
板状材の継ぎ目部処理工法及び継ぎ目部を備えた板状材の表面仕上げ方法
【課題】
熟練を要さずに簡単に施工でき、塗装やクロス貼り付けなどの表面処理施工後に継ぎ目部処理跡が目立たないような板状材の継ぎ目部処理工法及び継ぎ目部を備えた板状材の表面仕上げ方法を提案する。
【解決手段】
(1)熱可塑性樹脂を主成分とする固形状補修材を加熱体で熱溶融させ、これを隣接した板状材の継ぎ目部凹部に押圧せしめ充填し、継ぎ目部凹部に補修材層を形成する工程、
(2)補修材層表面及び継ぎ目部周囲の板状材表面に、パテを塗布し、乾燥させた後、該パテ層表面を研磨する工程、
を含むことを特徴とする板状材の継ぎ目部処理工法、並びに該工法で得られた処理層表面を含む板状材表面全体を上塗り塗装するかもしくはクロスを貼り付けてなる継ぎ目部を備えた板状材の表面仕上げ方法。
熟練を要さずに簡単に施工でき、塗装やクロス貼り付けなどの表面処理施工後に継ぎ目部処理跡が目立たないような板状材の継ぎ目部処理工法及び継ぎ目部を備えた板状材の表面仕上げ方法を提案する。
【解決手段】
(1)熱可塑性樹脂を主成分とする固形状補修材を加熱体で熱溶融させ、これを隣接した板状材の継ぎ目部凹部に押圧せしめ充填し、継ぎ目部凹部に補修材層を形成する工程、
(2)補修材層表面及び継ぎ目部周囲の板状材表面に、パテを塗布し、乾燥させた後、該パテ層表面を研磨する工程、
を含むことを特徴とする板状材の継ぎ目部処理工法、並びに該工法で得られた処理層表面を含む板状材表面全体を上塗り塗装するかもしくはクロスを貼り付けてなる継ぎ目部を備えた板状材の表面仕上げ方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熟練を要さず、短時間で施工可能な板状材の継ぎ目部処理工法及び継ぎ目部を備えた板状材の表面仕上げ方法に関する。
【背景技術】
【0002】
一般に建築物の内装に用いられる壁は石膏ボード、合板、パーティクルボードなどの板状材を複数接合して製造されている。こうした板状材の接合部あるいは表面の欠損部などの凹部にパテを充填し、その後内装壁全面に塗装を施したり、クロス材を貼り付けたりすることが行われている。
【0003】
しかしながらこうしたパテによる処理方法では、施工後肉やせすることがあり、仕上がり外観が不十分な場合があった。また、パテ層上に塗装を施した場合、塗料の樹脂成分がパテ層に吸い込まれ、ツヤムラ、色違いの他、乾燥時の造膜不良により塗膜が割れることもあった。また、上記したパテによるパテ層は硬いことから素材の動きに追従できず経年後石膏ボードなどの接合部分に亀裂が生じる要因ともなっている。
【0004】
こうした問題点に対し本出願人は、特許文献1において熱可塑性樹脂を主成分とする特定の範囲の融点を有する固形状の補修材を加熱体で熱溶融させ、これを接合部分などの凹部に充填せしめる補修方法を提案した。
【0005】
この補修方法によれば簡易に短時間で施工ができ、補修作業からすぐに塗装あるいはクロス貼り付けなどの作業に着手することができる上、最終的な仕上がり外観も優れたものとすることができるが、石膏ボードなどの板状材の継ぎ目部など深い凹部の補修では形成された補修材層の不陸を解消するには至らない場合があった。
【0006】
一般に石膏ボードの継ぎ目部はテーパーエッジ処理、ベベルエッジ処理など種々の形状でエッジ部が処理され通常にはV字状の溝が形成されており、パテと継ぎ目用のテープを用いて次の手順で処理されることが知られている。(1)下塗りパテで凹部を平滑になるまで充填する。この際、パテが乾燥して肉やせが生じた場合はもう一度下塗りパテを塗布する、(2)下塗りパテ層表面に、継ぎ目を補強するためにジョイントテープを貼り、ジョイントテープが下塗りパテ層表面に完全に密着するようにヘラで押さえしごく、(3)テープを隠すように盛気味にしかも幅広く中塗りパテを塗布し、その上に上塗りパテを塗布しパテ跡が目立たないように研磨する。
【0007】
しかしながらパテとジョイントテープを組み合わせた上記継ぎ目部の処理方法は熟練と時間を要するものであり、工程も煩雑で施工期間が長いという問題がある。
【0008】
また特許文献2には隣接した乾式ボード間の目地部に対し、シーリング材及び/又はパテ材を充填した後、特定の合成樹脂エマルションを含む下塗り材を塗布し、上塗り材を塗装することを特徴とする建築物壁面の塗装工法が開示されている。
【0009】
上記塗装工法によれば、下塗り材塗布によって各層の密着性が高まり、長期に渡って美観性を維持することができるものであるが、乾燥後の肉やせを予想しながら目地部に対してパテ材を充填する作業は熟練と時間を要するものであり、また、目地部に対してシーリング材を空気が入らないように均しつつ充填するのは熟練を要するものであり、簡単に施工できるものではないのが実情である。
【0010】
【特許文献1】特開2005−23783号公報
【特許文献2】特開2005−246319号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明の目的は、熟練を要さずに短時間で施工でき、塗装やクロス貼り付けなどの表面処理施工後に継ぎ目部処理跡が目立たないような板状材の継ぎ目部処理工法及び継ぎ目部を備えた板状材の表面仕上げ方法を提案することにある。
【課題を解決するための手段】
【0012】
本発明者らは上記した課題について鋭意検討した結果、板状材の継ぎ目部凹部に熱可塑性樹脂を主成分とする固形状補修材を熱熔融さたものを充填し、その上にパテ塗布、研磨をすることで、熟練や時間を要することなく凹部を充填でき、且つその上に施工される表面仕上げの仕上がりに及ぼす影響の少ない継ぎ目部処理層を形成することができることを見出し、本発明に到達した。
すなわち本発明は、
1. (1)熱可塑性樹脂を主成分とする固形状補修材を加熱体で熱溶融させ、これを隣接した板状材の継ぎ目部凹部に押圧せしめ充填し、継ぎ目部凹部に補修材層を形成する工程、
(2)補修材層表面及び継ぎ目部周囲の板状材表面に、パテを塗布し、乾燥させた後、該パテ層表面を研磨する工程、
を含むことを特徴とする板状材の継ぎ目部処理工法、
2. 工程(2)において、パテ塗布工程及び乾燥工程を2回以上行うことを特徴とする1項に記載の板状材の継ぎ目部処理工法、
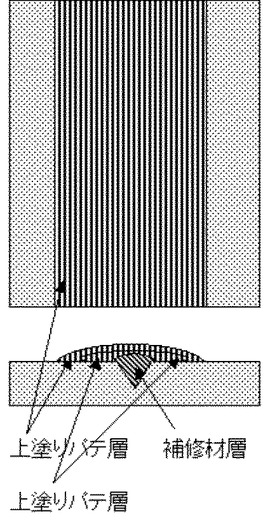
3. パテ層が中塗りパテ層と上塗りパテ層からなるものであって、工程(2)が、補修材層表面及び継ぎ目部周囲の板状材表面に、補修材層表面を全部覆うように中塗りパテを塗布し乾燥させた後、形成された中塗りパテ層表面を全て覆うように上塗りパテを塗布し乾燥させた後、該上塗りパテ層表面を研磨する工程であることを特徴とする1項に記載の板状材の継ぎ目部処理工法、
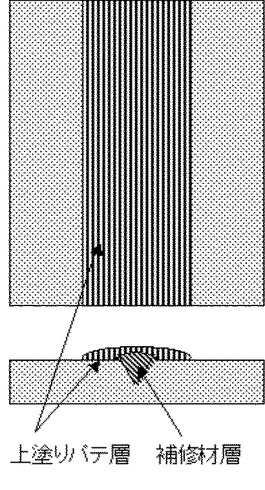
4. パテ層が中塗りパテ層と上塗りパテ層からなるものであって、工程(2)が、補修材層表面及び継ぎ目部周囲の板状材表面に、補修材層幅の二等分線部分を露出させるように且つ補修材層表面と板状材表面との境界線部分は覆うように中塗りパテを塗布し乾燥させた後、形成された補修材層と中塗りパテ層による複合処理層表面を全て覆うように上塗りパテを塗布し乾燥させた後、該上塗りパテ層表面を研磨する工程であることを特徴とする1項に記載の板状材の継ぎ目部処理工法、
5. 固形状補修材が、継ぎ目部凹部に嵌合可能な形状を有するものである1項ないし4項のいずれか1項に記載の板状材の継ぎ目部処理工法、
6. 1項ないし5項のいずれか1項に記載の工法による処理層表面を含む板状材表面全体を上塗り塗装するかもしくはクロスを貼り付けてなる継ぎ目部を備えた板状材の表面仕上げ方法、
に関する。
【発明の効果】
【0013】
本発明の処理工法における固形状補修材は熱可塑性樹脂を主成分としていることから、加熱による軟化により継ぎ目部凹部に対して隙間無く容易に充填でき、放冷により容易に硬化するので短時間で補修材層を形成することができる。かかる補修材層は可とう性を有し、継ぎ目部凹部との付着性、気密性が良好であり、深い溝を有するような継ぎ目部凹部であっても経年による素材の変形に追従することができるものである。また、継ぎ目部凹部に補修材層を充填した後にパテ塗布工程を組み入れることで、熟練を要することなく短時間で、処理層表面と未処理層表面との間に生じる段差を自然に目立たせなくでき、その上に施工される表面仕上げの仕上がりに及ぼす影響の少ない継ぎ目部処理層を形成することが可能である。
