
板材端部の塗布装置,板材の塗布装置及び板材端部の塗布方法
【課題】 鋼板の端部における未塗布部分を低減し,鋼板の幅が変動しても鋼板の端部の塗布を安定的に行う。
【解決手段】 鋼板Hの端部の下面側には,端部用ロールコータ12が配置される。端部用ロールコータ12の回転軸は,一端側が軸継ぎ手41に固定され,他端部側が軸受け50に支持される。軸受け50は,ワイヤ51によって接続された錘部材54によって持ち上げられる。これにより,端部用ロールコータ12は,傾斜した状態で鋼板Hの端部に付勢され接触される。端部用ロールコータ12の下方には,塗料貯留容器30が配置され,端部用ロールコータ12の下面側が塗料に浸漬される。端部用ロールコータ12は,回転しながら塗料貯留容器3の塗料を鋼板Hの端部に塗布する。鋼板Hの幅が変動した際には,端部用ロールコータ12は,鋼板Hの幅に追従し,傾斜角度を変動させ,鋼板Hの端部との接触を維持する。
【解決手段】 鋼板Hの端部の下面側には,端部用ロールコータ12が配置される。端部用ロールコータ12の回転軸は,一端側が軸継ぎ手41に固定され,他端部側が軸受け50に支持される。軸受け50は,ワイヤ51によって接続された錘部材54によって持ち上げられる。これにより,端部用ロールコータ12は,傾斜した状態で鋼板Hの端部に付勢され接触される。端部用ロールコータ12の下方には,塗料貯留容器30が配置され,端部用ロールコータ12の下面側が塗料に浸漬される。端部用ロールコータ12は,回転しながら塗料貯留容器3の塗料を鋼板Hの端部に塗布する。鋼板Hの幅が変動した際には,端部用ロールコータ12は,鋼板Hの幅に追従し,傾斜角度を変動させ,鋼板Hの端部との接触を維持する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は,金属板や木板などの板材に対し塗料を塗布する板材端部の塗布装置,板材の塗布装置及び板材端部の塗布方法に関する。
【背景技術】
【0002】
例えば鋼板に塗料を塗布する塗布装置には,ロールコータを用いたものが広く利用されている。この塗布装置においては,搬送ライン上を移動する鋼板に対し,例えばロールコータにより塗料が供給され,当該塗料が鋼板全面に押し広げられて,鋼板に塗料が塗布される。
【0003】
上記ロールコータを用いた場合,鋼板の端部に塗り残しが発生する場合がある。鋼板に未塗布の部分があると,その部分が欠陥となり,歩留まりが低下する。例えばトランス,発電機などに用いられる磁性鋼板のように,磁性塗料の塗布後に,鋼板を加熱乾燥し,巻き取る場合には,鋼板上に未塗布の部分があると,加熱乾燥時にその未塗布の部分が溶解し,巻き取り時に鋼板同士が接着することがある。
【0004】
そこで,ロールコータの下流側の搬送ラインに,鋼板の幅方向の一端部から他端部に亘ってエアを吹き出すエアワイパーを配置し,ロールコータによる塗布後に,鋼板上にエアを吹き付けて,塗料を均す方法が提案されている(例えば,特許文献1参照。)。しかしながら,この方法によれば,例えば鋼板の端部においては,エアの流れが乱れて,塗料が飛散することがあり,鋼板の端部における塗り残しが十分には解消されなかった。
【0005】
また,別の方法として,ロールコータと鋼板との接触部の出口側にできる液溜り部に,板の幅方向に延びるワイヤを設け,このワイヤにより板の幅方向に塗料を広げることによって,鋼板上の塗料を均す方法が提案されている(例えば,特許文献2参照。)。しかしながら,この方法によっても,鋼板の端部付近のワイヤに付着する塗料の固着物などが原因で,未塗布の部分を十分に減らすことはできていなかった。
【0006】
ところで,搬送ラインに搬送される鋼板の幅は,ロットによりその都度変わる。上述した方法を用いた場合,この鋼板の幅の変更に適正に対応できず,鋼板の幅によって端部の塗布状態が大きく変動し,安定した塗布が行われていなかった。
【0007】
【特許文献1】特開平7-62445号公報
【特許文献2】特開2003−320290号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明は,かかる点に鑑みてなされたものであり,板材の端部における未塗布部分を低減し,板材の幅が変動しても端部の塗布を安定的に行うことができる板材端部の塗布装置,板材の塗布装置及び板材端部の塗布方法を提供することをその目的とする。
【課題を解決するための手段】
【0009】
上記目的を達成するために,本発明によれば,搬送される板材の幅方向の端部に塗料を塗布する装置であって,前記板材の端部用ロールコータと,前記端部用ロールコータを傾斜させた状態で板材の端部に接触させ,さらに前記端部用ロールコータが前記板材の端部の位置の変動に追従するように前記端部用ロールコータの傾斜角度を変動させる傾斜角変動機構と,を有することを特徴とする板材端部の塗布装置が提供される。
【0010】
本発明によれば,例えば板材の全体に塗料を塗布した後に,板材の端部用のロールコータを傾斜させた状態で板材の端部に接触させて,板材の端部に塗料を再塗布することができる。これにより,板材の端部における未塗布部分を低減できる。また,板材の端部の位置の変動に追従するように端部用ロールコータの傾斜角を変動できるので,ロットによって板材の幅が変動した場合にも,板材の端部に塗料を確実に塗布できる。
【0011】
前記傾斜角変動機構は,前記端部用ロールコータの回転軸の一端部側の位置を固定する固定部材と,前記端部用ロールコータの回転軸の他端部側を支持する支持部材と,前記支持部材を上下方向に移動させ,前記端部用ロールコータを傾斜させて前記板材の端部に付勢するロールコータ付勢機構と,を有していてもよい。かかる場合,端部用ロールコータが板材の端部に付勢されるので,板材の幅が変動した際に,自動的に端部用ロールコータの傾斜角が変動し,端部用ロールコータが板材の幅の変動に追従する。
【0012】
前記ロールコータ付勢機構は,前記支持部材を吊り下げるための吊り下げ線と,前記吊り下げ線に荷重を掛けるための錘部材を有していてもよい。かかる場合,錘部材による荷重により,例えば支持部材を持ち上げ,端部用ロールコータを傾斜させて板材の端部に付勢できるので,簡単な機構で端部用ロールコータの付勢を実現できる。
【0013】
前記ロールコータ付勢機構は,前記錘部材を交換自在又は加減自在に構成されていてもよい。かかる場合,例えば重さの異なる錘部材を取り替えたり,又は錘部材を加減したりして,端部用ロールコータと板材の端部との接触を,適正な接触圧で行うことができる。
【0014】
前記固定部材には,前記端部用ロールコータを回転させるモータが接続されていてもよい。
【0015】
別の観点による本発明によれば,請求項1〜5のいずれかに記載の板材端部の塗布装置における端部用ロールコータと,板材の全面に塗料を塗布するロールコータと,板材の幅方向の一端部から他端部に亘ってエアを吹き出すエアノズルと,を板材の搬送経路に沿って有し,前記ロールコータ,前記端部用ロールコータ及び前記エアノズルは,前記搬送経路の上流側から下流側に向けて順に配置されていることを特徴とする板材の塗布装置が提供される。なお,搬送経路の上流側とは,搬送経路の搬送元側であり,搬送経路の下流側とは,搬送経路の搬送先側である。
【0016】
