
板状ワーク垂直搬送装置
【課題】上段と下段との間でコンベヤを昇降させるに際して、コンベヤ上に載せられる板状ワークの昇降速度を不当に高めることなく、且つコンベヤの載置面積を不当に広くすることなく、垂直搬送装置の機構上の動作を大幅に低減または簡略化させる。
【解決手段】上段F2に設置された上側搬送コンベヤ2の端部に隣接する上側移載エリアE2と、下段F1に設置された下側搬送コンベヤ3の端部に隣接する下側移載エリアE1との間を昇降する移載コンベヤ7、8を、アーム5からなる回転支持体の外周端における少なくとも180度を隔てた2箇所に配設すると共に、これらの移載コンベヤ7、8は、アーム5の回転角度の変化に拘わらず板状ワークGを平置き状態で載置可能な姿勢とされ、且つアーム5の回転が停止した時点で上側移載エリアE2と下側移載エリアE1とにそれぞれ同時に位置するように構成される。
【解決手段】上段F2に設置された上側搬送コンベヤ2の端部に隣接する上側移載エリアE2と、下段F1に設置された下側搬送コンベヤ3の端部に隣接する下側移載エリアE1との間を昇降する移載コンベヤ7、8を、アーム5からなる回転支持体の外周端における少なくとも180度を隔てた2箇所に配設すると共に、これらの移載コンベヤ7、8は、アーム5の回転角度の変化に拘わらず板状ワークGを平置き状態で載置可能な姿勢とされ、且つアーム5の回転が停止した時点で上側移載エリアE2と下側移載エリアE1とにそれぞれ同時に位置するように構成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、板状ワーク垂直搬送装置に係り、詳しくは、上側搬送コンベヤの端部に隣接する上側移載エリアと、下側搬送コンベヤの端部に隣接する下側移載エリアとの間を、移載コンベヤが昇降するように構成された板状ワーク垂直搬送装置に関する。
【背景技術】
【0002】
周知のように、プラズマディスプレイ(PDP),液晶ディスプレイ(LCD)、エレクトロルミネッセンスディスプレイ(ELD)、或いはフィールドエミッションディスプレイ(FED)等のフラットパネルディスプレイ(FPD)用のガラス基板に代表される各種の板状ワークは、その製造ラインの搬送途中で、作業面積の狭小化等を企図して、例えば製造工場等の上階と下階との間で昇降させる必要性が生じる場合がある。
【0003】
この場合、板状ワークを搬送する手法としては、板状ワークを吊り下げ支持して搬送する懸垂搬送と、縦姿勢の板状ワークの下辺部を支持部材で支持して搬送する立て掛け搬送と、板状ワークをその四方外周を覆う枠体に固定して該枠体ごと搬送する枠搬送と、ローラやベルト等からなるコンベヤ上に板状ワークを平置き状態で載置して搬送する平置き搬送とが、その主流として公知となっている。
【0004】
これらの搬送手法を採用した場合、板状ワークが上記FPD用のガラス基板のように脆性材料であり且つ大型であって、その一例として一辺とそれに直交する他の辺とが何れも4000mmを超えるガラス基板であると、板状ワーク自体が変形し易くなるため、上記の懸垂搬送では、割れの発生確率が高くなって吊り下げ支持が困難となる。また、上記の立て掛け搬送では、板状ワークの下辺部を支持する支持部材にそのワークの自重として極めて大きな負荷が作用するために支持部材の著しい摩耗及びこれに起因する頻繁な補修等が必要となる不具合を招く。更に、上記の枠搬送では、板状ワークよりも大きな枠体が必要であるために設備に要する空間が過大になると共に枠体に板状ワークを固定する固定部材の構造が複雑となって設備費用が増大する不具合を招く。
【0005】
これに対して、上記の平置き搬送では、板状ワークを割れ等の発生確率を低減させて安定して搬送できることに加えて、設備のコンパクト化やメンテナンスの容易化をも図り得ることから、これらの点においては他の搬送方法よりも有利となる。したがって、上述の製造工場等の上階と下階との間で板状ワークを昇降させる場合も、平置き状態で搬送されている板状ワークを、その平置き状態のままで昇降させることが好ましいとの結論が得られる。
【0006】
そのような搬送及び昇降の具体例として、フロート法により成形されるPDP用のガラス基板は、実質的な加工が行われる前段階で、そのガラス基板を、フロートバスの存在する上階から各種加工が施される下階に、平置き状態のままで降下させることが行われている。そのような場合に使用される垂直搬送装置としては、従来においては、例えば下記の特許文献1に開示されているような所謂エレベータ方式の装置が実用に供されていた。
【0007】
同文献に開示された垂直搬送装置は、板状ワークを対象としたものではなくパレットに積載される荷物を対象としたものであって、一階から二階に垂直状に延びる昇降レールにキャリッジを上下に走行可能に係合させ、このキャリッジにパレットを保持する搬送コンベヤを取り付けて構成されたものである。したがって、一階と二階との間を搬送コンベヤがパレットを保持した状態で昇降することにより、一階と二階とのそれぞれに設置されている送込みコンベヤに荷物の搬入及び搬出を行うようになっている。この場合、送込みコンベヤは、一階と二階とにおける搬送コンベヤのそれぞれの停止位置の一方側のみに設置されている。
【0008】
【特許文献1】特開2006−16203号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
しかしながら、上記の特許文献1に開示された垂直搬送装置は、荷物をパレットに積載してそのパレットを二階から一階に下降させて一階で荷物を別工程に送る場合において、二階で送込みコンベヤから荷物をパレットと共に搬送コンベヤに移載させる第一の動作と、その搬送コンベヤを一階まで下降させる第二の動作と、一階で荷物を搬送コンベヤから送込みコンベヤに搬出させる第三の動作と、空の状態の搬送コンベヤを一階から二階に上昇させる第四の動作とで、一サイクルを構成することになる。
【0010】
このような構成であると、搬送コンベヤが二階から一階に下降して再び二階に上昇するまでの一往復動を行った時点で、一つの荷物を二階から一階に下降させるための作業が完了することになる。そのため、複数個の荷物を二階から一階に下降させるには、その個数と同回数だけ搬送コンベヤを下降及び上昇(上下往復動)させるための機構上の動作が煩雑となる。このような事態は、荷物を一階から二階に持ち上げる場合にも同様にして生じる。
【0011】
このような事項を勘案すれば、荷物を短時間で昇降させたい場合には、搬送コンベヤの昇降速度を高めるか、或いは複数個の荷物を同時に昇降させる等の対策を講じることが有利であると考えることができる。しかしながら、前者によれば、荷物を安定して昇降させることができないため、特に荷物がFPD用のガラス基板等である場合には、所謂バタツキが生じて割れの発生確率が高くなるという問題が生じる。一方、後者によれば、荷物の重量が増大するため、昇降機構の駆動源であるモータ等の出力を大きくする必要性が生じるばかりでなく、特に荷物がFPD用のガラス基板等である場合には、重ね置きができないために搬送コンベヤの載置面積を大きくせねばならず、垂直搬送装置の大型化や高コスト化を余儀なくされる。
【0012】
本発明は、上記事情に鑑み、上段と下段との間でコンベヤを昇降させるに際して、コンベヤ上に載せられる板状ワークの昇降速度を不当に高めることなく且つコンベヤの載置面積を不当に広くすることなく、垂直搬送装置の機構上の動作を大幅に低減または簡略化させて、効率良く板状ワークを昇降させることを技術的課題とする。
【課題を解決するための手段】
【0013】
上記技術的課題を解決するために創案された本発明は、上段に設置されて板状ワークを平置き状態で搬送する上側搬送コンベヤの端部に隣接する上側移載エリアと、下段に設置されて板状ワークを平置き状態で搬送する下側搬送コンベヤの端部に隣接する下側移載エリアとの間を、移載コンベヤが昇降するように構成した板状ワーク垂直搬送装置であって、回転支持体の外周端における少なくとも180度を隔てた2箇所に前記移載コンベヤをそれぞれ配設すると共に、これらの移載コンベヤは、該回転支持体の回転角度の変化に拘わらず板状ワークを平置き状態で載置可能な姿勢とされ且つ該回転支持体の回転が停止した時点で前記上側移載エリアと下側移載エリアとにそれぞれ同時に位置するように構成されていることに特徴づけられる。
【0014】
