよく、例えば、外付けで板厚制御装置10に接続可能な外部の記憶装置等であってもよい。さらに、記憶部11は、物理的に単一の記憶装置により構成されていてもよいし(すなわち、発生パターン、圧下パターン及び時間波形データが単一の記憶装置に記憶されていてもよいし)、発生パターンを記憶する発生パターン記憶部と、圧下パターンを記憶する圧下パターン記憶部と、時間波形データを記憶する時間波形記憶部とが、それぞれ、物理的に別体の記憶装置であってもよい。この記憶部11は、時間波形データ取得部13、発生パターン特定部15、圧下パターン選択部17、圧下位置制御部19、圧下パターン決定部21等が、自由に読み書きを行うことが可能である。
【0047】
以下、記憶部11に記憶されている各データに関し、発生パターン、圧下パターン、時間波形データの順に、それぞれの内容の詳細及び決定方法等について説明する。
【0048】
<入側外乱の定義>
入側外乱の発生パターンΔH(t)は、過去に発生した入側外乱の値の経時変化の実測値に基づいて複数設定された入側外乱の値の経時変化のパターン(時間tの関数)である。上述したように、入側外乱はランダムに発生するわけではなく、典型的に(高頻度で)発生する発生パターンがいくつかあることが多い。そこで、本実施形態では、入側外乱の過去の発生傾向から予測される入側外乱の典型的な経時変化のパターン、すなわち、過去に発生した入側外乱の多数の経時変化のパターンのうち、所定の頻度以上で発生しているもの(典型的なパターン)を、入側外乱の発生パターンとして複数設定し、被圧延材1の出側板厚制御の前に、予め記憶部11に記憶させている。
【0049】
<発生パターンの設定>
発生パターンは、上述したように、過去に発生した入側外乱の値の経時変化の実測値に基づいて設定されるものであるが、この設定の仕方については、例えば、圧延機2の入側に設けられた検出器6(板厚計)で検出された多数の実績データに基づいて、発生頻度の高い複数の発生パターンを、クラスタ分析手法(例えば、K−means等)やウェーブレット解析手法等を用いて演算により求めてもよい。あるいは、圧延機2を長年操作しているオペレータの経験に基づいて、発生頻度が高いと考えられる特定のパターンを複数発生パターンとして定めてもよい。具体的には、例えば、入側板厚外乱の過去の発生傾向から、概ね図4に示した(a)〜(d)の発生パターンが高頻度で発生することがわかっている場合には、発生パターンはそれらの4パターンとすることができる。
【0050】
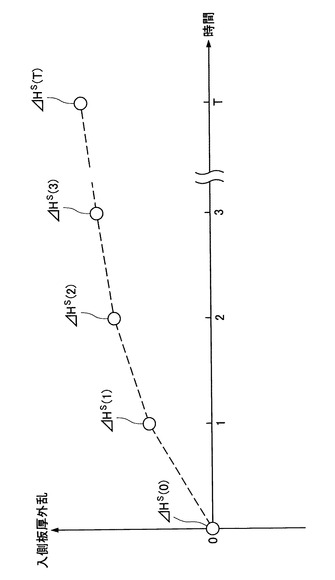
以下の説明では、複数設定された発生パターンのうち、S番目の発生パターンの時間tにおける値をΔHS(t)と記載する。このときの時間tとは、被圧延材1の出側板厚制御の開始時点を0とし、制御周期を単位とした時間ステップを指しており、制御終了時点の時間ステップをTとすることとする。S番目の発生パターンΔHS(t)は、図6に示すように、T+1個の値の組ΔHS(0)、ΔHS(1)、ΔHS(2)、ΔHS(3)、…ΔHS(T)として表され、制御周期を例えば100msとすると、ΔHS(10)は、S番目の発生パターンΔHS(t)における制御開始から1秒後の値を意味する。なお、図6は、入側板厚外乱の発生パターンΔHS(t)の具体例を示す説明図であり、縦軸は入側板厚外乱の値を示しており、横軸は、時間(制御周期を単位とした時間ステップ)を示している。
【0051】
このようにして設定した複数の発生パターンΔHS(t)の組を記憶部11に記憶させる。
【0052】
<圧下パターンの定義>
圧下パターンΔS(t)は、上述したようにして設定された発生パターンごとに決定された圧下位置の修正量の経時変化のパターン(時間tの関数)である。より具体的には、記憶部11に記憶されている入側板厚外乱の発生パターンΔHS(0)、ΔHS(1)、ΔHS(2)、ΔHS(3)、…ΔHS(T)に対応した圧下パターンΔSS(0)、ΔSS(1)、ΔSS(2)、ΔSS(3)、…ΔSS(T)を決定しておき、被圧延材1の出側板厚制御の前に、予め記憶部11に記憶させている。
【0053】
<圧下パターンの決定>
本実施形態に係る圧下パターンの決定は、圧下パターン決定部21により、発生パターンと当該発生パターンの発生頻度とを用いて算出される出側板厚偏差の期待値が最小となるように決定される。すなわち、圧下パターン決定部21は、複数の発生パターンと当該発生パターンごとの発生頻度とを用いて(記憶部11に記憶されている各発生パターンの発生頻度を求め、求めた発生頻度を用いて)、圧延機2の出側板厚偏差の期待値が最小となるように、発生パターンごとの圧下パターンを決定する。
【0054】
ここで、図7を参照しながら、圧下パターン決定部21の詳細な構成について説明する。図7は、本実施形態に係る圧下パターン決定部の構成の一例を示す説明図である。
【0055】
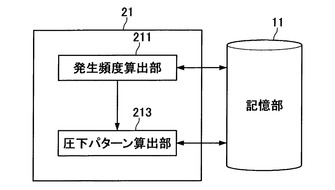
図7に示すように、圧下パターン決定部21は、発生頻度算出部211と、圧下パターン算出部213とを主に有する。
【0056】
発生頻度算出部211は、過去に発生した複数の入側板厚外乱の時間波形に基づいて、発生パターンごとの発生頻度pSを算出する。この発生頻度pSを算出するためには、予め十分な数の入側板厚外乱の実績値が得られていることが必要である。この場合の「十分な数」とは、入側板厚外乱の発生パターンの発生頻度を精度良く求めるために必要となる数であり、例えば、上記で設定された発生パターンの数の20倍程度の数の入側板厚外乱の実績値が少なくとも必要となる。
【0057】
発生頻度算出部211は、まず、記憶部11に記憶されている入側板厚外乱の発生パターンΔHS(t)を抽出し、さらに、過去に発生したi番目の入側板厚外乱の実績値の時間tにおける値をΔH1i(t)と示すとしたときに、記憶部11から、各々の実績値ΔH1i(t)を抽出する。次いで、発生頻度算出部211は、各々の入側板厚外乱の実績値に対して、下記式4で定義される類似度Li,Sが最も小さい発生パターンが発生したとみなし、記憶部11に記憶されている各発生パターンの発生回数を求める。そして、発生頻度算出部211は、発生パターンごとの発生回数を入側板厚外乱の総数で除することにより、発生パターンごとの発生頻度pSを算出する。なお、式4において、Σt≦T{・}は、tを0からTまで変更したときの{}内の値を合計すること、|・|は絶対値を意味する演算子である。
Li,S=Σt≦T{|ΔH1i(t)−ΔHS(t)|} ・・・(式4)
【0058】
発生頻度算出部211は、上述のようにして算出した記憶部11に記憶されている複数の発生パターンごとの発生頻度pSについてのデータを圧下パターン算出部213に伝送する。
【0059】
圧下パターン算出部213は、記憶部11に記憶されている入側板厚外乱の発生パターンΔHS(t)と、発生頻度算出部211から伝送された発生パターンごとの発生頻度pSと、出側板厚偏差の予測値とに基づいて、出側板厚偏差の期待値が最小となるように、発生パターンΔHS(t)ごとの圧下パターンΔSS(t)を算出し、記憶部11に記憶させる。
【0060】
ここで、圧下パターン算出部213は、出側板厚偏差、圧下位置の修正量、及び入側外乱の現在と過去の値を用いて、圧下パターンΔSS(t)の算出に用いる出側板厚偏差を予測する。具体的には、例えば、圧下パターンΔSS(t)の算出に用いる出側板厚偏差としては、入側板厚外乱と圧下位置とを用いた下記式5のような形式の圧延機モデルを利用することができる。式5の圧延機モデルは、圧下装置5の動特性(動作遅れ)をも含んだモデルとなっており、時間t+1における出側板厚偏差Δh(t+1)には、時間t−τにおける圧下位置の修正量ΔS(t−τ)が影響を与える、という無駄時間も含んだモデルとなっている。なお、式5において、係数a,b,cは、被圧延材1の出側板厚への影響度を表す係数(影響係数)であり、入側板厚外乱、圧下位置、出側板厚偏差の過去の実績データを用いて、システム同定手法により求めることができる。
Δh(t+1)=a×Δh(t)+b×ΔS(t−τ)+c×ΔH(t)
・・・(式5)
【0061】
より詳細には、圧下パターン算出部213は、上記式5を用いて、例えば、記憶部11に記憶されている1番目の発生パターンの入側板厚外乱ΔH1(0)〜ΔH1(T)が発生し、これに対して、ある1番目の圧下パターンΔS1(0)〜ΔS1(T)により圧下位置を制御した場合には、出側板厚偏差Δh1(t+1)を下記式5’aのように予測する。同様に、圧下パターン算出部213は、記憶部11に記憶されている2番目の発生パターンΔH2(0)〜ΔH2(T)と2番目の圧下パターンΔS2(0)〜ΔS2(T)に対する出側板厚偏差Δh2(t+1)を式5’b、N番目の発生パターンΔHN(0)〜ΔHN(T)とN番目の圧下パターンΔSN(0)〜ΔSN(T)に対する出側板厚偏差ΔhN(t+1)を式5’Nのように予測する。なお、例えば、式5’aにおいて、発生パターンΔH1(0)〜ΔH1(T)は、記憶部11に予め記憶されている既知の値であるが、圧下パターンΔS1(0)〜ΔS1(T)は、圧下パターン算出部213により算出される未知の変数であり、出側板厚偏差Δh1(1)〜Δh1(T+1)は、圧下パターン算出部213により圧下パターンが算出されれば、これに応じて求めることができる圧下パターンに従属した変数である(式5’b〜式5’Nも同様である)。
Δh1(t+1)=a×Δh1(t)+b×ΔS1(t−τ)+c×ΔH1(t)
・・・(式5’a)
Δh2(t+1)=a×Δh2(t)+b×ΔS2(t−τ)+c×ΔH2(t)
・・・(式5’b)
・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
ΔhN(t+1)=a×ΔhN(t)+b×ΔSN(t−τ)+c×ΔHN(t)
・・・(式5’N)
【0062】
また、S番目の発生パターンの入側板厚外乱が発生する頻度はpSであるため、出側板厚偏差の期待値Eは下記式6のように表される。なお、式6において、Nは発生パターンの数を示している。
E=ΣS≦NpSΣt≦T|ΔhS(t)|/T ・・・(式6)
【0063】
圧下パターン算出部213は、記憶部11に記憶されている入側板厚外乱の発生パターンΔHS(t)と、発生頻度算出部211から伝送された発生パターンごとの発生頻度pSとに基づいて、式5’で定義される出側板厚偏差の予測値を用いて、式6で定義される期待値が最小となるように、発生パターンΔHS(t)ごとの圧下パターンΔSS(t)を、最適化計算により算出する。具体的には、まず、式5’を満足するような圧下パターンΔSS(t)の初期値を設定し(例えば、全てのsにおけるΔSS(t)の初期値をゼロとする)、記憶部11に記憶されている入側板厚外乱の発生パターンΔHS(t)と、上記のように設定された圧下パターンΔSS(t)の初期値とから、式5’を用いて出側板厚偏差ΔhS(t)を予測し、予測した出側板厚偏差ΔhS(t)と発生頻度pSとから、式6を用いて期待値Eを求める。次に、圧下パターンΔSS(t)の設定値を、先に求められた期待値Eが小さくなると予測される方向に微修正し、この微修正した圧下パターンΔSS(t)の設定値を用いて、上記と同様にして期待値Eを求める。以上の処理を、圧下パターンΔSS(t)の設定値をどの方向に微修正しても期待値Eがそれ以上小さくならなくなるまで繰り返すことで、期待値Eを最小とする圧下パターンΔSS(t)を算出することができる(このような計算方法は、後述する線形計画法、逐次2次計画法や、探索法等も含めて、全ての最適化計算に共通して適用可能な方法である)。
【0064】
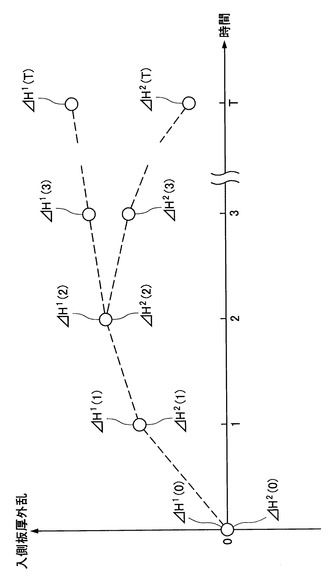
ただし、圧下パターン算出部213は、t’≦tの全ての時刻t’で、2つの発生パターン(例えば、S1番目の発生パターンにおける入側板厚外乱ΔHS1(t’)、S2番目の発生パターンにおける入側板厚外乱ΔHS2(t’))がほぼ等しければ、下記式7の制約条件を加えて圧下パターンΔSS(t)を算出する。なお、式7中のεは小さな量を表す定数であり、例えば、入側板厚外乱の最大値の数%程度とすればよい。
ΔSS1(t)=ΔSS2(t) if|ΔHS1(t’)−ΔHS2(t’)|≦ε for all t’≦t ・・・(式7)
【0065】
ここで、図8を参照しながら、式7の制約条件について説明する。図8は、2つの発生パターンにおける入側板厚外乱が時間2までほぼ等しい例を示す説明図である。
【0066】
この式7の条件は、本実施形態に係る板厚制御装置10において、検出した入側板厚外乱ΔH(0)〜ΔH(t)から、圧下位置の修正量ΔS(t)を1つに決めるために必要な条件である。なぜなら、図8に示した発生パターン1(ΔH1(0)〜ΔH1(T)の入側板厚外乱の値をとり、図4(a)に示した昇り坂型の発生パターン)と発生パターン2(ΔH2(0)〜ΔH2(T)の入側板厚外乱の値をとり、図4(b)に示した山型の発生パターン)のように、時間2までの入側板厚外乱がほぼ等しくても(ΔH1(0)≒ΔH2(0)、ΔH1(1)≒ΔH2(1)かつΔH1(2)≒ΔH2(2))、時間3以降の入側板厚外乱が異なっている場合には、式7の条件がないと、発生パターン1に対応する圧下パターン1と、発生パターン2に対応する圧下パターン2とは異なる値となってしまう(ΔS1(0)≠ΔS2(0),ΔS1(1)≠ΔS2(1),ΔS1(2)≠ΔS2(2))。従って、時間2において検出器(板厚計)6で検出された入側板厚外乱ΔH(0)〜ΔH(2)が、ΔH(0)≒ΔH1(0)≒ΔH2(0),ΔH(1)≒ΔH1(1)≒ΔH2(1),ΔH(2)≒ΔH1(2)≒ΔH2(2)であった場合には、時間3以降の入側板厚外乱が時間2までの入側板厚外乱よりも増加するか減少するか(図8の例では、発生パターン1となるか発生パターン2となるか)、時間2の時点では予測できないため、圧下パターン1のΔS1(2)と、圧下パターン2のΔS2(2)のどちらを用いて、圧下位置の制御を行えば良いか、圧下パターン算出部213が判断できなくなってしまう。すなわち、2つの発生パターンを比較した場合に、時間t’までの入側板厚外乱の発生パターンがほぼ等しければ、時間t’までの圧下パターンも等しくする必要があることになる。
【0067】
