
枝管ライニング材、その製造方法及び枝管ライニング工法
【課題】本管ライニング材と枝管ライニング材の結合を向上させる。
【解決手段】本管のライニング材と熱溶着させることが可能な熱可塑性樹脂からなる樹脂シート103が樹脂吸収材115を介して鍔101に取り付けられる。樹脂シートと樹脂吸収材は熱溶着されており、鍔と樹脂吸収材にはそれぞれ熱硬化性樹脂が含浸され、該熱硬化性樹脂を硬化させることにより鍔と樹脂吸収材が結合される。鍔の下側にも、同様な構成が設けられる。熱可塑性樹脂からなる樹脂シートが硬い鍔と一体的に結合されるので、鍔が硬い場合でも本管のライニング材と樹脂シートを熱溶着することにより、枝管ライニング材の鍔と本管ライニング材は簡単な方法で確実に結合される。
【解決手段】本管のライニング材と熱溶着させることが可能な熱可塑性樹脂からなる樹脂シート103が樹脂吸収材115を介して鍔101に取り付けられる。樹脂シートと樹脂吸収材は熱溶着されており、鍔と樹脂吸収材にはそれぞれ熱硬化性樹脂が含浸され、該熱硬化性樹脂を硬化させることにより鍔と樹脂吸収材が結合される。鍔の下側にも、同様な構成が設けられる。熱可塑性樹脂からなる樹脂シートが硬い鍔と一体的に結合されるので、鍔が硬い場合でも本管のライニング材と樹脂シートを熱溶着することにより、枝管ライニング材の鍔と本管ライニング材は簡単な方法で確実に結合される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一端に鍔が形成された管状樹脂吸収材からなる枝管ライニング材、その製造方法及びこの枝管ライニング材を本管の枝管開口部から枝管に挿入して枝管をライニングする枝管ライニング工法に関するものである。
【背景技術】
【0002】
地中に埋設された下水管等の管路が老朽化した場合、管路を地中から掘出することなく、その内周面にライニングを施して管路を補修する管ライニング工法が知られている。
【0003】
例えば、特許文献1には、熱可塑性樹脂からなる樹脂管の外周にらせん状に突条部を巻回して補強した本管ライニング材が折りたたまれて本管内に引き込まれ、断面が円形になるように復元された後、本管の内壁面と樹脂管の外周面間にグラウト材を注入して本管をライニングする工法が記載されている。
【0004】
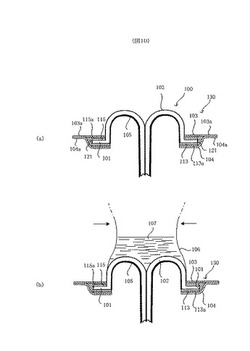
特許文献2に記載された工法では、外周面が気密性の高いフィルムで被覆された柔軟な管状樹脂吸収材に硬化性樹脂を含浸せしめて成る本管ライニング材が流体圧によって管路内に反転させながら挿入される。本管ライニング材は、流体圧により管路内周面に押圧された状態で加温され、これに含浸された硬化性樹脂が硬化されて管路の内周面がライニングされる。
【0005】
このような工法は、本管から分岐する枝管(取付管)に対しても適用することができる。枝管をライニングする場合は、圧力バッグに内装された管状の枝管ライニング材の一端に形成された鍔が本管内に導入される作業用ロボットのヘッドカラー上にセットされ、枝管ライニング材の鍔が作業用ロボットの駆動により本管の枝管開口部周縁に密着される。圧縮エアーを圧力バッグ内に供給すれば、枝管ライニング材は圧縮エアーの圧力を受けて反転しながら枝管内に挿入される。反転挿入が枝管の全長に亘って終了すると、枝管ライニング材を枝管の内周面に押圧したまま、加温してこれに含浸された熱硬化性樹脂が硬化され、枝管は、硬化した枝管ライニング材によってその内周面がライニングされる。
【0006】
このような枝管ライニングは、通常本管ライニング前に実施するが、本管ライニングを施工した後に行うことも行われる(アフターライニングとも呼ばれる)。
【0007】
アフターライニングの場合、枝管ライニング材の鍔上にパッキンを取り付け、あるいは接着剤を塗布することにより、本管ライニング材でライニングされた本管の枝管開口部周縁での枝管ライニング材の鍔の密着性を高め、本管ライニング材と枝管ライニング材の結合を向上させ、枝管と本管が交差する部分から本管内に地中水が土砂とともに流れ込むことを防止している(下記特許文献3)。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2008−25761号公報
【特許文献2】特開2006−130899号公報
【特許文献3】特開2008−38393号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、特許文献3の構成では、枝管ライニング材の鍔にパッキンを取り付け、また接着剤を塗布して本管ライニング材に密着させ、本管ライニング材に結合しているので、製造コストが高くなるとともに、特に、枝管ライニング材の鍔が硬い場合には密着が十分でなく、枝管ライニング材と本管ライニング材の結合が十分でない、という欠点がある。
【0010】
本発明は、本管ライニング材でライニングされた本管から枝管ライニング材を挿入して枝管をライニングするとき、本管ライニング材と枝管ライニング材の結合を向上させ枝管を高品質でライニングすることが可能な枝管ライニング材、その製造方法及び枝管ライニング工法を提供することを課題とする。
【課題を解決するための手段】
【0011】
本発明は、
熱可塑性樹脂からなるライニング材でライニングされた本管と交差する枝管内に挿入される柔軟な管状樹脂吸収材を有し、その一端が折り返されて鍔が形成される枝管ライニング材であって、
鍔の枝管に向かう側に配置され、本管のライニング材と熱溶着させることが可能な熱可塑性樹脂からなるリング状の樹脂シートと、
前記樹脂シートと鍔間に配置されたリング状の樹脂吸収材と、を有し
前記樹脂シートと樹脂吸収材が熱溶着されており、
前記鍔と樹脂吸収材にはそれぞれ熱硬化性樹脂が含浸され、該熱硬化性樹脂を硬化させることにより鍔と樹脂吸収材が結合されていることを特徴とする。
【0012】
また、本発明は、
熱可塑性樹脂からなるライニング材でライニングされた本管と交差する枝管内に挿入される柔軟な管状樹脂吸収材を有し、その一端が折り返されて鍔が形成される枝管ライニング材を製造する枝管ライニング材の製造方法であって、
本管のライニング材と熱溶着させることが可能な熱可塑性樹脂からなるリング状の樹脂シートを、鍔の枝管に向う側に配置し、
前記樹脂シートと鍔間にリング状の樹脂吸収材を配置し、
前記鍔と樹脂吸収材にそれぞれ熱硬化性樹脂を含浸し、
前記鍔、樹脂吸収材、並びに樹脂シートを加熱することにより、前記樹脂シートと樹脂吸収材を熱溶着するとともに、前記鍔と樹脂吸収材に含浸された熱硬化性樹脂を硬化させて鍔と樹脂吸収材を結合することを特徴とする。
【0013】
また、本発明は、
請求項1から6のいずれか1項に記載の枝管ライニング材を用いて枝管をライニングする枝管ライニング工法であって、
請求項1から6のいずれか1項に記載の枝管ライニング材の管状樹脂吸収材に硬化性樹脂を含浸し、
硬化性樹脂が含浸された枝管ライニング材を、その鍔が本管の枝管開口部周辺に押圧されるように配置し、
枝管ライニング材に反転圧をかけることにより枝管ライニング材を枝管に反転させながら挿入し、
反転挿入が完了した後、枝管ライニング材を枝管内周壁に押圧した状態で枝管ライニング材に含浸された硬化性樹脂を硬化させることにより枝管をライニングし、
枝管ライニング材の挿入開始、あるいは挿入中、あるいは挿入完了後、枝管側の樹脂シートを本管のライニング材に押圧しながら加熱し、本管のライニング材と熱溶着させることを特徴とする。
【発明の効果】
【0014】
本発明では、本管のライニング材と熱溶着させることが可能な熱可塑性樹脂からなる樹脂シートが硬い鍔と一体的に結合されるので、鍔が硬い場合でも本管のライニング材と樹脂シートを熱溶着することにより、枝管ライニング材の鍔と本管ライニング材は簡単な方法で確実に結合され、枝管と本管が交差する部分から本管内に地中水が土砂とともに流れ込むことを防止することができる。
【図面の簡単な説明】
【0015】
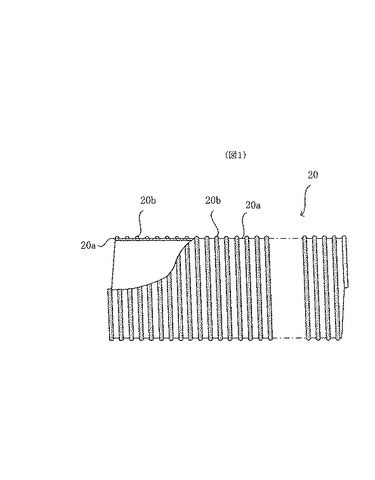
【図1】本管をライニングする本管ライニング材の外観を一部断面にして示した側面図である。
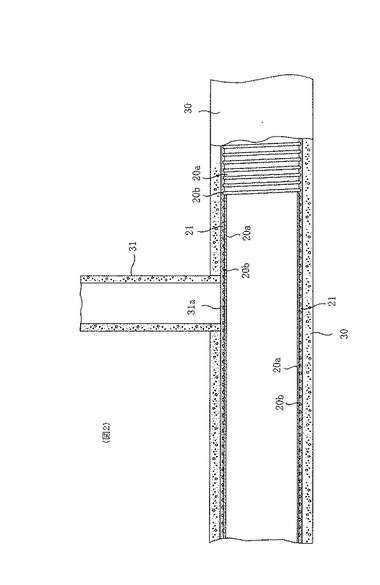
【図2】図1の本管ライニング材を用いてライニングされた本管の内部を示す説明図である。
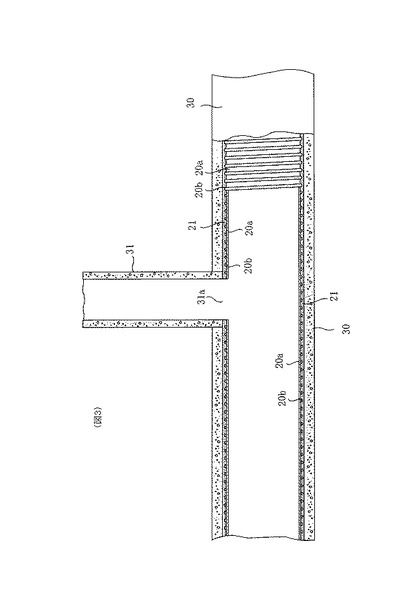
【図3】ライニングされた本管の枝管開口部を開口したときの本管を示す説明図である。
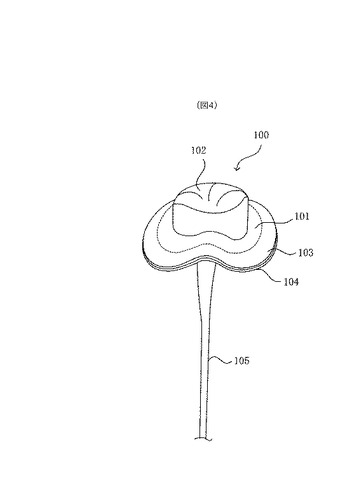
【図4】本管と交差する枝管をライニングする枝管ライニング材の斜視図である。
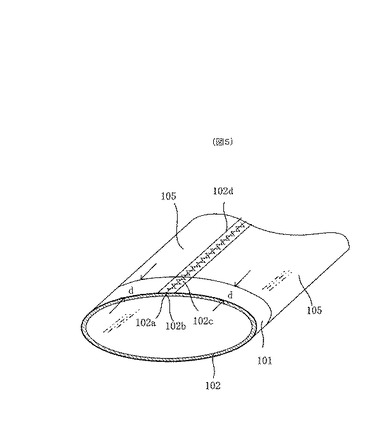
【図5】枝管ライニング材の管状樹脂吸収材を示す斜視図である。
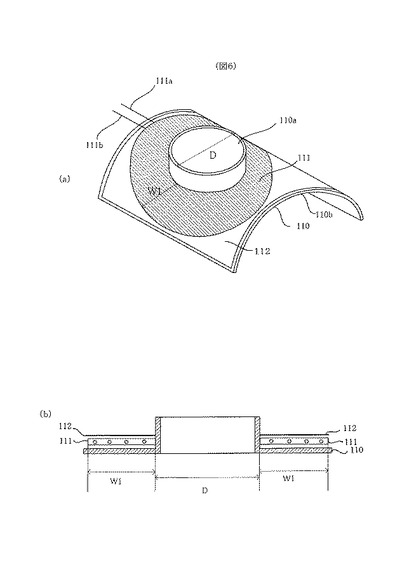
【図6】(a)は枝管ライニング材の製造工程を説明する斜視図、(b)はその断面図である。
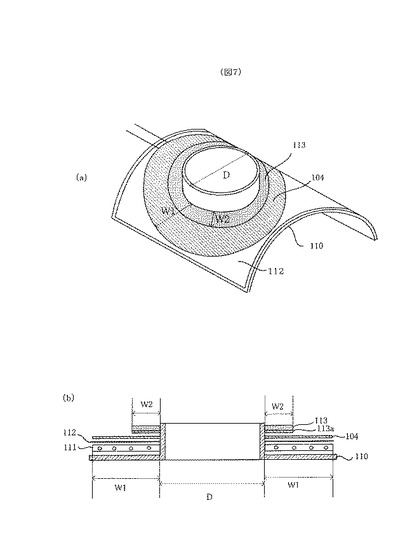
【図7】(a)は図6に続く製造工程を説明する斜視図、(b)はその断面図である。
【図8】(a)は図7に続く製造工程を説明する斜視図、(b)はその断面図である。
【図9】図8に続く製造工程を説明する断面図である。
【図10】図9に続く製造工程を説明する断面図である。
【図11】(a)は作業用ロボットに取り付けられるヘッドカラーにヒーターをセットしたときの状態を示す斜視図、(b)はヒーターの上に枝管ライニング材をセットしたときの斜視図である。
【図12】枝管ライニング材で枝管をライニングする工程を示した説明図である。
【図13】図12に続く枝管ライニング工程を示した説明図である。
【図14】図13に続く枝管ライニング工程を示した説明図である。