このような構成によれば、上段から下段に板状ワークを下降させる際には、先ず回転支持体を所定回転角度位置で停止させることにより、上側移載エリアに移載コンベヤを位置させると同時に、下側移載エリアにも移載コンベヤを位置させる。これにより、上側の移載コンベヤは上側搬送コンベヤの端部に隣接した状態に維持され、且つ下側の移載コンベヤも下側搬送コンベヤの端部に隣接した状態に維持される。このような状態の下で、上側搬送コンベヤを駆動させて当該コンベヤから板状ワークを平置き状態で上側の移載コンベヤに移乗させて搬入する。この搬入が完了した時点で、回転支持体を正方向に回転駆動させることにより、上側の移載コンベヤは、板状ワークを平置き状態で載置した姿勢を取りつつ、円軌道に沿って下降していくと同時に、下側の空の移載コンベヤは、板状ワークを平置き状態で載置可能な姿勢を取りつつ、円軌道に沿って上昇していく。そして、回転支持体が当初の状態から180度回転した時点で停止することにより、上側にあった移載コンベヤは、下側移載エリアに位置して下側搬送コンベヤの端部に隣接した状態になると同時に、下側にあった空の移載コンベヤは、上側移載エリアに位置して上側搬送コンベヤの端部に隣接した状態になる。このような状態の下で、上側にあった移載コンベヤに載置されている板状ワークを下側搬送コンベヤに移乗させて搬出すると同時に、下側にあった空の移載コンベヤに上側搬送コンベヤから板状ワークを移乗させて搬入する。この後は、回転支持体を再び回転(好ましくは逆方向に回転)させ、180度回転した時点で回転支持体を停止させて上記と同様の動作を行う。このように、上側移載エリアにおける移載コンベヤへの板状ワークの搬入と、下側移載エリアにおける移載コンベヤからの板状ワークの搬出とが、回転支持体が180度回転する度に、同時に行われる。換言すれば、回転支持体を180度回転させる毎に、板状ワークの搬入搬出と、板状ワークの下降との一サイクルが実行されることになる。なお、板状ワークを下段から上段に上昇させる場合にも、実質的には上記と同様の動作が行われる。以上の事から、上段と下段との間で移載コンベヤを昇降させるに際して、移載コンベヤ上に載せられる板状ワークの昇降速度を不当に高めることなく且つ移載コンベヤの載置面積を不当に広くすることなく、装置の機構上の動作を大幅に低減または簡略化させることが可能となる。
【0015】
この場合、前記回転支持体は、長手方向中央に存する回転軸の廻りに回転可能なアームであり、且つ、該アームの外周端としての長手方向両端にそれぞれ前記移載コンベヤが配設されていることが好ましい。
【0016】
このようにすれば、回転支持体の小型軽量化が図られて、装置のコンパクト化や製作コストの低廉化、更には駆動源(回転用モータ等)の低出力化が実現する。
【0017】
そして、前記移載コンベヤは、前記上側移載エリア及び下側移載エリアに位置している時に水平姿勢に保持され、前記回転支持体の回転開始直後及び回転停止直前のそれぞれの所定角度領域にある時に前記上側搬送コンベヤの端部及び下側搬送コンベヤの端部との干渉を回避する方向に傾斜し、前記回転支持体の回転角度が前記所定角度領域以外の角度領域にある時に水平姿勢に保持されるように構成されていることが好ましい。
【0018】
このようにすれば、上側及び下側移載エリアに位置している移載コンベヤと上側及び下側搬送コンベヤとがそれぞれ一直線上に並ぶように且つそれらの移載コンベヤと上側及び下側搬送コンベヤとの端部同士を近接させても、回転支持体の回転開始直後及び回転停止直前には、移載コンベヤが板状ワークを移動或いは滑落させることなく平置き状態に維持する範囲内で傾斜することにより、移載コンベヤと上側及び下側搬送コンベヤとの端部同士の干渉が回避される。これにより、その干渉を回避するために移載コンベヤと上側及び下側搬送コンベヤとの端部相互間の離間寸法が長くなることによる板状ワークの移載阻害や当該ワークが自重によりその端部相互間で不当に撓んで割れ等の損傷につながるという不具合が抑止される。
【0019】
また、前記移載コンベヤは、駆動源により複数のローラが回転駆動されるローラコンベアであることが好ましい。
【0020】
このようにすれば、移載コンベヤに対する板状ワークの搬入及び搬出が、ローラの回転駆動によって円滑に行われる。
【0021】
更に、前記上側移載エリアの両端部にそれぞれ上側搬送コンベヤが隣接して配設されると共に、前記下側移載エリアの両端部にそれぞれ下側搬送コンベヤが隣接して配設されていることが好ましい。
【0022】
このようにすれば、上側移載エリアに移載コンベヤを配置させ、且つ下側移載エリアに移載コンベヤを配置した場合に、それぞれの移載コンベヤを経由してその両端の搬送コンベヤ間で板状ワークの搬送を行うことができ、板状ワークの昇降が必要な場合にのみ回転支持体を回転さればよいことになるため、当該装置の用途が拡大される。
【0023】
更に、前記上側移載エリアは、建造物の上階に配置され、前記下側移載エリアは、該建造物のそれよりも下階に配置されていることが好ましい。
【0024】
このようにすれば、一つの階のフロア面積を小さくしても板状ワークに対する各種の十分な処理を行えることになり、建造物の敷地面積を有効に狭くすることが可能となる。
【0025】
以上の構成において、前記板状ワークは、フラットパネルディスプレイ用ガラス基板とすることができる。
【0026】
このようにすれば、近年におけるフラットパネルディスプレイ用ガラス基板の薄肉大型化に適切に対処した上で、既に述べた効果を確実且つ顕著に得ることが可能となる。
【発明の効果】
【0027】
以上のように本発明に係る板状ワーク垂直搬送装置によれば、上側移載エリアにおける移載コンベヤへの板状ワークの搬入と、下側移載エリアにおける移載コンベヤからの板状ワークの搬出とが、回転支持体が180度回転する度に、同時に行われることから、上段と下段との間で移載コンベヤを昇降させるに際して、移載コンベヤ上に載せられる板状ワークの昇降速度を不当に高めることなく且つ移載コンベヤの載置面積を不当に広くすることなく、装置の機構上の動作を大幅に低減または簡略化させることが可能となる。
【発明を実施するための最良の形態】
【0028】
以下、本発明の実施形態を添付図面を参照して説明する。なお、以下の実施形態においては、板状ワークとして、フラットパネルディスプレイ用のガラス基板、特に液晶ディスプレイやプラズマディスプレイに用いられるガラス基板であって、一の辺とこれに直交する他の辺のそれぞれが4000mm以上の略矩形のガラス基板を対象とした場合を例示する。
【0029】
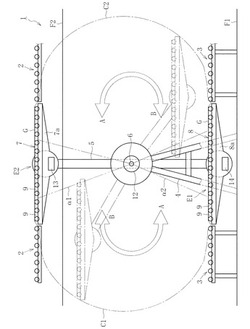
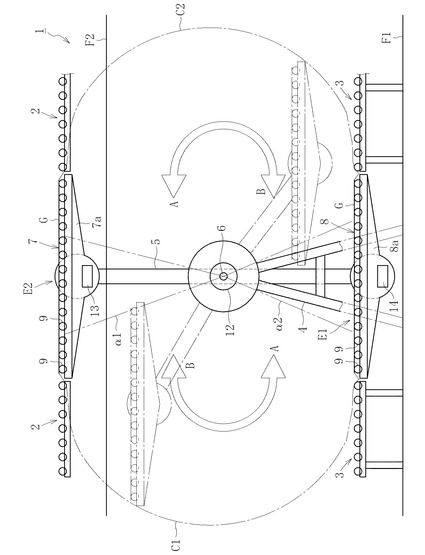
図1は、本発明の第一実施形態に係る板状ワーク垂直搬送装置1の構成を示す概略正面図である。同図に示すように、板状ワーク垂直搬送装置1は、ガラス基板製造工場の上階ワーキングフロアF2に、ガラス基板Gを平置き状態で搬送する二台の上側搬送コンベヤ2が離間して配置され、これらのコンベヤ2の相互間隙間が上側移載エリアE2とされると共に、下階ワーキングフロアF1に、ガラス基板Gを平置き状態で搬送する二台の下側搬送コンベヤ3が離間して配置され、これらのコンベヤ3の相互間隙間が下側移載エリアE1とされている。そして、下階のワーキングフロアF1に立設固定された基台4の上端部に、回転支持体としてのアーム5の長手方向中央部が回転軸6を介して回転可能に連結され、このアーム5の長手方向両端に、第一移載コンベヤ7と第二移載コンベヤ8とが配設されている。そして、図示の状態(実線で示す状態)では、上側移載エリアE2に、第一移載コンベヤ7が位置すると共に、下側移載エリアE1に、第二移載コンベヤ8が位置し、且つ、第一移載コンベヤ7は、二台の上側搬送コンベヤ2と略同一高さ位置で一直線上に並び、同様に、第二移載コンベヤ8は、二台の下側搬送コンベヤ3と略同一高さ位置で一直線上に並んでいる。
【0030】
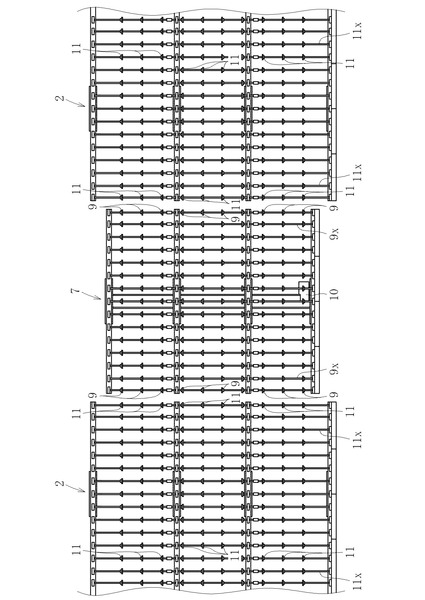
この場合、図2に示すように、第一移載コンベヤ7は、搬送方向と直交する複数本のローラ軸9xにゴムや樹脂等からなるローラ9が軸方向複数箇所に配設され、これら全てのローラ9(ローラ軸9x)は、単一のローラ駆動用モータ10を駆動源とする巻き掛け伝動機構等により回転駆動される構成である。また、二台の上側搬送コンベヤ2も同様に、複数本のローラ軸11xに配設された複数個のローラ11が回転駆動される構成である。そして、第一移載コンベヤ7の搬送方向両端部は、二台の上側搬送コンベヤ2の対向端部に近接して配置されており、第一移載コンベヤ7と各上側搬送コンベヤ2とのそれぞれの隙間の搬送方向における離間寸法は、例えば第一移載コンベヤ7におけるローラ軸9xの配列ピッチの2ピッチ分未満とされている。なお、第二移載コンベヤ8と二台の下側搬送コンベヤ3の構成及びそれらの配列状態は、上記の場合と同様とされている。