【発明を実施するための最良の形態】
【0014】
本発明の処理工法に適用される板状材としては、石膏ボード、パーティクルボード、合板、ケイ酸カルシウム板などの建築物壁面に使用される板状材等が挙げられる。本発明において板状材の継ぎ目部凹部とは、隣接した複数の板状材間の接合部に形成された凹部を意味する。例えば、エッジ部が処理された石膏ボードの場合では、継ぎ目部凹部が、幅が0.3〜3cm、深さが0.2〜10mm程度のV字上の溝となっている場合もある。
【0015】
本発明の処理工法に使用される固形状補修材は、熱可塑性樹脂成分を主成分とする固形状のものであり加熱により溶融するものが望ましい。具体的には融点が30〜150℃、好ましくは50〜140℃の範囲内であることが望ましい。融点がこの範囲内にあると、施工後に粘着性が残ったり、タレたりすることなく且つ放冷により容易に硬化できるため施工能率も適当であるのでよい。
【0016】
主成分である熱可塑性樹脂としては、例えばポリエチレン樹脂、ポリプロピレン樹脂、塩素化ポリプロピレン樹脂、ポリウレタン樹脂、エチレン酢酸ビニル共重合体、ポリイミド樹脂等の樹脂が挙げられる。上記固形状補修材は熱可塑性樹脂の他にワックス、充填剤、添加剤、顔料、難燃化剤等を必要に応じて添加したものであってもよいが、固形状補修材中における熱可塑性樹脂の含有量は、20質量%以上、特に30質量%以上であることが形成される補修材層の可とう性と継ぎ目部凹部に対する付着性の点から適している。
【0017】
顔料は、補修材層の研磨性を向上させるために必要に応じて配合することができるものであり、その場合の好ましい配合量としては、顔料体積濃度で例えば5〜80%、好ましくは20〜60%の範囲内にあることができる。本明細書において、顔料体積濃度とは、塗料中の全樹脂分と全顔料の合計固形分に占める全顔料分の体積割合である。顔料の体積を算出する際のもとになる顔料の比重は「塗料原料便覧第6版」(社団法人日本塗料工業会)によるものであり、また、樹脂固形分の比重は1と近似するものとする。
【0018】
固形状補修材に含まれていることが望ましい顔料としては、例えば、タルク、マイカ、硫酸バリウム、カオリン、炭酸カルシウム、クレー、シリカ、石英、ガラスなどの体質顔料;チタン白、ベンガラ、カーボンブラック、鉄黒などの着色顔料が挙げられ、さらにガラスバルーン、プラスチックバルーンなどの中空粒子も包含させることができる。これらは1種または2種以上併用して使用できる。
【0019】
上記難燃化剤としては、例えば水酸化アルミ、水酸化マグネシウムなどの金属水酸化物;スルファミン酸グアニジン、メラミンシアヌレート、メレムなどの窒素系難燃剤、ポリリン酸アンモニウム、ポリリン酸メラミン、トリクレジルホスフェート、トリエチルホスフェート、クレジルジフェニルホスフェート、キシレニルジフェニルホスフェート、酸性リン酸エステルなどのリン系化合物;テトラブロモビスフェノールA、オクタブロモジフェニルオキサイド、デカブロモジフェニルオキサイド、ヘキサブロモシクロドデカン、トリス(トリブロモアルキル)ホスフェートなどの臭素系化合物などが挙げられ、これらは1種又は2種以上混合して用いることができるが、安全性の点から金属水酸化物がよい。また該難燃剤は、三酸化アンチモン、五酸化アンチモンなどの助剤成分を含んでいてもよい。
【0020】
該難燃剤を配合する場合の配合量としては、熱可塑性樹脂固形分100質量部に対して、1〜50質量部、好ましくは3〜30質量部の範囲内が適当である。
【0021】
上記固形状補修材は、例えば熱可塑性樹脂に加えて必要に応じて配合される顔料、難燃化材などの成分を融点以上に加熱混合し、該混合物を目的とする形状の口金を通じて射出成型することで得ることができる。
【0022】
上記固形状補修材の形状としては、特に制限はない。例えば平板状であってもよいし、ブロック状、棒状、線状であってもよい。
【0023】
本発明においては、固形状補修材による充填作業をより効率的に進行させるべく、加熱熔融前の固形状補修材が、継ぎ目部凹部の形状、大きさ、長さに準じたものであることが望ましく、固形状補修材が、目的とする継ぎ目部凹部に嵌合可能な形状を有するものであることが適している。また、上記固形状補修材としては、継ぎ目部凹部に熔融された固形状補修材を充填したときに露出する部分が板状材表面に対して盛気味となるような形状であるとよい。
【0024】
例えば継ぎ目部凹部がV字状の溝である場合、このものに適した固形状補修材の形状の例としては、継ぎ目部凹部と同程度の長さの棒状であって、その断面が、中心角が継ぎ目部凹部と同程度の角度を有し、継ぎ目部凹部の幅と同程度の長さの弦を有する扇形である形状などであることができる。
【0025】
本発明処理工法においては継ぎ目部凹部充填作業時に固形状補修材を加熱熔融させるのであるから、継ぎ目部凹部の形状と固形状補修材の形状が多少は異なっていてもよいのは勿論であるし、充填作業前或いは作業時において固形状補修材の形状を必要に応じて適宜変形することも可能である。
【0026】
上記固形状補修材を溶融させるための加熱体としては、通常の加熱器具が使用でき、アイロン、ドライヤー、コテ、遠赤外線ヒーター、発熱装置を具備するローラー等を挙げることができる。これらは、補修部位の程度により適宜選択して使用できる。
【0027】
本発明においては固形状補修材の溶融加熱時において、上記した加熱器具をそのまま使用してもよいが、加熱体と固形状補修材との間に離型材が設けられていることが望ましい。これにより溶融された固形状補修材が加熱体に付着することを防止することができる。離型材を設ける具体的な方法としては、加熱体の固形状補修材に接する部分を、フッ素樹脂系、シリコーン樹脂系又はフッ素樹脂・シリコーン樹脂系等を主成分とする離形材により処理加工を施す方法、前記離型材にて表面を処理加工された金属板を加熱体先端に取り付ける方法、前記離形材を金属フィルムや紙等に処理加工した離型シートを固形状補修材と加熱体の間に設けて補修施工する方法等が挙げられる。
【0028】
本発明においては、上記固形状補修材を加熱により熱溶融させて継ぎ目部凹部に押圧せしめ充填させ補修材層を形成せしめた後には、放冷して該補修材層を硬化することができ、必要に応じてはみ出した補修材層を除去したり、研磨することもできる。
【0029】
本発明の板状材の継ぎ目部処理工法においては、上記固形状補修材により形成された補修材層表面及び継ぎ目部周囲の板状材表面にパテを塗布する。
【0030】
パテ塗布は継ぎ目部凹部に充填された補修材層の不陸を解消させると共に、板状材表面と補修材層の付着を補強でき、接合された板状材の気密性を向上させるために設けられる必須の工程である。
【0031】
パテとしては、従来公知のものを制限なく使用でき、具体的には上記熱可塑性樹脂以外の樹脂成分及び顔料を含むペースト状の組成物であって、例えば、合成樹脂エマルション系、エポキシ樹脂系等の樹脂系の上塗りパテ、中塗りパテ等を挙げることができ、継ぎ目部凹部の状態や作業環境に応じて適宜選択することができる。
【0032】
パテの塗布は、ヘラ、ガンなど公知の塗装器具を使用することができるが、本発明処理工法においては、補修材層により継ぎ目部凹部がすでに充填されているのでパテ塗布作業時間を短縮でき、塗布作業性が良好であるという利点を有する。
【0033】
上記パテの塗布は、パテベラ等の塗装器具を使用し、段差が目立たないように且つ上記補修材層表面を全て覆うように塗布する。乾燥条件は、常温乾燥の場合2〜8時間程度であるが、必要に応じて強制乾燥、加熱乾燥をしてもよい。また、形成されたパテ層表面を必要に応じて研磨することが望ましい。
【0034】
塗布量としては継ぎ目部の状態や塗布の仕方などにより適宜調整されるものであるが、例えば該補修材層の最大幅に対して2〜30倍、特に5〜20倍の幅、平均厚さ0.5〜4.0mmの範囲内で塗布することができる。本明細書において平均厚さとは、層の中で最も厚い部分の半分の値とする。
【0035】
本発明処理工法においては、補修材層が形成された後、パテ塗布工程と乾燥工程を2回以上行うことが望ましい。これにより、補修材層形成後の不陸解消をより確実に果たすことができる。
【0036】
本発明処理工法において上記パテ塗布により形成されるパテ層は、中塗りパテ層と上塗りパテ層からなるものであってもよい。
【0037】
