
板状ポリマー粒子の製造方法、樹脂層転写シート
【課題】化粧品を製造するための粒子、および色材、水性インキ等を製造するための工業用粒子として好適である、厚みが薄くて均一の厚みの板状ポリマー粒子の製造方法を提供するものである。さらに、粒径のバラツキを均一にできるようにしたり、任意の外観形状に形成できる製造方法を提供するものである。前記の製造方法に使用する樹脂層転写シートを提供するものである。
【解決手段】基材上に少なくとも樹脂層を設けた樹脂層転写シートを被転写体に対して、樹脂層を熱転写した後、樹脂層を剥がしとり粉砕する板状ポリマー粒子の製造方法である。さらに、サーマルヘッドを用いて樹脂層を任意の形状に熱転写した後、樹脂層を剥がしとる板状ポリマー粒子の製造方法である。樹脂層転写シートは、基材上に熱可塑性樹脂を主成分とした樹脂層を設けたものである。必要に応じて、樹脂層の上に接着層を設けたものである。
【解決手段】基材上に少なくとも樹脂層を設けた樹脂層転写シートを被転写体に対して、樹脂層を熱転写した後、樹脂層を剥がしとり粉砕する板状ポリマー粒子の製造方法である。さらに、サーマルヘッドを用いて樹脂層を任意の形状に熱転写した後、樹脂層を剥がしとる板状ポリマー粒子の製造方法である。樹脂層転写シートは、基材上に熱可塑性樹脂を主成分とした樹脂層を設けたものである。必要に応じて、樹脂層の上に接着層を設けたものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、板状ポリマー粒子の製造方法及び板状ポリマー粒子に関し、特に化粧品用粒子などとして有用な、厚さが数μmの板状のポリマー粒子に関する。
【背景技術】
【0002】
従来化粧料に配合される板状の無機粒子としては、天然雲母が挙げられるが化粧品中に含まれる油脂などにより、粒子の明度、彩度を低下させやすく、粒子の黒ずみ現象の原因となりやすいものであった。板状のポリマー粒子は、無機物粒子に比べ柔らかくソフト感が高い。また、球状粒子に比べ、板状粒子は、展延性に優れている。
【0003】
板状ポリマー粒子の製造方法としては、特許文献1に次の工程の製造方法が提供されている。ポリマーを有機溶剤に溶解したポリマー溶液をつくる。液面上にポリマー溶液を展開する。脱溶剤する。液面上にポリマーの薄膜を形成する。この薄膜を採取して乾燥し、乾燥物を粉砕する。この方法で作られた板状ポリマー粒子の厚みは、特許文献1の試験例によれば、試験例1;1〜2μm、試験例2;1〜5μm、試験例4;1〜10μmの測定値が記載されバラツキのあるものであった。また、板状ポリマー粒子の図1で示す最大粒径dは、粉砕した粒子のためバラツキが大きく例1では、平均粒径約18μm(特許文献1の図6からの読み取り値)、バラツキは、1.4〜59μmの範囲と記載されている。
【0004】
【特許文献1】特開2002−308996号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
従来の製造方法では、厚みのコントロールが難しく均一な厚みの板状ポリマー粒子を得られることはできなかった。本発明は、この問題を解決するものであり、厚さが薄くて均一の厚さの板状ポリマー粒子の製造方法を提供するものである。さらに、粒径のバラツキを均一にできるようにしたり、任意の外観形状に形成できる製造方法を提供するものである。ついでこの製造方法で作られた板状ポリマー粒子を、化粧品用粒子または、色材等の工業用粒子などとして有用な粒子とし提供するものである。
【課題を解決するための手段】
【0006】
第1発明は、基材上に少なくとも樹脂層を設けた樹脂層転写シートを被転写体に対して、樹脂層を熱転写した後、樹脂層を剥がしとり粉砕する板状ポリマー粒子の製造方法である。
第2発明は、基材上に少なくとも樹脂層を設けた樹脂層転写シートを被転写体に対して、サーマルヘッドを用いて樹脂層を任意の形状に熱転写した後、樹脂層を剥がしとる板状ポリマー粒子の製造方法である。
第3発明は、前記樹脂層の樹脂が、ポリスチレン、アクリル樹脂、アクリルポリオール樹脂、スチレン/アクリル共重合体、水添石油樹脂、ケトン樹脂、セルロース系樹脂より1種以上選択されたものである第1、2発明記載の樹脂層転写シートである。
第4発明は、前記樹脂層転写シートの樹脂層の上に接着層を設けた第1〜3発明記載の樹脂層転写シートである。
【発明の効果】
【0007】
第1発明によれば、厚みが均一な極めて薄い板状ポリマー粒子の製造が可能である。さらに、第2発明によれば任意の外観形状に形成できるので、最大粒径のバラツキの少ないものが得られる。また、意匠性に優れた板状ポリマー粒子となり得る。本発明の板状ポリマー粒子は、化粧品を製造するための粒子、および色材、水性インキ等を製造するための工業用粒子として好適である。
【発明を実施するための最良の形態】
【0008】
本発明の製造方法で用いる樹脂層転写シートは、基材上に樹脂層を設けたものである。基材としては、耐熱性のある基材を用いる。例えば、ポリエチレンテレフタレートを始めとするポリエステル、ポリカーボネート、ポリアミド、ポリイミド、酢酸セルロース、ポリ塩化ビニリデン、ポリ塩化ビニル、ポリスチレン、フッ素樹脂、ポリプロピレン、ポリエチレン、アイオノマー等のプラスチックフィルム、セロファン等があり、また、これらの2種以上を積層した複合フィルムなども使用できる。中でもフィルムの耐熱性、薄膜化、コスト等からポリエステルフィルムが好適に使用できる。
【0009】
これらの基材の厚さは、その強度及び耐熱性が適切になるように樹脂層に応じて適宜変更するが、通常は1.0〜50μm程度が好ましい。基材の背面には、シリコーン系樹脂、フッ素系樹脂等からなる耐熱層を設けても良い。耐熱層の厚みは、0.05〜0.5μmの範囲が好ましい。
【0010】