【0031】
更に、図1に示すように、このワーク板状搬送装置1は、アーム5が回転軸6の廻りに正方向A及び逆方向Bに180度回転するように構成され、この実施形態では、アーム5の回転は、角度調整が可能な回転駆動源12により行われる構成とされている。そして、このアーム5の回転時には、回転角度の変化に拘わらず、第一移載コンベヤ7及び第二移載コンベヤ8が、ガラス基板Gを平置き状態で載置させることが可能な姿勢に保持されるようになっている。そのための構成として、この実施形態では、第一移載コンベヤ7の下方に固定されたブラケット7aがアーム5の一端に回動可能に連結され且つ第一移載コンベヤ7のアーム5に対する角度を可変調整する第一角度調整手段13が装着されると共に、第二移載コンベヤ8の下方に固定されたブラケット8aがアーム5の他端に回動可能に連結され且つ第二移載コンベヤ8のアーム5に対する角度を可変調整する第二角度調整手段14が装着されている。
【0032】
詳述すると、この実施形態では、上記の回転駆動源12と、第一角度調整手段13と、第二角度調整手段14との全てが、サーボモータで構成されている。そして、回転駆動源12による角度調整と、第一、第二角度調整手段13、14による角度調整とが、図外の制御手段により制御されるように構成されている。すなわち、制御手段は、回転駆動源12がアーム5を正逆方向A、Bの何れか一方向に角度αだけ回転させた場合(但し、符号α1及びα2で示す回転角度の領域を除く)には、基本的に、第一、第二角度調整手段13、14を、それとは逆方向に角度αだけ第一、第二移載コンベヤ7、8を回転させるような制御を行うようになっている。
【0033】
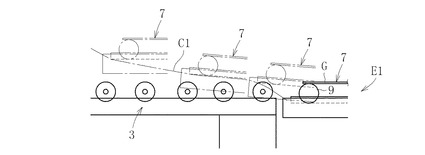
更に、制御手段は、第一移載コンベヤ7が上側移載エリアE2に水平姿勢で停止している状態から、アーム5が正方向Aに回転を開始して符号α1で示す回転角度(回転開始時に対応する垂直線から10〜30度の回転角度)まで移動する間に、図3に示すように、第一移載コンベヤ7の回転方向の前側(同図の左側)が低い傾斜姿勢となり、アーム5がその回転角度α1を超えた時点で、再び第一移載コンベヤ7が水平姿勢に復帰するように第一角度調整手段13を制御する構成とされている。なお、アーム5が逆方向Bに回転して第一移載コンベヤ7が上側移載エリアE2に到達する場合にも、符号α1で示す回転角度を基準としてそれ以降で第一移載コンベヤ7が同様の傾斜姿勢になるように制御される構成である。
【0034】
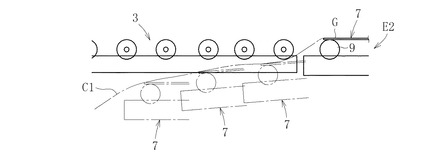
また、制御手段は、アーム5が更に正方向に回転して、第一移載コンベヤ7が下側移載エリアE1に到達する前段階においては、アーム5が符号α2で示す回転角度(回転開始時に対応する垂直線から150〜170度の回転角度)を超えた時点で、図4に示すように、水平姿勢にあった第一移載コンベヤ7が回転方向の後側(同図の左側)が高い傾斜姿勢となり、第一移載コンベヤ7が下側移載エリアE1に到達した時点で再び水平姿勢に復帰するように第一角度調整手段13を制御する構成とされている。なお、アーム5が逆方向Bに回転して下側移載エリアE1から抜け出ていく場合にも、符号α2で示す角度を基準としてその手前で第一移載コンベヤ7が同様の傾斜姿勢になるように制御される構成である。
【0035】
そして、制御手段は、以上のような第一移載コンベヤ7に対する第一角度調整手段13の動作と実質的に同様にして、第二移載コンベヤ8に対する第二角度調整手段14の動作についても制御するように構成されている。すなわち、制御手段は、第二移載コンベヤ8が下側移載エリアE1で水平姿勢で停止している状態から、アーム5が正方向Aに回転して符号α1で示す回転角度(垂直線から10〜30度の回転角度)まで移動する間に、第二移載コンベヤ8の回転方向の前側(図1の右側)が高い傾斜姿勢となり、その後に水平姿勢に復帰し、第二移載コンベヤ8が上側移載エリアE2に到達する前段階において、アーム5の正方向Aへの回転に伴って符号α2で示す回転角度(垂直線から150〜170度の回転角度)を超えた時点で、第二移載コンベヤ8の回転方向の後側(図1の右側)が低い傾斜姿勢となるように、第二角度調整手段14を制御するように構成されている。なお、アーム5が逆方向Bに回転して第二移載コンベヤ8が上側移載エリアE2から下側移載エリアE1に移行する場合にも、同様の姿勢になるように制御される構成とされている。この場合、図1、図3及び図4における符号C1で示す曲線は、第一移載コンベヤ7の回転時における外周端の移動軌跡を示し、図1に符号C2で示す曲線は、第二移載コンベヤ8の回転時における外周端の移動軌跡を示すものである。
【0036】
次に、上記の構成を備えた板状ワーク垂直搬送装置1の作用を説明する。
【0037】
先ず、図1に実線で示すように、上側移載エリアE2で第一移載コンベヤ7が水平姿勢で停止して待機している状態で、一方側(例えば同図の左方側)の上側搬送コンベヤ2から第一移載コンベヤ7に対してガラス基板Gが平置き状態(水平姿勢)を維持して移乗される。そして、この移乗が完了して第一移載コンベヤ7にガラス基板Gが搬入された後に、回転駆動源12の動作によりアーム5が正方向Aへの回転を開始するが、この回転開始直後においては、第一角度調整手段13により第一移載コンベヤ7は前側が低い傾斜姿勢とされているため、この姿勢でアーム5が正方向Aに回転することにより、第一移載コンベヤ7と上側搬送コンベヤ2との干渉が回避される(図3参照)。一方、この時に下側移載エリアE1で停止していた空の第二移載コンベヤ8は、水平姿勢から第二角度調整手段14により前側が高い傾斜姿勢とされた状態で、アーム5の正方向Aへの回転に伴って移動開始を行うため、第二移載コンベヤ8と下側搬送コンベヤ3との干渉も回避される。
【0038】
この後、アーム5が継続して正方向Aに回転して、予め設定されている符号α1で示す回転角度を超えた時点で、第一移載コンベヤ7及び第二移載コンベヤ8がそれぞれ、第一、第二角度調整手段13、14により水平姿勢に戻され、この姿勢を維持して正方向Aへの回転が継続して行われる。そして、アーム5が、予め設定されている符号α2で示す回転角度を超えた時点で、第一角度調整手段13により第一移載コンベヤ7は後側が高い傾斜姿勢になり且つ第二角度調整手段14により第二移載コンベヤ8は後側が低い傾斜姿勢となる。これにより、ガラス基板Gが載せられた第一移載コンベヤ7は、下側搬送コンベヤ3との干渉を回避されて移動し、下側移載エリアE1に到達して停止した時点で、第一角度調整手段13により水平姿勢に戻される。これと同時に、空の第二移載コンベヤ8は、上側搬送コンベヤ2との干渉を回避されて移動し、上側移載エリアE2に到達して停止した時点で、第二角度調整手段14により水平姿勢に戻される。
【0039】
このような状態の下で、第一移載コンベヤ7から下側搬送コンベヤ3にガラス基板Gが水平姿勢のままで移乗されて搬出されると同時に、上側搬送コンベヤ2から第二移載コンベヤ8にガラス基板Gが水平姿勢のままで移乗されて搬入される。これにより、当初は上階で搬送されていた一枚のガラス基板Gが、第一移載コンベヤ7によって下階に降ろされた後にその第一移載コンベヤ7から搬出されると同時に、空の第二移載コンベヤ8が下階から上階に上昇した後にその第二移載コンベヤ8に後続のガラス基板Gが搬入される。この後は、回転駆動源12がアーム5を逆方向Bに回転させることにより、上記と同様の動作が、図1における左右対称な態様で行われる。このような動作が繰り返し実行されることにより、回転支持体としてのアーム5が180度回転する度に、一枚のガラス基板Gが上階から下階に降ろされることになる。
【0040】
なお、上側移載エリアE2の搬送方向両側にそれぞれ上側搬送コンベヤ2が配列されているので、上側移載エリアE2で第一移載コンベヤ7(または第二移載コンベヤ8)が停止している間に、一方の上側搬送コンベヤ2により搬送されるガラス基板Gを、第一移載コンベヤ7を素通りさせて他方の上側搬送コンベヤ2に移乗させるという動作を行うこともできる。これにより、例えば不良品であるガラス基板Gは一方の上側搬送コンベヤ2から他方の上側搬送コンベヤ2に移送させ、良品であるガラス基板Gのみを上階から下階に下降させるという動作を行うことが可能となる。
