
板状部材の支持装置及び支持方法
【課題】板状部材の反りを解消して平面となるように支持することができるようにすること。
【解決手段】支持装置10は、板状部材Pを引寄せる牽引手段12と、この牽引手段12を所定の平面に沿って移動可能な移動手段14と、板状部材Pを移動不能に支持する移動規制手段15とを備えて構成されている。移動手段14は、板状部材Pに反りが生じた場合であっても、牽引手段12を移動することで、板状部材Pの面が平らな状態になるように調整して支持可能に設けられている。
【解決手段】支持装置10は、板状部材Pを引寄せる牽引手段12と、この牽引手段12を所定の平面に沿って移動可能な移動手段14と、板状部材Pを移動不能に支持する移動規制手段15とを備えて構成されている。移動手段14は、板状部材Pに反りが生じた場合であっても、牽引手段12を移動することで、板状部材Pの面が平らな状態になるように調整して支持可能に設けられている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、板状部材の支持装置及び支持方法に係り、更に詳しくは、板状部材を平らな状態にして支持することができる板状部材の支持装置及び支持方法に関する。
【背景技術】
【0002】
従来より、半導体ウエハ(以下、単に「ウエハ」と称する場合がある)等の板状部材を支持する支持装置が広く利用されるに至っており、かかる支持装置としては、例えば、特許文献1に開示されている。特許文献1の支持装置は、ウエハが載置される載置面に真空吸引孔を有する吸着手段と、載置されたウエハに向けてガスを吹き付けるガスノズルとを備え、当該ガスの吹き付けによりウエハの反りを矯正して載置面上で当該ウエハを吸着支持できるようになっている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2000−243814号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1にあっては、ウエハ下面の全面を吸着して支持する場合、ガスの吹き付けによっては、ウエハの反りやうねりに起因して当該ウエハの外縁側が内側よりも先に吸着され、ウエハにしわや膨らみが生じるという不都合がある。このため、ウエハを平らな状態にして支持できなくなり、ひいては、吸着手段で支持されるウエハにシートを貼付したり、ダイシングしたりする等の後工程において支障を来たしてしまう、という不都合を招来する。
【0005】
[発明の目的]
本発明の目的は、板状部材を平らな状態にして支持することができる板状部材の支持装置及び支持方法を提供することにある。
【課題を解決するための手段】
【0006】
前記目的を達成するため、本発明は、板状部材を引寄せる牽引手段と、前記牽引手段を所定の平面に沿って移動可能な移動手段とを備え、
前記移動手段は、前記牽引手段を移動することで前記板状部材の面が平らな状態になるように調整して支持可能に設けられる、という構成を採っている。
【0007】
本発明において、前記板状部材を移動不能に支持する移動規制手段を備える、という構成を採ってもよい。
【0008】
更に、前記支持した板状部材を所定の位置に位置決め可能な位置決め手段を備える、という構成を採ることができる。
【0009】
また、本発明の支持方法は、板状部材を牽引手段により引寄せる工程と、
前記牽引手段を所定の平面に沿って移動することで、前記板状部材の面が平らな状態になるように調整して支持する工程とを備える、という方法を採っている。
【発明の効果】
【0010】
本発明によれば、牽引手段を所定の平面に沿って移動することで、板状部材の反りやうねりを解消し、板状部材の面が平らな状態になるように調整して支持することが可能となる。これにより、板状部材にしわや膨らみが生じないように支持することができ、例えば、板状部材へのシート貼付やダイシング等の後工程において支障を来たすような不都合を解消することができる。
【0011】
また、板状部材を移動不能に支持する移動規制手段を備えれば、牽引手段が移動するときに、板状部材が牽引手段の移動と共に移動してしまうことを防止することができる。
【0012】
また、位置決め手段を有する場合、支持した板状部材を所定の位置に位置決めして後工程等における他の装置等に受け渡すことが可能となる。
【図面の簡単な説明】
【0013】
【図1】第1実施形態に係る支持装置の概略平面図。
【図2】図1の部分断面図。
【図3】第2実施形態に係る支持装置の概略平面図。
【図4】図3の部分断面図。
【発明を実施するための形態】
【0014】
以下、本発明の実施の形態について図面を参照しながら説明する。
なお、本明細書において、特に明示しない限り、「上」、「下」は、図2及び図4を基準として用いる。
【0015】
[第1実施形態]
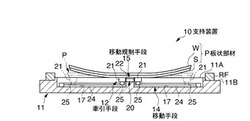