中塗りパテ及び上塗りパテは、厳密に区別されるものではなく、厚付け用に使用されるものを中塗りパテ、薄付け用に使用されるものを上塗りパテと一般に称するが、本明細書においては中塗りパテは顔料体積濃度が80%以上のものであり、上塗りパテは、顔料体積濃度が80%未満のものと定義する。
【0038】
中塗りパテは、補修材層表面及び継ぎ目部周囲の板状材表面に塗布することができる。
【0039】
このとき中塗りパテは補修材層表面を全部覆うように段差が目立たないように塗布することが適している。
【0040】
中塗りパテの塗布幅としては補修材層の幅や厚さ等に応じて適宜調整できるが、例えばパテベラ等の塗装器具を用いて段差が目立たないように補修材層の最大幅に対して2〜30倍、特に5〜15倍、平均厚さ0.5〜3.0mmの範囲内で塗布することができる。
【0041】
乾燥条件は常温乾燥の場合2〜8時間程度であるが必要に応じて強制乾燥、加熱乾燥をしてもよい。
【0042】
また、中塗りパテを補修材層表面及び継ぎ目部周囲の板状材表面に塗布する場合の別の例としては中塗りパテを補修材層幅の二等分線部分を露出させるように且つ補修材層と板状材表面との境界線部分は覆うように塗布してもよい。これにより最終的に形成される処理層表面と未処理層表面である板状材表面との段差を目立たせなくすることが可能である。
【0043】
この場合、中塗りパテの塗布幅としては補修材層の幅等に応じて適宜調整できるが、例えばパテベラ等の塗装器具を用いて段差が目立たないように1〜20cm、特に2〜10cmの幅、平均厚さ0.5〜3.0mmの範囲内で塗布することができる。
【0044】
乾燥条件は常温乾燥の場合2〜8時間程度であるが必要に応じて強制乾燥、加熱乾燥をしてもよい。
【0045】
本発明処理工法では、中塗りパテ塗布工程で得られた中塗りパテ層表面または補修材層及び中塗りパテ層による複合処理層表面を全て覆うように上塗りパテを塗布し、乾燥させた後、該上塗りパテ層表面を研磨してもよい。上塗りパテ層を設けることによって、本発明工法で得られる処理層表面の平滑性、外観が良好となり、後述される塗装やクロス等による表面仕上げ後の外観が良好となる。
【0046】
この場合上塗りパテの塗布量としては適宜調整されるものであるが、例えばパテヘラ等の塗装器具を使用し、該中塗りパテ層表面または上記複合処理層表面の最大幅に対して1.2〜10倍、特に2〜3倍の幅、平均厚さ0.5〜1.5mmの範囲内で塗布することができる。
【0047】
乾燥条件は常温乾燥の場合2〜8時間程度であるが必要に応じて強制乾燥、加熱乾燥してもよい。
【0048】
上記上塗りパテ層の乾燥後、研磨を行う。研磨はサンドペーパーなどを用いて目視による目立った段差がないように行われる。このとき、下層である補修材層や中塗りパテ層が露出しないように上塗りパテ層のみを研磨することが適している。
【0049】
また、本発明処理工法では必要に応じて、当該分野で使用される網目状のジョイントテープを、補修材層とパテ層との間、もしくは中塗りパテ層と上塗りパテ層との間に介在させてもよい。
【0050】
本発明は、板状材の継ぎ目部凹部を固形状補修材とパテを用いて上記の如くして処理した後、該処理層表面を含む板状材表面全体を上塗り塗装するかもしくはクロスを貼り付けてなる継ぎ目部を備えた板状材の表面仕上げ方法を提供する。
【0051】
本発明方法で使用される上塗り塗料としては、特に制限なく従来公知の水系または有機溶剤系の塗料が適用できる。該上塗り塗料としては、例えば、アクリル樹脂、アクリル・ウレタン樹脂、ポリウレタン樹脂、フッ素樹脂、シリコン・アクリル樹脂などを主成分とし、顔料類や塗料用添加剤等を含有するものが挙げられる。
【0052】
上記上塗り塗料に用いられる顔料類としては、チタン白等の着色顔料;炭酸カルシウム、含水珪酸マグネシウム、タルク、マイカ、クレー、バリタ等の体質顔料が挙げられるが、必要に応じて活性アルミナ、珪藻土、層状粘土等の吸着剤や防錆顔料を包含することができる。
【0053】
塗料用添加剤としては、顔料分散剤、界面活性剤、分散剤、消泡剤、増粘剤、造膜助剤、防腐剤、防カビ剤、凍結防止剤、pH調整剤、フラッシュラスト抑止剤、アルデヒド捕捉/吸着剤等が挙げられる。
【0054】
上記上塗り塗料の塗装は、スプレー、ローラー、刷毛などの方法で、80〜300g/m2の範囲の塗布量が適している。また、該上塗り塗料の塗装の前に、板状材表面及び上記処理層表面との付着性向上のために必要に応じてシーラーや下地調整剤などの下塗り材を塗装してもよい。
【0055】
本発明の継ぎ目部処理工法により得られる処理層は、段差が目立たない上に上記熱可塑性樹脂を主成分とする固形状補修材による補修材層が充填されているので、パテ層表面に上塗り塗装を施してもパテ層による上塗り塗料吸い込みが目立たない程度にすることが可能である。
【0056】
一方、本発明の継ぎ目部処理工法により得られる処理層は、段差が目立たないので、クロス仕上げにも適している。本発明表面仕上げ方法で使用されるクロスとは、従来から壁面に対して施工される従来公知のものでよく、具体的にはビニルクロス、布クロス、紙クロス等を挙げることができる。クロス貼り付け方法は常法によるもので差し支えない。
【実施例】
【0057】
固形状補修材の調製
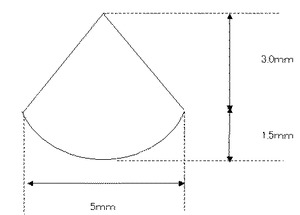
融点が105〜135℃の「アウローレン150S」(商品名、日本製紙ケミカル社製、ポリプロピレン樹脂系熱可塑性樹脂)を加熱溶融し、図1に示す扇状の口金を通して射出し成形することによって断面が図1に示す形状で長さが1mの固形状補修材(A)を得た。
【0058】
試験板の作成
実施例1
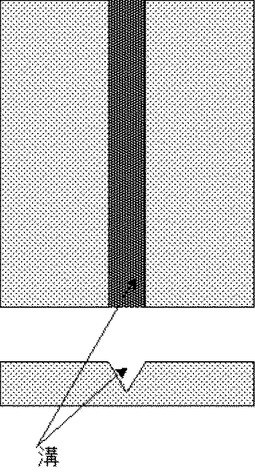
ベヘルエッジ処理された石膏ボードを2枚貼りあわせ、釘で固定したものを試験板用素材とした。試験板用素材を図2に示す。
【0059】
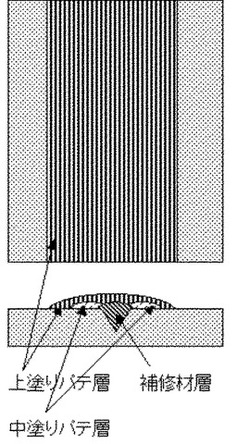
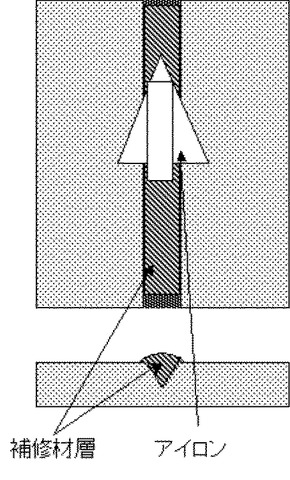
図2の試験用素材では、継ぎ目部が、長さが約1m、深さが0.3cmで幅が0.5cmのV字状の溝である形状を備えている。この溝に対し、図3に示すように補修材(A)の中心角部分を溝に接触させてはめ込みつつ補修材(A)の弧の部分が表面に露出するように埋め込んだ後、フッ素樹脂加工したアイロンなどで熱熔融させて密着させ補修材(A)による補修材層を得た。次いで図4に示すように、補修材層とボードとの境界線を覆うように、顔料体積濃度が約85%の市販品中塗りパテ(JISK 5669 一般厚付け用)を、段差が目立たないようにヘラで塗布し、5時間乾燥させた。このとき片側の中塗りパテ層の幅は約40mm、平均厚さ2.0mmであった。また、補修材層幅に対する二等分線部分が幅0.3cm程度露出した状態となっている。次いで図5に示すように、補修材層と中塗りパテ層による複合処理層表面を覆うように、且つ段差が目立たないように顔料体積濃度が75%の市販品上塗りパテ(JIS K 5669 一般薄付け用)をヘラで塗布し、3時間乾燥させた後、♯240のサンドペーパーで段差が目立たないように且つ補修材層や中塗りパテ層が露出しないように研磨作業を行い、研磨処理面を得た。このとき上塗りパテ層は該複合処理層表面の最大幅に対して約2倍、平均厚さ0.5mm程度であった。ついで上記研磨処理面を含む石膏ボード全面に、「EPシーラー白」(商品名、関西ペイント社製、シーラー)「ビニデラックス300」(商品名、関西ペイント社製、JIS K 5663 1種アクリル樹脂系艶消し水性塗料)を中毛ローラーにて120g/m2の塗布量にて塗装した。さらに2時間経過後、同じ塗料にて同様に塗装した。外観を目視で評価したところ継ぎ目部処理跡が目立たず良好な仕上がりを得た。
【0060】
実施例2
上記実施例1において研磨処理面を得た後、上記研磨処理面を含む石膏ボード全面に、市販のビニルクロスを貼り付けた。外観を目視で評価したところ継ぎ目部処理跡が目立たず良好な仕上がりを得た。
【0061】
実施例3