本発明によれば,搬送経路上を搬送される板材に対し,ロールコータにより板材の全面に塗料を塗布し,その後,上述の端部用ロールコータにより板材の端部に塗料を再塗布し,さらにエアノズルにより板材にエアを吹き付けて板材の塗料を広げて均すことができる。この結果,板材の端部における未塗布部分を飛躍的に低減できる。
【0017】
別の観点による本発明によれば,請求項1〜5のいずれかに記載の板材端部の塗布装置における端部用ロールコータと,板材の全面に塗料を塗布するロールコータと,を板材の搬送経路に沿って有し,前記ロールコータと前記板材との接触部の出口側には,塗料の溜り部が形成され,前記溜り部には,前記ロールコータの軸方向に沿ってワイヤが配置され,前記端部用ロールコータは,前記搬送経路における前記ロールコータの下流側に配置されていることを特徴とする板材の塗布装置が提供される。
【0018】
本発明によれば,搬送経路上を搬送される板材に対し,ロールコータにより板材の全面に塗料を塗布し,その際に,ロールコータの出口側の溜り部の塗料をワイヤによって板材の幅方向に広げて均すことができる。その後,上述の端部用ロールコータにより板材の端部に再度塗料を塗布することができる。この結果,板材の端部における未塗布部分を飛躍的に低減できる。
【0019】
別の観点による本発明によれば,搬送される板材の幅方向の端部に塗料を塗布する方法であって,板材の端部用ロールコータを傾斜させた状態で板材の端部に接触させ,前記板材の端部の位置が変動した場合には,前記端部用ロールコータの傾斜角度を変動させて前記端部用ロールコータを前記板材の端部に追従させることを特徴とする板材端部の塗布方法が提供される。
【発明の効果】
【0020】
本発明によれば,板材の端部における未塗布の部分を低減し,板材の幅が変動しても端部の塗布を安定的に行うことができるので,歩留まりを向上できる。
【発明を実施するための最良の形態】
【0021】
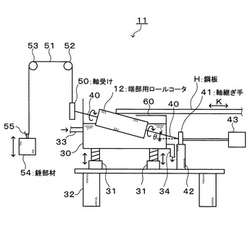
以下,本発明の好ましい実施の形態について説明する。図1は,本実施の形態にかかる鋼板の塗布装置1の構成の概略を示す平面図である。
【0022】
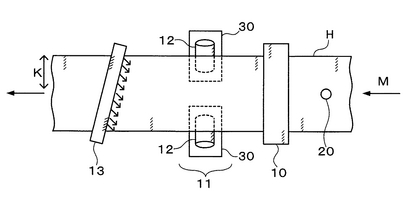
図1に示すように例えば鋼板の塗布装置1の搬送ラインM上には,ロールコータ10と,鋼板端部の塗布装置11の端部用ロールコータ12と,エアノズルとしてのエアワイパー13が上流側から順に配置されている。搬送ラインMにおけるエアワイパー13のさらに下流側には,塗料塗布後の鋼板Hを加熱乾燥する加熱乾燥装置(図示せず)と,鋼板Hを巻き取る巻取り装置(図示せず)が配置されている。
【0023】
ロールコータ10は,図2に示すように搬送される鋼板Hを挟むように鋼板Hの上下面に配置されている。ロールコータ10は,図1に示すように例えば鋼板Hの幅よりも長い寸法を有し,回転軸が鋼板Hの幅方向Kに沿うように配置されている。例えば上側のロールコータ10の上流側には,鋼板Hの上面に塗料を吐出する塗料吐出ノズル20が配置されている。上側のロールコータ10は,塗料吐出ノズル20から吐出された塗料を鋼板Hの幅方向Kに押し広げて,鋼板Hの上面側の塗料を均すことができる。下側のロールコータ10の下側には,図2に示すように塗料の貯留容器21が配置されている。下側のロールコータ10の下面側は,貯留容器21の塗料に浸漬されている。下側のロールコータ10は,回転しながら貯留容器21内の塗料を表面に付けてこれを運び上げ,鋼板Hの下面に塗布することができる。
【0024】
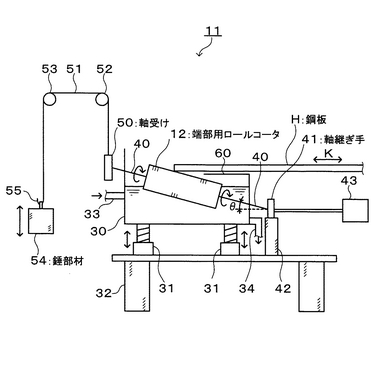
鋼板端部の塗布装置11は,図1に示すように鋼板Hの両端部にそれぞれ端部用ロールコータ12を備えている。図3に示すように端部用ロールコータ12は,円筒形状を有し,鋼板Hの端部に斜め下方から接触している。端部用ロールコータ12の表面は,例えばゴムによって被覆されている。端部用ロールコータ12の下方には,所定の塗料を貯留する塗料貯留容器30が配置されている。端部用ロールコータ21は,塗料貯留容器30に貯留された塗料に浸漬されている。塗料貯留容器30は,例えばスクリュージャッキなどの昇降駆動部31を介在して載置台32に載置されている。昇降駆動部31により,塗料貯留容器30の高さを調整できる。塗料貯留容器30の側面には,図示しない塗料供給部に接続された塗料の供給管33と,図示しない塗料排出部に接続された排出管34が接続されている。
【0025】
端部用ロールコータ12の回転軸上にあるシャフト40は,例えば平面から見て鋼板Hの幅方向Kに沿って配置されており,例えば塗布貯留容器30の両側壁から外側に突出している。例えば鋼板Hの中央部よりのシャフト40の端部は,固定部材としての軸継ぎ手41に接続されている。軸継ぎ手41は,例えば載置台31に取付けられた支持部42に固定されている。シャフト40には,軸継ぎ手41を介してモータ43が接続されている。モータ43によって,軸継ぎ手41を介してシャフト40を回転し,端部用ロールコータ12を所定の速度で回転させることができる。
【0026】
例えば鋼板Hの外側寄りのシャフト40の端部は,支持部材としての軸受け50に支持されている。軸受け50は,吊り下げ線としてのワイヤ51によって吊り下げられている。ワイヤ51は,例えばプーリ52,53を介して錘部材54に接続されている。この錘部材54による荷重により,ワイヤ51を介して軸受け50を持ち上げることができ,軸継ぎ手41を支点として端部用ロールコータ12を傾斜させることができる。これにより,端部用ロールコータ12の上面側を鋼板Hの端部に付勢しながら接触することができる。この結果,ロットによって鋼板Hの幅が変わった場合,端部用ロールコータ12が鋼板Hの幅の変動に追従するように,端部用ロールコータ12の傾斜角θが自動的に変動する。
【0027】
ワイヤ51の先端には,例えばフック55が取付けられており,重量の異なる錘部材54を取替えることができる。これにより,鋼板Hの端部に対する端部用ロールコータ12の接触圧を所定の圧力に設定できる。
【0028】
例えば鋼板Hと端部用ロールコータ12の間には,平板状の飛散防止板60が配置されている。飛散防止板60は,例えば塗料貯留容器30の上端部に水平に取付けられている。この飛散防止板60によって,塗布時に端部用ロールコータ12から飛散した塗料が鋼板Hの下面に付着することを防止できる。
【0029】
なお,本実施の形態においては,例えばシャフト40,軸継ぎ手41,軸受け50,ワイヤ51,プーリ52,53及び錘部材54によって,傾斜角変動機構が構成されている。また,ワイヤ51,プーリ52,53及び錘部材54によって,ロールコータ付勢機構が構成されている。
【0030】
エアワイパー13は,図2に示すように鋼板Hを挟むようにして鋼板Hの上下面に配置されている。エアワイパー13は,例えば図1に示すように鋼板Hの幅よりも長い細長形状に形成されており,平面から見て鋼板Hの幅方向Kから所定角度水平方向に回転した状態で配置されている。エアワイパー13は,鋼板H側にスリット状の吹き出し口を有し,鋼板Hの幅方向Kの一端部から他端部に亘って一様にエアを吹き出すことができる。
【0031】