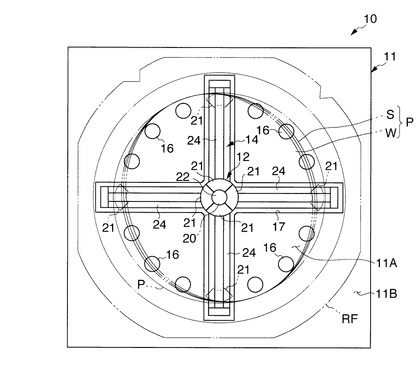
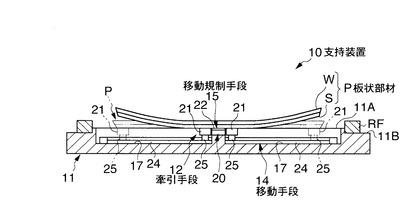
図1及び図2において、第1実施形態に係る支持装置10は、接着シートSが貼付されたウエハWからなる板状部材Pが載置されるテーブル11と、このテーブル11に設けられた牽引手段12と、テーブル11に設けられて牽引手段12を移動可能な移動手段14と、板状部材Pを移動不能に支持する移動規制手段15を備えて構成されている。
【0016】
前記テーブル11は、その上面11Aにおいて、板状部材Pの外周側下面領域を吸着することで板状部材Pを引寄せる複数の吸着部16を備えている。また、テーブル11は、ウエハWの周りにおいて、リングフレームRFを上面11Aから1段下がった中段面11Bで位置決めして吸着保持可能に設けられている。テーブル11の上面11Aには、図1中左右上下方向に十字状に延びる溝17が設けられている。
【0017】
前記牽引手段12は、溝17内であって移動規制手段15の図1中上下両側及び左右両側にそれぞれ設けられた4体の副吸着部材21からなる。各副吸着部材21の上面は、テーブル11の上面11Aと同じ平面内に位置するように設けられ、図示しない減圧ポンプ等の減圧手段に連通可能に設けられた複数の吸引孔が形成されて板状部材Pを吸着支持可能に設けられている。なお、副吸着部材21の上面には、樹脂シートやシリコンシート、ローラ部材等の板状部材Pが滑り易くなる図示しない滑り部材が設けられている。
【0018】
前記移動手段14は、溝17内に設けられて当該溝17の延出方向に延びる4体の駆動機器としての直動モータ24を備え、これら直動モータ24のスライダ25を介して各副吸着部材21が移動可能となっている。従って、各副吸着部材21は、各直動モータ24を作動させることにより、移動規制手段15に対して離間接近するよう図1の紙面に平行な平面に沿う方向であって、移動規制手段15で支持された板状部材Pに対して移動可能に設けられている。
【0019】
前記移動規制手段15は、溝17の平面視中央部に固定された主吸着部材20からなる。主吸着部材20の上面には、滑り止め部材22が設けられ、これら主吸着部材20及び滑り止め部材22は、図示しない減圧ポンプ等の減圧手段に連通可能に設けられた複数の吸引孔が形成されて板状部材Pを吸着支持可能に設けられている。滑り止め部材22の上面は、テーブル11の上面11Aと同じ平面内に位置するように設定されている。なお、滑り止め部材22は、板状部材Pに対して摩擦係数が大きくなるようなものであれば特に限定されることはなく、ゴムシートや樹脂シート等の弾性部材や、表面が荒れた金属板等が例示でき、主吸着部材20に対する板状部材Pの移動を規制する作用を発揮可能となっている。
【0020】
次に、本実施形態における板状部材Pの支持方法について説明する。
【0021】
初めに、図1及び図2の実線で示されるように、主吸着部材20に各副吸着部材21を接近させた状態としておき、図示しない搬送アーム等を介して、リングフレームRFと、接着シートSを下側とする姿勢の板状部材Pとが載置される。このとき、板状部材Pの図2中左右方向中央部がテーブル11の上面11Aに接し、板状部材Pの外周側(同図中左右両側)がテーブル11の上面11Aから離れるように反りが発生していることとする。この場合、先ず、主吸着部材20及び各副吸着部材21を図示しない減圧手段に連通し、主吸着部材20及び各副吸着部材21によって板状部材Pの面内中央領域が吸着支持される。
【0022】
この状態から、各直動モータ24を作動し、各副吸着部材21が主吸着部材20から離れる方向に移動させる。これにより、各副吸着部材21が接着シートSの下面を吸着しつつ、当該下面を滑りながら接着シートSの外周側に移動する。すると、板状部材Pの中央領域から外縁側に向かって次第に反りが解消されつつ、板状部材P全体がテーブル11の上面11Aに沿った平らな状態となって当該テーブル11に当接していく。このとき、板状部材Pは、各副吸着部材21の移動により、その移動方向に変位する力が作用するが、主吸着部材20による吸着と滑り止め部材22とによる摩擦抵抗により、当該板状部材Pの移動が規制されるようになる。そして、各副吸着部材21が板状部材Pの外周側に達したときに、直動モータ24の作動を停止させ、吸着部16により吸着支持を開始することでテーブル11上に板状部材Pが平らな状態となって支持される。その後リングフレームRFの上面と板状部材PのウエハWの上面とに、図示しない接着シートが貼付され、当該板状部材PがリングフレームRFにマウントされる。
【0023】