樹脂層は、熱可塑性樹脂を主成分として用いる。樹脂層が熱転写できる範囲において、熱硬化性樹脂、UV硬化樹脂を含有していてもよい。熱可塑性樹脂としては、ポリスチレン、アクリル樹脂、アクリルポリオール樹脂、スチレン/アクリル共重合体、スチレン/マレイン酸樹脂、エチレン酢酸ビニル共重合体などのオレフィン系共重合体、ポリアミド樹脂、フェノール樹脂、ポリエステル樹脂、水添石油樹脂、ロジン系樹脂、ポリビニルアルコール、ポリビニルブチラール、ウレタン樹脂、セルロース系樹脂が挙げられ、これらの樹脂より1種以上適宜選択して用いることができる。基材上に直接、樹脂層を設けると基材との接着力が強くなる熱可塑性樹脂は、主成分としてではなく添加樹脂成分として用いる。
【0011】
これらの樹脂の中でも、基材との剥離性が良好な樹脂を主成分として用いるとよい。基材との剥離性がよい樹脂としては、ポリスチレン、アクリル樹脂、アクリルポリオール樹脂、スチレン/アクリル共重合体、水添石油樹脂、ケトン樹脂、セルロース系樹脂が挙げられ、これらの樹脂より1種以上選択されたものが好ましい。(第3発明)
【0012】
ポリスチレンとしては、スチレン樹脂、α−アルキルスチレン樹脂等が挙げられる。
【0013】
アクリル樹脂としては、アクリル酸メチル、アクリル酸エチル、アクリル酸ブチルなどのアクリル酸エステルや、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸ブチルなどのメタクリル酸エステルの単独重合体、アクリル酸エステルとメタクリル酸エステルとの共重合体、アクリル酸エステル、メタクリル酸エステルとビニルトルエン、アクリルアミド、アクリル酸、メタクリル酸などとの共重合体などを挙げられる。
【0014】
アクリルポリオール樹脂としては、前記のアクリル酸エステル、メタクリル酸エステルなどと、アクリル酸ヒドロキシエチル、N−メチロールアクリルアミドなどとの共重合体などが挙げられる。
【0015】
スチレン/アクリル共重合体としては、スチレン系モノマーと前記のアクリル系モノマーとの共重合体などが挙げられる。
【0016】
水添石油樹脂の市販品では、アルコンPシリーズ、アルコンMシリーズ(荒川化学)などが挙げられる。
【0017】
ケトン樹脂としては、メチルエチルケトン、メチルイソブチルケトン、アセトフェノン、シクロヘキサノンあるいはメチルシクロヘキサノン等のケトン類を原料とし、これをアルカリ触媒の存在下にホルマリンと縮合反応させることによって得られる樹脂が挙げられる。
【0018】
セルロース系樹脂としては、硝化綿、酢酸セルロース、酢酸プロピオン酸セルロース、酢酸酪酸セルロース、メチルセルロース、エチルセルロース、エチルヒドロキシエチルセルロース、ヒドロキシエチルセルロース、カルボキシメチルセルロースなどが挙げられる。
【0019】
樹脂層の軟化点は、40〜160℃の範囲が好ましい。前記範囲未満であると樹脂層転写シートを巻き体にしたときに、ブロッキング発生がしやすくなる。前記範囲を超えると樹脂層が熱転写しにくくなる。特に任意の形状に熱転写したい場合、任意の形状を形成しにくくなる。
【0020】
樹脂層には、熱転写性を調整するために透明感を損なわない範囲でワックス状物質を配合してもよい。ワックス状物質とは、木ロウ、ミツロウ、カルナバワックス、キャンデリラワックス、モンタンワックス、セレシンワックスなどの天然ワックス、パラフィンワックス、マイクロクリスタリンワックスなどの石油系ワックス、酸化ワックス、エステルワックス、低分子量ポリエチレン、フィッシャートロプシュワックスなどの合成ワックス、ミリスチン酸、パルミチン酸、ステアリン酸、ベヘン酸などの高級脂肪酸、ステアリルアルコール、ドコサノールなどの高級脂肪族アルコール、高級脂肪酸モノグリセド、ショ糖の脂肪酸エステル、ソルビタンの脂肪酸エステルなどのエステル類、ステアリン酸アミド、オレイルアミドなどのアミド類およびビスアミド類などが挙げられる。樹脂層中へのワックス状物質の配合は、30重量%未満であることが好ましい。前記範囲を超えると透明感が損なわれたり、板状ポリマー粒子の剛性が低下してくる。樹脂層の厚みは、0.1〜20μmの範囲が好ましい。
【0021】
樹脂層には、通常化粧品に用いられる他の化粧品成分を必要に応じ適宜配合することができる。他の化粧品成分として、例えば無機粉末、有機粉末、無機着色顔料、有機顔料、パール顔料、天然色素、各種炭化水素、シリコーン油、油性成分、紫外線吸収剤、紫外線散乱剤などが挙げられる。
【0022】
前記無機顔料として酸化チタン、酸化鉄、黄酸化鉄、黒酸化鉄などが挙げられ、有機顔料として赤色202号、黄色401号、青色404号などが挙げられる。また、有機紫外線吸収剤としてPABA系、サルチル酸系、柱皮酸系、ベンゾフェノン系その他の紫外線吸収剤が挙げられ、無機紫外線散乱剤として微粒子酸化チタン、微粒子酸化亜鉛などが挙げられる。
【0023】
第1発明の板状ポリマー粒子の製造方法は、基材上に少なくとも樹脂層を設けた樹脂層転写シートを被転写体に対して、樹脂層を熱転写した後、樹脂層を剥がしとり粉砕する方法である。
【0024】
被転写体としては、ドラム状、ロール、無端ベルト状、シート、板状のものが挙げられる。被転写体の材質は、金属、硬質プラスチック、セラミックス等が使用できる。樹脂層の材質によっては、被転写体への接着力が強くなりすぎて樹脂層を剥がしとることが難しい場合がある。このような場合は、被転写体の表面にシリコーン樹脂やフッ素樹脂をコーティングすると剥がしやすくなる。被転写体の表面は、平滑な面とすると樹脂層を剥がしやすくなる。また平滑でないと剥がした樹脂層の被転写体に面した面が平滑でなくなり、化粧料に配合した場合に肌へのスライド性が得られにくくなる。
【0025】
被転写体に樹脂層を熱転写する手段としては、ヒートロール、ホットプレス、サーマルヘッドを備えた熱転写プリンタ等が挙げられる。
【0026】