以上のようにして、圧下パターン算出部213は、記憶部11に記憶されている入側板厚外乱の発生パターンΔHS(t)ごとに算出した発生頻度pSを用い、式6で定義される出側板厚偏差の期待値Eを最小とする圧下パターンを求め、この圧下パターンを発生パターンΔHS(t)に対応付けて記憶部11に記憶させる。例えば、記憶部11に、N組の入側板厚外乱の発生パターンΔH1(0)〜ΔH1(T),・・・,ΔHN(0)〜ΔHN(T)が記憶されている場合には、圧下パターン算出部213は、これらの発生パターンごとの発生頻度p1〜pNを用い、かつ、式5’と式7を制約条件として、式6から算出される期待値Eを最小とする圧下パターンΔS1(0)〜ΔS1(T),・・・,ΔSN(0)〜ΔSN(T)を求め、求められた圧下パターンΔS1(0)〜ΔS1(T),・・・,ΔSN(0)〜ΔSN(T)を、各発生パターンΔH1(0)〜ΔH1(T),・・・,ΔHN(0)〜ΔHN(T)に対応付けて、記憶部11に記憶させる。
【0068】
なお、本実施形態において圧下パターンを求める際には、記憶部11に記憶されている全ての発生パターンに対する圧下パターンを一回の最適化計算で求める。また、式6で定義される期待値Eを最小とする圧下パターンΔSS(t)(S=1〜N,t=0〜T)の算出に際しては、圧延機モデルが式5のような線形式であれば、一般的な線形計画法で求めることができる。ただし、式5の圧延機モデルは線形式である必要はなく、二乗やルートなどを含んだ一般の非線形式であっても構わない。圧延機モデルが非線形式の場合には、式6で定義される期待値Eを最小とする圧下パターンΔSS(t)を逐次2次計画法などで求めることができる。
【0069】
以上説明した本実施形態に係る圧下パターン決定部21は、必ずしも板厚制御装置10自体の機能でなくてもよく、例えば、板厚制御装置10とは物理的に別体で、かつ、板厚制御装置10に接続可能な外部機器(圧下パターン決定装置)であってもよい。すなわち、本実施形態では、板厚制御装置10が圧下パターン決定部21を有しておらず、その代わりに、以下のような圧下パターン決定装置が、板厚制御装置10とは物理的に別体で設けられていてもよい。
【0070】
この場合の圧下パターン決定装置は、圧延機2により圧延される板状の被圧延材1の入側外乱の発生パターンごとに圧下パターンを決定する装置である。そして、この圧下パターン決定装置は、図7、図8を参照しながら説明したような発生頻度算出部と、圧下パターン算出部とを有している。なお、発生パターンの設定や圧下パターンの決定、さらには、圧下パターン決定装置が有する各機能構成については、上述した場合と同様であるので、これらの詳細な説明については省略する。
【0071】
<時間波形データ>
時間波形データは、被圧延材1の板厚の制御開始時点から現在時点までにおける入側外乱の実測値の経時変化の波形を示すデータである。この時間波形データは、本実施形態では、検出器6が保有しているデータである。すなわち、本実施形態では、検出器(板厚計)6が、被圧延材1の入側板厚の設定値に関するデータを保有しており、被圧延材1の出側板厚の制御開始後に検出した被圧延材1の入側板厚の実測値と、保有している入側板厚外乱の設定値とを用いて、入側板厚外乱の値の実測値を算出している。さらに、検出器6は、算出された各時間t(t=0,1,2,3・・・T)における入側板厚外乱の値の実測値の経時変化を波形データとして保有することができる。
【0072】
そして、本実施形態に係る時間波形データ取得部13は、制御開始時(t=0)から現在の時間tn(0<tn<T)までの時間波形データをオンラインで検出器6から取得し、取得した時間波形データを記憶部11に記憶させる。また、時間波形データ取得部13は、検出器6から取得した時間波形データを直接発生パターン特定部15に伝送してもよい。
【0073】
ここで、本実施形態では、各時間t(t=0,1,2,3・・・T)における入側板厚外乱の値の算出や時間波形データの作成を検出器6が行うこととしているが、必ずしも検出器6により入側板厚外乱の値の算出や時間波形データの作成をしなくてもよい。すなわち、検出器6は、圧延機2の入側における板厚や温度等の実測値のみを検出し、この検出値のみを時間波形データ取得部13に伝送し、時間波形データ取得部13が、記憶部11等に記憶されている入側板厚や入側温度の設定値を用いて、入側外乱の値を算出するようにしてもよい。
【0074】
(出側板厚のオンラインでの制御に関わる機能)
以上、板厚制御装置のオフラインにおいて実現される機能について詳細に説明したが、引き続き、図5を参照しながら、被圧延材1の出側板厚のオンラインでの制御に関わる機能について説明する。
【0075】
発生パターン特定部15は、記憶部11に記憶されている複数の発生パターンΔHS(t)の中から、被圧延材1の出側板厚の制御開始時点(t=0)から現在時点(t=tn)までにおける入側外乱の時間波形ΔH(t)と最も類似した波形を有する発生パターンを特定する。
【0076】
上述したように、記憶部11には、被圧延材1の出側板厚の制御開始時点(t=0)から、現在時点(t=tn)までにおける入側板厚外乱の時間波形ΔH(0)〜ΔH(tn)が記憶されている。この場合に、発生パターン特定部15は、記憶部11に記憶されている複数(例えば、N個)の入側板厚外乱の発生パターンΔH1(t)(ΔH1(0)〜ΔH1(tn)),ΔH2(t)(ΔH2(0)〜ΔH2(tn)),・・・,ΔHN(t)(ΔHN(0)〜ΔHN(tn))の中から、時間波形ΔH(0)〜ΔH(tn)と最も近い波形を有する発生パターンを特定する。具体的には、例えば、発生パターン特定部15は、記憶部11に記憶されている全ての発生パターンΔH1(t),ΔH2(t),・・・,ΔHN(t)の中から、下記式8で定義される類似度LS(t)が最も小さい発生パターンを、入側板厚外乱の時間波形ΔH(t)と最も類似した波形を有する発生パターンとして特定する。
LS(t)=Σt’≦t|ΔH(t’)−ΔHS(t’)| ・・・(式8)
【0077】
発生パターン特定部15は、特定した発生パターンに関するデータを圧下パターン選択部17に伝送する。
【0078】
圧下パターン選択部17は、記憶部11に記憶されている複数の圧下パターンΔSS(t)の中から、発生パターン特定部15により特定された発生パターンに対応付けられて記憶されている圧下パターンを選択して、記憶部11から抽出する。そして、圧下パターン選択部17は、選択した圧下パターンに関するデータを圧下位置制御部19に伝送する。
【0079】
圧下位置制御部19は、圧下パターン選択部17により選択された圧下パターンΔSS(t)による現在の時間tnにおける修正量ΔSS(tn)に基づいて、現在時点における圧下位置をΔSS(tn)だけ修正するように、圧下装置5を制御する。
【0080】
以上、本発明の一実施の形態に係る板厚制御装置10及び圧下パターン決定装置の構成及び機能について、検出器6が被圧延材1の入側板厚を検出する板厚計の場合を例に挙げて説明したが、検出器6として、板厚計の代わりに温度計を用いて、被圧延材1の入側温度外乱の影響を出側板厚に極力与えないようにするものとしてもよい。
【0081】
また、圧下パターンの決定の際に、下記式9に示すように、圧下パターンによる圧下位置修正量の上下限の制約を加えたり、上記式6の代わりに、圧下位置修正量の大きさ|ΔSS(t)|も考慮した下記式10で表される期待値Eを最小とする圧下位置修正量を求めることで、圧下位置の過度な修正動作を控えるようにしてもよい。なお、式9におけるΔSL及びΔSHは、それぞれ、圧下位置修正量の下限及び上限を示す。また、式10におけるWは、圧下位置修正量の動きを抑えるための調整係数である。
ΔSL≦ΔSS(t)≦ΔSH ・・・(式9)
E=ΣS≦NpSΣt≦T{|ΔhS(t)|+W×|ΔSS(t)|}/T
・・・(式10)
【0082】
また、上述した実施形態では、入側板厚外乱は、検出器6で検出された入側板厚の実測値と設定値との偏差としているが、入側板厚の設定値を時間ゼロ(制御開始時)における入側板厚であるとし、入側板厚外乱は、時間ゼロにおける入側板厚からの偏差として表現してもよい。この場合、板厚制御装置10は、時間ゼロにおける入側板厚からの偏差の影響を、出側板厚へ極力与えない制御系として動作する。
【0083】
以上、本実施形態に係る板厚制御装置及び圧下パターン決定装置の機能の一例を示した。上記の各構成要素は、汎用的な部材や回路を用いて構成されていてもよいし、各構成要素の機能に特化したハードウェアにより構成されていてもよい。また、各構成要素の機能を、CPU等が全て行ってもよい。従って、本実施形態を実施する時々の技術レベルに応じて、適宜、利用する構成を変更することが可能である。
【0084】
[板厚制御方法]
次に、図9及び図10を参照しながら、上述した板厚制御装置10を用いた本実施形態に係る板厚制御方法について説明する。図9は、本実施形態に係る板厚制御方法の処理の流れを示すフローチャートである。また、図10は、本実施形態に係る圧下パターン決定方法の処理の流れを示すフローチャートである。
【0085】
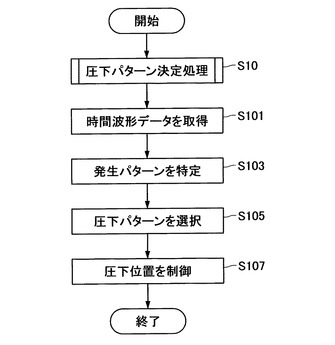
本実施形態に係る板厚制御方法は、圧延機2により圧延される板状の被圧延材1の入側外乱の値に基づいて、圧延機2による圧下位置を修正することで、圧延機2の出側における被圧延材1の板厚を制御する方法であり、具体的には、主に、以下の5つのステップが順に行われる。
(1)圧下パターン決定ステップ(S10)
(2)時間波形データ取得ステップ(S101)
(3)発生パターン特定ステップ(S103)
(4)圧下パターン選択ステップ(S105)
(5)圧下位置制御ステップ(S107)
【0086】
以下、上記各ステップについて詳細に説明する。
【0087】
(1:圧下パターン決定ステップ)
圧下パターン決定ステップS10は、オンラインでの被圧延材1の出側板厚の制御の開始前に、オフラインで行われる処理である。ただし、圧下パターン決定ステップS10は、必ずしも、時間波形データ取得ステップS101の前に行われる必要はなく、少なくとも圧下パターン選択ステップS105の前に行われていればよい。具体的には、圧下パターン決定ステップS10では、圧下パターン決定部21が、記憶部11に記憶されている複数の発生パターンと当該発生パターンごとの発生頻度とを用いて、出側板厚偏差の期待値が最小となるように、発生パターンごとに圧下パターンを決定する。
【0088】
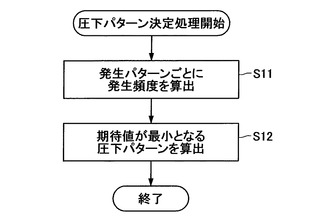
ここで、図10を参照しながら、圧下パターン決定ステップS10の処理の詳細について説明する。図10に示すように、圧下パターン決定処理が開始されると、まず、発生頻度算出部211が、過去に発生した複数の入側外乱の時間波形に基づいて、記憶部11に記憶されている複数の発生パターンΔHS(t)ごとの発生頻度pSを算出する(ステップS11:発生頻度算出ステップ)。このときの発生頻度pSの算出方法の詳細については、発生頻度算出部211の機能の説明の際に述べたので、ここでは説明を省略する。
【0089】
次に、圧下パターン算出部213が、記憶部11に記憶されている入側板厚外乱の発生パターンΔHS(t)と、発生頻度算出ステップS11で算出された発生パターンごとの発生頻度pSと、出側板厚偏差の予測値とに基づいて、出側板厚偏差の期待値が最小となるように、発生パターンΔHS(t)ごとの圧下パターンΔSS(t)を算出する(ステップS12:圧下パターンステップ)。このときの圧下パターンΔSS(t)の算出方法の詳細については、圧下パターン算出部213の機能の説明の際に述べたので、ここでは説明を省略する。
【0090】
以上説明した本実施形態に係る圧下パターン決定ステップS10は、必ずしも板厚制御方法の処理の一環として行われなくてもよく、例えば、板厚制御方法とは、別途行われる処理であってもよい。すなわち、本実施形態では、板厚制御方法が圧下パターン決定ステップS10を含んでおらず、その代わりに、以下のような圧下パターン決定方法を、板厚制御方法とは別途行うようにしてもよい。
【0091】
再び図9を参照しながら、本実施形態に係る板厚制御方法の説明を続ける。
【0092】
(2:時間波形データ取得ステップ)
時間波形データ取得ステップS101は、時間波形データ取得部13が、制御開始時点(時間t=0)から現在時点(時間t=tn)までにおける入側外乱の時間波形データΔH(0)〜ΔH(tn)を、記憶部11から抽出または検出器6から直接取得する。この入側外乱の時間波形データは、制御開始時点から現在時点まで、検出器6により制御周期ごとに検出された値に基づいて作成されたデータである。
【0093】
(3:発生パターン特定ステップ)
発生パターン特定ステップS103では、発生パターン特定部15が、時間波形データ取得ステップS101で取得された時間波形データに基づいて、記憶部11に記憶されている複数の入側外乱の発生パターンΔHS(t)の中から、取得された時間波形データΔH(0)〜ΔH(tn)に対応する入側外乱の時間波形と最も類似した波形を有する発生パターンを特定する。
【0094】
(4:圧下パターン選択ステップ)
圧下パターン選択ステップS105では、圧下パターン選択部17が、記憶部11に記憶されている複数の発生パターンΔHS(t)ごとの発生頻度pSを用いて算出された出側板厚偏差の期待値Eが最小となるように発生パターンΔHS(t)ごとに決定された圧下パターンΔSS(t)の中から、発生パターン特定ステップS103で特定された発生パターンに対応する圧下パターンを選択する。
【0095】
(5:圧下位置制御ステップ)
圧下位置制御ステップS107では、圧下位置制御部19が、圧下パターン選択ステップS105で選択された圧下パターンによる現在時点における圧下位置の修正量ΔSS(tn)に基づいて、現在時点における圧下位置を修正量ΔSS(tn)だけ修正するように、圧下装置5を制御する。
【0096】
なお、以上説明したステップS101〜S107における処理の内容の詳細については、時間波形データ取得部13、発生パターン特定部15、圧下パターン選択部17及び圧下位置制御部19の機能の説明において述べたので、ここではその説明を省略する。
【0097】
[まとめ]