上記実施例1において、補修材(A)による補修材層を得た後、図6に示すように、補修材層を覆うように且つ段差が目立たないように顔料体積濃度が85%の市販品中塗りパテ(JIS K 5669 一般厚付け用)をヘラで塗布し、5時間乾燥させた。このとき中塗りパテ層の幅は補修材層の最大幅に対して約7倍、平均厚さ2.5mmであった。次いで図7に示すように、中塗りパテ層表面を覆うように、且つ段差が目立たないように顔料体積濃度が約75%の市販品上塗りパテ(JIS K 5669 一般薄付け用)をヘラで塗布し、3時間乾燥させた後、♯240のサンドペーパーで目視で段差が目立たないように且つ補修材層や中塗りパテ層が露出しないように研磨作業を行い、研磨処理面を得た。このとき上塗りパテ層は中塗りパテ層表面の最大幅に対して約2倍、平均厚さ0.5mm程度であった。次いで上記研磨処理面を含む石膏ボード全面に、「EPシーラー白」(商品名、関西ペイント社製、シーラー)「ビニデラックス300」(商品名、関西ペイント社製、JIS K 5663 1種アクリル樹脂系艶消し水性塗料)を中毛ローラーにて120g/m2の塗布量にて塗装した。さらに2時間経過後、同じ塗料にて同様に塗装した。外観を目視で評価したところ継ぎ目部処理跡が目立たず良好な仕上がりを得た。
【0062】
実施例4
上記実施例3において研磨処理面を得た後、上記研磨処理面を含む石膏ボード全面に、市販のビニルクロスを貼り付けた。外観を目視で評価したところ継ぎ目部処理跡が目立たず良好な仕上がりを得た。
【0063】
実施例5
上記実施例1において、補修材(A)による補修材層を得た後、図6に示すように、補修材層を覆うように且つ段差が目立たないように顔料体積濃度が85%の市販品中塗りパテ(JIS K 5669 一般厚付け用)をヘラで塗布し、5時間乾燥させた。このとき中塗りパテ層の幅は補修材層の最大幅に対して約20倍、平均厚さ2.5mmであった。次いで♯240のサンドペーパーで段差が目立たないように且つ補修材層が露出しないように研磨作業を行い、研磨処理面を得た。次いで上記研磨処理面を含む石膏ボード全面に、「EPシーラー白」(商品名、関西ペイント社製、シーラー)「ビニデラックス300」(商品名、関西ペイント社製、JIS K 56631種アクリル樹脂系艶消し水性塗料)を中毛ローラーにて120g/m2の塗布量にて塗装した。さらに2時間経過後、同じ塗料にて同様に塗装した。外観を目視で評価したところ継ぎ目部処理跡が目立たず良好な仕上がりを得た。
【0064】
実施例6
上記実施例5において研磨処理面を得た後、上記研磨処理面を含む石膏ボード全面に、市販のビニルクロスを貼り付けた。外観を目視で評価したところ継ぎ目部処理跡が目立たず良好な仕上がりを得た。
【0065】
実施例7
上記実施例1において、補修材(A)による補修材層を得た後、図7に示すように、補修材層を覆うように且つ段差が目立たないように顔料体積濃度が75%の市販品上塗りパテ(JIS K 5669 一般薄付け用)をヘラで塗布し、3時間乾燥させた。このとき上塗りパテ層の幅は補修材層の最大幅に対して約20倍、平均厚さ1.0mmであった。次いで図8に示すように、1層目上塗りパテ層を覆うように市販品上塗りパテ(JIS K 5669 一般薄付け用)をヘラで塗布し、3時間乾燥させた。2層目のパテ層の幅は補修材層の最大幅に対して約30倍、平均厚さ1.0mmであった。次いで♯240のサンドペーパーで段差が目立たないように且つ補修材層が露出しないように研磨作業を行い、研磨処理面を得た。次いで該研磨処理面を含む石膏ボード全面に、「EPシーラー白」(商品名、関西ペイント社製、シーラー)「ビニデラックス300」(商品名、関西ペイント社製、JIS K 56631種アクリル樹脂系艶消し水性塗料)を中毛ローラーにて120g/m2の塗布量にて塗装した。さらに2時間経過後、同じ塗料にて同様に塗装した。外観を目視で評価したところ継ぎ目部処理跡が目立たず良好な仕上がりを得た。
【0066】
実施例8
上記実施例7において研磨処理面を得た後、該研磨処理面を含む石膏ボード全面に、市販のビニルクロスを貼り付けた。外観を目視で評価したところ継ぎ目部処理跡が目立たず良好な仕上がりを得た。
【0067】
比較例1
試験用素材のV字状の溝に、顔料体積濃度が約85%の市販品中塗りパテ(JIS K 5669 一般厚付け用)を埋めるようにヘラで塗布し、直ちにヘラで市販の目地テープを完全に密着させるように押さえ、しごいた。このときのパテ層の幅は約120mm、ボードからの平均厚さ1.5mmであった。16時間乾燥後、同じ中塗りパテをヘラで塗布し、4時間乾燥させた。このときのパテ層の幅は約175mm、平均厚さ1.5mmであった。次いで図4に示すように、2層目のパテ層とボードとの境界線を覆うように、中塗りパテを、段差が目立たないようにヘラで塗布し、3時間乾燥させた。このとき片側の中塗りパテ層の幅は約250mm、平均厚さ1.5mmであった。さらに、補修材層と中塗りパテ層による複合処理層表面を覆うように、且つ段差が目立たないように顔料体積濃度が75%の市販品上塗りパテをヘラで塗布し、3時間乾燥させた後、♯240のサンドペーパーで段差が目立たないように且つ補修材層や中塗りパテ層が露出しないように研磨作業を行い、研磨処理面を得た。このとき上塗りパテ層は該複合処理層表面の幅に対して約1.5倍、平均厚さ0.5mm程度であった。ついで上記研磨処理面を含む石膏ボード全面に、「EPシーラー白」(商品名、関西ペイント社製、シーラー)「ビニデラックス300」(商品名、関西ペイント社製、JIS K 56631種アクリル樹脂系艶消し水性塗料)を中毛ローラーにて120g/m2の塗布量にて塗装した。さらに2時間経過後、同じ塗料にて同様に塗装した。トータルの作業時間が非常に長く、また作業内容も熟練を要したが、継ぎ目部処理跡が目立たない仕上がりを得た。
【0068】
比較例2
上記実施例1において、補修材(A)による補修材層を得た後、上記補修材層表面を含む石膏ボード全面に、「EPシーラー白」(商品名、関西ペイント社製、シーラー)「ビニデラックス300」(商品名、関西ペイント社製、JIS K 56631種アクリル樹脂系艶消し水性塗料)を中毛ローラーにて120g/m2の塗布量にて塗装した。さらに2時間経過後、同じ塗料にて同様に塗装した。外観を目視で評価したところ継ぎ目部処理跡の不陸が目立ち仕上がりが良いとはいえなかった。
【図面の簡単な説明】
【0069】
【図1】図1は、本発明実施例における補修材(A)を製造するための口金の断面図の概略図である。
【図2】図2は、ベベルエッジ処理された2枚の石膏ボードを張り合わせた1例の正面図と断面図の概略図である。
【図3】図3は、図2記載の石膏ボード継ぎ目部凹部に固形状補修材を充填した1例の正面図と断面図の概略図である。
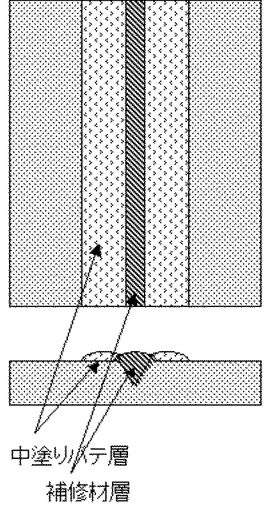
【図4】図4は、図3記載の補修材層に中塗りパテを塗布した1例の正面図と断面図の概略図である。
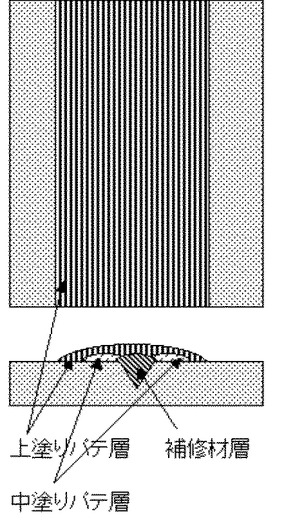
【図5】図5は、本発明の処理工法で得られる処理層の1例の正面図と断面図の概略図である。
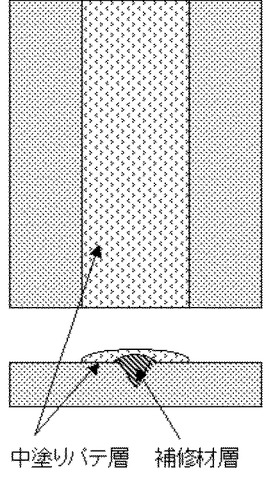
【図6】図6は、図3記載の補修材層に中塗りパテを塗布した1例の正面図と断面図の概略図である。
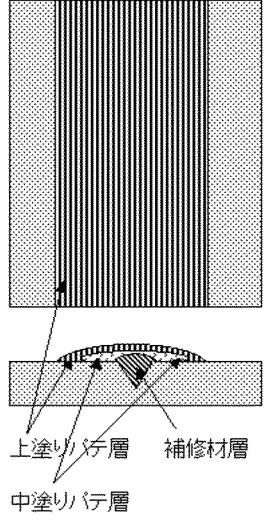
【図7】図7は、本発明の処理工法で得られる処理層の1例の正面図と断面図の概略図である。
【図8】図8は、図3記載の補修材層に中塗りパテを塗布した1例の正面図と断面図の概略図である。
【図9】図9は、本発明の処理工法で得られる処理層の1例の正面図と断面図の概略図である。
【技術分野】
【0001】
本発明は、熟練を要さず、短時間で施工可能な板状材の継ぎ目部処理工法及び継ぎ目部を備えた板状材の表面仕上げ方法に関する。
【背景技術】
【0002】
一般に建築物の内装に用いられる壁は石膏ボード、合板、パーティクルボードなどの板状材を複数接合して製造されている。こうした板状材の接合部あるいは表面の欠損部などの凹部にパテを充填し、その後内装壁全面に塗装を施したり、クロス材を貼り付けたりすることが行われている。
【0003】
しかしながらこうしたパテによる処理方法では、施工後肉やせすることがあり、仕上がり外観が不十分な場合があった。また、パテ層上に塗装を施した場合、塗料の樹脂成分がパテ層に吸い込まれ、ツヤムラ、色違いの他、乾燥時の造膜不良により塗膜が割れることもあった。また、上記したパテによるパテ層は硬いことから素材の動きに追従できず経年後石膏ボードなどの接合部分に亀裂が生じる要因ともなっている。