被転写体に熱転写した樹脂層は、ブレード、刃物等の先端が鋭利にとがった物を当てて樹脂層を剥がしとる。他に剥がしとる方法としては、被転写体に振動を与える、超音波を与える、被転写体とともに樹脂層を溶解しない溶剤に含侵する、といった方法が挙げられる。これらの方法を組み合わせた方法であってもよい。
【0027】
剥がしとった樹脂層は、粉砕機により粉砕して板状ポリマー粒子とする。粉砕機の例は、ボールミル、衝撃微粉砕機、ジェット粉砕機等が挙げられる。
本発明で使用する板状ポリマー粒子において、一般に、図1中tで示される厚さは、樹脂層転写シートの樹脂層の厚みで決まる。樹脂層の厚みは、基材上に樹脂塗工液を塗布する塗布量によって決まり、容易にコントロールできるものである。例えば、塗布厚み2.0μmを設計値とすれば、塗布厚みのバラツキは1.8〜2.2μmの範囲内に収めることが出来るので、粉砕された板状ポリマー粒子の厚みのバラツキは、ほぼこの塗布厚みのバラツキに順じて1.8〜2.2μmの範囲となり特許文献1の製造方法に比べ格段にバラツキの小さいものになる。
【0028】
また、図1中dで示される粒径(一個の板状ポリマー粒子のうちの最大粒径)も、得られたポリマーの粉砕の程度により容易に調整することができ、更にこれらの調整により、種々のアスペクト比(d/t)の板状ポリマー粒子を得ることができる。
【0029】
本発明の板状ポリマー粒子を化粧料に配合する場合には、板状ポリマー粒子の厚さtは0.1〜20μmが好ましく、より好ましくは0.1〜5μm、特に好ましくは0.5〜2.5μmである。
【0030】
また、化粧料に配合する場合の板状ポリマー粒子の好ましい平均粒径は、1〜60μmであり、より好ましくは15〜55μmである。更に、板状ポリマー粒子総量の70%以上のアスペクト比は約4.5〜45であることが好ましい。
【0031】
化粧料中に配合する板状ポリマー粒子として上記した範囲のものを用いれば、嵩高であると共に薄く、透明性が良いものであるため、化粧料中での分散性が優れ、柔らかな感触でスライド性も良く、肌に密着し、経時での色ぐすみがなく塗布膜の透明感が持続し、化粧効果の高さにおいて良好なものを得ることができる。
【0032】
化粧料において使用される板状ポリマー粒子の含有量は、特に制限はないが、化粧料全体に対して0.5〜60%が好ましく、更に好ましくは3〜40%である。板状ポリマー粒子の含有量がこの範囲であれば、分散性が優れ、かつ肌に塗布する際の柔らかな感触、スライド性、肌への密着感、経時における化粧膜の色ぐすみのなさ、透明感の持続性等化粧効果の高さ等において特に良好な化粧料が得られるので好ましい。
【0033】
また、板状ポリマー粒子は、フッ素化合物、シリコーン系化合物、金属石鹸、ロウ、油脂、炭化水素等を用いて表面処理を施し、処理粒子としたものを用いてもよい。板状ポリマー粒子に表面処理を施す表面処理方法は、常法により行うことができる。
【0034】
また化粧料に配合される板状ポリマー粒子は、板状ポリマー粒子の樹脂成分が異なるものや、形状が異なるもの及びその表面処理方法が異なるもの等、異なる種類の粒子を2種以上併用してもよい。
【0035】
第2発明は、被転写体への樹脂層の熱転写を、コンピュータで制御されるサーマルヘッドを用いて任意の形状に樹脂層を熱転写した後、樹脂層をブレード等を使用して剥がしとる板状ポリマー粒子の製造方法である。任意の形状とは、例えば、○型、△型、□型、星型等が挙げられる。サーマルヘッドを使えば同一の形状を熱転写するのみならず異なった形状を同時に熱転写して混在させてもよい。例えば、○型、△型、□型の形状を並べて同数ずつ被転写体へ熱転写する。熱転写された樹脂層を剥がすことにより○型、△型、□型の形状の板状ポリマー粒子が混在した板状ポリマー粒子を得ることができる。
【0036】
サーマルヘッドを使えばこれらの単純な形状のもの以外にもキャラクターや動物、昆虫等の複雑な形状でも作成できる。任意の形状の板状ポリマー粒子は、前記の板状ポリマー粒子の機能の他に意匠性を与えることができる。特に板状ポリマー粒子を着色すると顕著な意匠性を与えることができる。
【0037】
サーマルヘッドで熱転写した樹脂層は、図1の最大粒径dのバラツキが前記の粉砕して粒子とする方法に比べ少なくなる。粉砕方法による粒子は、粒子の大きいものによる粗さが目立ったり、平均粒径よりかなり小さい例えば粒径が1μm以下の粒子は粒子含有の効果がないといった問題がある。しかし、サーマルヘッドによる板状ポリマー粒子の製造方法は、粒径がそろっているのでこれらの問題がなく、配合効率がよいものとなる。
【0038】
サーマルヘッドには、ワープロ機に使用されるシリアルタイプとFAX機、バーコードプリンタ等に使用されるラインタイプがあるが、いずれのタイプでも使用できる。製造速度を重視するのであればラインタイプを使用するとよい。
【0039】
樹脂層の材質と被転写体の材質の組み合わせによっては、樹脂層が被転写体に熱転写しにくい場合がでてくる。そのような場合は、樹脂層転写シートの樹脂層の上に接着層を設けるとよい。(第4発明)接着層は、接着剤樹脂を主成分とするものである。熱転写の感度を上げる等必要に応じて樹脂層で挙げたワックス状物質を含有させることができる。
【0040】
接着剤樹脂としては、ポリエステル系樹脂、ポリアミド系樹脂、ポリウレタン系樹脂、エチレン−酢酸ビニル系共重合体、エチレン−(メタ)アクリル酸エステル系共重合体、石油系樹脂、ロジン系樹脂、テルペン系樹脂などの1種または2種以上が挙げられる。接着層の軟化点は転写性の点から、45〜120℃の範囲が好ましい。軟化点が前記範囲未満であるとブロッキングしやすくなる。前記範囲を超えると熱転写性が低下してくる。接着層の厚みは、0.1〜1.5μmの範囲が好ましい。
【0041】