【0041】
また、上記の動作の説明では、この板状ワーク垂直搬送装置1が、ガラス基板Gを上階から下階に下降させるために使用される場合を例示したが、この板状ワーク垂直搬送装置1を使用して、基本的には上記と同様の動作で、ガラス基板Gを下階から上階に上昇させる場合に使用することも可能である。更に、この板状ワーク垂直搬送装置1は、回転支持体としての一本のアーム5の両端に第一移載コンベヤ7及び第二移載コンベヤ8を取り付ける構成としたが、他の形態をなす回転支持体の外周端に、例えば90度おき或いは60度おき等に移載コンベヤを取り付けるようにしてもよい。
【0042】
図5は、本発明の第二実施形態に係る板状ワーク垂直搬送装置1を示す概略正面図であり、図6はその概略側面図、図7はその概略平面図である。この第二実施形態に係る板状ワーク垂直搬送装置1は、基本的には、上述の第一実施形態に係る垂直搬送装置1の回転駆動源12、第一角度調整手段13、及び第二角度調整手段14を、サーボモータに代えて、ギヤ列及びカム機構で構成したものである。これらの各図に基づいてその構成の概略を説明すると、基台4に対してアーム5の長手方向中央部を支持する回転軸6の周囲には、基台4の上端とアーム5の中央部とを連係する遊星歯車等でなる中央ギヤ列が配設され、その中央ギヤ列を中央ギヤカバー20が覆っていると共に、アーム5の一端(上端)に存する回転軸21の周囲には、第一移載コンベヤ7とアーム5の一端とを連係する一端ギヤ列が配設され、その一端ギヤ列を一端ギヤカバー22が覆い、且つ、アーム5の他端(下端)に存する回転軸23の周囲には、第二移載コンベヤ8とアーム5の他端とを連係する他端ギヤ列が配設され、その他端ギヤ列を他端ギヤカバー24が覆っている。更に、上述の中央ギヤ列に噛み合う減速機構が中央ギヤボックス25に内蔵され、この中央ギヤボックス25がアーム5の長手方向中央部に固定されると共に、上述の一端ギヤ列に噛み合う減速機構が一端ギヤボックス26に内蔵され、この一端ギヤボックス26がアーム5の一端に固定され、且つ、上述の他端ギヤ列に噛み合う減速機構が他端ギヤボックス27に内蔵され、この他端ギヤボックス27がアーム5の他端に固定されている。そして、中央ギヤボックス25と一端ギヤボックス26と他端ギヤボックス27との間は連結シャフト28で連結され、この連結シャフト28の軸方向中央部と軸方向一端と軸方向他端とには、それぞれギヤ(ウォーム)29、30、31が固定されると共に、これらのギヤ29、30、31は、中央ギヤボックス25内、一端ギヤボックス26内、及び他端ギヤボックス27内のそれぞれの減速機構に噛み合っている。これらの機構により、アーム5が正逆方向に回転した場合に、基本的には、第一移載コンベヤ7及び第二移載コンベヤ8が水平姿勢に維持されるようになっている。更に、上述の一端ギヤ列を構成している一のギヤの軸と、他端ギヤ列を構成している一のギヤの軸とには、それぞれ第一移載コンベヤ7及び第二移載コンベヤ8を既述の所定の回転角度領域で傾斜姿勢にするためのカムが取り付けられている。このような構成によれば、上述の第一実施形態に係る板状ワーク垂直搬送装置1と同一の動作が行われる。なお、図5、図6及び図7において、上述の第一実施形態と共通の構成要件については同一符号を付し、その詳細な説明を省略する。
【0043】
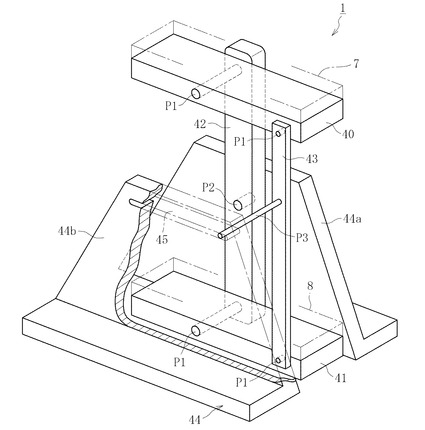
図8は、本発明の第三実施形態に係る板状ワーク垂直搬送装置1を示す概略斜視図である。同図に示すように、この板状ワーク垂直搬送装置1は、平行リンク機構を利用したものであって、第一移載コンベヤ7を下方から支持する第一支持板40と、第二移載コンベヤ8を下方から支持する第二支持板41とが水平姿勢で平行に配列されると共に、上下方向に延び且つ両支持板40、41の背面側に存してそれらの長手方向略中央部に位置する主アーム42と、上下方向に延び且つ両支持板40、41の前面側に存してそれらの長手方向一端部に位置する補助アーム43とを有する。これらの両支持板40、41と両アーム42、43とは、回転支持体を構成するものであって、四箇所でピンP1を介して平行リンク動作が可能となるように連結されている。そして、主アーム42の上下のピンP1の相互間中央位置は、その背面側に存する基台44の背面立設部44aに支持ピンP2を介して回動自在に連結されると共に、補助アーム43の上下のピンP1の相互間中央位置には前方に延出された延出ピンP3が固定され、その前面側に存する基台44の前面立設部44bに水平方向に沿うように形成された長孔45に、延出ピンP3が水平方向にスライド可能に挿通されている。そして、基台44の背面立設部44aの背面側に、主アーム42を支持ピンP2廻りに正逆回転させるための図外の駆動用モータが取り付けられている。また、第一移載コンベヤ7及び第二移載コンベヤ8は、第一支持板40及び第二支持板41に傾動可能に支持されており、これらのコンベヤ40、41を既述の所定の回転角度領域で傾斜姿勢にするための機構として、エアシリンダ等の流体圧シリンダやモータを駆動源とする周知の機構が両支持板40、41に搭載されている。このような構成によっても、上述の第一実施形態に係る板状ワーク垂直搬送装置1と同一の動作が行われる。
【図面の簡単な説明】
【0044】
【図1】本発明の第一実施形態に係る板状ワーク垂直搬送装置を模式的に示す概略正面図である。
【図2】本発明の第一実施形態に係る板状ワーク垂直搬送装置の移載コンベヤ及び搬送コンベヤを示す概略平面図である。
【図3】本発明の第一実施形態に係る板状ワーク垂直搬送装置の作用を説明するための要部拡大正面図である。
【図4】本発明の第一実施形態に係る板状ワーク垂直搬送装置の作用を説明するための要部拡大正面図である。
【図5】本発明の第二実施形態に係る板状ワーク垂直搬送装置を示す正面図である。
【図6】本発明の第二実施形態に係る板状ワーク垂直搬送装置を示す側面図である。
【図7】本発明の第二実施形態に係る板状ワーク垂直搬送装置を示す平面図である。
【図8】本発明の第三実施形態に係る板状ワーク垂直搬送装置を示す概略斜視図である。
【符号の説明】
【0045】
1 板状ワーク垂直搬送装置
2 上側搬送コンベヤ
3 下側搬送コンベヤ
5 アーム(回転支持体)
6 回転軸
7 移載コンベヤ(第一移載コンベヤ)
8 移載コンベヤ(第二移載コンベヤ)
9 移載コンベヤのローラ
40、41、42、43 回転支持体
10 モータ(ローラ駆動用モータ)
E1 下側移載エリア
E2 上側移載エリア
G 板状ワーク(ガラス基板)
【技術分野】
【0001】
本発明は、板状ワーク垂直搬送装置に係り、詳しくは、上側搬送コンベヤの端部に隣接する上側移載エリアと、下側搬送コンベヤの端部に隣接する下側移載エリアとの間を、移載コンベヤが昇降するように構成された板状ワーク垂直搬送装置に関する。
【背景技術】
【0002】
周知のように、プラズマディスプレイ(PDP),液晶ディスプレイ(LCD)、エレクトロルミネッセンスディスプレイ(ELD)、或いはフィールドエミッションディスプレイ(FED)等のフラットパネルディスプレイ(FPD)用のガラス基板に代表される各種の板状ワークは、その製造ラインの搬送途中で、作業面積の狭小化等を企図して、例えば製造工場等の上階と下階との間で昇降させる必要性が生じる場合がある。
【0003】
この場合、板状ワークを搬送する手法としては、板状ワークを吊り下げ支持して搬送する懸垂搬送と、縦姿勢の板状ワークの下辺部を支持部材で支持して搬送する立て掛け搬送と、板状ワークをその四方外周を覆う枠体に固定して該枠体ごと搬送する枠搬送と、ローラやベルト等からなるコンベヤ上に板状ワークを平置き状態で載置して搬送する平置き搬送とが、その主流として公知となっている。
【0004】
これらの搬送手法を採用した場合、板状ワークが上記FPD用のガラス基板のように脆性材料であり且つ大型であって、その一例として一辺とそれに直交する他の辺とが何れも4000mmを超えるガラス基板であると、板状ワーク自体が変形し易くなるため、上記の懸垂搬送では、割れの発生確率が高くなって吊り下げ支持が困難となる。また、上記の立て掛け搬送では、板状ワークの下辺部を支持する支持部材にそのワークの自重として極めて大きな負荷が作用するために支持部材の著しい摩耗及びこれに起因する頻繁な補修等が必要となる不具合を招く。更に、上記の枠搬送では、板状ワークよりも大きな枠体が必要であるために設備に要する空間が過大になると共に枠体に板状ワークを固定する固定部材の構造が複雑となって設備費用が増大する不具合を招く。
