
板紙及びその製造方法
本発明は、二つの表面を有する繊維マトリクスを備え、それによって繊維層の第二表面が、50μmより小さい粒径の粒子形状のマーキング剤を含有する表面サイジング層を有する、信頼性のある製品に用いられる板紙に関する。マーキング剤を表面サイジングに組み込むことにより、マーキング剤の粒子を板紙に付着させることができ、同時に、パルプに添加させた場合と比較して全消費量を80〜90%減少させることができる。50μm未満の大きさの粒子を用いることにより、縞やざらつきがなく、さもなければ縞が製品の品質を損なうかもしれない最上層を形成することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、請求項1の前文に記載の板紙に関する。
【0002】
特に信頼性のある製品に使用されることを意図するこの種の板紙は、通常、二つの表面を有する繊維マトリクスを備え、該表面の少なくとも一つに表面サイズ層が設けられている。
【0003】
本発明はまた、信頼性のある製品用の板紙を製造するための請求項22の前文に記載の方法に関する。
【背景技術】
【0004】
安全表示は、製品の信頼性を示し確認するのに用いられる。従来の安全表示の一例としては、紙の表面に形成された印刷模様を含むすき入れがある。すき入れの目的は、紙の出所を表示することである。封筒や包装にシールやタブを付し、製品の完全を保証する。近年、ホログラム模様、安全線及び同様の表示が紙幣にも組み込まれ、紙幣の偽造を困難にしている。これらの安全表示は、コンパクトディスクのプラスチック製包装等の製品の包装にも組み込まれている。電子安全表示としては、電子形態の情報を有するマイクロチップ及び誘導コイルが挙げられ、これらは、製品の出所を識別し確認するのに用いることができる。
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明においては、安全表示を付された製品を、「信頼性のある製品」とも称する。
【0006】
現代の多くの信頼性のある製品の不都合の一つは、偽造するのに最も困難な安全表示を別途製造し、それにより製品と安全表示を結合するのに別途作業段階が必要となることである。このことは、特に製品の包装及び木枠等の紙及び板紙製品にかかわる。その上、例えば、比較的気付かれずにはずされ得るプラスチック製安全表示を該製品に付けることは困難である。
【0007】
安全表示に必要とされるいかなるマーキング剤をも、板紙抄紙機において、パルプと混合することにより包装用板紙に組み込むことができる。この場合、マーキング剤を板紙の繊維マトリクスに均一に展開することができる。しかしながら、板紙の表面を調べると、ほんの一部が、典型的には10〜70%、時には10〜40%だけのマーキング剤の粒子が見えるだけであるので、マーキング剤の消費がかなり高くなるという問題がある。板紙を表面に対して垂直に検査又は分析すると、残余は他の粒子及び繊維の下にとどまっている。
【0008】
他の重大な問題は、マーキング剤の中には板紙抄紙機の循環水に到達して、長短の循環水に接触するあらゆる装置及び管路を汚染するものがあるということである。
【0009】
本発明の目的は、包装等の信頼性のある製品に適した板紙を製造するための新規の解決方法を提供することである。特に、本発明の目的は、製造においてマーキング剤の消費及び循環水の汚染を同時に低減することが可能となる新規の板紙製品を提供することである。本発明の基本概念は、マーキング剤をサイズとの混合物として板紙に導入することである。
【課題を解決するための手段】
【0010】
表面に塗布され結合剤と混合された蛍光粒子を有する信頼性のある製品は、米国公開公報第2002/0066543号によって知られている。この解決方法においては、マーキング剤を、例えば、塗装、ローラー塗布、吹付け、従来の印刷方法によって、又はマーキングペンを用いて製品に塗布する。該方法は、比較的小さい表面の安全表示に適用できる。しかし、信頼性のある表示を広く均一な表面上に導入することを望む場合、容易に適用することができないか、又は少なくとも経済的ではない。
【0011】
米国特許第6060426号には、紙の偽造を困難にするために近赤外線蛍光化合物が設けられた感熱紙が開示されている。フィンランド国公開公報第864951号には、粒子形状の顔料を組み込んだ紙が記載されている。しかし、これらは剛性であるので、これら公報に開示された製品は、例えば、包装材料に適していない。紙用安全表示を導入するための一種の解決方法が、WO第03/057785号にも公表されており、該方法では、植物油を用いてマーキング剤を紙に含浸させる。しかし、含浸によって導入された安全表示においては、製品の表面を見た場合、含浸したマーキング剤のわずかな部分が見えるだけなので、マーキング剤の消費は不経済に高くなる。
【0012】
本発明は、上述の公報に従う方法及び製品の欠陥を取り除く。
【0013】
本発明によれば、マーキング剤は、繊維マトリクスの表面サイズ層に組み込まれ、特に繊維マトリクスの裏側表面の表面サイズに組み込まれる。この場合、マーキング剤の粒子は、サイジング混合物と共に繊維マトリクス上に塗布され、それによって均一で傷のない表面の層を提供するために、塗布後に不均一な表面を形成しないのに十分小さい粒径を有する粒子形状のマーキング剤を用いる。本発明に関して、マーキング剤の平均粒径は実質的に50μmより小さくすべきであることに言及し、それによって最大で5%、好ましくは0.01〜4%、典型的には約1〜2%の粒子が50μmより大きい粒径を有する。
【0014】
本発明はまた、信頼性のある製品に用いられる板紙の製造方法を提供し、該方法によれば、表面サイズ層を板紙の繊維マトリクスの他方の表面上に塗布して、該表面が板紙の裏面を形成し、一緒に混合したマーキング剤を有する表面サイズ層は、上述したとおり50μm未満の粒子を含む。表面サイズ処理を施した裏面にコーティングを施さないままにしておくのが好ましい。繊維マトリクスの表層を形成する面を表面サイズがないままにしておくことができ、又はマーキング剤を含有しない表面サイズをその上に塗布する。
【0015】
具体的には、本発明に従う板紙は、請求項1の特徴部分に示されていることを特徴とする。
【0016】
本発明に従う方法は、請求項22の特徴部分に示されていることを特徴とする。
【0017】
本発明は、多くの利点を与える。従って、表面サイズの中にマーキング剤を含むことにより、マーキング剤の粒子を板紙に付着できる一方で、マーキング剤の消費の合計がパルプに添加させた場合と比較して80〜90%低下する。50μm未満の大きさの粒子を用いることで、縞やざらつきがなく、さもなければ製品の品質を損なうかもしれない最上層を形成することができる。
【0018】
本発明に従う製造方法は、多くの点で好都合である。従って、表面サイジングの段階まで板紙にマーキング剤を含ませないことにより、その粒子が板紙抄紙機の循環水に入るのを妨げることができる。これは、板紙抄紙機及びその周辺の掃除の必要性を低減する。特別な品質の包装用板紙は、板紙の表面サイジング段階においてマーキング剤を導入することによって通常の板紙から作られ、それにより、製造費用が削減される。同時に、サイズプレスの洗浄後に特別な品質の包装用板紙の製造から通常の板紙の製造への切り替えを柔軟に行うことができる。表面サイズ層に含まれるマーキング剤を変更することで、異なる顧客用に異なる製品を作ることも可能である。