【図15】本管の枝管開口部周縁のライニングを詳細に示す断面図である。
【図16】本管ライニング材の他の実施例を示す断面図である。
【図17】本管ライニング材の他の実施例を示す断面図である。
【図18】本管ライニング材の他の実施例を示す断面図である。
【発明を実施するための形態】
【0016】
以下の説明では、本管から分岐する枝管をライニングする枝管ライニング材、その製造方法、枝管ライニング工法の実施例が、図面を参照して説明される。本管は、下水道、上水道、農業用水路などの既設管であり、枝管は、本管に取り付けられ本管から分岐して地上に延びる取付管である。
【実施例】
【0017】
図1には、本管をライニングするための本管ライニング材20が一部断面にして図示されている。本管ライニング材20は、本管の内径より小さな外径を有する管状の樹脂管20aとその外壁にらせん状に巻回された補強用の突条部20bから構成される。樹脂管20aは、例えばポリエチレンあるいはポリプロピレンなどの軟質の熱可塑性樹脂から形成されており、必要に応じてエラストマーが所定の割合で配合され、樹脂管20aの弾性を高めている。樹脂管20aは、図示したように単層ではなく、2層構造にすることもできる。突条部20bも、樹脂管20aと同じ樹脂でできており、エラストマーの配合比を変えることにより、樹脂管20aより硬質になっている。このような本管ライニング材20は、たとえば、特許文献1などに記載されている。
【0018】
本管ライニング材20は、樹脂管20a、突条部20bが弾性変形可能であるので、例えばハート形に折りたたまれて、図2に示したように、一方のマンホール(不図示)から本管30内に引き込まれ、自己反発力により、あるいは樹脂管20a内に圧縮空気を送り込むことにより断面が円形になるように復元される。樹脂管20aの外周面と本管30の内周面には、隙間が形成されるので、そこにグラウト材21を注入して固化させると、本管30と本管ライニング材20が一体となった複合管が構築される。
【0019】
本管30を本管ライニング材20でライニングすると、本管30から分岐する枝管31の本管側開口部31aが閉塞されてしまう。そこで、本管ライニング材20で閉塞された枝管開口部31aを、公知の方法で本管側あるいは枝管側から開削すると、図3に示したように、本管30と枝管31は元通り連通するようになる。
【0020】
図4は、枝管31をライニングするための枝管ライニング材の斜視図であり、図5〜図10はその製造方法を説明する説明図である。
【0021】
枝管ライニング材100は、気密なプラスチックフィルム105で外周面(反転されると内周面となる)がコーティングされた柔軟な管状樹脂吸収材102を有し、その一端を反転して外側に折り返すことにより鍔101が形成される。鍔101の枝管に対向する面(図4で上側の面)には、例えばポリエチレン、あるいはポリプロピレンなどの軟質の熱可塑性樹脂からなるリング状の上部樹脂シート103が取り付けられ、鍔101の枝管と反対側の面(図4で下側の面)には、上部樹脂シート103と同形状、同材質の下部樹脂シート104が取り付けられる。管状樹脂吸収材102は、ポリアミド、ポリエステル、ポリプロピレンなどのプラスチック繊維を用いた不織布、織布、あるいはマット;あるいはガラス繊維を用いた織布、あるいはマット;あるいは上記プラスチック繊維とガラス繊維を組み合わせた不織布、織布、あるいはマットからなる。管状樹脂吸収材102には、後述するように熱硬化性樹脂や光硬化性樹脂などの未硬化の液状硬化性樹脂が含浸される。プラスチックフィルム105は、例えばポリエチレンやポリプロピレンなどを用いて作製される。
【0022】
このような枝管ライニング材100は、以下のようにして製造される。
【0023】
図5に示したように、一面が高気密性のプラスチックフィルム105で熱溶着された所定幅で所定長さの帯状の樹脂吸収材102が、プラスチックフィルム105が外周面となるように、丸められ、その両端部102a、102bが突き合せられる。突き合せ部102cは縫製され、ポリエチレン、ポリプロピレン製のテープ102dで熱溶着することにより気密に接合される。管状樹脂吸収材102の端部の幅dの部分は、後述するように反転されて外側に折り曲げられ、鍔101を形成し、その部分に上部樹脂シート103と下部樹脂シート104が取り付けられる。管状樹脂吸収材102の折り返される幅dの部分は、プラスチックフィルム105で被覆されず、管状樹脂吸収材102のままになっている。
【0024】
帯状の樹脂吸収材にプラスチックフィルム105をコーティングしてから管状にするのではなく、コーティングされていない帯状の樹脂吸収材を管状にしてからその外周面に幅dの部分を除いてプラスチックフィルム105をコーティングするようにしてもよい。
【0025】
管状樹脂吸収材102は、後述するように、反転されて枝管31内に挿入され、円形に膨張される。帯状の樹脂吸収材の幅は、円形に膨張された管状樹脂吸収材102の外径が枝管31の内径にほぼ等しくなるように、定められ、またその長さは、ライニングされる枝管31の長さに応じた長さになっている。
【0026】
管状樹脂吸収材102の外側に折り返された幅dの部分に取り付けられる上部樹脂シート103と下部樹脂シート104は、本管ライニング材20の樹脂管20aに用いられる樹脂と熱溶着可能な軟質の熱可塑性樹脂を用いて作製される。例えば、樹脂管20aがポリエチレン(PE)を用いて作製される場合は、上部樹脂シート103と下部樹脂シート104もそれぞれポリエチレンを用いて作製され、樹脂管20aがポリプロピレン(PP)を用いて作製される場合は、上部樹脂シート103と下部樹脂シート104もポリプロピレンを用いて作製される。
【0027】
上部樹脂シート103と下部樹脂シート104の枝管ライニング材100への取り付け方が、図6から図9に図示されている。なお、図6から図9において図示した断面を示す図においては、各部材は、その厚さ、長さ、幅などの寸法は必ずしも実際の寸法に対応したものではなく、説明を容易にするために、部分的に誇張されて図示されている。また、各部材は、上下方向に密着して層状に配置されるが、図が煩雑になるので、各部材は適宜分離して図示されている。
【0028】
まず、図6(a)、(b)に示すように、外径Dの円筒部110a(断面図では、その高さが誇張して図示されている)と湾曲部110bからなる治具110を用意して、内径がDで外径と内径の差であるリング幅がW1のリング状ヒーター111を治具110に載置する。円筒部110aの外径Dは、管状樹脂吸収材102を円形に膨張させた場合の内径に相当しており、湾曲部110bの曲率は、ほぼ本管30の内周面の曲率に相当している。ヒーター111は、リード線111a、111bを介して通電可能なリング状の発熱線(ニクロム線)を内部に配置し、その周囲を耐熱性で弾性のあるシリコンラバーなどの材質で被覆したヒーターである。ヒーター111全体は、ヒーター111が発熱してその上部に配置される部材が溶融し、ヒーター111に付着してしまうのを防止するための溶着防止シート112により覆われる。
【0029】
続いて、図7(a)、(b)に示したように、熱可塑性樹脂からなるリング状の下部樹脂シート104と、鍔と反対側の面(図7(b)では下面)に、熱可塑性樹脂113aをリング状に熱溶着したシート状の樹脂吸収材113とからなる下部リング状シート部材を、下部樹脂シート104を下にして溶着防止シート112上に載置する。下部樹脂シート104は、内径がD、リング幅がW1のリング状をしており、樹脂吸収材113は内径Dで、リング幅W2がW1より小さいリング状部材であり、熱可塑性樹脂113a、下部樹脂シート104の熱可塑性樹脂は、いずれも、本管ライニング材の樹脂管20aの熱可塑性樹脂と同じであり、樹脂吸収材113は管状樹脂吸収材102と同じ材質である。
【0030】
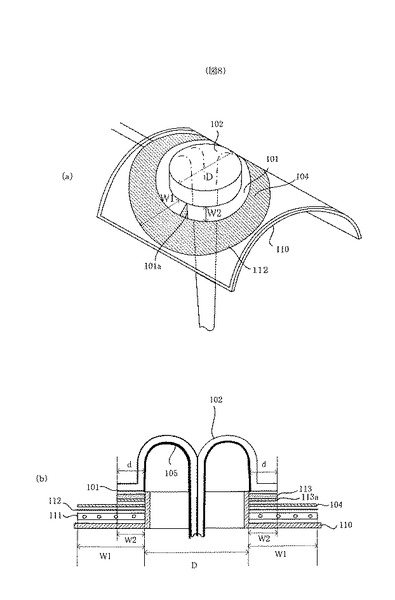
続いて、図8(a)、(b)に図示したように、管状樹脂吸収材102の一端を反転させその端部(幅dの部分)を外部に折り返して鍔101とし、鍔101が樹脂吸収材113上に乗り、管状樹脂吸収材102の他端が治具110の円筒部内を下方に通過するように、治具110に設置する。鍔101を形成するとき、図8(a)に示したように、管状樹脂吸収材102の端部に切り目101aを形成しておくと、鍔101の形成が容易になる。樹脂吸収材113のリング幅W2は、好ましくは鍔101の幅dに等しくしておく。
【0031】
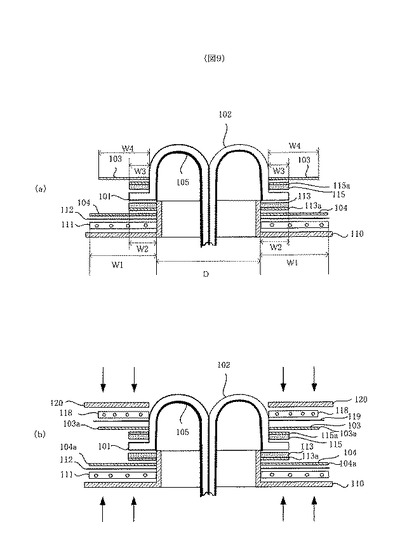
その後、図9(a)に示したように、熱可塑性樹脂115aを鍔101と反対側の面にリング状に熱溶着したリング状の樹脂吸収材115と、熱可塑性樹脂でできたリング状の上部樹脂シート103を、上部樹脂シート103を上にして鍔101上に重ねる。樹脂吸収材115は内径がD、リング幅W3がW2より管状樹脂吸収材の肉厚だけ小さなリング状となっており、上部樹脂シート103は、内径がD、リング幅W4がW1より小さなリング状をしている。熱可塑性樹脂115a、上部樹脂シート103の熱可塑性樹脂は、いずれも、本管ライニング材の樹脂管20aの熱可塑性樹脂と同じになっており、樹脂吸収材115は管状樹脂吸収材102と同じ材質である。
【0032】
続いて、図9(b)に示すように、溶着防止シート119を介してヒーター111と同様なヒーター118を、上部樹脂シート103上に載置し、鍔101、上部樹脂シート103、並びに下部樹脂シート104の樹脂吸収材のそれぞれに、例えば、不飽和ポリエステル樹脂、ビニルエステル樹脂、又はエポキシ樹脂などの熱硬化性樹脂を、注入器を介して側部から満遍なく含浸する。
【0033】