以上説明したように、本発明の基盤技術であるフィードフォワードAGCでは、被圧延材の出側板厚を制御する際に、入側板厚外乱の現在値しか用いていない。一方、本実施形態に係る板厚制御装置及び板厚制御方法では、入側板厚外乱の将来の発生パターンと発生頻度をも用い、最も出側板厚偏差が小さくなる確率が高くなるように、例えば、出側板厚偏差の期待値を最小化するように、圧下位置を修正することとしている。このため、出側板厚偏差が抑制され、圧延機2により圧延された被圧延材1の出側板厚が、出側板厚公差から外れる頻度が少なくなり、歩留りを向上させることが可能となる。
【0098】
以上、添付図面を参照しながら本発明の好適な実施形態について説明したが、本発明はかかる例に限定されないことは言うまでもない。当業者であれば、特許請求の範囲に記載された範疇内において、各種の変更例または修正例に想到し得ることは明らかであり、それらについても当然に本発明の技術的範囲に属するものと了解される。
【0099】
例えば、上述した実施形態においては、検出器が板厚計であり、入側外乱が入側板厚外乱である場合について説明したが、検出器としては、板厚計以外にも温度計や被圧延材の材質等を検出可能なものであってもよく、入側外乱としては、入側温度外乱や入側材質外乱等であってもよい。
【0100】
また、上述した実施形態においては、制御性能の良否の指標を表す評価値(出側板厚偏差をどれだけ抑制できるかどうかの評価の指標)として、出側板厚偏差の期待値と、出側板厚偏差と重み付けされた圧下位置の修正量との和の期待値の2種類を例示したが、本発明における評価値としては、これらの期待値に限定するものではない。例えば、圧下パターンの算出に使用する評価値として、出側板厚偏差のピーク値(最大値)の期待値を採用したり、出側板厚偏差の公差外れ頻度(確率)を採用してもよい。
【実施例】
【0101】
続いて、実施例を用いて本発明をさらに具体的に説明する。
【0102】
本実施例は、鋼板を圧延する圧延機に対して、検出器として入側板厚計を用い、本発明に係る板厚制御装置及び適用したものである。
【0103】
(発生パターンの設定)
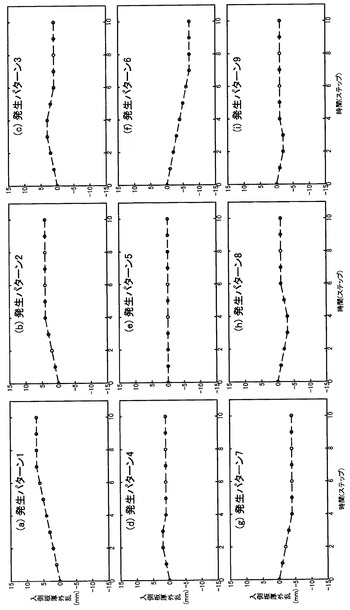
過去の入側板厚外乱の発生傾向から、クラスタ分析手法を用いて入側板厚外乱の発生パターンを図11の(a)〜(i)の9パターンとした(発生パターン数N=9)。時間ステップを0.3秒とし、鋼板の先端部のみに本実施例の板厚制御装置を用いることとし、制御終了時刻Tを10(=3秒)とした。なお、図12に、図11の(a)〜(i)の発生パターンを重ねて描画したものを示す。これら9つの発生パターンΔHS(0)〜ΔHS(10)(S=1〜9)を板厚制御装置に設定した(板厚制御装置の記憶装置に記憶させた)。なお、図12に示した例では、全ての発生パターンの時間0の値をゼロとしているが、ゼロ以外の値としても構わない。
【0104】
(圧下パターンの決定)
まず、過去の実績データにより予め得られていた180個の入側板厚外乱の時間波形を、式4で定義される類似度に基づき、最も類似している発生パターンに振り分け、各発生パターンの発生回数と発生頻度を算出したところ、下記表1のようになった。ここで、発生頻度は、入側板厚外乱の時間波形の過去の実績データ数180で除した値である。
【0105】
【表1】

【0106】
次に、制御する圧延機の特性に従い、式5に対応した圧延機出側の板厚の圧延機モデルを下記式11とした。
Δh(t+1)=0.5×Δh(t)+ΔS(t−2)+ΔH(t)
・・・(式11)
【0107】
従って、上記式11に基づけば、式5’に対応する制約式は、式11’a〜式11’iの9つとなる。
Δh1(t+1)=0.5×Δh1(t)+ΔS1(t−2)+ΔH1(t)
・・・(式11’a)
Δh2(t+1)=0.5×Δh2(t)+ΔS2(t−2)+ΔH2(t)
・・・(式11’b)
・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
Δh9(t+1)=0.5×Δh9(t)+ΔS9(t−2)+ΔH9(t)
・・・(式11’i)
【0108】
また、式6に対応した期待値を算出する式を全ての発生パターンΔHS(t)に関して展開して書き下すと、表1の発生頻度を用い、下記式12のようになった。
E=0.167×(|Δh1(0)|+・・・+|Δh1(10)|)
+0.222×(|Δh2(0)|+・・・+|Δh2(10)|)
・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
+0.056×(|Δh9(0)|+・・・+|Δh9(10)|)
・・・(式12)
【0109】
さらに、図12を参照すると、入側板厚外乱の9つの発生パターンH1(t)〜H9(t)には、異なる発生パターンで、入側板厚外乱の値がほぼ等しいものがあるため、εを0.1mmとして、式7に対応する制約式を求めたところ、下記式13a〜13i(以下、まとめて「式13」と記載する場合がある。)の制約式となった。
ΔS1(0)=ΔS2(0)=・・・=ΔS9(0) ・・・(式13a)
ΔS1(1)=ΔS2(1)=ΔS3(1)=ΔS4(1) ・・・(式13b)
ΔS1(2)=ΔS2(2)=ΔS3(2)=ΔS4(2) ・・・(式13c)
ΔS1(3)=ΔS2(3)=ΔS3(3) ・・・(式13d)
ΔS1(4)=ΔS2(4) ・・・(式13e)
ΔS6(1)=ΔS7(1)=ΔS8(1)=ΔS9(1) ・・・(式13f)
ΔS6(2)=ΔS7(2)=ΔS8(2)=ΔS9(2) ・・・(式13g)
ΔS6(3)=ΔS7(3)=ΔS8(3) ・・・(式13h)
ΔS6(4)=ΔS7(4) ・・・(式13i)
【0110】
そこで、本実施例では、式11’と式13を制約式として、式12の期待値Eが最小になる圧下パターンΔS1(0)〜ΔS1(10),・・・,ΔS9(0)〜ΔS9(10)を一括して求めたところ、図13のようになった。図13の圧下パターンは、上下(圧下位置修正量の方向)で対称となっておらず、例えば、全ての圧下パターンにおいて、時間0で圧下位置修正量がマイナスとなっている(圧下装置5により圧下を締め込んでいる)。これは、表1のように、正(プラス)側の入側板厚外乱の発生頻度の方が、負(マイナス)側の入側板厚外乱の発生頻度より大きいためであり、予め圧下を締め込んでおいた方が良いということを表している。求められた圧下パターンΔS1(0)〜ΔS1(10),・・・,ΔS9(0)〜ΔS9(10)についても、板厚制御装置に設定した(板厚制御装置の記憶装置に記憶させた)。
【0111】
(板厚制御結果)
上述したようにして発生パターンと圧下パターンが設定された板厚制御装置を用いて、鋼板の出側板厚制御を100回行った結果を図14に示す(100回の出側板厚偏差のチャートを重ねて描画している)。一方、比較例として、板厚計で検出された入側板厚外乱ΔH(t)のみを用いて、同様に、板厚制御を100回行った場合の結果を図15に示す。この比較例における板厚制御装置は、特許文献1に記載されているようなフィードフォワードAGCであり、上記式3のC×(Q/M)が1.0の場合(下記式12を参照)の制御装置である。
ΔS(t)=−1.0×ΔH(t) ・・・(式12)
【0112】
図14と図15より、実施例による板厚制御装置を用いた板厚制御の方が、比較例による板厚制御装置を用いた板厚制御に比べて、出側板厚偏差が少ないことがわかる。下記式13で定義される出側板厚偏差の平均値EAVを用いて、実施例と比較例の板厚制御装置の効果を比較したところ、下記表2に示す結果となり、実施例の板厚制御装置による出側板厚偏差の平均値は、比較例による板厚制御装置に比べて半分以下となった。ここで、式13のRは板厚制御回数(本実施例の場合100)、Δhi(t)は、圧延機出側に設置された板厚計で測定した出側板厚であり、i回目の圧延時の検出値である。
EAV=Σi≦RΣt≦T|Δhi(t)|/(R×T) ・・・(式13)
【0113】
【表2】
【符号の説明】
【0114】
1 被圧延材(金属板材)
2 圧延機
3 ワークロール
4 バックアップロール
5 圧下装置
6 検出器
10 板厚制御装置
11 記憶部
13 時間波形データ取得部
15 発生パターン特定部
17 圧下パターン選択部
19 圧下位置制御部
21 圧下パターン決定部
211 発生頻度算出部
213 圧下パターン算出部
ΔHS(t) 入側板厚外乱の発生パターン
ΔSS(t) 圧下パターン
【技術分野】
【0001】
本発明は、金属板材等の板状の被圧延材を圧延する圧延機において、被圧延材の圧延機出側の板厚を所定の寸法に制御するために用いられる板厚制御装置、圧下パターン決定装置、板厚制御方法及び圧下パターン決定方法に関する。
【背景技術】
【0002】
鉄鋼材料やアルミ材料などの金属板材を所定の厚みに圧延する場合には、2つの圧延ロール間の間隔(圧下位置)を調整する圧下装置が設けられた圧延機を用いて、被圧延材である金属板材の圧延機の出側の板厚(以下、単に「出側板厚」と記載する。)が制御される。このように、圧延機において出側板厚を制御する装置としては、例えば、非特許文献1の第12章(p.295−313)に記載されているようなゲージメータAGC(Automatic Gage Control)が代表的である。このゲージメータAGCは、圧延荷重を計測した後、この圧延荷重を用いて推定される出側板厚の推定値と出側板厚の設定値との差に応じて、圧下位置を修正するフィードバック制御である。従って、ゲージメータAGCでは、制御系の遅れが必ず存在することとなるため、高精度な制御を遅れなく行うことは困難である。
【0003】
これに対して、例えば、特許文献1では、圧延機入側に板厚計を設置し、板厚計で検出された入側板厚外乱の値(入側板厚の実測値から入側板厚の設定値を減じた値)に応じて、適切なタイミングで圧下位置を調整するフィードフォワードAGCが提案されている。このフィードフォワードAGCは、現在時点における入側板厚外乱に応じて圧下位置を修正することで、出側板厚偏差を抑制する手法である。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平1−154814
【非特許文献】
【0005】
【非特許文献1】社団法人 日本鉄鋼協会 共同研究会 圧延理論部会 編集、板圧延の理論と実際(第1版)、昭和59年9月1日発行、社団法人 日本鉄鋼協会 出版
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、入側外乱の周波数が圧下装置の動作可能周波数より高い場合、すなわち、圧下装置の応答速度に比べて入側外乱の変化が速い場合には、現在時点における入側外乱の影響が出側板厚に現れないような圧下位置の修正を圧下装置に対して指令したとしても、圧下装置の動作遅れの分だけ、出側板厚偏差が生じてしまうという問題があった。
【0007】
そこで、本発明は、このような問題に鑑みてなされたもので、被圧延材の圧延機出側の板厚を所定の寸法に制御するために用いられる板厚制御装置、圧下パターン決定装置、板厚制御方法及び圧下パターン決定方法において、圧下装置の応答速度に比べて入側外乱の変化が速い場合に、その外乱の影響が出側板厚へ現れる程度を小さくし、出側板厚偏差を抑制することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決するために鋭意研究を重ねた結果、入側外乱の現在値だけでなく、将来発生し得る入側外乱の発生パターンと発生頻度をも用いて、出側板厚偏差が最も小さくなる確率が高くなるように、例えば、出側板厚偏差の期待値を最小化するように圧下位置を修正することにより、圧下装置の応答速度に比べて入側外乱の変化が速い場合に、入側外乱の出側板厚への影響を極めて小さくできることを見出し、この知見に基づいて本発明を完成するに至った。
【0009】
すなわち、本発明によれば、圧延機により圧延される板状の被圧延材の寸法、材質及び温度のうちの少なくともいずれか1つの前記圧延機の入側における検出値と予め定められた基準値との偏差である入側外乱の値に基づいて、前記圧延機による圧下位置を修正することで、前記圧延機の出側における前記被圧延材の板厚を制御する板厚制御装置であって、過去に発生した前記入側外乱の値の経時変化の実測値に基づいて複数設定された前記入側外乱の値の経時変化のパターンである発生パターンの中から、前記被圧延材の前記出側の板厚の制御開始時点から現在時点までにおける前記入側外乱の実測値の経時変化の波形を示す入側外乱の時間波形と最も類似した波形を有する前記発生パターンを特定する発生パターン特定部と、複数の前記発生パターンごとの発生頻度と前記圧延機の出側の板厚偏差の予測値とから算出される評価値が最小となるように前記発生パターンごとに決定された前記圧下位置の修正量の経時変化のパターンである圧下パターンの中から、前記発生パターン特定部により特定された前記発生パターンに対応する前記圧下パターンを選択する圧下パターン選択部と、前記圧下パターン選択部により選択された前記圧下パターンによる現在時点における圧下位置の修正量に基づいて、現在時点における前記圧下位置を制御する圧下位置制御部と、を備える板厚制御装置が提供される。
【0010】
ここで、前記評価値は、前記出側の板厚偏差の期待値であり、前記板厚制御装置は、複数の前記発生パターンと当該発生パターンごとの発生頻度とを用いて、前記出側の板厚偏差の期待値が最小となるように、前記発生パターンごとに前記圧下パターンを決定する圧下パターン決定部をさらに備えていてもよい。
【0011】
また、前記圧下パターン決定部は、過去に発生した複数の前記入側外乱の時間波形に基づいて、前記発生パターンごとの発生頻度を算出する発生頻度算出部と、前記発生パターンと、前記発生頻度算出部により算出された前記発生頻度と、前記出側の板厚偏差の予測値とに基づいて、前記出側の板厚偏差の期待値が最小となる前記発生パターンごとの前記圧下パターンを算出する圧下パターン算出部と、を有していてもよい。
【0012】
また、前記圧下パターン算出部は、前記出側の板厚偏差、前記圧下位置の修正量及び前記入側外乱の過去の実績値を用いて、前記圧下パターンの算出に用いる前記出側の板厚偏差を予測してもよい。
【0013】
また、前記圧下パターン算出部は、t’≦tの全ての時刻t’で、2つの前記発生パターンにおける前記入側外乱の値がほぼ等しい場合に、下記式7の制約条件を加えて前記圧下パターンを算出してもよい。
ΔSS1(t)=ΔSS2(t) if|ΔHS1(t’)−ΔHS2(t’)|≦ε for all t’≦t ・・・(式7)