従って、このような実施形態によれば、各副吸着部材21の移動により、反った板状部材Pの面内中央部から外周側に向かって次第に平らになるように調整して支持可能となる。これにより、板状部材Pの中央付近に膨らみが生じたり、板状部材Pが波打つようにしわが生じたりしないよう、当該板状部材Pの反りを解消した状態で支持することが可能となる。なお、上記とは逆に、板状部材Pの中央部がテーブル11の上面11Aから離れるように反りが発生している場合や、複数の反りによってうねりが発生しているような場合でも、板状部材Pをテーブル11の上面11Aに載置したときに、当該板状部材Pの中央領域を、先に主吸着部材20及び主吸着部材20に接近させた各副吸着部材21によって吸着支持させるように押し下げておけば、上記同様に板状部材P全体をテーブル11の上面11Aに沿った平らな状態として当該テーブル11で支持することができる。
【0024】
[第2実施形態]
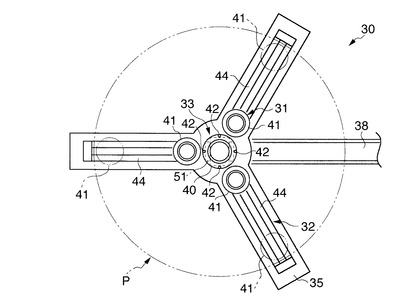
図3及び図4において、第2実施形態に係る支持装置30は、接着シートSが貼付されたウエハWからなる板状部材Pを吸着支持する牽引手段31と、この牽引手段31を移動可能な移動手段32と、板状部材Pを移動不能に支持する移動規制手段33と、板状部材Pを位置決め可能に設けられた位置決め手段34と、移動手段32を支持する平面視120°間隔の延出部を有するプレートからなるフレーム35とを備えて構成されている。フレーム35の下面側は、駆動機器としての多関節ロボット36に支持されている。多関節ロボット36は、多関節アーム部38を備えた所謂6軸ロボットであり、その作業領域内で支持装置30を上下左右方向、天地反転、面内回転等、何れの位置、何れの方向にも移動、搬送可能なものである。
【0025】
前記牽引手段31は、平面視で周方向120°間隔毎に設けられた3体の副吸着部材41からなる。各副吸着部材41は、板状部材Pに向かって気体を噴出して負圧を発生させることで当該板状部材Pを引寄せる所謂ベルヌーイチャックであって、板状部材Pを非接触な状態で吸着支持可能に設けられている。なお、各副吸着部材41は、図示しないコンプレッサ等の加圧手段に連通可能に設けられている。
【0026】
前記移動手段32は、フレーム35上に設けられて当該フレーム35の延出部方向に延びる3体の駆動機器としての直動モータ44と、各直動モータ44のスライダ45上に設けられ副吸着部材41を上下方向に移動可能に支持する駆動機器としての直動モータ48とを備えている。従って、各副吸着部材41は、各直動モータ44を作動させることにより、移動規制手段33に対して離間接近するよう図3の紙面に平行な平面に沿う方向であって、移動規制手段33で支持された板状部材Pに対して移動可能に設けられている。
【0027】
前記移動規制手段33は、フレーム35の平面視中央部に設けられた主吸着部材40からなる。主吸着部材40は、副吸着部材41と同様のベルヌーイチャックであって、その上面側には、第1実施形態の滑り止め部材22と同等のものであって、複数の突起状をなす規制手段としての滑り止め部材42が設けられている。なお、主吸着部材40は、図示しないコンプレッサ等の加圧手段に連通可能に設けられている。
【0028】
前記位置決め手段34は、主吸着部材40を下面側から支持する駆動機器としての回動モータ50と、この回動モータ50を支持する駆動機器としてのXYテーブル51と、ウエハWの外縁を撮像する検出手段52とを備えている。検出手段52は、撮像したウエハWの外縁の位置データを図示しない制御手段に出力可能に設けられている。制御手段は、検出手段52から入力された位置データを処理することで、ウエハWの中心位置やオリフラ又はVノッチ(図示省略)等の基準位置を特定し、更に、回動モータ50及びXYテーブル51を駆動制御することで、ウエハWの中心位置や基準位置等を所定の位置に位置決め可能となっている。
【0029】
次に、本実施形態における板状部材Pの支持方法について説明する。
【0030】
初めに、図3の実線で示されるように、主吸着部材40に各副吸着部材41を接近させた状態としておく。図示しない研削装置によってウエハWの裏面が研削されて、当該ウエハWが上側となった状態の板状部材Pに対し、多関節ロボット36を介して支持装置30を板状部材Pに接近させる。次いで、主吸着部材40及び各副吸着部材41を図示しない加圧手段に連通することで、板状部材Pを引寄せ、当該板状部材Pの中央部を滑り止め部材42に当接させることでその移動を規制する。そして、直動モータ48を作動し、各副吸着部材41の高さを調整することで、副吸着部材41で吸着される領域の板状部材Pの面の高さ位置が調整される。このとき、板状部材Pは、滑り止め部材42には接触するが、主吸着部材40及び各副吸着部材41とは非接触状態で支持される。
【0031】