【0019】
本発明によって提供される板紙は、例えば、トラック、シート、印刷製品、包装又は包装のブランクの形態にある。
【0020】
本発明の他の利点と特徴を、本発明に従う折りたたみ箱用板紙の断面を概略的に示す添付図面を参照して、下記の詳細な説明に記載する。
【発明を実施するための最良の形態】
【0021】
本発明に従う板紙は、その裏面を形成する面上にマーキング剤を含有する表面サイズ層を有する繊維マトリクスを備える。かかる板紙を、例えば、包装のブランクとして使用することができる。この場合、マーキング剤をトラックの幅全体に均一に塗布することが必須である。さもなければ、包装の大きさ次第で、板紙から作られる包装(ブランク)が少しもマーキング剤の粒子を含有しない危険性がある。本発明によれば、この問題は、マーキング剤を表面サイズに組み込むことで解決できる。本質的に知られているように、表面サイジングの目的は、板紙の耐湿性(その結果、包装の耐湿性)を改善することである。従って、この処理段階で、板紙の表面全体にサイズ層を設けることが必須である。本発明によれば、マーキング剤を表面サイズに適用することで、製造段階において既に板紙のトラック全体に分布させる。このことは材料の浪費を減少し、更に、マーキング剤の消費を低くすることに加えて、ブランク、包装及びトラックから作られた他の信頼性のある製品の製造費用を低減する。
【0022】
均一な分布を確保するためには、マーキング剤の粒子が50μm未満の大きさでなければならないことを見出した。加えて、該粒径が0.05μmより大きいと好都合である。一般に、本発明に適したマーキング剤の平均粒径は1〜45μmであり、4〜40μmであるのが好ましく、約10〜30μmであるのがより好ましい。10μmより大きい粒子を用いる場合、肉眼で見ることができる粒子の重要な利点が得られる。マーキング剤が該マーキング剤からなる安全表示の均一性を確保するのに用いることができる急激な分布を有することは、特に好都合である。従って、かかる材料から小さい箱や大きい箱を同じ様に作ることができ、全てが望ましいマーキング剤含有の均一表面を有する。特に好都合には、板紙の他方の面に、一般にマーキング剤を含有しない表面サイズ層を設けた場合、あらゆる点に信頼性の証明と耐湿性の表面の両方を有するブランク又は包装が達成される。
【0023】
マーキング剤は、光学的に確認できる物質であることが好ましい。本発明にとって適切なマーキング剤としては、例えば、紫外線で確認できる粒子を含むもの、赤外線又はX線によって粒子を確認できるもの、及びレーザー、熱の影響下で鏡検法により、また、化学反応又は生物工学的な識別によって粒子を確認できるものが挙げられる。
【0024】
典型的なマーキング剤には、ローダミンB(C.I. #45175)並びに2,2’-(2,5-チオフェンジイル)-ビス(5-tert-ブチルベンゾオキサゾール)並びに種々のスチルベン誘導体、ベンゼンやビフェニルのシンナメニル誘導体、ピラゾリン類及びクマリン誘導体等の蛍光インクが含まれる。ユーロピウムをドープしたイットリウム酸硫化物及びユーロピウムをドープしたリン化バナジン酸イットリウムのような燐光無機化合物もまた実施可能である。サイズ混合物は一般に水性であるので(下記参照)、マーキング剤は水性分散液又は水溶液に配合されるのが好ましい。
【0025】
本発明の好適な実施態様によれば、レーザー光を照射すると色又は他の性質を変える顔料をマーキング剤として用いる。かかる顔料は、例えば、顆粒又はウェハの形態でもよく、その粒子の大きさは典型的には0.05〜20μmであり、特に好都合には1〜15μmである。顔料の選択によって、例えば、望ましい結果をもたらすこととなる光の波長範囲に影響を及ぼすことができる。一例として、最初は白色である顔料を、特定の波長を有するレーザー光を十分に照射すると肉眼で見えるほど黒くすることができる。かかるマーキング剤に基づく安全特性の利点の一つは、最初は見分けがつかないが、例えば、製品の輸入業者もしくは消費者又は国の関係者によって必要な場合に明らかにできることである。その代わりに、製品の製造業者は、市場に出回る前に偽造するのが困難なシンボルを製品に付けることができる。
【0026】
マーキング剤の粒子は、少なくとも大部分が繊維マトリクスの表面上の表面サイズ層中に均一に分布される。これは、板紙表面の選択部分における単位面積当たりの個数が、マーキング剤を含有する板紙の表面全体に対して規定される対応平均個数/単位面積から±20%より大きく、特に好都合には±10%より大きく外れないことを意味する。
【0027】
典型的には、表面サイズ層は、水溶性合成重合体、生体高分子又はこれらの誘導体を含有する。表面サイズをいくつかの群に分けることができ、それにより主要な区分は、陽イオン及び陰イオン表面サイズの間に存在する。これらに加えて、アルキルケテンダイマー(AKD)等の反応性サイズを特定の範囲で表面のサイジングに用い、そうでなければ、該反応性サイズの主な用途はパルプのサイジングである。ペルフルオロアルキルホスフェート及びペルフルオロアルキル重合体等の過フッ素化剤を用いることもできる。
【0028】
陽イオン表面サイズとしては、カチオン性澱粉及び澱粉誘導体、並びに対応する炭水化物系生体高分子が挙げられる。合成重合体としては、例えば、スチレン/アクリレート共重合体(SA)、ポリビニルアルコール、ポリウレタン及びアルキル化ウレタンを挙げることができる。
【0029】
陰イオン表面サイズとしては、アニオン性澱粉及び澱粉誘導体、並びにカルボキシメチルセルロース及びその塩、メチル及びエチルセルロース等のアルキルセルロース等の対応する炭水化物系生体高分子が挙げられる。合成重合体の中では、スチレン/マレイン酸共重合体(SMA)、ジイソブチレン/無水マレイン酸、スチレン/アクリレート共重合体、アクリロニトリル/アクリレート共重合体及びポリウレタン、並びに同一の化学的機能を含む対応のラテックス製品を例示できる。
【0030】
上記物質の多くは、粘性液体として供給され、対応するポリカルボン酸のナトリウム又はアンモニウム塩から形成される。
【0031】
一般に、溶液中の表面サイズの濃度は、約0.01〜25重量%であり、典型的には約1〜15重量%である。
【0032】
サイズは、水と混合させるのが好ましく、組成物に任意の望ましい添加剤及び助剤を添加するのが好ましい。かかる物質としては、例えば、消泡剤、粘度調節剤、pH調節剤及び緩衝剤が挙げられる。マーキング剤をサイズに添加して混合し、裏面に塗布される少なくとも実質的に均質の混合物を形成する。表面サイジングは、従来の技術、例えば、プール又はフィルム転写プレスを用い、或いはロッドコーターによる本質的に知られた方法で実行される。
【0033】
このような方法で、マーキング剤を含有する層を繊維マトリクスの表面上に形成し、該層の厚さは約0.1〜100μmであり、通常は約0.5〜50μmである。かかる層は、1dm2当たりマーキング剤の粒子を約50〜25000、好ましくは約100〜15000含有する。かかる粒子密度は、約0.01〜10重量%のマーキング剤をサイズ組成物に添加することで達成できる。