鋼板の塗布装置1は,以上のように構成されており,次に,上記鋼板の塗布装置1を用いた塗布プロセスについて説明する。本実施の形態においては,例えば脱炭焼鈍が終了した方向性電磁鋼板Hに,MgOスラリーを塗布し,フォレステライトを生成する場合を例に採って説明する。
【0032】
脱炭焼鈍が終了した鋼板Hは,図1に示すように搬送ラインMに沿って搬送され,ロールコータ10において,塗料としてのMgOスラリーが鋼板Hの両面全面に押し広げられて塗布される。続いて,鋼板Hは,鋼板端部の塗布装置11を通過し,鋼板Hの端部にMgOスラリーが再度塗布される。この際,鋼板端部の塗布装置11では,図3に示すように錘部材54によって軸受け50が上昇し,端部用ロールコータ12が傾斜した状態で鋼板Hの端部に接触している。その状態でモータ43により,端部用ロールコータ12が例えば鋼板Hの搬送方向と順方向に回転され,塗料貯留容器30内のMgOスラリーが端部用ロールコータ12により運び上げられ,鋼板Hの端部に塗布される。なお,このときの端部用ロールコータ12の傾斜角θは,鋼板Hの端部と端部用ロールコータ12の接触面積を少なくするために例えば7°以上が好ましく,さらに端部用ロールコータ12自体にかかる負荷や塗料貯留容器30の塗料の運び上げを考慮すると,11°以下が望ましい。
【0033】
端部用ロールコータ12により,端部にMgOスラリーが再塗布された鋼板Hは,エアワイパー13において,エアの噴流に曝され,鋼板Hに塗布されていたMgOスラリーが鋼板Hの幅方向Kに向けて均される。こうして,端部を含めた鋼板Hの全面にMgOスラリーが均一に塗布される。
【0034】
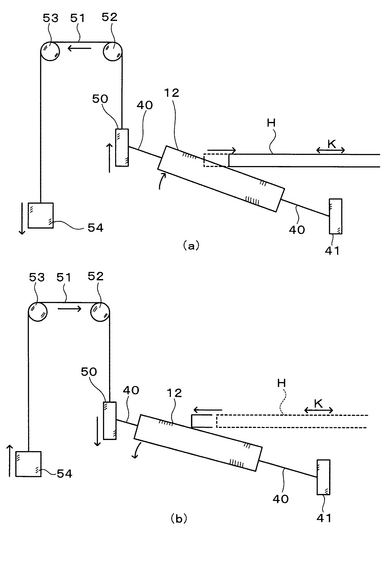
例えばロットが代わって,鋼板Hの幅が小さくなった場合には,図4(a)に示すように錘部材54の荷重により軸受け50が上昇し,端部用ロールコータ12の傾斜角θが大きくなり,端部用ロールコータ12が鋼板Hの端部に追従する。こうして,端部用ロールコータ12と鋼板Hの端部との接触が自動的に維持される。鋼板Hの幅が大きくなった場合には,図4(b)に示すように鋼板Hの端部が端部用ロールコータ12を押圧し,錘部材54の荷重に抗して軸受け50が下降し,端部用ロールコータ12の傾斜角θが減少されて,端部用ロールコータ12と鋼板Hの端部の接触が維持される。
【0035】
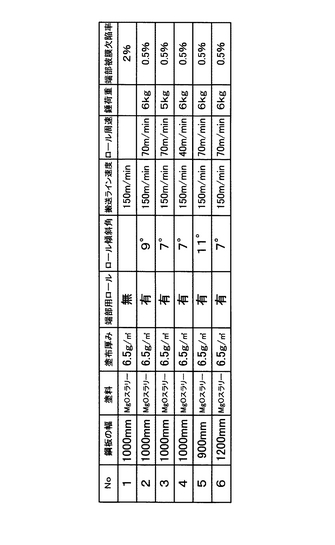
次に,上述したように鋼板の塗布装置1を用いて鋼板HにMgOスラリーを塗布した場合の鋼板の端部被膜欠陥率について検証する。端部被膜欠陥率とは,鋼板の端部の長さに対する未塗布部分の割合を示すものである。図5は,塗布厚み,鋼板搬送速度,ロール周速度,錘部材の荷重などの各種塗布条件とその際の端部被膜欠陥率を示す表である。図5によれば,端部用ロールコータを用いなかった従来の端部被膜欠陥率が2%程度に対し,端部用ロールコータ12を用いた場合の端部被膜欠陥率が0.5%程度であり,端部被膜欠陥率が飛躍的に向上していることが確認できる。また,鋼板Hの幅を変動しても,端部被膜欠陥率が変動せず,鋼板Hの幅にかかわらず,鋼板Hの端部に安定的に塗料を塗布できることが確認できる。
【0036】
図6は,端部用ロールコータ12の各周速度と鋼板Hの各搬送速度に対して,端部塗布の適否を判定した実験結果を示す表である。図6によれば,端部用ロールコータ12の周速度が70m/minを超えると,鋼板Hとの接触部において塗料が飛散するいわゆるスプラッシュ現象が起こり,端部用ロールコータ12の周速度が40m/min未満で未塗布部分が発生することが分かる。この結果,端部用ロールコータ12の周速度は,40〜70m/min程度が好ましい,
【0037】
以上の実施の形態によれば,鋼板Hの端部の未塗布が改善され,例えば加熱乾燥後の鋼板H同士の焼き付きが防止され,歩留まりが向上する。また,ロット交換などによって鋼板Hの幅が変動した場合にも,鋼板Hの端部が安定的に塗布される。
【0038】
鋼板Hの板厚が1.2mm以上の場合,ロールコータ10の圧力によっても鋼板Hの端部が反り上がることがある。この場合においても,図7に示すように端部用ロールコータ12の傾斜角θが変動し,端部用ロールコータ12が鋼板Hの端部に追従して,鋼板Hの端部を適正に塗布できる。
【0039】
また,端部用ロールコータ12により鋼板Hの端部の塗布を行った後,エアワイパー13により鋼板Hの全面の塗料が均されるので,鋼板Hの中央部から端部に亘り,塗料を斑なく均一に塗布できる。
【0040】
以上の実施の形態によれば,錘部材54を用いて端部用ロールコータ12を鋼板Hの端部に付勢させるようにしたので,端部用ロールコータ12と鋼板Hとの接触を簡単な機構で維持することができる。また,錘部材54をワイヤ51に対して交換可能にしたので,端部用ロールコータ12と鋼板Hとの接触圧を所望の圧力に設定できる。
【0041】
塗料貯留容器30に飛散防止板60を設けたので,塗布時に端部用ロールコータ12と鋼板Hとの接触部から飛散する塗料が鋼板Hに付着することを防止できる。
【0042】
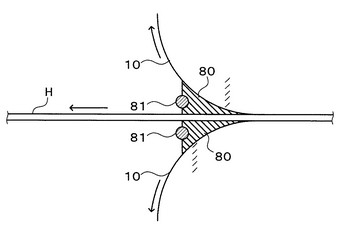
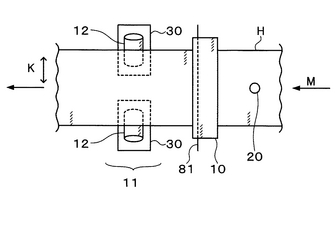
以上の実施の形態で記載した鋼板の塗布装置1において,エアワイパーに代えて,図8に示すようにロールコータ10と鋼板Hとの接触部の出口側に形成される塗料の溜り部80にワイヤ81を設けるようにしてもよい。かかる場合,例えば図9に示すようにワイヤ81は,鋼板Hの幅方向Kの一端部側の外方から他端部側の外方まで形成され,ロールコータ10に沿って配置されている。そして,鋼板HにMgOスラリーを塗布する際には,先ず,ロールコータ10において,MgOスラリーが鋼板Hの全面に押し広げられ,出口側の塗料の溜り部80において,MgOスラリーがワイヤ81によって鋼板Hの幅方向Kに均される。その後,鋼板Hは,鋼板端部の塗布装置11を通過し,端部用ロールコータ12によって,鋼板Hの端部にMgOスラリーが再度塗布される。
【0043】
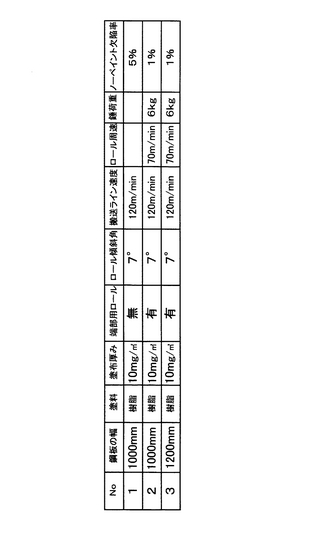
図10は,上記例における鋼板の端部被膜欠陥率の実験データを示す表である。図10から,ロールコータ10にワイヤ81を配置し,鋼板端部の塗布装置11と併用した場合にも,端部被膜欠陥率が0.5%程度に維持されることが確認できる。
【0044】
以上の実施の形態は,フォルステライトを生成するために,方向性電磁鋼板HにMgOスラリーを塗布する例であったが,本発明は,鋼板Hに他の塗料を塗布する場合にも適用できる。例えば化成処理後の溶融メッキ鋼板に,ウレタン樹脂などの樹脂塗料を塗布する場合にも適用できる。図11は,溶融メッキ鋼板に,樹脂塗料を塗布した場合におけるノーペイント欠陥率の実験データを示す表である。ノーペイント欠陥率とは,鋼板の端部の長さに対する未塗布部分の割合を示すものである。図11によれば,端部用ロールコータ12無しの従来の場合に5%であったノーペイント欠陥率が,端部用ロールコータ12を用いた場合,1%になり,ノーペイント欠陥率が飛躍的に減少したことが確認できる。なお,この他,塗料として,例えばクロメート液を用いてもよい。
【0045】