その後、各直動モータ44を作動し、主吸着部材40から各副吸着部材41を離れる方向に移動させる。これにより、各副吸着部材41がウエハWの上面側を吸着しつつ、当該上面と非接触状態を保ちながらウエハWの外周側に移動する。次いで、多関節ロボット36を介して支持装置30を上下反転させることで、図4に示されるように板状部材Pが接着シートSが上側となった状態で支持される。つまり、外周側が上方に反ったり、中央側が上方に反ったりし易い板状部材Pであっても、反りを解消し、板状部材Pを平らに維持して支持することができる。
【0032】
この状態で、回動モータ50を作動して板状部材Pを回転させる。この回転中、検出手段52によりウエハWの外縁の位置が検出認識され、これら位置データが図示しない制御手段に出力される。図示しない制御手段は、これら位置データに基づいて、ウエハWの中心位置と基準位置とを特定し、回動モータ50及びXYテーブル51を駆動制御することで、ウエハWの中心位置や基準位置等を所定の位置に位置決めする。位置決め終了後、多関節ロボット36によって板状部材Pが次工程の他の装置に搬送される。
【0033】
従って、このような実施形態によれば、板状部材Pを平らな状態として位置決めができるので、正確な位置決めが行え、次工程の他の装置等における所定の位置に正確に板状部材Pを載置することができる。また、各副吸着部材41と接着シートS下面とが非接触となるので、副吸着部材41が主吸着部材40から離間するときや、位置決めを行うときに、板状部材Pを損傷させることはない。
【0034】
以上のように、本発明を実施するための最良の構成、方法等は、前記記載で開示されているが、本発明は、これに限定されるものではない。
すなわち、本発明は、主に特定の実施形態に関して特に図示、説明されているが、本発明の技術的思想及び目的の範囲から逸脱することなく、以上説明した実施形態に対し、形状、位置若しくは配置等に関し、必要に応じて当業者が様々な変更を加えることができるものである。
従って、上記に開示した形状などを限定した記載は、本発明の理解を容易にするために例示的に記載したものであり、本発明を限定するものではないから、それらの形状などの限定の一部若しくは全部の限定を外した部材の名称での記載は、本発明に含まれるものである。
【0035】
例えば、前述のように板状部材Pを平らにし得る限りにおいて、副吸着部材21、41の設置数を増減したり、設置位置を変更したり、主吸着部材20、40を省略し、全て移動可能な副吸着部材21、41としてもよい。この際、副吸着部材21、41の設置数や移動軌跡に応じて、溝17やプレート35の平面形状を変更すればよい。
【0036】
また、板状部材Pにおいて主吸着部材20、40により最初に吸着支持する箇所は、面内中央領域に限られるものでなく、例えば、板状部材P外周をスポット的に最初に吸着し、その吸着した領域から副吸着部材21、41が離れるように移動して板状部材Pの反りを解消するようにしてもよい。
【0037】
更に、第1実施形態の主吸着部材20及び各副吸着部材21と、第2実施形態の主吸着部材40及び各副吸着部材41とは、相互に取り替えた構成としてもよく、また、第1実施形態の副吸着部材21を第2実施形態の副吸着部材41に替えたり、第2実施形態の主吸着部材40を第1実施形態の主吸着部材20に替えてもよい。
また、牽引手段12、31及び移動規制手段15、33は、上記実施形態のように吸引によって板状部材Pを支持するもの以外に、磁石や静電気等によって支持するものを採用してもよい。なお、移動規制手段15、33は、板状部材Pを挟み込んで支持可能なチャック等を採用してもよい。
【0038】
また、前記実施形態における駆動機器は、回動モータ、直動モータ、リニアモータ、単軸ロボット、多関節ロボット等の電動機器、エアシリンダ、油圧シリンダ、ロッドレスシリンダ及びロータリシリンダ等のアクチュエータ等を採用することができる上、それらを直接的又は間接的に組み合せたものを採用することもできる(実施形態で例示したものと重複するものもある)。
【0039】
更に、本発明において、板状部材は、ガラス板、鋼板、または、樹脂板等、その他の被着体も対象とすることができ、半導体ウエハは、シリコン半導体ウエハや化合物半導体ウエハであってもよい。
【符号の説明】
【0040】
10、30 支持装置
12、31 牽引手段
14、32 移動手段
15、33 移動規制手段
34 位置決め手段
P 板状部材
【技術分野】
【0001】
本発明は、板状部材の支持装置及び支持方法に係り、更に詳しくは、板状部材を平らな状態にして支持することができる板状部材の支持装置及び支持方法に関する。
【背景技術】
【0002】