【0005】
これに対して、上記の平置き搬送では、板状ワークを割れ等の発生確率を低減させて安定して搬送できることに加えて、設備のコンパクト化やメンテナンスの容易化をも図り得ることから、これらの点においては他の搬送方法よりも有利となる。したがって、上述の製造工場等の上階と下階との間で板状ワークを昇降させる場合も、平置き状態で搬送されている板状ワークを、その平置き状態のままで昇降させることが好ましいとの結論が得られる。
【0006】
そのような搬送及び昇降の具体例として、フロート法により成形されるPDP用のガラス基板は、実質的な加工が行われる前段階で、そのガラス基板を、フロートバスの存在する上階から各種加工が施される下階に、平置き状態のままで降下させることが行われている。そのような場合に使用される垂直搬送装置としては、従来においては、例えば下記の特許文献1に開示されているような所謂エレベータ方式の装置が実用に供されていた。
【0007】
同文献に開示された垂直搬送装置は、板状ワークを対象としたものではなくパレットに積載される荷物を対象としたものであって、一階から二階に垂直状に延びる昇降レールにキャリッジを上下に走行可能に係合させ、このキャリッジにパレットを保持する搬送コンベヤを取り付けて構成されたものである。したがって、一階と二階との間を搬送コンベヤがパレットを保持した状態で昇降することにより、一階と二階とのそれぞれに設置されている送込みコンベヤに荷物の搬入及び搬出を行うようになっている。この場合、送込みコンベヤは、一階と二階とにおける搬送コンベヤのそれぞれの停止位置の一方側のみに設置されている。
【0008】
【特許文献1】特開2006−16203号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
しかしながら、上記の特許文献1に開示された垂直搬送装置は、荷物をパレットに積載してそのパレットを二階から一階に下降させて一階で荷物を別工程に送る場合において、二階で送込みコンベヤから荷物をパレットと共に搬送コンベヤに移載させる第一の動作と、その搬送コンベヤを一階まで下降させる第二の動作と、一階で荷物を搬送コンベヤから送込みコンベヤに搬出させる第三の動作と、空の状態の搬送コンベヤを一階から二階に上昇させる第四の動作とで、一サイクルを構成することになる。
【0010】
このような構成であると、搬送コンベヤが二階から一階に下降して再び二階に上昇するまでの一往復動を行った時点で、一つの荷物を二階から一階に下降させるための作業が完了することになる。そのため、複数個の荷物を二階から一階に下降させるには、その個数と同回数だけ搬送コンベヤを下降及び上昇(上下往復動)させるための機構上の動作が煩雑となる。このような事態は、荷物を一階から二階に持ち上げる場合にも同様にして生じる。
【0011】
このような事項を勘案すれば、荷物を短時間で昇降させたい場合には、搬送コンベヤの昇降速度を高めるか、或いは複数個の荷物を同時に昇降させる等の対策を講じることが有利であると考えることができる。しかしながら、前者によれば、荷物を安定して昇降させることができないため、特に荷物がFPD用のガラス基板等である場合には、所謂バタツキが生じて割れの発生確率が高くなるという問題が生じる。一方、後者によれば、荷物の重量が増大するため、昇降機構の駆動源であるモータ等の出力を大きくする必要性が生じるばかりでなく、特に荷物がFPD用のガラス基板等である場合には、重ね置きができないために搬送コンベヤの載置面積を大きくせねばならず、垂直搬送装置の大型化や高コスト化を余儀なくされる。
【0012】
本発明は、上記事情に鑑み、上段と下段との間でコンベヤを昇降させるに際して、コンベヤ上に載せられる板状ワークの昇降速度を不当に高めることなく且つコンベヤの載置面積を不当に広くすることなく、垂直搬送装置の機構上の動作を大幅に低減または簡略化させて、効率良く板状ワークを昇降させることを技術的課題とする。
【課題を解決するための手段】
【0013】
上記技術的課題を解決するために創案された本発明は、上段に設置されて板状ワークを平置き状態で搬送する上側搬送コンベヤの端部に隣接する上側移載エリアと、下段に設置されて板状ワークを平置き状態で搬送する下側搬送コンベヤの端部に隣接する下側移載エリアとの間を、移載コンベヤが昇降するように構成した板状ワーク垂直搬送装置であって、回転支持体の外周端における少なくとも180度を隔てた2箇所に前記移載コンベヤをそれぞれ配設すると共に、これらの移載コンベヤは、該回転支持体の回転角度の変化に拘わらず板状ワークを平置き状態で載置可能な姿勢とされ且つ該回転支持体の回転が停止した時点で前記上側移載エリアと下側移載エリアとにそれぞれ同時に位置するように構成されていることに特徴づけられる。
【0014】
このような構成によれば、上段から下段に板状ワークを下降させる際には、先ず回転支持体を所定回転角度位置で停止させることにより、上側移載エリアに移載コンベヤを位置させると同時に、下側移載エリアにも移載コンベヤを位置させる。これにより、上側の移載コンベヤは上側搬送コンベヤの端部に隣接した状態に維持され、且つ下側の移載コンベヤも下側搬送コンベヤの端部に隣接した状態に維持される。このような状態の下で、上側搬送コンベヤを駆動させて当該コンベヤから板状ワークを平置き状態で上側の移載コンベヤに移乗させて搬入する。この搬入が完了した時点で、回転支持体を正方向に回転駆動させることにより、上側の移載コンベヤは、板状ワークを平置き状態で載置した姿勢を取りつつ、円軌道に沿って下降していくと同時に、下側の空の移載コンベヤは、板状ワークを平置き状態で載置可能な姿勢を取りつつ、円軌道に沿って上昇していく。そして、回転支持体が当初の状態から180度回転した時点で停止することにより、上側にあった移載コンベヤは、下側移載エリアに位置して下側搬送コンベヤの端部に隣接した状態になると同時に、下側にあった空の移載コンベヤは、上側移載エリアに位置して上側搬送コンベヤの端部に隣接した状態になる。このような状態の下で、上側にあった移載コンベヤに載置されている板状ワークを下側搬送コンベヤに移乗させて搬出すると同時に、下側にあった空の移載コンベヤに上側搬送コンベヤから板状ワークを移乗させて搬入する。この後は、回転支持体を再び回転(好ましくは逆方向に回転)させ、180度回転した時点で回転支持体を停止させて上記と同様の動作を行う。このように、上側移載エリアにおける移載コンベヤへの板状ワークの搬入と、下側移載エリアにおける移載コンベヤからの板状ワークの搬出とが、回転支持体が180度回転する度に、同時に行われる。換言すれば、回転支持体を180度回転させる毎に、板状ワークの搬入搬出と、板状ワークの下降との一サイクルが実行されることになる。なお、板状ワークを下段から上段に上昇させる場合にも、実質的には上記と同様の動作が行われる。以上の事から、上段と下段との間で移載コンベヤを昇降させるに際して、移載コンベヤ上に載せられる板状ワークの昇降速度を不当に高めることなく且つ移載コンベヤの載置面積を不当に広くすることなく、装置の機構上の動作を大幅に低減または簡略化させることが可能となる。
【0015】
この場合、前記回転支持体は、長手方向中央に存する回転軸の廻りに回転可能なアームであり、且つ、該アームの外周端としての長手方向両端にそれぞれ前記移載コンベヤが配設されていることが好ましい。
【0016】
このようにすれば、回転支持体の小型軽量化が図られて、装置のコンパクト化や製作コストの低廉化、更には駆動源(回転用モータ等)の低出力化が実現する。
【0017】
そして、前記移載コンベヤは、前記上側移載エリア及び下側移載エリアに位置している時に水平姿勢に保持され、前記回転支持体の回転開始直後及び回転停止直前のそれぞれの所定角度領域にある時に前記上側搬送コンベヤの端部及び下側搬送コンベヤの端部との干渉を回避する方向に傾斜し、前記回転支持体の回転角度が前記所定角度領域以外の角度領域にある時に水平姿勢に保持されるように構成されていることが好ましい。
【0018】