【0034】
繊維マトリクスの表層を未処理のままにしておくこともできるが、例えば、最初に下塗層で、次に少なくとも一層の前面塗工層による従来どおりの表面サイズ処理及びコーティングを施すのが好ましい。表層に表面サイズ処理を施す場合、マーキング剤を含まないサイズを用いるのが好ましい。この場合、繊維マトリクスの両面を、例えば、プール又はフィルム転写サイズプレスにおいて、板紙を二重サイジングに導入することで、サイズ処理を施すことができ、それによって表層及び対応する裏面の表面サイジングに用いられるサイズを、サイジング中、相互に分けておく。
【0035】
本発明を、例えば、マーキング剤の層を備える従来の包装用板紙を提供するのに用いることができる。かかる板紙の繊維マトリクスは、例えば、単層製品、原紙からなり、さらし及び/又は未ざらし化学広葉樹パルプ、さらし及び/又は未ざらし化学針葉樹パルプ、さらし及び/又は未ざらし機械パルプ、さらし又は未ざらしケミメカニカルパルプ、及び/又は板紙製造の再利用廃パルプ、或いはこれらの混合物を含むことができる。また、少なくとも二つの連続繊維層を有する多層製品を含むこともできる。
【0036】
多層板紙の一例としては、
外面及び内面を有する第一繊維層と、
外面及び内面を有する第二繊維層であって、第一繊維層から間隔を置いて配置され、それによって第二繊維層の内面が第一繊維層の内側の面に配置された第二繊維層と、
第一及び第二繊維層の間に取り付けられた第三繊維層との組み合わせを備え、
それによって繊維層が板紙の繊維マトリクスを形成し、マーキング剤を含有する表面サイズ層が第一繊維層の外面に配置され、該外面が板紙の裏面を構成する製品がある。
【0037】
原則として、所謂通常の折りたたみ箱用板紙に相当する製品においては、第一及び第二繊維層の少なくとも一層が、化学セルロースパルプを含む。第一及び第二繊維層は、さらし又は未ざらし化学針葉樹及び/又は広葉樹パルプを含んでもよい。第三繊維層は、機械又はケミメカニカルパルプ、未ざらし又はさらし針葉樹又は広葉樹パルプ、或いは板紙製造からの再利用廃パルプを含む。繊維マトリクスの外面を形成する面は、表面サイズ層を有してもよいが、上述したとおりマーキング剤を含まないのが好ましい。
【0038】
多層製品の一部の層をサイズ層によって相互に付着することもできる。使用したサイズは、上述した裏面の表面サイズ層に用いたものと同一の物質とすることができる。
【0039】
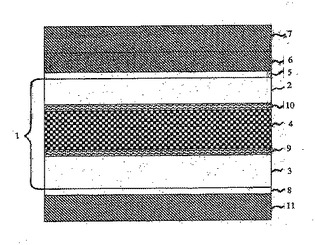
添付図面は、上記の概要に相当する改質した折りたたみ箱用板紙製品を示す。図面において、参照番号1は、繊維マトリクスを表し、折りたたみ箱用板紙製品の場合、該繊維マトリクスはさらし化学パルプ塊からなる上面ライナー2及び裏面3と、機械パルプからなり、製造から得られた廃パルプを含有してもよいセンター4との三層の層状の繊維層を備える。折りたたみ箱用板紙は、表面に表面サイズ処理5が施され、二層の塗工層6,7がコーティングされ、ここで、上面ライナー2(表面サイズ層5)の上にくる第一層は、通常、前面塗工層7より薄い下塗層6である。典型的な層の厚さは約1〜100μmで、これにより、下塗層の厚さは、前面塗工層の約20〜60%となる。数層の前面塗工層7が存在してもよく、典型的には1〜3層である。一般に、塗布量は約5〜50g/m2である。
【0040】
裏面3の表面は、マーキング剤を含有する表面サイズ層8を有する。マーキング剤の平均粒径は本質的に50μmより小さく、粒子のせいぜい数パーセント(例えば、約1〜2%)が50μmより大きいのが好ましい。
【0041】
裏面3とセンター4との間と、同様にセンター4と上面ライナー2との間にも表面サイズ層9,10を設ける。裏面には、塗工層11を設けることができる。
【0042】
図面に従う折りたたみ箱用板紙を、例えば、包装用板紙に適用することができ、それにより包装材料の信頼性を、例えば、紫外線で照射された際に包装の内部で確認することができる。
【0043】
以下の非限定的な実施例により、本発明を説明する。
【実施例】
【0044】
(例1)
表面積当たり同量の材料を用いる二つの異なる方法によって、平均粒径が40μmの紫外線蛍光粒子を板紙製品に組み込んだ。方法1においては、該粒子を典型的な生産板紙に対応する裏面のセルロースパルプと混合し、該パルプから40m2の坪量を有する実験室用シートを調製した。該シートは、折りたたみ箱用板紙の裏面を説明する。投与された粒子の量は、平均0.12mg/シートであった。方法2においては、該粒子を澱粉系サイズとの混合物としてシートの表面に添加した。シートに投与したサイズの量は約5g/m2であった。このようにして、同じ量の粒子0.12mg/シートをサイズとの混合物として投与した。両方の場合において、理論上、対象物は、1平方デシメートル当たり1000粒子の投与量が達成されるはずである。
【0045】
二つの異なる方法で作られたシートについて、1平方デシメートル当たりの実際の粒子量をカウントして定めたところ、方法1によって作られたシートについては約600粒子/dm2で、方法2によって作られたシートについては900粒子/dm2を超えるものであった。
【0046】
従って、粒子をサイズと共にシートの表面に添加することで、材料の経済性の観点から相当に実益があるのは明白である。この理由は、水を除去したり、繊維シートの内側に上記シートを組み込む間のシートに対する粒子の保持特性が低いことにある。脱水作用が実験室条件下に比べてはるかに強力である生産規模の機械で試験を実行した場合、両方法間での差異は、おそらく一層大きくなるであろう。
【0047】
(例2)
二つの異なる平均粒径の紫外線蛍光粒子を澱粉系サイズと共に板紙シートの表面に添加した。バッチ1における平均粒径は、70μmで広い分布(50〜200μm)を有し、バッチ2における平均粒径は、40μmで狭い分布を有する。塗布されたサイズ層は5g/m2であり、該サイズ層はロッドコーターによって作製された。両方の場合での目標投与量は、粒子の異なるサイズ分布を考慮に入れて、1000粒子/dm2であった。
【0048】
調製したシートを紫外線照射下で評価すると、バッチ1を用いて表面サイズ処理を施したシートの実現対象物は平均してわずか約600粒子/dm2であったのに対し、バッチ2を用いて表面サイズ処理を施したシートの実現対象物は平均900粒子/dm2を超えていた。更に、バッチ1で表面サイズ処理を施したシートを検査すると、最も大きい粒子は縞のままで、表面サイジングロッドと共にシートを刺激することが観察された。
【図面の簡単な説明】
【0049】
【図1】本発明に従う折りたたみ箱用板紙の断面を概略的に示す。
【符号の説明】
【0050】
1 繊維マトリクス
2 上面ライナー
3 裏面
4 センター
5 表面サイズ層
6 下塗層
7 前面塗工層
8 表面サイズ層
9 表面サイズ層
10 表面サイズ層
11 塗工層
【技術分野】
【0001】
本発明は、請求項1の前文に記載の板紙に関する。
【0002】