従来より、半導体ウエハ(以下、単に「ウエハ」と称する場合がある)等の板状部材を支持する支持装置が広く利用されるに至っており、かかる支持装置としては、例えば、特許文献1に開示されている。特許文献1の支持装置は、ウエハが載置される載置面に真空吸引孔を有する吸着手段と、載置されたウエハに向けてガスを吹き付けるガスノズルとを備え、当該ガスの吹き付けによりウエハの反りを矯正して載置面上で当該ウエハを吸着支持できるようになっている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2000−243814号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1にあっては、ウエハ下面の全面を吸着して支持する場合、ガスの吹き付けによっては、ウエハの反りやうねりに起因して当該ウエハの外縁側が内側よりも先に吸着され、ウエハにしわや膨らみが生じるという不都合がある。このため、ウエハを平らな状態にして支持できなくなり、ひいては、吸着手段で支持されるウエハにシートを貼付したり、ダイシングしたりする等の後工程において支障を来たしてしまう、という不都合を招来する。
【0005】
[発明の目的]
本発明の目的は、板状部材を平らな状態にして支持することができる板状部材の支持装置及び支持方法を提供することにある。
【課題を解決するための手段】
【0006】
前記目的を達成するため、本発明は、板状部材を引寄せる牽引手段と、前記牽引手段を所定の平面に沿って移動可能な移動手段とを備え、
前記移動手段は、前記牽引手段を移動することで前記板状部材の面が平らな状態になるように調整して支持可能に設けられる、という構成を採っている。
【0007】
本発明において、前記板状部材を移動不能に支持する移動規制手段を備える、という構成を採ってもよい。
【0008】
更に、前記支持した板状部材を所定の位置に位置決め可能な位置決め手段を備える、という構成を採ることができる。
【0009】
また、本発明の支持方法は、板状部材を牽引手段により引寄せる工程と、
前記牽引手段を所定の平面に沿って移動することで、前記板状部材の面が平らな状態になるように調整して支持する工程とを備える、という方法を採っている。
【発明の効果】
【0010】
本発明によれば、牽引手段を所定の平面に沿って移動することで、板状部材の反りやうねりを解消し、板状部材の面が平らな状態になるように調整して支持することが可能となる。これにより、板状部材にしわや膨らみが生じないように支持することができ、例えば、板状部材へのシート貼付やダイシング等の後工程において支障を来たすような不都合を解消することができる。
【0011】
また、板状部材を移動不能に支持する移動規制手段を備えれば、牽引手段が移動するときに、板状部材が牽引手段の移動と共に移動してしまうことを防止することができる。
【0012】
また、位置決め手段を有する場合、支持した板状部材を所定の位置に位置決めして後工程等における他の装置等に受け渡すことが可能となる。
【図面の簡単な説明】
【0013】
【図1】第1実施形態に係る支持装置の概略平面図。
【図2】図1の部分断面図。
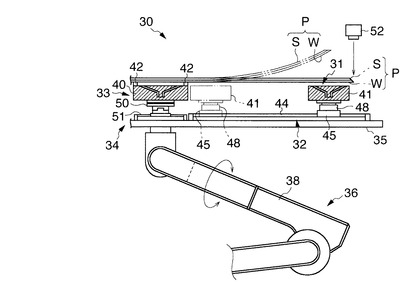
【図3】第2実施形態に係る支持装置の概略平面図。
【図4】図3の部分断面図。
【発明を実施するための形態】
【0014】
以下、本発明の実施の形態について図面を参照しながら説明する。
なお、本明細書において、特に明示しない限り、「上」、「下」は、図2及び図4を基準として用いる。
【0015】
[第1実施形態]
図1及び図2において、第1実施形態に係る支持装置10は、接着シートSが貼付されたウエハWからなる板状部材Pが載置されるテーブル11と、このテーブル11に設けられた牽引手段12と、テーブル11に設けられて牽引手段12を移動可能な移動手段14と、板状部材Pを移動不能に支持する移動規制手段15を備えて構成されている。
【0016】
前記テーブル11は、その上面11Aにおいて、板状部材Pの外周側下面領域を吸着することで板状部材Pを引寄せる複数の吸着部16を備えている。また、テーブル11は、ウエハWの周りにおいて、リングフレームRFを上面11Aから1段下がった中段面11Bで位置決めして吸着保持可能に設けられている。テーブル11の上面11Aには、図1中左右上下方向に十字状に延びる溝17が設けられている。
【0017】
前記牽引手段12は、溝17内であって移動規制手段15の図1中上下両側及び左右両側にそれぞれ設けられた4体の副吸着部材21からなる。各副吸着部材21の上面は、テーブル11の上面11Aと同じ平面内に位置するように設けられ、図示しない減圧ポンプ等の減圧手段に連通可能に設けられた複数の吸引孔が形成されて板状部材Pを吸着支持可能に設けられている。なお、副吸着部材21の上面には、樹脂シートやシリコンシート、ローラ部材等の板状部材Pが滑り易くなる図示しない滑り部材が設けられている。
【0018】
前記移動手段14は、溝17内に設けられて当該溝17の延出方向に延びる4体の駆動機器としての直動モータ24を備え、これら直動モータ24のスライダ25を介して各副吸着部材21が移動可能となっている。従って、各副吸着部材21は、各直動モータ24を作動させることにより、移動規制手段15に対して離間接近するよう図1の紙面に平行な平面に沿う方向であって、移動規制手段15で支持された板状部材Pに対して移動可能に設けられている。