基材からの樹脂層の剥離性がよくない場合は、基材上と樹脂層の間に離型層を設けてもよい。離型層は、ワックス状物質を主成分とし、接着剤樹脂を配合するものである。ワックス状物質は、前記の樹脂層で挙げたものを使用できる。接着剤樹脂は前記の接着層で挙げた樹脂を使用できる。離型層の厚みは、0.1〜1.0μmの範囲が好ましい。前記範囲未満であると離型性が低下してくる。前記範囲を超えると板状ポリマー粒子の透明感が損なわれてくる。また、熱転写した樹脂層の表面の平滑性が低下してくる。
【0042】
基材上に樹脂層を設ける方法は、有機溶剤に熱可塑性樹脂等を溶解、分散させたものをグラビアコート法、バーコート法等で塗布、乾燥して形成することができる。同様に離型層、接着層、耐熱層も各々の塗工液を用意して、塗布、乾燥して形成することができる。
【0043】
樹脂層転写シートが基材上に樹脂層のみで構成されたもので、被転写体に熱転写しにくい場合は、前記の接着層、離型層を設ける方法の他に、被転写体の表面に接着剤層を設けても良い。接着剤層は、接着層の成分と同じものを使用できる。接着剤層の厚みは、接着層の厚みと同程度に設ければよい。
【0044】
本発明の板状ポリマー粒子は、柔らかでソフト感が高く、展延性に優れる。また、この粒子は板状であるので、パウダー又はリキッド化粧品に配合された場合に、ころころと転がるいわゆるローリング効果を発現しないが、肌上では展延方向に配向され易い。このことが滑らかさ、いわゆる滑り性、感触の良さとして肌に感じられると同時に肌全体に均一に広がり、粒子の伸び、着きなどの化粧効果に優れる。また、本発明の粒子は、人間の皮脂及び化粧品中に含まれる油剤などによっても、明度、彩度が低下し難く、粒子の黒ずみいわゆる色ぐすみ現象の原因とならない。更に、本発明の粒子は屈折率も低く、純度も高く皮脂による色ぐすみ現象を起こしにくいため、透明感のあるナチュラルな化粧仕上がりと十分な化粧持ち効果を与える。
【実施例】
【0045】
(実施例1〜4)背面にシリコーン系樹脂からなる厚み0.2μmの耐熱層を設けた厚み2.5μmのポリエステルフィルム(PET)の上に、表1の樹脂層塗工液を厚みが2.0μmになるように塗布、乾燥して樹脂層を形成して樹脂層転写シートを作成した。
【0046】
表1 (配合材料の重量部)

【0047】
(実施例5、6)背面にシリコーン系樹脂からなる厚み0.2μmの耐熱層を設けた厚み2.5μmのPETの上に、表2の樹脂層塗工液を厚みが2.0μmになるように塗布、乾燥して樹脂層を形成した。その上に表2の接着層塗工液を厚み0.3μmになるように塗布、乾燥して樹脂層転写シートを作成した。
【0048】
表2 (配合材料の重量部)
【0049】
実施例1〜6の樹脂層転写シートを12.7mm幅のコアにスリットして巻いたものを下記の条件で樹脂層を被転写体に熱転写した。
熱転写条件
熱転写プリンタ:アルプス電気製MD5000
熱転写パターン:図2で示す直径約40μmのドット形状を羅列
被転写体:厚み0.2μmのステンレス板
【0050】
被転写体に熱転写されたドット形状の樹脂層をカッター刃で剥がし落として板状ポリマー粒子を得た。得られた板状ポリマー粒子を下記の方法で評価した。評価結果は、表1、2の通りであった。
(1)熱転写性
被転写体に熱転写したものを金属顕微鏡で確認した。
○:被転写体にドット形状に熱転写している。
△:ドット形状にきれいに熱転写できない。
×:基材と樹脂層との接着力が強く熱転写できない。
(2)板状ポリマー粒子の厚み
得られた板状ポリマー粒子の電子顕微鏡写真をとり10個の粒子の厚みを計測して厚みのバラツキを調べた。
(3)板状ポリマー粒子の形状と粒径
得られた板状ポリマー粒子の金属顕微鏡写真より、5個の粒子の形状確認をし、粒径dを計測した。実施例1〜6の板状ポリマー粒子は、いずれも円形のドット形状であった。粒径は、いずれも35〜45μmの範囲内のバラツキの少ないものであった。
【0051】
(実施例7)実施例5の樹脂層転写シートを下記の条件で樹脂層を被転写体に熱転写した。熱転写された被転写体を加温したメタノール溶液中に24時間浸漬して接着層のポリアミド樹脂を溶解させ、樹脂層のみを剥離させた。遊離した星型の板状ポリマー粒子を収集し、メタノールを乾燥除去して板状ポリマー粒子を作成した。粒子をカットして断面の電子顕微鏡写真をとった。写真より厚みは、1.8〜2.2μmの範囲内のものでバラツキの少ないものであった。粒子を目視で確認するといずれの粒子も星型の形状をなしており、粒径dは約2mmで揃っていた。実施例1〜7の結果より、第2発明の製造方法をとることにより任意の形状の板状ポリマー粒子を得ることができる。
【0052】
熱転写条件
熱転写プリンタ:アルプス電気製MD5000
熱転写パターン:粒径dが約2mmの星型を羅列
被転写体:厚み0.2μmの銅板
【0053】
(実施例8)実施例1の樹脂層転写シートを厚み0.2μmのステンレス板と合わせラミネーター(フジプラ製ラミパッカーLPA3301)に通して樹脂層とをステンレス板の全面に熱転写した。樹脂層をカッター刃で剥がし落としてたものを収集し、液体窒素中に投入して機械粉砕することで板状ポリマー粒子を得た。粒子の電子顕微鏡写真をとって、粒子の厚みを計測すると1.8〜2.2μmの範囲内のものであった。形状は、まちまちの形状であるが、表面は、平滑性の高いものであることが確認できた。
【図面の簡単な説明】
【0054】
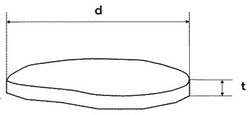
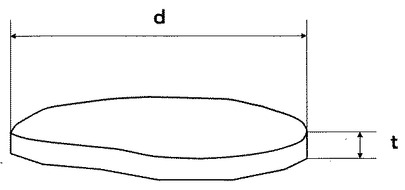
【図1】板状ポリマー粒子
【図2】ドット形状
【技術分野】
【0001】
本発明は、板状ポリマー粒子の製造方法及び板状ポリマー粒子に関し、特に化粧品用粒子などとして有用な、厚さが数μmの板状のポリマー粒子に関する。
【背景技術】
【0002】