特に信頼性のある製品に使用されることを意図するこの種の板紙は、通常、二つの表面を有する繊維マトリクスを備え、該表面の少なくとも一つに表面サイズ層が設けられている。
【0003】
本発明はまた、信頼性のある製品用の板紙を製造するための請求項22の前文に記載の方法に関する。
【背景技術】
【0004】
安全表示は、製品の信頼性を示し確認するのに用いられる。従来の安全表示の一例としては、紙の表面に形成された印刷模様を含むすき入れがある。すき入れの目的は、紙の出所を表示することである。封筒や包装にシールやタブを付し、製品の完全を保証する。近年、ホログラム模様、安全線及び同様の表示が紙幣にも組み込まれ、紙幣の偽造を困難にしている。これらの安全表示は、コンパクトディスクのプラスチック製包装等の製品の包装にも組み込まれている。電子安全表示としては、電子形態の情報を有するマイクロチップ及び誘導コイルが挙げられ、これらは、製品の出所を識別し確認するのに用いることができる。
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明においては、安全表示を付された製品を、「信頼性のある製品」とも称する。
【0006】
現代の多くの信頼性のある製品の不都合の一つは、偽造するのに最も困難な安全表示を別途製造し、それにより製品と安全表示を結合するのに別途作業段階が必要となることである。このことは、特に製品の包装及び木枠等の紙及び板紙製品にかかわる。その上、例えば、比較的気付かれずにはずされ得るプラスチック製安全表示を該製品に付けることは困難である。
【0007】
安全表示に必要とされるいかなるマーキング剤をも、板紙抄紙機において、パルプと混合することにより包装用板紙に組み込むことができる。この場合、マーキング剤を板紙の繊維マトリクスに均一に展開することができる。しかしながら、板紙の表面を調べると、ほんの一部が、典型的には10〜70%、時には10〜40%だけのマーキング剤の粒子が見えるだけであるので、マーキング剤の消費がかなり高くなるという問題がある。板紙を表面に対して垂直に検査又は分析すると、残余は他の粒子及び繊維の下にとどまっている。
【0008】
他の重大な問題は、マーキング剤の中には板紙抄紙機の循環水に到達して、長短の循環水に接触するあらゆる装置及び管路を汚染するものがあるということである。
【0009】
本発明の目的は、包装等の信頼性のある製品に適した板紙を製造するための新規の解決方法を提供することである。特に、本発明の目的は、製造においてマーキング剤の消費及び循環水の汚染を同時に低減することが可能となる新規の板紙製品を提供することである。本発明の基本概念は、マーキング剤をサイズとの混合物として板紙に導入することである。
【課題を解決するための手段】
【0010】
表面に塗布され結合剤と混合された蛍光粒子を有する信頼性のある製品は、米国公開公報第2002/0066543号によって知られている。この解決方法においては、マーキング剤を、例えば、塗装、ローラー塗布、吹付け、従来の印刷方法によって、又はマーキングペンを用いて製品に塗布する。該方法は、比較的小さい表面の安全表示に適用できる。しかし、信頼性のある表示を広く均一な表面上に導入することを望む場合、容易に適用することができないか、又は少なくとも経済的ではない。
【0011】
米国特許第6060426号には、紙の偽造を困難にするために近赤外線蛍光化合物が設けられた感熱紙が開示されている。フィンランド国公開公報第864951号には、粒子形状の顔料を組み込んだ紙が記載されている。しかし、これらは剛性であるので、これら公報に開示された製品は、例えば、包装材料に適していない。紙用安全表示を導入するための一種の解決方法が、WO第03/057785号にも公表されており、該方法では、植物油を用いてマーキング剤を紙に含浸させる。しかし、含浸によって導入された安全表示においては、製品の表面を見た場合、含浸したマーキング剤のわずかな部分が見えるだけなので、マーキング剤の消費は不経済に高くなる。
【0012】
本発明は、上述の公報に従う方法及び製品の欠陥を取り除く。
【0013】
本発明によれば、マーキング剤は、繊維マトリクスの表面サイズ層に組み込まれ、特に繊維マトリクスの裏側表面の表面サイズに組み込まれる。この場合、マーキング剤の粒子は、サイジング混合物と共に繊維マトリクス上に塗布され、それによって均一で傷のない表面の層を提供するために、塗布後に不均一な表面を形成しないのに十分小さい粒径を有する粒子形状のマーキング剤を用いる。本発明に関して、マーキング剤の平均粒径は実質的に50μmより小さくすべきであることに言及し、それによって最大で5%、好ましくは0.01〜4%、典型的には約1〜2%の粒子が50μmより大きい粒径を有する。
【0014】
本発明はまた、信頼性のある製品に用いられる板紙の製造方法を提供し、該方法によれば、表面サイズ層を板紙の繊維マトリクスの他方の表面上に塗布して、該表面が板紙の裏面を形成し、一緒に混合したマーキング剤を有する表面サイズ層は、上述したとおり50μm未満の粒子を含む。表面サイズ処理を施した裏面にコーティングを施さないままにしておくのが好ましい。繊維マトリクスの表層を形成する面を表面サイズがないままにしておくことができ、又はマーキング剤を含有しない表面サイズをその上に塗布する。
【0015】
具体的には、本発明に従う板紙は、請求項1の特徴部分に示されていることを特徴とする。
【0016】
本発明に従う方法は、請求項22の特徴部分に示されていることを特徴とする。
【0017】
本発明は、多くの利点を与える。従って、表面サイズの中にマーキング剤を含むことにより、マーキング剤の粒子を板紙に付着できる一方で、マーキング剤の消費の合計がパルプに添加させた場合と比較して80〜90%低下する。50μm未満の大きさの粒子を用いることで、縞やざらつきがなく、さもなければ製品の品質を損なうかもしれない最上層を形成することができる。
【0018】
本発明に従う製造方法は、多くの点で好都合である。従って、表面サイジングの段階まで板紙にマーキング剤を含ませないことにより、その粒子が板紙抄紙機の循環水に入るのを妨げることができる。これは、板紙抄紙機及びその周辺の掃除の必要性を低減する。特別な品質の包装用板紙は、板紙の表面サイジング段階においてマーキング剤を導入することによって通常の板紙から作られ、それにより、製造費用が削減される。同時に、サイズプレスの洗浄後に特別な品質の包装用板紙の製造から通常の板紙の製造への切り替えを柔軟に行うことができる。表面サイズ層に含まれるマーキング剤を変更することで、異なる顧客用に異なる製品を作ることも可能である。
【0019】
本発明によって提供される板紙は、例えば、トラック、シート、印刷製品、包装又は包装のブランクの形態にある。
【0020】
本発明の他の利点と特徴を、本発明に従う折りたたみ箱用板紙の断面を概略的に示す添付図面を参照して、下記の詳細な説明に記載する。
【発明を実施するための最良の形態】
【0021】