【0019】
前記移動規制手段15は、溝17の平面視中央部に固定された主吸着部材20からなる。主吸着部材20の上面には、滑り止め部材22が設けられ、これら主吸着部材20及び滑り止め部材22は、図示しない減圧ポンプ等の減圧手段に連通可能に設けられた複数の吸引孔が形成されて板状部材Pを吸着支持可能に設けられている。滑り止め部材22の上面は、テーブル11の上面11Aと同じ平面内に位置するように設定されている。なお、滑り止め部材22は、板状部材Pに対して摩擦係数が大きくなるようなものであれば特に限定されることはなく、ゴムシートや樹脂シート等の弾性部材や、表面が荒れた金属板等が例示でき、主吸着部材20に対する板状部材Pの移動を規制する作用を発揮可能となっている。
【0020】
次に、本実施形態における板状部材Pの支持方法について説明する。
【0021】
初めに、図1及び図2の実線で示されるように、主吸着部材20に各副吸着部材21を接近させた状態としておき、図示しない搬送アーム等を介して、リングフレームRFと、接着シートSを下側とする姿勢の板状部材Pとが載置される。このとき、板状部材Pの図2中左右方向中央部がテーブル11の上面11Aに接し、板状部材Pの外周側(同図中左右両側)がテーブル11の上面11Aから離れるように反りが発生していることとする。この場合、先ず、主吸着部材20及び各副吸着部材21を図示しない減圧手段に連通し、主吸着部材20及び各副吸着部材21によって板状部材Pの面内中央領域が吸着支持される。
【0022】
この状態から、各直動モータ24を作動し、各副吸着部材21が主吸着部材20から離れる方向に移動させる。これにより、各副吸着部材21が接着シートSの下面を吸着しつつ、当該下面を滑りながら接着シートSの外周側に移動する。すると、板状部材Pの中央領域から外縁側に向かって次第に反りが解消されつつ、板状部材P全体がテーブル11の上面11Aに沿った平らな状態となって当該テーブル11に当接していく。このとき、板状部材Pは、各副吸着部材21の移動により、その移動方向に変位する力が作用するが、主吸着部材20による吸着と滑り止め部材22とによる摩擦抵抗により、当該板状部材Pの移動が規制されるようになる。そして、各副吸着部材21が板状部材Pの外周側に達したときに、直動モータ24の作動を停止させ、吸着部16により吸着支持を開始することでテーブル11上に板状部材Pが平らな状態となって支持される。その後リングフレームRFの上面と板状部材PのウエハWの上面とに、図示しない接着シートが貼付され、当該板状部材PがリングフレームRFにマウントされる。
【0023】
従って、このような実施形態によれば、各副吸着部材21の移動により、反った板状部材Pの面内中央部から外周側に向かって次第に平らになるように調整して支持可能となる。これにより、板状部材Pの中央付近に膨らみが生じたり、板状部材Pが波打つようにしわが生じたりしないよう、当該板状部材Pの反りを解消した状態で支持することが可能となる。なお、上記とは逆に、板状部材Pの中央部がテーブル11の上面11Aから離れるように反りが発生している場合や、複数の反りによってうねりが発生しているような場合でも、板状部材Pをテーブル11の上面11Aに載置したときに、当該板状部材Pの中央領域を、先に主吸着部材20及び主吸着部材20に接近させた各副吸着部材21によって吸着支持させるように押し下げておけば、上記同様に板状部材P全体をテーブル11の上面11Aに沿った平らな状態として当該テーブル11で支持することができる。
【0024】
[第2実施形態]
図3及び図4において、第2実施形態に係る支持装置30は、接着シートSが貼付されたウエハWからなる板状部材Pを吸着支持する牽引手段31と、この牽引手段31を移動可能な移動手段32と、板状部材Pを移動不能に支持する移動規制手段33と、板状部材Pを位置決め可能に設けられた位置決め手段34と、移動手段32を支持する平面視120°間隔の延出部を有するプレートからなるフレーム35とを備えて構成されている。フレーム35の下面側は、駆動機器としての多関節ロボット36に支持されている。多関節ロボット36は、多関節アーム部38を備えた所謂6軸ロボットであり、その作業領域内で支持装置30を上下左右方向、天地反転、面内回転等、何れの位置、何れの方向にも移動、搬送可能なものである。
【0025】
前記牽引手段31は、平面視で周方向120°間隔毎に設けられた3体の副吸着部材41からなる。各副吸着部材41は、板状部材Pに向かって気体を噴出して負圧を発生させることで当該板状部材Pを引寄せる所謂ベルヌーイチャックであって、板状部材Pを非接触な状態で吸着支持可能に設けられている。なお、各副吸着部材41は、図示しないコンプレッサ等の加圧手段に連通可能に設けられている。