熱硬化性樹脂の含浸が終了したら、上部に治具110と同様に湾曲した治具120を置き、治具120と110でその間の部材を締め付け、ヒーター111,118に通電する。ヒーター118、118が約90℃から140℃ぐらいに発熱すると、鍔101、樹脂吸収材113、115に含浸されていた熱硬化性樹脂は硬化し、互いに結合される。また、上部樹脂シート103と熱可塑性樹脂115aは熱溶着して結合され、下部樹脂シート104と熱可塑性樹脂113aも、熱溶着して互いに結合される。また鍔101より径方向に外側にリング状に延びている上部樹脂シート103の外方端部103aと下部樹脂シート104の外方端部104aも、その熱可塑性樹脂が熱溶着し、上部樹脂シート103と104が互いに結合される。
【0034】
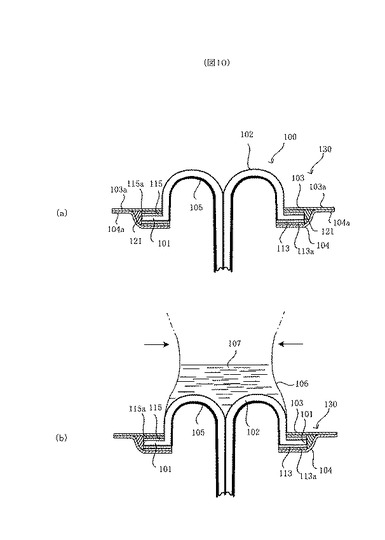
このような結合が行われた後、治具110、120、ヒーター111、118、並びに溶着防止シート112、119を除去すると、図10(a)に示したような枝管ライニング材100が作製される。
【0035】
なお、鍔101の樹脂吸収材に、前もって熱硬化性樹脂を含浸してそれを硬化させ、図8(a)、(b)に示すように、管状樹脂吸収材102を治具にセットするときには、鍔101がすでに堅固な鍔になっているようにすることもできる。その場合でも、鍔101は、ヒーター111、118の発熱により樹脂吸収材113、115に含浸されていた熱硬化性樹脂が硬化することにより、樹脂吸収材113と115と堅固に結合される。
【0036】
図10(a)において、符号121は、鍔101、樹脂吸収材113、115に含浸されていた熱可塑性樹脂が、治具110,120による押圧によりはみ出して硬化した状態を示している。樹脂シート103、104、樹脂吸収材113、115、それに鍔101は、熱硬化性樹脂の硬化、あるいは熱可塑性樹脂の熱溶着により互いに堅固に結合され、枝管ライニング材の鍔部材130を構成することになる。
【0037】
上部樹脂シート103は、鍔部材の最上部の部材であり、本管の内周面に良好に密着させる必要があるので、その表面に凹凸があったり、段差があると、良好な密着が得られない。したがって、上部樹脂シート103の湾曲が本管の内周面の湾曲に合致するように、治具110、120の形状を決定するようにする。
【0038】
管状樹脂吸収材102への樹脂含浸は、図10(b)に示したように、樹脂含浸用チューブ106を管状樹脂吸収材102に取り付け、このチューブ106内に、例えば、不飽和ポリエステル樹脂、ビニルエステル樹脂、又はエポキシ樹脂などの熱硬化性樹脂107を注入し、チューブ106を内側に反転挿入することにより行われる。なお、熱硬化性樹脂に代えて、あるいは熱硬化性樹脂とともに、紫外線を照射することにより硬化する光硬化性樹脂を含浸するようにしてもよい。また、樹脂を含浸した後、樹脂含浸用チューブ106は管状樹脂吸収材102から除去するようにする。
【0039】
なお、樹脂含浸用チューブ106は、図9(a)に示す段階の直前、つまり、樹脂シート103、樹脂吸収材115、熱可塑性樹脂115を鍔101上に配置する前に、管状樹脂吸収材102に取り付けるようにしてもよい。
【0040】
以下に、図3に示すように本管ライニング材20でライニングされた本管30から分岐する枝管31を、上述した枝管ライニング材100を用いてライニングする工程を説明する。
【0041】
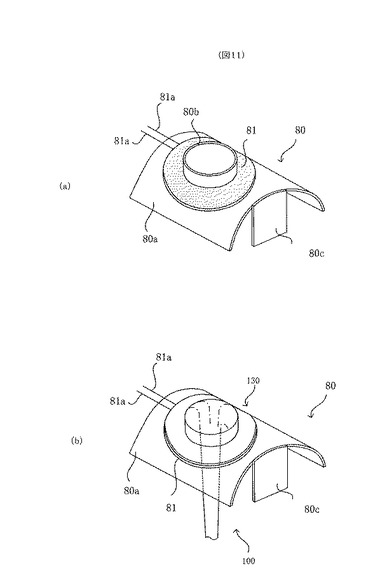
図11(a)に示したように、治具110と同様な、本管30の内周面ないし枝管ライニング材100の鍔とほぼ同じ曲率で湾曲した湾曲部80aと円筒部80bを有する金属製のヘッドカラー80が用意される。このヘッドカラー80の湾曲部80aには、ヘッドカラー80を後述する作業用ロボットに取り付けるための取付板80cが固定される。ヘッドカラー80には、リード線81aを介して通電することにより発熱するニクロム線などで構成されており、耐熱性で弾性のある材質で被覆されていて、図でみて上下方向に弾性が付与されているヒーター81が取り付けられる。
【0042】
枝管ライニング材100が、図11(b)に示したように、ヘッドカラー80にセットされる。
【0043】
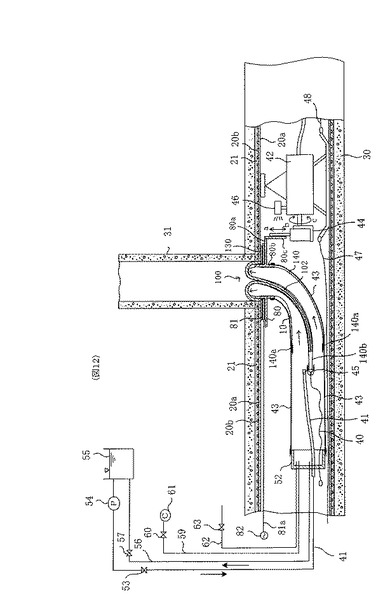
枝管ライニング材100を反転させる密閉チューブ140は、図12に示したように、枝管ライニング材100の未反転部分を内包できるように反転されており、その一端140aは圧力バック43の内面に気密に固定され、反転された他端140bは連結具45に気密に取り付けられる。ヘッドカラー80にセットされた枝管ライニング材100は、図12に示すように、その未反転部分が密閉チューブ140の反転した内部に挿入されて圧力バッグ43内に収納される。
【0044】
ヘッドカラー80の円筒部80bは、圧力バッグ43の一端に挿入されて圧力バッグ43に気密に取り付けられ、一方圧力バッグ43のヘッドカラー80と反対側の開口端はキャップ52によって気密に閉塞される。
【0045】
密閉チューブ140の他端140bを閉塞する連結具45には、キャップ52に気密に取り付けられた牽引ロープ40と温水ホース41が連結される。温水ホース41はキャップ52を貫通して圧力バッグ43外へでて、バルブ53に導かれている。温水ホース41には、不図示の熱源により加熱される温水タンク55から温水ポンプ54により温水(熱媒)が供給される。また、圧力バッグ43内の温水は排水ホース56、バルブ57を介して温水タンク55に戻される。
【0046】
圧力バッグ43内には、密閉チューブ140で閉塞される密閉空間が形成され、該密閉空間はキャップ52に取り付けられたエアーホース59、バルブ60を介して地上に設置されたコンプレッサー61に接続されるとともに、排気ホース62、バルブ63を介して外気に通じている。
【0047】
作業用ロボット42は、そのヘッド44が図12で上下方向a、bに進退し、且つ、矢印cで示すように管軸を中心に回転(ローリング)するように構成されており、この作業用ロボット42の上部にはモニター用のTVカメラ46が設置されている。ヘッドカラー80は、その取付板80cを介して作業用ロボット42のヘッド44の先端部に取り付けられる。ヘッド44がa、b、cの方向に移動すると、それに連動してヘッドカラー80並びにその上にセットされた枝管ライニング材1も同様な動きをする。
【0048】
作業用ロボット42の前後には牽引ロープ47,48が取り付けられているので、牽引ロープ47、48をウインチなどで引っ張ることにより、枝管ライニング材100の鍔の中心が枝管31の開口部31aの中心に一致するように、作業ロボット42、圧力バッグ43を管長方向に移動させる。この状態で、ヘッド44を上下方向に移動させ、またローリングさせることにより、図12に示したように、枝管ライニング材100の鍔部材130を構成する上部樹脂シート103が、本管ライニング材20でライニングされた本管30の枝管開口部周縁に押圧され密着される。
【0049】
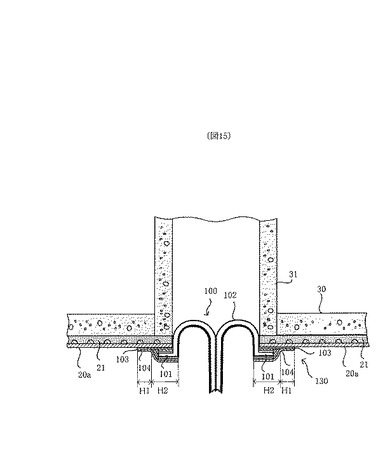
上部樹脂シート103が、本管の枝管開口部周縁に密着したときの枝管開口部周縁の断面が図15に拡大して図示されている。なお、図12から図14では、図の煩雑さを避けるために鍔部材130は、一つの部材として簡略化して図示されている。
【0050】
この状態で、コンプレッサー61を駆動してエアーホース59を経て圧縮エアー(加圧流体)を圧力バッグ43内の密閉空間に供給すると、密閉チューブ140は膨張しながら反転して枝管31内に挿入され、密閉チューブ140に包まれている枝管ライニング材100も、反転しながら枝管31内を上方に向かって順次挿入されていく。このとき、連結具45を介して密閉チューブ140に連結された温水ホース41、牽引ロープ40も枝管31内に挿入される。
【0051】
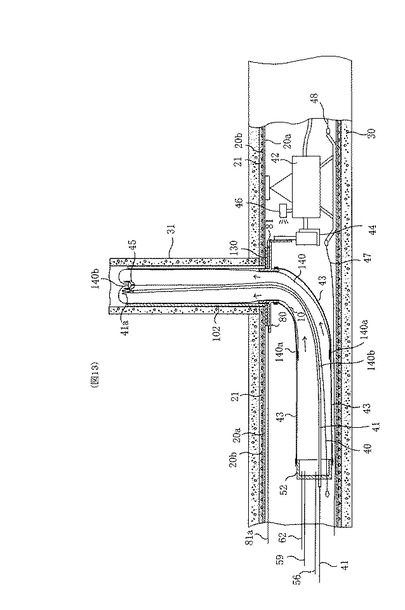
図13に示したように、管状樹脂吸収材102の枝管31内への反転挿入が終了すると、管状樹脂吸収材102を枝管31の内周面に押し付けた状態にし、温水を温水ホース41の先端41aから供給して密閉空間内に充満させる。密閉空間内の圧縮エアーは排気ホース62を経て大気中に放出され、一方、管状樹脂吸収材102に含浸された熱硬化性樹脂が温水タンク55から供給される温水で加温され硬化する。
【0052】
枝管ライニング材100が、枝管31に反転されて挿入されている間、あるいは挿入されたあと管状樹脂吸収材に含浸された硬化性樹脂を硬化させているときに、リード線81aを介して電源82によりヒーター81に通電を行う。ヒーター81は、枝管ライニング材100の上部樹脂シート103と下部樹脂シート104の熱可塑性樹脂と、本管ライニング材20の樹脂管20aの熱可塑性樹脂を、例えば約105°〜150°Cの温度に加熱する。その間樹脂シート103と104は樹脂管20aに押圧された状態になっているので、それぞれの熱可塑性樹脂は確実に熱溶着される。この加熱温度は、各熱可塑性樹脂の素材に応じて約105°〜150°Cの範囲内の適温に設定される。上部樹脂シート103と下部樹脂シート104の熱可塑性樹脂と樹脂管20aの熱可塑性樹脂は同じ樹脂、例えば、ポリエチレンあるいはポリプロピレン樹脂であるので、容易にまた確実に熱溶着し、枝管ライニング材100の鍔部材130と本管ライニング材20の樹脂管20aは一体的に結合され、本管と枝管の接合部から本管内に地中水が土砂とともに流れ込むのを防止することができる。
【0053】
本実施例では、図15でH1で示した上部樹脂シート103と下部樹脂シート104の径方向の外方端部の領域は、軟質の熱可塑性樹脂でできており、他の内部領域H2は熱硬化性樹脂の硬化により硬くなっている。したがって、硬くなった領域H2に凹凸があったり、段差があっても鍔部材130は、その外周領域H1で本管30のライニング材と熱溶着して確実に一体的に結合されるので、本管と枝管の接合部から本管内に地中水が土砂とともに流れ込むのを防止する効果を更に向上させることができる。