従来化粧料に配合される板状の無機粒子としては、天然雲母が挙げられるが化粧品中に含まれる油脂などにより、粒子の明度、彩度を低下させやすく、粒子の黒ずみ現象の原因となりやすいものであった。板状のポリマー粒子は、無機物粒子に比べ柔らかくソフト感が高い。また、球状粒子に比べ、板状粒子は、展延性に優れている。
【0003】
板状ポリマー粒子の製造方法としては、特許文献1に次の工程の製造方法が提供されている。ポリマーを有機溶剤に溶解したポリマー溶液をつくる。液面上にポリマー溶液を展開する。脱溶剤する。液面上にポリマーの薄膜を形成する。この薄膜を採取して乾燥し、乾燥物を粉砕する。この方法で作られた板状ポリマー粒子の厚みは、特許文献1の試験例によれば、試験例1;1〜2μm、試験例2;1〜5μm、試験例4;1〜10μmの測定値が記載されバラツキのあるものであった。また、板状ポリマー粒子の図1で示す最大粒径dは、粉砕した粒子のためバラツキが大きく例1では、平均粒径約18μm(特許文献1の図6からの読み取り値)、バラツキは、1.4〜59μmの範囲と記載されている。
【0004】
【特許文献1】特開2002−308996号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
従来の製造方法では、厚みのコントロールが難しく均一な厚みの板状ポリマー粒子を得られることはできなかった。本発明は、この問題を解決するものであり、厚さが薄くて均一の厚さの板状ポリマー粒子の製造方法を提供するものである。さらに、粒径のバラツキを均一にできるようにしたり、任意の外観形状に形成できる製造方法を提供するものである。ついでこの製造方法で作られた板状ポリマー粒子を、化粧品用粒子または、色材等の工業用粒子などとして有用な粒子とし提供するものである。
【課題を解決するための手段】
【0006】
第1発明は、基材上に少なくとも樹脂層を設けた樹脂層転写シートを被転写体に対して、樹脂層を熱転写した後、樹脂層を剥がしとり粉砕する板状ポリマー粒子の製造方法である。
第2発明は、基材上に少なくとも樹脂層を設けた樹脂層転写シートを被転写体に対して、サーマルヘッドを用いて樹脂層を任意の形状に熱転写した後、樹脂層を剥がしとる板状ポリマー粒子の製造方法である。
第3発明は、前記樹脂層の樹脂が、ポリスチレン、アクリル樹脂、アクリルポリオール樹脂、スチレン/アクリル共重合体、水添石油樹脂、ケトン樹脂、セルロース系樹脂より1種以上選択されたものである第1、2発明記載の樹脂層転写シートである。
第4発明は、前記樹脂層転写シートの樹脂層の上に接着層を設けた第1〜3発明記載の樹脂層転写シートである。
【発明の効果】
【0007】
第1発明によれば、厚みが均一な極めて薄い板状ポリマー粒子の製造が可能である。さらに、第2発明によれば任意の外観形状に形成できるので、最大粒径のバラツキの少ないものが得られる。また、意匠性に優れた板状ポリマー粒子となり得る。本発明の板状ポリマー粒子は、化粧品を製造するための粒子、および色材、水性インキ等を製造するための工業用粒子として好適である。
【発明を実施するための最良の形態】
【0008】
本発明の製造方法で用いる樹脂層転写シートは、基材上に樹脂層を設けたものである。基材としては、耐熱性のある基材を用いる。例えば、ポリエチレンテレフタレートを始めとするポリエステル、ポリカーボネート、ポリアミド、ポリイミド、酢酸セルロース、ポリ塩化ビニリデン、ポリ塩化ビニル、ポリスチレン、フッ素樹脂、ポリプロピレン、ポリエチレン、アイオノマー等のプラスチックフィルム、セロファン等があり、また、これらの2種以上を積層した複合フィルムなども使用できる。中でもフィルムの耐熱性、薄膜化、コスト等からポリエステルフィルムが好適に使用できる。
【0009】
これらの基材の厚さは、その強度及び耐熱性が適切になるように樹脂層に応じて適宜変更するが、通常は1.0〜50μm程度が好ましい。基材の背面には、シリコーン系樹脂、フッ素系樹脂等からなる耐熱層を設けても良い。耐熱層の厚みは、0.05〜0.5μmの範囲が好ましい。
【0010】
樹脂層は、熱可塑性樹脂を主成分として用いる。樹脂層が熱転写できる範囲において、熱硬化性樹脂、UV硬化樹脂を含有していてもよい。熱可塑性樹脂としては、ポリスチレン、アクリル樹脂、アクリルポリオール樹脂、スチレン/アクリル共重合体、スチレン/マレイン酸樹脂、エチレン酢酸ビニル共重合体などのオレフィン系共重合体、ポリアミド樹脂、フェノール樹脂、ポリエステル樹脂、水添石油樹脂、ロジン系樹脂、ポリビニルアルコール、ポリビニルブチラール、ウレタン樹脂、セルロース系樹脂が挙げられ、これらの樹脂より1種以上適宜選択して用いることができる。基材上に直接、樹脂層を設けると基材との接着力が強くなる熱可塑性樹脂は、主成分としてではなく添加樹脂成分として用いる。
【0011】
これらの樹脂の中でも、基材との剥離性が良好な樹脂を主成分として用いるとよい。基材との剥離性がよい樹脂としては、ポリスチレン、アクリル樹脂、アクリルポリオール樹脂、スチレン/アクリル共重合体、水添石油樹脂、ケトン樹脂、セルロース系樹脂が挙げられ、これらの樹脂より1種以上選択されたものが好ましい。(第3発明)
【0012】
ポリスチレンとしては、スチレン樹脂、α−アルキルスチレン樹脂等が挙げられる。
【0013】
アクリル樹脂としては、アクリル酸メチル、アクリル酸エチル、アクリル酸ブチルなどのアクリル酸エステルや、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸ブチルなどのメタクリル酸エステルの単独重合体、アクリル酸エステルとメタクリル酸エステルとの共重合体、アクリル酸エステル、メタクリル酸エステルとビニルトルエン、アクリルアミド、アクリル酸、メタクリル酸などとの共重合体などを挙げられる。
【0014】
アクリルポリオール樹脂としては、前記のアクリル酸エステル、メタクリル酸エステルなどと、アクリル酸ヒドロキシエチル、N−メチロールアクリルアミドなどとの共重合体などが挙げられる。