【0004】
こうした問題点に対し本出願人は、特許文献1において熱可塑性樹脂を主成分とする特定の範囲の融点を有する固形状の補修材を加熱体で熱溶融させ、これを接合部分などの凹部に充填せしめる補修方法を提案した。
【0005】
この補修方法によれば簡易に短時間で施工ができ、補修作業からすぐに塗装あるいはクロス貼り付けなどの作業に着手することができる上、最終的な仕上がり外観も優れたものとすることができるが、石膏ボードなどの板状材の継ぎ目部など深い凹部の補修では形成された補修材層の不陸を解消するには至らない場合があった。
【0006】
一般に石膏ボードの継ぎ目部はテーパーエッジ処理、ベベルエッジ処理など種々の形状でエッジ部が処理され通常にはV字状の溝が形成されており、パテと継ぎ目用のテープを用いて次の手順で処理されることが知られている。(1)下塗りパテで凹部を平滑になるまで充填する。この際、パテが乾燥して肉やせが生じた場合はもう一度下塗りパテを塗布する、(2)下塗りパテ層表面に、継ぎ目を補強するためにジョイントテープを貼り、ジョイントテープが下塗りパテ層表面に完全に密着するようにヘラで押さえしごく、(3)テープを隠すように盛気味にしかも幅広く中塗りパテを塗布し、その上に上塗りパテを塗布しパテ跡が目立たないように研磨する。
【0007】
しかしながらパテとジョイントテープを組み合わせた上記継ぎ目部の処理方法は熟練と時間を要するものであり、工程も煩雑で施工期間が長いという問題がある。
【0008】
また特許文献2には隣接した乾式ボード間の目地部に対し、シーリング材及び/又はパテ材を充填した後、特定の合成樹脂エマルションを含む下塗り材を塗布し、上塗り材を塗装することを特徴とする建築物壁面の塗装工法が開示されている。
【0009】
上記塗装工法によれば、下塗り材塗布によって各層の密着性が高まり、長期に渡って美観性を維持することができるものであるが、乾燥後の肉やせを予想しながら目地部に対してパテ材を充填する作業は熟練と時間を要するものであり、また、目地部に対してシーリング材を空気が入らないように均しつつ充填するのは熟練を要するものであり、簡単に施工できるものではないのが実情である。
【0010】
【特許文献1】特開2005−23783号公報
【特許文献2】特開2005−246319号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明の目的は、熟練を要さずに短時間で施工でき、塗装やクロス貼り付けなどの表面処理施工後に継ぎ目部処理跡が目立たないような板状材の継ぎ目部処理工法及び継ぎ目部を備えた板状材の表面仕上げ方法を提案することにある。
【課題を解決するための手段】
【0012】
本発明者らは上記した課題について鋭意検討した結果、板状材の継ぎ目部凹部に熱可塑性樹脂を主成分とする固形状補修材を熱熔融さたものを充填し、その上にパテ塗布、研磨をすることで、熟練や時間を要することなく凹部を充填でき、且つその上に施工される表面仕上げの仕上がりに及ぼす影響の少ない継ぎ目部処理層を形成することができることを見出し、本発明に到達した。
すなわち本発明は、
1. (1)熱可塑性樹脂を主成分とする固形状補修材を加熱体で熱溶融させ、これを隣接した板状材の継ぎ目部凹部に押圧せしめ充填し、継ぎ目部凹部に補修材層を形成する工程、
(2)補修材層表面及び継ぎ目部周囲の板状材表面に、パテを塗布し、乾燥させた後、該パテ層表面を研磨する工程、
を含むことを特徴とする板状材の継ぎ目部処理工法、
2. 工程(2)において、パテ塗布工程及び乾燥工程を2回以上行うことを特徴とする1項に記載の板状材の継ぎ目部処理工法、
3. パテ層が中塗りパテ層と上塗りパテ層からなるものであって、工程(2)が、補修材層表面及び継ぎ目部周囲の板状材表面に、補修材層表面を全部覆うように中塗りパテを塗布し乾燥させた後、形成された中塗りパテ層表面を全て覆うように上塗りパテを塗布し乾燥させた後、該上塗りパテ層表面を研磨する工程であることを特徴とする1項に記載の板状材の継ぎ目部処理工法、
4. パテ層が中塗りパテ層と上塗りパテ層からなるものであって、工程(2)が、補修材層表面及び継ぎ目部周囲の板状材表面に、補修材層幅の二等分線部分を露出させるように且つ補修材層表面と板状材表面との境界線部分は覆うように中塗りパテを塗布し乾燥させた後、形成された補修材層と中塗りパテ層による複合処理層表面を全て覆うように上塗りパテを塗布し乾燥させた後、該上塗りパテ層表面を研磨する工程であることを特徴とする1項に記載の板状材の継ぎ目部処理工法、
5. 固形状補修材が、継ぎ目部凹部に嵌合可能な形状を有するものである1項ないし4項のいずれか1項に記載の板状材の継ぎ目部処理工法、
6. 1項ないし5項のいずれか1項に記載の工法による処理層表面を含む板状材表面全体を上塗り塗装するかもしくはクロスを貼り付けてなる継ぎ目部を備えた板状材の表面仕上げ方法、
に関する。
【発明の効果】
【0013】
本発明の処理工法における固形状補修材は熱可塑性樹脂を主成分としていることから、加熱による軟化により継ぎ目部凹部に対して隙間無く容易に充填でき、放冷により容易に硬化するので短時間で補修材層を形成することができる。かかる補修材層は可とう性を有し、継ぎ目部凹部との付着性、気密性が良好であり、深い溝を有するような継ぎ目部凹部であっても経年による素材の変形に追従することができるものである。また、継ぎ目部凹部に補修材層を充填した後にパテ塗布工程を組み入れることで、熟練を要することなく短時間で、処理層表面と未処理層表面との間に生じる段差を自然に目立たせなくでき、その上に施工される表面仕上げの仕上がりに及ぼす影響の少ない継ぎ目部処理層を形成することが可能である。
【発明を実施するための最良の形態】
【0014】
本発明の処理工法に適用される板状材としては、石膏ボード、パーティクルボード、合板、ケイ酸カルシウム板などの建築物壁面に使用される板状材等が挙げられる。本発明において板状材の継ぎ目部凹部とは、隣接した複数の板状材間の接合部に形成された凹部を意味する。例えば、エッジ部が処理された石膏ボードの場合では、継ぎ目部凹部が、幅が0.3〜3cm、深さが0.2〜10mm程度のV字上の溝となっている場合もある。
【0015】
本発明の処理工法に使用される固形状補修材は、熱可塑性樹脂成分を主成分とする固形状のものであり加熱により溶融するものが望ましい。具体的には融点が30〜150℃、好ましくは50〜140℃の範囲内であることが望ましい。融点がこの範囲内にあると、施工後に粘着性が残ったり、タレたりすることなく且つ放冷により容易に硬化できるため施工能率も適当であるのでよい。
【0016】
主成分である熱可塑性樹脂としては、例えばポリエチレン樹脂、ポリプロピレン樹脂、塩素化ポリプロピレン樹脂、ポリウレタン樹脂、エチレン酢酸ビニル共重合体、ポリイミド樹脂等の樹脂が挙げられる。上記固形状補修材は熱可塑性樹脂の他にワックス、充填剤、添加剤、顔料、難燃化剤等を必要に応じて添加したものであってもよいが、固形状補修材中における熱可塑性樹脂の含有量は、20質量%以上、特に30質量%以上であることが形成される補修材層の可とう性と継ぎ目部凹部に対する付着性の点から適している。
【0017】
顔料は、補修材層の研磨性を向上させるために必要に応じて配合することができるものであり、その場合の好ましい配合量としては、顔料体積濃度で例えば5〜80%、好ましくは20〜60%の範囲内にあることができる。本明細書において、顔料体積濃度とは、塗料中の全樹脂分と全顔料の合計固形分に占める全顔料分の体積割合である。顔料の体積を算出する際のもとになる顔料の比重は「塗料原料便覧第6版」(社団法人日本塗料工業会)によるものであり、また、樹脂固形分の比重は1と近似するものとする。
【0018】
固形状補修材に含まれていることが望ましい顔料としては、例えば、タルク、マイカ、硫酸バリウム、カオリン、炭酸カルシウム、クレー、シリカ、石英、ガラスなどの体質顔料;チタン白、ベンガラ、カーボンブラック、鉄黒などの着色顔料が挙げられ、さらにガラスバルーン、プラスチックバルーンなどの中空粒子も包含させることができる。これらは1種または2種以上併用して使用できる。
【0019】