【0054】
なお、枝管ライニング材の鍔部材と本管ライニング材の熱可塑性樹脂の加熱は、図12に示したように、枝管ライニング材100の鍔部材130が、本管の枝管開口部周縁に密着し、管状樹脂吸収材102が枝管31内に反転挿入される前、つまりコンプレッサー61が駆動されて圧縮エアーが圧力バッグ内に供給される前に行うようにしてもよい。
【0055】
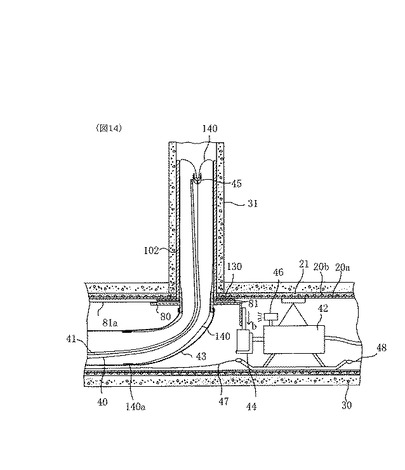
管状樹脂吸収材102に含浸されている樹脂が硬化した後、排水ホース56を介して密閉空間から温水を抜き、温水タンク55に戻す。温水を温水タンク55に戻した後、密閉空間にある程度の圧力をかけながら、牽引ロープ40と温水ホース41を図14で左方向に引くと、密閉チューブ140が反転して枝管ライニング材100から取り除かれる。
【0056】
次に、作業用ロボット42のヘッド44を矢印b方向に下動させて、ヘッドカラー80、ヒーター81を枝管ライニング材100の鍔部材130から離したあと、作業用ロボット42、圧力バッグ43などが本管30内から取り除かれる。このようにして、枝管31は、その内周面が管状樹脂吸収材102によりライニングされる。
【0057】
管状樹脂吸収材102に含浸された樹脂は、温水ホース41に複数の噴射孔を設け、この噴射孔から温水又は水蒸気をシャワー状にしてあるいはミスト状にして管状樹脂吸収材102に吹き付けることにより硬化させるようにしてもよい。
【0058】
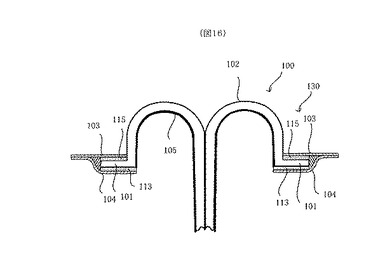
なお、上述した実施例では、上部樹脂シート103の熱可塑性樹脂は、樹脂吸収材115に予め熱溶着された熱可塑性樹脂115aと熱溶着され、下部樹脂シート104の同じく熱可塑性樹脂は、樹脂吸収材113に予め熱溶着された熱可塑性樹脂113aと熱溶着されたが、熱可塑性樹脂115a、113aを省略し、図16に示すように、上部樹脂シート103を樹脂吸収材115に直接熱溶着するようにし、また下部樹脂シート104を樹脂吸収材113に直接熱溶着するようにしてもよい。なお、上部樹脂シート103と樹脂吸収材115の熱溶着、並びに下部樹脂シート104と樹脂吸収材113の熱溶着は、樹脂吸収材115、113に熱硬化性樹脂を含浸する前に行っておく。
【0059】
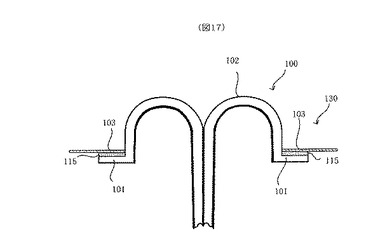
また、上述した実施例の鍔部材では、鍔101の下方に、樹脂シートや樹脂吸収材の層を設けるようにしているが、図17に示したように、樹脂吸収材115と、樹脂シート103を、鍔101の枝管側(上部)にだけ設けるようにしてもよい。その場合には、樹脂シート103と樹脂吸収材115を熱溶着し、鍔101と樹脂吸収材115に熱硬化性樹脂を含浸して硬化させ、鍔101と樹脂吸収材115を結合することにより一体となった鍔部材130が得られる。
【0060】
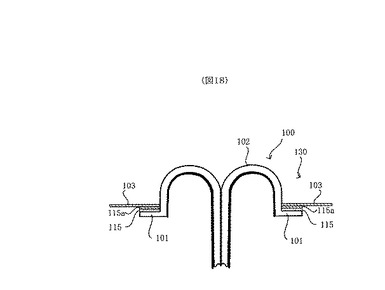
同様に、図18に図示したように、鍔101の上部だけに、熱可塑性樹脂115aを熱溶着した樹脂吸収材115と、樹脂シート103を設け、樹脂シート103の熱可塑性樹脂と、熱可塑性樹脂115aを熱溶着させ、鍔101と樹脂吸収材115に熱硬化性樹脂を含浸して硬化させ、鍔101と樹脂吸収材115を結合することにより一体となった鍔部材130を得るようにしてもよい。
【0061】
また、上述した各実施例では、鍔101の上部に配置される樹脂シート103、樹脂吸収材115、熱可塑性樹脂115a、並びに鍔101の下部に配置される樹脂シート104、樹脂吸収材113、熱可塑性樹脂113aは、いずれもリング状で、樹脂吸収材115と113、並びに熱可塑性樹脂115a、113aのリング幅はほぼ鍔101の幅と等しく、鍔101の外方端部と樹脂吸収材115、113、それに熱可塑性樹脂115a、113aの外方端部は、図9に示すように径方向に見て鍔101の外方端部と同じ位置になっており、一方、樹脂シート103、104のリング幅は鍔よりも大きく、その外方端部は鍔より外方に延びて、鍔の幅より長くなっている。しかし、各部材の結合強度に応じて、樹脂シート103と104、樹脂吸収材115と113、並びに熱可塑性樹脂115aと113aのリング幅をそれぞれ変化させることができる。例えば、樹脂シート103と104のリング幅を小さくして、鍔101の幅とほぼ同じあるいはそれより小さくすることもでき、また、樹脂吸収材115と113、並びに熱可塑性樹脂115a、113aのリング幅を鍔101の幅より長く、あるいは短くすることもできる。また、各実施例における各部材103、115、115a、104、113、113aなどの形状を示すリング状は、その外方端部の形状が円形となっているが、必ずしも円形に限定されるものでなく、楕円形であったり、矩形であったり、あるいは一部に角がある形状であってもよい。
【0062】
また、上述した各実施例において、本管のライニング材の熱可塑性樹脂、及び鍔の上部(枝管側)に配置される樹脂シートの熱可塑性樹脂を、それぞれポリ塩化ビニル(PVC)とするようにしてもよい。
【符号の説明】
【0063】
20 本管ライニング材
20a 樹脂管
20b 突条部
21 グラウト材
30 本管
31 枝管
40 牽引ロープ
41 温水ホース
42 作業用ロボット
43 圧力バッグ
44 ヘッド
45 連結具
46 TVカメラ
47、48 牽引ロープ
52 キャップ
55 温水タンク
56 排水ホース
80 ヘッドカラー
81 ヒーター
100 枝管ライニング材
101 鍔
102 管状樹脂吸収材
103 上部樹脂シート
104 下部樹脂シート
105 プラスチックフィルム
106 樹脂含浸用チューブ
107 熱硬化性樹脂
110 治具
111 ヒーター
112 溶着防止シート
113 樹脂吸収材
113a 熱可塑性樹脂
115 樹脂吸収材
115a 熱可塑性樹脂
118 ヒーター
120 治具
130 鍔部材
140 密閉チューブ
【技術分野】
【0001】
本発明は、一端に鍔が形成された管状樹脂吸収材からなる枝管ライニング材、その製造方法及びこの枝管ライニング材を本管の枝管開口部から枝管に挿入して枝管をライニングする枝管ライニング工法に関するものである。
【背景技術】
【0002】
地中に埋設された下水管等の管路が老朽化した場合、管路を地中から掘出することなく、その内周面にライニングを施して管路を補修する管ライニング工法が知られている。
【0003】
例えば、特許文献1には、熱可塑性樹脂からなる樹脂管の外周にらせん状に突条部を巻回して補強した本管ライニング材が折りたたまれて本管内に引き込まれ、断面が円形になるように復元された後、本管の内壁面と樹脂管の外周面間にグラウト材を注入して本管をライニングする工法が記載されている。
【0004】
特許文献2に記載された工法では、外周面が気密性の高いフィルムで被覆された柔軟な管状樹脂吸収材に硬化性樹脂を含浸せしめて成る本管ライニング材が流体圧によって管路内に反転させながら挿入される。本管ライニング材は、流体圧により管路内周面に押圧された状態で加温され、これに含浸された硬化性樹脂が硬化されて管路の内周面がライニングされる。
【0005】
このような工法は、本管から分岐する枝管(取付管)に対しても適用することができる。枝管をライニングする場合は、圧力バッグに内装された管状の枝管ライニング材の一端に形成された鍔が本管内に導入される作業用ロボットのヘッドカラー上にセットされ、枝管ライニング材の鍔が作業用ロボットの駆動により本管の枝管開口部周縁に密着される。圧縮エアーを圧力バッグ内に供給すれば、枝管ライニング材は圧縮エアーの圧力を受けて反転しながら枝管内に挿入される。反転挿入が枝管の全長に亘って終了すると、枝管ライニング材を枝管の内周面に押圧したまま、加温してこれに含浸された熱硬化性樹脂が硬化され、枝管は、硬化した枝管ライニング材によってその内周面がライニングされる。
【0006】
このような枝管ライニングは、通常本管ライニング前に実施するが、本管ライニングを施工した後に行うことも行われる(アフターライニングとも呼ばれる)。
【0007】
アフターライニングの場合、枝管ライニング材の鍔上にパッキンを取り付け、あるいは接着剤を塗布することにより、本管ライニング材でライニングされた本管の枝管開口部周縁での枝管ライニング材の鍔の密着性を高め、本管ライニング材と枝管ライニング材の結合を向上させ、枝管と本管が交差する部分から本管内に地中水が土砂とともに流れ込むことを防止している(下記特許文献3)。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2008−25761号公報
【特許文献2】特開2006−130899号公報
【特許文献3】特開2008−38393号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、特許文献3の構成では、枝管ライニング材の鍔にパッキンを取り付け、また接着剤を塗布して本管ライニング材に密着させ、本管ライニング材に結合しているので、製造コストが高くなるとともに、特に、枝管ライニング材の鍔が硬い場合には密着が十分でなく、枝管ライニング材と本管ライニング材の結合が十分でない、という欠点がある。
【0010】
本発明は、本管ライニング材でライニングされた本管から枝管ライニング材を挿入して枝管をライニングするとき、本管ライニング材と枝管ライニング材の結合を向上させ枝管を高品質でライニングすることが可能な枝管ライニング材、その製造方法及び枝管ライニング工法を提供することを課題とする。
【課題を解決するための手段】
【0011】
本発明は、
熱可塑性樹脂からなるライニング材でライニングされた本管と交差する枝管内に挿入される柔軟な管状樹脂吸収材を有し、その一端が折り返されて鍔が形成される枝管ライニング材であって、