以上の実施の形態では,錘部材54がワイヤ51に対して交換自在になっていたが,錘部材54が加減自在になるようにしてもよい。例えば図12に示すようにワイヤ51の端部に錘部材54を載せる受け皿100が取り付けられ,当該受け皿100に適当な数の錘部材54を載せるようにしてもよい。かかる場合も,錘部材54による荷重を調整して,端部用ロールコータ12と鋼板Hの端部との接触圧を適正に調整できる。
【0046】
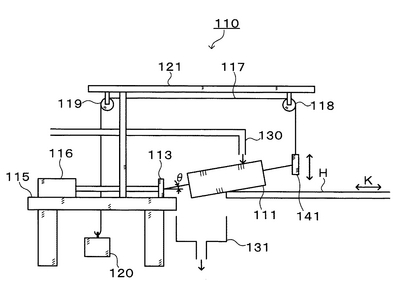
以上の実施の形態で記載した鋼板端部の塗布装置11は,鋼板Hの下面側の端部を塗布するものであったが,鋼板Hの上面側の端部を塗布するものであってもよい。図13は,かかる一例を示すものであり,鋼板端部の塗布装置110の端部用ロールコータ111は,鋼板Hの幅方向Kに沿って配置され,鋼板Hの端部に斜め上方から接触している。端部用ロールコータ111の回転軸上のシャフト112は,例えば鋼板Hの外側寄りの端部が軸継ぎ手113に接続され,鋼板Hの中央部寄りの端部が軸受け114に支持されている。
【0047】
軸継ぎ手113は,例えば鋼板Hの外方に配置された載置台115上に載置され固定されている。軸継ぎ手113は,載置台115に載置されたモータ116に接続され,このモータ116によって端部用ロールコータ111を回転できる。
【0048】
軸受け114は,ワイヤ117によって吊り下げられている。ワイヤ117は,例えばプーリ118,119を通じて鋼板Hの外側に導かれ,その先端部に錘部材120が取付けられている。プーリ118,119は,例えば載置台115上に立設されたT字型の固定部材121に取り付けられており,固定部材121は,載置台115上の鋼板Hの外側から鋼板Hの上方まで延伸している。
【0049】
端部用ロールコータ111の上方には,塗料を吐出する塗料吐出ノズル130が設けられている。塗料吐出ノズル130は,傾斜した端部用ロールコータ111の上端部側に配置されている。また,塗料吐出ノズル130は,図14に示すように端部用ロールコータ111の回転軸よりも僅かに搬送経路Mの上流側に配置され,端部用ロールコータ111の上流側寄りの上面に塗料を吐出できる。端部用ロールコータ111が搬送経路Mの搬送方向と同じ方向に回転することにより,塗料吐出ノズル130の上面に吐出された塗料は,鋼板Hの端部の上面に塗布される。
【0050】
軸継ぎ手113側の端部用ロールコータ111の端部の下方,つまり傾斜した端部用ロールコータ111の下端部の下方には,端部用ロールコータ111から落下した塗料を受け止めて排出するドレンパン131が配置されている。
【0051】
そして,例えば鋼板Hの端部にMgOスラリーを再度塗布する際には,錘部材120による荷重と軸受け114の自重との釣り合いにより,端部用ロールコータ12が傾斜した状態で鋼板Hの端部に付勢される。その状態でモータ116により,端部用ロールコータ111が例えば鋼板Hの搬送方向と順方向に回転され,塗料吐出ノズル130から端部用ロールコータ111にMgOスラリーが供給される。こうして鋼板Hの端部にMgOスラリーが再塗布される。また,鋼板Hの端部の位置が変動した場合には,端部用ロールコータ111の傾斜角θが変動し,端部用ロールコータ111が鋼板Hの端部に追従する。
【0052】
この例によれば,上記実施の形態と同様に鋼板Hの端部の塗り残しが改善され,例えば加熱乾燥後の鋼板H同士の焼き付きが防止され,歩留まりが向上する。また,ロット交換などによって鋼板Hの幅が変動した場合にも,鋼板Hの端部が安定的に塗布される。なお,上述した鋼板Hの下面側の端部を再塗布する鋼板端部の塗布装置11と鋼板Hの上面側の端部を再塗布する鋼板端部の塗布装置110を併用してもよい。
【0053】
以上,本発明の実施の形態の一例について説明したが,本発明はこの例に限らず種々の態様を採りうるものである。例えば本実施の形態で記載した板材は,鋼板Hであったが,他の金属板或いは,木板,紙,布,フィルムなどの他の板材にも適用できる。
【産業上の利用可能性】
【0054】
本発明は,板材の塗布装置において,板材の端部の塗布率を向上する際に有用である。
【図面の簡単な説明】
【0055】
【図1】本実施の形態にかかる鋼板の塗布装置の構成の概略を示す平面図である。
【図2】鋼板の塗布装置の構成の概略を示す側面図である。
【図3】鋼板端部の塗布装置の構成の概略を示す説明図である。
【図4】端部用ロールコータの動作を示す説明図である。
【図5】鋼板の端部被膜欠陥率の実験データを示す表である。
【図6】良好な塗布状態となる場合の端部用ロールコータの周速度を示すグラフである。
【図7】鋼板が反った場合の説明図である。
【図8】液溜め部にワイヤを設けたロールコータの説明図である。
【図9】ロールコータにワイヤを設けた場合の鋼板の塗布装置の平面図である。
【図10】ロールコータにワイヤを設けた場合の鋼板の端部被膜欠陥率の実験データを示す表である。
【図11】鋼板に樹脂塗料を塗布した場合のノーペイント欠陥率の実験データを示す表である。
【図12】ワイヤに受け皿を取り付けた例を示す説明図である。
【図13】鋼板端部の塗布装置の他の構成例を示す説明図である。
【図14】端部用ロールコータに対する塗料吐出ノズルの位置を示す説明図である。
【符号の説明】
【0056】
1 鋼板の塗布装置
11 鋼板端部の塗布装置
12 端部用ロールコータ
30 塗料貯留容器
41 軸継ぎ手
50 軸受け
51 ワイヤ
54 錘部材
H 鋼板
【技術分野】
【0001】
本発明は,金属板や木板などの板材に対し塗料を塗布する板材端部の塗布装置,板材の塗布装置及び板材端部の塗布方法に関する。
【背景技術】
【0002】
例えば鋼板に塗料を塗布する塗布装置には,ロールコータを用いたものが広く利用されている。この塗布装置においては,搬送ライン上を移動する鋼板に対し,例えばロールコータにより塗料が供給され,当該塗料が鋼板全面に押し広げられて,鋼板に塗料が塗布される。
【0003】
上記ロールコータを用いた場合,鋼板の端部に塗り残しが発生する場合がある。鋼板に未塗布の部分があると,その部分が欠陥となり,歩留まりが低下する。例えばトランス,発電機などに用いられる磁性鋼板のように,磁性塗料の塗布後に,鋼板を加熱乾燥し,巻き取る場合には,鋼板上に未塗布の部分があると,加熱乾燥時にその未塗布の部分が溶解し,巻き取り時に鋼板同士が接着することがある。
【0004】
そこで,ロールコータの下流側の搬送ラインに,鋼板の幅方向の一端部から他端部に亘ってエアを吹き出すエアワイパーを配置し,ロールコータによる塗布後に,鋼板上にエアを吹き付けて,塗料を均す方法が提案されている(例えば,特許文献1参照。)。しかしながら,この方法によれば,例えば鋼板の端部においては,エアの流れが乱れて,塗料が飛散することがあり,鋼板の端部における塗り残しが十分には解消されなかった。
【0005】
また,別の方法として,ロールコータと鋼板との接触部の出口側にできる液溜り部に,板の幅方向に延びるワイヤを設け,このワイヤにより板の幅方向に塗料を広げることによって,鋼板上の塗料を均す方法が提案されている(例えば,特許文献2参照。)。しかしながら,この方法によっても,鋼板の端部付近のワイヤに付着する塗料の固着物などが原因で,未塗布の部分を十分に減らすことはできていなかった。
【0006】