前記式7において、ΔSS1(t)及びΔSS2(t)は、それぞれ、S1番目及びS2番目の前記圧下パターンを示し、ΔHS1(t’)及びΔHS2(t’)は、全ての時刻t’における前記入側外乱の値を示し、εは定数である。
【0014】
また、前記圧下パターン算出部は、前記評価値として、前記出側の板厚偏差の期待値に代えて、前記出側の板厚偏差と、重み付けされた前記圧下位置の修正量との和の期待値を用いてもよい。
【0015】
また、本発明によれば、圧延機により圧延される板状の被圧延材の寸法、材質及び温度のうちの少なくともいずれか1つの前記圧延機の入側における検出値と予め定められた基準値との偏差である入側外乱の過去の発生時における前記入側外乱の値の経時変化の実測値に基づいて複数設定された前記入側外乱の値の経時変化のパターンである発生パターンごとに、前記圧延機による圧下位置の修正量の経時変化のパターンである圧下パターンを決定する圧下パターン決定装置であって、過去に発生した複数の前記入側外乱の時間波形に基づいて、前記発生パターンごとの発生頻度を算出する発生頻度算出部と、前記発生パターンと、前記発生頻度算出部により算出された前記発生頻度と、前記出側の板厚偏差の予測値とに基づいて、前記出側の板厚偏差の期待値が最小となる前記発生パターンごとの前記圧下パターンを算出する圧下パターン算出部と、を備える圧下パターン決定装置が提供される。
【0016】
また、本発明によれば、圧延機により圧延される板状の被圧延材の寸法、材質及び温度のうちの少なくともいずれか1つの前記圧延機の入側における検出値と予め定められた基準値との偏差である入側外乱の値に基づいて、前記圧延機による圧下位置を修正することで、前記圧延機の出側における前記被圧延材の板厚を制御する板厚制御方法であって、前記被圧延材の板厚の制御開始時点から現在時点までにおける前記入側外乱の実測値の経時変化を示す入側外乱の時間波形データを取得する時間波形データ取得ステップと、取得された前記時間波形データに基づいて、過去に発生した前記入側外乱の値の経時変化の実測値に基づいて複数設定された前記入側外乱の値の経時変化のパターンである発生パターンの中から、前記時間波形データに対応する前記入側外乱の時間波形と最も類似した波形を有する前記発生パターンを特定する発生パターン特定ステップと、複数の前記発生パターンごとの発生頻度と前記圧延機の出側の板厚偏差の予測値とから算出される評価値が最小となるように前記発生パターンごとに決定された前記圧下位置の修正量の経時変化のパターンである圧下パターンの中から、前記発生パターン特定ステップで特定された前記発生パターンに対応する前記圧下パターンを選択する圧下パターン選択ステップと、前記圧下パターン選択ステップで選択された前記圧下パターンによる現在時点における修正量に基づいて、現在時点における前記圧下位置を制御する圧下位置制御ステップと、を含む板厚制御方法が提供される。
【0017】
ここで、前記板厚制御方法は、前記圧下パターン選択ステップよりも前に、前記評価値として、前記出側の板厚偏差の期待値を用い、複数の前記発生パターンと当該発生パターンごとの発生頻度とに基づいて、前記出側の板厚偏差の期待値が最小となるように、前記発生パターンごとに前記圧下パターンを決定する圧下パターン決定ステップをさらに含んでいてもよい。
【0018】
また、本発明によれば、圧延機により圧延される板状の被圧延材の寸法、材質及び温度のうちの少なくともいずれか1つの前記圧延機の入側における検出値と予め定められた基準値との偏差である入側外乱の過去の発生時における前記入側外乱の値の経時変化の実測値に基づいて複数設定された前記入側外乱の値の経時変化のパターンである発生パターンごとに、前記圧延機による圧下位置の修正量の経時変化のパターンである圧下パターンを決定する圧下パターン決定方法であって、過去に発生した複数の前記入側外乱の時間波形に基づいて、前記発生パターンごとの発生頻度を算出する発生頻度算出ステップと、前記発生パターンと、前記発生頻度算出部により算出された前記発生頻度と、前記出側の板厚偏差の予測値とに基づいて、前記出側の板厚偏差の期待値が最小となる前記発生パターンごとの前記圧下パターンを算出する圧下パターン算出ステップと、を含む圧下パターン決定方法が提供される。
【発明の効果】
【0019】
本発明によれば、被圧延材の圧延機出側の板厚を所定の寸法に制御するために用いられる板厚制御装置、圧下パターン決定装置、板厚制御方法及び圧下パターン決定方法において、入側外乱の現在値だけでなく、将来発生し得る入側外乱の発生パターンと発生頻度をも用いて、出側板厚偏差が最も小さくなる確率が高くなるように圧下位置を修正することにより、入側外乱が圧下装置の応答速度に比べて入側外乱の変化が速い場合であっても、その外乱の影響が出側板厚へ現れる程度を小さくし、出側板厚偏差を抑制することが可能となる。従って、本発明に係る板厚制御装置、圧下パターン決定装置、板厚制御方法及び圧下パターン決定方法によれば、圧延後の被圧延材の板厚が出側板厚公差から外れる頻度が減少し、歩留まりを向上させることができる。
【図面の簡単な説明】
【0020】
【図1】金属板材を所定厚みに圧延する圧延機の構成の一例を示す説明図である。
【図2】ミルストレッチ曲線と塑性曲線との関係を示すグラフである。
【図3】フィードフォワードAGCによる出側板厚の制御方法を用いた装置の構成の一例を示す説明図である。
【図4】被圧延材の入側板厚外乱の発生パターンの例を示す説明図である。
【図5】本発明の一実施形態に係る板厚制御装置の構成の一例を示す説明図である。
【図6】同実施形態における入側板厚外乱の発生パターンの具体例を示す説明図である。
【図7】同実施形態に係る圧下パターン決定部の構成の一例を示す説明図である。
【図8】2つの発生パターンにおける入側板厚外乱が時間2までほぼ等しい例を示す説明図である。
【図9】本発明の一実施形態に係る板厚制御方法の処理の流れを示すフローチャートである。
【図10】同実施形態に係る圧下パターン決定方法の処理の流れを示すフローチャートである。
【図11】実施例において設定した複数の発生パターンの例を示す説明図である。
【図12】図11の複数の発生パターンを重ねて描画した状態を示す説明図である。
【図13】実施例において決定された圧下パターンの例を示す説明図である。
【図14】本発明の実施例の板厚制御装置を用いて板厚制御を行った結果の一例を示す説明図である。
【図15】本発明の比較例の板厚制御装置を用いて板厚制御を行った結果の一例を示す説明図である。
【発明を実施するための形態】
【0021】
以下に添付図面を参照しながら、本発明の好適な実施の形態について詳細に説明する。なお、本明細書及び図面において、実質的に同一の機能構成を有する構成要素については、同一の符号を付することにより重複説明を省略する。
【0022】
[本発明の基盤技術]
まず、本発明の好適な実施の形態について説明する前に、その前提となる本発明の基盤技術の内容について説明する。
【0023】
(圧延機の構成)
初めに、図1を参照しながら、本発明に係る板厚制御装置により出側板厚が制御される鉄鋼材料やアルミ材料などの金属板材を圧延する圧延機の構成について説明する。図1は、金属板材を所定厚みに圧延する圧延機の構成の一例を示す説明図である。
【0024】
図1に示すように、圧延機2は、搬送方向に沿って移動している鉄鋼材料やアルミ材料などの金属板材を被圧延材1として所定厚みに圧延する。この圧延機2は、搬送方向に沿って移動している被圧延材1の両面に対向してそれぞれ設けられた一対のワークロール3と、ワークロール3のそれぞれに対応して設けられた一対のバックアップロール4と、圧下装置5とを主に備える。
【0025】
一対のワークロール3は、被圧延材1の上下両面に接触して被圧延材1を上下両面側から圧下し、回転しながら被圧延材1を延ばして被圧延材1の板厚を薄くする。このワークロール3は、被圧延材1から圧延反力を受けるため、ロールの中央部で大きくたわむ場合がある。バックアップロール4は、このワークロール3のたわみを防止するようにワークロール3を支持する。そのため、バックアップロール4としては、通常、ワークロール3よりも太くて変形し難い材質のものを使用する。
【0026】
圧下装置5は、一対のバックアップロール4の支点間距離を調整する装置である。この圧下装置5によりバックアップロール4の支点間距離を調整し、ワークロール3のロールギャップを調整することにより、ワークロール3が被圧延材1を圧下する力が変化する。従って、圧下装置5によりバックアップロール4の支点間距離を調整することで、被圧延材1の圧延機2の出側の板厚(出側板厚)を制御することができる。
【0027】
(基盤技術における出側板厚の制御方法)
次に、図2を参照しながら、本発明の基盤技術において、図1に示したような圧延機2を用いて、被圧延材1の出側板厚を制御する方法について説明する。図2は、ミルストレッチ曲線と塑性曲線との関係を示すグラフである。
【0028】
圧延機2により被圧延材1を圧延する場合、被圧延材1の出側板厚は、図2に示すように、圧延機2による圧延荷重に対する圧延機2の縦方向の変形量を表すミルストレッチ曲線と、圧延荷重に対する板状の被圧延材1の変形量を表す塑性曲線とを用いて決めることができる。すなわち、図2において、Hを被圧延材1の圧延機2の入側における板厚(以降、単に「入側板厚」と記載する。)、hを出側板厚、Pを圧延荷重、Sを無負荷時(被圧延材1が一対のワークロール3間を通過していない場合)の一方のワークロール3と他方のワークロール3との間の間隔(以降、「圧下位置」と記載する。)とすると、圧延機2に変形量(h−S)を与えたときの荷重と、被圧延材1に変形量(H−h)を与えたときの荷重とは、作用反作用の関係から等しくなる必要がある。従って、図2におけるミルストレッチ曲線と塑性曲線との交点のx座標が出側板厚hの理論値となるので、この出側板厚hを出側板厚の設定値とすることができる。また、ミルストレッチ曲線と塑性曲線との交点のy座標が出側板厚hとなるときの圧延荷重となるので、圧延荷重Pが出側板厚をhとするために必要な圧延荷重となる。
【0029】
ここで、圧延機2により圧延される被圧延材1が常に同一の寸法、温度、材質等であれば、上記理論値に基づいて、常に圧延荷重をPとしておけば、出側板厚はhとなるはずである。しかし、実際には、被圧延材1の寸法、温度、材質等は常に一定ではないため、圧延荷重Pを検出し、この検出結果に基づいて圧下装置5による圧下位置を修正して、被圧延材1の出側板厚が所定の設定値となるように制御する必要がある。
【0030】
このような圧延機2における被圧延材1の出側板厚の制御方法としては、例えば、上述した非特許文献1の第12章(p.295−313)に詳しく記載されているゲージメータAGC(Automatic Gage Control)が代表的である。このゲージメータAGCでは、圧延機2に設置されている荷重検出器にて圧延荷重Pを検出し、ミルストレッチ曲線の傾きを表すミル剛性係数Mとスケールファクタと呼ばれる係数αを用いて、被圧延材1の出側板厚h’を下記式1のように推定する。
h’=S+α×P/M ・・・(式1)
【0031】
次に、この推定された出側板厚h’が、被圧延材1の出側板厚の設定値(以降、「設定出側板厚」と記載する。)h1と一致するように、下記式2に基づき、現在時点における圧下位置をΔS修正する。なお、式2において、Qは、ミルストレッチ曲線と塑性曲線との交点近傍における塑性曲線の傾きを示しており、予備実験により事前に求めておく。また、式2において、Δhは、設定出側板厚h1と推定出側板厚h’との差(Δh=h’−h1)を示している。
ΔS=−(Q+M)/M×Δh ・・・(式2)
【0032】
上述したゲージメータAGCは優れた手法ではあるが、圧延荷重Pを計測した後、設定出側板厚h1と推定出側板厚h’との差に応じて圧下位置Sを修正するフィードバック制御である。このため、ゲージメータAGCでは、制御系の遅れが必ず存在するため、高精度な制御を遅れなく行うことは困難となる、という問題が生ずる。
【0033】
この問題を解決するために、例えば、上述した特許文献1では、フィードフォワードAGCを用いて、被圧延材1の出側板厚を制御している。以下、図3を参照しながら、このフィードフォワードAGCによる出側板厚の制御方法について説明する。図3は、フィードフォワードAGCによる出側板厚の制御方法を用いた装置の構成の一例を示す説明図である。
【0034】
図3に示すように、特許文献1に記載されているフィードフォワードAGCでは、圧延機2の入側に板厚計6を設置し、板厚計6で検出された被圧延材1の入側板厚外乱ΔHに応じて、下記式3に基づいて、圧下装置5による圧下位置を適切なタイミングで調整している。なお、入側板厚外乱ΔHは、板厚計6で検出された被圧延材1の入側板厚の実測値(以降、「実測入側板厚」と記載する。)H’と被圧延材1の入側板厚の設定値(以降、「設定入側板厚」と記載する。)H1との差を示している(ΔH=H’−H1)。また、式3において、Cは制御ゲインを示している。
ΔS=−C×(Q/M)×ΔH ・・・(式3)
【0035】
しかしながら、上述した特許文献1に記載されているフィードフォワードAGCを用いた場合であっても、被圧延材1の入側板厚外乱ΔHの周波数が圧下装置5の動作可能周波数よりも高い場合、すなわち、ΔHが圧下装置5の応答速度に比べて入側板厚外乱ΔHの変化が速い場合には、現在時点における入側板厚外乱ΔHの影響が出側板厚に現れないように圧下位置を修正したとしても、圧下装置5の動作遅れの分だけ、出側板厚に偏差が生じてしまう、という問題があった。なお、この問題は、圧延機2の入側に、板厚計6に代えて(または板厚計6とともに)温度計や被圧延材1の材質を検出する装置等が設置されており、温度計等の検出値に応じて圧下位置を修正するフィードフォワードAGCにおいても同様に生ずるものである。
【0036】
[本発明の一実施形態に係る板厚制御装置及び板厚制御方法]
そこで、以下に説明する本発明の一実施形態に係る板厚制御装置及び板厚制御方法においては、圧延機入側に板厚や温度等を検出可能なセンサ等の検出器を設置し、この検出器により検出された入側板厚外乱ΔHや入側温度外乱等の入側外乱の現在値だけでなく、将来発生し得る入側外乱の発生パターンと発生頻度をも用いて、出側板厚偏差が最も小さくなる確率が高くなるように、すなわち、複数の発生パターンごとの発生頻度と出側板厚偏差の予測値とから算出される評価値(例えば、出側板厚偏差の期待値)を最小化するように圧下位置を修正するように圧下装置を制御することとしている。