鍔の枝管に向かう側に配置され、本管のライニング材と熱溶着させることが可能な熱可塑性樹脂からなるリング状の樹脂シートと、
前記樹脂シートと鍔間に配置されたリング状の樹脂吸収材と、を有し
前記樹脂シートと樹脂吸収材が熱溶着されており、
前記鍔と樹脂吸収材にはそれぞれ熱硬化性樹脂が含浸され、該熱硬化性樹脂を硬化させることにより鍔と樹脂吸収材が結合されていることを特徴とする。
【0012】
また、本発明は、
熱可塑性樹脂からなるライニング材でライニングされた本管と交差する枝管内に挿入される柔軟な管状樹脂吸収材を有し、その一端が折り返されて鍔が形成される枝管ライニング材を製造する枝管ライニング材の製造方法であって、
本管のライニング材と熱溶着させることが可能な熱可塑性樹脂からなるリング状の樹脂シートを、鍔の枝管に向う側に配置し、
前記樹脂シートと鍔間にリング状の樹脂吸収材を配置し、
前記鍔と樹脂吸収材にそれぞれ熱硬化性樹脂を含浸し、
前記鍔、樹脂吸収材、並びに樹脂シートを加熱することにより、前記樹脂シートと樹脂吸収材を熱溶着するとともに、前記鍔と樹脂吸収材に含浸された熱硬化性樹脂を硬化させて鍔と樹脂吸収材を結合することを特徴とする。
【0013】
また、本発明は、
請求項1から6のいずれか1項に記載の枝管ライニング材を用いて枝管をライニングする枝管ライニング工法であって、
請求項1から6のいずれか1項に記載の枝管ライニング材の管状樹脂吸収材に硬化性樹脂を含浸し、
硬化性樹脂が含浸された枝管ライニング材を、その鍔が本管の枝管開口部周辺に押圧されるように配置し、
枝管ライニング材に反転圧をかけることにより枝管ライニング材を枝管に反転させながら挿入し、
反転挿入が完了した後、枝管ライニング材を枝管内周壁に押圧した状態で枝管ライニング材に含浸された硬化性樹脂を硬化させることにより枝管をライニングし、
枝管ライニング材の挿入開始、あるいは挿入中、あるいは挿入完了後、枝管側の樹脂シートを本管のライニング材に押圧しながら加熱し、本管のライニング材と熱溶着させることを特徴とする。
【発明の効果】
【0014】
本発明では、本管のライニング材と熱溶着させることが可能な熱可塑性樹脂からなる樹脂シートが硬い鍔と一体的に結合されるので、鍔が硬い場合でも本管のライニング材と樹脂シートを熱溶着することにより、枝管ライニング材の鍔と本管ライニング材は簡単な方法で確実に結合され、枝管と本管が交差する部分から本管内に地中水が土砂とともに流れ込むことを防止することができる。
【図面の簡単な説明】
【0015】
【図1】本管をライニングする本管ライニング材の外観を一部断面にして示した側面図である。
【図2】図1の本管ライニング材を用いてライニングされた本管の内部を示す説明図である。
【図3】ライニングされた本管の枝管開口部を開口したときの本管を示す説明図である。
【図4】本管と交差する枝管をライニングする枝管ライニング材の斜視図である。
【図5】枝管ライニング材の管状樹脂吸収材を示す斜視図である。
【図6】(a)は枝管ライニング材の製造工程を説明する斜視図、(b)はその断面図である。
【図7】(a)は図6に続く製造工程を説明する斜視図、(b)はその断面図である。
【図8】(a)は図7に続く製造工程を説明する斜視図、(b)はその断面図である。
【図9】図8に続く製造工程を説明する断面図である。
【図10】図9に続く製造工程を説明する断面図である。
【図11】(a)は作業用ロボットに取り付けられるヘッドカラーにヒーターをセットしたときの状態を示す斜視図、(b)はヒーターの上に枝管ライニング材をセットしたときの斜視図である。
【図12】枝管ライニング材で枝管をライニングする工程を示した説明図である。
【図13】図12に続く枝管ライニング工程を示した説明図である。
【図14】図13に続く枝管ライニング工程を示した説明図である。
【図15】本管の枝管開口部周縁のライニングを詳細に示す断面図である。
【図16】本管ライニング材の他の実施例を示す断面図である。
【図17】本管ライニング材の他の実施例を示す断面図である。
【図18】本管ライニング材の他の実施例を示す断面図である。
【発明を実施するための形態】
【0016】
以下の説明では、本管から分岐する枝管をライニングする枝管ライニング材、その製造方法、枝管ライニング工法の実施例が、図面を参照して説明される。本管は、下水道、上水道、農業用水路などの既設管であり、枝管は、本管に取り付けられ本管から分岐して地上に延びる取付管である。
【実施例】
【0017】
図1には、本管をライニングするための本管ライニング材20が一部断面にして図示されている。本管ライニング材20は、本管の内径より小さな外径を有する管状の樹脂管20aとその外壁にらせん状に巻回された補強用の突条部20bから構成される。樹脂管20aは、例えばポリエチレンあるいはポリプロピレンなどの軟質の熱可塑性樹脂から形成されており、必要に応じてエラストマーが所定の割合で配合され、樹脂管20aの弾性を高めている。樹脂管20aは、図示したように単層ではなく、2層構造にすることもできる。突条部20bも、樹脂管20aと同じ樹脂でできており、エラストマーの配合比を変えることにより、樹脂管20aより硬質になっている。このような本管ライニング材20は、たとえば、特許文献1などに記載されている。
【0018】
本管ライニング材20は、樹脂管20a、突条部20bが弾性変形可能であるので、例えばハート形に折りたたまれて、図2に示したように、一方のマンホール(不図示)から本管30内に引き込まれ、自己反発力により、あるいは樹脂管20a内に圧縮空気を送り込むことにより断面が円形になるように復元される。樹脂管20aの外周面と本管30の内周面には、隙間が形成されるので、そこにグラウト材21を注入して固化させると、本管30と本管ライニング材20が一体となった複合管が構築される。
【0019】
本管30を本管ライニング材20でライニングすると、本管30から分岐する枝管31の本管側開口部31aが閉塞されてしまう。そこで、本管ライニング材20で閉塞された枝管開口部31aを、公知の方法で本管側あるいは枝管側から開削すると、図3に示したように、本管30と枝管31は元通り連通するようになる。
【0020】
図4は、枝管31をライニングするための枝管ライニング材の斜視図であり、図5〜図10はその製造方法を説明する説明図である。
【0021】
枝管ライニング材100は、気密なプラスチックフィルム105で外周面(反転されると内周面となる)がコーティングされた柔軟な管状樹脂吸収材102を有し、その一端を反転して外側に折り返すことにより鍔101が形成される。鍔101の枝管に対向する面(図4で上側の面)には、例えばポリエチレン、あるいはポリプロピレンなどの軟質の熱可塑性樹脂からなるリング状の上部樹脂シート103が取り付けられ、鍔101の枝管と反対側の面(図4で下側の面)には、上部樹脂シート103と同形状、同材質の下部樹脂シート104が取り付けられる。管状樹脂吸収材102は、ポリアミド、ポリエステル、ポリプロピレンなどのプラスチック繊維を用いた不織布、織布、あるいはマット;あるいはガラス繊維を用いた織布、あるいはマット;あるいは上記プラスチック繊維とガラス繊維を組み合わせた不織布、織布、あるいはマットからなる。管状樹脂吸収材102には、後述するように熱硬化性樹脂や光硬化性樹脂などの未硬化の液状硬化性樹脂が含浸される。プラスチックフィルム105は、例えばポリエチレンやポリプロピレンなどを用いて作製される。
【0022】
このような枝管ライニング材100は、以下のようにして製造される。
【0023】
図5に示したように、一面が高気密性のプラスチックフィルム105で熱溶着された所定幅で所定長さの帯状の樹脂吸収材102が、プラスチックフィルム105が外周面となるように、丸められ、その両端部102a、102bが突き合せられる。突き合せ部102cは縫製され、ポリエチレン、ポリプロピレン製のテープ102dで熱溶着することにより気密に接合される。管状樹脂吸収材102の端部の幅dの部分は、後述するように反転されて外側に折り曲げられ、鍔101を形成し、その部分に上部樹脂シート103と下部樹脂シート104が取り付けられる。管状樹脂吸収材102の折り返される幅dの部分は、プラスチックフィルム105で被覆されず、管状樹脂吸収材102のままになっている。
【0024】
帯状の樹脂吸収材にプラスチックフィルム105をコーティングしてから管状にするのではなく、コーティングされていない帯状の樹脂吸収材を管状にしてからその外周面に幅dの部分を除いてプラスチックフィルム105をコーティングするようにしてもよい。
【0025】
管状樹脂吸収材102は、後述するように、反転されて枝管31内に挿入され、円形に膨張される。帯状の樹脂吸収材の幅は、円形に膨張された管状樹脂吸収材102の外径が枝管31の内径にほぼ等しくなるように、定められ、またその長さは、ライニングされる枝管31の長さに応じた長さになっている。
【0026】
管状樹脂吸収材102の外側に折り返された幅dの部分に取り付けられる上部樹脂シート103と下部樹脂シート104は、本管ライニング材20の樹脂管20aに用いられる樹脂と熱溶着可能な軟質の熱可塑性樹脂を用いて作製される。例えば、樹脂管20aがポリエチレン(PE)を用いて作製される場合は、上部樹脂シート103と下部樹脂シート104もそれぞれポリエチレンを用いて作製され、樹脂管20aがポリプロピレン(PP)を用いて作製される場合は、上部樹脂シート103と下部樹脂シート104もポリプロピレンを用いて作製される。
【0027】
上部樹脂シート103と下部樹脂シート104の枝管ライニング材100への取り付け方が、図6から図9に図示されている。なお、図6から図9において図示した断面を示す図においては、各部材は、その厚さ、長さ、幅などの寸法は必ずしも実際の寸法に対応したものではなく、説明を容易にするために、部分的に誇張されて図示されている。また、各部材は、上下方向に密着して層状に配置されるが、図が煩雑になるので、各部材は適宜分離して図示されている。