ところで,搬送ラインに搬送される鋼板の幅は,ロットによりその都度変わる。上述した方法を用いた場合,この鋼板の幅の変更に適正に対応できず,鋼板の幅によって端部の塗布状態が大きく変動し,安定した塗布が行われていなかった。
【0007】
【特許文献1】特開平7-62445号公報
【特許文献2】特開2003−320290号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明は,かかる点に鑑みてなされたものであり,板材の端部における未塗布部分を低減し,板材の幅が変動しても端部の塗布を安定的に行うことができる板材端部の塗布装置,板材の塗布装置及び板材端部の塗布方法を提供することをその目的とする。
【課題を解決するための手段】
【0009】
上記目的を達成するために,本発明によれば,搬送される板材の幅方向の端部に塗料を塗布する装置であって,前記板材の端部用ロールコータと,前記端部用ロールコータを傾斜させた状態で板材の端部に接触させ,さらに前記端部用ロールコータが前記板材の端部の位置の変動に追従するように前記端部用ロールコータの傾斜角度を変動させる傾斜角変動機構と,を有することを特徴とする板材端部の塗布装置が提供される。
【0010】
本発明によれば,例えば板材の全体に塗料を塗布した後に,板材の端部用のロールコータを傾斜させた状態で板材の端部に接触させて,板材の端部に塗料を再塗布することができる。これにより,板材の端部における未塗布部分を低減できる。また,板材の端部の位置の変動に追従するように端部用ロールコータの傾斜角を変動できるので,ロットによって板材の幅が変動した場合にも,板材の端部に塗料を確実に塗布できる。
【0011】
前記傾斜角変動機構は,前記端部用ロールコータの回転軸の一端部側の位置を固定する固定部材と,前記端部用ロールコータの回転軸の他端部側を支持する支持部材と,前記支持部材を上下方向に移動させ,前記端部用ロールコータを傾斜させて前記板材の端部に付勢するロールコータ付勢機構と,を有していてもよい。かかる場合,端部用ロールコータが板材の端部に付勢されるので,板材の幅が変動した際に,自動的に端部用ロールコータの傾斜角が変動し,端部用ロールコータが板材の幅の変動に追従する。
【0012】
前記ロールコータ付勢機構は,前記支持部材を吊り下げるための吊り下げ線と,前記吊り下げ線に荷重を掛けるための錘部材を有していてもよい。かかる場合,錘部材による荷重により,例えば支持部材を持ち上げ,端部用ロールコータを傾斜させて板材の端部に付勢できるので,簡単な機構で端部用ロールコータの付勢を実現できる。
【0013】
前記ロールコータ付勢機構は,前記錘部材を交換自在又は加減自在に構成されていてもよい。かかる場合,例えば重さの異なる錘部材を取り替えたり,又は錘部材を加減したりして,端部用ロールコータと板材の端部との接触を,適正な接触圧で行うことができる。
【0014】
前記固定部材には,前記端部用ロールコータを回転させるモータが接続されていてもよい。
【0015】
別の観点による本発明によれば,請求項1〜5のいずれかに記載の板材端部の塗布装置における端部用ロールコータと,板材の全面に塗料を塗布するロールコータと,板材の幅方向の一端部から他端部に亘ってエアを吹き出すエアノズルと,を板材の搬送経路に沿って有し,前記ロールコータ,前記端部用ロールコータ及び前記エアノズルは,前記搬送経路の上流側から下流側に向けて順に配置されていることを特徴とする板材の塗布装置が提供される。なお,搬送経路の上流側とは,搬送経路の搬送元側であり,搬送経路の下流側とは,搬送経路の搬送先側である。
【0016】
本発明によれば,搬送経路上を搬送される板材に対し,ロールコータにより板材の全面に塗料を塗布し,その後,上述の端部用ロールコータにより板材の端部に塗料を再塗布し,さらにエアノズルにより板材にエアを吹き付けて板材の塗料を広げて均すことができる。この結果,板材の端部における未塗布部分を飛躍的に低減できる。
【0017】
別の観点による本発明によれば,請求項1〜5のいずれかに記載の板材端部の塗布装置における端部用ロールコータと,板材の全面に塗料を塗布するロールコータと,を板材の搬送経路に沿って有し,前記ロールコータと前記板材との接触部の出口側には,塗料の溜り部が形成され,前記溜り部には,前記ロールコータの軸方向に沿ってワイヤが配置され,前記端部用ロールコータは,前記搬送経路における前記ロールコータの下流側に配置されていることを特徴とする板材の塗布装置が提供される。
【0018】
本発明によれば,搬送経路上を搬送される板材に対し,ロールコータにより板材の全面に塗料を塗布し,その際に,ロールコータの出口側の溜り部の塗料をワイヤによって板材の幅方向に広げて均すことができる。その後,上述の端部用ロールコータにより板材の端部に再度塗料を塗布することができる。この結果,板材の端部における未塗布部分を飛躍的に低減できる。
【0019】
別の観点による本発明によれば,搬送される板材の幅方向の端部に塗料を塗布する方法であって,板材の端部用ロールコータを傾斜させた状態で板材の端部に接触させ,前記板材の端部の位置が変動した場合には,前記端部用ロールコータの傾斜角度を変動させて前記端部用ロールコータを前記板材の端部に追従させることを特徴とする板材端部の塗布方法が提供される。
【発明の効果】
【0020】
本発明によれば,板材の端部における未塗布の部分を低減し,板材の幅が変動しても端部の塗布を安定的に行うことができるので,歩留まりを向上できる。
【発明を実施するための最良の形態】
【0021】
以下,本発明の好ましい実施の形態について説明する。図1は,本実施の形態にかかる鋼板の塗布装置1の構成の概略を示す平面図である。
【0022】
図1に示すように例えば鋼板の塗布装置1の搬送ラインM上には,ロールコータ10と,鋼板端部の塗布装置11の端部用ロールコータ12と,エアノズルとしてのエアワイパー13が上流側から順に配置されている。搬送ラインMにおけるエアワイパー13のさらに下流側には,塗料塗布後の鋼板Hを加熱乾燥する加熱乾燥装置(図示せず)と,鋼板Hを巻き取る巻取り装置(図示せず)が配置されている。
【0023】
ロールコータ10は,図2に示すように搬送される鋼板Hを挟むように鋼板Hの上下面に配置されている。ロールコータ10は,図1に示すように例えば鋼板Hの幅よりも長い寸法を有し,回転軸が鋼板Hの幅方向Kに沿うように配置されている。例えば上側のロールコータ10の上流側には,鋼板Hの上面に塗料を吐出する塗料吐出ノズル20が配置されている。上側のロールコータ10は,塗料吐出ノズル20から吐出された塗料を鋼板Hの幅方向Kに押し広げて,鋼板Hの上面側の塗料を均すことができる。下側のロールコータ10の下側には,図2に示すように塗料の貯留容器21が配置されている。下側のロールコータ10の下面側は,貯留容器21の塗料に浸漬されている。下側のロールコータ10は,回転しながら貯留容器21内の塗料を表面に付けてこれを運び上げ,鋼板Hの下面に塗布することができる。
【0024】