【0015】
スチレン/アクリル共重合体としては、スチレン系モノマーと前記のアクリル系モノマーとの共重合体などが挙げられる。
【0016】
水添石油樹脂の市販品では、アルコンPシリーズ、アルコンMシリーズ(荒川化学)などが挙げられる。
【0017】
ケトン樹脂としては、メチルエチルケトン、メチルイソブチルケトン、アセトフェノン、シクロヘキサノンあるいはメチルシクロヘキサノン等のケトン類を原料とし、これをアルカリ触媒の存在下にホルマリンと縮合反応させることによって得られる樹脂が挙げられる。
【0018】
セルロース系樹脂としては、硝化綿、酢酸セルロース、酢酸プロピオン酸セルロース、酢酸酪酸セルロース、メチルセルロース、エチルセルロース、エチルヒドロキシエチルセルロース、ヒドロキシエチルセルロース、カルボキシメチルセルロースなどが挙げられる。
【0019】
樹脂層の軟化点は、40〜160℃の範囲が好ましい。前記範囲未満であると樹脂層転写シートを巻き体にしたときに、ブロッキング発生がしやすくなる。前記範囲を超えると樹脂層が熱転写しにくくなる。特に任意の形状に熱転写したい場合、任意の形状を形成しにくくなる。
【0020】
樹脂層には、熱転写性を調整するために透明感を損なわない範囲でワックス状物質を配合してもよい。ワックス状物質とは、木ロウ、ミツロウ、カルナバワックス、キャンデリラワックス、モンタンワックス、セレシンワックスなどの天然ワックス、パラフィンワックス、マイクロクリスタリンワックスなどの石油系ワックス、酸化ワックス、エステルワックス、低分子量ポリエチレン、フィッシャートロプシュワックスなどの合成ワックス、ミリスチン酸、パルミチン酸、ステアリン酸、ベヘン酸などの高級脂肪酸、ステアリルアルコール、ドコサノールなどの高級脂肪族アルコール、高級脂肪酸モノグリセド、ショ糖の脂肪酸エステル、ソルビタンの脂肪酸エステルなどのエステル類、ステアリン酸アミド、オレイルアミドなどのアミド類およびビスアミド類などが挙げられる。樹脂層中へのワックス状物質の配合は、30重量%未満であることが好ましい。前記範囲を超えると透明感が損なわれたり、板状ポリマー粒子の剛性が低下してくる。樹脂層の厚みは、0.1〜20μmの範囲が好ましい。
【0021】
樹脂層には、通常化粧品に用いられる他の化粧品成分を必要に応じ適宜配合することができる。他の化粧品成分として、例えば無機粉末、有機粉末、無機着色顔料、有機顔料、パール顔料、天然色素、各種炭化水素、シリコーン油、油性成分、紫外線吸収剤、紫外線散乱剤などが挙げられる。
【0022】
前記無機顔料として酸化チタン、酸化鉄、黄酸化鉄、黒酸化鉄などが挙げられ、有機顔料として赤色202号、黄色401号、青色404号などが挙げられる。また、有機紫外線吸収剤としてPABA系、サルチル酸系、柱皮酸系、ベンゾフェノン系その他の紫外線吸収剤が挙げられ、無機紫外線散乱剤として微粒子酸化チタン、微粒子酸化亜鉛などが挙げられる。
【0023】
第1発明の板状ポリマー粒子の製造方法は、基材上に少なくとも樹脂層を設けた樹脂層転写シートを被転写体に対して、樹脂層を熱転写した後、樹脂層を剥がしとり粉砕する方法である。
【0024】
被転写体としては、ドラム状、ロール、無端ベルト状、シート、板状のものが挙げられる。被転写体の材質は、金属、硬質プラスチック、セラミックス等が使用できる。樹脂層の材質によっては、被転写体への接着力が強くなりすぎて樹脂層を剥がしとることが難しい場合がある。このような場合は、被転写体の表面にシリコーン樹脂やフッ素樹脂をコーティングすると剥がしやすくなる。被転写体の表面は、平滑な面とすると樹脂層を剥がしやすくなる。また平滑でないと剥がした樹脂層の被転写体に面した面が平滑でなくなり、化粧料に配合した場合に肌へのスライド性が得られにくくなる。
【0025】
被転写体に樹脂層を熱転写する手段としては、ヒートロール、ホットプレス、サーマルヘッドを備えた熱転写プリンタ等が挙げられる。
【0026】
被転写体に熱転写した樹脂層は、ブレード、刃物等の先端が鋭利にとがった物を当てて樹脂層を剥がしとる。他に剥がしとる方法としては、被転写体に振動を与える、超音波を与える、被転写体とともに樹脂層を溶解しない溶剤に含侵する、といった方法が挙げられる。これらの方法を組み合わせた方法であってもよい。
【0027】
剥がしとった樹脂層は、粉砕機により粉砕して板状ポリマー粒子とする。粉砕機の例は、ボールミル、衝撃微粉砕機、ジェット粉砕機等が挙げられる。
本発明で使用する板状ポリマー粒子において、一般に、図1中tで示される厚さは、樹脂層転写シートの樹脂層の厚みで決まる。樹脂層の厚みは、基材上に樹脂塗工液を塗布する塗布量によって決まり、容易にコントロールできるものである。例えば、塗布厚み2.0μmを設計値とすれば、塗布厚みのバラツキは1.8〜2.2μmの範囲内に収めることが出来るので、粉砕された板状ポリマー粒子の厚みのバラツキは、ほぼこの塗布厚みのバラツキに順じて1.8〜2.2μmの範囲となり特許文献1の製造方法に比べ格段にバラツキの小さいものになる。
【0028】
また、図1中dで示される粒径(一個の板状ポリマー粒子のうちの最大粒径)も、得られたポリマーの粉砕の程度により容易に調整することができ、更にこれらの調整により、種々のアスペクト比(d/t)の板状ポリマー粒子を得ることができる。
【0029】
本発明の板状ポリマー粒子を化粧料に配合する場合には、板状ポリマー粒子の厚さtは0.1〜20μmが好ましく、より好ましくは0.1〜5μm、特に好ましくは0.5〜2.5μmである。
【0030】
また、化粧料に配合する場合の板状ポリマー粒子の好ましい平均粒径は、1〜60μmであり、より好ましくは15〜55μmである。更に、板状ポリマー粒子総量の70%以上のアスペクト比は約4.5〜45であることが好ましい。
【0031】