【0028】
まず、図6(a)、(b)に示すように、外径Dの円筒部110a(断面図では、その高さが誇張して図示されている)と湾曲部110bからなる治具110を用意して、内径がDで外径と内径の差であるリング幅がW1のリング状ヒーター111を治具110に載置する。円筒部110aの外径Dは、管状樹脂吸収材102を円形に膨張させた場合の内径に相当しており、湾曲部110bの曲率は、ほぼ本管30の内周面の曲率に相当している。ヒーター111は、リード線111a、111bを介して通電可能なリング状の発熱線(ニクロム線)を内部に配置し、その周囲を耐熱性で弾性のあるシリコンラバーなどの材質で被覆したヒーターである。ヒーター111全体は、ヒーター111が発熱してその上部に配置される部材が溶融し、ヒーター111に付着してしまうのを防止するための溶着防止シート112により覆われる。
【0029】
続いて、図7(a)、(b)に示したように、熱可塑性樹脂からなるリング状の下部樹脂シート104と、鍔と反対側の面(図7(b)では下面)に、熱可塑性樹脂113aをリング状に熱溶着したシート状の樹脂吸収材113とからなる下部リング状シート部材を、下部樹脂シート104を下にして溶着防止シート112上に載置する。下部樹脂シート104は、内径がD、リング幅がW1のリング状をしており、樹脂吸収材113は内径Dで、リング幅W2がW1より小さいリング状部材であり、熱可塑性樹脂113a、下部樹脂シート104の熱可塑性樹脂は、いずれも、本管ライニング材の樹脂管20aの熱可塑性樹脂と同じであり、樹脂吸収材113は管状樹脂吸収材102と同じ材質である。
【0030】
続いて、図8(a)、(b)に図示したように、管状樹脂吸収材102の一端を反転させその端部(幅dの部分)を外部に折り返して鍔101とし、鍔101が樹脂吸収材113上に乗り、管状樹脂吸収材102の他端が治具110の円筒部内を下方に通過するように、治具110に設置する。鍔101を形成するとき、図8(a)に示したように、管状樹脂吸収材102の端部に切り目101aを形成しておくと、鍔101の形成が容易になる。樹脂吸収材113のリング幅W2は、好ましくは鍔101の幅dに等しくしておく。
【0031】
その後、図9(a)に示したように、熱可塑性樹脂115aを鍔101と反対側の面にリング状に熱溶着したリング状の樹脂吸収材115と、熱可塑性樹脂でできたリング状の上部樹脂シート103を、上部樹脂シート103を上にして鍔101上に重ねる。樹脂吸収材115は内径がD、リング幅W3がW2より管状樹脂吸収材の肉厚だけ小さなリング状となっており、上部樹脂シート103は、内径がD、リング幅W4がW1より小さなリング状をしている。熱可塑性樹脂115a、上部樹脂シート103の熱可塑性樹脂は、いずれも、本管ライニング材の樹脂管20aの熱可塑性樹脂と同じになっており、樹脂吸収材115は管状樹脂吸収材102と同じ材質である。
【0032】
続いて、図9(b)に示すように、溶着防止シート119を介してヒーター111と同様なヒーター118を、上部樹脂シート103上に載置し、鍔101、上部樹脂シート103、並びに下部樹脂シート104の樹脂吸収材のそれぞれに、例えば、不飽和ポリエステル樹脂、ビニルエステル樹脂、又はエポキシ樹脂などの熱硬化性樹脂を、注入器を介して側部から満遍なく含浸する。
【0033】
熱硬化性樹脂の含浸が終了したら、上部に治具110と同様に湾曲した治具120を置き、治具120と110でその間の部材を締め付け、ヒーター111,118に通電する。ヒーター118、118が約90℃から140℃ぐらいに発熱すると、鍔101、樹脂吸収材113、115に含浸されていた熱硬化性樹脂は硬化し、互いに結合される。また、上部樹脂シート103と熱可塑性樹脂115aは熱溶着して結合され、下部樹脂シート104と熱可塑性樹脂113aも、熱溶着して互いに結合される。また鍔101より径方向に外側にリング状に延びている上部樹脂シート103の外方端部103aと下部樹脂シート104の外方端部104aも、その熱可塑性樹脂が熱溶着し、上部樹脂シート103と104が互いに結合される。
【0034】
このような結合が行われた後、治具110、120、ヒーター111、118、並びに溶着防止シート112、119を除去すると、図10(a)に示したような枝管ライニング材100が作製される。
【0035】
なお、鍔101の樹脂吸収材に、前もって熱硬化性樹脂を含浸してそれを硬化させ、図8(a)、(b)に示すように、管状樹脂吸収材102を治具にセットするときには、鍔101がすでに堅固な鍔になっているようにすることもできる。その場合でも、鍔101は、ヒーター111、118の発熱により樹脂吸収材113、115に含浸されていた熱硬化性樹脂が硬化することにより、樹脂吸収材113と115と堅固に結合される。
【0036】
図10(a)において、符号121は、鍔101、樹脂吸収材113、115に含浸されていた熱可塑性樹脂が、治具110,120による押圧によりはみ出して硬化した状態を示している。樹脂シート103、104、樹脂吸収材113、115、それに鍔101は、熱硬化性樹脂の硬化、あるいは熱可塑性樹脂の熱溶着により互いに堅固に結合され、枝管ライニング材の鍔部材130を構成することになる。
【0037】
上部樹脂シート103は、鍔部材の最上部の部材であり、本管の内周面に良好に密着させる必要があるので、その表面に凹凸があったり、段差があると、良好な密着が得られない。したがって、上部樹脂シート103の湾曲が本管の内周面の湾曲に合致するように、治具110、120の形状を決定するようにする。
【0038】
管状樹脂吸収材102への樹脂含浸は、図10(b)に示したように、樹脂含浸用チューブ106を管状樹脂吸収材102に取り付け、このチューブ106内に、例えば、不飽和ポリエステル樹脂、ビニルエステル樹脂、又はエポキシ樹脂などの熱硬化性樹脂107を注入し、チューブ106を内側に反転挿入することにより行われる。なお、熱硬化性樹脂に代えて、あるいは熱硬化性樹脂とともに、紫外線を照射することにより硬化する光硬化性樹脂を含浸するようにしてもよい。また、樹脂を含浸した後、樹脂含浸用チューブ106は管状樹脂吸収材102から除去するようにする。
【0039】
なお、樹脂含浸用チューブ106は、図9(a)に示す段階の直前、つまり、樹脂シート103、樹脂吸収材115、熱可塑性樹脂115を鍔101上に配置する前に、管状樹脂吸収材102に取り付けるようにしてもよい。
【0040】
以下に、図3に示すように本管ライニング材20でライニングされた本管30から分岐する枝管31を、上述した枝管ライニング材100を用いてライニングする工程を説明する。
【0041】
図11(a)に示したように、治具110と同様な、本管30の内周面ないし枝管ライニング材100の鍔とほぼ同じ曲率で湾曲した湾曲部80aと円筒部80bを有する金属製のヘッドカラー80が用意される。このヘッドカラー80の湾曲部80aには、ヘッドカラー80を後述する作業用ロボットに取り付けるための取付板80cが固定される。ヘッドカラー80には、リード線81aを介して通電することにより発熱するニクロム線などで構成されており、耐熱性で弾性のある材質で被覆されていて、図でみて上下方向に弾性が付与されているヒーター81が取り付けられる。
【0042】
枝管ライニング材100が、図11(b)に示したように、ヘッドカラー80にセットされる。
【0043】
枝管ライニング材100を反転させる密閉チューブ140は、図12に示したように、枝管ライニング材100の未反転部分を内包できるように反転されており、その一端140aは圧力バック43の内面に気密に固定され、反転された他端140bは連結具45に気密に取り付けられる。ヘッドカラー80にセットされた枝管ライニング材100は、図12に示すように、その未反転部分が密閉チューブ140の反転した内部に挿入されて圧力バッグ43内に収納される。
【0044】
ヘッドカラー80の円筒部80bは、圧力バッグ43の一端に挿入されて圧力バッグ43に気密に取り付けられ、一方圧力バッグ43のヘッドカラー80と反対側の開口端はキャップ52によって気密に閉塞される。
【0045】
密閉チューブ140の他端140bを閉塞する連結具45には、キャップ52に気密に取り付けられた牽引ロープ40と温水ホース41が連結される。温水ホース41はキャップ52を貫通して圧力バッグ43外へでて、バルブ53に導かれている。温水ホース41には、不図示の熱源により加熱される温水タンク55から温水ポンプ54により温水(熱媒)が供給される。また、圧力バッグ43内の温水は排水ホース56、バルブ57を介して温水タンク55に戻される。
【0046】
圧力バッグ43内には、密閉チューブ140で閉塞される密閉空間が形成され、該密閉空間はキャップ52に取り付けられたエアーホース59、バルブ60を介して地上に設置されたコンプレッサー61に接続されるとともに、排気ホース62、バルブ63を介して外気に通じている。
【0047】
作業用ロボット42は、そのヘッド44が図12で上下方向a、bに進退し、且つ、矢印cで示すように管軸を中心に回転(ローリング)するように構成されており、この作業用ロボット42の上部にはモニター用のTVカメラ46が設置されている。ヘッドカラー80は、その取付板80cを介して作業用ロボット42のヘッド44の先端部に取り付けられる。ヘッド44がa、b、cの方向に移動すると、それに連動してヘッドカラー80並びにその上にセットされた枝管ライニング材1も同様な動きをする。
【0048】
作業用ロボット42の前後には牽引ロープ47,48が取り付けられているので、牽引ロープ47、48をウインチなどで引っ張ることにより、枝管ライニング材100の鍔の中心が枝管31の開口部31aの中心に一致するように、作業ロボット42、圧力バッグ43を管長方向に移動させる。この状態で、ヘッド44を上下方向に移動させ、またローリングさせることにより、図12に示したように、枝管ライニング材100の鍔部材130を構成する上部樹脂シート103が、本管ライニング材20でライニングされた本管30の枝管開口部周縁に押圧され密着される。