本発明に従う板紙は、その裏面を形成する面上にマーキング剤を含有する表面サイズ層を有する繊維マトリクスを備える。かかる板紙を、例えば、包装のブランクとして使用することができる。この場合、マーキング剤をトラックの幅全体に均一に塗布することが必須である。さもなければ、包装の大きさ次第で、板紙から作られる包装(ブランク)が少しもマーキング剤の粒子を含有しない危険性がある。本発明によれば、この問題は、マーキング剤を表面サイズに組み込むことで解決できる。本質的に知られているように、表面サイジングの目的は、板紙の耐湿性(その結果、包装の耐湿性)を改善することである。従って、この処理段階で、板紙の表面全体にサイズ層を設けることが必須である。本発明によれば、マーキング剤を表面サイズに適用することで、製造段階において既に板紙のトラック全体に分布させる。このことは材料の浪費を減少し、更に、マーキング剤の消費を低くすることに加えて、ブランク、包装及びトラックから作られた他の信頼性のある製品の製造費用を低減する。
【0022】
均一な分布を確保するためには、マーキング剤の粒子が50μm未満の大きさでなければならないことを見出した。加えて、該粒径が0.05μmより大きいと好都合である。一般に、本発明に適したマーキング剤の平均粒径は1〜45μmであり、4〜40μmであるのが好ましく、約10〜30μmであるのがより好ましい。10μmより大きい粒子を用いる場合、肉眼で見ることができる粒子の重要な利点が得られる。マーキング剤が該マーキング剤からなる安全表示の均一性を確保するのに用いることができる急激な分布を有することは、特に好都合である。従って、かかる材料から小さい箱や大きい箱を同じ様に作ることができ、全てが望ましいマーキング剤含有の均一表面を有する。特に好都合には、板紙の他方の面に、一般にマーキング剤を含有しない表面サイズ層を設けた場合、あらゆる点に信頼性の証明と耐湿性の表面の両方を有するブランク又は包装が達成される。
【0023】
マーキング剤は、光学的に確認できる物質であることが好ましい。本発明にとって適切なマーキング剤としては、例えば、紫外線で確認できる粒子を含むもの、赤外線又はX線によって粒子を確認できるもの、及びレーザー、熱の影響下で鏡検法により、また、化学反応又は生物工学的な識別によって粒子を確認できるものが挙げられる。
【0024】
典型的なマーキング剤には、ローダミンB(C.I. #45175)並びに2,2’-(2,5-チオフェンジイル)-ビス(5-tert-ブチルベンゾオキサゾール)並びに種々のスチルベン誘導体、ベンゼンやビフェニルのシンナメニル誘導体、ピラゾリン類及びクマリン誘導体等の蛍光インクが含まれる。ユーロピウムをドープしたイットリウム酸硫化物及びユーロピウムをドープしたリン化バナジン酸イットリウムのような燐光無機化合物もまた実施可能である。サイズ混合物は一般に水性であるので(下記参照)、マーキング剤は水性分散液又は水溶液に配合されるのが好ましい。
【0025】
本発明の好適な実施態様によれば、レーザー光を照射すると色又は他の性質を変える顔料をマーキング剤として用いる。かかる顔料は、例えば、顆粒又はウェハの形態でもよく、その粒子の大きさは典型的には0.05〜20μmであり、特に好都合には1〜15μmである。顔料の選択によって、例えば、望ましい結果をもたらすこととなる光の波長範囲に影響を及ぼすことができる。一例として、最初は白色である顔料を、特定の波長を有するレーザー光を十分に照射すると肉眼で見えるほど黒くすることができる。かかるマーキング剤に基づく安全特性の利点の一つは、最初は見分けがつかないが、例えば、製品の輸入業者もしくは消費者又は国の関係者によって必要な場合に明らかにできることである。その代わりに、製品の製造業者は、市場に出回る前に偽造するのが困難なシンボルを製品に付けることができる。
【0026】
マーキング剤の粒子は、少なくとも大部分が繊維マトリクスの表面上の表面サイズ層中に均一に分布される。これは、板紙表面の選択部分における単位面積当たりの個数が、マーキング剤を含有する板紙の表面全体に対して規定される対応平均個数/単位面積から±20%より大きく、特に好都合には±10%より大きく外れないことを意味する。
【0027】
典型的には、表面サイズ層は、水溶性合成重合体、生体高分子又はこれらの誘導体を含有する。表面サイズをいくつかの群に分けることができ、それにより主要な区分は、陽イオン及び陰イオン表面サイズの間に存在する。これらに加えて、アルキルケテンダイマー(AKD)等の反応性サイズを特定の範囲で表面のサイジングに用い、そうでなければ、該反応性サイズの主な用途はパルプのサイジングである。ペルフルオロアルキルホスフェート及びペルフルオロアルキル重合体等の過フッ素化剤を用いることもできる。
【0028】
陽イオン表面サイズとしては、カチオン性澱粉及び澱粉誘導体、並びに対応する炭水化物系生体高分子が挙げられる。合成重合体としては、例えば、スチレン/アクリレート共重合体(SA)、ポリビニルアルコール、ポリウレタン及びアルキル化ウレタンを挙げることができる。
【0029】
陰イオン表面サイズとしては、アニオン性澱粉及び澱粉誘導体、並びにカルボキシメチルセルロース及びその塩、メチル及びエチルセルロース等のアルキルセルロース等の対応する炭水化物系生体高分子が挙げられる。合成重合体の中では、スチレン/マレイン酸共重合体(SMA)、ジイソブチレン/無水マレイン酸、スチレン/アクリレート共重合体、アクリロニトリル/アクリレート共重合体及びポリウレタン、並びに同一の化学的機能を含む対応のラテックス製品を例示できる。
【0030】
上記物質の多くは、粘性液体として供給され、対応するポリカルボン酸のナトリウム又はアンモニウム塩から形成される。
【0031】
一般に、溶液中の表面サイズの濃度は、約0.01〜25重量%であり、典型的には約1〜15重量%である。
【0032】
サイズは、水と混合させるのが好ましく、組成物に任意の望ましい添加剤及び助剤を添加するのが好ましい。かかる物質としては、例えば、消泡剤、粘度調節剤、pH調節剤及び緩衝剤が挙げられる。マーキング剤をサイズに添加して混合し、裏面に塗布される少なくとも実質的に均質の混合物を形成する。表面サイジングは、従来の技術、例えば、プール又はフィルム転写プレスを用い、或いはロッドコーターによる本質的に知られた方法で実行される。
【0033】
このような方法で、マーキング剤を含有する層を繊維マトリクスの表面上に形成し、該層の厚さは約0.1〜100μmであり、通常は約0.5〜50μmである。かかる層は、1dm2当たりマーキング剤の粒子を約50〜25000、好ましくは約100〜15000含有する。かかる粒子密度は、約0.01〜10重量%のマーキング剤をサイズ組成物に添加することで達成できる。
【0034】
繊維マトリクスの表層を未処理のままにしておくこともできるが、例えば、最初に下塗層で、次に少なくとも一層の前面塗工層による従来どおりの表面サイズ処理及びコーティングを施すのが好ましい。表層に表面サイズ処理を施す場合、マーキング剤を含まないサイズを用いるのが好ましい。この場合、繊維マトリクスの両面を、例えば、プール又はフィルム転写サイズプレスにおいて、板紙を二重サイジングに導入することで、サイズ処理を施すことができ、それによって表層及び対応する裏面の表面サイジングに用いられるサイズを、サイジング中、相互に分けておく。
【0035】