このようにすれば、上側及び下側移載エリアに位置している移載コンベヤと上側及び下側搬送コンベヤとがそれぞれ一直線上に並ぶように且つそれらの移載コンベヤと上側及び下側搬送コンベヤとの端部同士を近接させても、回転支持体の回転開始直後及び回転停止直前には、移載コンベヤが板状ワークを移動或いは滑落させることなく平置き状態に維持する範囲内で傾斜することにより、移載コンベヤと上側及び下側搬送コンベヤとの端部同士の干渉が回避される。これにより、その干渉を回避するために移載コンベヤと上側及び下側搬送コンベヤとの端部相互間の離間寸法が長くなることによる板状ワークの移載阻害や当該ワークが自重によりその端部相互間で不当に撓んで割れ等の損傷につながるという不具合が抑止される。
【0019】
また、前記移載コンベヤは、駆動源により複数のローラが回転駆動されるローラコンベアであることが好ましい。
【0020】
このようにすれば、移載コンベヤに対する板状ワークの搬入及び搬出が、ローラの回転駆動によって円滑に行われる。
【0021】
更に、前記上側移載エリアの両端部にそれぞれ上側搬送コンベヤが隣接して配設されると共に、前記下側移載エリアの両端部にそれぞれ下側搬送コンベヤが隣接して配設されていることが好ましい。
【0022】
このようにすれば、上側移載エリアに移載コンベヤを配置させ、且つ下側移載エリアに移載コンベヤを配置した場合に、それぞれの移載コンベヤを経由してその両端の搬送コンベヤ間で板状ワークの搬送を行うことができ、板状ワークの昇降が必要な場合にのみ回転支持体を回転さればよいことになるため、当該装置の用途が拡大される。
【0023】
更に、前記上側移載エリアは、建造物の上階に配置され、前記下側移載エリアは、該建造物のそれよりも下階に配置されていることが好ましい。
【0024】
このようにすれば、一つの階のフロア面積を小さくしても板状ワークに対する各種の十分な処理を行えることになり、建造物の敷地面積を有効に狭くすることが可能となる。
【0025】
以上の構成において、前記板状ワークは、フラットパネルディスプレイ用ガラス基板とすることができる。
【0026】
このようにすれば、近年におけるフラットパネルディスプレイ用ガラス基板の薄肉大型化に適切に対処した上で、既に述べた効果を確実且つ顕著に得ることが可能となる。
【発明の効果】
【0027】
以上のように本発明に係る板状ワーク垂直搬送装置によれば、上側移載エリアにおける移載コンベヤへの板状ワークの搬入と、下側移載エリアにおける移載コンベヤからの板状ワークの搬出とが、回転支持体が180度回転する度に、同時に行われることから、上段と下段との間で移載コンベヤを昇降させるに際して、移載コンベヤ上に載せられる板状ワークの昇降速度を不当に高めることなく且つ移載コンベヤの載置面積を不当に広くすることなく、装置の機構上の動作を大幅に低減または簡略化させることが可能となる。
【発明を実施するための最良の形態】
【0028】
以下、本発明の実施形態を添付図面を参照して説明する。なお、以下の実施形態においては、板状ワークとして、フラットパネルディスプレイ用のガラス基板、特に液晶ディスプレイやプラズマディスプレイに用いられるガラス基板であって、一の辺とこれに直交する他の辺のそれぞれが4000mm以上の略矩形のガラス基板を対象とした場合を例示する。
【0029】
図1は、本発明の第一実施形態に係る板状ワーク垂直搬送装置1の構成を示す概略正面図である。同図に示すように、板状ワーク垂直搬送装置1は、ガラス基板製造工場の上階ワーキングフロアF2に、ガラス基板Gを平置き状態で搬送する二台の上側搬送コンベヤ2が離間して配置され、これらのコンベヤ2の相互間隙間が上側移載エリアE2とされると共に、下階ワーキングフロアF1に、ガラス基板Gを平置き状態で搬送する二台の下側搬送コンベヤ3が離間して配置され、これらのコンベヤ3の相互間隙間が下側移載エリアE1とされている。そして、下階のワーキングフロアF1に立設固定された基台4の上端部に、回転支持体としてのアーム5の長手方向中央部が回転軸6を介して回転可能に連結され、このアーム5の長手方向両端に、第一移載コンベヤ7と第二移載コンベヤ8とが配設されている。そして、図示の状態(実線で示す状態)では、上側移載エリアE2に、第一移載コンベヤ7が位置すると共に、下側移載エリアE1に、第二移載コンベヤ8が位置し、且つ、第一移載コンベヤ7は、二台の上側搬送コンベヤ2と略同一高さ位置で一直線上に並び、同様に、第二移載コンベヤ8は、二台の下側搬送コンベヤ3と略同一高さ位置で一直線上に並んでいる。
【0030】
この場合、図2に示すように、第一移載コンベヤ7は、搬送方向と直交する複数本のローラ軸9xにゴムや樹脂等からなるローラ9が軸方向複数箇所に配設され、これら全てのローラ9(ローラ軸9x)は、単一のローラ駆動用モータ10を駆動源とする巻き掛け伝動機構等により回転駆動される構成である。また、二台の上側搬送コンベヤ2も同様に、複数本のローラ軸11xに配設された複数個のローラ11が回転駆動される構成である。そして、第一移載コンベヤ7の搬送方向両端部は、二台の上側搬送コンベヤ2の対向端部に近接して配置されており、第一移載コンベヤ7と各上側搬送コンベヤ2とのそれぞれの隙間の搬送方向における離間寸法は、例えば第一移載コンベヤ7におけるローラ軸9xの配列ピッチの2ピッチ分未満とされている。なお、第二移載コンベヤ8と二台の下側搬送コンベヤ3の構成及びそれらの配列状態は、上記の場合と同様とされている。
【0031】
更に、図1に示すように、このワーク板状搬送装置1は、アーム5が回転軸6の廻りに正方向A及び逆方向Bに180度回転するように構成され、この実施形態では、アーム5の回転は、角度調整が可能な回転駆動源12により行われる構成とされている。そして、このアーム5の回転時には、回転角度の変化に拘わらず、第一移載コンベヤ7及び第二移載コンベヤ8が、ガラス基板Gを平置き状態で載置させることが可能な姿勢に保持されるようになっている。そのための構成として、この実施形態では、第一移載コンベヤ7の下方に固定されたブラケット7aがアーム5の一端に回動可能に連結され且つ第一移載コンベヤ7のアーム5に対する角度を可変調整する第一角度調整手段13が装着されると共に、第二移載コンベヤ8の下方に固定されたブラケット8aがアーム5の他端に回動可能に連結され且つ第二移載コンベヤ8のアーム5に対する角度を可変調整する第二角度調整手段14が装着されている。
【0032】
詳述すると、この実施形態では、上記の回転駆動源12と、第一角度調整手段13と、第二角度調整手段14との全てが、サーボモータで構成されている。そして、回転駆動源12による角度調整と、第一、第二角度調整手段13、14による角度調整とが、図外の制御手段により制御されるように構成されている。すなわち、制御手段は、回転駆動源12がアーム5を正逆方向A、Bの何れか一方向に角度αだけ回転させた場合(但し、符号α1及びα2で示す回転角度の領域を除く)には、基本的に、第一、第二角度調整手段13、14を、それとは逆方向に角度αだけ第一、第二移載コンベヤ7、8を回転させるような制御を行うようになっている。
【0033】
更に、制御手段は、第一移載コンベヤ7が上側移載エリアE2に水平姿勢で停止している状態から、アーム5が正方向Aに回転を開始して符号α1で示す回転角度(回転開始時に対応する垂直線から10〜30度の回転角度)まで移動する間に、図3に示すように、第一移載コンベヤ7の回転方向の前側(同図の左側)が低い傾斜姿勢となり、アーム5がその回転角度α1を超えた時点で、再び第一移載コンベヤ7が水平姿勢に復帰するように第一角度調整手段13を制御する構成とされている。なお、アーム5が逆方向Bに回転して第一移載コンベヤ7が上側移載エリアE2に到達する場合にも、符号α1で示す回転角度を基準としてそれ以降で第一移載コンベヤ7が同様の傾斜姿勢になるように制御される構成である。
【0034】
また、制御手段は、アーム5が更に正方向に回転して、第一移載コンベヤ7が下側移載エリアE1に到達する前段階においては、アーム5が符号α2で示す回転角度(回転開始時に対応する垂直線から150〜170度の回転角度)を超えた時点で、図4に示すように、水平姿勢にあった第一移載コンベヤ7が回転方向の後側(同図の左側)が高い傾斜姿勢となり、第一移載コンベヤ7が下側移載エリアE1に到達した時点で再び水平姿勢に復帰するように第一角度調整手段13を制御する構成とされている。なお、アーム5が逆方向Bに回転して下側移載エリアE1から抜け出ていく場合にも、符号α2で示す角度を基準としてその手前で第一移載コンベヤ7が同様の傾斜姿勢になるように制御される構成である。
【0035】