鋼板端部の塗布装置11は,図1に示すように鋼板Hの両端部にそれぞれ端部用ロールコータ12を備えている。図3に示すように端部用ロールコータ12は,円筒形状を有し,鋼板Hの端部に斜め下方から接触している。端部用ロールコータ12の表面は,例えばゴムによって被覆されている。端部用ロールコータ12の下方には,所定の塗料を貯留する塗料貯留容器30が配置されている。端部用ロールコータ21は,塗料貯留容器30に貯留された塗料に浸漬されている。塗料貯留容器30は,例えばスクリュージャッキなどの昇降駆動部31を介在して載置台32に載置されている。昇降駆動部31により,塗料貯留容器30の高さを調整できる。塗料貯留容器30の側面には,図示しない塗料供給部に接続された塗料の供給管33と,図示しない塗料排出部に接続された排出管34が接続されている。
【0025】
端部用ロールコータ12の回転軸上にあるシャフト40は,例えば平面から見て鋼板Hの幅方向Kに沿って配置されており,例えば塗布貯留容器30の両側壁から外側に突出している。例えば鋼板Hの中央部よりのシャフト40の端部は,固定部材としての軸継ぎ手41に接続されている。軸継ぎ手41は,例えば載置台31に取付けられた支持部42に固定されている。シャフト40には,軸継ぎ手41を介してモータ43が接続されている。モータ43によって,軸継ぎ手41を介してシャフト40を回転し,端部用ロールコータ12を所定の速度で回転させることができる。
【0026】
例えば鋼板Hの外側寄りのシャフト40の端部は,支持部材としての軸受け50に支持されている。軸受け50は,吊り下げ線としてのワイヤ51によって吊り下げられている。ワイヤ51は,例えばプーリ52,53を介して錘部材54に接続されている。この錘部材54による荷重により,ワイヤ51を介して軸受け50を持ち上げることができ,軸継ぎ手41を支点として端部用ロールコータ12を傾斜させることができる。これにより,端部用ロールコータ12の上面側を鋼板Hの端部に付勢しながら接触することができる。この結果,ロットによって鋼板Hの幅が変わった場合,端部用ロールコータ12が鋼板Hの幅の変動に追従するように,端部用ロールコータ12の傾斜角θが自動的に変動する。
【0027】
ワイヤ51の先端には,例えばフック55が取付けられており,重量の異なる錘部材54を取替えることができる。これにより,鋼板Hの端部に対する端部用ロールコータ12の接触圧を所定の圧力に設定できる。
【0028】
例えば鋼板Hと端部用ロールコータ12の間には,平板状の飛散防止板60が配置されている。飛散防止板60は,例えば塗料貯留容器30の上端部に水平に取付けられている。この飛散防止板60によって,塗布時に端部用ロールコータ12から飛散した塗料が鋼板Hの下面に付着することを防止できる。
【0029】
なお,本実施の形態においては,例えばシャフト40,軸継ぎ手41,軸受け50,ワイヤ51,プーリ52,53及び錘部材54によって,傾斜角変動機構が構成されている。また,ワイヤ51,プーリ52,53及び錘部材54によって,ロールコータ付勢機構が構成されている。
【0030】
エアワイパー13は,図2に示すように鋼板Hを挟むようにして鋼板Hの上下面に配置されている。エアワイパー13は,例えば図1に示すように鋼板Hの幅よりも長い細長形状に形成されており,平面から見て鋼板Hの幅方向Kから所定角度水平方向に回転した状態で配置されている。エアワイパー13は,鋼板H側にスリット状の吹き出し口を有し,鋼板Hの幅方向Kの一端部から他端部に亘って一様にエアを吹き出すことができる。
【0031】
鋼板の塗布装置1は,以上のように構成されており,次に,上記鋼板の塗布装置1を用いた塗布プロセスについて説明する。本実施の形態においては,例えば脱炭焼鈍が終了した方向性電磁鋼板Hに,MgOスラリーを塗布し,フォレステライトを生成する場合を例に採って説明する。
【0032】
脱炭焼鈍が終了した鋼板Hは,図1に示すように搬送ラインMに沿って搬送され,ロールコータ10において,塗料としてのMgOスラリーが鋼板Hの両面全面に押し広げられて塗布される。続いて,鋼板Hは,鋼板端部の塗布装置11を通過し,鋼板Hの端部にMgOスラリーが再度塗布される。この際,鋼板端部の塗布装置11では,図3に示すように錘部材54によって軸受け50が上昇し,端部用ロールコータ12が傾斜した状態で鋼板Hの端部に接触している。その状態でモータ43により,端部用ロールコータ12が例えば鋼板Hの搬送方向と順方向に回転され,塗料貯留容器30内のMgOスラリーが端部用ロールコータ12により運び上げられ,鋼板Hの端部に塗布される。なお,このときの端部用ロールコータ12の傾斜角θは,鋼板Hの端部と端部用ロールコータ12の接触面積を少なくするために例えば7°以上が好ましく,さらに端部用ロールコータ12自体にかかる負荷や塗料貯留容器30の塗料の運び上げを考慮すると,11°以下が望ましい。
【0033】
端部用ロールコータ12により,端部にMgOスラリーが再塗布された鋼板Hは,エアワイパー13において,エアの噴流に曝され,鋼板Hに塗布されていたMgOスラリーが鋼板Hの幅方向Kに向けて均される。こうして,端部を含めた鋼板Hの全面にMgOスラリーが均一に塗布される。
【0034】
例えばロットが代わって,鋼板Hの幅が小さくなった場合には,図4(a)に示すように錘部材54の荷重により軸受け50が上昇し,端部用ロールコータ12の傾斜角θが大きくなり,端部用ロールコータ12が鋼板Hの端部に追従する。こうして,端部用ロールコータ12と鋼板Hの端部との接触が自動的に維持される。鋼板Hの幅が大きくなった場合には,図4(b)に示すように鋼板Hの端部が端部用ロールコータ12を押圧し,錘部材54の荷重に抗して軸受け50が下降し,端部用ロールコータ12の傾斜角θが減少されて,端部用ロールコータ12と鋼板Hの端部の接触が維持される。
【0035】
次に,上述したように鋼板の塗布装置1を用いて鋼板HにMgOスラリーを塗布した場合の鋼板の端部被膜欠陥率について検証する。端部被膜欠陥率とは,鋼板の端部の長さに対する未塗布部分の割合を示すものである。図5は,塗布厚み,鋼板搬送速度,ロール周速度,錘部材の荷重などの各種塗布条件とその際の端部被膜欠陥率を示す表である。図5によれば,端部用ロールコータを用いなかった従来の端部被膜欠陥率が2%程度に対し,端部用ロールコータ12を用いた場合の端部被膜欠陥率が0.5%程度であり,端部被膜欠陥率が飛躍的に向上していることが確認できる。また,鋼板Hの幅を変動しても,端部被膜欠陥率が変動せず,鋼板Hの幅にかかわらず,鋼板Hの端部に安定的に塗料を塗布できることが確認できる。
【0036】
図6は,端部用ロールコータ12の各周速度と鋼板Hの各搬送速度に対して,端部塗布の適否を判定した実験結果を示す表である。図6によれば,端部用ロールコータ12の周速度が70m/minを超えると,鋼板Hとの接触部において塗料が飛散するいわゆるスプラッシュ現象が起こり,端部用ロールコータ12の周速度が40m/min未満で未塗布部分が発生することが分かる。この結果,端部用ロールコータ12の周速度は,40〜70m/min程度が好ましい,
【0037】
以上の実施の形態によれば,鋼板Hの端部の未塗布が改善され,例えば加熱乾燥後の鋼板H同士の焼き付きが防止され,歩留まりが向上する。また,ロット交換などによって鋼板Hの幅が変動した場合にも,鋼板Hの端部が安定的に塗布される。
【0038】
鋼板Hの板厚が1.2mm以上の場合,ロールコータ10の圧力によっても鋼板Hの端部が反り上がることがある。この場合においても,図7に示すように端部用ロールコータ12の傾斜角θが変動し,端部用ロールコータ12が鋼板Hの端部に追従して,鋼板Hの端部を適正に塗布できる。