【0037】
(基本となる考え方)
まず、図4を参照しながら、本実施形態に係る板厚制御装置及び板厚制御方法の基本となる考え方について説明する。図4は、被圧延材の入側板厚外乱の発生パターンの例を示す説明図である。
【0038】
鉄鋼材料やアルミ材料等の金属板材の圧延においては、入側板厚外乱等の入側外乱は、一切規則性なくランダムに発生するわけではなく、図4に示すように、いくつかの典型的な発生パターンが存在することが多い。例えば、図4(a)に示した発生パターンは、時間の経過に伴って入側板厚外乱の値が増加するパターン(「昇り坂型」と称する。)である。また、図4(b)に示した発生パターンは、時間の経過に伴い、入側板厚外乱の値が一旦増加した後に減少するパターン(「山型」と称する。)である。また、図4(c)に示した発生パターンは、時間の経過に伴って入側板厚外乱の値が減少するパターン(「下り坂型」と称する。)である。また、図4(d)に示した発生パターンは、時間の経過に伴い、入側板厚外乱の値が一旦減少した後に増加するパターン(「谷型」と称する。)である。なお、図4に示した例では、図4(a)及び図4(b)の発生パターンでは、入側板厚外乱は常に正の値をとることとし、図4(c)及び図4(d)の発生パターンでは、入側板厚外乱は常に負の値をとることとしている。
【0039】
そこで、本実施形態に係る板厚制御装置及び板厚制御方法では、現在の入側外乱の値に加えて、入側外乱の発生パターンとその発生頻度をも考慮して、圧下位置を適切に修正することとしている。これにより、出側板厚偏差を低減させ、被圧延材の出側板厚制御の精度を向上させることが可能となる。具体的には、入側板厚外乱の典型的な発生パターンが、例えば、図4の4つの発生パターンに分類されるとすると、入側板厚外乱が常に正の値をとる、すなわち、入側板厚が設定値よりも厚くなりやすい傾向にある図4(a)と図4(b)の発生パターンの発生頻度が高いことが予め判っているときには、事前に圧下位置を締め込んでおく(一対のワークロールのロールギャップを小さくしておく)ことで、出側板厚偏差を低減させることができる。以下、本発明の一実施形態に係る板厚制御装置及び板厚制御方法について詳細に説明する。
【0040】
(板厚制御装置の構成)
初めに、図5を参照しながら、本実施形態に係る板厚制御装置の構成について詳細に説明する。図5は、本実施形態に係る板厚制御装置の構成の一例を示す説明図である。
【0041】
図5に示すように、本実施形態に係る板厚制御装置10は、上述したような圧延機2により圧延される板状の被圧延材1の寸法(例えば、板厚)、材質及び温度のうちの少なくともいずれか1つの入側外乱の値に基づいて、圧下位置を修正することで、圧延機2の出側における被圧延材1の板厚(出側板厚)を制御する装置である。
【0042】
ここで、本実施形態において、圧延機2の「入側」とは、被圧延材1が圧延機2の一対のワークロール3間に搬入される側(搬送方向の上流側)のことを意味し、圧延機2の「出側」とは、被圧延材1が圧延機2の一対のワークロール3間から搬出される側(搬送方向の下流側)のことを意味する。
【0043】
また、本実施形態における「入側外乱」の値とは、圧延機2の入側における被圧延材1の寸法(例えば、板厚)、材質及び温度のうちの少なくともいずれか1つ(以下、「入側パラメータ」と記載する。)検出値と、入側パラメータの予め定められたある基準値との偏差を意味する。なお、入側パラメータの検出値としては、圧延機2の入側に設けられた検出器6により検出された値(実測値)を用いる。検出器6は、所定のセンサを有しており、このセンサにより、被圧延材1の入側における板厚や材質や温度等を検出する。また、入側パラメータの「予め定められた基準値」は、任意に設定された所定値であればよいが、例えば、圧延機2の仕様等に応じて予め任意に設定した設定値であってもよく、制御開始時(経過時間ゼロ)における被圧延材1の入側板厚であってもよい。
【0044】
さらに、本実施形態における「圧下位置」とは、一対のバックアップロール4間の支点間距離(図5に破線で示した線分の距離)を意味する。より具体的には、「圧下位置」とは、搬送方向及びバックアップロール4の中心軸Cw方向に垂直な方向(図5に示した例では鉛直方向)における、一方のバックアップロール4の中心軸Cwと他方のバックアップロール4の中心軸Cwとの距離のことを意味することとする。本実施形態に係る圧下装置5は、この圧下位置を調整することにより、被圧延材1の出側板厚を制御する。
【0045】
また、本実施形態に係る板厚制御装置10は、図5に示すように、記憶部11と、時間波形データ取得部13と、発生パターン特定部15と、圧下パターン選択部17と、圧下位置制御部19と、圧下パターン決定部21とを有する。なお、以下の説明では、特に断らない限り、検出器6が被圧延材1の入側板厚を検出する板厚計であり、複数の発生パターンごとの発生頻度と出側板厚偏差の予測値とから算出される評価値が、出側板厚偏差の期待値である場合を例として、板厚制御装置10及びこの装置を用いた板厚制御方法に関して説明する。
【0046】
記憶部11は、複数の入側外乱の発生パターンと、各発生パターンに対応する圧下パターンと、入側外乱の時間波形データとを主に記憶する。この発生パターン、圧下パターンは、出側板厚の制御開始前に、オフラインで予め記憶部11に格納または記憶されているデータであり、時間波形データは、オンラインで記憶部11に格納されるデータである。また、記憶部11は、例えば、板厚制御装置10が実行する各種プログラムや、板厚制御装置10が何らかの処理を行う際に保存する必要が生じた様々なパラメータや処理の途中経過等を、適宜記憶することができる。また、本実施形態において、記憶部11は、必ずしも板厚制御装置10自体の機能でなくてもよく、例えば、外付けで板厚制御装置10に接続可能な外部の記憶装置等であってもよい。さらに、記憶部11は、物理的に単一の記憶装置により構成されていてもよいし(すなわち、発生パターン、圧下パターン及び時間波形データが単一の記憶装置に記憶されていてもよいし)、発生パターンを記憶する発生パターン記憶部と、圧下パターンを記憶する圧下パターン記憶部と、時間波形データを記憶する時間波形記憶部とが、それぞれ、物理的に別体の記憶装置であってもよい。この記憶部11は、時間波形データ取得部13、発生パターン特定部15、圧下パターン選択部17、圧下位置制御部19、圧下パターン決定部21等が、自由に読み書きを行うことが可能である。
【0047】
以下、記憶部11に記憶されている各データに関し、発生パターン、圧下パターン、時間波形データの順に、それぞれの内容の詳細及び決定方法等について説明する。
【0048】
<入側外乱の定義>
入側外乱の発生パターンΔH(t)は、過去に発生した入側外乱の値の経時変化の実測値に基づいて複数設定された入側外乱の値の経時変化のパターン(時間tの関数)である。上述したように、入側外乱はランダムに発生するわけではなく、典型的に(高頻度で)発生する発生パターンがいくつかあることが多い。そこで、本実施形態では、入側外乱の過去の発生傾向から予測される入側外乱の典型的な経時変化のパターン、すなわち、過去に発生した入側外乱の多数の経時変化のパターンのうち、所定の頻度以上で発生しているもの(典型的なパターン)を、入側外乱の発生パターンとして複数設定し、被圧延材1の出側板厚制御の前に、予め記憶部11に記憶させている。
【0049】
<発生パターンの設定>
発生パターンは、上述したように、過去に発生した入側外乱の値の経時変化の実測値に基づいて設定されるものであるが、この設定の仕方については、例えば、圧延機2の入側に設けられた検出器6(板厚計)で検出された多数の実績データに基づいて、発生頻度の高い複数の発生パターンを、クラスタ分析手法(例えば、K−means等)やウェーブレット解析手法等を用いて演算により求めてもよい。あるいは、圧延機2を長年操作しているオペレータの経験に基づいて、発生頻度が高いと考えられる特定のパターンを複数発生パターンとして定めてもよい。具体的には、例えば、入側板厚外乱の過去の発生傾向から、概ね図4に示した(a)〜(d)の発生パターンが高頻度で発生することがわかっている場合には、発生パターンはそれらの4パターンとすることができる。
【0050】
以下の説明では、複数設定された発生パターンのうち、S番目の発生パターンの時間tにおける値をΔHS(t)と記載する。このときの時間tとは、被圧延材1の出側板厚制御の開始時点を0とし、制御周期を単位とした時間ステップを指しており、制御終了時点の時間ステップをTとすることとする。S番目の発生パターンΔHS(t)は、図6に示すように、T+1個の値の組ΔHS(0)、ΔHS(1)、ΔHS(2)、ΔHS(3)、…ΔHS(T)として表され、制御周期を例えば100msとすると、ΔHS(10)は、S番目の発生パターンΔHS(t)における制御開始から1秒後の値を意味する。なお、図6は、入側板厚外乱の発生パターンΔHS(t)の具体例を示す説明図であり、縦軸は入側板厚外乱の値を示しており、横軸は、時間(制御周期を単位とした時間ステップ)を示している。
【0051】
このようにして設定した複数の発生パターンΔHS(t)の組を記憶部11に記憶させる。
【0052】
<圧下パターンの定義>
圧下パターンΔS(t)は、上述したようにして設定された発生パターンごとに決定された圧下位置の修正量の経時変化のパターン(時間tの関数)である。より具体的には、記憶部11に記憶されている入側板厚外乱の発生パターンΔHS(0)、ΔHS(1)、ΔHS(2)、ΔHS(3)、…ΔHS(T)に対応した圧下パターンΔSS(0)、ΔSS(1)、ΔSS(2)、ΔSS(3)、…ΔSS(T)を決定しておき、被圧延材1の出側板厚制御の前に、予め記憶部11に記憶させている。
【0053】
<圧下パターンの決定>
本実施形態に係る圧下パターンの決定は、圧下パターン決定部21により、発生パターンと当該発生パターンの発生頻度とを用いて算出される出側板厚偏差の期待値が最小となるように決定される。すなわち、圧下パターン決定部21は、複数の発生パターンと当該発生パターンごとの発生頻度とを用いて(記憶部11に記憶されている各発生パターンの発生頻度を求め、求めた発生頻度を用いて)、圧延機2の出側板厚偏差の期待値が最小となるように、発生パターンごとの圧下パターンを決定する。
【0054】
ここで、図7を参照しながら、圧下パターン決定部21の詳細な構成について説明する。図7は、本実施形態に係る圧下パターン決定部の構成の一例を示す説明図である。
【0055】
図7に示すように、圧下パターン決定部21は、発生頻度算出部211と、圧下パターン算出部213とを主に有する。
【0056】
発生頻度算出部211は、過去に発生した複数の入側板厚外乱の時間波形に基づいて、発生パターンごとの発生頻度pSを算出する。この発生頻度pSを算出するためには、予め十分な数の入側板厚外乱の実績値が得られていることが必要である。この場合の「十分な数」とは、入側板厚外乱の発生パターンの発生頻度を精度良く求めるために必要となる数であり、例えば、上記で設定された発生パターンの数の20倍程度の数の入側板厚外乱の実績値が少なくとも必要となる。
【0057】
発生頻度算出部211は、まず、記憶部11に記憶されている入側板厚外乱の発生パターンΔHS(t)を抽出し、さらに、過去に発生したi番目の入側板厚外乱の実績値の時間tにおける値をΔH1i(t)と示すとしたときに、記憶部11から、各々の実績値ΔH1i(t)を抽出する。次いで、発生頻度算出部211は、各々の入側板厚外乱の実績値に対して、下記式4で定義される類似度Li,Sが最も小さい発生パターンが発生したとみなし、記憶部11に記憶されている各発生パターンの発生回数を求める。そして、発生頻度算出部211は、発生パターンごとの発生回数を入側板厚外乱の総数で除することにより、発生パターンごとの発生頻度pSを算出する。なお、式4において、Σt≦T{・}は、tを0からTまで変更したときの{}内の値を合計すること、|・|は絶対値を意味する演算子である。
Li,S=Σt≦T{|ΔH1i(t)−ΔHS(t)|} ・・・(式4)
【0058】
発生頻度算出部211は、上述のようにして算出した記憶部11に記憶されている複数の発生パターンごとの発生頻度pSについてのデータを圧下パターン算出部213に伝送する。
【0059】
圧下パターン算出部213は、記憶部11に記憶されている入側板厚外乱の発生パターンΔHS(t)と、発生頻度算出部211から伝送された発生パターンごとの発生頻度pSと、出側板厚偏差の予測値とに基づいて、出側板厚偏差の期待値が最小となるように、発生パターンΔHS(t)ごとの圧下パターンΔSS(t)を算出し、記憶部11に記憶させる。
【0060】
ここで、圧下パターン算出部213は、出側板厚偏差、圧下位置の修正量、及び入側外乱の現在と過去の値を用いて、圧下パターンΔSS(t)の算出に用いる出側板厚偏差を予測する。具体的には、例えば、圧下パターンΔSS(t)の算出に用いる出側板厚偏差としては、入側板厚外乱と圧下位置とを用いた下記式5のような形式の圧延機モデルを利用することができる。式5の圧延機モデルは、圧下装置5の動特性(動作遅れ)をも含んだモデルとなっており、時間t+1における出側板厚偏差Δh(t+1)には、時間t−τにおける圧下位置の修正量ΔS(t−τ)が影響を与える、という無駄時間も含んだモデルとなっている。なお、式5において、係数a,b,cは、被圧延材1の出側板厚への影響度を表す係数(影響係数)であり、入側板厚外乱、圧下位置、出側板厚偏差の過去の実績データを用いて、システム同定手法により求めることができる。
Δh(t+1)=a×Δh(t)+b×ΔS(t−τ)+c×ΔH(t)
・・・(式5)
【0061】