そして、制御手段は、以上のような第一移載コンベヤ7に対する第一角度調整手段13の動作と実質的に同様にして、第二移載コンベヤ8に対する第二角度調整手段14の動作についても制御するように構成されている。すなわち、制御手段は、第二移載コンベヤ8が下側移載エリアE1で水平姿勢で停止している状態から、アーム5が正方向Aに回転して符号α1で示す回転角度(垂直線から10〜30度の回転角度)まで移動する間に、第二移載コンベヤ8の回転方向の前側(図1の右側)が高い傾斜姿勢となり、その後に水平姿勢に復帰し、第二移載コンベヤ8が上側移載エリアE2に到達する前段階において、アーム5の正方向Aへの回転に伴って符号α2で示す回転角度(垂直線から150〜170度の回転角度)を超えた時点で、第二移載コンベヤ8の回転方向の後側(図1の右側)が低い傾斜姿勢となるように、第二角度調整手段14を制御するように構成されている。なお、アーム5が逆方向Bに回転して第二移載コンベヤ8が上側移載エリアE2から下側移載エリアE1に移行する場合にも、同様の姿勢になるように制御される構成とされている。この場合、図1、図3及び図4における符号C1で示す曲線は、第一移載コンベヤ7の回転時における外周端の移動軌跡を示し、図1に符号C2で示す曲線は、第二移載コンベヤ8の回転時における外周端の移動軌跡を示すものである。
【0036】
次に、上記の構成を備えた板状ワーク垂直搬送装置1の作用を説明する。
【0037】
先ず、図1に実線で示すように、上側移載エリアE2で第一移載コンベヤ7が水平姿勢で停止して待機している状態で、一方側(例えば同図の左方側)の上側搬送コンベヤ2から第一移載コンベヤ7に対してガラス基板Gが平置き状態(水平姿勢)を維持して移乗される。そして、この移乗が完了して第一移載コンベヤ7にガラス基板Gが搬入された後に、回転駆動源12の動作によりアーム5が正方向Aへの回転を開始するが、この回転開始直後においては、第一角度調整手段13により第一移載コンベヤ7は前側が低い傾斜姿勢とされているため、この姿勢でアーム5が正方向Aに回転することにより、第一移載コンベヤ7と上側搬送コンベヤ2との干渉が回避される(図3参照)。一方、この時に下側移載エリアE1で停止していた空の第二移載コンベヤ8は、水平姿勢から第二角度調整手段14により前側が高い傾斜姿勢とされた状態で、アーム5の正方向Aへの回転に伴って移動開始を行うため、第二移載コンベヤ8と下側搬送コンベヤ3との干渉も回避される。
【0038】
この後、アーム5が継続して正方向Aに回転して、予め設定されている符号α1で示す回転角度を超えた時点で、第一移載コンベヤ7及び第二移載コンベヤ8がそれぞれ、第一、第二角度調整手段13、14により水平姿勢に戻され、この姿勢を維持して正方向Aへの回転が継続して行われる。そして、アーム5が、予め設定されている符号α2で示す回転角度を超えた時点で、第一角度調整手段13により第一移載コンベヤ7は後側が高い傾斜姿勢になり且つ第二角度調整手段14により第二移載コンベヤ8は後側が低い傾斜姿勢となる。これにより、ガラス基板Gが載せられた第一移載コンベヤ7は、下側搬送コンベヤ3との干渉を回避されて移動し、下側移載エリアE1に到達して停止した時点で、第一角度調整手段13により水平姿勢に戻される。これと同時に、空の第二移載コンベヤ8は、上側搬送コンベヤ2との干渉を回避されて移動し、上側移載エリアE2に到達して停止した時点で、第二角度調整手段14により水平姿勢に戻される。
【0039】
このような状態の下で、第一移載コンベヤ7から下側搬送コンベヤ3にガラス基板Gが水平姿勢のままで移乗されて搬出されると同時に、上側搬送コンベヤ2から第二移載コンベヤ8にガラス基板Gが水平姿勢のままで移乗されて搬入される。これにより、当初は上階で搬送されていた一枚のガラス基板Gが、第一移載コンベヤ7によって下階に降ろされた後にその第一移載コンベヤ7から搬出されると同時に、空の第二移載コンベヤ8が下階から上階に上昇した後にその第二移載コンベヤ8に後続のガラス基板Gが搬入される。この後は、回転駆動源12がアーム5を逆方向Bに回転させることにより、上記と同様の動作が、図1における左右対称な態様で行われる。このような動作が繰り返し実行されることにより、回転支持体としてのアーム5が180度回転する度に、一枚のガラス基板Gが上階から下階に降ろされることになる。
【0040】
なお、上側移載エリアE2の搬送方向両側にそれぞれ上側搬送コンベヤ2が配列されているので、上側移載エリアE2で第一移載コンベヤ7(または第二移載コンベヤ8)が停止している間に、一方の上側搬送コンベヤ2により搬送されるガラス基板Gを、第一移載コンベヤ7を素通りさせて他方の上側搬送コンベヤ2に移乗させるという動作を行うこともできる。これにより、例えば不良品であるガラス基板Gは一方の上側搬送コンベヤ2から他方の上側搬送コンベヤ2に移送させ、良品であるガラス基板Gのみを上階から下階に下降させるという動作を行うことが可能となる。
【0041】
また、上記の動作の説明では、この板状ワーク垂直搬送装置1が、ガラス基板Gを上階から下階に下降させるために使用される場合を例示したが、この板状ワーク垂直搬送装置1を使用して、基本的には上記と同様の動作で、ガラス基板Gを下階から上階に上昇させる場合に使用することも可能である。更に、この板状ワーク垂直搬送装置1は、回転支持体としての一本のアーム5の両端に第一移載コンベヤ7及び第二移載コンベヤ8を取り付ける構成としたが、他の形態をなす回転支持体の外周端に、例えば90度おき或いは60度おき等に移載コンベヤを取り付けるようにしてもよい。
【0042】
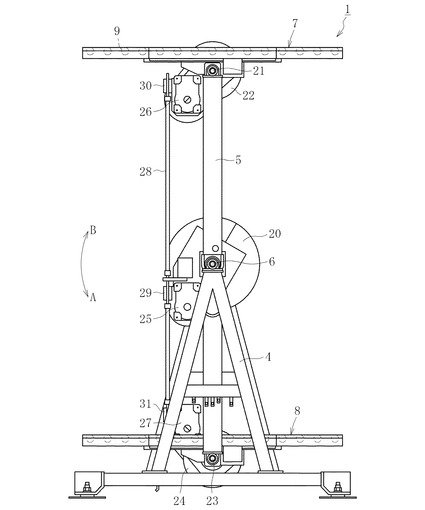
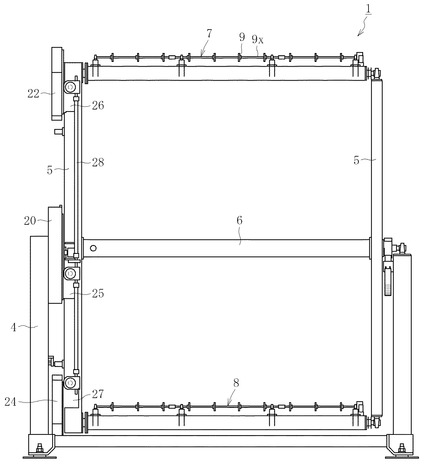
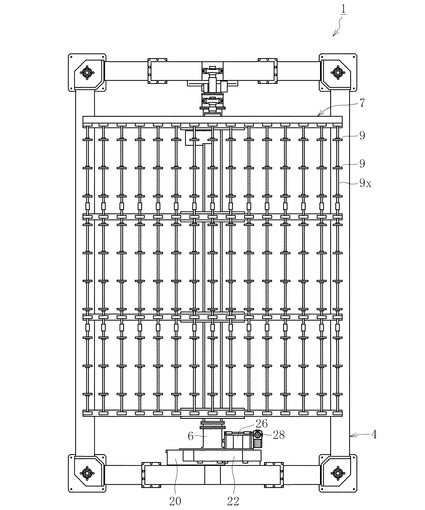
図5は、本発明の第二実施形態に係る板状ワーク垂直搬送装置1を示す概略正面図であり、図6はその概略側面図、図7はその概略平面図である。この第二実施形態に係る板状ワーク垂直搬送装置1は、基本的には、上述の第一実施形態に係る垂直搬送装置1の回転駆動源12、第一角度調整手段13、及び第二角度調整手段14を、サーボモータに代えて、ギヤ列及びカム機構で構成したものである。これらの各図に基づいてその構成の概略を説明すると、基台4に対してアーム5の長手方向中央部を支持する回転軸6の周囲には、基台4の上端とアーム5の中央部とを連係する遊星歯車等でなる中央ギヤ列が配設され、その中央ギヤ列を中央ギヤカバー20が覆っていると共に、アーム5の一端(上端)に存する回転軸21の周囲には、第一移載コンベヤ7とアーム5の一端とを連係する一端ギヤ列が配設され、その一端ギヤ列を一端ギヤカバー22が覆い、且つ、アーム5の他端(下端)に存する回転軸23の周囲には、第二移載コンベヤ8とアーム5の他端とを連係する他端ギヤ列が配設され、その他端ギヤ列を他端ギヤカバー24が覆っている。更に、上述の中央ギヤ列に噛み合う減速機構が中央ギヤボックス25に内蔵され、この中央ギヤボックス25がアーム5の長手方向中央部に固定されると共に、上述の一端ギヤ列に噛み合う減速機構が一端ギヤボックス26に内蔵され、この一端ギヤボックス26がアーム5の一端に固定され、且つ、上述の他端ギヤ列に噛み合う減速機構が他端ギヤボックス27に内蔵され、この他端ギヤボックス27がアーム5の他端に固定されている。そして、中央ギヤボックス25と一端ギヤボックス26と他端ギヤボックス27との間は連結シャフト28で連結され、この連結シャフト28の軸方向中央部と軸方向一端と軸方向他端とには、それぞれギヤ(ウォーム)29、30、31が固定されると共に、これらのギヤ29、30、31は、中央ギヤボックス25内、一端ギヤボックス26内、及び他端ギヤボックス27内のそれぞれの減速機構に噛み合っている。これらの機構により、アーム5が正逆方向に回転した場合に、基本的には、第一移載コンベヤ7及び第二移載コンベヤ8が水平姿勢に維持されるようになっている。更に、上述の一端ギヤ列を構成している一のギヤの軸と、他端ギヤ列を構成している一のギヤの軸とには、それぞれ第一移載コンベヤ7及び第二移載コンベヤ8を既述の所定の回転角度領域で傾斜姿勢にするためのカムが取り付けられている。このような構成によれば、上述の第一実施形態に係る板状ワーク垂直搬送装置1と同一の動作が行われる。なお、図5、図6及び図7において、上述の第一実施形態と共通の構成要件については同一符号を付し、その詳細な説明を省略する。
【0043】