上記難燃化剤としては、例えば水酸化アルミ、水酸化マグネシウムなどの金属水酸化物;スルファミン酸グアニジン、メラミンシアヌレート、メレムなどの窒素系難燃剤、ポリリン酸アンモニウム、ポリリン酸メラミン、トリクレジルホスフェート、トリエチルホスフェート、クレジルジフェニルホスフェート、キシレニルジフェニルホスフェート、酸性リン酸エステルなどのリン系化合物;テトラブロモビスフェノールA、オクタブロモジフェニルオキサイド、デカブロモジフェニルオキサイド、ヘキサブロモシクロドデカン、トリス(トリブロモアルキル)ホスフェートなどの臭素系化合物などが挙げられ、これらは1種又は2種以上混合して用いることができるが、安全性の点から金属水酸化物がよい。また該難燃剤は、三酸化アンチモン、五酸化アンチモンなどの助剤成分を含んでいてもよい。
【0020】
該難燃剤を配合する場合の配合量としては、熱可塑性樹脂固形分100質量部に対して、1〜50質量部、好ましくは3〜30質量部の範囲内が適当である。
【0021】
上記固形状補修材は、例えば熱可塑性樹脂に加えて必要に応じて配合される顔料、難燃化材などの成分を融点以上に加熱混合し、該混合物を目的とする形状の口金を通じて射出成型することで得ることができる。
【0022】
上記固形状補修材の形状としては、特に制限はない。例えば平板状であってもよいし、ブロック状、棒状、線状であってもよい。
【0023】
本発明においては、固形状補修材による充填作業をより効率的に進行させるべく、加熱熔融前の固形状補修材が、継ぎ目部凹部の形状、大きさ、長さに準じたものであることが望ましく、固形状補修材が、目的とする継ぎ目部凹部に嵌合可能な形状を有するものであることが適している。また、上記固形状補修材としては、継ぎ目部凹部に熔融された固形状補修材を充填したときに露出する部分が板状材表面に対して盛気味となるような形状であるとよい。
【0024】
例えば継ぎ目部凹部がV字状の溝である場合、このものに適した固形状補修材の形状の例としては、継ぎ目部凹部と同程度の長さの棒状であって、その断面が、中心角が継ぎ目部凹部と同程度の角度を有し、継ぎ目部凹部の幅と同程度の長さの弦を有する扇形である形状などであることができる。
【0025】
本発明処理工法においては継ぎ目部凹部充填作業時に固形状補修材を加熱熔融させるのであるから、継ぎ目部凹部の形状と固形状補修材の形状が多少は異なっていてもよいのは勿論であるし、充填作業前或いは作業時において固形状補修材の形状を必要に応じて適宜変形することも可能である。
【0026】
上記固形状補修材を溶融させるための加熱体としては、通常の加熱器具が使用でき、アイロン、ドライヤー、コテ、遠赤外線ヒーター、発熱装置を具備するローラー等を挙げることができる。これらは、補修部位の程度により適宜選択して使用できる。
【0027】
本発明においては固形状補修材の溶融加熱時において、上記した加熱器具をそのまま使用してもよいが、加熱体と固形状補修材との間に離型材が設けられていることが望ましい。これにより溶融された固形状補修材が加熱体に付着することを防止することができる。離型材を設ける具体的な方法としては、加熱体の固形状補修材に接する部分を、フッ素樹脂系、シリコーン樹脂系又はフッ素樹脂・シリコーン樹脂系等を主成分とする離形材により処理加工を施す方法、前記離型材にて表面を処理加工された金属板を加熱体先端に取り付ける方法、前記離形材を金属フィルムや紙等に処理加工した離型シートを固形状補修材と加熱体の間に設けて補修施工する方法等が挙げられる。
【0028】
本発明においては、上記固形状補修材を加熱により熱溶融させて継ぎ目部凹部に押圧せしめ充填させ補修材層を形成せしめた後には、放冷して該補修材層を硬化することができ、必要に応じてはみ出した補修材層を除去したり、研磨することもできる。
【0029】
本発明の板状材の継ぎ目部処理工法においては、上記固形状補修材により形成された補修材層表面及び継ぎ目部周囲の板状材表面にパテを塗布する。
【0030】
パテ塗布は継ぎ目部凹部に充填された補修材層の不陸を解消させると共に、板状材表面と補修材層の付着を補強でき、接合された板状材の気密性を向上させるために設けられる必須の工程である。
【0031】
パテとしては、従来公知のものを制限なく使用でき、具体的には上記熱可塑性樹脂以外の樹脂成分及び顔料を含むペースト状の組成物であって、例えば、合成樹脂エマルション系、エポキシ樹脂系等の樹脂系の上塗りパテ、中塗りパテ等を挙げることができ、継ぎ目部凹部の状態や作業環境に応じて適宜選択することができる。
【0032】
パテの塗布は、ヘラ、ガンなど公知の塗装器具を使用することができるが、本発明処理工法においては、補修材層により継ぎ目部凹部がすでに充填されているのでパテ塗布作業時間を短縮でき、塗布作業性が良好であるという利点を有する。
【0033】
上記パテの塗布は、パテベラ等の塗装器具を使用し、段差が目立たないように且つ上記補修材層表面を全て覆うように塗布する。乾燥条件は、常温乾燥の場合2〜8時間程度であるが、必要に応じて強制乾燥、加熱乾燥をしてもよい。また、形成されたパテ層表面を必要に応じて研磨することが望ましい。
【0034】
塗布量としては継ぎ目部の状態や塗布の仕方などにより適宜調整されるものであるが、例えば該補修材層の最大幅に対して2〜30倍、特に5〜20倍の幅、平均厚さ0.5〜4.0mmの範囲内で塗布することができる。本明細書において平均厚さとは、層の中で最も厚い部分の半分の値とする。
【0035】
本発明処理工法においては、補修材層が形成された後、パテ塗布工程と乾燥工程を2回以上行うことが望ましい。これにより、補修材層形成後の不陸解消をより確実に果たすことができる。
【0036】
本発明処理工法において上記パテ塗布により形成されるパテ層は、中塗りパテ層と上塗りパテ層からなるものであってもよい。
【0037】
中塗りパテ及び上塗りパテは、厳密に区別されるものではなく、厚付け用に使用されるものを中塗りパテ、薄付け用に使用されるものを上塗りパテと一般に称するが、本明細書においては中塗りパテは顔料体積濃度が80%以上のものであり、上塗りパテは、顔料体積濃度が80%未満のものと定義する。
【0038】
中塗りパテは、補修材層表面及び継ぎ目部周囲の板状材表面に塗布することができる。
【0039】
このとき中塗りパテは補修材層表面を全部覆うように段差が目立たないように塗布することが適している。
【0040】
中塗りパテの塗布幅としては補修材層の幅や厚さ等に応じて適宜調整できるが、例えばパテベラ等の塗装器具を用いて段差が目立たないように補修材層の最大幅に対して2〜30倍、特に5〜15倍、平均厚さ0.5〜3.0mmの範囲内で塗布することができる。
【0041】
乾燥条件は常温乾燥の場合2〜8時間程度であるが必要に応じて強制乾燥、加熱乾燥をしてもよい。
【0042】
また、中塗りパテを補修材層表面及び継ぎ目部周囲の板状材表面に塗布する場合の別の例としては中塗りパテを補修材層幅の二等分線部分を露出させるように且つ補修材層と板状材表面との境界線部分は覆うように塗布してもよい。これにより最終的に形成される処理層表面と未処理層表面である板状材表面との段差を目立たせなくすることが可能である。
【0043】
この場合、中塗りパテの塗布幅としては補修材層の幅等に応じて適宜調整できるが、例えばパテベラ等の塗装器具を用いて段差が目立たないように1〜20cm、特に2〜10cmの幅、平均厚さ0.5〜3.0mmの範囲内で塗布することができる。
【0044】
乾燥条件は常温乾燥の場合2〜8時間程度であるが必要に応じて強制乾燥、加熱乾燥をしてもよい。
【0045】
本発明処理工法では、中塗りパテ塗布工程で得られた中塗りパテ層表面または補修材層及び中塗りパテ層による複合処理層表面を全て覆うように上塗りパテを塗布し、乾燥させた後、該上塗りパテ層表面を研磨してもよい。上塗りパテ層を設けることによって、本発明工法で得られる処理層表面の平滑性、外観が良好となり、後述される塗装やクロス等による表面仕上げ後の外観が良好となる。
【0046】
この場合上塗りパテの塗布量としては適宜調整されるものであるが、例えばパテヘラ等の塗装器具を使用し、該中塗りパテ層表面または上記複合処理層表面の最大幅に対して1.2〜10倍、特に2〜3倍の幅、平均厚さ0.5〜1.5mmの範囲内で塗布することができる。
【0047】
乾燥条件は常温乾燥の場合2〜8時間程度であるが必要に応じて強制乾燥、加熱乾燥してもよい。
【0048】
上記上塗りパテ層の乾燥後、研磨を行う。研磨はサンドペーパーなどを用いて目視による目立った段差がないように行われる。このとき、下層である補修材層や中塗りパテ層が露出しないように上塗りパテ層のみを研磨することが適している。