【0026】
前記移動手段32は、フレーム35上に設けられて当該フレーム35の延出部方向に延びる3体の駆動機器としての直動モータ44と、各直動モータ44のスライダ45上に設けられ副吸着部材41を上下方向に移動可能に支持する駆動機器としての直動モータ48とを備えている。従って、各副吸着部材41は、各直動モータ44を作動させることにより、移動規制手段33に対して離間接近するよう図3の紙面に平行な平面に沿う方向であって、移動規制手段33で支持された板状部材Pに対して移動可能に設けられている。
【0027】
前記移動規制手段33は、フレーム35の平面視中央部に設けられた主吸着部材40からなる。主吸着部材40は、副吸着部材41と同様のベルヌーイチャックであって、その上面側には、第1実施形態の滑り止め部材22と同等のものであって、複数の突起状をなす規制手段としての滑り止め部材42が設けられている。なお、主吸着部材40は、図示しないコンプレッサ等の加圧手段に連通可能に設けられている。
【0028】
前記位置決め手段34は、主吸着部材40を下面側から支持する駆動機器としての回動モータ50と、この回動モータ50を支持する駆動機器としてのXYテーブル51と、ウエハWの外縁を撮像する検出手段52とを備えている。検出手段52は、撮像したウエハWの外縁の位置データを図示しない制御手段に出力可能に設けられている。制御手段は、検出手段52から入力された位置データを処理することで、ウエハWの中心位置やオリフラ又はVノッチ(図示省略)等の基準位置を特定し、更に、回動モータ50及びXYテーブル51を駆動制御することで、ウエハWの中心位置や基準位置等を所定の位置に位置決め可能となっている。
【0029】
次に、本実施形態における板状部材Pの支持方法について説明する。
【0030】
初めに、図3の実線で示されるように、主吸着部材40に各副吸着部材41を接近させた状態としておく。図示しない研削装置によってウエハWの裏面が研削されて、当該ウエハWが上側となった状態の板状部材Pに対し、多関節ロボット36を介して支持装置30を板状部材Pに接近させる。次いで、主吸着部材40及び各副吸着部材41を図示しない加圧手段に連通することで、板状部材Pを引寄せ、当該板状部材Pの中央部を滑り止め部材42に当接させることでその移動を規制する。そして、直動モータ48を作動し、各副吸着部材41の高さを調整することで、副吸着部材41で吸着される領域の板状部材Pの面の高さ位置が調整される。このとき、板状部材Pは、滑り止め部材42には接触するが、主吸着部材40及び各副吸着部材41とは非接触状態で支持される。
【0031】
その後、各直動モータ44を作動し、主吸着部材40から各副吸着部材41を離れる方向に移動させる。これにより、各副吸着部材41がウエハWの上面側を吸着しつつ、当該上面と非接触状態を保ちながらウエハWの外周側に移動する。次いで、多関節ロボット36を介して支持装置30を上下反転させることで、図4に示されるように板状部材Pが接着シートSが上側となった状態で支持される。つまり、外周側が上方に反ったり、中央側が上方に反ったりし易い板状部材Pであっても、反りを解消し、板状部材Pを平らに維持して支持することができる。
【0032】
この状態で、回動モータ50を作動して板状部材Pを回転させる。この回転中、検出手段52によりウエハWの外縁の位置が検出認識され、これら位置データが図示しない制御手段に出力される。図示しない制御手段は、これら位置データに基づいて、ウエハWの中心位置と基準位置とを特定し、回動モータ50及びXYテーブル51を駆動制御することで、ウエハWの中心位置や基準位置等を所定の位置に位置決めする。位置決め終了後、多関節ロボット36によって板状部材Pが次工程の他の装置に搬送される。
【0033】
従って、このような実施形態によれば、板状部材Pを平らな状態として位置決めができるので、正確な位置決めが行え、次工程の他の装置等における所定の位置に正確に板状部材Pを載置することができる。また、各副吸着部材41と接着シートS下面とが非接触となるので、副吸着部材41が主吸着部材40から離間するときや、位置決めを行うときに、板状部材Pを損傷させることはない。
【0034】
以上のように、本発明を実施するための最良の構成、方法等は、前記記載で開示されているが、本発明は、これに限定されるものではない。
すなわち、本発明は、主に特定の実施形態に関して特に図示、説明されているが、本発明の技術的思想及び目的の範囲から逸脱することなく、以上説明した実施形態に対し、形状、位置若しくは配置等に関し、必要に応じて当業者が様々な変更を加えることができるものである。
従って、上記に開示した形状などを限定した記載は、本発明の理解を容易にするために例示的に記載したものであり、本発明を限定するものではないから、それらの形状などの限定の一部若しくは全部の限定を外した部材の名称での記載は、本発明に含まれるものである。