より詳細には、圧下パターン算出部213は、上記式5を用いて、例えば、記憶部11に記憶されている1番目の発生パターンの入側板厚外乱ΔH1(0)〜ΔH1(T)が発生し、これに対して、ある1番目の圧下パターンΔS1(0)〜ΔS1(T)により圧下位置を制御した場合には、出側板厚偏差Δh1(t+1)を下記式5’aのように予測する。同様に、圧下パターン算出部213は、記憶部11に記憶されている2番目の発生パターンΔH2(0)〜ΔH2(T)と2番目の圧下パターンΔS2(0)〜ΔS2(T)に対する出側板厚偏差Δh2(t+1)を式5’b、N番目の発生パターンΔHN(0)〜ΔHN(T)とN番目の圧下パターンΔSN(0)〜ΔSN(T)に対する出側板厚偏差ΔhN(t+1)を式5’Nのように予測する。なお、例えば、式5’aにおいて、発生パターンΔH1(0)〜ΔH1(T)は、記憶部11に予め記憶されている既知の値であるが、圧下パターンΔS1(0)〜ΔS1(T)は、圧下パターン算出部213により算出される未知の変数であり、出側板厚偏差Δh1(1)〜Δh1(T+1)は、圧下パターン算出部213により圧下パターンが算出されれば、これに応じて求めることができる圧下パターンに従属した変数である(式5’b〜式5’Nも同様である)。
Δh1(t+1)=a×Δh1(t)+b×ΔS1(t−τ)+c×ΔH1(t)
・・・(式5’a)
Δh2(t+1)=a×Δh2(t)+b×ΔS2(t−τ)+c×ΔH2(t)
・・・(式5’b)
・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
ΔhN(t+1)=a×ΔhN(t)+b×ΔSN(t−τ)+c×ΔHN(t)
・・・(式5’N)
【0062】
また、S番目の発生パターンの入側板厚外乱が発生する頻度はpSであるため、出側板厚偏差の期待値Eは下記式6のように表される。なお、式6において、Nは発生パターンの数を示している。
E=ΣS≦NpSΣt≦T|ΔhS(t)|/T ・・・(式6)
【0063】
圧下パターン算出部213は、記憶部11に記憶されている入側板厚外乱の発生パターンΔHS(t)と、発生頻度算出部211から伝送された発生パターンごとの発生頻度pSとに基づいて、式5’で定義される出側板厚偏差の予測値を用いて、式6で定義される期待値が最小となるように、発生パターンΔHS(t)ごとの圧下パターンΔSS(t)を、最適化計算により算出する。具体的には、まず、式5’を満足するような圧下パターンΔSS(t)の初期値を設定し(例えば、全てのsにおけるΔSS(t)の初期値をゼロとする)、記憶部11に記憶されている入側板厚外乱の発生パターンΔHS(t)と、上記のように設定された圧下パターンΔSS(t)の初期値とから、式5’を用いて出側板厚偏差ΔhS(t)を予測し、予測した出側板厚偏差ΔhS(t)と発生頻度pSとから、式6を用いて期待値Eを求める。次に、圧下パターンΔSS(t)の設定値を、先に求められた期待値Eが小さくなると予測される方向に微修正し、この微修正した圧下パターンΔSS(t)の設定値を用いて、上記と同様にして期待値Eを求める。以上の処理を、圧下パターンΔSS(t)の設定値をどの方向に微修正しても期待値Eがそれ以上小さくならなくなるまで繰り返すことで、期待値Eを最小とする圧下パターンΔSS(t)を算出することができる(このような計算方法は、後述する線形計画法、逐次2次計画法や、探索法等も含めて、全ての最適化計算に共通して適用可能な方法である)。
【0064】
ただし、圧下パターン算出部213は、t’≦tの全ての時刻t’で、2つの発生パターン(例えば、S1番目の発生パターンにおける入側板厚外乱ΔHS1(t’)、S2番目の発生パターンにおける入側板厚外乱ΔHS2(t’))がほぼ等しければ、下記式7の制約条件を加えて圧下パターンΔSS(t)を算出する。なお、式7中のεは小さな量を表す定数であり、例えば、入側板厚外乱の最大値の数%程度とすればよい。
ΔSS1(t)=ΔSS2(t) if|ΔHS1(t’)−ΔHS2(t’)|≦ε for all t’≦t ・・・(式7)
【0065】
ここで、図8を参照しながら、式7の制約条件について説明する。図8は、2つの発生パターンにおける入側板厚外乱が時間2までほぼ等しい例を示す説明図である。
【0066】
この式7の条件は、本実施形態に係る板厚制御装置10において、検出した入側板厚外乱ΔH(0)〜ΔH(t)から、圧下位置の修正量ΔS(t)を1つに決めるために必要な条件である。なぜなら、図8に示した発生パターン1(ΔH1(0)〜ΔH1(T)の入側板厚外乱の値をとり、図4(a)に示した昇り坂型の発生パターン)と発生パターン2(ΔH2(0)〜ΔH2(T)の入側板厚外乱の値をとり、図4(b)に示した山型の発生パターン)のように、時間2までの入側板厚外乱がほぼ等しくても(ΔH1(0)≒ΔH2(0)、ΔH1(1)≒ΔH2(1)かつΔH1(2)≒ΔH2(2))、時間3以降の入側板厚外乱が異なっている場合には、式7の条件がないと、発生パターン1に対応する圧下パターン1と、発生パターン2に対応する圧下パターン2とは異なる値となってしまう(ΔS1(0)≠ΔS2(0),ΔS1(1)≠ΔS2(1),ΔS1(2)≠ΔS2(2))。従って、時間2において検出器(板厚計)6で検出された入側板厚外乱ΔH(0)〜ΔH(2)が、ΔH(0)≒ΔH1(0)≒ΔH2(0),ΔH(1)≒ΔH1(1)≒ΔH2(1),ΔH(2)≒ΔH1(2)≒ΔH2(2)であった場合には、時間3以降の入側板厚外乱が時間2までの入側板厚外乱よりも増加するか減少するか(図8の例では、発生パターン1となるか発生パターン2となるか)、時間2の時点では予測できないため、圧下パターン1のΔS1(2)と、圧下パターン2のΔS2(2)のどちらを用いて、圧下位置の制御を行えば良いか、圧下パターン算出部213が判断できなくなってしまう。すなわち、2つの発生パターンを比較した場合に、時間t’までの入側板厚外乱の発生パターンがほぼ等しければ、時間t’までの圧下パターンも等しくする必要があることになる。
【0067】
以上のようにして、圧下パターン算出部213は、記憶部11に記憶されている入側板厚外乱の発生パターンΔHS(t)ごとに算出した発生頻度pSを用い、式6で定義される出側板厚偏差の期待値Eを最小とする圧下パターンを求め、この圧下パターンを発生パターンΔHS(t)に対応付けて記憶部11に記憶させる。例えば、記憶部11に、N組の入側板厚外乱の発生パターンΔH1(0)〜ΔH1(T),・・・,ΔHN(0)〜ΔHN(T)が記憶されている場合には、圧下パターン算出部213は、これらの発生パターンごとの発生頻度p1〜pNを用い、かつ、式5’と式7を制約条件として、式6から算出される期待値Eを最小とする圧下パターンΔS1(0)〜ΔS1(T),・・・,ΔSN(0)〜ΔSN(T)を求め、求められた圧下パターンΔS1(0)〜ΔS1(T),・・・,ΔSN(0)〜ΔSN(T)を、各発生パターンΔH1(0)〜ΔH1(T),・・・,ΔHN(0)〜ΔHN(T)に対応付けて、記憶部11に記憶させる。
【0068】
なお、本実施形態において圧下パターンを求める際には、記憶部11に記憶されている全ての発生パターンに対する圧下パターンを一回の最適化計算で求める。また、式6で定義される期待値Eを最小とする圧下パターンΔSS(t)(S=1〜N,t=0〜T)の算出に際しては、圧延機モデルが式5のような線形式であれば、一般的な線形計画法で求めることができる。ただし、式5の圧延機モデルは線形式である必要はなく、二乗やルートなどを含んだ一般の非線形式であっても構わない。圧延機モデルが非線形式の場合には、式6で定義される期待値Eを最小とする圧下パターンΔSS(t)を逐次2次計画法などで求めることができる。
【0069】
以上説明した本実施形態に係る圧下パターン決定部21は、必ずしも板厚制御装置10自体の機能でなくてもよく、例えば、板厚制御装置10とは物理的に別体で、かつ、板厚制御装置10に接続可能な外部機器(圧下パターン決定装置)であってもよい。すなわち、本実施形態では、板厚制御装置10が圧下パターン決定部21を有しておらず、その代わりに、以下のような圧下パターン決定装置が、板厚制御装置10とは物理的に別体で設けられていてもよい。
【0070】
この場合の圧下パターン決定装置は、圧延機2により圧延される板状の被圧延材1の入側外乱の発生パターンごとに圧下パターンを決定する装置である。そして、この圧下パターン決定装置は、図7、図8を参照しながら説明したような発生頻度算出部と、圧下パターン算出部とを有している。なお、発生パターンの設定や圧下パターンの決定、さらには、圧下パターン決定装置が有する各機能構成については、上述した場合と同様であるので、これらの詳細な説明については省略する。
【0071】
<時間波形データ>
時間波形データは、被圧延材1の板厚の制御開始時点から現在時点までにおける入側外乱の実測値の経時変化の波形を示すデータである。この時間波形データは、本実施形態では、検出器6が保有しているデータである。すなわち、本実施形態では、検出器(板厚計)6が、被圧延材1の入側板厚の設定値に関するデータを保有しており、被圧延材1の出側板厚の制御開始後に検出した被圧延材1の入側板厚の実測値と、保有している入側板厚外乱の設定値とを用いて、入側板厚外乱の値の実測値を算出している。さらに、検出器6は、算出された各時間t(t=0,1,2,3・・・T)における入側板厚外乱の値の実測値の経時変化を波形データとして保有することができる。
【0072】
そして、本実施形態に係る時間波形データ取得部13は、制御開始時(t=0)から現在の時間tn(0<tn<T)までの時間波形データをオンラインで検出器6から取得し、取得した時間波形データを記憶部11に記憶させる。また、時間波形データ取得部13は、検出器6から取得した時間波形データを直接発生パターン特定部15に伝送してもよい。
【0073】
ここで、本実施形態では、各時間t(t=0,1,2,3・・・T)における入側板厚外乱の値の算出や時間波形データの作成を検出器6が行うこととしているが、必ずしも検出器6により入側板厚外乱の値の算出や時間波形データの作成をしなくてもよい。すなわち、検出器6は、圧延機2の入側における板厚や温度等の実測値のみを検出し、この検出値のみを時間波形データ取得部13に伝送し、時間波形データ取得部13が、記憶部11等に記憶されている入側板厚や入側温度の設定値を用いて、入側外乱の値を算出するようにしてもよい。
【0074】
(出側板厚のオンラインでの制御に関わる機能)
以上、板厚制御装置のオフラインにおいて実現される機能について詳細に説明したが、引き続き、図5を参照しながら、被圧延材1の出側板厚のオンラインでの制御に関わる機能について説明する。
【0075】
発生パターン特定部15は、記憶部11に記憶されている複数の発生パターンΔHS(t)の中から、被圧延材1の出側板厚の制御開始時点(t=0)から現在時点(t=tn)までにおける入側外乱の時間波形ΔH(t)と最も類似した波形を有する発生パターンを特定する。
【0076】
上述したように、記憶部11には、被圧延材1の出側板厚の制御開始時点(t=0)から、現在時点(t=tn)までにおける入側板厚外乱の時間波形ΔH(0)〜ΔH(tn)が記憶されている。この場合に、発生パターン特定部15は、記憶部11に記憶されている複数(例えば、N個)の入側板厚外乱の発生パターンΔH1(t)(ΔH1(0)〜ΔH1(tn)),ΔH2(t)(ΔH2(0)〜ΔH2(tn)),・・・,ΔHN(t)(ΔHN(0)〜ΔHN(tn))の中から、時間波形ΔH(0)〜ΔH(tn)と最も近い波形を有する発生パターンを特定する。具体的には、例えば、発生パターン特定部15は、記憶部11に記憶されている全ての発生パターンΔH1(t),ΔH2(t),・・・,ΔHN(t)の中から、下記式8で定義される類似度LS(t)が最も小さい発生パターンを、入側板厚外乱の時間波形ΔH(t)と最も類似した波形を有する発生パターンとして特定する。
LS(t)=Σt’≦t|ΔH(t’)−ΔHS(t’)| ・・・(式8)
【0077】
発生パターン特定部15は、特定した発生パターンに関するデータを圧下パターン選択部17に伝送する。
【0078】
圧下パターン選択部17は、記憶部11に記憶されている複数の圧下パターンΔSS(t)の中から、発生パターン特定部15により特定された発生パターンに対応付けられて記憶されている圧下パターンを選択して、記憶部11から抽出する。そして、圧下パターン選択部17は、選択した圧下パターンに関するデータを圧下位置制御部19に伝送する。
【0079】
圧下位置制御部19は、圧下パターン選択部17により選択された圧下パターンΔSS(t)による現在の時間tnにおける修正量ΔSS(tn)に基づいて、現在時点における圧下位置をΔSS(tn)だけ修正するように、圧下装置5を制御する。
【0080】
以上、本発明の一実施の形態に係る板厚制御装置10及び圧下パターン決定装置の構成及び機能について、検出器6が被圧延材1の入側板厚を検出する板厚計の場合を例に挙げて説明したが、検出器6として、板厚計の代わりに温度計を用いて、被圧延材1の入側温度外乱の影響を出側板厚に極力与えないようにするものとしてもよい。
【0081】
また、圧下パターンの決定の際に、下記式9に示すように、圧下パターンによる圧下位置修正量の上下限の制約を加えたり、上記式6の代わりに、圧下位置修正量の大きさ|ΔSS(t)|も考慮した下記式10で表される期待値Eを最小とする圧下位置修正量を求めることで、圧下位置の過度な修正動作を控えるようにしてもよい。なお、式9におけるΔSL及びΔSHは、それぞれ、圧下位置修正量の下限及び上限を示す。また、式10におけるWは、圧下位置修正量の動きを抑えるための調整係数である。
ΔSL≦ΔSS(t)≦ΔSH ・・・(式9)
E=ΣS≦NpSΣt≦T{|ΔhS(t)|+W×|ΔSS(t)|}/T
・・・(式10)
【0082】
また、上述した実施形態では、入側板厚外乱は、検出器6で検出された入側板厚の実測値と設定値との偏差としているが、入側板厚の設定値を時間ゼロ(制御開始時)における入側板厚であるとし、入側板厚外乱は、時間ゼロにおける入側板厚からの偏差として表現してもよい。この場合、板厚制御装置10は、時間ゼロにおける入側板厚からの偏差の影響を、出側板厚へ極力与えない制御系として動作する。
【0083】
以上、本実施形態に係る板厚制御装置及び圧下パターン決定装置の機能の一例を示した。上記の各構成要素は、汎用的な部材や回路を用いて構成されていてもよいし、各構成要素の機能に特化したハードウェアにより構成されていてもよい。また、各構成要素の機能を、CPU等が全て行ってもよい。従って、本実施形態を実施する時々の技術レベルに応じて、適宜、利用する構成を変更することが可能である。
【0084】
[板厚制御方法]