【0049】
また、本発明処理工法では必要に応じて、当該分野で使用される網目状のジョイントテープを、補修材層とパテ層との間、もしくは中塗りパテ層と上塗りパテ層との間に介在させてもよい。
【0050】
本発明は、板状材の継ぎ目部凹部を固形状補修材とパテを用いて上記の如くして処理した後、該処理層表面を含む板状材表面全体を上塗り塗装するかもしくはクロスを貼り付けてなる継ぎ目部を備えた板状材の表面仕上げ方法を提供する。
【0051】
本発明方法で使用される上塗り塗料としては、特に制限なく従来公知の水系または有機溶剤系の塗料が適用できる。該上塗り塗料としては、例えば、アクリル樹脂、アクリル・ウレタン樹脂、ポリウレタン樹脂、フッ素樹脂、シリコン・アクリル樹脂などを主成分とし、顔料類や塗料用添加剤等を含有するものが挙げられる。
【0052】
上記上塗り塗料に用いられる顔料類としては、チタン白等の着色顔料;炭酸カルシウム、含水珪酸マグネシウム、タルク、マイカ、クレー、バリタ等の体質顔料が挙げられるが、必要に応じて活性アルミナ、珪藻土、層状粘土等の吸着剤や防錆顔料を包含することができる。
【0053】
塗料用添加剤としては、顔料分散剤、界面活性剤、分散剤、消泡剤、増粘剤、造膜助剤、防腐剤、防カビ剤、凍結防止剤、pH調整剤、フラッシュラスト抑止剤、アルデヒド捕捉/吸着剤等が挙げられる。
【0054】
上記上塗り塗料の塗装は、スプレー、ローラー、刷毛などの方法で、80〜300g/m2の範囲の塗布量が適している。また、該上塗り塗料の塗装の前に、板状材表面及び上記処理層表面との付着性向上のために必要に応じてシーラーや下地調整剤などの下塗り材を塗装してもよい。
【0055】
本発明の継ぎ目部処理工法により得られる処理層は、段差が目立たない上に上記熱可塑性樹脂を主成分とする固形状補修材による補修材層が充填されているので、パテ層表面に上塗り塗装を施してもパテ層による上塗り塗料吸い込みが目立たない程度にすることが可能である。
【0056】
一方、本発明の継ぎ目部処理工法により得られる処理層は、段差が目立たないので、クロス仕上げにも適している。本発明表面仕上げ方法で使用されるクロスとは、従来から壁面に対して施工される従来公知のものでよく、具体的にはビニルクロス、布クロス、紙クロス等を挙げることができる。クロス貼り付け方法は常法によるもので差し支えない。
【実施例】
【0057】
固形状補修材の調製
融点が105〜135℃の「アウローレン150S」(商品名、日本製紙ケミカル社製、ポリプロピレン樹脂系熱可塑性樹脂)を加熱溶融し、図1に示す扇状の口金を通して射出し成形することによって断面が図1に示す形状で長さが1mの固形状補修材(A)を得た。
【0058】
試験板の作成
実施例1
ベヘルエッジ処理された石膏ボードを2枚貼りあわせ、釘で固定したものを試験板用素材とした。試験板用素材を図2に示す。
【0059】
図2の試験用素材では、継ぎ目部が、長さが約1m、深さが0.3cmで幅が0.5cmのV字状の溝である形状を備えている。この溝に対し、図3に示すように補修材(A)の中心角部分を溝に接触させてはめ込みつつ補修材(A)の弧の部分が表面に露出するように埋め込んだ後、フッ素樹脂加工したアイロンなどで熱熔融させて密着させ補修材(A)による補修材層を得た。次いで図4に示すように、補修材層とボードとの境界線を覆うように、顔料体積濃度が約85%の市販品中塗りパテ(JISK 5669 一般厚付け用)を、段差が目立たないようにヘラで塗布し、5時間乾燥させた。このとき片側の中塗りパテ層の幅は約40mm、平均厚さ2.0mmであった。また、補修材層幅に対する二等分線部分が幅0.3cm程度露出した状態となっている。次いで図5に示すように、補修材層と中塗りパテ層による複合処理層表面を覆うように、且つ段差が目立たないように顔料体積濃度が75%の市販品上塗りパテ(JIS K 5669 一般薄付け用)をヘラで塗布し、3時間乾燥させた後、♯240のサンドペーパーで段差が目立たないように且つ補修材層や中塗りパテ層が露出しないように研磨作業を行い、研磨処理面を得た。このとき上塗りパテ層は該複合処理層表面の最大幅に対して約2倍、平均厚さ0.5mm程度であった。ついで上記研磨処理面を含む石膏ボード全面に、「EPシーラー白」(商品名、関西ペイント社製、シーラー)「ビニデラックス300」(商品名、関西ペイント社製、JIS K 5663 1種アクリル樹脂系艶消し水性塗料)を中毛ローラーにて120g/m2の塗布量にて塗装した。さらに2時間経過後、同じ塗料にて同様に塗装した。外観を目視で評価したところ継ぎ目部処理跡が目立たず良好な仕上がりを得た。
【0060】
実施例2
上記実施例1において研磨処理面を得た後、上記研磨処理面を含む石膏ボード全面に、市販のビニルクロスを貼り付けた。外観を目視で評価したところ継ぎ目部処理跡が目立たず良好な仕上がりを得た。
【0061】
実施例3
上記実施例1において、補修材(A)による補修材層を得た後、図6に示すように、補修材層を覆うように且つ段差が目立たないように顔料体積濃度が85%の市販品中塗りパテ(JIS K 5669 一般厚付け用)をヘラで塗布し、5時間乾燥させた。このとき中塗りパテ層の幅は補修材層の最大幅に対して約7倍、平均厚さ2.5mmであった。次いで図7に示すように、中塗りパテ層表面を覆うように、且つ段差が目立たないように顔料体積濃度が約75%の市販品上塗りパテ(JIS K 5669 一般薄付け用)をヘラで塗布し、3時間乾燥させた後、♯240のサンドペーパーで目視で段差が目立たないように且つ補修材層や中塗りパテ層が露出しないように研磨作業を行い、研磨処理面を得た。このとき上塗りパテ層は中塗りパテ層表面の最大幅に対して約2倍、平均厚さ0.5mm程度であった。次いで上記研磨処理面を含む石膏ボード全面に、「EPシーラー白」(商品名、関西ペイント社製、シーラー)「ビニデラックス300」(商品名、関西ペイント社製、JIS K 5663 1種アクリル樹脂系艶消し水性塗料)を中毛ローラーにて120g/m2の塗布量にて塗装した。さらに2時間経過後、同じ塗料にて同様に塗装した。外観を目視で評価したところ継ぎ目部処理跡が目立たず良好な仕上がりを得た。
【0062】
実施例4
上記実施例3において研磨処理面を得た後、上記研磨処理面を含む石膏ボード全面に、市販のビニルクロスを貼り付けた。外観を目視で評価したところ継ぎ目部処理跡が目立たず良好な仕上がりを得た。
【0063】
実施例5
上記実施例1において、補修材(A)による補修材層を得た後、図6に示すように、補修材層を覆うように且つ段差が目立たないように顔料体積濃度が85%の市販品中塗りパテ(JIS K 5669 一般厚付け用)をヘラで塗布し、5時間乾燥させた。このとき中塗りパテ層の幅は補修材層の最大幅に対して約20倍、平均厚さ2.5mmであった。次いで♯240のサンドペーパーで段差が目立たないように且つ補修材層が露出しないように研磨作業を行い、研磨処理面を得た。次いで上記研磨処理面を含む石膏ボード全面に、「EPシーラー白」(商品名、関西ペイント社製、シーラー)「ビニデラックス300」(商品名、関西ペイント社製、JIS K 56631種アクリル樹脂系艶消し水性塗料)を中毛ローラーにて120g/m2の塗布量にて塗装した。さらに2時間経過後、同じ塗料にて同様に塗装した。外観を目視で評価したところ継ぎ目部処理跡が目立たず良好な仕上がりを得た。
【0064】
実施例6
上記実施例5において研磨処理面を得た後、上記研磨処理面を含む石膏ボード全面に、市販のビニルクロスを貼り付けた。外観を目視で評価したところ継ぎ目部処理跡が目立たず良好な仕上がりを得た。
【0065】
実施例7
上記実施例1において、補修材(A)による補修材層を得た後、図7に示すように、補修材層を覆うように且つ段差が目立たないように顔料体積濃度が75%の市販品上塗りパテ(JIS K 5669 一般薄付け用)をヘラで塗布し、3時間乾燥させた。このとき上塗りパテ層の幅は補修材層の最大幅に対して約20倍、平均厚さ1.0mmであった。次いで図8に示すように、1層目上塗りパテ層を覆うように市販品上塗りパテ(JIS K 5669 一般薄付け用)をヘラで塗布し、3時間乾燥させた。2層目のパテ層の幅は補修材層の最大幅に対して約30倍、平均厚さ1.0mmであった。次いで♯240のサンドペーパーで段差が目立たないように且つ補修材層が露出しないように研磨作業を行い、研磨処理面を得た。次いで該研磨処理面を含む石膏ボード全面に、「EPシーラー白」(商品名、関西ペイント社製、シーラー)「ビニデラックス300」(商品名、関西ペイント社製、JIS K 56631種アクリル樹脂系艶消し水性塗料)を中毛ローラーにて120g/m2の塗布量にて塗装した。さらに2時間経過後、同じ塗料にて同様に塗装した。外観を目視で評価したところ継ぎ目部処理跡が目立たず良好な仕上がりを得た。