【0039】
また,端部用ロールコータ12により鋼板Hの端部の塗布を行った後,エアワイパー13により鋼板Hの全面の塗料が均されるので,鋼板Hの中央部から端部に亘り,塗料を斑なく均一に塗布できる。
【0040】
以上の実施の形態によれば,錘部材54を用いて端部用ロールコータ12を鋼板Hの端部に付勢させるようにしたので,端部用ロールコータ12と鋼板Hとの接触を簡単な機構で維持することができる。また,錘部材54をワイヤ51に対して交換可能にしたので,端部用ロールコータ12と鋼板Hとの接触圧を所望の圧力に設定できる。
【0041】
塗料貯留容器30に飛散防止板60を設けたので,塗布時に端部用ロールコータ12と鋼板Hとの接触部から飛散する塗料が鋼板Hに付着することを防止できる。
【0042】
以上の実施の形態で記載した鋼板の塗布装置1において,エアワイパーに代えて,図8に示すようにロールコータ10と鋼板Hとの接触部の出口側に形成される塗料の溜り部80にワイヤ81を設けるようにしてもよい。かかる場合,例えば図9に示すようにワイヤ81は,鋼板Hの幅方向Kの一端部側の外方から他端部側の外方まで形成され,ロールコータ10に沿って配置されている。そして,鋼板HにMgOスラリーを塗布する際には,先ず,ロールコータ10において,MgOスラリーが鋼板Hの全面に押し広げられ,出口側の塗料の溜り部80において,MgOスラリーがワイヤ81によって鋼板Hの幅方向Kに均される。その後,鋼板Hは,鋼板端部の塗布装置11を通過し,端部用ロールコータ12によって,鋼板Hの端部にMgOスラリーが再度塗布される。
【0043】
図10は,上記例における鋼板の端部被膜欠陥率の実験データを示す表である。図10から,ロールコータ10にワイヤ81を配置し,鋼板端部の塗布装置11と併用した場合にも,端部被膜欠陥率が0.5%程度に維持されることが確認できる。
【0044】
以上の実施の形態は,フォルステライトを生成するために,方向性電磁鋼板HにMgOスラリーを塗布する例であったが,本発明は,鋼板Hに他の塗料を塗布する場合にも適用できる。例えば化成処理後の溶融メッキ鋼板に,ウレタン樹脂などの樹脂塗料を塗布する場合にも適用できる。図11は,溶融メッキ鋼板に,樹脂塗料を塗布した場合におけるノーペイント欠陥率の実験データを示す表である。ノーペイント欠陥率とは,鋼板の端部の長さに対する未塗布部分の割合を示すものである。図11によれば,端部用ロールコータ12無しの従来の場合に5%であったノーペイント欠陥率が,端部用ロールコータ12を用いた場合,1%になり,ノーペイント欠陥率が飛躍的に減少したことが確認できる。なお,この他,塗料として,例えばクロメート液を用いてもよい。
【0045】
以上の実施の形態では,錘部材54がワイヤ51に対して交換自在になっていたが,錘部材54が加減自在になるようにしてもよい。例えば図12に示すようにワイヤ51の端部に錘部材54を載せる受け皿100が取り付けられ,当該受け皿100に適当な数の錘部材54を載せるようにしてもよい。かかる場合も,錘部材54による荷重を調整して,端部用ロールコータ12と鋼板Hの端部との接触圧を適正に調整できる。
【0046】
以上の実施の形態で記載した鋼板端部の塗布装置11は,鋼板Hの下面側の端部を塗布するものであったが,鋼板Hの上面側の端部を塗布するものであってもよい。図13は,かかる一例を示すものであり,鋼板端部の塗布装置110の端部用ロールコータ111は,鋼板Hの幅方向Kに沿って配置され,鋼板Hの端部に斜め上方から接触している。端部用ロールコータ111の回転軸上のシャフト112は,例えば鋼板Hの外側寄りの端部が軸継ぎ手113に接続され,鋼板Hの中央部寄りの端部が軸受け114に支持されている。
【0047】
軸継ぎ手113は,例えば鋼板Hの外方に配置された載置台115上に載置され固定されている。軸継ぎ手113は,載置台115に載置されたモータ116に接続され,このモータ116によって端部用ロールコータ111を回転できる。
【0048】
軸受け114は,ワイヤ117によって吊り下げられている。ワイヤ117は,例えばプーリ118,119を通じて鋼板Hの外側に導かれ,その先端部に錘部材120が取付けられている。プーリ118,119は,例えば載置台115上に立設されたT字型の固定部材121に取り付けられており,固定部材121は,載置台115上の鋼板Hの外側から鋼板Hの上方まで延伸している。
【0049】
端部用ロールコータ111の上方には,塗料を吐出する塗料吐出ノズル130が設けられている。塗料吐出ノズル130は,傾斜した端部用ロールコータ111の上端部側に配置されている。また,塗料吐出ノズル130は,図14に示すように端部用ロールコータ111の回転軸よりも僅かに搬送経路Mの上流側に配置され,端部用ロールコータ111の上流側寄りの上面に塗料を吐出できる。端部用ロールコータ111が搬送経路Mの搬送方向と同じ方向に回転することにより,塗料吐出ノズル130の上面に吐出された塗料は,鋼板Hの端部の上面に塗布される。
【0050】
軸継ぎ手113側の端部用ロールコータ111の端部の下方,つまり傾斜した端部用ロールコータ111の下端部の下方には,端部用ロールコータ111から落下した塗料を受け止めて排出するドレンパン131が配置されている。
【0051】
そして,例えば鋼板Hの端部にMgOスラリーを再度塗布する際には,錘部材120による荷重と軸受け114の自重との釣り合いにより,端部用ロールコータ12が傾斜した状態で鋼板Hの端部に付勢される。その状態でモータ116により,端部用ロールコータ111が例えば鋼板Hの搬送方向と順方向に回転され,塗料吐出ノズル130から端部用ロールコータ111にMgOスラリーが供給される。こうして鋼板Hの端部にMgOスラリーが再塗布される。また,鋼板Hの端部の位置が変動した場合には,端部用ロールコータ111の傾斜角θが変動し,端部用ロールコータ111が鋼板Hの端部に追従する。
【0052】
この例によれば,上記実施の形態と同様に鋼板Hの端部の塗り残しが改善され,例えば加熱乾燥後の鋼板H同士の焼き付きが防止され,歩留まりが向上する。また,ロット交換などによって鋼板Hの幅が変動した場合にも,鋼板Hの端部が安定的に塗布される。なお,上述した鋼板Hの下面側の端部を再塗布する鋼板端部の塗布装置11と鋼板Hの上面側の端部を再塗布する鋼板端部の塗布装置110を併用してもよい。
【0053】
以上,本発明の実施の形態の一例について説明したが,本発明はこの例に限らず種々の態様を採りうるものである。例えば本実施の形態で記載した板材は,鋼板Hであったが,他の金属板或いは,木板,紙,布,フィルムなどの他の板材にも適用できる。
【産業上の利用可能性】
【0054】
本発明は,板材の塗布装置において,板材の端部の塗布率を向上する際に有用である。
【図面の簡単な説明】
【0055】
【図1】本実施の形態にかかる鋼板の塗布装置の構成の概略を示す平面図である。
【図2】鋼板の塗布装置の構成の概略を示す側面図である。
【図3】鋼板端部の塗布装置の構成の概略を示す説明図である。
【図4】端部用ロールコータの動作を示す説明図である。
【図5】鋼板の端部被膜欠陥率の実験データを示す表である。
【図6】良好な塗布状態となる場合の端部用ロールコータの周速度を示すグラフである。