次に、図9及び図10を参照しながら、上述した板厚制御装置10を用いた本実施形態に係る板厚制御方法について説明する。図9は、本実施形態に係る板厚制御方法の処理の流れを示すフローチャートである。また、図10は、本実施形態に係る圧下パターン決定方法の処理の流れを示すフローチャートである。
【0085】
本実施形態に係る板厚制御方法は、圧延機2により圧延される板状の被圧延材1の入側外乱の値に基づいて、圧延機2による圧下位置を修正することで、圧延機2の出側における被圧延材1の板厚を制御する方法であり、具体的には、主に、以下の5つのステップが順に行われる。
(1)圧下パターン決定ステップ(S10)
(2)時間波形データ取得ステップ(S101)
(3)発生パターン特定ステップ(S103)
(4)圧下パターン選択ステップ(S105)
(5)圧下位置制御ステップ(S107)
【0086】
以下、上記各ステップについて詳細に説明する。
【0087】
(1:圧下パターン決定ステップ)
圧下パターン決定ステップS10は、オンラインでの被圧延材1の出側板厚の制御の開始前に、オフラインで行われる処理である。ただし、圧下パターン決定ステップS10は、必ずしも、時間波形データ取得ステップS101の前に行われる必要はなく、少なくとも圧下パターン選択ステップS105の前に行われていればよい。具体的には、圧下パターン決定ステップS10では、圧下パターン決定部21が、記憶部11に記憶されている複数の発生パターンと当該発生パターンごとの発生頻度とを用いて、出側板厚偏差の期待値が最小となるように、発生パターンごとに圧下パターンを決定する。
【0088】
ここで、図10を参照しながら、圧下パターン決定ステップS10の処理の詳細について説明する。図10に示すように、圧下パターン決定処理が開始されると、まず、発生頻度算出部211が、過去に発生した複数の入側外乱の時間波形に基づいて、記憶部11に記憶されている複数の発生パターンΔHS(t)ごとの発生頻度pSを算出する(ステップS11:発生頻度算出ステップ)。このときの発生頻度pSの算出方法の詳細については、発生頻度算出部211の機能の説明の際に述べたので、ここでは説明を省略する。
【0089】
次に、圧下パターン算出部213が、記憶部11に記憶されている入側板厚外乱の発生パターンΔHS(t)と、発生頻度算出ステップS11で算出された発生パターンごとの発生頻度pSと、出側板厚偏差の予測値とに基づいて、出側板厚偏差の期待値が最小となるように、発生パターンΔHS(t)ごとの圧下パターンΔSS(t)を算出する(ステップS12:圧下パターンステップ)。このときの圧下パターンΔSS(t)の算出方法の詳細については、圧下パターン算出部213の機能の説明の際に述べたので、ここでは説明を省略する。
【0090】
以上説明した本実施形態に係る圧下パターン決定ステップS10は、必ずしも板厚制御方法の処理の一環として行われなくてもよく、例えば、板厚制御方法とは、別途行われる処理であってもよい。すなわち、本実施形態では、板厚制御方法が圧下パターン決定ステップS10を含んでおらず、その代わりに、以下のような圧下パターン決定方法を、板厚制御方法とは別途行うようにしてもよい。
【0091】
再び図9を参照しながら、本実施形態に係る板厚制御方法の説明を続ける。
【0092】
(2:時間波形データ取得ステップ)
時間波形データ取得ステップS101は、時間波形データ取得部13が、制御開始時点(時間t=0)から現在時点(時間t=tn)までにおける入側外乱の時間波形データΔH(0)〜ΔH(tn)を、記憶部11から抽出または検出器6から直接取得する。この入側外乱の時間波形データは、制御開始時点から現在時点まで、検出器6により制御周期ごとに検出された値に基づいて作成されたデータである。
【0093】
(3:発生パターン特定ステップ)
発生パターン特定ステップS103では、発生パターン特定部15が、時間波形データ取得ステップS101で取得された時間波形データに基づいて、記憶部11に記憶されている複数の入側外乱の発生パターンΔHS(t)の中から、取得された時間波形データΔH(0)〜ΔH(tn)に対応する入側外乱の時間波形と最も類似した波形を有する発生パターンを特定する。
【0094】
(4:圧下パターン選択ステップ)
圧下パターン選択ステップS105では、圧下パターン選択部17が、記憶部11に記憶されている複数の発生パターンΔHS(t)ごとの発生頻度pSを用いて算出された出側板厚偏差の期待値Eが最小となるように発生パターンΔHS(t)ごとに決定された圧下パターンΔSS(t)の中から、発生パターン特定ステップS103で特定された発生パターンに対応する圧下パターンを選択する。
【0095】
(5:圧下位置制御ステップ)
圧下位置制御ステップS107では、圧下位置制御部19が、圧下パターン選択ステップS105で選択された圧下パターンによる現在時点における圧下位置の修正量ΔSS(tn)に基づいて、現在時点における圧下位置を修正量ΔSS(tn)だけ修正するように、圧下装置5を制御する。
【0096】
なお、以上説明したステップS101〜S107における処理の内容の詳細については、時間波形データ取得部13、発生パターン特定部15、圧下パターン選択部17及び圧下位置制御部19の機能の説明において述べたので、ここではその説明を省略する。
【0097】
[まとめ]
以上説明したように、本発明の基盤技術であるフィードフォワードAGCでは、被圧延材の出側板厚を制御する際に、入側板厚外乱の現在値しか用いていない。一方、本実施形態に係る板厚制御装置及び板厚制御方法では、入側板厚外乱の将来の発生パターンと発生頻度をも用い、最も出側板厚偏差が小さくなる確率が高くなるように、例えば、出側板厚偏差の期待値を最小化するように、圧下位置を修正することとしている。このため、出側板厚偏差が抑制され、圧延機2により圧延された被圧延材1の出側板厚が、出側板厚公差から外れる頻度が少なくなり、歩留りを向上させることが可能となる。
【0098】
以上、添付図面を参照しながら本発明の好適な実施形態について説明したが、本発明はかかる例に限定されないことは言うまでもない。当業者であれば、特許請求の範囲に記載された範疇内において、各種の変更例または修正例に想到し得ることは明らかであり、それらについても当然に本発明の技術的範囲に属するものと了解される。
【0099】
例えば、上述した実施形態においては、検出器が板厚計であり、入側外乱が入側板厚外乱である場合について説明したが、検出器としては、板厚計以外にも温度計や被圧延材の材質等を検出可能なものであってもよく、入側外乱としては、入側温度外乱や入側材質外乱等であってもよい。
【0100】
また、上述した実施形態においては、制御性能の良否の指標を表す評価値(出側板厚偏差をどれだけ抑制できるかどうかの評価の指標)として、出側板厚偏差の期待値と、出側板厚偏差と重み付けされた圧下位置の修正量との和の期待値の2種類を例示したが、本発明における評価値としては、これらの期待値に限定するものではない。例えば、圧下パターンの算出に使用する評価値として、出側板厚偏差のピーク値(最大値)の期待値を採用したり、出側板厚偏差の公差外れ頻度(確率)を採用してもよい。
【実施例】
【0101】
続いて、実施例を用いて本発明をさらに具体的に説明する。
【0102】
本実施例は、鋼板を圧延する圧延機に対して、検出器として入側板厚計を用い、本発明に係る板厚制御装置及び適用したものである。
【0103】
(発生パターンの設定)
過去の入側板厚外乱の発生傾向から、クラスタ分析手法を用いて入側板厚外乱の発生パターンを図11の(a)〜(i)の9パターンとした(発生パターン数N=9)。時間ステップを0.3秒とし、鋼板の先端部のみに本実施例の板厚制御装置を用いることとし、制御終了時刻Tを10(=3秒)とした。なお、図12に、図11の(a)〜(i)の発生パターンを重ねて描画したものを示す。これら9つの発生パターンΔHS(0)〜ΔHS(10)(S=1〜9)を板厚制御装置に設定した(板厚制御装置の記憶装置に記憶させた)。なお、図12に示した例では、全ての発生パターンの時間0の値をゼロとしているが、ゼロ以外の値としても構わない。
【0104】
(圧下パターンの決定)
まず、過去の実績データにより予め得られていた180個の入側板厚外乱の時間波形を、式4で定義される類似度に基づき、最も類似している発生パターンに振り分け、各発生パターンの発生回数と発生頻度を算出したところ、下記表1のようになった。ここで、発生頻度は、入側板厚外乱の時間波形の過去の実績データ数180で除した値である。
【0105】
【表1】
【0106】
次に、制御する圧延機の特性に従い、式5に対応した圧延機出側の板厚の圧延機モデルを下記式11とした。
Δh(t+1)=0.5×Δh(t)+ΔS(t−2)+ΔH(t)
・・・(式11)
【0107】
従って、上記式11に基づけば、式5’に対応する制約式は、式11’a〜式11’iの9つとなる。
Δh1(t+1)=0.5×Δh1(t)+ΔS1(t−2)+ΔH1(t)
・・・(式11’a)
Δh2(t+1)=0.5×Δh2(t)+ΔS2(t−2)+ΔH2(t)
・・・(式11’b)
・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
Δh9(t+1)=0.5×Δh9(t)+ΔS9(t−2)+ΔH9(t)
・・・(式11’i)
【0108】
また、式6に対応した期待値を算出する式を全ての発生パターンΔHS(t)に関して展開して書き下すと、表1の発生頻度を用い、下記式12のようになった。
E=0.167×(|Δh1(0)|+・・・+|Δh1(10)|)
+0.222×(|Δh2(0)|+・・・+|Δh2(10)|)
・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
+0.056×(|Δh9(0)|+・・・+|Δh9(10)|)
・・・(式12)
【0109】
さらに、図12を参照すると、入側板厚外乱の9つの発生パターンH1(t)〜H9(t)には、異なる発生パターンで、入側板厚外乱の値がほぼ等しいものがあるため、εを0.1mmとして、式7に対応する制約式を求めたところ、下記式13a〜13i(以下、まとめて「式13」と記載する場合がある。)の制約式となった。
ΔS1(0)=ΔS2(0)=・・・=ΔS9(0) ・・・(式13a)
ΔS1(1)=ΔS2(1)=ΔS3(1)=ΔS4(1) ・・・(式13b)
ΔS1(2)=ΔS2(2)=ΔS3(2)=ΔS4(2) ・・・(式13c)
ΔS1(3)=ΔS2(3)=ΔS3(3) ・・・(式13d)
ΔS1(4)=ΔS2(4) ・・・(式13e)
ΔS6(1)=ΔS7(1)=ΔS8(1)=ΔS9(1) ・・・(式13f)
ΔS6(2)=ΔS7(2)=ΔS8(2)=ΔS9(2) ・・・(式13g)
ΔS6(3)=ΔS7(3)=ΔS8(3) ・・・(式13h)
ΔS6(4)=ΔS7(4) ・・・(式13i)
【0110】
そこで、本実施例では、式11’と式13を制約式として、式12の期待値Eが最小になる圧下パターンΔS1(0)〜ΔS1(10),・・・,ΔS9(0)〜ΔS9(10)を一括して求めたところ、図13のようになった。図13の圧下パターンは、上下(圧下位置修正量の方向)で対称となっておらず、例えば、全ての圧下パターンにおいて、時間0で圧下位置修正量がマイナスとなっている(圧下装置5により圧下を締め込んでいる)。これは、表1のように、正(プラス)側の入側板厚外乱の発生頻度の方が、負(マイナス)側の入側板厚外乱の発生頻度より大きいためであり、予め圧下を締め込んでおいた方が良いということを表している。求められた圧下パターンΔS1(0)〜ΔS1(10),・・・,ΔS9(0)〜ΔS9(10)についても、板厚制御装置に設定した(板厚制御装置の記憶装置に記憶させた)。
【0111】
(板厚制御結果)
上述したようにして発生パターンと圧下パターンが設定された板厚制御装置を用いて、鋼板の出側板厚制御を100回行った結果を図14に示す(100回の出側板厚偏差のチャートを重ねて描画している)。一方、比較例として、板厚計で検出された入側板厚外乱ΔH(t)のみを用いて、同様に、板厚制御を100回行った場合の結果を図15に示す。この比較例における板厚制御装置は、特許文献1に記載されているようなフィードフォワードAGCであり、上記式3のC×(Q/M)が1.0の場合(下記式12を参照)の制御装置である。
ΔS(t)=−1.0×ΔH(t) ・・・(式12)
【0112】
図14と図15より、実施例による板厚制御装置を用いた板厚制御の方が、比較例による板厚制御装置を用いた板厚制御に比べて、出側板厚偏差が少ないことがわかる。下記式13で定義される出側板厚偏差の平均値EAVを用いて、実施例と比較例の板厚制御装置の効果を比較したところ、下記表2に示す結果となり、実施例の板厚制御装置による出側板厚偏差の平均値は、比較例による板厚制御装置に比べて半分以下となった。ここで、式13のRは板厚制御回数(本実施例の場合100)、Δhi(t)は、圧延機出側に設置された板厚計で測定した出側板厚であり、i回目の圧延時の検出値である。
EAV=Σi≦RΣt≦T|Δhi(t)|/(R×T) ・・・(式13)
【0113】
【表2】
【符号の説明】
【0114】
1 被圧延材(金属板材)
2 圧延機
3 ワークロール
4 バックアップロール
5 圧下装置
6 検出器
10 板厚制御装置
11 記憶部
13 時間波形データ取得部
15 発生パターン特定部
17 圧下パターン選択部
19 圧下位置制御部
21 圧下パターン決定部
211 発生頻度算出部
213 圧下パターン算出部
ΔHS(t) 入側板厚外乱の発生パターン
ΔSS(t) 圧下パターン
【特許請求の範囲】
【請求項1】
圧延機により圧延される板状の被圧延材の寸法、材質及び温度のうちの少なくともいずれか1つの前記圧延機の入側における検出値と予め定められた基準値との偏差である入側外乱の値に基づいて、前記圧延機による圧下位置を修正することで、前記圧延機の出側における前記被圧延材の板厚を制御する板厚制御装置であって、
過去に発生した前記入側外乱の値の経時変化の実測値に基づいて複数設定された前記入側外乱の値の経時変化のパターンである発生パターンの中から、前記被圧延材の前記出側の板厚の制御開始時点から現在時点までにおける前記入側外乱の実測値の経時変化の波形を示す入側外乱の時間波形と最も類似した波形を有する前記発生パターンを特定する発生パターン特定部と、