【0066】
実施例8
上記実施例7において研磨処理面を得た後、該研磨処理面を含む石膏ボード全面に、市販のビニルクロスを貼り付けた。外観を目視で評価したところ継ぎ目部処理跡が目立たず良好な仕上がりを得た。
【0067】
比較例1
試験用素材のV字状の溝に、顔料体積濃度が約85%の市販品中塗りパテ(JIS K 5669 一般厚付け用)を埋めるようにヘラで塗布し、直ちにヘラで市販の目地テープを完全に密着させるように押さえ、しごいた。このときのパテ層の幅は約120mm、ボードからの平均厚さ1.5mmであった。16時間乾燥後、同じ中塗りパテをヘラで塗布し、4時間乾燥させた。このときのパテ層の幅は約175mm、平均厚さ1.5mmであった。次いで図4に示すように、2層目のパテ層とボードとの境界線を覆うように、中塗りパテを、段差が目立たないようにヘラで塗布し、3時間乾燥させた。このとき片側の中塗りパテ層の幅は約250mm、平均厚さ1.5mmであった。さらに、補修材層と中塗りパテ層による複合処理層表面を覆うように、且つ段差が目立たないように顔料体積濃度が75%の市販品上塗りパテをヘラで塗布し、3時間乾燥させた後、♯240のサンドペーパーで段差が目立たないように且つ補修材層や中塗りパテ層が露出しないように研磨作業を行い、研磨処理面を得た。このとき上塗りパテ層は該複合処理層表面の幅に対して約1.5倍、平均厚さ0.5mm程度であった。ついで上記研磨処理面を含む石膏ボード全面に、「EPシーラー白」(商品名、関西ペイント社製、シーラー)「ビニデラックス300」(商品名、関西ペイント社製、JIS K 56631種アクリル樹脂系艶消し水性塗料)を中毛ローラーにて120g/m2の塗布量にて塗装した。さらに2時間経過後、同じ塗料にて同様に塗装した。トータルの作業時間が非常に長く、また作業内容も熟練を要したが、継ぎ目部処理跡が目立たない仕上がりを得た。
【0068】
比較例2
上記実施例1において、補修材(A)による補修材層を得た後、上記補修材層表面を含む石膏ボード全面に、「EPシーラー白」(商品名、関西ペイント社製、シーラー)「ビニデラックス300」(商品名、関西ペイント社製、JIS K 56631種アクリル樹脂系艶消し水性塗料)を中毛ローラーにて120g/m2の塗布量にて塗装した。さらに2時間経過後、同じ塗料にて同様に塗装した。外観を目視で評価したところ継ぎ目部処理跡の不陸が目立ち仕上がりが良いとはいえなかった。
【図面の簡単な説明】
【0069】
【図1】図1は、本発明実施例における補修材(A)を製造するための口金の断面図の概略図である。
【図2】図2は、ベベルエッジ処理された2枚の石膏ボードを張り合わせた1例の正面図と断面図の概略図である。
【図3】図3は、図2記載の石膏ボード継ぎ目部凹部に固形状補修材を充填した1例の正面図と断面図の概略図である。
【図4】図4は、図3記載の補修材層に中塗りパテを塗布した1例の正面図と断面図の概略図である。
【図5】図5は、本発明の処理工法で得られる処理層の1例の正面図と断面図の概略図である。
【図6】図6は、図3記載の補修材層に中塗りパテを塗布した1例の正面図と断面図の概略図である。
【図7】図7は、本発明の処理工法で得られる処理層の1例の正面図と断面図の概略図である。
【図8】図8は、図3記載の補修材層に中塗りパテを塗布した1例の正面図と断面図の概略図である。
【図9】図9は、本発明の処理工法で得られる処理層の1例の正面図と断面図の概略図である。
【特許請求の範囲】
【請求項1】
(1)熱可塑性樹脂を主成分とする固形状補修材を加熱体で熱溶融させ、これを隣接した板状材の継ぎ目部凹部に押圧せしめ充填し、継ぎ目部凹部に補修材層を形成する工程、
(2)補修材層表面及び継ぎ目部周囲の板状材表面に、パテを塗布し、乾燥させた後、該パテ層表面を研磨する工程、
を含むことを特徴とする板状材の継ぎ目部処理工法。
【請求項2】
工程(2)において、パテ塗布工程及び乾燥工程を2回以上行うことを特徴とする請求項1に記載の板状材の継ぎ目部処理工法。
【請求項3】
パテ層が中塗りパテ層と上塗りパテ層からなるものであって、工程(2)が、補修材層表面及び継ぎ目部周囲の板状材表面に、補修材層表面を全部覆うように中塗りパテを塗布し乾燥させた後、形成された中塗りパテ層表面を全て覆うように上塗りパテを塗布し乾燥させた後、該上塗りパテ層表面を研磨する工程であることを特徴とする請求項1に記載の板状材の継ぎ目部処理工法。
【請求項4】
パテ層が中塗りパテ層と上塗りパテ層からなるものであって、工程(2)が、補修材層表面及び継ぎ目部周囲の板状材表面に、補修材層幅の二等分線部分を露出させるように且つ補修材層表面と板状材表面との境界線部分は覆うように中塗りパテを塗布し乾燥させた後、形成された補修材層と中塗りパテ層による複合処理層表面を全て覆うように上塗りパテを塗布し乾燥させた後、該上塗りパテ層表面を研磨する工程であることを特徴とする請求項1に記載の板状材の継ぎ目部処理工法。
【請求項5】
固形状補修材が、継ぎ目部凹部に嵌合可能な形状を有するものである請求項1ないし4のいずれか1項に記載の板状材の継ぎ目部処理工法。
【請求項6】
請求項1ないし5のいずれか1項に記載の工法による処理層表面を含む板状材表面全体を上塗り塗装するかもしくはクロスを貼り付けてなる継ぎ目部を備えた板状材の表面仕上げ方法。
【請求項1】
(1)熱可塑性樹脂を主成分とする固形状補修材を加熱体で熱溶融させ、これを隣接した板状材の継ぎ目部凹部に押圧せしめ充填し、継ぎ目部凹部に補修材層を形成する工程、
(2)補修材層表面及び継ぎ目部周囲の板状材表面に、パテを塗布し、乾燥させた後、該パテ層表面を研磨する工程、
を含むことを特徴とする板状材の継ぎ目部処理工法。
【請求項2】
工程(2)において、パテ塗布工程及び乾燥工程を2回以上行うことを特徴とする請求項1に記載の板状材の継ぎ目部処理工法。
【請求項3】
パテ層が中塗りパテ層と上塗りパテ層からなるものであって、工程(2)が、補修材層表面及び継ぎ目部周囲の板状材表面に、補修材層表面を全部覆うように中塗りパテを塗布し乾燥させた後、形成された中塗りパテ層表面を全て覆うように上塗りパテを塗布し乾燥させた後、該上塗りパテ層表面を研磨する工程であることを特徴とする請求項1に記載の板状材の継ぎ目部処理工法。
【請求項4】
パテ層が中塗りパテ層と上塗りパテ層からなるものであって、工程(2)が、補修材層表面及び継ぎ目部周囲の板状材表面に、補修材層幅の二等分線部分を露出させるように且つ補修材層表面と板状材表面との境界線部分は覆うように中塗りパテを塗布し乾燥させた後、形成された補修材層と中塗りパテ層による複合処理層表面を全て覆うように上塗りパテを塗布し乾燥させた後、該上塗りパテ層表面を研磨する工程であることを特徴とする請求項1に記載の板状材の継ぎ目部処理工法。
【請求項5】
固形状補修材が、継ぎ目部凹部に嵌合可能な形状を有するものである請求項1ないし4のいずれか1項に記載の板状材の継ぎ目部処理工法。
【請求項6】
請求項1ないし5のいずれか1項に記載の工法による処理層表面を含む板状材表面全体を上塗り塗装するかもしくはクロスを貼り付けてなる継ぎ目部を備えた板状材の表面仕上げ方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2009−148718(P2009−148718A)
【公開日】平成21年7月9日(2009.7.9)
【国際特許分類】
【出願番号】特願2007−329690(P2007−329690)
【出願日】平成19年12月21日(2007.12.21)
【出願人】(000001409)関西ペイント株式会社 (815)
【Fターム(参考)】
【公開日】平成21年7月9日(2009.7.9)
【国際特許分類】
【出願日】平成19年12月21日(2007.12.21)
【出願人】(000001409)関西ペイント株式会社 (815)
【Fターム(参考)】
[ Back to top ]