本発明を、例えば、マーキング剤の層を備える従来の包装用板紙を提供するのに用いることができる。かかる板紙の繊維マトリクスは、例えば、単層製品、原紙からなり、さらし及び/又は未ざらし化学広葉樹パルプ、さらし及び/又は未ざらし化学針葉樹パルプ、さらし及び/又は未ざらし機械パルプ、さらし又は未ざらしケミメカニカルパルプ、及び/又は板紙製造の再利用廃パルプ、或いはこれらの混合物を含むことができる。また、少なくとも二つの連続繊維層を有する多層製品を含むこともできる。
【0036】
多層板紙の一例としては、
外面及び内面を有する第一繊維層と、
外面及び内面を有する第二繊維層であって、第一繊維層から間隔を置いて配置され、それによって第二繊維層の内面が第一繊維層の内側の面に配置された第二繊維層と、
第一及び第二繊維層の間に取り付けられた第三繊維層との組み合わせを備え、
それによって繊維層が板紙の繊維マトリクスを形成し、マーキング剤を含有する表面サイズ層が第一繊維層の外面に配置され、該外面が板紙の裏面を構成する製品がある。
【0037】
原則として、所謂通常の折りたたみ箱用板紙に相当する製品においては、第一及び第二繊維層の少なくとも一層が、化学セルロースパルプを含む。第一及び第二繊維層は、さらし又は未ざらし化学針葉樹及び/又は広葉樹パルプを含んでもよい。第三繊維層は、機械又はケミメカニカルパルプ、未ざらし又はさらし針葉樹又は広葉樹パルプ、或いは板紙製造からの再利用廃パルプを含む。繊維マトリクスの外面を形成する面は、表面サイズ層を有してもよいが、上述したとおりマーキング剤を含まないのが好ましい。
【0038】
多層製品の一部の層をサイズ層によって相互に付着することもできる。使用したサイズは、上述した裏面の表面サイズ層に用いたものと同一の物質とすることができる。
【0039】
添付図面は、上記の概要に相当する改質した折りたたみ箱用板紙製品を示す。図面において、参照番号1は、繊維マトリクスを表し、折りたたみ箱用板紙製品の場合、該繊維マトリクスはさらし化学パルプ塊からなる上面ライナー2及び裏面3と、機械パルプからなり、製造から得られた廃パルプを含有してもよいセンター4との三層の層状の繊維層を備える。折りたたみ箱用板紙は、表面に表面サイズ処理5が施され、二層の塗工層6,7がコーティングされ、ここで、上面ライナー2(表面サイズ層5)の上にくる第一層は、通常、前面塗工層7より薄い下塗層6である。典型的な層の厚さは約1〜100μmで、これにより、下塗層の厚さは、前面塗工層の約20〜60%となる。数層の前面塗工層7が存在してもよく、典型的には1〜3層である。一般に、塗布量は約5〜50g/m2である。
【0040】
裏面3の表面は、マーキング剤を含有する表面サイズ層8を有する。マーキング剤の平均粒径は本質的に50μmより小さく、粒子のせいぜい数パーセント(例えば、約1〜2%)が50μmより大きいのが好ましい。
【0041】
裏面3とセンター4との間と、同様にセンター4と上面ライナー2との間にも表面サイズ層9,10を設ける。裏面には、塗工層11を設けることができる。
【0042】
図面に従う折りたたみ箱用板紙を、例えば、包装用板紙に適用することができ、それにより包装材料の信頼性を、例えば、紫外線で照射された際に包装の内部で確認することができる。
【0043】
以下の非限定的な実施例により、本発明を説明する。
【実施例】
【0044】
(例1)
表面積当たり同量の材料を用いる二つの異なる方法によって、平均粒径が40μmの紫外線蛍光粒子を板紙製品に組み込んだ。方法1においては、該粒子を典型的な生産板紙に対応する裏面のセルロースパルプと混合し、該パルプから40m2の坪量を有する実験室用シートを調製した。該シートは、折りたたみ箱用板紙の裏面を説明する。投与された粒子の量は、平均0.12mg/シートであった。方法2においては、該粒子を澱粉系サイズとの混合物としてシートの表面に添加した。シートに投与したサイズの量は約5g/m2であった。このようにして、同じ量の粒子0.12mg/シートをサイズとの混合物として投与した。両方の場合において、理論上、対象物は、1平方デシメートル当たり1000粒子の投与量が達成されるはずである。
【0045】
二つの異なる方法で作られたシートについて、1平方デシメートル当たりの実際の粒子量をカウントして定めたところ、方法1によって作られたシートについては約600粒子/dm2で、方法2によって作られたシートについては900粒子/dm2を超えるものであった。
【0046】
従って、粒子をサイズと共にシートの表面に添加することで、材料の経済性の観点から相当に実益があるのは明白である。この理由は、水を除去したり、繊維シートの内側に上記シートを組み込む間のシートに対する粒子の保持特性が低いことにある。脱水作用が実験室条件下に比べてはるかに強力である生産規模の機械で試験を実行した場合、両方法間での差異は、おそらく一層大きくなるであろう。
【0047】
(例2)
二つの異なる平均粒径の紫外線蛍光粒子を澱粉系サイズと共に板紙シートの表面に添加した。バッチ1における平均粒径は、70μmで広い分布(50〜200μm)を有し、バッチ2における平均粒径は、40μmで狭い分布を有する。塗布されたサイズ層は5g/m2であり、該サイズ層はロッドコーターによって作製された。両方の場合での目標投与量は、粒子の異なるサイズ分布を考慮に入れて、1000粒子/dm2であった。
【0048】
調製したシートを紫外線照射下で評価すると、バッチ1を用いて表面サイズ処理を施したシートの実現対象物は平均してわずか約600粒子/dm2であったのに対し、バッチ2を用いて表面サイズ処理を施したシートの実現対象物は平均900粒子/dm2を超えていた。更に、バッチ1で表面サイズ処理を施したシートを検査すると、最も大きい粒子は縞のままで、表面サイジングロッドと共にシートを刺激することが観察された。
【図面の簡単な説明】
【0049】
【図1】本発明に従う折りたたみ箱用板紙の断面を概略的に示す。
【符号の説明】
【0050】
1 繊維マトリクス
2 上面ライナー
3 裏面
4 センター
5 表面サイズ層
6 下塗層
7 前面塗工層
8 表面サイズ層
9 表面サイズ層
10 表面サイズ層
11 塗工層
【特許請求の範囲】
【請求項1】
二つの表面を有する繊維マトリクスを備え、
繊維層の一方の表面は、粒径が50μmより小さい粒子型マーキング剤を含有する表面サイジング層を有することを特徴とする信頼性のある製品に用いられる板紙。
【請求項2】
前記マーキング剤を光学的に確認できることを特徴とする請求項1に記載の板紙。
【請求項3】
前記マーキング剤が、紫外線で確認できる粒子又は赤外線もしくはX線によって確認できる粒子、或いはレーザー、熱の影響下での鏡検法により、又は化学反応もしくは生物工学的な識別によって確認できる粒子を含むことを特徴とする請求項1又は2に記載の板紙。
【請求項4】
前記マーキング剤の粒子は、少なくとも大部分が繊維マトリクスの表面上の表面サイジング層中に均一に分布していることを特徴とする請求項1〜3のいずれかに記載の板紙。
【請求項5】
前記表面サイジング層が、澱粉、澱粉誘導体、セルロース誘導体又は普通紙及び板紙の表面サイジングに用いられる他の添加剤等の生体高分子又はその誘導体を含むことを特徴とする請求項1〜4のいずれかに記載の板紙。
【請求項6】