化粧料中に配合する板状ポリマー粒子として上記した範囲のものを用いれば、嵩高であると共に薄く、透明性が良いものであるため、化粧料中での分散性が優れ、柔らかな感触でスライド性も良く、肌に密着し、経時での色ぐすみがなく塗布膜の透明感が持続し、化粧効果の高さにおいて良好なものを得ることができる。
【0032】
化粧料において使用される板状ポリマー粒子の含有量は、特に制限はないが、化粧料全体に対して0.5〜60%が好ましく、更に好ましくは3〜40%である。板状ポリマー粒子の含有量がこの範囲であれば、分散性が優れ、かつ肌に塗布する際の柔らかな感触、スライド性、肌への密着感、経時における化粧膜の色ぐすみのなさ、透明感の持続性等化粧効果の高さ等において特に良好な化粧料が得られるので好ましい。
【0033】
また、板状ポリマー粒子は、フッ素化合物、シリコーン系化合物、金属石鹸、ロウ、油脂、炭化水素等を用いて表面処理を施し、処理粒子としたものを用いてもよい。板状ポリマー粒子に表面処理を施す表面処理方法は、常法により行うことができる。
【0034】
また化粧料に配合される板状ポリマー粒子は、板状ポリマー粒子の樹脂成分が異なるものや、形状が異なるもの及びその表面処理方法が異なるもの等、異なる種類の粒子を2種以上併用してもよい。
【0035】
第2発明は、被転写体への樹脂層の熱転写を、コンピュータで制御されるサーマルヘッドを用いて任意の形状に樹脂層を熱転写した後、樹脂層をブレード等を使用して剥がしとる板状ポリマー粒子の製造方法である。任意の形状とは、例えば、○型、△型、□型、星型等が挙げられる。サーマルヘッドを使えば同一の形状を熱転写するのみならず異なった形状を同時に熱転写して混在させてもよい。例えば、○型、△型、□型の形状を並べて同数ずつ被転写体へ熱転写する。熱転写された樹脂層を剥がすことにより○型、△型、□型の形状の板状ポリマー粒子が混在した板状ポリマー粒子を得ることができる。
【0036】
サーマルヘッドを使えばこれらの単純な形状のもの以外にもキャラクターや動物、昆虫等の複雑な形状でも作成できる。任意の形状の板状ポリマー粒子は、前記の板状ポリマー粒子の機能の他に意匠性を与えることができる。特に板状ポリマー粒子を着色すると顕著な意匠性を与えることができる。
【0037】
サーマルヘッドで熱転写した樹脂層は、図1の最大粒径dのバラツキが前記の粉砕して粒子とする方法に比べ少なくなる。粉砕方法による粒子は、粒子の大きいものによる粗さが目立ったり、平均粒径よりかなり小さい例えば粒径が1μm以下の粒子は粒子含有の効果がないといった問題がある。しかし、サーマルヘッドによる板状ポリマー粒子の製造方法は、粒径がそろっているのでこれらの問題がなく、配合効率がよいものとなる。
【0038】
サーマルヘッドには、ワープロ機に使用されるシリアルタイプとFAX機、バーコードプリンタ等に使用されるラインタイプがあるが、いずれのタイプでも使用できる。製造速度を重視するのであればラインタイプを使用するとよい。
【0039】
樹脂層の材質と被転写体の材質の組み合わせによっては、樹脂層が被転写体に熱転写しにくい場合がでてくる。そのような場合は、樹脂層転写シートの樹脂層の上に接着層を設けるとよい。(第4発明)接着層は、接着剤樹脂を主成分とするものである。熱転写の感度を上げる等必要に応じて樹脂層で挙げたワックス状物質を含有させることができる。
【0040】
接着剤樹脂としては、ポリエステル系樹脂、ポリアミド系樹脂、ポリウレタン系樹脂、エチレン−酢酸ビニル系共重合体、エチレン−(メタ)アクリル酸エステル系共重合体、石油系樹脂、ロジン系樹脂、テルペン系樹脂などの1種または2種以上が挙げられる。接着層の軟化点は転写性の点から、45〜120℃の範囲が好ましい。軟化点が前記範囲未満であるとブロッキングしやすくなる。前記範囲を超えると熱転写性が低下してくる。接着層の厚みは、0.1〜1.5μmの範囲が好ましい。
【0041】
基材からの樹脂層の剥離性がよくない場合は、基材上と樹脂層の間に離型層を設けてもよい。離型層は、ワックス状物質を主成分とし、接着剤樹脂を配合するものである。ワックス状物質は、前記の樹脂層で挙げたものを使用できる。接着剤樹脂は前記の接着層で挙げた樹脂を使用できる。離型層の厚みは、0.1〜1.0μmの範囲が好ましい。前記範囲未満であると離型性が低下してくる。前記範囲を超えると板状ポリマー粒子の透明感が損なわれてくる。また、熱転写した樹脂層の表面の平滑性が低下してくる。
【0042】
基材上に樹脂層を設ける方法は、有機溶剤に熱可塑性樹脂等を溶解、分散させたものをグラビアコート法、バーコート法等で塗布、乾燥して形成することができる。同様に離型層、接着層、耐熱層も各々の塗工液を用意して、塗布、乾燥して形成することができる。
【0043】
樹脂層転写シートが基材上に樹脂層のみで構成されたもので、被転写体に熱転写しにくい場合は、前記の接着層、離型層を設ける方法の他に、被転写体の表面に接着剤層を設けても良い。接着剤層は、接着層の成分と同じものを使用できる。接着剤層の厚みは、接着層の厚みと同程度に設ければよい。
【0044】
本発明の板状ポリマー粒子は、柔らかでソフト感が高く、展延性に優れる。また、この粒子は板状であるので、パウダー又はリキッド化粧品に配合された場合に、ころころと転がるいわゆるローリング効果を発現しないが、肌上では展延方向に配向され易い。このことが滑らかさ、いわゆる滑り性、感触の良さとして肌に感じられると同時に肌全体に均一に広がり、粒子の伸び、着きなどの化粧効果に優れる。また、本発明の粒子は、人間の皮脂及び化粧品中に含まれる油剤などによっても、明度、彩度が低下し難く、粒子の黒ずみいわゆる色ぐすみ現象の原因とならない。更に、本発明の粒子は屈折率も低く、純度も高く皮脂による色ぐすみ現象を起こしにくいため、透明感のあるナチュラルな化粧仕上がりと十分な化粧持ち効果を与える。
【実施例】
【0045】