【0035】
例えば、前述のように板状部材Pを平らにし得る限りにおいて、副吸着部材21、41の設置数を増減したり、設置位置を変更したり、主吸着部材20、40を省略し、全て移動可能な副吸着部材21、41としてもよい。この際、副吸着部材21、41の設置数や移動軌跡に応じて、溝17やプレート35の平面形状を変更すればよい。
【0036】
また、板状部材Pにおいて主吸着部材20、40により最初に吸着支持する箇所は、面内中央領域に限られるものでなく、例えば、板状部材P外周をスポット的に最初に吸着し、その吸着した領域から副吸着部材21、41が離れるように移動して板状部材Pの反りを解消するようにしてもよい。
【0037】
更に、第1実施形態の主吸着部材20及び各副吸着部材21と、第2実施形態の主吸着部材40及び各副吸着部材41とは、相互に取り替えた構成としてもよく、また、第1実施形態の副吸着部材21を第2実施形態の副吸着部材41に替えたり、第2実施形態の主吸着部材40を第1実施形態の主吸着部材20に替えてもよい。
また、牽引手段12、31及び移動規制手段15、33は、上記実施形態のように吸引によって板状部材Pを支持するもの以外に、磁石や静電気等によって支持するものを採用してもよい。なお、移動規制手段15、33は、板状部材Pを挟み込んで支持可能なチャック等を採用してもよい。
【0038】
また、前記実施形態における駆動機器は、回動モータ、直動モータ、リニアモータ、単軸ロボット、多関節ロボット等の電動機器、エアシリンダ、油圧シリンダ、ロッドレスシリンダ及びロータリシリンダ等のアクチュエータ等を採用することができる上、それらを直接的又は間接的に組み合せたものを採用することもできる(実施形態で例示したものと重複するものもある)。
【0039】
更に、本発明において、板状部材は、ガラス板、鋼板、または、樹脂板等、その他の被着体も対象とすることができ、半導体ウエハは、シリコン半導体ウエハや化合物半導体ウエハであってもよい。
【符号の説明】
【0040】
10、30 支持装置
12、31 牽引手段
14、32 移動手段
15、33 移動規制手段
34 位置決め手段
P 板状部材
【特許請求の範囲】
【請求項1】
板状部材を引寄せる牽引手段と、前記牽引手段を所定の平面に沿って移動可能な移動手段とを備え、
前記移動手段は、前記牽引手段を移動することで前記板状部材の面が平らな状態になるように調整して支持可能に設けられていることを特徴とする板状部材の支持装置。
【請求項2】
前記板状部材を移動不能に支持する移動規制手段を備えていることを特徴とする請求項1記載の板状部材の支持装置。
【請求項3】
前記支持した板状部材を所定の位置に位置決め可能な位置決め手段を備えていることを特徴とする請求項1または2記載の板状部材の支持装置。
【請求項4】
板状部材を牽引手段により引寄せる工程と、
前記牽引手段を所定の平面に沿って移動することで、前記板状部材の面が平らな状態になるように調整して支持する工程とを備えていることを特徴とする板状部材の支持方法。
【請求項1】
板状部材を引寄せる牽引手段と、前記牽引手段を所定の平面に沿って移動可能な移動手段とを備え、
前記移動手段は、前記牽引手段を移動することで前記板状部材の面が平らな状態になるように調整して支持可能に設けられていることを特徴とする板状部材の支持装置。
【請求項2】
前記板状部材を移動不能に支持する移動規制手段を備えていることを特徴とする請求項1記載の板状部材の支持装置。
【請求項3】
前記支持した板状部材を所定の位置に位置決め可能な位置決め手段を備えていることを特徴とする請求項1または2記載の板状部材の支持装置。
【請求項4】
板状部材を牽引手段により引寄せる工程と、
前記牽引手段を所定の平面に沿って移動することで、前記板状部材の面が平らな状態になるように調整して支持する工程とを備えていることを特徴とする板状部材の支持方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−156415(P2012−156415A)
【公開日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願番号】特願2011−15984(P2011−15984)
【出願日】平成23年1月28日(2011.1.28)
【出願人】(000102980)リンテック株式会社 (1,750)
【Fターム(参考)】
【公開日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願日】平成23年1月28日(2011.1.28)
【出願人】(000102980)リンテック株式会社 (1,750)
【Fターム(参考)】
[ Back to top ]