【0049】
上部樹脂シート103が、本管の枝管開口部周縁に密着したときの枝管開口部周縁の断面が図15に拡大して図示されている。なお、図12から図14では、図の煩雑さを避けるために鍔部材130は、一つの部材として簡略化して図示されている。
【0050】
この状態で、コンプレッサー61を駆動してエアーホース59を経て圧縮エアー(加圧流体)を圧力バッグ43内の密閉空間に供給すると、密閉チューブ140は膨張しながら反転して枝管31内に挿入され、密閉チューブ140に包まれている枝管ライニング材100も、反転しながら枝管31内を上方に向かって順次挿入されていく。このとき、連結具45を介して密閉チューブ140に連結された温水ホース41、牽引ロープ40も枝管31内に挿入される。
【0051】
図13に示したように、管状樹脂吸収材102の枝管31内への反転挿入が終了すると、管状樹脂吸収材102を枝管31の内周面に押し付けた状態にし、温水を温水ホース41の先端41aから供給して密閉空間内に充満させる。密閉空間内の圧縮エアーは排気ホース62を経て大気中に放出され、一方、管状樹脂吸収材102に含浸された熱硬化性樹脂が温水タンク55から供給される温水で加温され硬化する。
【0052】
枝管ライニング材100が、枝管31に反転されて挿入されている間、あるいは挿入されたあと管状樹脂吸収材に含浸された硬化性樹脂を硬化させているときに、リード線81aを介して電源82によりヒーター81に通電を行う。ヒーター81は、枝管ライニング材100の上部樹脂シート103と下部樹脂シート104の熱可塑性樹脂と、本管ライニング材20の樹脂管20aの熱可塑性樹脂を、例えば約105°〜150°Cの温度に加熱する。その間樹脂シート103と104は樹脂管20aに押圧された状態になっているので、それぞれの熱可塑性樹脂は確実に熱溶着される。この加熱温度は、各熱可塑性樹脂の素材に応じて約105°〜150°Cの範囲内の適温に設定される。上部樹脂シート103と下部樹脂シート104の熱可塑性樹脂と樹脂管20aの熱可塑性樹脂は同じ樹脂、例えば、ポリエチレンあるいはポリプロピレン樹脂であるので、容易にまた確実に熱溶着し、枝管ライニング材100の鍔部材130と本管ライニング材20の樹脂管20aは一体的に結合され、本管と枝管の接合部から本管内に地中水が土砂とともに流れ込むのを防止することができる。
【0053】
本実施例では、図15でH1で示した上部樹脂シート103と下部樹脂シート104の径方向の外方端部の領域は、軟質の熱可塑性樹脂でできており、他の内部領域H2は熱硬化性樹脂の硬化により硬くなっている。したがって、硬くなった領域H2に凹凸があったり、段差があっても鍔部材130は、その外周領域H1で本管30のライニング材と熱溶着して確実に一体的に結合されるので、本管と枝管の接合部から本管内に地中水が土砂とともに流れ込むのを防止する効果を更に向上させることができる。
【0054】
なお、枝管ライニング材の鍔部材と本管ライニング材の熱可塑性樹脂の加熱は、図12に示したように、枝管ライニング材100の鍔部材130が、本管の枝管開口部周縁に密着し、管状樹脂吸収材102が枝管31内に反転挿入される前、つまりコンプレッサー61が駆動されて圧縮エアーが圧力バッグ内に供給される前に行うようにしてもよい。
【0055】
管状樹脂吸収材102に含浸されている樹脂が硬化した後、排水ホース56を介して密閉空間から温水を抜き、温水タンク55に戻す。温水を温水タンク55に戻した後、密閉空間にある程度の圧力をかけながら、牽引ロープ40と温水ホース41を図14で左方向に引くと、密閉チューブ140が反転して枝管ライニング材100から取り除かれる。
【0056】
次に、作業用ロボット42のヘッド44を矢印b方向に下動させて、ヘッドカラー80、ヒーター81を枝管ライニング材100の鍔部材130から離したあと、作業用ロボット42、圧力バッグ43などが本管30内から取り除かれる。このようにして、枝管31は、その内周面が管状樹脂吸収材102によりライニングされる。
【0057】
管状樹脂吸収材102に含浸された樹脂は、温水ホース41に複数の噴射孔を設け、この噴射孔から温水又は水蒸気をシャワー状にしてあるいはミスト状にして管状樹脂吸収材102に吹き付けることにより硬化させるようにしてもよい。
【0058】
なお、上述した実施例では、上部樹脂シート103の熱可塑性樹脂は、樹脂吸収材115に予め熱溶着された熱可塑性樹脂115aと熱溶着され、下部樹脂シート104の同じく熱可塑性樹脂は、樹脂吸収材113に予め熱溶着された熱可塑性樹脂113aと熱溶着されたが、熱可塑性樹脂115a、113aを省略し、図16に示すように、上部樹脂シート103を樹脂吸収材115に直接熱溶着するようにし、また下部樹脂シート104を樹脂吸収材113に直接熱溶着するようにしてもよい。なお、上部樹脂シート103と樹脂吸収材115の熱溶着、並びに下部樹脂シート104と樹脂吸収材113の熱溶着は、樹脂吸収材115、113に熱硬化性樹脂を含浸する前に行っておく。
【0059】
また、上述した実施例の鍔部材では、鍔101の下方に、樹脂シートや樹脂吸収材の層を設けるようにしているが、図17に示したように、樹脂吸収材115と、樹脂シート103を、鍔101の枝管側(上部)にだけ設けるようにしてもよい。その場合には、樹脂シート103と樹脂吸収材115を熱溶着し、鍔101と樹脂吸収材115に熱硬化性樹脂を含浸して硬化させ、鍔101と樹脂吸収材115を結合することにより一体となった鍔部材130が得られる。
【0060】
同様に、図18に図示したように、鍔101の上部だけに、熱可塑性樹脂115aを熱溶着した樹脂吸収材115と、樹脂シート103を設け、樹脂シート103の熱可塑性樹脂と、熱可塑性樹脂115aを熱溶着させ、鍔101と樹脂吸収材115に熱硬化性樹脂を含浸して硬化させ、鍔101と樹脂吸収材115を結合することにより一体となった鍔部材130を得るようにしてもよい。
【0061】
また、上述した各実施例では、鍔101の上部に配置される樹脂シート103、樹脂吸収材115、熱可塑性樹脂115a、並びに鍔101の下部に配置される樹脂シート104、樹脂吸収材113、熱可塑性樹脂113aは、いずれもリング状で、樹脂吸収材115と113、並びに熱可塑性樹脂115a、113aのリング幅はほぼ鍔101の幅と等しく、鍔101の外方端部と樹脂吸収材115、113、それに熱可塑性樹脂115a、113aの外方端部は、図9に示すように径方向に見て鍔101の外方端部と同じ位置になっており、一方、樹脂シート103、104のリング幅は鍔よりも大きく、その外方端部は鍔より外方に延びて、鍔の幅より長くなっている。しかし、各部材の結合強度に応じて、樹脂シート103と104、樹脂吸収材115と113、並びに熱可塑性樹脂115aと113aのリング幅をそれぞれ変化させることができる。例えば、樹脂シート103と104のリング幅を小さくして、鍔101の幅とほぼ同じあるいはそれより小さくすることもでき、また、樹脂吸収材115と113、並びに熱可塑性樹脂115a、113aのリング幅を鍔101の幅より長く、あるいは短くすることもできる。また、各実施例における各部材103、115、115a、104、113、113aなどの形状を示すリング状は、その外方端部の形状が円形となっているが、必ずしも円形に限定されるものでなく、楕円形であったり、矩形であったり、あるいは一部に角がある形状であってもよい。
【0062】
また、上述した各実施例において、本管のライニング材の熱可塑性樹脂、及び鍔の上部(枝管側)に配置される樹脂シートの熱可塑性樹脂を、それぞれポリ塩化ビニル(PVC)とするようにしてもよい。
【符号の説明】
【0063】
20 本管ライニング材
20a 樹脂管
20b 突条部
21 グラウト材
30 本管
31 枝管
40 牽引ロープ
41 温水ホース
42 作業用ロボット
43 圧力バッグ
44 ヘッド
45 連結具
46 TVカメラ
47、48 牽引ロープ
52 キャップ
55 温水タンク
56 排水ホース
80 ヘッドカラー
81 ヒーター
100 枝管ライニング材
101 鍔
102 管状樹脂吸収材
103 上部樹脂シート
104 下部樹脂シート
105 プラスチックフィルム
106 樹脂含浸用チューブ
107 熱硬化性樹脂
110 治具
111 ヒーター
112 溶着防止シート
113 樹脂吸収材
113a 熱可塑性樹脂
115 樹脂吸収材
115a 熱可塑性樹脂
118 ヒーター
120 治具
130 鍔部材
140 密閉チューブ
【特許請求の範囲】
【請求項1】
熱可塑性樹脂からなるライニング材でライニングされた本管と交差する枝管内に挿入される柔軟な管状樹脂吸収材を有し、その一端が折り返されて鍔が形成される枝管ライニング材であって、
鍔の枝管に向かう側に配置され、本管のライニング材と熱溶着させることが可能な熱可塑性樹脂からなるリング状の樹脂シートと、
前記樹脂シートと鍔間に配置されたリング状の樹脂吸収材と、を有し
前記樹脂シートと樹脂吸収材が熱溶着されており、
前記鍔と樹脂吸収材にはそれぞれ熱硬化性樹脂が含浸され、該熱硬化性樹脂を硬化させることにより鍔と樹脂吸収材が結合されていることを特徴とする枝管ライニング材。
【請求項2】
前記樹脂吸収材にはリング状に熱可塑性樹脂が熱溶着されており、該熱可塑性樹脂を介して樹脂シートが樹脂吸収材と熱溶着されることを特徴とする請求項1に記載の枝管ライニング材。
【請求項3】
前記鍔の枝管と逆側に、リング状の樹脂吸収材と、該樹脂吸収材に熱溶着される熱可塑性樹脂からなるリング状の樹脂シートが配置され、該樹脂吸収材には熱硬化性樹脂が含浸され、該熱硬化性樹脂を硬化させることにより鍔と該樹脂吸収材が結合されることを特徴とする請求項1又は2に記載の枝管ライニング材。