(実施例1〜4)背面にシリコーン系樹脂からなる厚み0.2μmの耐熱層を設けた厚み2.5μmのポリエステルフィルム(PET)の上に、表1の樹脂層塗工液を厚みが2.0μmになるように塗布、乾燥して樹脂層を形成して樹脂層転写シートを作成した。
【0046】
表1 (配合材料の重量部)
【0047】
(実施例5、6)背面にシリコーン系樹脂からなる厚み0.2μmの耐熱層を設けた厚み2.5μmのPETの上に、表2の樹脂層塗工液を厚みが2.0μmになるように塗布、乾燥して樹脂層を形成した。その上に表2の接着層塗工液を厚み0.3μmになるように塗布、乾燥して樹脂層転写シートを作成した。
【0048】
表2 (配合材料の重量部)
【0049】
実施例1〜6の樹脂層転写シートを12.7mm幅のコアにスリットして巻いたものを下記の条件で樹脂層を被転写体に熱転写した。
熱転写条件
熱転写プリンタ:アルプス電気製MD5000
熱転写パターン:図2で示す直径約40μmのドット形状を羅列
被転写体:厚み0.2μmのステンレス板
【0050】
被転写体に熱転写されたドット形状の樹脂層をカッター刃で剥がし落として板状ポリマー粒子を得た。得られた板状ポリマー粒子を下記の方法で評価した。評価結果は、表1、2の通りであった。
(1)熱転写性
被転写体に熱転写したものを金属顕微鏡で確認した。
○:被転写体にドット形状に熱転写している。
△:ドット形状にきれいに熱転写できない。
×:基材と樹脂層との接着力が強く熱転写できない。
(2)板状ポリマー粒子の厚み
得られた板状ポリマー粒子の電子顕微鏡写真をとり10個の粒子の厚みを計測して厚みのバラツキを調べた。
(3)板状ポリマー粒子の形状と粒径
得られた板状ポリマー粒子の金属顕微鏡写真より、5個の粒子の形状確認をし、粒径dを計測した。実施例1〜6の板状ポリマー粒子は、いずれも円形のドット形状であった。粒径は、いずれも35〜45μmの範囲内のバラツキの少ないものであった。
【0051】
(実施例7)実施例5の樹脂層転写シートを下記の条件で樹脂層を被転写体に熱転写した。熱転写された被転写体を加温したメタノール溶液中に24時間浸漬して接着層のポリアミド樹脂を溶解させ、樹脂層のみを剥離させた。遊離した星型の板状ポリマー粒子を収集し、メタノールを乾燥除去して板状ポリマー粒子を作成した。粒子をカットして断面の電子顕微鏡写真をとった。写真より厚みは、1.8〜2.2μmの範囲内のものでバラツキの少ないものであった。粒子を目視で確認するといずれの粒子も星型の形状をなしており、粒径dは約2mmで揃っていた。実施例1〜7の結果より、第2発明の製造方法をとることにより任意の形状の板状ポリマー粒子を得ることができる。
【0052】
熱転写条件
熱転写プリンタ:アルプス電気製MD5000
熱転写パターン:粒径dが約2mmの星型を羅列
被転写体:厚み0.2μmの銅板
【0053】
(実施例8)実施例1の樹脂層転写シートを厚み0.2μmのステンレス板と合わせラミネーター(フジプラ製ラミパッカーLPA3301)に通して樹脂層とをステンレス板の全面に熱転写した。樹脂層をカッター刃で剥がし落としてたものを収集し、液体窒素中に投入して機械粉砕することで板状ポリマー粒子を得た。粒子の電子顕微鏡写真をとって、粒子の厚みを計測すると1.8〜2.2μmの範囲内のものであった。形状は、まちまちの形状であるが、表面は、平滑性の高いものであることが確認できた。
【図面の簡単な説明】
【0054】
【図1】板状ポリマー粒子
【図2】ドット形状
【特許請求の範囲】
【請求項1】
基材上に少なくとも樹脂層を設けた樹脂層転写シートを被転写体に対して、樹脂層を熱転写した後、樹脂層を剥がしとり粉砕することを特徴とする板状ポリマー粒子の製造方法。
【請求項2】
基材上に少なくとも樹脂層を設けた樹脂層転写シートを被転写体に対して、サーマルヘッドを用いて樹脂層を任意の形状に熱転写した後、樹脂層を剥がしとることを特徴とする板状ポリマー粒子の製造方法。
【請求項3】
前記樹脂層の樹脂が、ポリスチレン、アクリル樹脂、アクリルポリオール樹脂、スチレン/アクリル共重合体、水添石油樹脂、ケトン樹脂、セルロース系樹脂より1種以上選択されたものであることを特徴とする請求項1、2記載の樹脂層転写シート。
【請求項4】
前記樹脂層転写シートが樹脂層の上に接着層を設けたことを特徴とする請求項1〜3記載の樹脂層転写シート。
【請求項1】
基材上に少なくとも樹脂層を設けた樹脂層転写シートを被転写体に対して、樹脂層を熱転写した後、樹脂層を剥がしとり粉砕することを特徴とする板状ポリマー粒子の製造方法。
【請求項2】
基材上に少なくとも樹脂層を設けた樹脂層転写シートを被転写体に対して、サーマルヘッドを用いて樹脂層を任意の形状に熱転写した後、樹脂層を剥がしとることを特徴とする板状ポリマー粒子の製造方法。
【請求項3】
前記樹脂層の樹脂が、ポリスチレン、アクリル樹脂、アクリルポリオール樹脂、スチレン/アクリル共重合体、水添石油樹脂、ケトン樹脂、セルロース系樹脂より1種以上選択されたものであることを特徴とする請求項1、2記載の樹脂層転写シート。
【請求項4】
前記樹脂層転写シートが樹脂層の上に接着層を設けたことを特徴とする請求項1〜3記載の樹脂層転写シート。
【図1】

【図2】

【図2】
【公開番号】特開2008−81642(P2008−81642A)
【公開日】平成20年4月10日(2008.4.10)
【国際特許分類】
【出願番号】特願2006−264450(P2006−264450)
【出願日】平成18年9月28日(2006.9.28)
【出願人】(000237237)フジコピアン株式会社 (130)
【Fターム(参考)】
【公開日】平成20年4月10日(2008.4.10)
【国際特許分類】
【出願日】平成18年9月28日(2006.9.28)
【出願人】(000237237)フジコピアン株式会社 (130)
【Fターム(参考)】
[ Back to top ]