前記マーキング剤の平均粒径が、1〜45μm、好ましくは4〜40μm、より好ましくは約10〜30μmであることを特徴とする請求項1〜5のいずれかに記載の板紙。
【請求項7】
前記表面サイジング層が、1dm2当たりマーキング剤の粒子を約50〜25000、好ましくは約100〜15000含有することを特徴とする請求項1〜6のいずれかに記載の板紙。
【請求項8】
前記マーキング剤含有表面サイジング層を板紙の裏面を構成する面に塗布することを特徴とする請求項1〜7のいずれかに記載の板紙。
【請求項9】
前記繊維マトリクスが、さらし及び/又は未ざらし広葉樹パルプ、さらし及び/又は未ざらし針葉樹パルプ、さらし及び/又は未ざらし機械パルプ、さらし及び/又は未ざらしケミメカニカルパルプ、及び/又は板紙製造に用いられる再利用廃パルプ、或いはこれらの混合物を含む原紙からなることを特徴とする請求項1〜8のいずれかに記載の板紙。
【請求項10】
層状の繊維層を少なくとも二層有する多層製品を含むことを特徴とする請求項1〜8のいずれかに記載の板紙。
【請求項11】
外面及び内面を有する第一繊維層と、
外面及び内面を有する第二繊維層であって、第一繊維層から少し離れて配置され、それによって、第二繊維層の内面が第一繊維層の内面に面するように配置された第二繊維層と、
第一及び第二繊維層の間に配置された第三繊維層とを組み合わせて備え、
それによって、前記繊維層が板紙の繊維マトリクスを形成し、マーキング剤含有表面サイジング層が板紙の裏面を構成する第一繊維層の外面上に配置されていることを特徴とする請求項10に記載の板紙。
【請求項12】
前記第一及び第二繊維層の少なくとも一層が、化学セルロースパルプを含むことを特徴とする請求項11に記載の板紙。
【請求項13】
前記第一及び第二繊維層が、さらし又は未ざらし針葉樹及び/又は広葉樹パルプを含むことを特徴とする請求項12に記載の板紙。
【請求項14】
前記第三繊維層が、機械もしくはケミメカニカルパルプ、未ざらしもしくはさらし針葉樹もしくは広葉樹パルプ、又は板紙製造からの再利用廃パルプ、或いはこれらの混合物を含むことを特徴とする請求項1〜13のいずれかに記載の板紙。
【請求項15】
前記繊維マトリクスの外面を構成する面上に表面サイジング層が存在することを特徴とする請求項1〜14のいずれかに記載の板紙。
【請求項16】
前記繊維マトリクスの外面上の表面サイジング層がマーキング剤を含まないことを特徴とする請求項15に記載の板紙。
【請求項17】
前記多層製品の一部の層をサイジング層で相互に付着できることを特徴とする請求項1〜16のいずれかに記載の板紙。
【請求項18】
前記板紙の裏面を形成する表面サイズ処理を施した表面にコーティングが施されていないことを特徴とする請求項1〜17のいずれかに記載の板紙。
【請求項19】
前記繊維マトリクスの外面にコーティングが施されていること特徴とする請求項1〜18のいずれかに記載の板紙。
【請求項20】
前記外面に下塗層及び少なくとも一層の前面塗工層がコーティングされていることを特徴とする請求項19に記載の板紙。
【請求項21】
トラック、シート、印刷製品、包装又は包装のブランクの形態にあることを特徴とする請求項1〜20のいずれかに記載の板紙。
【請求項22】
少なくとも板紙の裏面を形成する側に表面サイズ処理が施された繊維マトリクスを準備して信頼性のある製品用板紙を製造する方法において、実質的に50μmより小さい粒径を有するマーキング剤を表面サイジング層に組み込むことを特徴とする信頼性のある製品用板紙の製造方法。
【請求項23】
繊維マトリクスを形成する層状の繊維層を少なくとも二層含有する多層板紙を製造することを特徴とする請求項22に記載の板紙。
【請求項24】
内面及び板紙の裏面を形成する外面を有する第一繊維層と、
外面及び内面を有する第二繊維層であって、第一繊維層から少し離れて配置され、それによって第二繊維層の内面が第一繊維層の内面に面するように配置された第二繊維層と、
第一及び第二繊維層の間に配置された第三繊維層とを備え、
それによって繊維層が共同で板紙の繊維マトリクスを形成し、マーキング剤が第一繊維層の外面に配置した表面サイジング層中に組み込まれている多層板紙を製造することを特徴とする請求項23に記載の板紙。
【請求項25】
前記繊維マトリクスに、プール又はフィルム転写サイズプレスによって、或いはロッドコーターを用いて表面サイズ処理を施すことを特徴とする請求項22〜24のいずれかに記載の方法。
【請求項26】
マーキング剤を含まない表面サイジング層を繊維マトリクスの上面ライナーに取り付けることを特徴とする請求項22〜25のいずれかに記載の方法。
【請求項27】
前記板紙を二重サイジングに投入し、それによって上面ライナー及び対応する裏面の表面サイジングに用いられるサイズをサイジングに関して相互に離しておくことを特徴とする請求項26に記載の方法。
【請求項28】
前記マーキング剤を表面サイジングに用いられる炭水化物系サイズと混合し、裏面に塗布させる均質混合物を形成することを特徴とする請求項22〜27のいずれかに記載の方法。
【請求項29】
1dm2当たり約50〜25000、好ましくは約100〜15000のマーキング剤の粒子を、裏面の表面サイジング層に組み込むことを特徴とする請求項22〜28のいずれかに記載の方法。
【請求項30】
光学的に確認できるマーキング剤を用いることを特徴とする請求項22〜29のいずれかに記載の方法。
【請求項31】
紫外線で確認できる蛍光粒子、又は赤外線もしくはX線によって確認できる粒子、或いはレーザー、熱の影響下での鏡検法により、又は化学反応もしくは生物工学的な識別によって確認できる粒子を含むマーキング剤を用いることを特徴とする請求項22〜30のいずれかに記載の方法。
【請求項32】
平均粒径が1〜45μm、好ましくは4〜40μm、より好ましくは約10〜30μmであるマーキング剤を用いることを特徴とする請求項22〜31のいずれかに記載の方法。
【請求項33】
表面サイズ処理を施した板紙にコーティングを施すことを特徴とする請求項22〜32のいずれかに記載の方法。
【請求項34】
一層もしくは複数層の塗工層を最上層の表面に単に塗布することを特徴とする請求項33に記載の方法。
【請求項1】
二つの表面を有する繊維マトリクスを備え、
繊維層の一方の表面は、粒径が50μmより小さい粒子型マーキング剤を含有する表面サイジング層を有することを特徴とする信頼性のある製品に用いられる板紙。
【請求項2】
前記マーキング剤を光学的に確認できることを特徴とする請求項1に記載の板紙。
【請求項3】
前記マーキング剤が、紫外線で確認できる粒子又は赤外線もしくはX線によって確認できる粒子、或いはレーザー、熱の影響下での鏡検法により、又は化学反応もしくは生物工学的な識別によって確認できる粒子を含むことを特徴とする請求項1又は2に記載の板紙。
【請求項4】
前記マーキング剤の粒子は、少なくとも大部分が繊維マトリクスの表面上の表面サイジング層中に均一に分布していることを特徴とする請求項1〜3のいずれかに記載の板紙。
【請求項5】
前記表面サイジング層が、澱粉、澱粉誘導体、セルロース誘導体又は普通紙及び板紙の表面サイジングに用いられる他の添加剤等の生体高分子又はその誘導体を含むことを特徴とする請求項1〜4のいずれかに記載の板紙。