図8は、本発明の第三実施形態に係る板状ワーク垂直搬送装置1を示す概略斜視図である。同図に示すように、この板状ワーク垂直搬送装置1は、平行リンク機構を利用したものであって、第一移載コンベヤ7を下方から支持する第一支持板40と、第二移載コンベヤ8を下方から支持する第二支持板41とが水平姿勢で平行に配列されると共に、上下方向に延び且つ両支持板40、41の背面側に存してそれらの長手方向略中央部に位置する主アーム42と、上下方向に延び且つ両支持板40、41の前面側に存してそれらの長手方向一端部に位置する補助アーム43とを有する。これらの両支持板40、41と両アーム42、43とは、回転支持体を構成するものであって、四箇所でピンP1を介して平行リンク動作が可能となるように連結されている。そして、主アーム42の上下のピンP1の相互間中央位置は、その背面側に存する基台44の背面立設部44aに支持ピンP2を介して回動自在に連結されると共に、補助アーム43の上下のピンP1の相互間中央位置には前方に延出された延出ピンP3が固定され、その前面側に存する基台44の前面立設部44bに水平方向に沿うように形成された長孔45に、延出ピンP3が水平方向にスライド可能に挿通されている。そして、基台44の背面立設部44aの背面側に、主アーム42を支持ピンP2廻りに正逆回転させるための図外の駆動用モータが取り付けられている。また、第一移載コンベヤ7及び第二移載コンベヤ8は、第一支持板40及び第二支持板41に傾動可能に支持されており、これらのコンベヤ40、41を既述の所定の回転角度領域で傾斜姿勢にするための機構として、エアシリンダ等の流体圧シリンダやモータを駆動源とする周知の機構が両支持板40、41に搭載されている。このような構成によっても、上述の第一実施形態に係る板状ワーク垂直搬送装置1と同一の動作が行われる。
【図面の簡単な説明】
【0044】
【図1】本発明の第一実施形態に係る板状ワーク垂直搬送装置を模式的に示す概略正面図である。
【図2】本発明の第一実施形態に係る板状ワーク垂直搬送装置の移載コンベヤ及び搬送コンベヤを示す概略平面図である。
【図3】本発明の第一実施形態に係る板状ワーク垂直搬送装置の作用を説明するための要部拡大正面図である。
【図4】本発明の第一実施形態に係る板状ワーク垂直搬送装置の作用を説明するための要部拡大正面図である。
【図5】本発明の第二実施形態に係る板状ワーク垂直搬送装置を示す正面図である。
【図6】本発明の第二実施形態に係る板状ワーク垂直搬送装置を示す側面図である。
【図7】本発明の第二実施形態に係る板状ワーク垂直搬送装置を示す平面図である。
【図8】本発明の第三実施形態に係る板状ワーク垂直搬送装置を示す概略斜視図である。
【符号の説明】
【0045】
1 板状ワーク垂直搬送装置
2 上側搬送コンベヤ
3 下側搬送コンベヤ
5 アーム(回転支持体)
6 回転軸
7 移載コンベヤ(第一移載コンベヤ)
8 移載コンベヤ(第二移載コンベヤ)
9 移載コンベヤのローラ
40、41、42、43 回転支持体
10 モータ(ローラ駆動用モータ)
E1 下側移載エリア
E2 上側移載エリア
G 板状ワーク(ガラス基板)
【特許請求の範囲】
【請求項1】
上段に設置されて板状ワークを平置き状態で搬送する上側搬送コンベヤの端部に隣接する上側移載エリアと、下段に設置されて板状ワークを平置き状態で搬送する下側搬送コンベヤの端部に隣接する下側移載エリアとの間を、移載コンベヤが昇降するように構成した板状ワーク垂直搬送装置であって、
回転支持体の外周端における少なくとも180度を隔てた2箇所に前記移載コンベヤをそれぞれ配設すると共に、これらの移載コンベヤは、該回転支持体の回転角度の変化に拘わらず板状ワークを平置き状態で載置可能な姿勢とされ且つ該回転支持体の回転が停止した時点で前記上側移載エリアと下側移載エリアとにそれぞれ同時に位置するように構成されていることを特徴とする板状ワーク垂直搬送装置。
【請求項2】
前記回転支持体は、長手方向中央に存する回転軸の廻りに回転可能なアームであり、且つ、該アームの外周端としての長手方向両端にそれぞれ前記移載コンベヤが配設されていることを特徴とする請求項1に記載の板状ワーク垂直搬送装置。
【請求項3】
前記移載コンベヤは、前記上側移載エリア及び下側移載エリアに位置している時に水平姿勢に保持され、前記回転支持体の回転開始直後及び回転停止直前のそれぞれの所定角度領域にある時に前記上側搬送コンベヤの端部及び下側搬送コンベヤの端部との干渉を回避する方向に傾斜し、前記回転支持体の回転角度が前記所定角度領域以外の角度領域にある時に水平姿勢に保持されるように構成されていることを特徴とする請求項1または2に記載の板状ワーク垂直搬送装置。
【請求項4】
前記移載コンベヤは、駆動源により複数のローラが回転駆動されるローラコンベアであることを特徴とする請求項1〜3の何れかに記載の板状ワーク垂直搬送装置。
【請求項5】
前記上側移載エリアの両端部にそれぞれ上側搬送コンベヤが隣接して配設されると共に、前記下側移載エリアの両端部にそれぞれ下側搬送コンベヤが隣接して配設されていることを特徴とする請求項1〜4の何れかに記載の板状ワーク垂直搬送装置。
【請求項6】
前記上側移載エリアは、建造物の上階に配置され、前記下側移載エリアは、該建造物のそれよりも下階に配置されていることを特徴とする請求項1〜5の何れかに記載の板状ワーク垂直搬送装置。
【請求項7】
前記板状ワークは、フラットパネルディスプレイ用ガラス基板であることを特徴とする請求項1〜6の何れかに記載の板状ワーク垂直搬送装置。
【請求項1】
上段に設置されて板状ワークを平置き状態で搬送する上側搬送コンベヤの端部に隣接する上側移載エリアと、下段に設置されて板状ワークを平置き状態で搬送する下側搬送コンベヤの端部に隣接する下側移載エリアとの間を、移載コンベヤが昇降するように構成した板状ワーク垂直搬送装置であって、
回転支持体の外周端における少なくとも180度を隔てた2箇所に前記移載コンベヤをそれぞれ配設すると共に、これらの移載コンベヤは、該回転支持体の回転角度の変化に拘わらず板状ワークを平置き状態で載置可能な姿勢とされ且つ該回転支持体の回転が停止した時点で前記上側移載エリアと下側移載エリアとにそれぞれ同時に位置するように構成されていることを特徴とする板状ワーク垂直搬送装置。
【請求項2】
前記回転支持体は、長手方向中央に存する回転軸の廻りに回転可能なアームであり、且つ、該アームの外周端としての長手方向両端にそれぞれ前記移載コンベヤが配設されていることを特徴とする請求項1に記載の板状ワーク垂直搬送装置。
【請求項3】
前記移載コンベヤは、前記上側移載エリア及び下側移載エリアに位置している時に水平姿勢に保持され、前記回転支持体の回転開始直後及び回転停止直前のそれぞれの所定角度領域にある時に前記上側搬送コンベヤの端部及び下側搬送コンベヤの端部との干渉を回避する方向に傾斜し、前記回転支持体の回転角度が前記所定角度領域以外の角度領域にある時に水平姿勢に保持されるように構成されていることを特徴とする請求項1または2に記載の板状ワーク垂直搬送装置。
【請求項4】
前記移載コンベヤは、駆動源により複数のローラが回転駆動されるローラコンベアであることを特徴とする請求項1〜3の何れかに記載の板状ワーク垂直搬送装置。
【請求項5】
前記上側移載エリアの両端部にそれぞれ上側搬送コンベヤが隣接して配設されると共に、前記下側移載エリアの両端部にそれぞれ下側搬送コンベヤが隣接して配設されていることを特徴とする請求項1〜4の何れかに記載の板状ワーク垂直搬送装置。
【請求項6】
前記上側移載エリアは、建造物の上階に配置され、前記下側移載エリアは、該建造物のそれよりも下階に配置されていることを特徴とする請求項1〜5の何れかに記載の板状ワーク垂直搬送装置。
【請求項7】
前記板状ワークは、フラットパネルディスプレイ用ガラス基板であることを特徴とする請求項1〜6の何れかに記載の板状ワーク垂直搬送装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2009−242013(P2009−242013A)
【公開日】平成21年10月22日(2009.10.22)
【国際特許分類】
【出願番号】特願2008−87412(P2008−87412)
【出願日】平成20年3月28日(2008.3.28)
【出願人】(000232243)日本電気硝子株式会社 (1,447)
【Fターム(参考)】
【公開日】平成21年10月22日(2009.10.22)
【国際特許分類】
【出願日】平成20年3月28日(2008.3.28)
【出願人】(000232243)日本電気硝子株式会社 (1,447)
【Fターム(参考)】
[ Back to top ]