【請求項4】
前記鍔の枝管と逆側に配置される樹脂吸収材には熱可塑性樹脂がリング状に熱溶着されており、該熱可塑性樹脂を介して枝管と逆側に配置された樹脂シートが該樹脂吸収材と熱溶着されることを特徴とする請求項3に記載の枝管ライニング材。
【請求項5】
前記鍔の枝管側とその逆側に配置される各樹脂シートは、それぞれ鍔より径方向にリング状に外側に延びており、外側端部で熱溶着されることを特徴とする請求項4に記載の枝管ライニング材。
【請求項6】
前記鍔の枝管側に配置される樹脂シートの熱可塑性樹脂は、本管のライニング材の熱可塑性樹脂と同じ樹脂であり、ポリエチレン、ポリプロピレン又はポリ塩化ビニルであることを特徴とする請求項1から5のいずれか1項に記載の枝管ライニング材。
【請求項7】
熱可塑性樹脂からなるライニング材でライニングされた本管と交差する枝管内に挿入される柔軟な管状樹脂吸収材を有し、その一端が折り返されて鍔が形成される枝管ライニング材を製造する枝管ライニング材の製造方法であって、
本管のライニング材と熱溶着させることが可能な熱可塑性樹脂からなるリング状の樹脂シートを、鍔の枝管に向う側に配置し、
前記樹脂シートと鍔間にリング状の樹脂吸収材を配置し、
前記鍔と樹脂吸収材にそれぞれ熱硬化性樹脂を含浸し、
前記鍔、樹脂吸収材、並びに樹脂シートを加熱することにより、前記樹脂シートと樹脂吸収材を熱溶着するとともに、前記鍔と樹脂吸収材に含浸された熱硬化性樹脂を硬化させて鍔と樹脂吸収材を結合することを特徴とする枝管ライニング材の製造方法。
【請求項8】
前記樹脂吸収材には熱可塑性樹脂がリング状に熱溶着されており、該熱可塑性樹脂を介して樹脂シートが樹脂吸収材と熱溶着されることを特徴とする請求項7に記載の枝管ライニング材の製造方法。
【請求項9】
前記鍔の枝管と逆側に、リング状の樹脂吸収材と、熱可塑性樹脂からなるリング状の樹脂シートを配置し、前記鍔と、その枝管側の樹脂吸収材並びに樹脂シートを加熱するときに、前記枝管と逆側の樹脂シートと樹脂吸収材を加熱して熱溶着するとともに、前記鍔と、その枝管と逆側の樹脂吸収材をそれぞれに含浸された熱硬化性樹脂を硬化させることにより結合することを特徴とする請求項7又は8に記載の枝管ライニング材の製造方法。
【請求項10】
前記鍔の枝管の逆側に配置される樹脂吸収材には熱可塑性樹脂がリング状に熱溶着されており、該熱可塑性樹脂を介して枝管の逆側に配置された樹脂シートが該樹脂吸収材と熱溶着されることを特徴とする請求項9に記載の枝管ライニング材の製造方法。
【請求項11】
前記鍔の枝管側とその逆側に配置される各樹脂シートは、それぞれ鍔より径方向にリング状に外側に延びており、外側端部で熱溶着されることを特徴とする請求項10に記載の枝管ライニング材の製造方法。
【請求項12】
前記鍔の枝管側の配置される樹脂シートの熱可塑性樹脂は、本管のライニング材の熱可塑性樹脂と同じ樹脂であり、ポリエチレン、ポリプロピレン又はポリ塩化ビニルであることを特徴とする請求項7から11のいずれか1項に記載の枝管ライニング材の製造方法。
【請求項13】
請求項1から6のいずれか1項に記載の枝管ライニング材を用いて枝管をライニングする枝管ライニング工法であって、
請求項1から6のいずれか1項に記載の枝管ライニング材の管状樹脂吸収材に硬化性樹脂を含浸し、
硬化性樹脂が含浸された枝管ライニング材を、その鍔が本管の枝管開口部周辺に押圧されるように配置し、
枝管ライニング材に反転圧をかけることにより枝管ライニング材を枝管に反転させながら挿入し、
反転挿入が完了した後、枝管ライニング材を枝管内周壁に押圧した状態で枝管ライニング材に含浸された硬化性樹脂を硬化させることにより枝管をライニングし、
枝管ライニング材の挿入開始、あるいは挿入中、あるいは挿入完了後、枝管側の樹脂シートを本管のライニング材に押圧しながら加熱し、本管のライニング材と熱溶着させることを特徴とする枝管ライニング工法。
【請求項1】
熱可塑性樹脂からなるライニング材でライニングされた本管と交差する枝管内に挿入される柔軟な管状樹脂吸収材を有し、その一端が折り返されて鍔が形成される枝管ライニング材であって、
鍔の枝管に向かう側に配置され、本管のライニング材と熱溶着させることが可能な熱可塑性樹脂からなるリング状の樹脂シートと、
前記樹脂シートと鍔間に配置されたリング状の樹脂吸収材と、を有し
前記樹脂シートと樹脂吸収材が熱溶着されており、
前記鍔と樹脂吸収材にはそれぞれ熱硬化性樹脂が含浸され、該熱硬化性樹脂を硬化させることにより鍔と樹脂吸収材が結合されていることを特徴とする枝管ライニング材。
【請求項2】
前記樹脂吸収材にはリング状に熱可塑性樹脂が熱溶着されており、該熱可塑性樹脂を介して樹脂シートが樹脂吸収材と熱溶着されることを特徴とする請求項1に記載の枝管ライニング材。
【請求項3】
前記鍔の枝管と逆側に、リング状の樹脂吸収材と、該樹脂吸収材に熱溶着される熱可塑性樹脂からなるリング状の樹脂シートが配置され、該樹脂吸収材には熱硬化性樹脂が含浸され、該熱硬化性樹脂を硬化させることにより鍔と該樹脂吸収材が結合されることを特徴とする請求項1又は2に記載の枝管ライニング材。
【請求項4】
前記鍔の枝管と逆側に配置される樹脂吸収材には熱可塑性樹脂がリング状に熱溶着されており、該熱可塑性樹脂を介して枝管と逆側に配置された樹脂シートが該樹脂吸収材と熱溶着されることを特徴とする請求項3に記載の枝管ライニング材。
【請求項5】
前記鍔の枝管側とその逆側に配置される各樹脂シートは、それぞれ鍔より径方向にリング状に外側に延びており、外側端部で熱溶着されることを特徴とする請求項4に記載の枝管ライニング材。
【請求項6】
前記鍔の枝管側に配置される樹脂シートの熱可塑性樹脂は、本管のライニング材の熱可塑性樹脂と同じ樹脂であり、ポリエチレン、ポリプロピレン又はポリ塩化ビニルであることを特徴とする請求項1から5のいずれか1項に記載の枝管ライニング材。
【請求項7】
熱可塑性樹脂からなるライニング材でライニングされた本管と交差する枝管内に挿入される柔軟な管状樹脂吸収材を有し、その一端が折り返されて鍔が形成される枝管ライニング材を製造する枝管ライニング材の製造方法であって、
本管のライニング材と熱溶着させることが可能な熱可塑性樹脂からなるリング状の樹脂シートを、鍔の枝管に向う側に配置し、
前記樹脂シートと鍔間にリング状の樹脂吸収材を配置し、
前記鍔と樹脂吸収材にそれぞれ熱硬化性樹脂を含浸し、
前記鍔、樹脂吸収材、並びに樹脂シートを加熱することにより、前記樹脂シートと樹脂吸収材を熱溶着するとともに、前記鍔と樹脂吸収材に含浸された熱硬化性樹脂を硬化させて鍔と樹脂吸収材を結合することを特徴とする枝管ライニング材の製造方法。
【請求項8】
前記樹脂吸収材には熱可塑性樹脂がリング状に熱溶着されており、該熱可塑性樹脂を介して樹脂シートが樹脂吸収材と熱溶着されることを特徴とする請求項7に記載の枝管ライニング材の製造方法。
【請求項9】
前記鍔の枝管と逆側に、リング状の樹脂吸収材と、熱可塑性樹脂からなるリング状の樹脂シートを配置し、前記鍔と、その枝管側の樹脂吸収材並びに樹脂シートを加熱するときに、前記枝管と逆側の樹脂シートと樹脂吸収材を加熱して熱溶着するとともに、前記鍔と、その枝管と逆側の樹脂吸収材をそれぞれに含浸された熱硬化性樹脂を硬化させることにより結合することを特徴とする請求項7又は8に記載の枝管ライニング材の製造方法。
【請求項10】
前記鍔の枝管の逆側に配置される樹脂吸収材には熱可塑性樹脂がリング状に熱溶着されており、該熱可塑性樹脂を介して枝管の逆側に配置された樹脂シートが該樹脂吸収材と熱溶着されることを特徴とする請求項9に記載の枝管ライニング材の製造方法。
【請求項11】
前記鍔の枝管側とその逆側に配置される各樹脂シートは、それぞれ鍔より径方向にリング状に外側に延びており、外側端部で熱溶着されることを特徴とする請求項10に記載の枝管ライニング材の製造方法。
【請求項12】
前記鍔の枝管側の配置される樹脂シートの熱可塑性樹脂は、本管のライニング材の熱可塑性樹脂と同じ樹脂であり、ポリエチレン、ポリプロピレン又はポリ塩化ビニルであることを特徴とする請求項7から11のいずれか1項に記載の枝管ライニング材の製造方法。
【請求項13】
請求項1から6のいずれか1項に記載の枝管ライニング材を用いて枝管をライニングする枝管ライニング工法であって、
請求項1から6のいずれか1項に記載の枝管ライニング材の管状樹脂吸収材に硬化性樹脂を含浸し、
硬化性樹脂が含浸された枝管ライニング材を、その鍔が本管の枝管開口部周辺に押圧されるように配置し、
枝管ライニング材に反転圧をかけることにより枝管ライニング材を枝管に反転させながら挿入し、
反転挿入が完了した後、枝管ライニング材を枝管内周壁に押圧した状態で枝管ライニング材に含浸された硬化性樹脂を硬化させることにより枝管をライニングし、
枝管ライニング材の挿入開始、あるいは挿入中、あるいは挿入完了後、枝管側の樹脂シートを本管のライニング材に押圧しながら加熱し、本管のライニング材と熱溶着させることを特徴とする枝管ライニング工法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【公開番号】特開2013−18148(P2013−18148A)
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願番号】特願2011−151756(P2011−151756)
【出願日】平成23年7月8日(2011.7.8)
【出願人】(592057385)株式会社湘南合成樹脂製作所 (61)
【Fターム(参考)】
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願日】平成23年7月8日(2011.7.8)
【出願人】(592057385)株式会社湘南合成樹脂製作所 (61)
【Fターム(参考)】
[ Back to top ]