複数の前記発生パターンごとの発生頻度と前記圧延機の出側の板厚偏差の予測値とから算出される評価値が最小となるように前記発生パターンごとに決定された前記圧下位置の修正量の経時変化のパターンである圧下パターンの中から、前記発生パターン特定部により特定された前記発生パターンに対応する前記圧下パターンを選択する圧下パターン選択部と、
前記圧下パターン選択部により選択された前記圧下パターンによる現在時点における圧下位置の修正量に基づいて、現在時点における前記圧下位置を制御する圧下位置制御部と、
を備えることを特徴とする、板厚制御装置。
【請求項2】
前記評価値は、前記出側の板厚偏差の期待値であり、
複数の前記発生パターンと当該発生パターンごとの発生頻度とを用いて、前記出側の板厚偏差の期待値が最小となるように、前記発生パターンごとに前記圧下パターンを決定する圧下パターン決定部をさらに備えることを特徴とする、請求項1に記載の板厚制御装置。
【請求項3】
前記圧下パターン決定部は、
過去に発生した複数の前記入側外乱の時間波形に基づいて、前記発生パターンごとの発生頻度を算出する発生頻度算出部と、
前記発生パターンと、前記発生頻度算出部により算出された前記発生頻度と、前記出側の板厚偏差の予測値とに基づいて、前記出側の板厚偏差の期待値が最小となる前記発生パターンごとの前記圧下パターンを算出する圧下パターン算出部と、
を有することを特徴とする、請求項2に記載の板厚制御装置。
【請求項4】
前記圧下パターン算出部は、前記出側の板厚偏差、前記圧下位置の修正量及び前記入側外乱の過去の実績値を用いて、前記圧下パターンの算出に用いる前記出側の板厚偏差を予測することを特徴とする、請求項3に記載の板厚制御装置。
【請求項5】
前記圧下パターン算出部は、t’≦tの全ての時刻t’で、2つの前記発生パターンにおける前記入側外乱の値がほぼ等しい場合に、下記式7の制約条件を加えて前記圧下パターンを算出することを特徴とする、請求項4に記載の板厚制御装置。
ΔSS1(t)=ΔSS2(t) if|ΔHS1(t’)−ΔHS2(t’)|≦ε for all t’≦t ・・・(式7)
前記式7において、ΔSS1(t)及びΔSS2(t)は、それぞれ、S1番目及びS2番目の前記圧下パターンを示し、ΔHS1(t’)及びΔHS2(t’)は、全ての時刻t’における前記入側外乱の値を示し、εは定数である。
【請求項6】
前記圧下パターン算出部は、前記評価値として、前記出側の板厚偏差の期待値に代えて、前記出側の板厚偏差と、重み付けされた前記圧下位置の修正量との和の期待値を用いることを特徴とする、請求項3に記載の板厚制御装置。
【請求項7】
圧延機により圧延される板状の被圧延材の寸法、材質及び温度のうちの少なくともいずれか1つの前記圧延機の入側における検出値と予め定められた基準値との偏差である入側外乱の過去の発生時における前記入側外乱の値の経時変化の実測値に基づいて複数設定された前記入側外乱の値の経時変化のパターンである発生パターンごとに、前記圧延機による圧下位置の修正量の経時変化のパターンである圧下パターンを決定する圧下パターン決定装置であって、
過去に発生した複数の前記入側外乱の時間波形に基づいて、前記発生パターンごとの発生頻度を算出する発生頻度算出部と、
前記発生パターンと、前記発生頻度算出部により算出された前記発生頻度と、前記出側の板厚偏差の予測値とに基づいて、前記出側の板厚偏差の期待値が最小となる前記発生パターンごとの前記圧下パターンを算出する圧下パターン算出部と、
を備えることを特徴とする、圧下パターン決定装置。
【請求項8】
圧延機により圧延される板状の被圧延材の寸法、材質及び温度のうちの少なくともいずれか1つの前記圧延機の入側における検出値と予め定められた基準値との偏差である入側外乱の値に基づいて、前記圧延機による圧下位置を修正することで、前記圧延機の出側における前記被圧延材の板厚を制御する板厚制御方法であって、
前記被圧延材の板厚の制御開始時点から現在時点までにおける前記入側外乱の実測値の経時変化を示す入側外乱の時間波形データを取得する時間波形データ取得ステップと、
取得された前記時間波形データに基づいて、過去に発生した前記入側外乱の値の経時変化の実測値に基づいて複数設定された前記入側外乱の値の経時変化のパターンである発生パターンの中から、前記時間波形データに対応する前記入側外乱の時間波形と最も類似した波形を有する前記発生パターンを特定する発生パターン特定ステップと、
複数の前記発生パターンごとの発生頻度と前記圧延機の出側の板厚偏差の予測値とから算出される評価値が最小となるように前記発生パターンごとに決定された前記圧下位置の修正量の経時変化のパターンである圧下パターンの中から、前記発生パターン特定ステップで特定された前記発生パターンに対応する前記圧下パターンを選択する圧下パターン選択ステップと、
前記圧下パターン選択ステップで選択された前記圧下パターンによる現在時点における修正量に基づいて、現在時点における前記圧下位置を制御する圧下位置制御ステップと、
を含むことを特徴とする、板厚制御方法。
【請求項9】
前記圧下パターン選択ステップよりも前に、前記評価値として、前記出側の板厚偏差の期待値を用い、複数の前記発生パターンと当該発生パターンごとの発生頻度とに基づいて、前記出側の板厚偏差の期待値が最小となるように、前記発生パターンごとに前記圧下パターンを決定する圧下パターン決定ステップをさらに含むことを特徴とする、請求項15に記載の板厚制御方法。
【請求項10】
圧延機により圧延される板状の被圧延材の寸法、材質及び温度のうちの少なくともいずれか1つの前記圧延機の入側における検出値と予め定められた基準値との偏差である入側外乱の過去の発生時における前記入側外乱の値の経時変化の実測値に基づいて複数設定された前記入側外乱の値の経時変化のパターンである発生パターンごとに、前記圧延機による圧下位置の修正量の経時変化のパターンである圧下パターンを決定する圧下パターン決定方法であって、
過去に発生した複数の前記入側外乱の時間波形に基づいて、前記発生パターンごとの発生頻度を算出する発生頻度算出ステップと、
前記発生パターンと、前記発生頻度算出部により算出された前記発生頻度と、前記出側の板厚偏差の予測値とに基づいて、前記出側の板厚偏差の期待値が最小となる前記発生パターンごとの前記圧下パターンを算出する圧下パターン算出ステップと、
を含むことを特徴とする、圧下パターン決定方法。
【請求項1】
圧延機により圧延される板状の被圧延材の寸法、材質及び温度のうちの少なくともいずれか1つの前記圧延機の入側における検出値と予め定められた基準値との偏差である入側外乱の値に基づいて、前記圧延機による圧下位置を修正することで、前記圧延機の出側における前記被圧延材の板厚を制御する板厚制御装置であって、
過去に発生した前記入側外乱の値の経時変化の実測値に基づいて複数設定された前記入側外乱の値の経時変化のパターンである発生パターンの中から、前記被圧延材の前記出側の板厚の制御開始時点から現在時点までにおける前記入側外乱の実測値の経時変化の波形を示す入側外乱の時間波形と最も類似した波形を有する前記発生パターンを特定する発生パターン特定部と、
複数の前記発生パターンごとの発生頻度と前記圧延機の出側の板厚偏差の予測値とから算出される評価値が最小となるように前記発生パターンごとに決定された前記圧下位置の修正量の経時変化のパターンである圧下パターンの中から、前記発生パターン特定部により特定された前記発生パターンに対応する前記圧下パターンを選択する圧下パターン選択部と、
前記圧下パターン選択部により選択された前記圧下パターンによる現在時点における圧下位置の修正量に基づいて、現在時点における前記圧下位置を制御する圧下位置制御部と、
を備えることを特徴とする、板厚制御装置。
【請求項2】
前記評価値は、前記出側の板厚偏差の期待値であり、
複数の前記発生パターンと当該発生パターンごとの発生頻度とを用いて、前記出側の板厚偏差の期待値が最小となるように、前記発生パターンごとに前記圧下パターンを決定する圧下パターン決定部をさらに備えることを特徴とする、請求項1に記載の板厚制御装置。
【請求項3】
前記圧下パターン決定部は、
過去に発生した複数の前記入側外乱の時間波形に基づいて、前記発生パターンごとの発生頻度を算出する発生頻度算出部と、
前記発生パターンと、前記発生頻度算出部により算出された前記発生頻度と、前記出側の板厚偏差の予測値とに基づいて、前記出側の板厚偏差の期待値が最小となる前記発生パターンごとの前記圧下パターンを算出する圧下パターン算出部と、
を有することを特徴とする、請求項2に記載の板厚制御装置。
【請求項4】
前記圧下パターン算出部は、前記出側の板厚偏差、前記圧下位置の修正量及び前記入側外乱の過去の実績値を用いて、前記圧下パターンの算出に用いる前記出側の板厚偏差を予測することを特徴とする、請求項3に記載の板厚制御装置。
【請求項5】
前記圧下パターン算出部は、t’≦tの全ての時刻t’で、2つの前記発生パターンにおける前記入側外乱の値がほぼ等しい場合に、下記式7の制約条件を加えて前記圧下パターンを算出することを特徴とする、請求項4に記載の板厚制御装置。
ΔSS1(t)=ΔSS2(t) if|ΔHS1(t’)−ΔHS2(t’)|≦ε for all t’≦t ・・・(式7)
前記式7において、ΔSS1(t)及びΔSS2(t)は、それぞれ、S1番目及びS2番目の前記圧下パターンを示し、ΔHS1(t’)及びΔHS2(t’)は、全ての時刻t’における前記入側外乱の値を示し、εは定数である。
【請求項6】
前記圧下パターン算出部は、前記評価値として、前記出側の板厚偏差の期待値に代えて、前記出側の板厚偏差と、重み付けされた前記圧下位置の修正量との和の期待値を用いることを特徴とする、請求項3に記載の板厚制御装置。
【請求項7】
圧延機により圧延される板状の被圧延材の寸法、材質及び温度のうちの少なくともいずれか1つの前記圧延機の入側における検出値と予め定められた基準値との偏差である入側外乱の過去の発生時における前記入側外乱の値の経時変化の実測値に基づいて複数設定された前記入側外乱の値の経時変化のパターンである発生パターンごとに、前記圧延機による圧下位置の修正量の経時変化のパターンである圧下パターンを決定する圧下パターン決定装置であって、
過去に発生した複数の前記入側外乱の時間波形に基づいて、前記発生パターンごとの発生頻度を算出する発生頻度算出部と、
前記発生パターンと、前記発生頻度算出部により算出された前記発生頻度と、前記出側の板厚偏差の予測値とに基づいて、前記出側の板厚偏差の期待値が最小となる前記発生パターンごとの前記圧下パターンを算出する圧下パターン算出部と、
を備えることを特徴とする、圧下パターン決定装置。
【請求項8】
圧延機により圧延される板状の被圧延材の寸法、材質及び温度のうちの少なくともいずれか1つの前記圧延機の入側における検出値と予め定められた基準値との偏差である入側外乱の値に基づいて、前記圧延機による圧下位置を修正することで、前記圧延機の出側における前記被圧延材の板厚を制御する板厚制御方法であって、
前記被圧延材の板厚の制御開始時点から現在時点までにおける前記入側外乱の実測値の経時変化を示す入側外乱の時間波形データを取得する時間波形データ取得ステップと、
取得された前記時間波形データに基づいて、過去に発生した前記入側外乱の値の経時変化の実測値に基づいて複数設定された前記入側外乱の値の経時変化のパターンである発生パターンの中から、前記時間波形データに対応する前記入側外乱の時間波形と最も類似した波形を有する前記発生パターンを特定する発生パターン特定ステップと、
複数の前記発生パターンごとの発生頻度と前記圧延機の出側の板厚偏差の予測値とから算出される評価値が最小となるように前記発生パターンごとに決定された前記圧下位置の修正量の経時変化のパターンである圧下パターンの中から、前記発生パターン特定ステップで特定された前記発生パターンに対応する前記圧下パターンを選択する圧下パターン選択ステップと、
前記圧下パターン選択ステップで選択された前記圧下パターンによる現在時点における修正量に基づいて、現在時点における前記圧下位置を制御する圧下位置制御ステップと、
を含むことを特徴とする、板厚制御方法。
【請求項9】
前記圧下パターン選択ステップよりも前に、前記評価値として、前記出側の板厚偏差の期待値を用い、複数の前記発生パターンと当該発生パターンごとの発生頻度とに基づいて、前記出側の板厚偏差の期待値が最小となるように、前記発生パターンごとに前記圧下パターンを決定する圧下パターン決定ステップをさらに含むことを特徴とする、請求項15に記載の板厚制御方法。
【請求項10】
圧延機により圧延される板状の被圧延材の寸法、材質及び温度のうちの少なくともいずれか1つの前記圧延機の入側における検出値と予め定められた基準値との偏差である入側外乱の過去の発生時における前記入側外乱の値の経時変化の実測値に基づいて複数設定された前記入側外乱の値の経時変化のパターンである発生パターンごとに、前記圧延機による圧下位置の修正量の経時変化のパターンである圧下パターンを決定する圧下パターン決定方法であって、
過去に発生した複数の前記入側外乱の時間波形に基づいて、前記発生パターンごとの発生頻度を算出する発生頻度算出ステップと、
前記発生パターンと、前記発生頻度算出部により算出された前記発生頻度と、前記出側の板厚偏差の予測値とに基づいて、前記出側の板厚偏差の期待値が最小となる前記発生パターンごとの前記圧下パターンを算出する圧下パターン算出ステップと、
を含むことを特徴とする、圧下パターン決定方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2011−121069(P2011−121069A)
【公開日】平成23年6月23日(2011.6.23)
【国際特許分類】
【出願番号】特願2009−278834(P2009−278834)
【出願日】平成21年12月8日(2009.12.8)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
【公開日】平成23年6月23日(2011.6.23)
【国際特許分類】
【出願日】平成21年12月8日(2009.12.8)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]