【請求項6】
前記マーキング剤の平均粒径が、1〜45μm、好ましくは4〜40μm、より好ましくは約10〜30μmであることを特徴とする請求項1〜5のいずれかに記載の板紙。
【請求項7】
前記表面サイジング層が、1dm2当たりマーキング剤の粒子を約50〜25000、好ましくは約100〜15000含有することを特徴とする請求項1〜6のいずれかに記載の板紙。
【請求項8】
前記マーキング剤含有表面サイジング層を板紙の裏面を構成する面に塗布することを特徴とする請求項1〜7のいずれかに記載の板紙。
【請求項9】
前記繊維マトリクスが、さらし及び/又は未ざらし広葉樹パルプ、さらし及び/又は未ざらし針葉樹パルプ、さらし及び/又は未ざらし機械パルプ、さらし及び/又は未ざらしケミメカニカルパルプ、及び/又は板紙製造に用いられる再利用廃パルプ、或いはこれらの混合物を含む原紙からなることを特徴とする請求項1〜8のいずれかに記載の板紙。
【請求項10】
層状の繊維層を少なくとも二層有する多層製品を含むことを特徴とする請求項1〜8のいずれかに記載の板紙。
【請求項11】
外面及び内面を有する第一繊維層と、
外面及び内面を有する第二繊維層であって、第一繊維層から少し離れて配置され、それによって、第二繊維層の内面が第一繊維層の内面に面するように配置された第二繊維層と、
第一及び第二繊維層の間に配置された第三繊維層とを組み合わせて備え、
それによって、前記繊維層が板紙の繊維マトリクスを形成し、マーキング剤含有表面サイジング層が板紙の裏面を構成する第一繊維層の外面上に配置されていることを特徴とする請求項10に記載の板紙。
【請求項12】
前記第一及び第二繊維層の少なくとも一層が、化学セルロースパルプを含むことを特徴とする請求項11に記載の板紙。
【請求項13】
前記第一及び第二繊維層が、さらし又は未ざらし針葉樹及び/又は広葉樹パルプを含むことを特徴とする請求項12に記載の板紙。
【請求項14】
前記第三繊維層が、機械もしくはケミメカニカルパルプ、未ざらしもしくはさらし針葉樹もしくは広葉樹パルプ、又は板紙製造からの再利用廃パルプ、或いはこれらの混合物を含むことを特徴とする請求項1〜13のいずれかに記載の板紙。
【請求項15】
前記繊維マトリクスの外面を構成する面上に表面サイジング層が存在することを特徴とする請求項1〜14のいずれかに記載の板紙。
【請求項16】
前記繊維マトリクスの外面上の表面サイジング層がマーキング剤を含まないことを特徴とする請求項15に記載の板紙。
【請求項17】
前記多層製品の一部の層をサイジング層で相互に付着できることを特徴とする請求項1〜16のいずれかに記載の板紙。
【請求項18】
前記板紙の裏面を形成する表面サイズ処理を施した表面にコーティングが施されていないことを特徴とする請求項1〜17のいずれかに記載の板紙。
【請求項19】
前記繊維マトリクスの外面にコーティングが施されていること特徴とする請求項1〜18のいずれかに記載の板紙。
【請求項20】
前記外面に下塗層及び少なくとも一層の前面塗工層がコーティングされていることを特徴とする請求項19に記載の板紙。
【請求項21】
トラック、シート、印刷製品、包装又は包装のブランクの形態にあることを特徴とする請求項1〜20のいずれかに記載の板紙。
【請求項22】
少なくとも板紙の裏面を形成する側に表面サイズ処理が施された繊維マトリクスを準備して信頼性のある製品用板紙を製造する方法において、実質的に50μmより小さい粒径を有するマーキング剤を表面サイジング層に組み込むことを特徴とする信頼性のある製品用板紙の製造方法。
【請求項23】
繊維マトリクスを形成する層状の繊維層を少なくとも二層含有する多層板紙を製造することを特徴とする請求項22に記載の板紙。
【請求項24】
内面及び板紙の裏面を形成する外面を有する第一繊維層と、
外面及び内面を有する第二繊維層であって、第一繊維層から少し離れて配置され、それによって第二繊維層の内面が第一繊維層の内面に面するように配置された第二繊維層と、
第一及び第二繊維層の間に配置された第三繊維層とを備え、
それによって繊維層が共同で板紙の繊維マトリクスを形成し、マーキング剤が第一繊維層の外面に配置した表面サイジング層中に組み込まれている多層板紙を製造することを特徴とする請求項23に記載の板紙。
【請求項25】
前記繊維マトリクスに、プール又はフィルム転写サイズプレスによって、或いはロッドコーターを用いて表面サイズ処理を施すことを特徴とする請求項22〜24のいずれかに記載の方法。
【請求項26】
マーキング剤を含まない表面サイジング層を繊維マトリクスの上面ライナーに取り付けることを特徴とする請求項22〜25のいずれかに記載の方法。
【請求項27】
前記板紙を二重サイジングに投入し、それによって上面ライナー及び対応する裏面の表面サイジングに用いられるサイズをサイジングに関して相互に離しておくことを特徴とする請求項26に記載の方法。
【請求項28】
前記マーキング剤を表面サイジングに用いられる炭水化物系サイズと混合し、裏面に塗布させる均質混合物を形成することを特徴とする請求項22〜27のいずれかに記載の方法。
【請求項29】
1dm2当たり約50〜25000、好ましくは約100〜15000のマーキング剤の粒子を、裏面の表面サイジング層に組み込むことを特徴とする請求項22〜28のいずれかに記載の方法。
【請求項30】
光学的に確認できるマーキング剤を用いることを特徴とする請求項22〜29のいずれかに記載の方法。
【請求項31】
紫外線で確認できる蛍光粒子、又は赤外線もしくはX線によって確認できる粒子、或いはレーザー、熱の影響下での鏡検法により、又は化学反応もしくは生物工学的な識別によって確認できる粒子を含むマーキング剤を用いることを特徴とする請求項22〜30のいずれかに記載の方法。
【請求項32】
平均粒径が1〜45μm、好ましくは4〜40μm、より好ましくは約10〜30μmであるマーキング剤を用いることを特徴とする請求項22〜31のいずれかに記載の方法。
【請求項33】
表面サイズ処理を施した板紙にコーティングを施すことを特徴とする請求項22〜32のいずれかに記載の方法。
【請求項34】
一層もしくは複数層の塗工層を最上層の表面に単に塗布することを特徴とする請求項33に記載の方法。
【図1】


【公表番号】特表2007−510068(P2007−510068A)
【公表日】平成19年4月19日(2007.4.19)
【国際特許分類】
【出願番号】特願2006−537330(P2006−537330)
【出願日】平成16年10月27日(2004.10.27)
【国際出願番号】PCT/FI2004/000635
【国際公開番号】WO2005/040496
【国際公開日】平成17年5月6日(2005.5.6)
【出願人】(598005085)
【Fターム(参考)】
【公表日】平成19年4月19日(2007.4.19)
【国際特許分類】
【出願日】平成16年10月27日(2004.10.27)
【国際出願番号】PCT/FI2004/000635
【国際公開番号】WO2005/040496
【国際公開日】平成17年5月6日(2005.5.6)
【出願人】(598005085)
【Fターム(参考)】
[ Back to top ]