【図7】鋼板が反った場合の説明図である。
【図8】液溜め部にワイヤを設けたロールコータの説明図である。
【図9】ロールコータにワイヤを設けた場合の鋼板の塗布装置の平面図である。
【図10】ロールコータにワイヤを設けた場合の鋼板の端部被膜欠陥率の実験データを示す表である。
【図11】鋼板に樹脂塗料を塗布した場合のノーペイント欠陥率の実験データを示す表である。
【図12】ワイヤに受け皿を取り付けた例を示す説明図である。
【図13】鋼板端部の塗布装置の他の構成例を示す説明図である。
【図14】端部用ロールコータに対する塗料吐出ノズルの位置を示す説明図である。
【符号の説明】
【0056】
1 鋼板の塗布装置
11 鋼板端部の塗布装置
12 端部用ロールコータ
30 塗料貯留容器
41 軸継ぎ手
50 軸受け
51 ワイヤ
54 錘部材
H 鋼板
【特許請求の範囲】
【請求項1】
搬送される板材の幅方向の端部に塗料を塗布する装置であって,
前記板材の端部用ロールコータと,
前記端部用ロールコータを傾斜させた状態で板材の端部に接触させ,さらに前記端部用ロールコータが前記板材の端部の位置の変動に追従するように前記端部用ロールコータの傾斜角度を変動させる傾斜角変動機構と,を有することを特徴とする,板材端部の塗布装置。
【請求項2】
前記傾斜角変動機構は,
前記端部用ロールコータの回転軸の一端部側の位置を固定する固定部材と,
前記端部用ロールコータの回転軸の他端部側を支持する支持部材と,
前記支持部材を上下方向に移動させ,前記端部用ロールコータを傾斜させて前記板材の端部に付勢するロールコータ付勢機構と,を有することを特徴とする,請求項1に記載の板材端部の塗布装置。
【請求項3】
前記ロールコータ付勢機構は,前記支持部材を吊り下げるための吊り下げ線と,前記吊り下げ線に荷重を掛けるための錘部材を有することを特徴とする,請求項2に記載の板材端部の塗布装置。
【請求項4】
前記ロールコータ付勢機構は,前記錘部材を交換自在又は加減自在に構成されていることを特徴とする,請求項3に記載の板材端部の塗布装置。
【請求項5】
前記固定部材には,前記端部用ロールコータを回転させるモータが接続されていることを特徴とする,請求項2〜4のいずれかに記載の板材端部の塗布装置。
【請求項6】
請求項1〜5のいずれかに記載の板材端部の塗布装置における端部用ロールコータと,
板材の全面に塗料を塗布するロールコータと,
板材の幅方向の一端部から他端部に亘ってエアを吹き出すエアノズルと,を板材の搬送経路に沿って有し,
前記ロールコータ,前記端部用ロールコータ及び前記エアノズルは,前記搬送経路の上流側から下流側に向けて順に配置されていることを特徴とする,板材の塗布装置。
【請求項7】
請求項1〜5のいずれかに記載の板材端部の塗布装置における端部用ロールコータと,
板材の全面に塗料を塗布するロールコータと,を板材の搬送経路に沿って有し,
前記ロールコータと前記板材との接触部の出口側には,塗料の溜り部が形成され,
前記溜り部には,前記ロールコータの軸方向に沿ってワイヤが配置され,
前記端部用ロールコータは,前記搬送経路における前記ロールコータの下流側に配置されていることを特徴とする,板材の塗布装置。
【請求項8】
搬送される板材の幅方向の端部に塗料を塗布する方法であって,
板材の端部用ロールコータを傾斜させた状態で板材の端部に接触させ,前記板材の端部の位置が変動した場合には,前記端部用ロールコータの傾斜角度を変動させて前記端部用ロールコータを前記板材の端部に追従させることを特徴とする,板材端部の塗布方法。
【請求項1】
搬送される板材の幅方向の端部に塗料を塗布する装置であって,
前記板材の端部用ロールコータと,
前記端部用ロールコータを傾斜させた状態で板材の端部に接触させ,さらに前記端部用ロールコータが前記板材の端部の位置の変動に追従するように前記端部用ロールコータの傾斜角度を変動させる傾斜角変動機構と,を有することを特徴とする,板材端部の塗布装置。
【請求項2】
前記傾斜角変動機構は,
前記端部用ロールコータの回転軸の一端部側の位置を固定する固定部材と,
前記端部用ロールコータの回転軸の他端部側を支持する支持部材と,
前記支持部材を上下方向に移動させ,前記端部用ロールコータを傾斜させて前記板材の端部に付勢するロールコータ付勢機構と,を有することを特徴とする,請求項1に記載の板材端部の塗布装置。
【請求項3】
前記ロールコータ付勢機構は,前記支持部材を吊り下げるための吊り下げ線と,前記吊り下げ線に荷重を掛けるための錘部材を有することを特徴とする,請求項2に記載の板材端部の塗布装置。
【請求項4】
前記ロールコータ付勢機構は,前記錘部材を交換自在又は加減自在に構成されていることを特徴とする,請求項3に記載の板材端部の塗布装置。
【請求項5】
前記固定部材には,前記端部用ロールコータを回転させるモータが接続されていることを特徴とする,請求項2〜4のいずれかに記載の板材端部の塗布装置。
【請求項6】
請求項1〜5のいずれかに記載の板材端部の塗布装置における端部用ロールコータと,
板材の全面に塗料を塗布するロールコータと,
板材の幅方向の一端部から他端部に亘ってエアを吹き出すエアノズルと,を板材の搬送経路に沿って有し,
前記ロールコータ,前記端部用ロールコータ及び前記エアノズルは,前記搬送経路の上流側から下流側に向けて順に配置されていることを特徴とする,板材の塗布装置。
【請求項7】
請求項1〜5のいずれかに記載の板材端部の塗布装置における端部用ロールコータと,
板材の全面に塗料を塗布するロールコータと,を板材の搬送経路に沿って有し,
前記ロールコータと前記板材との接触部の出口側には,塗料の溜り部が形成され,
前記溜り部には,前記ロールコータの軸方向に沿ってワイヤが配置され,
前記端部用ロールコータは,前記搬送経路における前記ロールコータの下流側に配置されていることを特徴とする,板材の塗布装置。
【請求項8】
搬送される板材の幅方向の端部に塗料を塗布する方法であって,
板材の端部用ロールコータを傾斜させた状態で板材の端部に接触させ,前記板材の端部の位置が変動した場合には,前記端部用ロールコータの傾斜角度を変動させて前記端部用ロールコータを前記板材の端部に追従させることを特徴とする,板材端部の塗布方法。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】

【図7】

【図8】
【図9】
【図10】

【図11】
【図12】

【図13】
【図14】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2006−181550(P2006−181550A)
【公開日】平成18年7月13日(2006.7.13)
【国際特許分類】
【出願番号】特願2004−381045(P2004−381045)
【出願日】平成16年12月28日(2004.12.28)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
【公開日】平成18年7月13日(2006.7.13)
【国際特許分類】
【出願日】平成16年12月28日(2004.12.28)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]